
プリカーサーの製造方法
【課題】炭素繊維の品位の改善が見られる、PAN系炭素繊維用プリカーサーの製造方法を提供すること。
【解決手段】PAN系重合体から紡糸・凝固・水洗工程を経て中間工程糸を製造し、次いで、該中間工程糸を乾燥工程・スチーム延伸工程を経てプリカーサー(炭素繊維前駆体)を製造する方法において、前記中間工程糸として、ストランド引っ掛け伸度が40〜50%の範囲で、かつ、ストランド引っ掛け破断強度が350〜450MPaの範囲のものを用いることからなるプリカーサーの製造方法。得られたプリカーサーは、毛羽が少なく、コンポジットやプリプレグを作製する際の取り扱い性に優れている。
【解決手段】PAN系重合体から紡糸・凝固・水洗工程を経て中間工程糸を製造し、次いで、該中間工程糸を乾燥工程・スチーム延伸工程を経てプリカーサー(炭素繊維前駆体)を製造する方法において、前記中間工程糸として、ストランド引っ掛け伸度が40〜50%の範囲で、かつ、ストランド引っ掛け破断強度が350〜450MPaの範囲のものを用いることからなるプリカーサーの製造方法。得られたプリカーサーは、毛羽が少なく、コンポジットやプリプレグを作製する際の取り扱い性に優れている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリアクリロニトリル(PAN)系炭素繊維の前駆体繊維として使用されるプリカーサー(炭素繊維前駆体ともいう)の製造方法に関する。
【背景技術】
【0002】
炭素繊維、特にPAN系炭素繊維はその優れた特性により、航空機産業、車両産業、スポーツ・レジャー産業から建設業にわたって広く利用されるに至っている。このPAN系炭素繊維は、次のように製造されるのが一般的である。先ず、アクリロニトリルモノマーを重合させたPAN重合体を紡糸して凝固糸を得、洗浄や延伸等を行い、PAN系繊維を得る。次いで、このPAN系繊維を空気中で加熱して安定化させ、耐炎化処理が施されたPAN系酸化繊維を得る。その後、このPAN系酸化繊維を不活性雰囲気中で加熱して炭素化させ、PAN系炭素繊維を得る。
【0003】
このPAN系炭素繊維の製造に際しては、各工程について、生産性及び品質の向上が試みられている。その中でも、前駆体繊維であるPAN系繊維の製造工程における生産性及び品質の向上は、得られる炭素繊維の価格、品質に大きく影響するため、特に重要である。
【0004】
PAN系繊維の紡糸方法には、湿式紡糸法と乾式紡糸法がある。工業的に多く用いられている湿式紡糸法による製造は、一般に、紡糸、凝固、水洗、乾燥、スチーム延伸の各工程で構成される。例えば、次のように行われる。先ず、PAN重合体と塩化亜鉛水溶液からなる紡糸原液を、紡糸口金を通して凝固液中に吐出して固化させ、凝固糸を得る。その後、低温浴での延伸を行い水洗し、中間延伸をした後に熱水での洗浄を行う。ここまでの工程が不完全であると、その後の乾燥工程やスチーム延伸の工程での断糸や、品位の悪いプリカーサーが製造される原因となる。そのため、凝固浴や水洗工程の浴濃度(例えば、比重)や温度の管理が必須となる。そこで、凝固浴や水洗工程の比重や温度、延伸倍率のバランスを調整することで、最良の乾燥・スチーム延伸前の中間工程糸が求められる。
【0005】
特許文献1および2には、良いプリカーサーを得るために、凝固糸の単繊維物性にてあらかじめ評価する方法が記載されている。しかし、フィラメント数が多い場合、ストランド内のムラが生じている可能性があり、単繊維物性の評価ではストランド全体を評価したことにはならないという問題があった。特に、凝固液が水系の場合、脱溶剤が不十分であり、ストランド内の単繊維ムラが大きくなるため、良いプリカーサーを得ることは出来なかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平5−132813号公報
