
プラズマ溶接トーチ
【課題】電極の消耗を抑制することができるプラズマ溶接トーチを提供する。
【解決手段】プラズマ溶接トーチ1は、被加工物5との間でメインアークを発生させる電極2と、電極2と内周面3aとの間でパイロットアークを発生させるプラズマノズル3とを備える。電極2は根元部2bから先端2cに向かって縮径する電極テーパ部2dを有し、プラズマノズル3は電極テーパ部2dの周囲に被加工物5側に向かって縮径するように形成されたノズルテーパ部3bを有し、根元部2bと内周面3aとの間の距離が電極2と内周面3aとの間で最も短くなるように形成されている。
【解決手段】プラズマ溶接トーチ1は、被加工物5との間でメインアークを発生させる電極2と、電極2と内周面3aとの間でパイロットアークを発生させるプラズマノズル3とを備える。電極2は根元部2bから先端2cに向かって縮径する電極テーパ部2dを有し、プラズマノズル3は電極テーパ部2dの周囲に被加工物5側に向かって縮径するように形成されたノズルテーパ部3bを有し、根元部2bと内周面3aとの間の距離が電極2と内周面3aとの間で最も短くなるように形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プラズマ溶接トーチに関する。
【背景技術】
【0002】
従来より、プラズマ溶接が行われている。プラズマ溶接は、熱集中性に優れ、溶込みが深く幅も狭い溶接ビードが得られることが知られている。
【0003】
プラズマ溶接は、電極と、電極の先端部分に電極を囲うように電極と同軸に設けられると共に、電極と絶縁されたプラズマノズルとを備え、電極とノズルの間にプラズマガスが供給されるプラズマ溶接トーチが用いられる(特許文献1参照)。
【0004】
プラズマ溶接トーチを用いたプラズマ溶接では、プラズマアークの発生に伴う電極の消耗を緩和するために、まず、電圧により電極とプラズマノズルとの間に絶縁破壊を起こし、パイロットアークを発生させる方法がある。
【0005】
そして、発生したパイロットアークは、電極とプラズマノズルとの間に供給されるプラズマガスの流れに従って移動する。パイロットアークの電極側放電点である陰極点は、電極の先端に移動する。一方、プラズマノズル側放電点である陽極点は、プラズマノズルの内周をノズル出口に移動する。
【0006】
そして、パイロットアークの先導によって被加工物との間に電気的導通が確保され、メインアークが形成される。その後、プラズマノズルにつながるパイロットアークの給電を遮断することにより、メインアークだけの放電状態にし、溶接が可能な状態にする。尚、メインアークを形成する際、パイロットアークの給電は必ずしも遮断しなくともよい。
【0007】
さらに、メインアークを容易に発生させ、アークの直進性を向上させるために、電極の先端側に向かって縮径する円錐状のテーパ部を有するプラズマ溶接トーチも知られている(特許文献2参照)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】実開平6−66876号公報
【特許文献2】特開平11−309581号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1記載のプラズマ溶接トーチは、電極の先端にメインアークの陰極点を発生できる電極材料と、電極材料の周囲にパイロットアークの移動を加速させる金属層とを有する電極を備え、構成が複雑になるという不都合がある。
【0010】
特許文献2記載のプラズマ溶接トーチは、電極の先端がプラズマノズルと最も近い位置に設けられているので、パイロットアークの点孤により発生する陰極点がメインアークの陰極点と同じ電極の先端に発生する。そのため、陰極点の範囲が狭く、電極の先端におけるアークの熱集中により、電極の消耗が激しいという不都合を生じる。
【0011】
そこで、本発明は、かかる不都合を解消し、電極の消耗を抑制することができるプラズマ溶接トーチを提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は、被加工物との間でメインアークを発生させる電極と、該電極を囲うように該電極と同軸に内周面が設けられて該電極と該内周面との間でパイロットアークを発生させるプラズマノズルと、該電極と該プラズマノズルとの間に設けられ、該パイロットアークの陰極点を該電極の先端に移動させ、該被加工物側に噴出して該パイロットアークの助けにより該電極と該被加工物との間で導通させて該メインアークを発生させるプラズマガスが流れるプラズマガス流路とを備えたプラズマ溶接トーチにおいて、該電極は、円柱状の電極柱部と、該電極柱部と同径の根元部から該電極の先端に向かって縮径する電極テーパ部とを有し、該プラズマノズルの内周面は、該電極テーパ部の周囲に該被加工物側に向かって縮径するように形成されたノズルテーパ部を有し、該電極テーパ部の根元部と該プラズマノズルの内周面との間の距離が該電極と該プラズマノズルの内周面との間で最も短いことを特徴とする。
