
プラズマ処理装置及び方法
【課題】基材の表面近傍をごく短時間だけ均一に高温熱処理するに際して、あるいは、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を低温プラズマ処理するに際して、基材の所望の被処理領域全体を短時間で処理することができるプラズマ処理装置及び方法を提供することを目的とする。
【解決手段】誘導結合型プラズマトーチユニットTにおいて、多重の渦形のスパイラルコイル3が第一石英板4に接合され、誘導結合型プラズマトーチユニットTの最下部にプラズマ噴出口8が設けられる。第二石英板5及び第三石英板6に囲まれた長尺チャンバ内部の空間7にガスを供給しつつ、スパイラルコイル3に高周波電力を供給して、長尺チャンバ内部の空間7にプラズマを発生させ、基材2に照射する。
【解決手段】誘導結合型プラズマトーチユニットTにおいて、多重の渦形のスパイラルコイル3が第一石英板4に接合され、誘導結合型プラズマトーチユニットTの最下部にプラズマ噴出口8が設けられる。第二石英板5及び第三石英板6に囲まれた長尺チャンバ内部の空間7にガスを供給しつつ、スパイラルコイル3に高周波電力を供給して、長尺チャンバ内部の空間7にプラズマを発生させ、基材2に照射する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱プラズマを基材に照射して基材を処理する熱プラズマ処理や、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を処理する低温プラズマ処理などの、プラズマ処理装置及び方法に関するものである。
【背景技術】
【0002】
従来、多結晶シリコン(poly−Si)等の半導体薄膜は薄膜トランジスタ(TFT:Thin Film Transistor)や太陽電池に広く利用されている。とりわけ、poly−SiTFTは、キャリア移動度が高いうえ、ガラス基板のような透明の絶縁基板上に作製できるという特徴を活かして、例えば、液晶表示装置、液晶プロジェクタや有機EL表示装置などの画素回路を構成するスイッチング素子として、或いは液晶駆動用ドライバの回路素子として広く用いられている。
【0003】
ガラス基板上に高性能なTFTを作製する方法としては、一般に「高温プロセス」と呼ばれる製造方法がある。TFTの製造プロセスの中でも、工程中の最高温度が1000℃程度の高温を用いるプロセスを一般的に「高温プロセス」と呼んでいる。高温プロセスの特徴は、シリコンの固相成長により比較的良質の多結晶シリコンを成膜することができる点、シリコンの熱酸化により良質のゲート絶縁層を得ることができる点、及び清浄な多結晶シリコンとゲート絶縁層との界面を形成できる点である。高温プロセスではこれらの特徴により、高移動度でしかも信頼性の高い高性能TFTを安定的に製造することができる。
【0004】
他方、高温プロセスは固相成長によりシリコン膜の結晶化を行うプロセスであるために、600℃程度の温度で48時間程度の長時間の熱処理を必要とする。これは大変長時間の工程であり、工程のスループットを高めるためには必然的に熱処理炉を多数必要とし、低コスト化が難しいという点が課題である。加えて、耐熱性の高い絶縁性基板として石英ガラスを使わざるを得ないため基板のコストが高く、大面積化には向かないとされている。
【0005】
一方、工程中の最高温度を下げ、安価な大面積のガラス基板上にpoly−SiTFTを作製するための技術が「低温プロセス」と呼ばれる技術である。TFTの製造プロセスの中でも、最高温度が概ね600℃以下の温度環境下において比較的安価な耐熱性のガラス基板上にpoly−SiTFTを製造するプロセスは、一般に「低温プロセス」と呼ばれている。低温プロセスでは、発振時間が極短時間のパルスレーザーを用いてシリコン膜の結晶化を行うレーザー結晶化技術が広く使われている。レーザー結晶化とは、基板上のシリコン薄膜に高出力のパルスレーザー光を照射することによって瞬時に溶融させ、これが凝固する過程で結晶化する性質を利用する技術である。
【0006】
しかしながら、このレーザー結晶化技術には幾つかの大きな課題がある。一つは、レーザー結晶化技術によって形成したポリシリコン膜の内部に局在する多量の捕獲準位である。この捕獲準位の存在により、電圧の印加によって本来能動層を移動するはずのキャリアが捕獲され、電気伝導に寄与できず、TFTの移動度の低下、閾値電圧の増大といった悪影響を及ぼす。更に、レーザー出力の制限によって、ガラス基板のサイズが制限されるといった課題もある。レーザー結晶化工程のスループットを向上させるためには、一回で結晶化できる面積を増やす必要がある。しかしながら、現状のレーザー出力には制限があるため、第7世代(1800mm×2100mm)といった大型基板にこの結晶化技術を採用する場合には、基板一枚を結晶化するために長時間を要する。
【0007】
また、レーザー結晶化技術は一般的にライン状に成形されたレーザーが用いられ、これを走査させることによって結晶化を行なう。このラインビームは、レーザー出力に制限があるため基板の幅よりも短く、基板全面を結晶化するためには、レーザーを数回に分けて走査する必要がある。これによって基板内にはラインビームの継ぎ目の領域が発生し、二回走査されてしまう領域ができる。この領域は一回の走査で結晶化した領域とは結晶性が大きく異なる。そのため両者の素子特性は大きく異なり、デバイスのバラツキの大きな要因となる。最後に、レーザー結晶化装置は装置構成が複雑であり且つ、消耗部品のコストが高いため、装置コストおよびランニングコストが高いという課題がある。これによって、レーザー結晶化装置によって結晶化したポリシリコン膜を使用したTFTは製造コストが高い素子になってしまう。
【0008】
このような基板サイズの制限、装置コストが高いといった課題を克服するため、「熱プラズマジェット結晶化法」と呼ばれる結晶化技術が研究されている(例えば、非特許文献1を参照)。本技術を以下に簡単に説明する。タングステン(W)陰極と水冷した銅(Cu)陽極を対向させ、DC電圧を印加すると両極間にアーク放電が発生する。この電極間に大気圧下でアルゴンガスを流すことによって、銅陽極に空いた噴出孔から熱プラズマが噴出する。熱プラズマとは、熱平衡プラズマであり、イオン、電子、中性原子などの温度がほぼ等しく、それらの温度が10000K程度を有する超高温の熱源である。このことから、熱プラズマは被熱物体を容易に高温に加熱することが可能であり、a−Si膜を堆積した基板が超高温の熱プラズマ前面を高速走査することによってa−Si膜を結晶化することができる。
【0009】
このように装置構成が極めて単純であり、且つ大気圧下での結晶化プロセスであるため、装置を密閉チャンバ等の高価な部材で覆う必要が無く、装置コストが極めて安くなることが期待できる。また結晶化に必要なユーティリティは、アルゴンガスと電力と冷却水であるため、ランニングコストも安い結晶化技術である。
【0010】
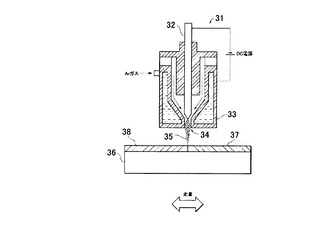
図10は、この熱プラズマを用いた半導体膜の結晶化方法を説明するための模式図である。
【0011】
同図において、熱プラズマ発生装置31は、陰極32と、この陰極32と所定距離だけ離間して対向配置される陽極33とを備え構成される。陰極32は、例えばタングステン等の導電体からなる。陽極33は、例えば銅などの導電体からなる。また、陽極33は、中空に形成され、この中空部分に水を通して冷却可能に構成されている。また、陽極33には噴出孔(ノズル)34が設けられている。陰極32と陽極33の間に直流(DC)電圧を印加すると両極間にアーク放電が発生する。この状態において、陰極32と陽極33の間に大気圧下でアルゴンガス等のガスを流すことによって、上記の噴出孔34から熱プラズマ35を噴出させることができる。ここで「熱プラズマ」とは、熱平衡プラズマであり、イオン、電子、中性原子などの温度がほぼ等しく、それらの温度が10000K程度を有する超高温の熱源である。
【0012】
このような熱プラズマを半導体膜の結晶化のための熱処理に利用することができる。具体的には、基板36上に半導体膜37(例えば、アモルファスシリコン膜)を形成しておき、当該半導体膜37に熱プラズマ(熱プラズマジェット)35を当てる。このとき、熱プラズマ35は、半導体膜37の表面と平行な第1軸(図示の例では左右方向)に沿って相対的に移動させながら半導体膜37に当てられる。すなわち、熱プラズマ35は第1軸方向に走査しながら半導体膜37に当てられる。ここで「相対的に移動させる」とは、半導体膜37(及びこれを支持する基板36)と熱プラズマ35とを相対的に移動させることを言い、一方のみを移動させる場合と両者をともに移動させる場合のいずれも含まれる。このような熱プラズマ35の走査により、半導体膜37が熱プラズマ35の有する高温によって加熱され、結晶化された半導体膜38(本例ではポリシリコン膜)が得られる(例えば、特許文献1を参照)。
【0013】
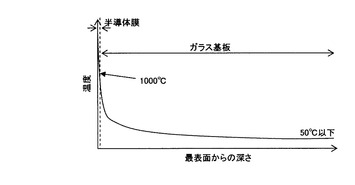
図11は、最表面からの深さと温度の関係を示す概念図である。同図に示すように、熱プラズマ35を高速で移動させることにより、表面近傍のみを高温で処理することができる。熱プラズマ35が通り過ぎた後、加熱された領域は速やかに冷却されるので、表面近傍はごく短時間だけ高温になる。
【0014】
このような熱プラズマは、点状領域に発生させるのが一般的である。熱プラズマは、陰極32からの熱電子放出によって維持されており、プラズマ密度の高い位置では熱電子放出がより盛んになるため、正のフィードバックがかかり、ますますプラズマ密度が高くなる。つまり、アーク放電は陰極の1点に集中して生じることとなり、熱プラズマは点状領域に発生する。
【0015】
半導体膜の結晶化など、平板状の基材を一様に処理したい場合には、点状の熱プラズマを基材全体に渡って走査する必要があるが、走査回数を減らしてより短時間で処理できるプロセスを構築するには、熱プラズマの照射領域を広くすることが有効である。このため、古くから熱プラズマを大面積に発生させる技術が検討されている。
【0016】
例えば、プラズマトーチの外ノズルより噴射するプラズマジェットに、外ノズルの中心軸線と交差する方向でプラズマジェットを広幅化させるための広幅化ガスを2ケ所から同時に噴出し、プラズマジェットを広幅化させる方法が開示されている(例えば、特許文献2を参照)。あるいは、ノズル通路の口部が、当該ノズル通路の軸芯に対して所定角度で傾斜していることを特徴とするプラズマノズルを設け、ノズル通路を構成するケーシング、またはそのケーシングの一部を、その長手軸芯回りに高速で回転させ、プラズマノズルをワークピースに沿って通過移動させる方法が開示されている(例えば、特許文献3を参照)。また、少なくとも一つの偏芯して配置されたプラズマノズルを持つ回転ヘッドを設けたものが開示されている(例えば、特許文献4を参照)。
【0017】
なお、大面積を短時間で処理することを目的としたものではないが、熱プラズマを用いた溶接方法として、帯状電極を用い、その幅方向が溶接線方向となるように配置して溶接することを特徴とする高速ガスシールドアーク溶接方法が開示されている(例えば、特許文献5を参照)。
【0018】
また、扁平な直方体状の絶縁体材料を用いた、線状の細長い形状をなす誘導結合型プラズマトーチが開示されている(例えば、特許文献6を参照)。
【0019】
なお、長尺の電極を用いた細長い線状のプラズマを生成する方法が開示されている(例えば、特許文献7を参照)。熱プラズマを発生させるものと記載されているが、これは低温プラズマを発生させるものであり、熱処理に適した構成ではない。仮に熱プラズマを発生させたとすると、電極を用いた容量結合型であるため、アーク放電が一箇所に集中し、長尺方向に均一な熱プラズマを発生させることは困難と推察される。一方、低温プラズマ処理装置としては、エッチングガスやCVD(Chemical Vapor Deposition)用のガスをプラズマ化することにより、エッチングや成膜などのプラズマ処理が可能な装置である。
【0020】
また、マイクロストリップラインを用いて長尺プラズマを生成する方法が開示されている(例えば、特許文献8を参照)。この構成では、プラズマに接触するチャンバ壁面が完全には冷却できない(水冷流路によって囲まれていない)ので、熱プラズマ源としては動作できないものと考えられる。
【0021】
また、複数の放電電極をライン状に並べることにより、線状の長尺プラズマトーチを形成するものが開示されている(例えば、特許文献9を参照)。
【0022】
なお、エッチングやCVDを行うための装置において、平面状のスパイラルコイルを用いるものが開示されている(例えば、特許文献10を参照)が、これは真空中で大面積プラズマを発生させ、基材の表面を面状に一括処理するためのものであり、本件発明の技術分野とは異なる技術分野に関係するものである。
【0023】
また、エッチングやCVDを行うための装置において、多重の渦形コイルや多重の螺旋形コイルを用いるものが開示されている(例えば、特許文献11を参照)が、これは真空中で大面積プラズマを発生させ、基材の表面を面状に一括処理するためのものであり、本件発明の技術分野とは異なる技術分野に関係するものである。
【先行技術文献】
【特許文献】
【0024】
【特許文献1】特開2008−53634号公報
【特許文献2】特開平08−118027号公報
【特許文献3】特開2001−68298号公報
【特許文献4】特表2002−500818号公報
【特許文献5】特開平04−284974号公報
【特許文献6】特表2009−545165号公報
