
プラズマ切断方法
【課題】切断性能の劣化を招くことなく、電極の耐久性を向上させることが出来るプラズマ切断方法を提供する。
【解決手段】胴部を貫通して一端が先端面に開口する電極ガス通路を有する電極Aと、電極との間にパイロットアークを形成するノズルと、電極の電極ガス通路に電極ガスを供給する電極ガス供給路19と、電極とノズルとの間に形成された空間にプラズマガスを供給するプラズマガス供給路23と、を有するプラズマトーチBを用い、電極ガス供給路から空気又は窒素ガス或いはアルゴンガスからなる電極ガスを供給し、パイロットアーク及びメインアークの形成と同期してプラズマガス供給路からプラズマガスを供給して該プラズマガスと電極ガスとの混合ガスからなるメインアークによって被切断材を切断するプラズマ切断方法であって、パイロットアークを形成する以前からメインアークを遮断した後まで、電極ガス通路に電極ガスを供給する。
【解決手段】胴部を貫通して一端が先端面に開口する電極ガス通路を有する電極Aと、電極との間にパイロットアークを形成するノズルと、電極の電極ガス通路に電極ガスを供給する電極ガス供給路19と、電極とノズルとの間に形成された空間にプラズマガスを供給するプラズマガス供給路23と、を有するプラズマトーチBを用い、電極ガス供給路から空気又は窒素ガス或いはアルゴンガスからなる電極ガスを供給し、パイロットアーク及びメインアークの形成と同期してプラズマガス供給路からプラズマガスを供給して該プラズマガスと電極ガスとの混合ガスからなるメインアークによって被切断材を切断するプラズマ切断方法であって、パイロットアークを形成する以前からメインアークを遮断した後まで、電極ガス通路に電極ガスを供給する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電極の耐久性を向上させることができるプラズマ切断方法に関するものである。
【背景技術】
【0002】
従来から移行式プラズマトーチを利用して通電性を有する被切断材を切断する場合、プラズマトーチに取り付けた電極の先端面の周囲にプラズマ化させるガスを供給すると共に該電極とノズルとの間に通電してパイロットアークを形成してノズルから吹き出し、吹き出したパイロットアークが被切断材と接触した時、電極との間に通電してメインアークを形成すると同時に電極とノズルとの間の通電を停止してパイロットアークを停止させ、その後、メインアークによって被切断材を溶融すると共に溶融物を母材から排除しつつプラズマトーチを移動させることで切断している。
【0003】
特に、被切断材が鋼板である場合、プラズマガスとして酸素ガスを用いるのが一般的である。このため、電極は、高酸化性雰囲気内で且つ超高温下、という極めて過酷な条件で使用されることとなり、極めて寿命が短くなってしまうという問題がある。このような問題を解決するために、電極の寿命を延長させることを目的とする多くの技術が提案されている。
【0004】
例えば特許文献1に記載された発明は、作動ガス通路に対し、プリフローとポストフローのために空気を供給し、メインフローには酸素と空気との混合ガスを供給して切断を行うようにしている。この技術では、パイロットアーク点火時には、窒素濃度の高い作動ガスを用いることによって、電極やノズルの消耗が低減される。また、切断中は、酸素と窒素を含有した混合ガスを作動ガスとして用いるため、電極の消耗が抑制される。
【0005】
特許文献1に記載された発明では、電極の消耗を抑制することができる。しかし、更なる電極の耐久性の向上が求められているのが実情である。このため、本件出願人は、電極の先端面の径を大きくすることでより太い電極材の採用を実現し、先端面に於けるより電極材に近い部位にプラズマガスを供給し得るように構成した電極と、この電極を用いるプラズマトーチを提案している(特許文献2、3参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3666789号公報
【特許文献2】特許第4609963号公報
【特許文献3】特許第4648568号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
前述したように、特許文献1に記載された発明では、電極の消耗を抑制することができるものの、更なる電極の耐久性の向上が求められている。
【0008】
また、特許文献2、3に記載された発明では、夫々電極、プラズマトーチの単独の構成に関するものであり、これらの電極、プラズマトーチを用いる合理的なプラズマ切断方法の開発はなされていないという問題がある。
【0009】
本発明の目的は、特許文献2、3に記載された電極、プラズマトーチを前提として、切断性能の劣化を招くことなく、電極の耐久性を向上させることが出来るプラズマ切断方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するために本発明に係るプラズマ切断方法は、胴部を貫通して一端が先端面に開口する電極ガス通路を有する電極と、前記電極との間にパイロットアークを形成するノズルと、前記電極の電極ガス通路に電極ガスを供給する電極ガス供給路と、前記電極ガス供給路とは独立して構成され前記電極とノズルとの間に形成された空間にプラズマガスを供給するプラズマガス供給路と、を有するプラズマトーチを用い、前記電極ガス供給路から電極の電極ガス通路に空気又は窒素ガス或いはアルゴンガスからなる電極ガスを供給し、パイロットアーク及びメインアークの形成と同期してプラズマガス供給路から酸素ガスからなるプラズマガスを供給して該プラズマガスと電極ガスとの混合ガスからなるメインアークによって被切断材を切断するプラズマ切断方法であって、パイロットアークを形成する以前からメインアークを遮断した後まで、前記電極ガス供給路から電極の電極ガス通路に電極ガスを供給することを特徴とするものである。
【0011】
上記プラズマ切断方法に於いて、被切断材を切断する際の前記電極ガスは、該電極ガスとプラズマガスの合計量に対し5%〜25%の範囲にあることが好ましい。
【発明の効果】
【0012】
本発明に係るプラズマ切断方法では、胴部を貫通して先端面に開口する電極ガス通路が形成された電極を利用し、プラズマトーチに構成された二つの独立したガス供給路の一方を電極ガス通路と接続すると共に、他方をプラズマガス供給路に接続している。このため、電極ガス通路には空気、窒素ガス、アルゴンガスから選択されたガス(電極ガス)を供給し、プラズマガス供給路には酸素ガスを供給することができる。従って、電極の先端面に於ける中心部位の電極ガス濃度が高くなり、電極の酸化による劣化を軽減して耐久性を向上することができる。
【0013】
特に、被切断材を切断する際(メインアークを形成する際)の電極ガスが、該電極ガスとプラズマガスの合計量に対し5%〜25%の範囲にあることによって、切断速度の低下や、切断面が粗くなることを防ぐことが可能となり、切断性能の劣化を招くことがない。
【図面の簡単な説明】
【0014】
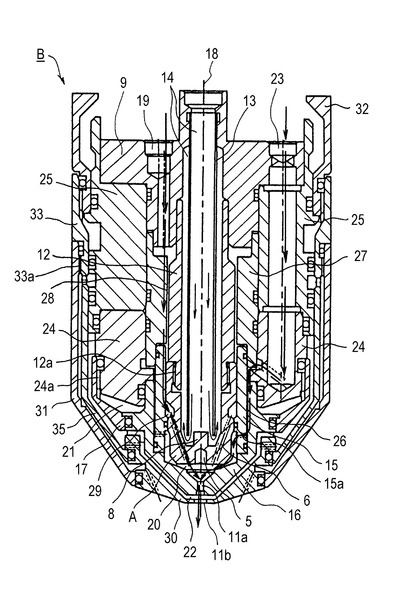
【図1】本発明に係るプラズマ切断方法に用いるプラズマトーチの構成を示す断面図である。
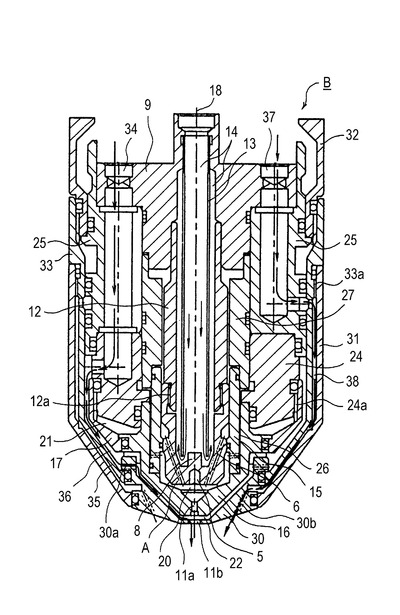
【図2】図1とは異なる方向の断面図である。