【0013】
本発明のプラズマ溶接トーチは、電極テーパ部の根元部とプラズマノズルの内周面との間の距離が電極とプラズマノズルの内周面との間で最も短いので、パイロットアークが電極テーパ部の根元部とプラズマノズルの内周面との間に発生する。
【0014】
本発明のプラズマ溶接トーチによれば、まず、パイロットアークを点孤させることにより、発生するパイロットアークの陰極点は電極テーパ部の根元部に形成される。
【0015】
次に、電極とプラズマノズルとの間のプラズマガス流路を流れるプラズマガスの流れにより、パイロットアークの陰極点を電極テーパ部の先端に移動させる。一方、プラズマノズル側の陽極点を、プラズマノズルの内周を被加工物側に移動させる。
【0016】
次に、プラズマガスの流れにより、陰極点を電極テーパ部の先端に有するパイロットアークを被加工物側に噴出させ、パイロットアークの助けにより電極と被加工物との間に電気的導通を確保してメインアークを形成する。
【0017】
そして、メインアークを被加工物に噴出させた状態を維持し、パイロットアークを消孤させ、メインアークによるプラズマ溶接を可能な状態にする。
【0018】
本発明のプラズマ溶接トーチによれば、パイロットアークの点孤により発生する陰極点は、メインアークの陰極点が生じる電極テーパ部の先端よりも表面積が大きい電極テーパ部の根元部に形成される。
【0019】
そのため、パイロットアークの陰極点における熱集中は、パイロットアークの点孤により発生する陰極点が根元部に形成されるので、電極テーパ部の先端に形成された場合と比較して、パイロットアークの陰極点における熱集中が緩和される。従って、パイロットアークの点孤による電極の消耗を抑制することができる。
【0020】
また、冷陰極アークであるパイロットアークの陰極点を電極テーパ部の先端に移動させた後、パイロットアークを被加工物側に噴出させた状態を維持し、熱陰極アークであるメインアークを発生させることによる電極の消耗は、パイロットアークを発生させることによる電極の消耗と比較して非常に小さい。従って、電極テーパ部の先端において、メインアークを発生させることによる電極の消耗を抑制することができる。
【0021】
従って、電極の消耗を抑制することができるので、電極の寿命を長くすることができる。この結果、電極の研磨や交換頻度を低減化することができる。
【0022】
本発明のプラズマ溶接トーチにおいて、前記プラズマノズルのノズルテーパ部のテーパ角が前記電極の電極テーパ部のテーパ角よりも小さく、該電極の根元部が該プラズマノズルのノズルテーパ部の内部に位置することが好ましい。
【0023】
本発明のプラズマ溶接トーチによれば、電極テーパ部の根元部とプラズマノズルのノズルテーパ部との間のプラズマガス通路が最も狭くなる。
【0024】
そして、電極テーパ部の根元部とプラズマノズルのノズルテーパ部との間のプラズマガス通路を通過するプラズマガスの流速は、通過前のプラズマガスの流速と比較して速くなる。
【0025】
そのため、電極テーパ部の根元部とプラズマノズルのノズルテーパ部との間のプラズマガス通路を通過したプラズマガスにより、溶接時に被加工物から飛来するスパッタ粒子がトーチ内の電極やプラズマノズルの内周面に付着することを防止することができる。
【0026】
従って、スパッタ粒子が電極やプラズマノズルの内周面に付着することにより生じるアーク切れを抑制することができる。この結果、電極の消耗を抑制すると共に、アーク切れを抑制することができるので、アーク及び溶接品質を長期間安定化させることができる。
【図面の簡単な説明】
【0027】
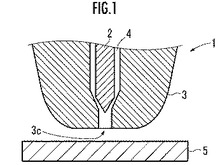
【図1】本実施形態に係るプラズマ溶接トーチの一構成例の要部を示す断面図。
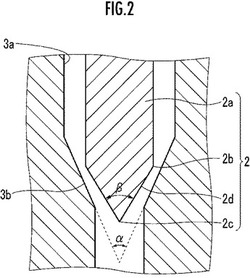
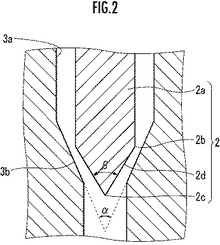
【図2】図1の電極テーパ部とノズルテーパ部の拡大断面図。
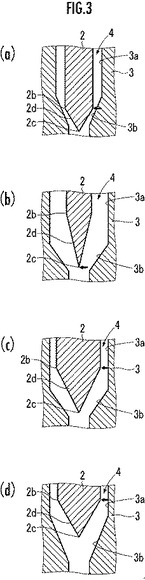
【図3】実施例及び比較例1〜3の電極テーパ部とノズルテーパ部の拡大断面図。
【発明を実施するための形態】
【0028】
次に、添付の図面を参照しながら本発明の実施の形態についてさらに詳しく説明する。
【0029】