【特許文献7】特開2007−287454号公報
【特許文献8】特表2010−539336号公報
【特許文献9】特開2009−158251号公報
【特許文献10】特開平3−79025号公報
【特許文献11】特開平08−83696号公報
【非特許文献】
【0025】
【非特許文献1】S.Higashi, H.Kaku,T.Okada,H.Murakami and S.Miyazaki,Jpn.J.Appl.Phys.45,5B(2006)pp.4313−4320
【発明の概要】
【発明が解決しようとする課題】
【0026】
しかしながら、半導体の結晶化など、ごく短時間だけ基材の表面近傍を高温処理する用途に対して、従来の熱プラズマを大面積に発生させる技術は有効ではなかった。
【0027】
従来例に示した特許文献2に記載の、熱プラズマを大面積に発生させる技術においては、広幅化はされるものの、広幅化された領域における温度分布は100℃以上となっており、均一な熱処理の実現は不可能である。
【0028】
また、従来例に示した特許文献3、4に記載の、熱プラズマを大面積に発生させる技術においては、本質的には熱プラズマを揺動させるものであるから、実質的に熱処理されている時間は、回転させずに走査した場合と比べて短くなるので、大面積を処理する時間が特段短くなるものではない。また、均一処理のためには回転速度を走査速度に比べて十分に大きくする必要があり、ノズルの構成が複雑化することは避けられない。
【0029】
また、従来例に示した特許文献5に記載の技術は溶接技術であり、大面積を均一に処理するための構成ではない。仮にこれを大面積処理用途に適用しようとしても、この構成においては点状のアークが帯状電極に沿って振動するので、時間平均すると均一にプラズマが発生するものの、瞬間的には不均一なプラズマが生じている。したがって、大面積の均一処理には適用できない。
【0030】
また、従来例に示した特許文献6に記載の技術は、非特許文献1や特許文献1に開示されているDCアーク放電を用いたものと異なり、誘導結合型の高周波プラズマトーチであることが特徴である。無電極放電であることから、熱プラズマの安定性に優れ(時間変化が小さい)、電極材料の基材への混入(コンタミネーション)が少ないという利点がある。
【0031】
さて、誘導結合型プラズマトーチにおいては、高温プラズマから絶縁体材料を保護するために、絶縁体材料を二重管構成としてその間に冷媒を流す方法が一般的に採用されている。しかしながら、従来例に示した特許文献6に記載の技術においては、絶縁体材料が扁平な直方体状をなしていることから、これを単純に二重管構成としただけでは、十分な流量の冷媒を流すことができない。なぜなら、絶縁体材料は一般に金属に比べて機械的強度に劣るため、絶縁体材料を長尺方向に余りに長くすると、二重管の内圧を高くできなくなるからである。このため、大面積を均一に処理するのに限界がある。
【0032】
なお、点状の熱プラズマであっても、その直径が大きければ大面積処理の際の走査回数を減らせるため、用途によっては短時間で処理できる。しかし、熱プラズマの直径が大きいと、走査時に熱プラズマが基材上を通過する時間が実質的に長くなるため、ごく短時間だけ基材の表面近傍のみを高温処理することはできず、基材のかなり深い領域までが高温になり、例えばガラス基板の割れや膜剥がれなどの不具合を生じることがある。
【0033】
また、従来例に示した特許文献9に記載の技術では、先に述べた誘導結合型の高周波プラズマトーチと比較して、熱プラズマの安定性に劣り(時間変化が大きい)、電極材料の基材への混入(コンタミネーション)が多いという欠点がある。
【0034】
本発明はこのような課題に鑑みなされたもので、基材の表面近傍をごく短時間だけ均一に高温熱処理するに際して、あるいは、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を低温プラズマ処理するに際して、基材の所望の被処理領域全体を短時間で処理することができるプラズマ処理装置及び方法を提供することを目的としている。
【課題を解決するための手段】
【0035】
本願の第1発明のプラズマ処理装置は、長尺で線状の開口部と、前記開口部の長手方向と平行な向きに長尺な形状をもち、かつ、前記開口部と連通し、かつ、誘電体部材で囲まれた長尺チャンバと、前記チャンバ内にガスを導入するためのガス供給配管と、前記開口部の長手方向と平行な向きに長尺な形状をもつコイルと、前記コイルに接続された高周波電源と、基材載置台と、前記開口部の長手方向に対して垂直な向きに、前記チャンバと前記基材載置台とを相対的に移動可能とする移動機構を備えた装置において、
コイルが複数の導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としては少なくとも一周の環状をなすことを特徴とする。
【0036】
このような構成により、基材の表面近傍をごく短時間だけ均一に高温熱処理するに際して、あるいは、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を低温プラズマ処理するに際して、基材の所望の被処理領域全体を短時間で処理することができる。
【0037】
本願の第1発明のプラズマ処理装置において、好適には、前記コイルが、全体としてスパイラル形状をなすことが望ましい。
【0038】
このような構成により、簡単な構成でプラズマ処理装置を実現できる。
【0039】
また、この場合、好適には、前記スパイラルコイルが、平面状であることが望ましい。
【0040】
このような構成により、より簡単な構成でプラズマ処理装置を実現できる。
【0041】
また、好適には、前記チャンバの前記スパイラルコイルに近い側の内壁面が、前記スパイラルコイルがなす平面と平行な平面であることが望ましい。
【0042】
このような構成により、プラズマ発生効率の良いプラズマ処理装置を実現できる。
【0043】
また、好適には、前記チャンバが、少なくとも片方が溝を備えた2枚の誘電体板に挟まれた空間として構成されていることが望ましい。
【0044】
このような構成により、簡単な構成でプラズマ処理装置を実現できる。
【0045】
また、好適には、前記チャンバの外形が、前記スパイラルコイルの外形よりも大きいことが望ましい。
【0046】
このような構成により、プラズマ発生効率の良いプラズマ処理装置を実現できる。
【0047】
また、好適には、「前記チャンバの深さ」=「前記チャンバの、前記スパイラルコイルから前記チャンバへの方向の長さ」と定義するとき、前記チャンバの深さが0.5mm以上7mm以下であることが望ましい。さらに好適には、前記チャンバの深さが1mm以上5mm以下であることが望ましい。
【0048】
このような構成により、プラズマ発生効率の良いプラズマ処理装置を実現できる。
【0049】
また、前記開口部が、前記チャンバにおいて、前記スパイラルコイルとは反対側に設けられていてもよいし、前記開口部から前記チャンバへの向きと、前記スパイラルコイルから前記チャンバへの向きが、互いに垂直であってもよい。
【0050】
あるいは、前記コイルが、前記チャンバを取り囲むように配置されており、かつ、全体としてソレノイド状をなす構成であってもよい。
【0051】
このような構成により、簡単な構成でプラズマ処理装置を実現できる。
【0052】
本願の第2発明のプラズマ処理方法は、誘電体部材で囲まれた長尺チャンバ内にガスを供給しつつ、前記チャンバに形成されたスリット状の開口部から基材に向けてガスを噴出すると共に、
前記チャンバの長手方向と平行な向きに長尺な形状をもち、かつ、複数の導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、全体としては少なくとも一周の環状をなすコイルに、高周波電力を供給することで、前記チャンバ内に高周波電磁界を発生させるプラズマ処理方法であって、
前記開口部の長手方向に対して垂直な向きに前記チャンバと前記基材とを相対的に移動しながら前記基材の表面を処理することを特徴とする。
【0053】
このような構成により、基材の表面近傍をごく短時間だけ均一に高温熱処理するに際して、あるいは、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を低温プラズマ処理するに際して、基材の所望の被処理領域全体を短時間で処理することができる。
【発明の効果】
【0054】
本発明によれば、基材の表面近傍をごく短時間だけ均一に高温熱処理するに際して、あるいは、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を低温プラズマ処理するに際して、基材の所望の被処理領域全体を短時間で処理することができる。
【図面の簡単な説明】
【0055】
【図1】本発明の実施の形態1におけるプラズマ処理装置の構成を示す断面図
【図2】本発明の実施の形態1におけるプラズマ処理装置の構成を示す斜視図
【図3】本発明の実施の形態2におけるプラズマ処理装置の構成を示す斜視図
【図4】本発明の実施の形態1及び2におけるスパイラルコイルの構成を示す平面図
【図5】本発明の実施の形態3におけるスパイラルコイルの構成を示す平面図
【図6】本発明の実施の形態4におけるプラズマ処理装置の構成を示す斜視図
【図7】本発明の実施の形態4におけるプラズマ処理装置の構成を示す断面図
【図8】本発明の実施の形態5におけるソレノイドコイルの構成を示す斜視図
【図9】本発明の実施の形態6におけるソレノイドコイルの構成を示す斜視図
【図10】従来例におけるプラズマ処理装置の構成を示す断面図
【図11】従来例における最表面からの深さと温度の関係を示す概念図
【発明を実施するための形態】
【0056】
以下、本発明の実施の形態におけるプラズマ処理装置について図面を用いて説明する。
【0057】
(実施の形態1)
以下、本発明の実施の形態1について、図1及び図2を参照して説明する。
【0058】
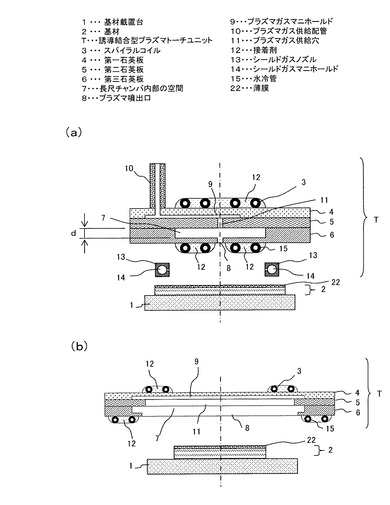
図1(a)は、本発明の実施の形態1におけるプラズマ処理装置の構成を示すもので、誘導結合型プラズマトーチユニットの長尺方向に垂直な面で切った断面図である。図1(b)は、誘導結合型プラズマトーチユニットの長尺方向に平行で、かつ、基材に垂直な面で切った断面図である。図1(b)は図1(a)の破線で切った断面図、図1(a)は図1(b)の破線で切った断面図である。
【0059】
また、図2は、図1に示した誘導結合型プラズマトーチユニットの組立構成図であり、各部品(一部)の斜視図を並べたものである。
【0060】
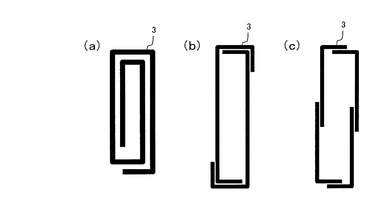
図1及び図2において、基材載置台1上に基材2が載置されている。誘導結合型プラズマトーチユニットTにおいて、導体製の平面状で多重の渦形のスパイラルコイル3が第一石英板4及び第二石英板5の近傍に配置される。スパイラルコイル3は、2つの導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ一周の環状をなしている。効率よくプラズマを発生させるためには、各導体片において、周方向に同位相の高周波電流が流れるように構成する必要がある。
【0061】
例えば、各導体片の内周側の端部3a及び3bを高周波電力供給側(高電圧側)に接続し、各導体片の外周側の端部3c及び3dを接地側に接続することにより、周方向に同位相の高周波電流を流すことが可能である。これとは逆に、各導体片の内周側の端部3a及び3bを接地側に接続し、各導体片の外周側の端部3c及び3dを高周波電力供給側(高電圧側)に接続してもよい。
【0062】
誘電体製の長尺チャンバは、第二石英板5、第三石英板6によって囲まれた空間(長尺チャンバ内部の空間7)により画定される。長尺チャンバのスパイラルコイル3に近い側の内壁面は、スパイラルコイル3がなす平面と平行な平面である。このような構成では、スパイラルコイル3の任意の部位において、スパイラルコイル3から長尺チャンバまでの距離が等しくなるので、小さい高周波電力で誘導結合性プラズマの発生が可能となり、効率の良いプラズマ生成が実現できる。また、長尺チャンバの外形は、スパイラルコイル3の外形よりも大きく構成される。このような構成も、スパイラルコイル3の任意の部位において、スパイラルコイル3から長尺チャンバまでの距離が等しくなることに繋がるので、プラズマ発生効率の良いプラズマ処理装置を実現できる。
【0063】
誘導結合型プラズマトーチユニットTは、全体が接地された導体製のシールド部材(図示しない)で囲われ、高周波の漏洩(ノイズ)が効果的に防止できるとともに、好ましくない異常放電などを効果的に防止できる。
【0064】
長尺チャンバ内部の空間7は、第二石英板5の片面をなす平面と、第三石英板6に設けられた凹部(溝)に囲まれている。つまり、長尺チャンバ全体が誘電体で囲まれている構成である。長尺チャンバ内部の空間7に発生したプラズマは、長尺チャンバにおけるスリット状の開口部としてのプラズマ噴出口8より基材2に向けて噴出する。また、長尺チャンバの長手方向とプラズマ噴出口8の長手方向とは平行に配置されている。また、プラズマ噴出口8は、長尺チャンバにおいて、スパイラルコイル3とは反対側に設けられている。
【0065】
第一石英板4に設けられた凹部(溝)と、第二石英板5の片面をなす平面(長尺チャンバとは反対側の面)に囲まれたプラズマガスマニホールド9が設けられている。プラズマガス供給配管10よりプラズマガスマニホールド9に供給されたガスは、第二石英板5に設けられた長尺のガス導入部としてのプラズマガス供給穴11を介して、長尺チャンバ内部の空間7に導入される。このような構成により、長手方向に均一なガス流れを簡単に実現できる。プラズマガス供給配管10へ導入するガスの流量は、その上流にマスフローコントローラなどの流量制御装置を備えることにより制御される。