【特許文献2】特開2004―76208号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、最終的に得られる炭素繊維の品位の改善が見られる、PAN系炭素繊維用プリカーサーの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成する本発明は、以下に記載のものである。
【0009】
[1]PAN系重合体から紡糸・凝固・水洗工程を経て中間工程糸を製造し、次いで、該中間工程糸を乾燥工程・スチーム延伸工程を経てプリカーサー(炭素繊維前駆体)を製造する方法において、前記中間工程糸として、ストランド引っ掛け伸度が40〜50%の範囲で、かつ、ストランド引っ掛け破断強度が350〜450MPaの範囲のものを用いることを特徴とするプリカーサーの製造方法。
[2]凝固浴の比重が、1.20〜1.30の範囲にあることを特徴とする前記[1]記載のプリカーサーの製造方法。
[3]水洗工程における中間延伸浴温度が、40〜60℃の範囲にあることを特徴とする前記[1]記載のプリカーサーの製造方法。
[4]中間工程糸の乾燥工程での乾燥温度が、70〜150℃の範囲にあることを特徴とする前記[1]記載のプリカーサーの製造方法。
[5] 前記[1]〜[4]のいずれかに記載の製造方法により得られたプリカーサーを、耐炎化処理し、引続いて、不活性化ガス雰囲気下、炭素化炉で炭素化処理を行うことを特徴とする炭素繊維の製造方法。
【発明の効果】
【0010】
本発明の方法でプリカーサーを製造すると、最終の炭素繊維の品位が改善されるPAN系繊維用のプリカーサーが提供される。かかるプリカーサーを用いると、炭素繊維の製造工程の通過性が良好となり、得られるも炭素繊維の品位も向上する。また、炭素繊維の品位が向上することで、コンポジットやプリプレグを製造する際の取り扱い性も向上する。
【図面の簡単な説明】
【0011】
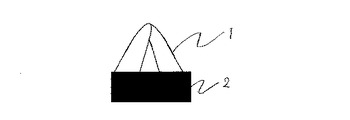
【図1】ストランド引っ掛け試験のサンプル図である。
【発明を実施するための形態】
【0012】
本発明においては、PAN系重合体から紡糸・凝固・水洗工程を経て中間工程糸を製造し、次いで、該中間工程糸を、乾燥工程で乾燥緻密化し、スチーム延伸工程でスチーム延伸してプリカーサー(炭素繊維前駆体)を製造する。そして、プリカーサーの製造に際しては、中間工程糸のストランド引っ掛け伸度が40〜50%の範囲で、かつ、ストランド引っ掛け強度が350〜450MPaの範囲の値であることを必須とする。水洗工程と乾燥工程の間の中間工程糸の伸度が40%未満の場合、スチーム延伸工程での断糸数が多く、かつ、プリカーサー品位も悪くなり、従って、得られる炭素繊維の品位も悪いものとなる。中間工程糸の伸度としては50%以下が通常である。中間工程糸の伸度が50%を超える場合は、乾燥工程での繊維の緻密化が不十分となるため、好ましくない。
【0013】
中間工程糸のストランド引っ掛け伸度が前記目標の範囲にあっても、ストランド引っ掛け強度が低すぎると、中間工程糸が脆くなり、スチーム延伸工程での断糸数が増加し、プリカーサー品位も悪くなる。ストランド引っ掛け強度が高すぎると、前記ストランド引っ掛け伸度を達成することが出来ず、繊維が脆くなり、高品位の繊維を得ることが出来ない。従って、ストランド引っ掛け強度は350〜450MPaの範囲にある必要がある。このような伸度と荷重を満たすプリカーサーから得られた炭素繊維は、品位が良好であるため、コンポジットやプリプレグを作製するのに最適である。特に、航空機のような高機能複合材料用途に最適である。
【0014】
以下、ポリアクリロニトリル(PAN)系炭素繊維の前駆体繊維として使用されるプリカーサーと、それからPAN系炭素繊維を製造する方法の一例について具体的に説明する。
【0015】