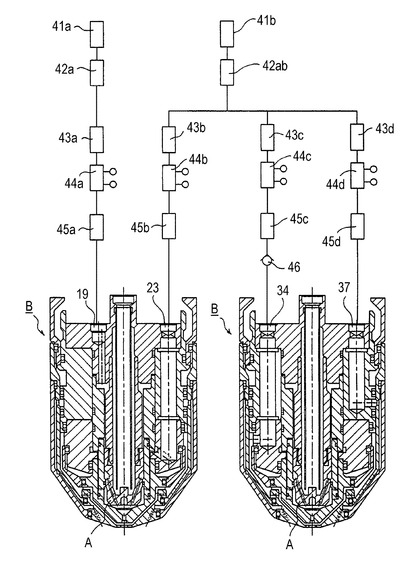
【図3】プラズマトーチに供給されるガス経路を示すブロック図である。
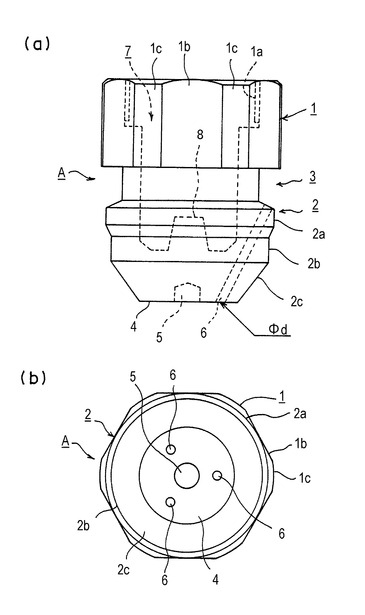
【図4】電極の構成を説明する図である。
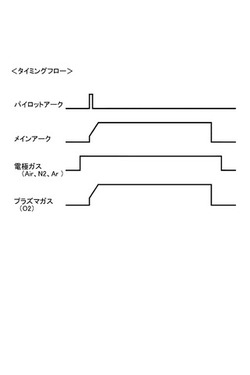
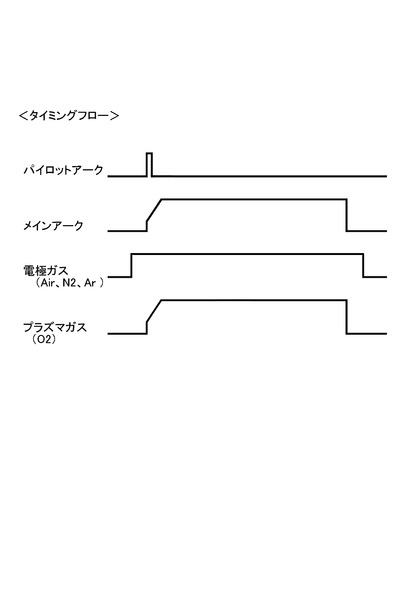
【図5】プラズマトーチを稼働させる際のタイミングフローを説明する図である。
【発明を実施するための形態】
【0015】
以下、本発明に係るプラズマ切断方法について説明する。
【0016】
先ず、本発明のプラズマ切断方法を実施する際に用いるプラズマトーチと電極の構成について説明する。図1及び図2において、プラズマトーチBは、図4に示すような電極Aを装備している。電極Aは先端面4側に供給されたガスをプラズマ化してプラズマトーチBのノズル11aから噴射させ且つ裏面側の穴7に供給された冷却水によって冷却され、一端が先端面4に配置され他端が外周面の所定位置に配置された電極ガス通路6が設けられている。
【0017】
電極AはプラズマトーチBの本体に設けた導電性の電極台座9に連結された導電性の電極台12に取り付けるための取付部1と、胴部2とを有している。取付部1の内部には電極台12のネジ部に螺合するネジ部1aが形成されており、外周部位は六角材を切削してスパナを掛ける直線部1bと切削による曲面部1cとが形成されている。
【0018】
胴部2には全周にわたってリング状の溝3が形成され、該溝3と連続して予め設定された値の外径を持ったガイド部2aが形成されている。また、ガイド部2aよりも先端側には段部2b及びテーパ部2cが形成されている。そしてテーパ部2cの先端側に先端面4が形成され、該先端面4の中心にハフニウムやタングステン等からなる電極材5が埋設されている。
【0019】
先端面4には、一端が該先端面4に配置されて開口し、且つ他端が胴部2の外周面の所定位置(本実施例では、胴部2の外周に形成された溝3におけるガイド部2a側の面)に配置されて開口した電極ガス通路6が形成されている。
【0020】
また、電極Aの内部には冷却水を流通させる穴7が形成されており、該穴7の底面である先端面4の裏面には表面積を増加させて熱の交換効率を向上させるための突起8が形成されている。
【0021】
本実施例では、このような電極ガス通路6を設けることによって、空気、窒素ガス、アルゴンガスから選択された電極ガスを電極材5の近傍に供給することが可能となる。このため、電極Aの先端面4の外径の値に関わらず、電極材5の近傍に設けた位置から電極ガスを供給して見掛け上の電極先端径を細くすることが可能となる。
【0022】
電極ガス通路6の数は特に限定するものではないが、電極Aに対する均一なガスの供給を保証するためには、複数であることが好ましく、複数の電極ガス通路6は略等間隔で配置されることが好ましい。
【0023】
このため、本実施例では、電極Aには3個の電極ガス通路6が形成されると共に互いに120度の角度間隔を保持している。電極ガス通路6をこのように形成することによって、電極Aにおける電極材5の周囲には略均一に電極ガスを供給することが可能となる。
【0024】
また、電極ガス通路6は、電極Aの胴部2に形成した溝3から先端面4にかけて該電極Aの中心に向けて傾斜して形成されている。このように、電極ガス通路6を傾斜させることで、電極Aにおける電極材5から大きく離隔することのない部位に電極ガス通路6から供給されたガスを収斂させることが可能である。
【0025】
電極ガス通路6は本実施例に示すように穴によって形成することが可能であり、また、スリットによって形成することも可能である。電極ガス通路6を穴によって形成する場合、穴の直径であるピッチ円径φd(図4(a)参照)は、6mm〜先端面4の外径までの範囲に設定することが好ましい。
【0026】
このように、電極ガス通路6の先端面4における開口位置を設定することによって、該電極ガス通路6から供給された電極ガスを電極Aを構成する電極材5の近傍に供給することが可能となる。このため、メインアークを形成する際に、電極材5の近傍を不活性な雰囲気に保持すると共に、電極材5周囲の圧力が低下してハフニウムやタングステン等の蒸発が促進されるようなことがない。
【0027】
電極Aは、取付部1のネジ部1aをプラズマトーチBの本体に設けた電極台座9に挿入嵌合して連結された電極台12のネジ部12aに締結して取り付けられている。電極台座9及び電極台12の内部には冷却水を供給する冷却パイプ13が設けられている。
【0028】
そして、電極Aを電極台12に取り付けた時、該冷却パイプ13が電極Aの内部に形成された穴7に挿通されて該冷却パイプ13の内外に冷却水の流通路14を形成する。しかし、プラズマトーチBの形式によっては、電極Aを単に電極台12に差し込むことで取り付けることが可能なものもある。
【0029】
電極Aの胴部2に形成されたガイド部2aは、センタリングストーン15の内径よりも僅かに小さい外径を持って形成されている。このため、電極Aを電極台12に取り付けた後、該電極Aにセンタリングストーン15、インナーノズル部材16及びインナーキャップ17を順に装着し、該インナーキャップ17を本体に取り付けられた導電性のノズル台24のネジ部24aに螺合することによって、自由状態にある電極台12がプラズマトーチBの軸心18に対して傾斜しているような場合、この傾斜を矯正して電極Aの電極材5を軸心18に略一致させることが可能である。
【0030】
プラズマガスは、図1に示すプラズマガス供給路23を介して電極Aの周囲から該電極Aの先端面4側に供給される。また、電極ガスは、電極ガス供給路19を介して電極Aに設けられた電極ガス通路6に供給される。
【0031】
即ち、本実施例はプラズマガスが供給されるプラズマガス供給路23と、電極ガスが供給される電極ガス供給路19とを夫々独立して設けたものである。
【0032】
図1に示すように、プラズマガス供給路23は、電極台座9、図示しない水路を形成する樹脂製の絶縁ブロック25及びノズル台24の各内部に形成された通路を通ってセンタリングストーン15の外周面とインナーノズル部材16の内周面との間に形成される通路26に連通し、センタリングストーン15に設けられた穴15aから電極Aの外周面とインナーノズル部材16の内周面との間に形成されたプラズマ室20に連通し、更にノズル11aに連通している。
【0033】
センタリングストーン15の先端側の所定部位には複数の穴15aが形成されており、該穴15aを通して通路26から電極Aの胴部2の段部2b側にプラズマガスを供給することが可能である。
【0034】
本実施例では、センタリングストーン15に形成された穴15aは、その軸方向が軸心18と交差しない所定の角度で傾斜して形成されており、プラズマガス供給路23を介して供給されたプラズマガスを電極Aの外周面とインナーノズル部材16の内周面との間に形成されたプラズマ室20に旋回させた状態で供給し得るようになっている。
【0035】
また、電極ガス供給路19は、電極台座9の他の部位に形成された通路を通って電極台12の外周面とセラミック等により作られた絶縁性の防炎パイプ27の内周面との間に形成される通路28に連通し、更に電極Aの取付部1の外周面とセンタリングストーン15の内周面との間に形成された通路29に連通し、更に該電極Aの内部に形成された電極ガス通路6に連通してプラズマ室20、更にはノズル11aに連通している。