【0066】
プラズマガス供給穴11は、長尺のスリットであるが、丸い穴状のものを長手方向に複数設けてもよい。
【0067】
スパイラルコイル3は、接着剤12により、第一石英板4に接着(接合)される。また、スパイラルコイル3の中心軸は、長尺チャンバの長手方向、及び、プラズマ噴出口8の長手方向と平行に配置されている。
【0068】
また、スパイラルコイル3の長手方向に平行でスパイラルコイル3の中心を通る直線(図2の点線A)と、長尺チャンバの長手方向に平行で長尺チャンバの中心を通る直線(図2の点線B)と、プラズマガス供給穴11の長手方向に平行でプラズマガス供給穴11の中心を通る直線(図2の点線C)と、プラズマ噴出口8の長手方向に平行でプラズマ噴出口8の中心を通る直線(図2の点線D)が、互いに平行、かつ同一平面上に配置されている。このような構成により、均一なプラズマを得つつ、プラズマを発生させる部分の体積を最小にできるので、プラズマ発生効率の良いプラズマ処理装置を実現できる。
【0069】
また、基材載置台1に近い部分に、シールドガス供給口としてのシールドガスノズル13が配置され、その内部にはシールドガスマニホールド14が設けられる。このように、2系統のガス導入が準備されており、プラズマ生成に適したプラズマガスとは別にシールドガスを供給して、大気中の酸素、二酸化炭素など、処理に不要、あるいは悪影響を及ぼすガスのプラズマ照射面への混入を低減することが可能となる。なお、シールドガス供給口は、プラズマ噴出口8の長尺方向と平行な向きに長尺な形状をもつスリットであってもよいし、あるいは、プラズマ噴出口8の長尺方向と平行な向きに並んだ多数の穴であってもよい。
【0070】
スパイラルコイル3は中空であり、その内部は冷媒流路となっている。すなわち、スパイラルコイル3の内部には冷媒としての冷却水が流れ、スパイラルコイル3の冷却と、これに接合された第一石英板4の冷却が実現される。また、冷媒流路となる導体製の水冷管15が、接着剤12により第三石英板6に接合されている。水冷管15は電気的に接地され、プラズマの着火(点火)が容易になるよう構成されている。
【0071】
第一石英板4、第二石英板5、及び第三石英板6は互いに接着(接合)されており、互いの熱伝導性を高めることによって、誘導結合型プラズマトーチユニットTが効果的に冷却されるように構成されている。
【0072】
スパイラルコイル3と第一石英板4との接合、水冷管15と第三石英板6との接合、及び、第一石英板4と第二石英板5との接合、第二石英板5と第三石英板6との接合は、溶接法によるものの他、各種接着剤を用いて行うことが可能である。冷却効率を確保するため、接着剤を用いる場合はできるだけ薄く、均一に塗布することが好ましい。
【0073】
スパイラルコイル3及び水冷管15を第一石英板4及び第三石英板6にそれぞれ接合する構成の利点は、既成の板材、管材を活用できるため、安価・短納期で製作可能であること、また、長尺チャンバと冷媒流路の距離を小さくできるため、冷却効率が良いこと、である。つまり、本実施の形態においては、冷媒流路の断面が円形であるので、従来例に示した特許文献6に記載の技術において二重管構成として水冷した場合に比べて、はるかに大量の冷媒を流すことができ、効果的な冷却が可能である。
【0074】
長方形のスリット状のプラズマ噴出口8が設けられ、基材載置台1(或いは、基材載置台1上の基材2)は、プラズマ噴出口8と対向して配置されている。この状態で、長尺チャンバ内にガスを供給しつつ、プラズマ噴出口8から基材2に向けてガスを噴出させながら、図示していない高周波電源よりスパイラルコイル3に高周波電力を供給することにより、長尺チャンバ内部の空間7にプラズマを発生させ、プラズマ噴出口8からプラズマを基材2に照射することにより、基材2上の薄膜22をプラズマ処理することができる。プラズマ噴出口8の長手方向に対して垂直な向きに、長尺チャンバと基材載置台1とを相対的に移動させることで、基材2を処理する。つまり、図1(a)の左右方向へ、図1(b)の紙面に垂直な方向へ、誘導結合型プラズマトーチユニットTまたは基材載置台1を動かす。
【0075】
長尺チャンバ内に供給するガスとして種々のものが使用可能だが、プラズマの安定性、着火性、プラズマに暴露される部材の寿命などを考えると、不活性ガス主体であることが望ましい。なかでも、Arガスが典型的に用いられる。Arのみでプラズマを生成させた場合、プラズマは相当高温となる(10,000K以上)。
【0076】
なお、本構成においては、プラズマ噴出口8の長手方向の長さが、基材2の幅以上となっているので、一度の走査(誘導結合型プラズマトーチユニットTと基材載置台1とを相対的に移動すること)で基材2の表面近傍の薄膜22の全体を処理することができる。
【0077】
このようなプラズマ処理装置において、長尺チャンバ内にガス噴出口よりArまたはAr+H2ガスを供給しつつ、プラズマ噴出口8から基材2に向けてガスを噴出させながら、図示していない高周波電源より13.56MHzの高周波電力を、スパイラルコイル3に供給することにより、長尺チャンバ内部の空間7に高周波電磁界を発生させることでプラズマを発生させ、プラズマ噴出口8からプラズマを基材2に照射するとともに走査することで、半導体膜の結晶化などの熱処理を行うことができる。
【0078】
プラズマ発生の条件としては、プラズマ噴出口8と基材2間の距離=3〜50mm、走査速度=50〜3000mm/s、プラズマガス総流量=1〜100SLM、Ar+H2ガス中のH2濃度=0〜10%、シールドガス(N2)流量=1〜100SLM、高周波電力=0.5〜10kW程度の値が適切である。ただし、これらの諸量のうち、ガス流量及び電力は、プラズマ噴出口8の長さ100mm当たりの値である。ガス流量や電力などのパラメータは、プラズマ噴出口8の長さに比例した量を投入することが適切と考えられるためである。
【0079】
このように、プラズマ噴出口8の長手方向と、基材載置台1とが平行に配置されたまま、プラズマ噴出口8の長手方向とは垂直な向きに、長尺チャンバと基材載置台1とを相対的に移動するので、生成すべきプラズマの長さと、基材2の処理長さがほぼ等しくなるように構成することが可能となる。また、長尺チャンバをその中心軸に垂直な面で切った断面の幅(図1(a)における、長尺チャンバ内部の空間7の幅)は、プラズマ噴出口8の幅(図1(a)における隙間の幅)よりも少し大きい程度でよい。つまり、生成すべきプラズマの体積を、従来と比較して極めて小さくすることができる。その結果、電力効率が飛躍的に高まる。
【0080】
なお、「長尺チャンバ内部の空間7の深さ」を、=「長尺チャンバの、スパイラルコイル3から長尺チャンバへの方向の長さ」と定義すると、長尺チャンバ内部の空間7の深さは図1(a)のdに相当する。長尺チャンバ内部の空間7の長さ(長手方向の大きさ)を95mmとして深さdを変化させて大気圧にて実験したところ、深さdが1mm以上5mm以下のときに、高周波電力10kW以下でArガスによる熱プラズマの発生に成功した。高周波電力をさらに上げれば、深さdが0.5mm以上7mm以下でも熱プラズマが発生するものと考えられるが、この範囲から外れれば、大気圧での誘導結合性プラズマ処理が困難である。この実験結果から、深さdは0.5mm以上7mm以下であることが望ましく、さらに好適には、深さdは1mm以上5mm以下であることが望ましいといえる。このことは、長尺チャンバ内部の空間7の体積が小さくてよいということをも示しており、従来例に比較して高い電力効率が得られるものと考えられる。
【0081】
また、本実施の形態では、多重の渦形のスパイラルコイル3を用いた。以下、その利点について説明する。コイルのインピーダンスは、高周波電源と整合回路(高周波電源とコイルの間に設けられる)を繋ぐケーブルの特性インピーダンス(通常、50Ωのものが用いられる)の5倍以下、好ましくは2倍以下程度でないと、良好な整合状態を得ることが困難である。大型の基材2を処理したい場合、つまり、基材2の処理長さ(例えば、基材2の短辺の長さまたは直径)が大きくなった場合、スパイラルコイルの長手方向の長さはそれに応じて長くする必要がある。しかし、単純な渦形のスパイラルコイルを用いた場合、コイルが長くなるに伴って、コイルのインダクタンス(インピーダンスに比例)が大きくなり、良好な整合状態を得ることが困難となってしまう。
【0082】
一方、本実施の形態においては、多重の渦形のスパイラルコイル3を用いている。スパイラルコイル3は、2つの導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ一周の環状をなしている。そして、各導体片に対して、並列に高周波電力を供給する構成としている。各導体片は単独では一周以上の環状をなさないので、単純な渦形のスパイラルコイル(最低でも一周の環状を構成する必要がある)よりも電流路が短くなる。さらに、これを並列に接続しているので、スパイラルコイル3全体としては、非常に小さなインダクタンスとなる。
【0083】
このことにより、基材2の処理長さ(例えば、基材2の短辺の長さまたは直径)が大きくなった場合においても、良好な整合状態が得られる、低インダクタンスコイルを実現できる。なお、コイル全体としては少なくとも一周の環状をなす必要がある。このことは、高温の誘導結合性プラズマの発生に不可欠である。
【0084】
(実施の形態2)
以下、本発明の実施の形態2について、図3及び図4を参照して説明する。
【0085】
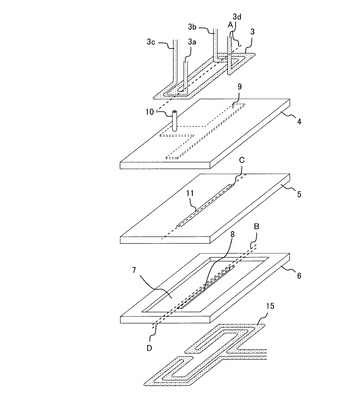
図3は、本発明の実施の形態2におけるプラズマ処理装置の構成を示すもので、誘導結合型プラズマトーチユニットの組立構成図であり、各部品(一部)の斜視図を並べたものである。
【0086】
図3においては、導体製の平面状で多重の渦形のスパイラルコイル3が第一石英板4及び第二石英板5の近傍に配置される。スパイラルコイル3は、4つの導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ一周の環状をなしている。効率よくプラズマを発生させるためには、各導体片において、周方向に同位相の高周波電流が流れるように構成する必要がある。
【0087】
例えば、各導体片の内周側の端部3e、3f、3g及び3hを高周波電力供給側(高電圧側)に接続し、各導体片の外周側の端部3i、3j、3k及び3mを接地側に接続することにより、周方向に同位相の高周波電流を流すことが可能である。これとは逆に、各導体片の内周側の端部3e、3f、3g及び3hを接地側に接続し、各導体片の外周側の端部3i、3j、3k及び3mを高周波電力供給側(高電圧側)に接続してもよい。
【0088】
このような構成では、実施の形態1よりもさらに各導体片の長さ(電流路の長さ)が短くなり、さらなるインダクタンスの低減を図ることができる。
【0089】
図4に、本発明の実施の形態1及び2におけるスパイラルコイルの構成を示す平面図を示す。図4(a)は単純な渦形のスパイラルコイル3、図4(b)は、実施の形態1において用いた多重(二重)の渦形のスパイラルコイル3、図4(c)は、実施の形態2において用いた多重(四重)の渦形のスパイラルコイル3の形状を示している。
【0090】
以上の説明では、二重及び四重の渦形のスパイラルコイル3を例示したが、三重、あるいは五重以上の多重度をもつスパイラルコイルを用いることも可能である。
【0091】
(実施の形態3)
以下、本発明の実施の形態3について、図5を参照して説明する。
【0092】
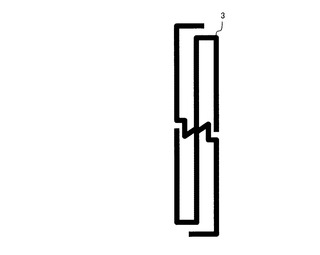
図5は、本発明の実施の形態3におけるスパイラルコイルの構成を示す平面図を示す。
【0093】
図5においては、導体製の平面状で多重の渦形のスパイラルコイル3を用いている。コイルの多重度は四である。スパイラルコイル3は、4つの導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ一周の環状をなしている。また、各導体片の内周側の端部が、スパイラルコイル3の中心において結合されている。
【0094】
(実施の形態4)
以下、本発明の実施の形態4について、図6及び図7を参照して説明する。
【0095】
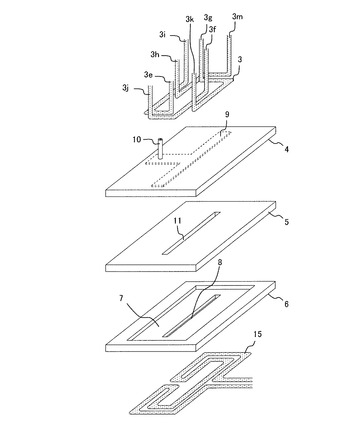
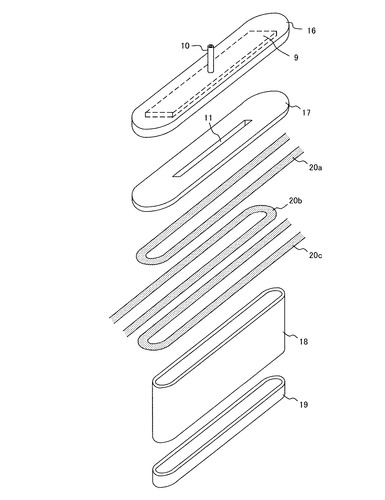
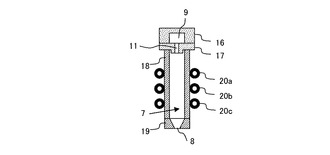
図6は、本発明の実施の形態4におけるプラズマ処理装置の構成を示すもので、誘導結合型プラズマトーチユニットの組立構成図であり、各部品(一部)の斜視図を並べたものである。また、図7は、誘導結合型プラズマトーチユニットの長尺方向に垂直な面で切った断面図である。
【0096】
図6及び図7において、誘電体製の長尺チャンバは、蓋16の下方に設けられた石英板17、筒状の石英管18、筒状で片方の開口部の幅が狭くなっている石英ノズル19によって囲まれた空間(長尺チャンバ内部の空間7)により画定される。石英管18の下面と、石英ノズル19の上面は環状に隙間無く接合されている。導体製で多重の螺旋状のソレノイドコイル20が、長尺チャンバを取り囲むように、石英管18の周囲に配置される。長尺チャンバのソレノイドコイル20に近い側の内壁面は、ソレノイドコイル20が全体として構成する筒状の形状と平行な面を構成している。
【0097】