アクリロニトリルを90質量%以上、好ましくは94%以上含有する単量体を、塩化亜鉛濃厚溶液中にて溶液重合を行い、得られた重合体を含む紡糸原液を得る。この紡糸原液を、好ましくは、1000以上の孔、より好ましくは2000以上の孔を有する紡糸口金を通して凝固液(紡糸液の溶媒と水の混合液)中に吐出して固化させ、凝固糸を得る。その際、凝固浴の比重は1.20〜1.30の範囲であることが好ましく、その中でも1.26〜1.29の範囲であることがより好ましい。凝固浴の比重が1.20未満であると、紡糸原液が凝固浴に吐出された後、直ぐに凝固されるので、後の延伸工程での糸切れが多く、プリカーサー品位が悪くなりやすい。一方、比重が1.30以上であると、凝固が不十分になり、凝固糸が得られにくく、あるいは、凝固浴での糸切れが多くなり、プリカーサー品位が悪くなりやすい。
【0016】
凝固浴の温度は、5℃〜8℃の範囲であることが好ましく、その中でも6℃〜7℃であることがより好ましい。凝固浴の温度が5℃未満であると、凝固が不十分になり、凝固糸が得られにくい。また、凝固浴での糸切れが多くなり、プリカーサー品位が悪くなりやすい。一方、8℃以上では、紡糸原液が凝固浴に吐出された後、直ぐに凝固されるので、後の延伸工程での糸切れが多くなりやすく、プリカーサー品位も悪くなりやすい。
【0017】
その後、凝固糸は、低温での延伸を行い水洗浄する。冷延伸浴温度は、10℃〜30℃が好ましく、その中でも15℃〜25℃がより好ましい。また、冷延伸浴の延伸倍率は、1.10〜1.50倍が好ましく、その中でも1.25〜1.40倍がより好ましい。その後、中間延伸をした後に熱水での洗浄を行う。中間延伸浴温度は40℃〜60℃であることが好ましく、その中でも45℃〜50℃の範囲であることが好ましい。また、中間延伸浴の延伸倍率は、1.30倍〜1.60倍が好ましく、その中でも1.35倍〜1.45倍がより好ましい。
【0018】
以上の紡糸・凝固・水洗工程を経て中間工程糸が得られる。ここまでの工程が不完全であると、その後のスチーム延伸工程での断糸や品位の悪いプリカーサーが製造される原因となる。そのため、凝固浴や水洗工程の浴濃度(例えば、比重)や温度の管理が必須となる。そこで、凝固浴や水洗工程の比重や温度、延伸倍率のバランスを調整することで、最良の中間工程糸が得られる。
【0019】
本発明においては、次いで、得られた中間工程糸は、乾燥工程とスチーム延伸工程で、乾燥・スチーム延伸処理される。先ず、得られた中間工程糸は乾燥工程で乾燥され緻密化される。そして、引続いて、スチーム延伸されて本発明のプリカーサー(炭素繊維用前駆体繊維)が得られる。その際の乾燥温度は70℃〜150℃の範囲であることが好ましく、その中でも90℃〜140℃であることが好ましい。乾燥時間は、1分〜10分が好ましい。スチーム延伸条件において飽和スチーム圧力は、0.60〜0.80MPa(絶対圧)が好ましい。延伸倍率は、4〜6倍が好ましい。スチーム延伸処理後の繊度は、0.97〜1.01dtexとすることが好ましい。
【0020】
得られたプリカーサーは、加熱空気中170〜250℃、延伸比0.9〜1.0で熱処理(予備熱処理)される。引き続き加熱空気中、ローラーまたは支持ガイドに接触させつつ、200〜300℃で耐炎化処理される。この耐炎化処理により、前駆体繊維がアクリル系繊維の場合、環化反応を生じさせ、酸素結合量を増加させて不融化、難燃化させてアクリル系耐炎化繊維(OPF)を得る。耐炎化処理は、延伸倍率0.85〜1.30の範囲で延伸されることが好ましい。この耐炎化処理により、密度1.3〜1.5g/cm3の耐炎化繊維が得られる。
【0021】
耐炎化繊維は、窒素雰囲気下で300〜800℃の焼成炉(第一炭素化炉)で徐々に温度勾配をかけ、耐炎化繊維の張力を制御して緊張下で1段目の炭素化(第一炭素化)をする。より炭素化を進めかつグラファイト化(炭素の高結晶化)を進める為に、窒素等の不活性ガス雰囲気下で昇温し、焼成炉(第二炭素化炉)で徐々に温度勾配をかけ、耐炎化繊維の張力を制御して弛緩条件で焼成する。焼成温度については、第二炭素化炉で温度勾配をかけていき、最高温度領域で、好ましくは800〜2500℃、より好ましくは1200〜2100℃が良い。
【0022】