【0036】
上記の如く構成されたプラズマガス供給路23と、電極ガス供給路19は互いに独立した供給路として構成されている。
【0037】
また、プラズマ室20は、電極Aの先端面4とインナーノズル部材16の内周面とによって形成されており、導電性のインナーノズル部材16は、絶縁性のセンタリングストーン15に装着した時、一部が導電性のノズル台24に接触し、該ノズル台24に図示しない通電回路を介して本体から通電されることで電極Aとの間でパイロットアークを形成することが可能なように構成されている。
【0038】
そして、パイロットアークを形成する場合には電極Aとインナーノズル部材16との間に、また、メインアークを形成する場合には電極Aと図示しない被切断材との間に、夫々予め設定された電圧が印加され、インナーノズル部材16との間で、或いは被加工材との間で放電される。
【0039】
電極Aを電極台12に取り付けた時、電極Aに形成した穴7の内部には冷却パイプ13の先端部分が挿入され、該冷却パイプ13を介して供給された冷却水は流通路14を通り、電極Aに配置された電極材5の裏面側に形成した突起8に衝突した後、電極Aの内面と接触して該電極Aを冷却する。その後、冷却水は通路21を通りインナーノズル部材16を冷却して外部に排出される。
【0040】
電極台12に取り付けられた電極Aにセンタリングストーン15が装着されている。この時、電極Aに形成されたガイド部2aの外周がセンタリングストーン15の内面と接触して案内される。この状態では、センタリングストーン15は単に電極Aのガイド部2aに接触されているに過ぎず、電極Aに対して何ら規制も行なってはいない。そして、インナーノズル部材16にインナーキャップ17を装着し、該インナーキャップ17を本体に固定されたノズル台24のネジ部24aに螺合することで電極Aを軸心18に略一致させるように規制することが可能である。
【0041】
また、アウターノズル部材30にアウターキャップ31を装着し、該アウターキャップ31を本体に取り付けられたトーチガード32に固定されたアウター連結キャップ33のネジ部33aに螺合した時、該アウターノズル部材30とインナーノズル部材16との間に二次気流室22が形成され、該二次気流室22に供給された二次ガスをインナーノズル部材16のノズル11aから噴射するメインアークの周囲にさや状に噴射することが可能である。
【0042】
二次気流室22に供給される二次ガスは、図2に示すように、通路34から電極台座9、絶縁ブロック25の各内部に形成された通路を経てアウターノズル部材30に装着された仕切部材35の内周面とインナーキャップ17の外周面との間に形成された通路36に連通し、アウターノズル部材30に形成された穴30aを経て二次気流室22に連通し、更にアウターノズル部材30のノズル11bに連通している。
【0043】
また、図2に示すように、通路37から電極台座9、絶縁ブロック25の各内部に形成された通路を経て仕切部材35の外周面とアウターキャップ31の内周面との間に形成された通路38に連通し、アウターノズル部材30に形成された穴30bを経て三次ガスを二次ガスの周囲にさや状に噴射することが可能である。
【0044】
次に、上記の如く構成されたプラズマトーチBの電極ガス供給路19に空気、窒素ガス、アルゴンガスから選択された電極ガスを供給する電極ガス供給系、及びプラズマガス供給路23にプラズマガスとしての酸素ガスを供給する酸素ガス供給系、の構成について図3により説明する。本実施例では、電極ガス供給路19に供給される電極ガスとして空気が選択されている。
【0045】
即ち、電極ガス供給系はエアコンプレッサー等や、窒素ガスボンベ或いはアルゴンガスボンベから選択された電極ガス供給装置41a、予め設定された圧力が作用すと検知して電気信号を発生する圧力スイッチ42a、電極ガス供給系の遮断及び開放を行う電磁弁43a、アキュムレータを含む空気用の圧力安定器44a、出力側の流量を検知して発生する電気信号によって圧力を調整することで流量を安定化させる流量調整器となる電空レギュレータ45aを有しており、これらを介してプラズマトーチBに構成された電極ガス供給路19に接続されている。
【0046】
また、酸素ガス供給系は、プラズマガス供給路23に対する酸素ガスの供給と、二次ガスとしての酸素ガスを供給する通路34に対する酸素ガスの供給と、三次ガスとしての酸素ガスを供給する通路37に対する酸素ガスの供給を行えるように構成されている。
【0047】
このため、酸素ガス供給系は工場配管や酸素ボンベ等からなる酸素ガス供給装置41b、予め設定された圧力が作用すと検知して電気信号を発生する圧力スイッチ42b、各通路23、34、37に対応して設けられた電磁弁43b〜43d、アキュムレータを含む酸素用の圧力安定器44b〜44d、出力側の流量を検知して発生する電気信号によって圧力を調整することで流量を安定化させる流量調整器となる電空レギュレータ45b〜45dを有しており、これらを介してプラズマトーチBに構成されたプラズマガス供給路23、及び二次ガスの通路34、三次ガスの通路37に接続されている。
【0048】
特に、二次ガスの通路34に対応する酸素ガス用の圧力安定器44cの下流側には電空レギュレータ45cが接続されており、更に、電空レギュレータ45cの下流側には逆止弁46が接続されている。
【0049】
上記の如く構成された電極ガス供給系及び酸素ガス供給系では、圧力安定器44a、44bや電空レギュレータ45a、45bを用いて夫々の供給圧を変化させることで、電極ガス供給路19に供給する空気(電極ガス)の流量、及び、又はプラズマガス供給路23に供給するプラズマガス(酸素ガス)の流量を変化させることが可能である。
【0050】
次に、上記の如く構成された電極Aを取り付けたプラズマトーチBを用いて本発明に係るプラズマ切断方法を実施する手順について図5により説明する。
【0051】
本発明に係るプラズマ切断方法では、電極ガスとして、空気、窒素ガス、アルゴンガスの中から選択されたガスを利用する。これらのガスのどれを選択するかは限定するものではなく、何れのガスを選択しても電極の耐久性を向上させることが可能である。しかし、本件発明者の知見では、電極材5としてハフニウムを用いた場合には空気を選択することが好ましく、電極材5としてタングステンを用いた場合には窒素ガス或いはアルゴンガスを選択することが好ましい。
【0052】
例えば、電極材5としてハフニウムを用いた電極Aでは、電極材5の周囲は僅かに酸化性雰囲気であることが好ましい。このため、前記電極Aによって被切断材を切断する場合、電極ガス通路6から先端面4側に空気を供給することによって、電極材5の周囲が僅かな酸化性雰囲気となり、ハフニウムの消耗を抑えて被切断材に於ける切断面の品質を確保することが可能である。
【0053】
また、電極材5としてタングステンを用いた電極Aでは、電極材5の周囲は非酸化性雰囲気であることが好ましい。このため、前記電極Aによって被切断材を切断する場合、電極ガス通路6から先端面4側に窒素ガス或いはアルゴンガスを供給することによって、電極材5の周囲を非酸化性雰囲気とすることが可能となる。そして、電極材5の周囲を非酸化性雰囲気とすることで、タングステンの消耗を抑えて被切断材に於ける切断面の品質を確保することが可能である。