このような構成では、ソレノイドコイル20の任意の部位において、ソレノイドコイル20から長尺チャンバまでの距離が等しくなるので、小さい高周波電力で誘導結合性プラズマの発生が可能となり、効率の良いプラズマ生成が実現できる。ソレノイドコイル20は、3つのU字形の導体片20a、20b、20cから構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ三周の環状をなしている。効率よくプラズマを発生させるためには、各導体片において、周方向に同位相の高周波電流が流れるように構成する必要がある。
【0098】
誘導結合型プラズマトーチユニットTは、全体が接地された導体製のシールド部材(図示しない)で囲われ、高周波の漏洩(ノイズ)が効果的に防止できるとともに、好ましくない異常放電などを効果的に防止できる。
【0099】
長尺チャンバ内部の空間7は、石英板17、石英管18、石英ノズル19に囲まれている。つまり、長尺チャンバ全体が誘電体で囲まれている構成である。長尺チャンバ内部の空間7に発生したプラズマは、長尺チャンバにおけるスリット状の開口部(石英ノズル19の下方に設けられた、幅が狭い方の開口部)としてのプラズマ噴出口8より基材に向けて噴出する。また、長尺チャンバの長手方向とプラズマ噴出口8の長手方向とは平行に配置されている。
【0100】
蓋16に設けられた凹部(溝)と、石英板17の片面をなす平面(長尺チャンバと反対側の面)に囲まれたプラズマガスマニホールド9が設けられている。プラズマガス供給配管10よりプラズマガスマニホールド9に供給されたガスは、石英板17に設けられた長尺のガス導入部としてのプラズマガス供給穴11(貫通穴)を介して、長尺チャンバ内部の空間7に導入される。このような構成により、長手方向に均一なガス流れを簡単に実現できる。プラズマガス供給配管10へ導入するガスの流量は、その上流にマスフローコントローラなどの流量制御装置を備えることにより制御される。
【0101】
プラズマガス供給穴11は、長尺のスリットであるが、丸い穴状のものを長手方向に複数設けてもよい。
【0102】
ソレノイドコイル20の中心軸は、長尺チャンバの中心軸、プラズマ噴出口8の中心軸と一致するように配置されている。
【0103】
石英管18を効果的に冷却するために、ソレノイドコイル20を石英管18に接着し、中空のソレノイドコイル20に冷媒、例えば冷却水を流してもよい。
【0104】
また、本実施の形態では、多重の螺旋形のソレノイドコイル20を用いた。以下、その利点について説明する。コイルのインピーダンスは、高周波電源と整合回路(高周波電源とコイルの間に設けられる)を繋ぐケーブルの特性インピーダンス(通常、50Ωのものが用いられる)の5倍以下、好ましくは2倍以下程度でないと、良好な整合状態を得ることが困難である。大型の基材2を処理したい場合、つまり、基材2の処理長さ(例えば、基材2の短辺の長さまたは直径)が大きくなった場合、ソレノイドコイルの長手方向の長さはそれに応じて長くする必要がある。
【0105】
しかし、単純な螺旋形のソレノイドコイルを用いた場合、コイルが長くなるに伴って、コイルのインダクタンス(インピーダンスに比例)が大きくなり、良好な整合状態を得ることが困難となってしまう。一方、本実施の形態においては、多重の螺旋形のソレノイドコイル20を用いている。ソレノイドコイル20は、3つのU字形の導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ三周の環状をなしている。そして、各導体片に対して、並列に高周波電力を供給する構成としている。各導体片は単独では一周以上の環状をなさないので、単純な螺旋形のソレノイドコイル(最低でも一周の環状を構成する必要がある)よりも電流路が短くなる。
【0106】
さらに、これを並列に接続しているので、ソレノイドコイル20全体としては、非常に小さなインダクタンスとなる。このことにより、基材2の処理長さ(例えば、基材2の短辺の長さまたは直径)が大きくなった場合においても、良好な整合状態が得られる、低インダクタンスコイルを実現できる。なお、コイル全体としては少なくとも一周の環状をなす必要がある。このことは、高温の誘導結合性プラズマの発生に不可欠である。
【0107】
(実施の形態5)
以下、本発明の実施の形態5について、図8を参照して説明する。
【0108】
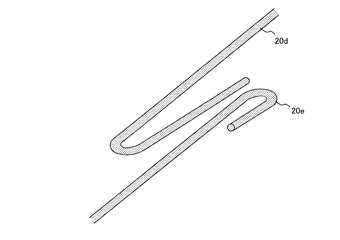
図8は、本発明の実施の形態5におけるソレノイドコイルの構成を示す斜視図である。
【0109】
図8において、ソレノイドコイル20は、2つの導体片20d及び20eから構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ一周半の環状をなしている。導体片20d及び20eは、上下方向に少し離れた位置に配置されている。
【0110】
(実施の形態6)
以下、本発明の実施の形態6について、図9を参照して説明する。
【0111】
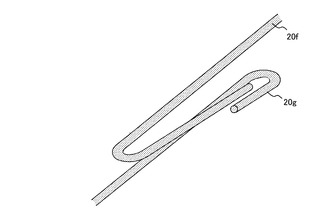
図9は、本発明の実施の形態6におけるソレノイドコイルの構成を示す斜視図である。
【0112】
図9において、ソレノイドコイル20は、2つの導体片20f及び20gから構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ一周半の環状をなしている。導体片20f及び20gは、上下方向にほとんど離れない位置に配置されている。
【0113】
以上の説明では、二重及び三重の螺旋形のソレノイドコイル20を例示したが、四重以上の多重度をもつソレノイドコイルを用いることも可能である。
【0114】
以上述べたプラズマ処理装置及び方法は、本発明の適用範囲のうちの典型例を例示したに過ぎない。
【0115】
例えば、誘導結合型プラズマトーチユニットTを、固定された基材載置台1に対して走査してもよいが、固定された誘導結合型プラズマトーチユニットTに対して、基材載置台1を走査してもよい。
【0116】
また、スパイラルコイル3が平面状である場合を例示したが、スパイラルコイル3は必ずしも平面でなくてもよい。例えば、渦の中央部に向かうにつれて、徐々にスパイラルコイル3と第一石英板4との距離が遠くなるような、所謂釣鐘型スパイラルコイルを用いた構成であってもよい。
【0117】
また、プラズマ噴出口8が、長尺チャンバにおいて、スパイラルコイル3とは反対側に設けられている場合を例示したが、プラズマ噴出口8から長尺チャンバへの向きと、スパイラルコイル3から長尺チャンバへの向きが、互いに垂直となるような構成であってもよい。
【0118】
また、本発明の種々の構成によって、基材2の表面近傍を高温処理することが可能となるが、従来例で詳しく述べたTFT用半導体膜の結晶化や太陽電池用半導体膜の改質に適用可能であることは勿論、プラズマディスプレイパネルの保護層の清浄化や脱ガス低減、シリカ微粒子の集合体からなる誘電体層の表面平坦化や脱ガス低減、種々の電子デバイスのリフロー、固体不純物源を用いたプラズマドーピングなど、さまざまな表面処理に適用できる。また、太陽電池の製造方法としては、シリコンインゴットを粉砕して得られる粉末を基材上に塗布し、これにプラズマを照射して溶融させ多結晶シリコン膜を得る方法にも適用可能である。
【0119】
また、プラズマの着火を容易にするために、着火源を用いることも可能である。着火源としては、ガス給湯器などに用いられる点火用スパーク装置などを利用できる。
【0120】
また、説明においては簡単のため「熱プラズマ」という言葉を用いているが、熱プラズマと低温プラズマの区分けは厳密には難しく、また、例えば、田中康規「熱プラズマにおける非平衡性」プラズマ核融合学会誌、Vol.82、No.8(2006)pp.479−483において解説されているように、熱的平衡性のみでプラズマの種類を区分することも困難である。本発明は、基材を熱処理することを一つの目的としており、熱プラズマ、熱平衡プラズマ、高温プラズマなどの用語にとらわれず、高温のプラズマを照射する技術に関するものに適用可能である。
【0121】
また、基材の表面近傍をごく短時間だけ均一に高温熱処理する場合について詳しく例示したが、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を低温プラズマ処理する場合においても、本発明は適用できる。プラズマガスに反応ガスを混ぜることにより、反応ガスによるプラズマを基材へ照射し、エッチングやCVDが実現できる。あるいは、プラズマガスとしては希ガスまたは希ガスに少量のH2ガスを加えたガスを用いつつ、シールドガスとして反応ガスを含むガスを供給することによって、プラズマと反応ガス流を同時に基材へ照射し、エッチング、CVD、ドーピングなどのプラズマ処理を実現することもできる。プラズマガスとしてアルゴンを主成分とするガスを用いると、実施例で詳しく例示したように、熱プラズマが発生する。一方、プラズマガスとしてヘリウムを主成分とするガスを用いると、比較的低温のプラズマを発生させることができる。このような方法で、基材をあまり加熱することなく、エッチングや成膜などの処理が可能となる。
【0122】
エッチングに用いる反応ガスとしては、ハロゲン含有ガス、例えば、CxFy(x、yは自然数)、SF6などがあり、シリコンやシリコン化合物などをエッチングすることができる。反応ガスとしてO2を用いれば、有機物の除去、レジストアッシングなどが可能となる。CVDに用いる反応ガスとしては、モノシラン、ジシランなどがあり、シリコンやシリコン化合物の成膜が可能となる。あるいは、TEOS(Tetraethoxysilane)に代表されるシリコンを含有した有機ガスとO2の混合ガスを用いれば、シリコン酸化膜を成膜することができる。
【0123】
その他、撥水性・親水性を改質する表面処理など、種々の低温プラズマ処理が可能である。従来技術(例えば、特許文献7に記載のもの)に比較すると、誘導結合型であるため、単位体積あたり高いパワー密度を投入してもアーク放電に移行しにくいため、より高密度なプラズマが発生可能であり、その結果、速い反応速度が得られ、基材の所望の被処理領域全体を短時間で処理することが可能となる。
【産業上の利用可能性】
【0124】
以上のように本発明は、TFT用半導体膜の結晶化や太陽電池用半導体膜の改質に適用可能であることは勿論、プラズマディスプレイパネルの保護層の清浄化や脱ガス低減、シリカ微粒子の集合体からなる誘電体層の表面平坦化や脱ガス低減、種々の電子デバイスのリフロー、固体不純物源を用いたプラズマドーピングなど、さまざまな表面処理において、基材の表面近傍をごく短時間だけ均一に高温熱処理するに際して、基材の所望の被処理領域全体を短時間で処理する上で有用な発明である。
【0125】
また、種々の電子デバイスなどの製造における、エッチング・成膜・ドーピング・表面改質などの低温プラズマ処理において、基材の所望の被処理領域全体を短時間で処理する上で有用な発明である。
【符号の説明】
【0126】
1 基材載置台
2 基材
T 誘導結合型プラズマトーチユニット
3 スパイラルコイル
4 第一石英板
5 第二石英板
6 第三石英板
7 長尺チャンバ内部の空間
8 プラズマ噴出口
9 プラズマガスマニホールド
10 プラズマガス供給配管
11 プラズマガス供給穴
12 接着剤
13 シールドガスノズル
14 シールドガスマニホールド
15 水冷管
22 薄膜
【技術分野】
【0001】
本発明は、熱プラズマを基材に照射して基材を処理する熱プラズマ処理や、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を処理する低温プラズマ処理などの、プラズマ処理装置及び方法に関するものである。
【背景技術】
【0002】
従来、多結晶シリコン(poly−Si)等の半導体薄膜は薄膜トランジスタ(TFT:Thin Film Transistor)や太陽電池に広く利用されている。とりわけ、poly−SiTFTは、キャリア移動度が高いうえ、ガラス基板のような透明の絶縁基板上に作製できるという特徴を活かして、例えば、液晶表示装置、液晶プロジェクタや有機EL表示装置などの画素回路を構成するスイッチング素子として、或いは液晶駆動用ドライバの回路素子として広く用いられている。
【0003】
ガラス基板上に高性能なTFTを作製する方法としては、一般に「高温プロセス」と呼ばれる製造方法がある。TFTの製造プロセスの中でも、工程中の最高温度が1000℃程度の高温を用いるプロセスを一般的に「高温プロセス」と呼んでいる。高温プロセスの特徴は、シリコンの固相成長により比較的良質の多結晶シリコンを成膜することができる点、シリコンの熱酸化により良質のゲート絶縁層を得ることができる点、及び清浄な多結晶シリコンとゲート絶縁層との界面を形成できる点である。高温プロセスではこれらの特徴により、高移動度でしかも信頼性の高い高性能TFTを安定的に製造することができる。
【0004】
他方、高温プロセスは固相成長によりシリコン膜の結晶化を行うプロセスであるために、600℃程度の温度で48時間程度の長時間の熱処理を必要とする。これは大変長時間の工程であり、工程のスループットを高めるためには必然的に熱処理炉を多数必要とし、低コスト化が難しいという点が課題である。加えて、耐熱性の高い絶縁性基板として石英ガラスを使わざるを得ないため基板のコストが高く、大面積化には向かないとされている。
【0005】