図1及び図2に示すように、プラズマ溶接トーチ1は、電極2と、電極2と絶縁されたプラズマノズル3と、電極2とプラズマノズル3との間にプラズマガスが供給されるプラズマガス通路4とを備える。
【0030】
電極2は、図示しないトーチ本体の軸芯部に設けられた円柱状の電極柱部2aと、電極柱部2aと同径の根元部2bから電極2の先端2cに向かって縮径して円錐状に形成された電極テーパ部2dとから構成される。電極2の電極テーパ部2dは電極2と同軸に設けられ、電極2の電極テーパ部2dの根元部2bは電極2の先端部2cと反対側の電極テーパ部2dの終端で円周状に形成されている。
【0031】
電極2は、電極2とプラズマノズル3との間でパイロットアークを発生させるため、プラズマノズル3との間に、図示しないパイロットアーク用電源が接続される。また、電極2は、電極2と被加工物5との間でメインアークを発生させるために、被加工物5との間に、図示しないメインアーク用電源が接続される。
【0032】
電極2は、パイロットアーク及びメインアークを発生させることができる材料で形成され、電極材料としては、例えば、タングステン等が挙げられる。
【0033】
プラズマノズル3は、図示しないトーチ本体に支持され、電極2を囲うように電極2と同軸に内周面3aが形成されている。プラズマノズル3の内周面3aは、電極テーパ部2dの周囲に被加工物5側に向かって縮径するように形成されたノズルテーパ部3bを有するように構成されている。
【0034】
プラズマノズル3は、被加工物5側先端部にノズル穴3cが形成されている。発生したアークは、プラズマガスにより、ノズル穴3cを介して被加工物5に噴出させられる。
【0035】
電極2とプラズマノズル3との間には、トーチ1に供給されたプラズマガスが流れるプラズマガス流路4が形成されている。プラズマガス流路4は、電極テーパ部2dの根元部2bとプラズマノズル3のノズルテーパ部3bとの間の距離が電極2とプラズマノズル3の内周面3aとの間で最も短くなるように形成されている。
【0036】
具体的に、電極2とプラズマノズル3は、プラズマノズル3のノズルテーパ部3bのテーパ角(α)が電極2の電極テーパ部2dのテーパ角(β)よりも小さく、かつ、電極2の根元部2bがプラズマノズル3のノズルテーパ部3bの内部に位置するように形成されている。
【0037】
次に、本実施形態に係るプラズマ溶接トーチ1の使用方法について説明する。
【0038】
本実施形態に係るプラズマ溶接トーチ1では、まず、パイロットアークを電極2とプラズマノズル3の内周面3aとの間に発生させる。パイロットアークを発生させることにより、根元部2bとノズルテーパ部3bとの間の距離が電極2とプラズマノズル3の内周面3aとの間で最短であるので、パイロットアークの陰極点が電極2の根元部2bに、陽極点がプラズマノズル3のノズルテーパ部3bに発生する。
【0039】
次に、プラズマガス流路4を流れるプラズマガスの流れに従い、パイロットアークをプラズマ流路4の下流側に移動させる。パイロットアークの移動により、パイロットアークの陰極点を電極テーパ部2dの先端2cに移動させる。このとき、プラズマノズル3側の陽極点も、ノズルテーパ部3bの内周面に沿って被加工物5側のノズル穴3cにまで移動する。
【0040】
さらに、プラズマガスの流れにより、陰極点を電極テーパ部2dの先端2cに有するパイロットアークを被加工物5側にノズル穴3cを介して噴出させる。ノズル穴3cを介して噴出させられたパイロットアークの助けにより、電極2と被加工物5との間に電気的導通が確保され、メインアークが形成される。
【0041】
そして、パイロットアークを消孤し、メインアークを被加工物5に噴出させた状態を維持する。メインアークが被加工物5に噴出した状態を維持することにより、被加工物5に対してメインアークによるプラズマ溶接が可能となる。メインアークの維持は、電極2と被加工物5との間に設けられたメインアーク用電源を用いて、電極2と被加工物5との間にメインアークの発生を維持する電圧を印加することにより行う。本実施形態では、パイロットアークを消孤したが、必ずしもパイロットアークを消孤しなくともよい。
【0042】
尚、電極テーパ部は、根元部から電極の先端に向かって縮径して円錐状に形成されているので、アークを容易に発生させ、アークの直進性を向上させることができる。
【0043】
次に、本発明の実施例及び比較例を示す。
【0044】
本発明の実施例は、電極柱部2aの電極径を2.4mm、電極柱部2a周囲のプラズマノズル3の内径を4.0mm、ノズル穴3cの径を1.4mm、ノズルテーパ部3bのテーパ角(α)を20°、電極テーパ部2dのテーパ角(β)を35°とするプラズマ溶接トーチを作成した。
【0045】