【0054】
本実施例では電極Aの電極材5としてハフニウムを用いており、電極ガスとして空気を選択している。このため、電極ガス供給装置41aとしてエアコンプレッサーを利用している。
【0055】
プラズマトーチBの電極ガス供給路19に電極ガスを供給する際に、電極ガス供給系を構成する電空レギュレータ45aで電極ガスの流量を設定している。また、プラズマガス供給路23にプラズマガスを供給する際に、プラズマガス供給系を構成する電空レギュレータ45bで電極ガスの流量を設定している。そして、電磁弁43a、43bを適宜駆動することによって、電極ガス及びプラズマガスをプラズマトーチBに供給することが可能である。
【0056】
本発明では、電極ガスは、パイロットアークが形成される以前からプラズマトーチBの電極ガス供給路19に供給され、電極Aの電極ガス通路6を経てプラズマ室20に噴出して電極材5の周囲に不活性雰囲気を形成する(プリフロー)。また、電極ガスは、メインアークが形成されている間も供給され、電極材5の周囲の不活性雰囲気を継続すると共に、電極ガスとプラズマガスとが混合したガスによりメインアークが形成される。更に、電極ガスは、メインアークが遮断された後も供給され、電極材5の周囲の不活性雰囲気を継続すると共に電極材5の冷却に寄与する(アフターフロー)。
【0057】
具体的には、図5に示すように、パイロットアークの形成に先立って電極ガス供給系を構成する電磁弁43aを開放して電極ガスのプリフローを行う。このプリフローによってプラズマ室20は空気で充満されることとなり、電極Aの先端面4に埋設された電極材5の周囲は不活性雰囲気となる。
【0058】
プラズマトーチBに対する電極ガスの供給を継続した状態で、酸素ガス供給系を構成する電磁弁43bを開放すると、酸素ガス供給装置41bから供給され、電空レギュレータ45bによって流量が設定された酸素ガスが、プラズマガス供給路23に供給される。同時に電極Aとインナーノズル部材16の間に、及び電極Aと被切断材との間に通電され、パイロットアークが形成される。
【0059】
パイロットアークはノズル11aから吹き出されて被加工材と接触したとき、メインアークに切り替えられ、同時に電極Aとインナーノズル部材16の間の通電が遮断されてパイロットアークが消去される。
【0060】
メインアークが形成されたとき、プラズマ室20の内部は酸素ガスからなるプラズマガスと空気からなる電極ガスとが混在することとなる。しかし、電極ガス通路6が電極Aの先端面4に開口しているため、電極材5の周囲は電極ガス通路6から継続して供給される電極ガスにより不活性な雰囲気が存続する。
【0061】
被切断材に対する目的のプラズマ切断が終了したとき、電極Aと被切断材との間の通電が遮断され、同時に酸素ガスの供給が停止する。しかし、電極ガスのプラズマトーチBに対する供給は継続して行われることでアフターフローが継続する。この電極ガスのアフターフローにより、電極材5の周囲の不活性雰囲気が継続すると共に、電極Aの冷却が促進される。
【0062】
上記の如く、本発明では、電極Aに該電極Aの胴部2を貫通させて電極ガス通路を形成し、この電極ガス通路6から先端面4側に、空気、窒素ガス、アルゴンガスの中から選択されたガスを供給することによって、電極ガスによる電極Aの胴部を内部側から冷却することが可能となるため、電極Aの耐久性を向上させることが可能である。
【0063】
また、電極ガス通路6が電極Aの先端面4に開口しているため、電極材5の周囲に電極ガスによる不活性雰囲気を形成して高酸化雰囲気となることを防ぐことが可能となり、電極材5の耐久性を向上させ、これに伴って電極Aの耐久性を向上させることが可能である。
【0064】
本件発明者は、電極材としてハフニウムを用いた電極を使用し、プラズマトーチの出力を400アンペア(A)とし、メインアークを形成する際の全ガス流量を40L/minに設定して該流量に対する電極ガスの比率0%〜30%の範囲で変化させ、メインアークを1分間形成して被切断材を切断し、その後、30秒停止させることを繰り返し、電極が寿命に達する回数と切断面の品質とを比較する耐久実験を行った。
【0065】
電極ガスを全く供給せず(0%)、酸素ガスのみでメインアークを形成したとき、耐久回数は181回であり切断性(切断速度)は略満足し得る結果を得た。
【0066】
全ガス流量に対し電極ガスを5%供給し酸素ガスを95%としたとき、耐久回数は193回に向上し、切断性は略満足し得る結果を得た。
【0067】
全ガス流量に対し電極ガスを10%供給し酸素ガスを90%としたとき、耐久回数は246回と大幅に向上し、切断性は充分に満足し得る結果を得た。
【0068】
全ガス流量に対し電極ガスを15%供給し酸素ガスを85%としたとき、耐久回数は262回と大幅に向上し、切断性は充分に満足し得る結果を得た。
【0069】
全ガス流量に対し電極ガスを20%供給し酸素ガスを80%としたとき、耐久回数は231回と大幅に向上し、切断性は略満足し得る結果を得た。
【0070】
全ガス流量に対し電極ガスを25%供給し酸素ガスを75%としたとき、耐久回数は187回となり、切断性は略満足し得る結果を得た。
【0071】
全ガス流量に対し電極ガスを30%供給し酸素ガスを70%としたとき、耐久回数は127回に減少し、切断性は満足し得ないという結果を得た。
【0072】
上記実験の結果、電極ガスの流量は、被切断材を切断する際のメインアークを形成するための全ガス流量(プラズマガス流量と電極ガス流量との和)に対し、5%〜25%の範囲にあることが好ましく、10%〜15%の範囲であることがより好ましいといえる。
【0073】
電極ガスの流量を増加させたとき、耐久性が低下する原因は、電極Aの先端面4に於ける電極ガスの流速が大きくなり、この結果、電極材5に吸引力が作用して埋設された電極材5が吸い出されるためである。
【産業上の利用可能性】
【0074】
本発明に係るプラズマ切断方法は、特許文献2、3に記載したプラズマトーチ、電極に利用して有利である。
【符号の説明】
【0075】
A 電極
B プラズマトーチ
1 取付部
1a ネジ部
1b 直線部
1c 曲面部
2 胴部
2a ガイド部
2b 段部
2c テーパ部
3 溝
4 先端面
5 電極材
6 電極ガス通路
7 穴
8 突起
9 電極台座
11a、11b ノズル
12 電極台
13 冷却パイプ
14 流通路
15 センタリングストーン
16 インナーノズル部材
17 インナーキャップ
19 電極ガス供給路
20 プラズマ室
21、26、28、29
通路
22 二次気流室
23 プラズマガス供給路
24 ノズル台
30 アウターノズル部材
31 アウターキャップ
41a 電極ガス供給装置
41b 酸素供給装置
42a、42 圧力スイッチ
43a〜43d 電磁弁
44a〜44d 圧力安定器
45a〜45d 電空レギュレータ
46 逆止弁
【技術分野】
【0001】
本発明は、電極の耐久性を向上させることができるプラズマ切断方法に関するものである。
【背景技術】
【0002】