一方、工程中の最高温度を下げ、安価な大面積のガラス基板上にpoly−SiTFTを作製するための技術が「低温プロセス」と呼ばれる技術である。TFTの製造プロセスの中でも、最高温度が概ね600℃以下の温度環境下において比較的安価な耐熱性のガラス基板上にpoly−SiTFTを製造するプロセスは、一般に「低温プロセス」と呼ばれている。低温プロセスでは、発振時間が極短時間のパルスレーザーを用いてシリコン膜の結晶化を行うレーザー結晶化技術が広く使われている。レーザー結晶化とは、基板上のシリコン薄膜に高出力のパルスレーザー光を照射することによって瞬時に溶融させ、これが凝固する過程で結晶化する性質を利用する技術である。
【0006】
しかしながら、このレーザー結晶化技術には幾つかの大きな課題がある。一つは、レーザー結晶化技術によって形成したポリシリコン膜の内部に局在する多量の捕獲準位である。この捕獲準位の存在により、電圧の印加によって本来能動層を移動するはずのキャリアが捕獲され、電気伝導に寄与できず、TFTの移動度の低下、閾値電圧の増大といった悪影響を及ぼす。更に、レーザー出力の制限によって、ガラス基板のサイズが制限されるといった課題もある。レーザー結晶化工程のスループットを向上させるためには、一回で結晶化できる面積を増やす必要がある。しかしながら、現状のレーザー出力には制限があるため、第7世代(1800mm×2100mm)といった大型基板にこの結晶化技術を採用する場合には、基板一枚を結晶化するために長時間を要する。
【0007】
また、レーザー結晶化技術は一般的にライン状に成形されたレーザーが用いられ、これを走査させることによって結晶化を行なう。このラインビームは、レーザー出力に制限があるため基板の幅よりも短く、基板全面を結晶化するためには、レーザーを数回に分けて走査する必要がある。これによって基板内にはラインビームの継ぎ目の領域が発生し、二回走査されてしまう領域ができる。この領域は一回の走査で結晶化した領域とは結晶性が大きく異なる。そのため両者の素子特性は大きく異なり、デバイスのバラツキの大きな要因となる。最後に、レーザー結晶化装置は装置構成が複雑であり且つ、消耗部品のコストが高いため、装置コストおよびランニングコストが高いという課題がある。これによって、レーザー結晶化装置によって結晶化したポリシリコン膜を使用したTFTは製造コストが高い素子になってしまう。
【0008】
このような基板サイズの制限、装置コストが高いといった課題を克服するため、「熱プラズマジェット結晶化法」と呼ばれる結晶化技術が研究されている(例えば、非特許文献1を参照)。本技術を以下に簡単に説明する。タングステン(W)陰極と水冷した銅(Cu)陽極を対向させ、DC電圧を印加すると両極間にアーク放電が発生する。この電極間に大気圧下でアルゴンガスを流すことによって、銅陽極に空いた噴出孔から熱プラズマが噴出する。熱プラズマとは、熱平衡プラズマであり、イオン、電子、中性原子などの温度がほぼ等しく、それらの温度が10000K程度を有する超高温の熱源である。このことから、熱プラズマは被熱物体を容易に高温に加熱することが可能であり、a−Si膜を堆積した基板が超高温の熱プラズマ前面を高速走査することによってa−Si膜を結晶化することができる。
【0009】
このように装置構成が極めて単純であり、且つ大気圧下での結晶化プロセスであるため、装置を密閉チャンバ等の高価な部材で覆う必要が無く、装置コストが極めて安くなることが期待できる。また結晶化に必要なユーティリティは、アルゴンガスと電力と冷却水であるため、ランニングコストも安い結晶化技術である。
【0010】
図10は、この熱プラズマを用いた半導体膜の結晶化方法を説明するための模式図である。
【0011】
同図において、熱プラズマ発生装置31は、陰極32と、この陰極32と所定距離だけ離間して対向配置される陽極33とを備え構成される。陰極32は、例えばタングステン等の導電体からなる。陽極33は、例えば銅などの導電体からなる。また、陽極33は、中空に形成され、この中空部分に水を通して冷却可能に構成されている。また、陽極33には噴出孔(ノズル)34が設けられている。陰極32と陽極33の間に直流(DC)電圧を印加すると両極間にアーク放電が発生する。この状態において、陰極32と陽極33の間に大気圧下でアルゴンガス等のガスを流すことによって、上記の噴出孔34から熱プラズマ35を噴出させることができる。ここで「熱プラズマ」とは、熱平衡プラズマであり、イオン、電子、中性原子などの温度がほぼ等しく、それらの温度が10000K程度を有する超高温の熱源である。
【0012】
このような熱プラズマを半導体膜の結晶化のための熱処理に利用することができる。具体的には、基板36上に半導体膜37(例えば、アモルファスシリコン膜)を形成しておき、当該半導体膜37に熱プラズマ(熱プラズマジェット)35を当てる。このとき、熱プラズマ35は、半導体膜37の表面と平行な第1軸(図示の例では左右方向)に沿って相対的に移動させながら半導体膜37に当てられる。すなわち、熱プラズマ35は第1軸方向に走査しながら半導体膜37に当てられる。ここで「相対的に移動させる」とは、半導体膜37(及びこれを支持する基板36)と熱プラズマ35とを相対的に移動させることを言い、一方のみを移動させる場合と両者をともに移動させる場合のいずれも含まれる。このような熱プラズマ35の走査により、半導体膜37が熱プラズマ35の有する高温によって加熱され、結晶化された半導体膜38(本例ではポリシリコン膜)が得られる(例えば、特許文献1を参照)。
【0013】
図11は、最表面からの深さと温度の関係を示す概念図である。同図に示すように、熱プラズマ35を高速で移動させることにより、表面近傍のみを高温で処理することができる。熱プラズマ35が通り過ぎた後、加熱された領域は速やかに冷却されるので、表面近傍はごく短時間だけ高温になる。
【0014】
このような熱プラズマは、点状領域に発生させるのが一般的である。熱プラズマは、陰極32からの熱電子放出によって維持されており、プラズマ密度の高い位置では熱電子放出がより盛んになるため、正のフィードバックがかかり、ますますプラズマ密度が高くなる。つまり、アーク放電は陰極の1点に集中して生じることとなり、熱プラズマは点状領域に発生する。
【0015】
半導体膜の結晶化など、平板状の基材を一様に処理したい場合には、点状の熱プラズマを基材全体に渡って走査する必要があるが、走査回数を減らしてより短時間で処理できるプロセスを構築するには、熱プラズマの照射領域を広くすることが有効である。このため、古くから熱プラズマを大面積に発生させる技術が検討されている。
【0016】
例えば、プラズマトーチの外ノズルより噴射するプラズマジェットに、外ノズルの中心軸線と交差する方向でプラズマジェットを広幅化させるための広幅化ガスを2ケ所から同時に噴出し、プラズマジェットを広幅化させる方法が開示されている(例えば、特許文献2を参照)。あるいは、ノズル通路の口部が、当該ノズル通路の軸芯に対して所定角度で傾斜していることを特徴とするプラズマノズルを設け、ノズル通路を構成するケーシング、またはそのケーシングの一部を、その長手軸芯回りに高速で回転させ、プラズマノズルをワークピースに沿って通過移動させる方法が開示されている(例えば、特許文献3を参照)。また、少なくとも一つの偏芯して配置されたプラズマノズルを持つ回転ヘッドを設けたものが開示されている(例えば、特許文献4を参照)。
【0017】
なお、大面積を短時間で処理することを目的としたものではないが、熱プラズマを用いた溶接方法として、帯状電極を用い、その幅方向が溶接線方向となるように配置して溶接することを特徴とする高速ガスシールドアーク溶接方法が開示されている(例えば、特許文献5を参照)。
【0018】
また、扁平な直方体状の絶縁体材料を用いた、線状の細長い形状をなす誘導結合型プラズマトーチが開示されている(例えば、特許文献6を参照)。
【0019】
なお、長尺の電極を用いた細長い線状のプラズマを生成する方法が開示されている(例えば、特許文献7を参照)。熱プラズマを発生させるものと記載されているが、これは低温プラズマを発生させるものであり、熱処理に適した構成ではない。仮に熱プラズマを発生させたとすると、電極を用いた容量結合型であるため、アーク放電が一箇所に集中し、長尺方向に均一な熱プラズマを発生させることは困難と推察される。一方、低温プラズマ処理装置としては、エッチングガスやCVD(Chemical Vapor Deposition)用のガスをプラズマ化することにより、エッチングや成膜などのプラズマ処理が可能な装置である。
【0020】
また、マイクロストリップラインを用いて長尺プラズマを生成する方法が開示されている(例えば、特許文献8を参照)。この構成では、プラズマに接触するチャンバ壁面が完全には冷却できない(水冷流路によって囲まれていない)ので、熱プラズマ源としては動作できないものと考えられる。
【0021】
また、複数の放電電極をライン状に並べることにより、線状の長尺プラズマトーチを形成するものが開示されている(例えば、特許文献9を参照)。
【0022】
なお、エッチングやCVDを行うための装置において、平面状のスパイラルコイルを用いるものが開示されている(例えば、特許文献10を参照)が、これは真空中で大面積プラズマを発生させ、基材の表面を面状に一括処理するためのものであり、本件発明の技術分野とは異なる技術分野に関係するものである。
【0023】
また、エッチングやCVDを行うための装置において、多重の渦形コイルや多重の螺旋形コイルを用いるものが開示されている(例えば、特許文献11を参照)が、これは真空中で大面積プラズマを発生させ、基材の表面を面状に一括処理するためのものであり、本件発明の技術分野とは異なる技術分野に関係するものである。
【先行技術文献】
【特許文献】
【0024】
【特許文献1】特開2008−53634号公報
【特許文献2】特開平08−118027号公報
【特許文献3】特開2001−68298号公報
【特許文献4】特表2002−500818号公報
【特許文献5】特開平04−284974号公報
【特許文献6】特表2009−545165号公報
【特許文献7】特開2007−287454号公報
【特許文献8】特表2010−539336号公報
【特許文献9】特開2009−158251号公報
【特許文献10】特開平3−79025号公報
【特許文献11】特開平08−83696号公報
【非特許文献】
【0025】
【非特許文献1】S.Higashi, H.Kaku,T.Okada,H.Murakami and S.Miyazaki,Jpn.J.Appl.Phys.45,5B(2006)pp.4313−4320
【発明の概要】
【発明が解決しようとする課題】
【0026】
しかしながら、半導体の結晶化など、ごく短時間だけ基材の表面近傍を高温処理する用途に対して、従来の熱プラズマを大面積に発生させる技術は有効ではなかった。
【0027】
従来例に示した特許文献2に記載の、熱プラズマを大面積に発生させる技術においては、広幅化はされるものの、広幅化された領域における温度分布は100℃以上となっており、均一な熱処理の実現は不可能である。
【0028】
また、従来例に示した特許文献3、4に記載の、熱プラズマを大面積に発生させる技術においては、本質的には熱プラズマを揺動させるものであるから、実質的に熱処理されている時間は、回転させずに走査した場合と比べて短くなるので、大面積を処理する時間が特段短くなるものではない。また、均一処理のためには回転速度を走査速度に比べて十分に大きくする必要があり、ノズルの構成が複雑化することは避けられない。
【0029】
また、従来例に示した特許文献5に記載の技術は溶接技術であり、大面積を均一に処理するための構成ではない。仮にこれを大面積処理用途に適用しようとしても、この構成においては点状のアークが帯状電極に沿って振動するので、時間平均すると均一にプラズマが発生するものの、瞬間的には不均一なプラズマが生じている。したがって、大面積の均一処理には適用できない。
【0030】
また、従来例に示した特許文献6に記載の技術は、非特許文献1や特許文献1に開示されているDCアーク放電を用いたものと異なり、誘導結合型の高周波プラズマトーチであることが特徴である。無電極放電であることから、熱プラズマの安定性に優れ(時間変化が小さい)、電極材料の基材への混入(コンタミネーション)が少ないという利点がある。
【0031】
さて、誘導結合型プラズマトーチにおいては、高温プラズマから絶縁体材料を保護するために、絶縁体材料を二重管構成としてその間に冷媒を流す方法が一般的に採用されている。しかしながら、従来例に示した特許文献6に記載の技術においては、絶縁体材料が扁平な直方体状をなしていることから、これを単純に二重管構成としただけでは、十分な流量の冷媒を流すことができない。なぜなら、絶縁体材料は一般に金属に比べて機械的強度に劣るため、絶縁体材料を長尺方向に余りに長くすると、二重管の内圧を高くできなくなるからである。このため、大面積を均一に処理するのに限界がある。
【0032】
なお、点状の熱プラズマであっても、その直径が大きければ大面積処理の際の走査回数を減らせるため、用途によっては短時間で処理できる。しかし、熱プラズマの直径が大きいと、走査時に熱プラズマが基材上を通過する時間が実質的に長くなるため、ごく短時間だけ基材の表面近傍のみを高温処理することはできず、基材のかなり深い領域までが高温になり、例えばガラス基板の割れや膜剥がれなどの不具合を生じることがある。
【0033】
また、従来例に示した特許文献9に記載の技術では、先に述べた誘導結合型の高周波プラズマトーチと比較して、熱プラズマの安定性に劣り(時間変化が大きい)、電極材料の基材への混入(コンタミネーション)が多いという欠点がある。
【0034】