図3(a)に示すように、本発明の実施例では、電極テーパ部2dの根元部2bとプラズマノズル3のノズルテーパ部3bとの間の距離が電極2とプラズマノズル3の内周面3aとの間で最も短くなり、電極テーパ部2dの根元部2bとノズルテーパ部3bとの間のプラズマガス流路4を絞るように形成された。そして、パイロットアークの点孤により発生した陰極点の位置は、電極2の根元部2bであった。
【0046】
比較例1は、電極柱部2aの電極径、電極柱部2a周囲のプラズマノズル3の内径及びノズル穴3cの径を実施例と同様に形成し、ノズルテーパ部3bのテーパ角(α)を40°、電極テーパ部2dのテーパ角(β)を15°とするプラズマ溶接トーチを作成した。
【0047】
図3(b)に示すように、比較例1では、電極テーパ部2dの先端部2cとプラズマノズル3のノズルテーパ部3bとの間の距離が電極2とプラズマノズル3の内周面3aとの間で最も短くなるように形成された。そして、パイロットアークの点孤により発生した陰極点の位置は、電極テーパ部2dの先端部2cであった。
【0048】
比較例2は、電極柱部2aの電極径を3.0mm、電極柱部2a周囲のプラズマノズル3の内径を4.0mm、ノズル穴3cの径を2.0mm、ノズルテーパ部3bのテーパ角(α)を25°、電極テーパ部2dのテーパ角(β)を20°とするプラズマ溶接トーチを作成した。
【0049】
図3(c)に示すように、比較例2では、電極テーパ部2dの根元部2bとプラズマノズル3の電極柱部2aを囲う内周面3aとの間の距離が電極2とプラズマノズル3の内周面3aとの間で最も短くなるように形成された。そして、パイロットアークの点孤により発生した陰極点の位置は、電極テーパ部2dの根元部2bであった。
【0050】
比較例3は、電極柱部2aの電極径を3.0mm、電極柱部2a周囲のプラズマノズル3の内径を4.0mm、ノズル穴3cの径を1.4mm、ノズルテーパ部3bのテーパ角(α)を20°、電極テーパ部2dのテーパ角(β)を30°とするプラズマ溶接トーチを作成した。
【0051】
図3(d)に示すように、比較例3では、電極テーパ部2dの根元部2bとプラズマノズル3の電極柱部2aを囲う内周面3aとの間の距離が電極2とプラズマノズル3の内周面3aとの間で最も短くなり、かつ、電極2の先端2cから被加工物5までの距離が実施例及び比較例1〜2と比較して長く形成された。そして、パイロットアークの点孤により発生した陰極点の位置は、電極テーパ部2dの根元部2bであった。
【0052】
表1に、実施例及び比較例1〜比較例3のプラズマ溶接トーチを使用した結果、電極寿命、トーチ内でのスパッタ粒子の付着によるアーク切れ、及びメインアークの安定性について示す。
【表1】

【0053】
表1に示すように、実施例では、電極寿命が長くなり、スパッタ粒子の付着によるアーク切れが発生せず、安定したメインアークの点孤が認められた。
【0054】
これに対して、パイロットアークの点孤により発生した陰極点の位置が電極2の先端2cであった比較例1は、電極2の先端2cの消耗が激しく、電極寿命が短縮化した。また、発生した陰極点の位置が電極2の根元部2bであった比較例2及び3は、著しい電極の消耗は観察されなかった。
【0055】
また、電極テーパ部2dの根元部2bとノズルテーパ部3bとの間でプラズマガス流路4で流路が絞られた構成に該当しない比較例1〜3では、トーチ内の電極2やプラズマノズル3の内周面3aにスパッタ粒子が付着し、アーク切れが発生した。
【0056】
さらに、電極2の先端2cから被加工物5までの距離が実施例及び比較例1〜2と比較して長い比較例3では、メインアークの着火性が著しく低下した。
【符号の説明】
【0057】
1…プラズマ溶接トーチ、2…電極、2a…電極柱部、2b…根元部、2c…先端部、2d…電極テーパ部、3…プラズマノズル、3a…円周部、3b…ノズルテーパ部、4…プラズマガス流路、5…被加工物。
【技術分野】
【0001】
本発明は、プラズマ溶接トーチに関する。
【背景技術】
【0002】
従来より、プラズマ溶接が行われている。プラズマ溶接は、熱集中性に優れ、溶込みが深く幅も狭い溶接ビードが得られることが知られている。
【0003】
プラズマ溶接は、電極と、電極の先端部分に電極を囲うように電極と同軸に設けられると共に、電極と絶縁されたプラズマノズルとを備え、電極とノズルの間にプラズマガスが供給されるプラズマ溶接トーチが用いられる(特許文献1参照)。
【0004】
プラズマ溶接トーチを用いたプラズマ溶接では、プラズマアークの発生に伴う電極の消耗を緩和するために、まず、電圧により電極とプラズマノズルとの間に絶縁破壊を起こし、パイロットアークを発生させる方法がある。
【0005】