従来から移行式プラズマトーチを利用して通電性を有する被切断材を切断する場合、プラズマトーチに取り付けた電極の先端面の周囲にプラズマ化させるガスを供給すると共に該電極とノズルとの間に通電してパイロットアークを形成してノズルから吹き出し、吹き出したパイロットアークが被切断材と接触した時、電極との間に通電してメインアークを形成すると同時に電極とノズルとの間の通電を停止してパイロットアークを停止させ、その後、メインアークによって被切断材を溶融すると共に溶融物を母材から排除しつつプラズマトーチを移動させることで切断している。
【0003】
特に、被切断材が鋼板である場合、プラズマガスとして酸素ガスを用いるのが一般的である。このため、電極は、高酸化性雰囲気内で且つ超高温下、という極めて過酷な条件で使用されることとなり、極めて寿命が短くなってしまうという問題がある。このような問題を解決するために、電極の寿命を延長させることを目的とする多くの技術が提案されている。
【0004】
例えば特許文献1に記載された発明は、作動ガス通路に対し、プリフローとポストフローのために空気を供給し、メインフローには酸素と空気との混合ガスを供給して切断を行うようにしている。この技術では、パイロットアーク点火時には、窒素濃度の高い作動ガスを用いることによって、電極やノズルの消耗が低減される。また、切断中は、酸素と窒素を含有した混合ガスを作動ガスとして用いるため、電極の消耗が抑制される。
【0005】
特許文献1に記載された発明では、電極の消耗を抑制することができる。しかし、更なる電極の耐久性の向上が求められているのが実情である。このため、本件出願人は、電極の先端面の径を大きくすることでより太い電極材の採用を実現し、先端面に於けるより電極材に近い部位にプラズマガスを供給し得るように構成した電極と、この電極を用いるプラズマトーチを提案している(特許文献2、3参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3666789号公報
【特許文献2】特許第4609963号公報
【特許文献3】特許第4648568号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
前述したように、特許文献1に記載された発明では、電極の消耗を抑制することができるものの、更なる電極の耐久性の向上が求められている。
【0008】
また、特許文献2、3に記載された発明では、夫々電極、プラズマトーチの単独の構成に関するものであり、これらの電極、プラズマトーチを用いる合理的なプラズマ切断方法の開発はなされていないという問題がある。
【0009】
本発明の目的は、特許文献2、3に記載された電極、プラズマトーチを前提として、切断性能の劣化を招くことなく、電極の耐久性を向上させることが出来るプラズマ切断方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するために本発明に係るプラズマ切断方法は、胴部を貫通して一端が先端面に開口する電極ガス通路を有する電極と、前記電極との間にパイロットアークを形成するノズルと、前記電極の電極ガス通路に電極ガスを供給する電極ガス供給路と、前記電極ガス供給路とは独立して構成され前記電極とノズルとの間に形成された空間にプラズマガスを供給するプラズマガス供給路と、を有するプラズマトーチを用い、前記電極ガス供給路から電極の電極ガス通路に空気又は窒素ガス或いはアルゴンガスからなる電極ガスを供給し、パイロットアーク及びメインアークの形成と同期してプラズマガス供給路から酸素ガスからなるプラズマガスを供給して該プラズマガスと電極ガスとの混合ガスからなるメインアークによって被切断材を切断するプラズマ切断方法であって、パイロットアークを形成する以前からメインアークを遮断した後まで、前記電極ガス供給路から電極の電極ガス通路に電極ガスを供給することを特徴とするものである。
【0011】
上記プラズマ切断方法に於いて、被切断材を切断する際の前記電極ガスは、該電極ガスとプラズマガスの合計量に対し5%〜25%の範囲にあることが好ましい。
【発明の効果】
【0012】
本発明に係るプラズマ切断方法では、胴部を貫通して先端面に開口する電極ガス通路が形成された電極を利用し、プラズマトーチに構成された二つの独立したガス供給路の一方を電極ガス通路と接続すると共に、他方をプラズマガス供給路に接続している。このため、電極ガス通路には空気、窒素ガス、アルゴンガスから選択されたガス(電極ガス)を供給し、プラズマガス供給路には酸素ガスを供給することができる。従って、電極の先端面に於ける中心部位の電極ガス濃度が高くなり、電極の酸化による劣化を軽減して耐久性を向上することができる。
【0013】
特に、被切断材を切断する際(メインアークを形成する際)の電極ガスが、該電極ガスとプラズマガスの合計量に対し5%〜25%の範囲にあることによって、切断速度の低下や、切断面が粗くなることを防ぐことが可能となり、切断性能の劣化を招くことがない。
【図面の簡単な説明】
【0014】
【図1】本発明に係るプラズマ切断方法に用いるプラズマトーチの構成を示す断面図である。
【図2】図1とは異なる方向の断面図である。
【図3】プラズマトーチに供給されるガス経路を示すブロック図である。
【図4】電極の構成を説明する図である。
【図5】プラズマトーチを稼働させる際のタイミングフローを説明する図である。
【発明を実施するための形態】
【0015】
以下、本発明に係るプラズマ切断方法について説明する。
【0016】
先ず、本発明のプラズマ切断方法を実施する際に用いるプラズマトーチと電極の構成について説明する。図1及び図2において、プラズマトーチBは、図4に示すような電極Aを装備している。電極Aは先端面4側に供給されたガスをプラズマ化してプラズマトーチBのノズル11aから噴射させ且つ裏面側の穴7に供給された冷却水によって冷却され、一端が先端面4に配置され他端が外周面の所定位置に配置された電極ガス通路6が設けられている。
【0017】
電極AはプラズマトーチBの本体に設けた導電性の電極台座9に連結された導電性の電極台12に取り付けるための取付部1と、胴部2とを有している。取付部1の内部には電極台12のネジ部に螺合するネジ部1aが形成されており、外周部位は六角材を切削してスパナを掛ける直線部1bと切削による曲面部1cとが形成されている。
【0018】
胴部2には全周にわたってリング状の溝3が形成され、該溝3と連続して予め設定された値の外径を持ったガイド部2aが形成されている。また、ガイド部2aよりも先端側には段部2b及びテーパ部2cが形成されている。そしてテーパ部2cの先端側に先端面4が形成され、該先端面4の中心にハフニウムやタングステン等からなる電極材5が埋設されている。
【0019】
先端面4には、一端が該先端面4に配置されて開口し、且つ他端が胴部2の外周面の所定位置(本実施例では、胴部2の外周に形成された溝3におけるガイド部2a側の面)に配置されて開口した電極ガス通路6が形成されている。
【0020】
また、電極Aの内部には冷却水を流通させる穴7が形成されており、該穴7の底面である先端面4の裏面には表面積を増加させて熱の交換効率を向上させるための突起8が形成されている。
【0021】
本実施例では、このような電極ガス通路6を設けることによって、空気、窒素ガス、アルゴンガスから選択された電極ガスを電極材5の近傍に供給することが可能となる。このため、電極Aの先端面4の外径の値に関わらず、電極材5の近傍に設けた位置から電極ガスを供給して見掛け上の電極先端径を細くすることが可能となる。