本発明はこのような課題に鑑みなされたもので、基材の表面近傍をごく短時間だけ均一に高温熱処理するに際して、あるいは、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を低温プラズマ処理するに際して、基材の所望の被処理領域全体を短時間で処理することができるプラズマ処理装置及び方法を提供することを目的としている。
【課題を解決するための手段】
【0035】
本願の第1発明のプラズマ処理装置は、長尺で線状の開口部と、前記開口部の長手方向と平行な向きに長尺な形状をもち、かつ、前記開口部と連通し、かつ、誘電体部材で囲まれた長尺チャンバと、前記チャンバ内にガスを導入するためのガス供給配管と、前記開口部の長手方向と平行な向きに長尺な形状をもつコイルと、前記コイルに接続された高周波電源と、基材載置台と、前記開口部の長手方向に対して垂直な向きに、前記チャンバと前記基材載置台とを相対的に移動可能とする移動機構を備えた装置において、
コイルが複数の導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としては少なくとも一周の環状をなすことを特徴とする。
【0036】
このような構成により、基材の表面近傍をごく短時間だけ均一に高温熱処理するに際して、あるいは、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を低温プラズマ処理するに際して、基材の所望の被処理領域全体を短時間で処理することができる。
【0037】
本願の第1発明のプラズマ処理装置において、好適には、前記コイルが、全体としてスパイラル形状をなすことが望ましい。
【0038】
このような構成により、簡単な構成でプラズマ処理装置を実現できる。
【0039】
また、この場合、好適には、前記スパイラルコイルが、平面状であることが望ましい。
【0040】
このような構成により、より簡単な構成でプラズマ処理装置を実現できる。
【0041】
また、好適には、前記チャンバの前記スパイラルコイルに近い側の内壁面が、前記スパイラルコイルがなす平面と平行な平面であることが望ましい。
【0042】
このような構成により、プラズマ発生効率の良いプラズマ処理装置を実現できる。
【0043】
また、好適には、前記チャンバが、少なくとも片方が溝を備えた2枚の誘電体板に挟まれた空間として構成されていることが望ましい。
【0044】
このような構成により、簡単な構成でプラズマ処理装置を実現できる。
【0045】
また、好適には、前記チャンバの外形が、前記スパイラルコイルの外形よりも大きいことが望ましい。
【0046】
このような構成により、プラズマ発生効率の良いプラズマ処理装置を実現できる。
【0047】
また、好適には、「前記チャンバの深さ」=「前記チャンバの、前記スパイラルコイルから前記チャンバへの方向の長さ」と定義するとき、前記チャンバの深さが0.5mm以上7mm以下であることが望ましい。さらに好適には、前記チャンバの深さが1mm以上5mm以下であることが望ましい。
【0048】
このような構成により、プラズマ発生効率の良いプラズマ処理装置を実現できる。
【0049】
また、前記開口部が、前記チャンバにおいて、前記スパイラルコイルとは反対側に設けられていてもよいし、前記開口部から前記チャンバへの向きと、前記スパイラルコイルから前記チャンバへの向きが、互いに垂直であってもよい。
【0050】
あるいは、前記コイルが、前記チャンバを取り囲むように配置されており、かつ、全体としてソレノイド状をなす構成であってもよい。
【0051】
このような構成により、簡単な構成でプラズマ処理装置を実現できる。
【0052】
本願の第2発明のプラズマ処理方法は、誘電体部材で囲まれた長尺チャンバ内にガスを供給しつつ、前記チャンバに形成されたスリット状の開口部から基材に向けてガスを噴出すると共に、
前記チャンバの長手方向と平行な向きに長尺な形状をもち、かつ、複数の導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、全体としては少なくとも一周の環状をなすコイルに、高周波電力を供給することで、前記チャンバ内に高周波電磁界を発生させるプラズマ処理方法であって、
前記開口部の長手方向に対して垂直な向きに前記チャンバと前記基材とを相対的に移動しながら前記基材の表面を処理することを特徴とする。
【0053】
このような構成により、基材の表面近傍をごく短時間だけ均一に高温熱処理するに際して、あるいは、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を低温プラズマ処理するに際して、基材の所望の被処理領域全体を短時間で処理することができる。
【発明の効果】
【0054】
本発明によれば、基材の表面近傍をごく短時間だけ均一に高温熱処理するに際して、あるいは、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を低温プラズマ処理するに際して、基材の所望の被処理領域全体を短時間で処理することができる。
【図面の簡単な説明】
【0055】
【図1】本発明の実施の形態1におけるプラズマ処理装置の構成を示す断面図
【図2】本発明の実施の形態1におけるプラズマ処理装置の構成を示す斜視図
【図3】本発明の実施の形態2におけるプラズマ処理装置の構成を示す斜視図
【図4】本発明の実施の形態1及び2におけるスパイラルコイルの構成を示す平面図
【図5】本発明の実施の形態3におけるスパイラルコイルの構成を示す平面図
【図6】本発明の実施の形態4におけるプラズマ処理装置の構成を示す斜視図
【図7】本発明の実施の形態4におけるプラズマ処理装置の構成を示す断面図
【図8】本発明の実施の形態5におけるソレノイドコイルの構成を示す斜視図
【図9】本発明の実施の形態6におけるソレノイドコイルの構成を示す斜視図
【図10】従来例におけるプラズマ処理装置の構成を示す断面図
【図11】従来例における最表面からの深さと温度の関係を示す概念図
【発明を実施するための形態】
【0056】
以下、本発明の実施の形態におけるプラズマ処理装置について図面を用いて説明する。
【0057】
(実施の形態1)
以下、本発明の実施の形態1について、図1及び図2を参照して説明する。
【0058】
図1(a)は、本発明の実施の形態1におけるプラズマ処理装置の構成を示すもので、誘導結合型プラズマトーチユニットの長尺方向に垂直な面で切った断面図である。図1(b)は、誘導結合型プラズマトーチユニットの長尺方向に平行で、かつ、基材に垂直な面で切った断面図である。図1(b)は図1(a)の破線で切った断面図、図1(a)は図1(b)の破線で切った断面図である。
【0059】
また、図2は、図1に示した誘導結合型プラズマトーチユニットの組立構成図であり、各部品(一部)の斜視図を並べたものである。
【0060】
図1及び図2において、基材載置台1上に基材2が載置されている。誘導結合型プラズマトーチユニットTにおいて、導体製の平面状で多重の渦形のスパイラルコイル3が第一石英板4及び第二石英板5の近傍に配置される。スパイラルコイル3は、2つの導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ一周の環状をなしている。効率よくプラズマを発生させるためには、各導体片において、周方向に同位相の高周波電流が流れるように構成する必要がある。
【0061】
例えば、各導体片の内周側の端部3a及び3bを高周波電力供給側(高電圧側)に接続し、各導体片の外周側の端部3c及び3dを接地側に接続することにより、周方向に同位相の高周波電流を流すことが可能である。これとは逆に、各導体片の内周側の端部3a及び3bを接地側に接続し、各導体片の外周側の端部3c及び3dを高周波電力供給側(高電圧側)に接続してもよい。
【0062】
誘電体製の長尺チャンバは、第二石英板5、第三石英板6によって囲まれた空間(長尺チャンバ内部の空間7)により画定される。長尺チャンバのスパイラルコイル3に近い側の内壁面は、スパイラルコイル3がなす平面と平行な平面である。このような構成では、スパイラルコイル3の任意の部位において、スパイラルコイル3から長尺チャンバまでの距離が等しくなるので、小さい高周波電力で誘導結合性プラズマの発生が可能となり、効率の良いプラズマ生成が実現できる。また、長尺チャンバの外形は、スパイラルコイル3の外形よりも大きく構成される。このような構成も、スパイラルコイル3の任意の部位において、スパイラルコイル3から長尺チャンバまでの距離が等しくなることに繋がるので、プラズマ発生効率の良いプラズマ処理装置を実現できる。
【0063】
誘導結合型プラズマトーチユニットTは、全体が接地された導体製のシールド部材(図示しない)で囲われ、高周波の漏洩(ノイズ)が効果的に防止できるとともに、好ましくない異常放電などを効果的に防止できる。
【0064】
長尺チャンバ内部の空間7は、第二石英板5の片面をなす平面と、第三石英板6に設けられた凹部(溝)に囲まれている。つまり、長尺チャンバ全体が誘電体で囲まれている構成である。長尺チャンバ内部の空間7に発生したプラズマは、長尺チャンバにおけるスリット状の開口部としてのプラズマ噴出口8より基材2に向けて噴出する。また、長尺チャンバの長手方向とプラズマ噴出口8の長手方向とは平行に配置されている。また、プラズマ噴出口8は、長尺チャンバにおいて、スパイラルコイル3とは反対側に設けられている。
【0065】
第一石英板4に設けられた凹部(溝)と、第二石英板5の片面をなす平面(長尺チャンバとは反対側の面)に囲まれたプラズマガスマニホールド9が設けられている。プラズマガス供給配管10よりプラズマガスマニホールド9に供給されたガスは、第二石英板5に設けられた長尺のガス導入部としてのプラズマガス供給穴11を介して、長尺チャンバ内部の空間7に導入される。このような構成により、長手方向に均一なガス流れを簡単に実現できる。プラズマガス供給配管10へ導入するガスの流量は、その上流にマスフローコントローラなどの流量制御装置を備えることにより制御される。
【0066】
プラズマガス供給穴11は、長尺のスリットであるが、丸い穴状のものを長手方向に複数設けてもよい。
【0067】
スパイラルコイル3は、接着剤12により、第一石英板4に接着(接合)される。また、スパイラルコイル3の中心軸は、長尺チャンバの長手方向、及び、プラズマ噴出口8の長手方向と平行に配置されている。
【0068】
また、スパイラルコイル3の長手方向に平行でスパイラルコイル3の中心を通る直線(図2の点線A)と、長尺チャンバの長手方向に平行で長尺チャンバの中心を通る直線(図2の点線B)と、プラズマガス供給穴11の長手方向に平行でプラズマガス供給穴11の中心を通る直線(図2の点線C)と、プラズマ噴出口8の長手方向に平行でプラズマ噴出口8の中心を通る直線(図2の点線D)が、互いに平行、かつ同一平面上に配置されている。このような構成により、均一なプラズマを得つつ、プラズマを発生させる部分の体積を最小にできるので、プラズマ発生効率の良いプラズマ処理装置を実現できる。
【0069】
また、基材載置台1に近い部分に、シールドガス供給口としてのシールドガスノズル13が配置され、その内部にはシールドガスマニホールド14が設けられる。このように、2系統のガス導入が準備されており、プラズマ生成に適したプラズマガスとは別にシールドガスを供給して、大気中の酸素、二酸化炭素など、処理に不要、あるいは悪影響を及ぼすガスのプラズマ照射面への混入を低減することが可能となる。なお、シールドガス供給口は、プラズマ噴出口8の長尺方向と平行な向きに長尺な形状をもつスリットであってもよいし、あるいは、プラズマ噴出口8の長尺方向と平行な向きに並んだ多数の穴であってもよい。
【0070】
スパイラルコイル3は中空であり、その内部は冷媒流路となっている。すなわち、スパイラルコイル3の内部には冷媒としての冷却水が流れ、スパイラルコイル3の冷却と、これに接合された第一石英板4の冷却が実現される。また、冷媒流路となる導体製の水冷管15が、接着剤12により第三石英板6に接合されている。水冷管15は電気的に接地され、プラズマの着火(点火)が容易になるよう構成されている。
【0071】
第一石英板4、第二石英板5、及び第三石英板6は互いに接着(接合)されており、互いの熱伝導性を高めることによって、誘導結合型プラズマトーチユニットTが効果的に冷却されるように構成されている。
【0072】
スパイラルコイル3と第一石英板4との接合、水冷管15と第三石英板6との接合、及び、第一石英板4と第二石英板5との接合、第二石英板5と第三石英板6との接合は、溶接法によるものの他、各種接着剤を用いて行うことが可能である。冷却効率を確保するため、接着剤を用いる場合はできるだけ薄く、均一に塗布することが好ましい。
【0073】
スパイラルコイル3及び水冷管15を第一石英板4及び第三石英板6にそれぞれ接合する構成の利点は、既成の板材、管材を活用できるため、安価・短納期で製作可能であること、また、長尺チャンバと冷媒流路の距離を小さくできるため、冷却効率が良いこと、である。つまり、本実施の形態においては、冷媒流路の断面が円形であるので、従来例に示した特許文献6に記載の技術において二重管構成として水冷した場合に比べて、はるかに大量の冷媒を流すことができ、効果的な冷却が可能である。
【0074】
長方形のスリット状のプラズマ噴出口8が設けられ、基材載置台1(或いは、基材載置台1上の基材2)は、プラズマ噴出口8と対向して配置されている。この状態で、長尺チャンバ内にガスを供給しつつ、プラズマ噴出口8から基材2に向けてガスを噴出させながら、図示していない高周波電源よりスパイラルコイル3に高周波電力を供給することにより、長尺チャンバ内部の空間7にプラズマを発生させ、プラズマ噴出口8からプラズマを基材2に照射することにより、基材2上の薄膜22をプラズマ処理することができる。プラズマ噴出口8の長手方向に対して垂直な向きに、長尺チャンバと基材載置台1とを相対的に移動させることで、基材2を処理する。つまり、図1(a)の左右方向へ、図1(b)の紙面に垂直な方向へ、誘導結合型プラズマトーチユニットTまたは基材載置台1を動かす。