第二炭素化炉処理繊維は、引き続き表面処理を施す。表面酸化処理には気相、液相処理を用いることが出来るが、工程管理の簡便さと生産性を高める点から、液相処理が好ましい。液相処理のうちでも、液の安全性・安定性の面から、電解液を用いる電解処理が好ましい。電解処理に用いる電解液として、硫酸、硝酸、塩酸等の無機酸や水酸化ナトリウム、水酸化カリウムなどの無機水酸化物、硫酸アンモニウム、炭酸ナトリウム、炭酸水素ナトリウム等の無機塩類などが挙げられる。表面酸化処理後の繊維は、必要に応じてサイジング処理を施す。サイジング方法は、従来の公知の方法を行うことが出来、サイジング剤は、用途に即して適宜組成変更して使用し、均一付着させた後に、乾燥することが好ましい。
【実施例】
【0023】
以下、実施例により本発明を更に具体的に説明する。なお、評価、各物性の測定は次の方法によった。ストランドとは、フィラメントが集合したものであり、特に本発明で効果的なのは100本から50000本である。更に好ましくは1000本から24000本である。
【0024】
〔ストランド引っ掛け試験〕
(サンプル作製方法)
図1に示したような試験のサンプルを作製する。図1において、1はストランドのループ、2は樹脂で固めたタブを示している。サンプルは以下のようにして作製される。
(1)ストランドを30cm程度に切り取り、ストランドを折り曲げて、固定するタブからループの頂点の長さが10cmになるように固定する。
(2)サンプルは、タブの中心から1.2cmあけて固定する。
(3)タブの大きさは、横7.5cm及び15cm(12K未満の場合、7.5cm、12K以上の場合には、15cm使用する)。縦は、5cmで統一する。
(4)ストランドの両端をタブと樹脂(例えば、高性能エポキシ系接着剤)で固定する。
(5)25℃、24時間、応力をかけずに乾燥させる。
【0025】
(測定方法)
測定には、株式会社島津製作所AG−100kNX型精密万能試験機オートグラフを使用した。
(1)ストランド引っ掛け試験の測定速度は、7.5cm/min。
(2)ストランドのループ状のところに引っ掛けるピンは、四角ピン(直方体)を使用する。長さは、0.6cm及び15cm(12K未満の場合は、0.6cm、12K以上の場合は15cmを使用する)。
(3)測定伸度は、以下の式により算出した。
伸度=測定伸び(mm)/測定直前のサンプル長(mm)
【0026】
〔プリカーサー断糸数〕
1日10本当りの工程断糸数を算出した。
【0027】
〔プリカーサー毛羽測定〕
プリカーサーのストランド1m当りの糸切れ箇所数を測定した。
〔炭素繊維の品位の評価〕
炭素繊維の品位は、炭素繊維ストランドの毛羽量(Fuzz)および炭素繊維を擦過した際に生じる毛羽量(MPF)を、後述の方法で測定し評価した。なお、Fuzzは5μg/ft以下であることが望ましく、MPFは100μg/ft以下であることが望ましい。
【0028】
〔Fuzzの測定方法〕
炭素繊維束を、125gの重りを乗せたウレタンシートの間を、1分間に50フィートの速度で、2分間走行させ、ウレタンシートに溜まった炭素繊維量を測定した。
〔MPFの測定方法〕
炭素繊維束を、5本のピンガイドの間を200gの張力をかけ、1分間に50フィートの速度で2分間走行させた後、125gの重りを乗せたウレタンシートの間を通し、ウレタンフォームに溜まった炭素繊維量を測定した。
【0029】
[実施例1]
塩化亜鉛濃厚溶液中にて溶液重合を行い、アクリロニトリル97質量%、アクリル酸メチル3質量%の組成の共重合体を得て、この共重合体の濃度7.5質量%の紡糸原液を作製した。この紡糸原液を7℃、比重1.290の塩化亜鉛水溶液からなる凝固浴中に、孔数3000個のノズルを使用し、吐出して凝固させ湿式紡糸を行い、凝固糸を得た。
【0030】
続いて、凝固糸を15〜45℃の温水中で水洗した後、50℃の水中で中間延伸を行い、さらに60℃から95℃の温水中で水洗した後、オイリングし、中間工程糸を得た。この中間工程糸を乾燥工程で乾燥緻密化し、スチーム延伸工程でスチーム延伸を行い、本発明のプリカーサーを得た。中間工程糸の強度及び伸度は表1に示したとおりであった。また、スチーム延伸工程での断糸数、プリカーサーの毛羽についても表1に示した。
【0031】