【0022】
電極ガス通路6の数は特に限定するものではないが、電極Aに対する均一なガスの供給を保証するためには、複数であることが好ましく、複数の電極ガス通路6は略等間隔で配置されることが好ましい。
【0023】
このため、本実施例では、電極Aには3個の電極ガス通路6が形成されると共に互いに120度の角度間隔を保持している。電極ガス通路6をこのように形成することによって、電極Aにおける電極材5の周囲には略均一に電極ガスを供給することが可能となる。
【0024】
また、電極ガス通路6は、電極Aの胴部2に形成した溝3から先端面4にかけて該電極Aの中心に向けて傾斜して形成されている。このように、電極ガス通路6を傾斜させることで、電極Aにおける電極材5から大きく離隔することのない部位に電極ガス通路6から供給されたガスを収斂させることが可能である。
【0025】
電極ガス通路6は本実施例に示すように穴によって形成することが可能であり、また、スリットによって形成することも可能である。電極ガス通路6を穴によって形成する場合、穴の直径であるピッチ円径φd(図4(a)参照)は、6mm〜先端面4の外径までの範囲に設定することが好ましい。
【0026】
このように、電極ガス通路6の先端面4における開口位置を設定することによって、該電極ガス通路6から供給された電極ガスを電極Aを構成する電極材5の近傍に供給することが可能となる。このため、メインアークを形成する際に、電極材5の近傍を不活性な雰囲気に保持すると共に、電極材5周囲の圧力が低下してハフニウムやタングステン等の蒸発が促進されるようなことがない。
【0027】
電極Aは、取付部1のネジ部1aをプラズマトーチBの本体に設けた電極台座9に挿入嵌合して連結された電極台12のネジ部12aに締結して取り付けられている。電極台座9及び電極台12の内部には冷却水を供給する冷却パイプ13が設けられている。
【0028】
そして、電極Aを電極台12に取り付けた時、該冷却パイプ13が電極Aの内部に形成された穴7に挿通されて該冷却パイプ13の内外に冷却水の流通路14を形成する。しかし、プラズマトーチBの形式によっては、電極Aを単に電極台12に差し込むことで取り付けることが可能なものもある。
【0029】
電極Aの胴部2に形成されたガイド部2aは、センタリングストーン15の内径よりも僅かに小さい外径を持って形成されている。このため、電極Aを電極台12に取り付けた後、該電極Aにセンタリングストーン15、インナーノズル部材16及びインナーキャップ17を順に装着し、該インナーキャップ17を本体に取り付けられた導電性のノズル台24のネジ部24aに螺合することによって、自由状態にある電極台12がプラズマトーチBの軸心18に対して傾斜しているような場合、この傾斜を矯正して電極Aの電極材5を軸心18に略一致させることが可能である。
【0030】
プラズマガスは、図1に示すプラズマガス供給路23を介して電極Aの周囲から該電極Aの先端面4側に供給される。また、電極ガスは、電極ガス供給路19を介して電極Aに設けられた電極ガス通路6に供給される。
【0031】
即ち、本実施例はプラズマガスが供給されるプラズマガス供給路23と、電極ガスが供給される電極ガス供給路19とを夫々独立して設けたものである。
【0032】
図1に示すように、プラズマガス供給路23は、電極台座9、図示しない水路を形成する樹脂製の絶縁ブロック25及びノズル台24の各内部に形成された通路を通ってセンタリングストーン15の外周面とインナーノズル部材16の内周面との間に形成される通路26に連通し、センタリングストーン15に設けられた穴15aから電極Aの外周面とインナーノズル部材16の内周面との間に形成されたプラズマ室20に連通し、更にノズル11aに連通している。
【0033】
センタリングストーン15の先端側の所定部位には複数の穴15aが形成されており、該穴15aを通して通路26から電極Aの胴部2の段部2b側にプラズマガスを供給することが可能である。
【0034】
本実施例では、センタリングストーン15に形成された穴15aは、その軸方向が軸心18と交差しない所定の角度で傾斜して形成されており、プラズマガス供給路23を介して供給されたプラズマガスを電極Aの外周面とインナーノズル部材16の内周面との間に形成されたプラズマ室20に旋回させた状態で供給し得るようになっている。
【0035】
また、電極ガス供給路19は、電極台座9の他の部位に形成された通路を通って電極台12の外周面とセラミック等により作られた絶縁性の防炎パイプ27の内周面との間に形成される通路28に連通し、更に電極Aの取付部1の外周面とセンタリングストーン15の内周面との間に形成された通路29に連通し、更に該電極Aの内部に形成された電極ガス通路6に連通してプラズマ室20、更にはノズル11aに連通している。
【0036】
上記の如く構成されたプラズマガス供給路23と、電極ガス供給路19は互いに独立した供給路として構成されている。
【0037】
また、プラズマ室20は、電極Aの先端面4とインナーノズル部材16の内周面とによって形成されており、導電性のインナーノズル部材16は、絶縁性のセンタリングストーン15に装着した時、一部が導電性のノズル台24に接触し、該ノズル台24に図示しない通電回路を介して本体から通電されることで電極Aとの間でパイロットアークを形成することが可能なように構成されている。
【0038】
そして、パイロットアークを形成する場合には電極Aとインナーノズル部材16との間に、また、メインアークを形成する場合には電極Aと図示しない被切断材との間に、夫々予め設定された電圧が印加され、インナーノズル部材16との間で、或いは被加工材との間で放電される。
【0039】
電極Aを電極台12に取り付けた時、電極Aに形成した穴7の内部には冷却パイプ13の先端部分が挿入され、該冷却パイプ13を介して供給された冷却水は流通路14を通り、電極Aに配置された電極材5の裏面側に形成した突起8に衝突した後、電極Aの内面と接触して該電極Aを冷却する。その後、冷却水は通路21を通りインナーノズル部材16を冷却して外部に排出される。
【0040】
電極台12に取り付けられた電極Aにセンタリングストーン15が装着されている。この時、電極Aに形成されたガイド部2aの外周がセンタリングストーン15の内面と接触して案内される。この状態では、センタリングストーン15は単に電極Aのガイド部2aに接触されているに過ぎず、電極Aに対して何ら規制も行なってはいない。そして、インナーノズル部材16にインナーキャップ17を装着し、該インナーキャップ17を本体に固定されたノズル台24のネジ部24aに螺合することで電極Aを軸心18に略一致させるように規制することが可能である。
【0041】
また、アウターノズル部材30にアウターキャップ31を装着し、該アウターキャップ31を本体に取り付けられたトーチガード32に固定されたアウター連結キャップ33のネジ部33aに螺合した時、該アウターノズル部材30とインナーノズル部材16との間に二次気流室22が形成され、該二次気流室22に供給された二次ガスをインナーノズル部材16のノズル11aから噴射するメインアークの周囲にさや状に噴射することが可能である。
【0042】