【0075】
長尺チャンバ内に供給するガスとして種々のものが使用可能だが、プラズマの安定性、着火性、プラズマに暴露される部材の寿命などを考えると、不活性ガス主体であることが望ましい。なかでも、Arガスが典型的に用いられる。Arのみでプラズマを生成させた場合、プラズマは相当高温となる(10,000K以上)。
【0076】
なお、本構成においては、プラズマ噴出口8の長手方向の長さが、基材2の幅以上となっているので、一度の走査(誘導結合型プラズマトーチユニットTと基材載置台1とを相対的に移動すること)で基材2の表面近傍の薄膜22の全体を処理することができる。
【0077】
このようなプラズマ処理装置において、長尺チャンバ内にガス噴出口よりArまたはAr+H2ガスを供給しつつ、プラズマ噴出口8から基材2に向けてガスを噴出させながら、図示していない高周波電源より13.56MHzの高周波電力を、スパイラルコイル3に供給することにより、長尺チャンバ内部の空間7に高周波電磁界を発生させることでプラズマを発生させ、プラズマ噴出口8からプラズマを基材2に照射するとともに走査することで、半導体膜の結晶化などの熱処理を行うことができる。
【0078】
プラズマ発生の条件としては、プラズマ噴出口8と基材2間の距離=3〜50mm、走査速度=50〜3000mm/s、プラズマガス総流量=1〜100SLM、Ar+H2ガス中のH2濃度=0〜10%、シールドガス(N2)流量=1〜100SLM、高周波電力=0.5〜10kW程度の値が適切である。ただし、これらの諸量のうち、ガス流量及び電力は、プラズマ噴出口8の長さ100mm当たりの値である。ガス流量や電力などのパラメータは、プラズマ噴出口8の長さに比例した量を投入することが適切と考えられるためである。
【0079】
このように、プラズマ噴出口8の長手方向と、基材載置台1とが平行に配置されたまま、プラズマ噴出口8の長手方向とは垂直な向きに、長尺チャンバと基材載置台1とを相対的に移動するので、生成すべきプラズマの長さと、基材2の処理長さがほぼ等しくなるように構成することが可能となる。また、長尺チャンバをその中心軸に垂直な面で切った断面の幅(図1(a)における、長尺チャンバ内部の空間7の幅)は、プラズマ噴出口8の幅(図1(a)における隙間の幅)よりも少し大きい程度でよい。つまり、生成すべきプラズマの体積を、従来と比較して極めて小さくすることができる。その結果、電力効率が飛躍的に高まる。
【0080】
なお、「長尺チャンバ内部の空間7の深さ」を、=「長尺チャンバの、スパイラルコイル3から長尺チャンバへの方向の長さ」と定義すると、長尺チャンバ内部の空間7の深さは図1(a)のdに相当する。長尺チャンバ内部の空間7の長さ(長手方向の大きさ)を95mmとして深さdを変化させて大気圧にて実験したところ、深さdが1mm以上5mm以下のときに、高周波電力10kW以下でArガスによる熱プラズマの発生に成功した。高周波電力をさらに上げれば、深さdが0.5mm以上7mm以下でも熱プラズマが発生するものと考えられるが、この範囲から外れれば、大気圧での誘導結合性プラズマ処理が困難である。この実験結果から、深さdは0.5mm以上7mm以下であることが望ましく、さらに好適には、深さdは1mm以上5mm以下であることが望ましいといえる。このことは、長尺チャンバ内部の空間7の体積が小さくてよいということをも示しており、従来例に比較して高い電力効率が得られるものと考えられる。
【0081】
また、本実施の形態では、多重の渦形のスパイラルコイル3を用いた。以下、その利点について説明する。コイルのインピーダンスは、高周波電源と整合回路(高周波電源とコイルの間に設けられる)を繋ぐケーブルの特性インピーダンス(通常、50Ωのものが用いられる)の5倍以下、好ましくは2倍以下程度でないと、良好な整合状態を得ることが困難である。大型の基材2を処理したい場合、つまり、基材2の処理長さ(例えば、基材2の短辺の長さまたは直径)が大きくなった場合、スパイラルコイルの長手方向の長さはそれに応じて長くする必要がある。しかし、単純な渦形のスパイラルコイルを用いた場合、コイルが長くなるに伴って、コイルのインダクタンス(インピーダンスに比例)が大きくなり、良好な整合状態を得ることが困難となってしまう。
【0082】
一方、本実施の形態においては、多重の渦形のスパイラルコイル3を用いている。スパイラルコイル3は、2つの導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ一周の環状をなしている。そして、各導体片に対して、並列に高周波電力を供給する構成としている。各導体片は単独では一周以上の環状をなさないので、単純な渦形のスパイラルコイル(最低でも一周の環状を構成する必要がある)よりも電流路が短くなる。さらに、これを並列に接続しているので、スパイラルコイル3全体としては、非常に小さなインダクタンスとなる。
【0083】
このことにより、基材2の処理長さ(例えば、基材2の短辺の長さまたは直径)が大きくなった場合においても、良好な整合状態が得られる、低インダクタンスコイルを実現できる。なお、コイル全体としては少なくとも一周の環状をなす必要がある。このことは、高温の誘導結合性プラズマの発生に不可欠である。
【0084】
(実施の形態2)
以下、本発明の実施の形態2について、図3及び図4を参照して説明する。
【0085】
図3は、本発明の実施の形態2におけるプラズマ処理装置の構成を示すもので、誘導結合型プラズマトーチユニットの組立構成図であり、各部品(一部)の斜視図を並べたものである。
【0086】
図3においては、導体製の平面状で多重の渦形のスパイラルコイル3が第一石英板4及び第二石英板5の近傍に配置される。スパイラルコイル3は、4つの導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ一周の環状をなしている。効率よくプラズマを発生させるためには、各導体片において、周方向に同位相の高周波電流が流れるように構成する必要がある。
【0087】
例えば、各導体片の内周側の端部3e、3f、3g及び3hを高周波電力供給側(高電圧側)に接続し、各導体片の外周側の端部3i、3j、3k及び3mを接地側に接続することにより、周方向に同位相の高周波電流を流すことが可能である。これとは逆に、各導体片の内周側の端部3e、3f、3g及び3hを接地側に接続し、各導体片の外周側の端部3i、3j、3k及び3mを高周波電力供給側(高電圧側)に接続してもよい。
【0088】
このような構成では、実施の形態1よりもさらに各導体片の長さ(電流路の長さ)が短くなり、さらなるインダクタンスの低減を図ることができる。
【0089】
図4に、本発明の実施の形態1及び2におけるスパイラルコイルの構成を示す平面図を示す。図4(a)は単純な渦形のスパイラルコイル3、図4(b)は、実施の形態1において用いた多重(二重)の渦形のスパイラルコイル3、図4(c)は、実施の形態2において用いた多重(四重)の渦形のスパイラルコイル3の形状を示している。
【0090】
以上の説明では、二重及び四重の渦形のスパイラルコイル3を例示したが、三重、あるいは五重以上の多重度をもつスパイラルコイルを用いることも可能である。
【0091】
(実施の形態3)
以下、本発明の実施の形態3について、図5を参照して説明する。
【0092】
図5は、本発明の実施の形態3におけるスパイラルコイルの構成を示す平面図を示す。
【0093】
図5においては、導体製の平面状で多重の渦形のスパイラルコイル3を用いている。コイルの多重度は四である。スパイラルコイル3は、4つの導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ一周の環状をなしている。また、各導体片の内周側の端部が、スパイラルコイル3の中心において結合されている。
【0094】
(実施の形態4)
以下、本発明の実施の形態4について、図6及び図7を参照して説明する。
【0095】
図6は、本発明の実施の形態4におけるプラズマ処理装置の構成を示すもので、誘導結合型プラズマトーチユニットの組立構成図であり、各部品(一部)の斜視図を並べたものである。また、図7は、誘導結合型プラズマトーチユニットの長尺方向に垂直な面で切った断面図である。
【0096】
図6及び図7において、誘電体製の長尺チャンバは、蓋16の下方に設けられた石英板17、筒状の石英管18、筒状で片方の開口部の幅が狭くなっている石英ノズル19によって囲まれた空間(長尺チャンバ内部の空間7)により画定される。石英管18の下面と、石英ノズル19の上面は環状に隙間無く接合されている。導体製で多重の螺旋状のソレノイドコイル20が、長尺チャンバを取り囲むように、石英管18の周囲に配置される。長尺チャンバのソレノイドコイル20に近い側の内壁面は、ソレノイドコイル20が全体として構成する筒状の形状と平行な面を構成している。
【0097】
このような構成では、ソレノイドコイル20の任意の部位において、ソレノイドコイル20から長尺チャンバまでの距離が等しくなるので、小さい高周波電力で誘導結合性プラズマの発生が可能となり、効率の良いプラズマ生成が実現できる。ソレノイドコイル20は、3つのU字形の導体片20a、20b、20cから構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ三周の環状をなしている。効率よくプラズマを発生させるためには、各導体片において、周方向に同位相の高周波電流が流れるように構成する必要がある。
【0098】
誘導結合型プラズマトーチユニットTは、全体が接地された導体製のシールド部材(図示しない)で囲われ、高周波の漏洩(ノイズ)が効果的に防止できるとともに、好ましくない異常放電などを効果的に防止できる。
【0099】
長尺チャンバ内部の空間7は、石英板17、石英管18、石英ノズル19に囲まれている。つまり、長尺チャンバ全体が誘電体で囲まれている構成である。長尺チャンバ内部の空間7に発生したプラズマは、長尺チャンバにおけるスリット状の開口部(石英ノズル19の下方に設けられた、幅が狭い方の開口部)としてのプラズマ噴出口8より基材に向けて噴出する。また、長尺チャンバの長手方向とプラズマ噴出口8の長手方向とは平行に配置されている。
【0100】
蓋16に設けられた凹部(溝)と、石英板17の片面をなす平面(長尺チャンバと反対側の面)に囲まれたプラズマガスマニホールド9が設けられている。プラズマガス供給配管10よりプラズマガスマニホールド9に供給されたガスは、石英板17に設けられた長尺のガス導入部としてのプラズマガス供給穴11(貫通穴)を介して、長尺チャンバ内部の空間7に導入される。このような構成により、長手方向に均一なガス流れを簡単に実現できる。プラズマガス供給配管10へ導入するガスの流量は、その上流にマスフローコントローラなどの流量制御装置を備えることにより制御される。
【0101】
プラズマガス供給穴11は、長尺のスリットであるが、丸い穴状のものを長手方向に複数設けてもよい。
【0102】
ソレノイドコイル20の中心軸は、長尺チャンバの中心軸、プラズマ噴出口8の中心軸と一致するように配置されている。
【0103】
石英管18を効果的に冷却するために、ソレノイドコイル20を石英管18に接着し、中空のソレノイドコイル20に冷媒、例えば冷却水を流してもよい。
【0104】
また、本実施の形態では、多重の螺旋形のソレノイドコイル20を用いた。以下、その利点について説明する。コイルのインピーダンスは、高周波電源と整合回路(高周波電源とコイルの間に設けられる)を繋ぐケーブルの特性インピーダンス(通常、50Ωのものが用いられる)の5倍以下、好ましくは2倍以下程度でないと、良好な整合状態を得ることが困難である。大型の基材2を処理したい場合、つまり、基材2の処理長さ(例えば、基材2の短辺の長さまたは直径)が大きくなった場合、ソレノイドコイルの長手方向の長さはそれに応じて長くする必要がある。
【0105】
しかし、単純な螺旋形のソレノイドコイルを用いた場合、コイルが長くなるに伴って、コイルのインダクタンス(インピーダンスに比例)が大きくなり、良好な整合状態を得ることが困難となってしまう。一方、本実施の形態においては、多重の螺旋形のソレノイドコイル20を用いている。ソレノイドコイル20は、3つのU字形の導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ三周の環状をなしている。そして、各導体片に対して、並列に高周波電力を供給する構成としている。各導体片は単独では一周以上の環状をなさないので、単純な螺旋形のソレノイドコイル(最低でも一周の環状を構成する必要がある)よりも電流路が短くなる。
【0106】
さらに、これを並列に接続しているので、ソレノイドコイル20全体としては、非常に小さなインダクタンスとなる。このことにより、基材2の処理長さ(例えば、基材2の短辺の長さまたは直径)が大きくなった場合においても、良好な整合状態が得られる、低インダクタンスコイルを実現できる。なお、コイル全体としては少なくとも一周の環状をなす必要がある。このことは、高温の誘導結合性プラズマの発生に不可欠である。
【0107】
(実施の形態5)
以下、本発明の実施の形態5について、図8を参照して説明する。
【0108】
図8は、本発明の実施の形態5におけるソレノイドコイルの構成を示す斜視図である。