そして、発生したパイロットアークは、電極とプラズマノズルとの間に供給されるプラズマガスの流れに従って移動する。パイロットアークの電極側放電点である陰極点は、電極の先端に移動する。一方、プラズマノズル側放電点である陽極点は、プラズマノズルの内周をノズル出口に移動する。
【0006】
そして、パイロットアークの先導によって被加工物との間に電気的導通が確保され、メインアークが形成される。その後、プラズマノズルにつながるパイロットアークの給電を遮断することにより、メインアークだけの放電状態にし、溶接が可能な状態にする。尚、メインアークを形成する際、パイロットアークの給電は必ずしも遮断しなくともよい。
【0007】
さらに、メインアークを容易に発生させ、アークの直進性を向上させるために、電極の先端側に向かって縮径する円錐状のテーパ部を有するプラズマ溶接トーチも知られている(特許文献2参照)。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】実開平6−66876号公報
【特許文献2】特開平11−309581号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1記載のプラズマ溶接トーチは、電極の先端にメインアークの陰極点を発生できる電極材料と、電極材料の周囲にパイロットアークの移動を加速させる金属層とを有する電極を備え、構成が複雑になるという不都合がある。
【0010】
特許文献2記載のプラズマ溶接トーチは、電極の先端がプラズマノズルと最も近い位置に設けられているので、パイロットアークの点孤により発生する陰極点がメインアークの陰極点と同じ電極の先端に発生する。そのため、陰極点の範囲が狭く、電極の先端におけるアークの熱集中により、電極の消耗が激しいという不都合を生じる。
【0011】
そこで、本発明は、かかる不都合を解消し、電極の消耗を抑制することができるプラズマ溶接トーチを提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明は、被加工物との間でメインアークを発生させる電極と、該電極を囲うように該電極と同軸に内周面が設けられて該電極と該内周面との間でパイロットアークを発生させるプラズマノズルと、該電極と該プラズマノズルとの間に設けられ、該パイロットアークの陰極点を該電極の先端に移動させ、該被加工物側に噴出して該パイロットアークの助けにより該電極と該被加工物との間で導通させて該メインアークを発生させるプラズマガスが流れるプラズマガス流路とを備えたプラズマ溶接トーチにおいて、該電極は、円柱状の電極柱部と、該電極柱部と同径の根元部から該電極の先端に向かって縮径する電極テーパ部とを有し、該プラズマノズルの内周面は、該電極テーパ部の周囲に該被加工物側に向かって縮径するように形成されたノズルテーパ部を有し、該電極テーパ部の根元部と該プラズマノズルの内周面との間の距離が該電極と該プラズマノズルの内周面との間で最も短いことを特徴とする。
【0013】
本発明のプラズマ溶接トーチは、電極テーパ部の根元部とプラズマノズルの内周面との間の距離が電極とプラズマノズルの内周面との間で最も短いので、パイロットアークが電極テーパ部の根元部とプラズマノズルの内周面との間に発生する。
【0014】
本発明のプラズマ溶接トーチによれば、まず、パイロットアークを点孤させることにより、発生するパイロットアークの陰極点は電極テーパ部の根元部に形成される。
【0015】
次に、電極とプラズマノズルとの間のプラズマガス流路を流れるプラズマガスの流れにより、パイロットアークの陰極点を電極テーパ部の先端に移動させる。一方、プラズマノズル側の陽極点を、プラズマノズルの内周を被加工物側に移動させる。
【0016】
次に、プラズマガスの流れにより、陰極点を電極テーパ部の先端に有するパイロットアークを被加工物側に噴出させ、パイロットアークの助けにより電極と被加工物との間に電気的導通を確保してメインアークを形成する。
【0017】
そして、メインアークを被加工物に噴出させた状態を維持し、パイロットアークを消孤させ、メインアークによるプラズマ溶接を可能な状態にする。
【0018】
本発明のプラズマ溶接トーチによれば、パイロットアークの点孤により発生する陰極点は、メインアークの陰極点が生じる電極テーパ部の先端よりも表面積が大きい電極テーパ部の根元部に形成される。
【0019】
そのため、パイロットアークの陰極点における熱集中は、パイロットアークの点孤により発生する陰極点が根元部に形成されるので、電極テーパ部の先端に形成された場合と比較して、パイロットアークの陰極点における熱集中が緩和される。従って、パイロットアークの点孤による電極の消耗を抑制することができる。
【0020】