二次気流室22に供給される二次ガスは、図2に示すように、通路34から電極台座9、絶縁ブロック25の各内部に形成された通路を経てアウターノズル部材30に装着された仕切部材35の内周面とインナーキャップ17の外周面との間に形成された通路36に連通し、アウターノズル部材30に形成された穴30aを経て二次気流室22に連通し、更にアウターノズル部材30のノズル11bに連通している。
【0043】
また、図2に示すように、通路37から電極台座9、絶縁ブロック25の各内部に形成された通路を経て仕切部材35の外周面とアウターキャップ31の内周面との間に形成された通路38に連通し、アウターノズル部材30に形成された穴30bを経て三次ガスを二次ガスの周囲にさや状に噴射することが可能である。
【0044】
次に、上記の如く構成されたプラズマトーチBの電極ガス供給路19に空気、窒素ガス、アルゴンガスから選択された電極ガスを供給する電極ガス供給系、及びプラズマガス供給路23にプラズマガスとしての酸素ガスを供給する酸素ガス供給系、の構成について図3により説明する。本実施例では、電極ガス供給路19に供給される電極ガスとして空気が選択されている。
【0045】
即ち、電極ガス供給系はエアコンプレッサー等や、窒素ガスボンベ或いはアルゴンガスボンベから選択された電極ガス供給装置41a、予め設定された圧力が作用すと検知して電気信号を発生する圧力スイッチ42a、電極ガス供給系の遮断及び開放を行う電磁弁43a、アキュムレータを含む空気用の圧力安定器44a、出力側の流量を検知して発生する電気信号によって圧力を調整することで流量を安定化させる流量調整器となる電空レギュレータ45aを有しており、これらを介してプラズマトーチBに構成された電極ガス供給路19に接続されている。
【0046】
また、酸素ガス供給系は、プラズマガス供給路23に対する酸素ガスの供給と、二次ガスとしての酸素ガスを供給する通路34に対する酸素ガスの供給と、三次ガスとしての酸素ガスを供給する通路37に対する酸素ガスの供給を行えるように構成されている。
【0047】
このため、酸素ガス供給系は工場配管や酸素ボンベ等からなる酸素ガス供給装置41b、予め設定された圧力が作用すと検知して電気信号を発生する圧力スイッチ42b、各通路23、34、37に対応して設けられた電磁弁43b〜43d、アキュムレータを含む酸素用の圧力安定器44b〜44d、出力側の流量を検知して発生する電気信号によって圧力を調整することで流量を安定化させる流量調整器となる電空レギュレータ45b〜45dを有しており、これらを介してプラズマトーチBに構成されたプラズマガス供給路23、及び二次ガスの通路34、三次ガスの通路37に接続されている。
【0048】
特に、二次ガスの通路34に対応する酸素ガス用の圧力安定器44cの下流側には電空レギュレータ45cが接続されており、更に、電空レギュレータ45cの下流側には逆止弁46が接続されている。
【0049】
上記の如く構成された電極ガス供給系及び酸素ガス供給系では、圧力安定器44a、44bや電空レギュレータ45a、45bを用いて夫々の供給圧を変化させることで、電極ガス供給路19に供給する空気(電極ガス)の流量、及び、又はプラズマガス供給路23に供給するプラズマガス(酸素ガス)の流量を変化させることが可能である。
【0050】
次に、上記の如く構成された電極Aを取り付けたプラズマトーチBを用いて本発明に係るプラズマ切断方法を実施する手順について図5により説明する。
【0051】
本発明に係るプラズマ切断方法では、電極ガスとして、空気、窒素ガス、アルゴンガスの中から選択されたガスを利用する。これらのガスのどれを選択するかは限定するものではなく、何れのガスを選択しても電極の耐久性を向上させることが可能である。しかし、本件発明者の知見では、電極材5としてハフニウムを用いた場合には空気を選択することが好ましく、電極材5としてタングステンを用いた場合には窒素ガス或いはアルゴンガスを選択することが好ましい。
【0052】
例えば、電極材5としてハフニウムを用いた電極Aでは、電極材5の周囲は僅かに酸化性雰囲気であることが好ましい。このため、前記電極Aによって被切断材を切断する場合、電極ガス通路6から先端面4側に空気を供給することによって、電極材5の周囲が僅かな酸化性雰囲気となり、ハフニウムの消耗を抑えて被切断材に於ける切断面の品質を確保することが可能である。
【0053】
また、電極材5としてタングステンを用いた電極Aでは、電極材5の周囲は非酸化性雰囲気であることが好ましい。このため、前記電極Aによって被切断材を切断する場合、電極ガス通路6から先端面4側に窒素ガス或いはアルゴンガスを供給することによって、電極材5の周囲を非酸化性雰囲気とすることが可能となる。そして、電極材5の周囲を非酸化性雰囲気とすることで、タングステンの消耗を抑えて被切断材に於ける切断面の品質を確保することが可能である。
【0054】
本実施例では電極Aの電極材5としてハフニウムを用いており、電極ガスとして空気を選択している。このため、電極ガス供給装置41aとしてエアコンプレッサーを利用している。
【0055】
プラズマトーチBの電極ガス供給路19に電極ガスを供給する際に、電極ガス供給系を構成する電空レギュレータ45aで電極ガスの流量を設定している。また、プラズマガス供給路23にプラズマガスを供給する際に、プラズマガス供給系を構成する電空レギュレータ45bで電極ガスの流量を設定している。そして、電磁弁43a、43bを適宜駆動することによって、電極ガス及びプラズマガスをプラズマトーチBに供給することが可能である。
【0056】
本発明では、電極ガスは、パイロットアークが形成される以前からプラズマトーチBの電極ガス供給路19に供給され、電極Aの電極ガス通路6を経てプラズマ室20に噴出して電極材5の周囲に不活性雰囲気を形成する(プリフロー)。また、電極ガスは、メインアークが形成されている間も供給され、電極材5の周囲の不活性雰囲気を継続すると共に、電極ガスとプラズマガスとが混合したガスによりメインアークが形成される。更に、電極ガスは、メインアークが遮断された後も供給され、電極材5の周囲の不活性雰囲気を継続すると共に電極材5の冷却に寄与する(アフターフロー)。
【0057】
具体的には、図5に示すように、パイロットアークの形成に先立って電極ガス供給系を構成する電磁弁43aを開放して電極ガスのプリフローを行う。このプリフローによってプラズマ室20は空気で充満されることとなり、電極Aの先端面4に埋設された電極材5の周囲は不活性雰囲気となる。
【0058】
プラズマトーチBに対する電極ガスの供給を継続した状態で、酸素ガス供給系を構成する電磁弁43bを開放すると、酸素ガス供給装置41bから供給され、電空レギュレータ45bによって流量が設定された酸素ガスが、プラズマガス供給路23に供給される。同時に電極Aとインナーノズル部材16の間に、及び電極Aと被切断材との間に通電され、パイロットアークが形成される。
【0059】
パイロットアークはノズル11aから吹き出されて被加工材と接触したとき、メインアークに切り替えられ、同時に電極Aとインナーノズル部材16の間の通電が遮断されてパイロットアークが消去される。
【0060】
メインアークが形成されたとき、プラズマ室20の内部は酸素ガスからなるプラズマガスと空気からなる電極ガスとが混在することとなる。しかし、電極ガス通路6が電極Aの先端面4に開口しているため、電極材5の周囲は電極ガス通路6から継続して供給される電極ガスにより不活性な雰囲気が存続する。