【0109】
図8において、ソレノイドコイル20は、2つの導体片20d及び20eから構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ一周半の環状をなしている。導体片20d及び20eは、上下方向に少し離れた位置に配置されている。
【0110】
(実施の形態6)
以下、本発明の実施の形態6について、図9を参照して説明する。
【0111】
図9は、本発明の実施の形態6におけるソレノイドコイルの構成を示す斜視図である。
【0112】
図9において、ソレノイドコイル20は、2つの導体片20f及び20gから構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としてはほぼ一周半の環状をなしている。導体片20f及び20gは、上下方向にほとんど離れない位置に配置されている。
【0113】
以上の説明では、二重及び三重の螺旋形のソレノイドコイル20を例示したが、四重以上の多重度をもつソレノイドコイルを用いることも可能である。
【0114】
以上述べたプラズマ処理装置及び方法は、本発明の適用範囲のうちの典型例を例示したに過ぎない。
【0115】
例えば、誘導結合型プラズマトーチユニットTを、固定された基材載置台1に対して走査してもよいが、固定された誘導結合型プラズマトーチユニットTに対して、基材載置台1を走査してもよい。
【0116】
また、スパイラルコイル3が平面状である場合を例示したが、スパイラルコイル3は必ずしも平面でなくてもよい。例えば、渦の中央部に向かうにつれて、徐々にスパイラルコイル3と第一石英板4との距離が遠くなるような、所謂釣鐘型スパイラルコイルを用いた構成であってもよい。
【0117】
また、プラズマ噴出口8が、長尺チャンバにおいて、スパイラルコイル3とは反対側に設けられている場合を例示したが、プラズマ噴出口8から長尺チャンバへの向きと、スパイラルコイル3から長尺チャンバへの向きが、互いに垂直となるような構成であってもよい。
【0118】
また、本発明の種々の構成によって、基材2の表面近傍を高温処理することが可能となるが、従来例で詳しく述べたTFT用半導体膜の結晶化や太陽電池用半導体膜の改質に適用可能であることは勿論、プラズマディスプレイパネルの保護層の清浄化や脱ガス低減、シリカ微粒子の集合体からなる誘電体層の表面平坦化や脱ガス低減、種々の電子デバイスのリフロー、固体不純物源を用いたプラズマドーピングなど、さまざまな表面処理に適用できる。また、太陽電池の製造方法としては、シリコンインゴットを粉砕して得られる粉末を基材上に塗布し、これにプラズマを照射して溶融させ多結晶シリコン膜を得る方法にも適用可能である。
【0119】
また、プラズマの着火を容易にするために、着火源を用いることも可能である。着火源としては、ガス給湯器などに用いられる点火用スパーク装置などを利用できる。
【0120】
また、説明においては簡単のため「熱プラズマ」という言葉を用いているが、熱プラズマと低温プラズマの区分けは厳密には難しく、また、例えば、田中康規「熱プラズマにおける非平衡性」プラズマ核融合学会誌、Vol.82、No.8(2006)pp.479−483において解説されているように、熱的平衡性のみでプラズマの種類を区分することも困難である。本発明は、基材を熱処理することを一つの目的としており、熱プラズマ、熱平衡プラズマ、高温プラズマなどの用語にとらわれず、高温のプラズマを照射する技術に関するものに適用可能である。
【0121】
また、基材の表面近傍をごく短時間だけ均一に高温熱処理する場合について詳しく例示したが、反応ガスによるプラズマまたはプラズマと反応ガス流を同時に基材へ照射して基材を低温プラズマ処理する場合においても、本発明は適用できる。プラズマガスに反応ガスを混ぜることにより、反応ガスによるプラズマを基材へ照射し、エッチングやCVDが実現できる。あるいは、プラズマガスとしては希ガスまたは希ガスに少量のH2ガスを加えたガスを用いつつ、シールドガスとして反応ガスを含むガスを供給することによって、プラズマと反応ガス流を同時に基材へ照射し、エッチング、CVD、ドーピングなどのプラズマ処理を実現することもできる。プラズマガスとしてアルゴンを主成分とするガスを用いると、実施例で詳しく例示したように、熱プラズマが発生する。一方、プラズマガスとしてヘリウムを主成分とするガスを用いると、比較的低温のプラズマを発生させることができる。このような方法で、基材をあまり加熱することなく、エッチングや成膜などの処理が可能となる。
【0122】
エッチングに用いる反応ガスとしては、ハロゲン含有ガス、例えば、CxFy(x、yは自然数)、SF6などがあり、シリコンやシリコン化合物などをエッチングすることができる。反応ガスとしてO2を用いれば、有機物の除去、レジストアッシングなどが可能となる。CVDに用いる反応ガスとしては、モノシラン、ジシランなどがあり、シリコンやシリコン化合物の成膜が可能となる。あるいは、TEOS(Tetraethoxysilane)に代表されるシリコンを含有した有機ガスとO2の混合ガスを用いれば、シリコン酸化膜を成膜することができる。
【0123】
その他、撥水性・親水性を改質する表面処理など、種々の低温プラズマ処理が可能である。従来技術(例えば、特許文献7に記載のもの)に比較すると、誘導結合型であるため、単位体積あたり高いパワー密度を投入してもアーク放電に移行しにくいため、より高密度なプラズマが発生可能であり、その結果、速い反応速度が得られ、基材の所望の被処理領域全体を短時間で処理することが可能となる。
【産業上の利用可能性】
【0124】
以上のように本発明は、TFT用半導体膜の結晶化や太陽電池用半導体膜の改質に適用可能であることは勿論、プラズマディスプレイパネルの保護層の清浄化や脱ガス低減、シリカ微粒子の集合体からなる誘電体層の表面平坦化や脱ガス低減、種々の電子デバイスのリフロー、固体不純物源を用いたプラズマドーピングなど、さまざまな表面処理において、基材の表面近傍をごく短時間だけ均一に高温熱処理するに際して、基材の所望の被処理領域全体を短時間で処理する上で有用な発明である。
【0125】
また、種々の電子デバイスなどの製造における、エッチング・成膜・ドーピング・表面改質などの低温プラズマ処理において、基材の所望の被処理領域全体を短時間で処理する上で有用な発明である。
【符号の説明】
【0126】
1 基材載置台
2 基材
T 誘導結合型プラズマトーチユニット
3 スパイラルコイル
4 第一石英板
5 第二石英板
6 第三石英板
7 長尺チャンバ内部の空間
8 プラズマ噴出口
9 プラズマガスマニホールド
10 プラズマガス供給配管
11 プラズマガス供給穴
12 接着剤
13 シールドガスノズル
14 シールドガスマニホールド
15 水冷管
22 薄膜
【特許請求の範囲】
【請求項1】
長尺で線状の開口部と、前記開口部の長手方向と平行な向きに長尺な形状をもち、かつ、前記開口部と連通し、かつ、誘電体部材で囲まれた長尺チャンバと、前記長尺チャンバ内にガスを導入するためのガス供給配管と、前記開口部の長手方向と平行な向きに長尺な形状をもつコイルと、前記コイルに接続された高周波電源と、基材載置台と、前記開口部の長手方向に対して垂直な向きに、前記チャンバと前記基材載置台とを相対的に移動可能とする移動機構を備えた装置において、
コイルが複数の導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としては少なくとも一周の環状をなすこと、
を特徴とするプラズマ処理装置。
【請求項2】
前記コイルは、全体としてスパイラル状をなすスパイラルコイルである、請求項1記載のプラズマ処理装置。
【請求項3】
前記スパイラルコイルは、平面状である、請求項2記載のプラズマ処理装置。
【請求項4】
前記チャンバの前記スパイラルコイルに近い側の内壁面が、前記スパイラルコイルがなす平面と平行な平面である、請求項3記載のプラズマ処理装置。
【請求項5】
前記チャンバは、少なくとも片方が溝を備えた2枚の誘電体板に挟まれた空間として構成されている、請求項2記載のプラズマ処理装置。
【請求項6】
前記チャンバの外形は、前記スパイラルコイルの外形よりも大きい、請求項2記載のプラズマ処理装置。
【請求項7】
「前記チャンバの深さ」=「前記チャンバの、前記スパイラルコイルから前記チャンバへの方向の長さ」と定義するとき、前記チャンバの深さが0.5mm以上7mm以下である、請求項2記載のプラズマ処理装置。
【請求項8】
「前記チャンバの深さ」=「前記チャンバの、前記スパイラルコイルから前記チャンバへの方向の長さ」と定義するとき、前記チャンバの深さが1mm以上5mm以下である、請求項2記載のプラズマ処理装置。
【請求項9】
前記開口部は、前記チャンバにおいて、前記スパイラルコイルとは反対側に設けられている、請求項2記載のプラズマ処理装置。
【請求項10】
前記開口部から前記チャンバへの向きと、前記スパイラルコイルから前記チャンバへの向きが、互いに垂直である、請求項2記載のプラズマ処理装置。
【請求項11】
前記コイルは、長尺チャンバを取り囲むように配置されており、かつ、全体としてソレノイド状をなす、請求項1記載のプラズマ処理装置。
【請求項12】
誘電体部材で囲まれた長尺チャンバ内にガスを供給しつつ、前記チャンバに形成されたスリット状の開口部から基材に向けてガスを噴出すると共に、
前記チャンバの長手方向と平行な向きに長尺な形状をもち、かつ、複数の導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、全体としては少なくとも一周の環状をなすコイルに、高周波電力を供給することで、前記チャンバ内に高周波電磁界を発生させるプラズマ処理方法であって、
前記開口部の長手方向に対して垂直な向きに前記チャンバと前記基材とを相対的に移動しながら前記基材の表面を処理すること、
を特徴とするプラズマ処理方法。
【請求項1】
長尺で線状の開口部と、前記開口部の長手方向と平行な向きに長尺な形状をもち、かつ、前記開口部と連通し、かつ、誘電体部材で囲まれた長尺チャンバと、前記長尺チャンバ内にガスを導入するためのガス供給配管と、前記開口部の長手方向と平行な向きに長尺な形状をもつコイルと、前記コイルに接続された高周波電源と、基材載置台と、前記開口部の長手方向に対して垂直な向きに、前記チャンバと前記基材載置台とを相対的に移動可能とする移動機構を備えた装置において、
コイルが複数の導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、コイル全体としては少なくとも一周の環状をなすこと、
を特徴とするプラズマ処理装置。
【請求項2】
前記コイルは、全体としてスパイラル状をなすスパイラルコイルである、請求項1記載のプラズマ処理装置。
【請求項3】
前記スパイラルコイルは、平面状である、請求項2記載のプラズマ処理装置。
【請求項4】
前記チャンバの前記スパイラルコイルに近い側の内壁面が、前記スパイラルコイルがなす平面と平行な平面である、請求項3記載のプラズマ処理装置。
【請求項5】
前記チャンバは、少なくとも片方が溝を備えた2枚の誘電体板に挟まれた空間として構成されている、請求項2記載のプラズマ処理装置。
【請求項6】
前記チャンバの外形は、前記スパイラルコイルの外形よりも大きい、請求項2記載のプラズマ処理装置。
【請求項7】
「前記チャンバの深さ」=「前記チャンバの、前記スパイラルコイルから前記チャンバへの方向の長さ」と定義するとき、前記チャンバの深さが0.5mm以上7mm以下である、請求項2記載のプラズマ処理装置。
【請求項8】
「前記チャンバの深さ」=「前記チャンバの、前記スパイラルコイルから前記チャンバへの方向の長さ」と定義するとき、前記チャンバの深さが1mm以上5mm以下である、請求項2記載のプラズマ処理装置。
【請求項9】
前記開口部は、前記チャンバにおいて、前記スパイラルコイルとは反対側に設けられている、請求項2記載のプラズマ処理装置。
【請求項10】
前記開口部から前記チャンバへの向きと、前記スパイラルコイルから前記チャンバへの向きが、互いに垂直である、請求項2記載のプラズマ処理装置。
【請求項11】
前記コイルは、長尺チャンバを取り囲むように配置されており、かつ、全体としてソレノイド状をなす、請求項1記載のプラズマ処理装置。
【請求項12】
誘電体部材で囲まれた長尺チャンバ内にガスを供給しつつ、前記チャンバに形成されたスリット状の開口部から基材に向けてガスを噴出すると共に、
前記チャンバの長手方向と平行な向きに長尺な形状をもち、かつ、複数の導体片から構成され、各導体片は単独では一周以上の環状をなさず、かつ、全体としては少なくとも一周の環状をなすコイルに、高周波電力を供給することで、前記チャンバ内に高周波電磁界を発生させるプラズマ処理方法であって、
前記開口部の長手方向に対して垂直な向きに前記チャンバと前記基材とを相対的に移動しながら前記基材の表面を処理すること、
を特徴とするプラズマ処理方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−93266(P2013−93266A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−235766(P2011−235766)
【出願日】平成23年10月27日(2011.10.27)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月27日(2011.10.27)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]