また、冷陰極アークであるパイロットアークの陰極点を電極テーパ部の先端に移動させた後、パイロットアークを被加工物側に噴出させた状態を維持し、熱陰極アークであるメインアークを発生させることによる電極の消耗は、パイロットアークを発生させることによる電極の消耗と比較して非常に小さい。従って、電極テーパ部の先端において、メインアークを発生させることによる電極の消耗を抑制することができる。
【0021】
従って、電極の消耗を抑制することができるので、電極の寿命を長くすることができる。この結果、電極の研磨や交換頻度を低減化することができる。
【0022】
本発明のプラズマ溶接トーチにおいて、前記プラズマノズルのノズルテーパ部のテーパ角が前記電極の電極テーパ部のテーパ角よりも小さく、該電極の根元部が該プラズマノズルのノズルテーパ部の内部に位置することが好ましい。
【0023】
本発明のプラズマ溶接トーチによれば、電極テーパ部の根元部とプラズマノズルのノズルテーパ部との間のプラズマガス通路が最も狭くなる。
【0024】
そして、電極テーパ部の根元部とプラズマノズルのノズルテーパ部との間のプラズマガス通路を通過するプラズマガスの流速は、通過前のプラズマガスの流速と比較して速くなる。
【0025】
そのため、電極テーパ部の根元部とプラズマノズルのノズルテーパ部との間のプラズマガス通路を通過したプラズマガスにより、溶接時に被加工物から飛来するスパッタ粒子がトーチ内の電極やプラズマノズルの内周面に付着することを防止することができる。
【0026】
従って、スパッタ粒子が電極やプラズマノズルの内周面に付着することにより生じるアーク切れを抑制することができる。この結果、電極の消耗を抑制すると共に、アーク切れを抑制することができるので、アーク及び溶接品質を長期間安定化させることができる。
【図面の簡単な説明】
【0027】
【図1】本実施形態に係るプラズマ溶接トーチの一構成例の要部を示す断面図。
【図2】図1の電極テーパ部とノズルテーパ部の拡大断面図。
【図3】実施例及び比較例1〜3の電極テーパ部とノズルテーパ部の拡大断面図。
【発明を実施するための形態】
【0028】
次に、添付の図面を参照しながら本発明の実施の形態についてさらに詳しく説明する。
【0029】
図1及び図2に示すように、プラズマ溶接トーチ1は、電極2と、電極2と絶縁されたプラズマノズル3と、電極2とプラズマノズル3との間にプラズマガスが供給されるプラズマガス通路4とを備える。
【0030】
電極2は、図示しないトーチ本体の軸芯部に設けられた円柱状の電極柱部2aと、電極柱部2aと同径の根元部2bから電極2の先端2cに向かって縮径して円錐状に形成された電極テーパ部2dとから構成される。電極2の電極テーパ部2dは電極2と同軸に設けられ、電極2の電極テーパ部2dの根元部2bは電極2の先端部2cと反対側の電極テーパ部2dの終端で円周状に形成されている。
【0031】
電極2は、電極2とプラズマノズル3との間でパイロットアークを発生させるため、プラズマノズル3との間に、図示しないパイロットアーク用電源が接続される。また、電極2は、電極2と被加工物5との間でメインアークを発生させるために、被加工物5との間に、図示しないメインアーク用電源が接続される。
【0032】
電極2は、パイロットアーク及びメインアークを発生させることができる材料で形成され、電極材料としては、例えば、タングステン等が挙げられる。
【0033】
プラズマノズル3は、図示しないトーチ本体に支持され、電極2を囲うように電極2と同軸に内周面3aが形成されている。プラズマノズル3の内周面3aは、電極テーパ部2dの周囲に被加工物5側に向かって縮径するように形成されたノズルテーパ部3bを有するように構成されている。
【0034】
プラズマノズル3は、被加工物5側先端部にノズル穴3cが形成されている。発生したアークは、プラズマガスにより、ノズル穴3cを介して被加工物5に噴出させられる。
【0035】
電極2とプラズマノズル3との間には、トーチ1に供給されたプラズマガスが流れるプラズマガス流路4が形成されている。プラズマガス流路4は、電極テーパ部2dの根元部2bとプラズマノズル3のノズルテーパ部3bとの間の距離が電極2とプラズマノズル3の内周面3aとの間で最も短くなるように形成されている。
【0036】
具体的に、電極2とプラズマノズル3は、プラズマノズル3のノズルテーパ部3bのテーパ角(α)が電極2の電極テーパ部2dのテーパ角(β)よりも小さく、かつ、電極2の根元部2bがプラズマノズル3のノズルテーパ部3bの内部に位置するように形成されている。
【0037】
次に、本実施形態に係るプラズマ溶接トーチ1の使用方法について説明する。
【0038】