【0061】
被切断材に対する目的のプラズマ切断が終了したとき、電極Aと被切断材との間の通電が遮断され、同時に酸素ガスの供給が停止する。しかし、電極ガスのプラズマトーチBに対する供給は継続して行われることでアフターフローが継続する。この電極ガスのアフターフローにより、電極材5の周囲の不活性雰囲気が継続すると共に、電極Aの冷却が促進される。
【0062】
上記の如く、本発明では、電極Aに該電極Aの胴部2を貫通させて電極ガス通路を形成し、この電極ガス通路6から先端面4側に、空気、窒素ガス、アルゴンガスの中から選択されたガスを供給することによって、電極ガスによる電極Aの胴部を内部側から冷却することが可能となるため、電極Aの耐久性を向上させることが可能である。
【0063】
また、電極ガス通路6が電極Aの先端面4に開口しているため、電極材5の周囲に電極ガスによる不活性雰囲気を形成して高酸化雰囲気となることを防ぐことが可能となり、電極材5の耐久性を向上させ、これに伴って電極Aの耐久性を向上させることが可能である。
【0064】
本件発明者は、電極材としてハフニウムを用いた電極を使用し、プラズマトーチの出力を400アンペア(A)とし、メインアークを形成する際の全ガス流量を40L/minに設定して該流量に対する電極ガスの比率0%〜30%の範囲で変化させ、メインアークを1分間形成して被切断材を切断し、その後、30秒停止させることを繰り返し、電極が寿命に達する回数と切断面の品質とを比較する耐久実験を行った。
【0065】
電極ガスを全く供給せず(0%)、酸素ガスのみでメインアークを形成したとき、耐久回数は181回であり切断性(切断速度)は略満足し得る結果を得た。
【0066】
全ガス流量に対し電極ガスを5%供給し酸素ガスを95%としたとき、耐久回数は193回に向上し、切断性は略満足し得る結果を得た。
【0067】
全ガス流量に対し電極ガスを10%供給し酸素ガスを90%としたとき、耐久回数は246回と大幅に向上し、切断性は充分に満足し得る結果を得た。
【0068】
全ガス流量に対し電極ガスを15%供給し酸素ガスを85%としたとき、耐久回数は262回と大幅に向上し、切断性は充分に満足し得る結果を得た。
【0069】
全ガス流量に対し電極ガスを20%供給し酸素ガスを80%としたとき、耐久回数は231回と大幅に向上し、切断性は略満足し得る結果を得た。
【0070】
全ガス流量に対し電極ガスを25%供給し酸素ガスを75%としたとき、耐久回数は187回となり、切断性は略満足し得る結果を得た。
【0071】
全ガス流量に対し電極ガスを30%供給し酸素ガスを70%としたとき、耐久回数は127回に減少し、切断性は満足し得ないという結果を得た。
【0072】
上記実験の結果、電極ガスの流量は、被切断材を切断する際のメインアークを形成するための全ガス流量(プラズマガス流量と電極ガス流量との和)に対し、5%〜25%の範囲にあることが好ましく、10%〜15%の範囲であることがより好ましいといえる。
【0073】
電極ガスの流量を増加させたとき、耐久性が低下する原因は、電極Aの先端面4に於ける電極ガスの流速が大きくなり、この結果、電極材5に吸引力が作用して埋設された電極材5が吸い出されるためである。
【産業上の利用可能性】
【0074】
本発明に係るプラズマ切断方法は、特許文献2、3に記載したプラズマトーチ、電極に利用して有利である。
【符号の説明】
【0075】
A 電極
B プラズマトーチ
1 取付部
1a ネジ部
1b 直線部
1c 曲面部
2 胴部
2a ガイド部
2b 段部
2c テーパ部
3 溝
4 先端面
5 電極材
6 電極ガス通路
7 穴
8 突起
9 電極台座
11a、11b ノズル
12 電極台
13 冷却パイプ
14 流通路
15 センタリングストーン
16 インナーノズル部材
17 インナーキャップ
19 電極ガス供給路
20 プラズマ室
21、26、28、29
通路
22 二次気流室
23 プラズマガス供給路
24 ノズル台
30 アウターノズル部材
31 アウターキャップ
41a 電極ガス供給装置
41b 酸素供給装置
42a、42 圧力スイッチ
43a〜43d 電磁弁
44a〜44d 圧力安定器
45a〜45d 電空レギュレータ
46 逆止弁
【特許請求の範囲】
【請求項1】
胴部を貫通して一端が先端面に開口する電極ガス通路を有する電極と、
前記電極との間にパイロットアークを形成するノズルと、
前記電極の電極ガス通路に電極ガスを供給する電極ガス供給路と、
前記電極ガス供給路とは独立して構成され前記電極とノズルとの間に形成された空間にプラズマガスを供給するプラズマガス供給路と、を有するプラズマトーチを用い、
前記電極ガス供給路から電極の電極ガス通路に空気又は窒素ガス或いはアルゴンガスからなる電極ガスを供給し、パイロットアーク及びメインアークの形成と同期してプラズマガス供給路から酸素ガスからなるプラズマガスを供給して該プラズマガスと電極ガスとの混合ガスからなるメインアークによって被切断材を切断するプラズマ切断方法であって、
パイロットアークを形成する以前からメインアークを遮断した後まで、前記電極ガス供給路から電極の電極ガス通路に電極ガスを供給する
ことを特徴とするプラズマ切断方法。
【請求項2】
被切断材を切断する際の前記電極ガスは、該電極ガスとプラズマガスの合計量に対し5%〜25%の範囲にある
ことを特徴とする請求項1に記載したプラズマ切断方法。
【請求項1】
胴部を貫通して一端が先端面に開口する電極ガス通路を有する電極と、
前記電極との間にパイロットアークを形成するノズルと、
前記電極の電極ガス通路に電極ガスを供給する電極ガス供給路と、
前記電極ガス供給路とは独立して構成され前記電極とノズルとの間に形成された空間にプラズマガスを供給するプラズマガス供給路と、を有するプラズマトーチを用い、
前記電極ガス供給路から電極の電極ガス通路に空気又は窒素ガス或いはアルゴンガスからなる電極ガスを供給し、パイロットアーク及びメインアークの形成と同期してプラズマガス供給路から酸素ガスからなるプラズマガスを供給して該プラズマガスと電極ガスとの混合ガスからなるメインアークによって被切断材を切断するプラズマ切断方法であって、
パイロットアークを形成する以前からメインアークを遮断した後まで、前記電極ガス供給路から電極の電極ガス通路に電極ガスを供給する
ことを特徴とするプラズマ切断方法。
【請求項2】
被切断材を切断する際の前記電極ガスは、該電極ガスとプラズマガスの合計量に対し5%〜25%の範囲にある
ことを特徴とする請求項1に記載したプラズマ切断方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−78781(P2013−78781A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−219869(P2011−219869)
【出願日】平成23年10月4日(2011.10.4)
【出願人】(000185374)小池酸素工業株式会社 (64)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月4日(2011.10.4)
【出願人】(000185374)小池酸素工業株式会社 (64)
【Fターム(参考)】
[ Back to top ]