本実施形態に係るプラズマ溶接トーチ1では、まず、パイロットアークを電極2とプラズマノズル3の内周面3aとの間に発生させる。パイロットアークを発生させることにより、根元部2bとノズルテーパ部3bとの間の距離が電極2とプラズマノズル3の内周面3aとの間で最短であるので、パイロットアークの陰極点が電極2の根元部2bに、陽極点がプラズマノズル3のノズルテーパ部3bに発生する。
【0039】
次に、プラズマガス流路4を流れるプラズマガスの流れに従い、パイロットアークをプラズマ流路4の下流側に移動させる。パイロットアークの移動により、パイロットアークの陰極点を電極テーパ部2dの先端2cに移動させる。このとき、プラズマノズル3側の陽極点も、ノズルテーパ部3bの内周面に沿って被加工物5側のノズル穴3cにまで移動する。
【0040】
さらに、プラズマガスの流れにより、陰極点を電極テーパ部2dの先端2cに有するパイロットアークを被加工物5側にノズル穴3cを介して噴出させる。ノズル穴3cを介して噴出させられたパイロットアークの助けにより、電極2と被加工物5との間に電気的導通が確保され、メインアークが形成される。
【0041】
そして、パイロットアークを消孤し、メインアークを被加工物5に噴出させた状態を維持する。メインアークが被加工物5に噴出した状態を維持することにより、被加工物5に対してメインアークによるプラズマ溶接が可能となる。メインアークの維持は、電極2と被加工物5との間に設けられたメインアーク用電源を用いて、電極2と被加工物5との間にメインアークの発生を維持する電圧を印加することにより行う。本実施形態では、パイロットアークを消孤したが、必ずしもパイロットアークを消孤しなくともよい。
【0042】
尚、電極テーパ部は、根元部から電極の先端に向かって縮径して円錐状に形成されているので、アークを容易に発生させ、アークの直進性を向上させることができる。
【0043】
次に、本発明の実施例及び比較例を示す。
【0044】
本発明の実施例は、電極柱部2aの電極径を2.4mm、電極柱部2a周囲のプラズマノズル3の内径を4.0mm、ノズル穴3cの径を1.4mm、ノズルテーパ部3bのテーパ角(α)を20°、電極テーパ部2dのテーパ角(β)を35°とするプラズマ溶接トーチを作成した。
【0045】
図3(a)に示すように、本発明の実施例では、電極テーパ部2dの根元部2bとプラズマノズル3のノズルテーパ部3bとの間の距離が電極2とプラズマノズル3の内周面3aとの間で最も短くなり、電極テーパ部2dの根元部2bとノズルテーパ部3bとの間のプラズマガス流路4を絞るように形成された。そして、パイロットアークの点孤により発生した陰極点の位置は、電極2の根元部2bであった。
【0046】
比較例1は、電極柱部2aの電極径、電極柱部2a周囲のプラズマノズル3の内径及びノズル穴3cの径を実施例と同様に形成し、ノズルテーパ部3bのテーパ角(α)を40°、電極テーパ部2dのテーパ角(β)を15°とするプラズマ溶接トーチを作成した。
【0047】
図3(b)に示すように、比較例1では、電極テーパ部2dの先端部2cとプラズマノズル3のノズルテーパ部3bとの間の距離が電極2とプラズマノズル3の内周面3aとの間で最も短くなるように形成された。そして、パイロットアークの点孤により発生した陰極点の位置は、電極テーパ部2dの先端部2cであった。
【0048】
比較例2は、電極柱部2aの電極径を3.0mm、電極柱部2a周囲のプラズマノズル3の内径を4.0mm、ノズル穴3cの径を2.0mm、ノズルテーパ部3bのテーパ角(α)を25°、電極テーパ部2dのテーパ角(β)を20°とするプラズマ溶接トーチを作成した。
【0049】
図3(c)に示すように、比較例2では、電極テーパ部2dの根元部2bとプラズマノズル3の電極柱部2aを囲う内周面3aとの間の距離が電極2とプラズマノズル3の内周面3aとの間で最も短くなるように形成された。そして、パイロットアークの点孤により発生した陰極点の位置は、電極テーパ部2dの根元部2bであった。
【0050】
比較例3は、電極柱部2aの電極径を3.0mm、電極柱部2a周囲のプラズマノズル3の内径を4.0mm、ノズル穴3cの径を1.4mm、ノズルテーパ部3bのテーパ角(α)を20°、電極テーパ部2dのテーパ角(β)を30°とするプラズマ溶接トーチを作成した。
【0051】
図3(d)に示すように、比較例3では、電極テーパ部2dの根元部2bとプラズマノズル3の電極柱部2aを囲う内周面3aとの間の距離が電極2とプラズマノズル3の内周面3aとの間で最も短くなり、かつ、電極2の先端2cから被加工物5までの距離が実施例及び比較例1〜2と比較して長く形成された。そして、パイロットアークの点孤により発生した陰極点の位置は、電極テーパ部2dの根元部2bであった。
【0052】
表1に、実施例及び比較例1〜比較例3のプラズマ溶接トーチを使用した結果、電極寿命、トーチ内でのスパッタ粒子の付着によるアーク切れ、及びメインアークの安定性について示す。
【表1】
【0053】
表1に示すように、実施例では、電極寿命が長くなり、スパッタ粒子の付着によるアーク切れが発生せず、安定したメインアークの点孤が認められた。
【0054】
これに対して、パイロットアークの点孤により発生した陰極点の位置が電極2の先端2cであった比較例1は、電極2の先端2cの消耗が激しく、電極寿命が短縮化した。また、発生した陰極点の位置が電極2の根元部2bであった比較例2及び3は、著しい電極の消耗は観察されなかった。
【0055】
また、電極テーパ部2dの根元部2bとノズルテーパ部3bとの間でプラズマガス流路4で流路が絞られた構成に該当しない比較例1〜3では、トーチ内の電極2やプラズマノズル3の内周面3aにスパッタ粒子が付着し、アーク切れが発生した。
【0056】
さらに、電極2の先端2cから被加工物5までの距離が実施例及び比較例1〜2と比較して長い比較例3では、メインアークの着火性が著しく低下した。
【符号の説明】
【0057】
1…プラズマ溶接トーチ、2…電極、2a…電極柱部、2b…根元部、2c…先端部、2d…電極テーパ部、3…プラズマノズル、3a…円周部、3b…ノズルテーパ部、4…プラズマガス流路、5…被加工物。
【特許請求の範囲】
【請求項1】
被加工物との間でメインアークを発生させる電極と、
該電極を囲うように該電極と同軸に内周面が設けられて該電極と該内周面との間でパイロットアークを発生させるプラズマノズルと、
該電極と該プラズマノズルとの間に設けられ、該パイロットアークの陰極点を該電極の先端に移動させ、該被加工物側に噴出して該パイロットアークの助けにより該電極と該被加工物との間で導通させて該メインアークを発生させるプラズマガスが流れるプラズマガス流路とを備えたプラズマ溶接トーチにおいて、
該電極は、円柱状の電極柱部と、該電極柱部と同径の根元部から該電極の先端に向かって縮径する電極テーパ部とを有し、
該プラズマノズルの内周面は、該電極テーパ部の周囲に該被加工物側に向かって縮径するように形成されたノズルテーパ部を有し、
該電極テーパ部の根元部と該プラズマノズルの内周面との間の距離が該電極と該プラズマノズルの内周面との間で最も短いことを特徴とするプラズマ溶接トーチ。
【請求項2】
請求項1記載のプラズマ溶接トーチであって、
前記プラズマノズルのノズルテーパ部のテーパ角が前記電極の電極テーパ部のテーパ角よりも小さく、
該電極の根元部が該プラズマノズルのノズルテーパ部の内部に位置することを特徴とするプラズマ溶接トーチ。
【請求項1】
被加工物との間でメインアークを発生させる電極と、
該電極を囲うように該電極と同軸に内周面が設けられて該電極と該内周面との間でパイロットアークを発生させるプラズマノズルと、
該電極と該プラズマノズルとの間に設けられ、該パイロットアークの陰極点を該電極の先端に移動させ、該被加工物側に噴出して該パイロットアークの助けにより該電極と該被加工物との間で導通させて該メインアークを発生させるプラズマガスが流れるプラズマガス流路とを備えたプラズマ溶接トーチにおいて、
該電極は、円柱状の電極柱部と、該電極柱部と同径の根元部から該電極の先端に向かって縮径する電極テーパ部とを有し、
該プラズマノズルの内周面は、該電極テーパ部の周囲に該被加工物側に向かって縮径するように形成されたノズルテーパ部を有し、
該電極テーパ部の根元部と該プラズマノズルの内周面との間の距離が該電極と該プラズマノズルの内周面との間で最も短いことを特徴とするプラズマ溶接トーチ。
【請求項2】
請求項1記載のプラズマ溶接トーチであって、
前記プラズマノズルのノズルテーパ部のテーパ角が前記電極の電極テーパ部のテーパ角よりも小さく、
該電極の根元部が該プラズマノズルのノズルテーパ部の内部に位置することを特徴とするプラズマ溶接トーチ。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−245544(P2012−245544A)
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2011−119233(P2011−119233)
【出願日】平成23年5月27日(2011.5.27)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成23年5月27日(2011.5.27)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]