このプリカーサーを250℃で熱風循環式耐炎化炉を用い、耐炎化繊維とし、続いて不活性化ガス雰囲気下、1150℃で炭素化炉にて処理を行い、比重1.76、イールド200Texの炭素繊維を得た。得られた炭素繊維の強度、Fuzz、MPFを表1に示した。
【0032】
[実施例2]
実施例1と同様にして得られた凝固糸を15〜40℃の温水中で水洗した後、45℃の水中で中間延伸を行い、さらに60℃から95℃の温水中で水洗した後、オイリングし、中間工程糸を得た。この中間工程糸の乾燥緻密化、スチーム延伸を行い、本発明のプリカーサーを得た。中間工程糸の強度及び伸度は表1に示したとおりであった。また、スチーム延伸工程での断糸数、プリカーサーの毛羽についても表1に示した。
【0033】
このプリカーサーを250℃で熱風循環式耐炎化炉を用い、耐炎化繊維とし、続いて不活性化ガス雰囲気下、1150℃で炭素化炉にて処理を行い、比重1.76、イールド200Texの炭素繊維を得た。得られた炭素繊維の強度、Fuzz、MPFを表1に示した。
【0034】
[比較例1]
塩化亜鉛濃厚溶液中にて溶液重合を行い、アクリロニトリル97質量%、アクリル酸メチル3質量%の組成の共重合体を得て、この共重合体の濃度7.5質量%の紡糸原液を作製した。この紡糸原液を7℃、比重1.250の塩化亜鉛水溶液からなる凝固浴中に、孔数3000個のノズルを使用し、吐出して凝固させ湿式紡糸を行い、凝固糸を得た。
【0035】
続いて、凝固糸を15〜45℃の温水中で水洗した後、50℃の水中で中間延伸を行い、さらに60℃から95℃の温水中で水洗した後、オイリングし、中間工程糸を得た。この中間工程糸の乾燥緻密化、スチーム延伸を行い、プリカーサーを得た。中間工程糸の強度及び伸度は表1に示したとおりであった。また、スチーム延伸工程での断糸数、プリカーサーの毛羽についても表1に示した。
【0036】
このプリカーサーを250℃で熱風循環式耐炎化炉を用い、耐炎化繊維とし、続いて不活性化ガス雰囲気下、1150℃で炭素化炉にて処理を行い、比重1.76、イールド200Texの炭素繊維を得た。得られた炭素繊維の強度、Fuzz、MPFを表1に示した。
【0037】
[比較例2]
塩化亜鉛濃厚溶液中にて溶液重合を行い、アクリロニトリル97質量%、アクリル酸メチル3質量%の組成の共重合体を得て、この共重合体の濃度7.5質量%の紡糸原液を作製した。この紡糸原液を7℃、比重1.270の塩化亜鉛水溶液からなる凝固浴中に、孔数3000個のノズルを使用し、吐出して凝固させ湿式紡糸を行い、凝固糸を得た。
【0038】
続いて、凝固糸を15〜45℃の温水中で水洗した後、50℃の水中で中間延伸を行い、さらに60℃から95℃の温水中で水洗した後、オイリングし、中間工程糸を得た。この中間工程糸の乾燥緻密化、スチーム延伸を行い、プリカーサーを得た。中間工程糸の強度及び伸度は表1に示したとおりであった。また、スチーム延伸工程での断糸数、プリカーサーの毛羽についても表1に示した。
【0039】
このプリカーサーを250℃で熱風循環式耐炎化炉を用い、耐炎化繊維とし、続いて不活性化ガス雰囲気下、1150℃で炭素化炉にて処理を行い、比重1.76、イールド200Texの炭素繊維を得た。得られた炭素繊維の強度、Fuzz、MPFを表1に示した。
【0040】
[比較例3]
実施例1と同様にして得られた凝固糸を15〜18℃の温水中で水洗した後、20℃の水中で中間延伸を行い、さらに30℃から95℃の温水中で水洗した後、オイリングし、中間工程糸を得た。この中間工程糸の乾燥緻密化、スチーム延伸を行い、プリカーサーを得た。中間工程糸の強度及び伸度は表1に示したとおりであった。また、スチーム延伸工程での断糸数、プリカーサーの毛羽についても表1に示した。
【0041】
このプリカーサーを250℃で熱風循環式耐炎化炉を用い、耐炎化繊維とし、続いて不活性化ガス雰囲気下、1150℃で炭素化炉にて処理を行い、比重1.76、イールド200Texの炭素繊維を得た。得られた炭素繊維の強度、Fuzz、MPFを表1に示した。
【0042】
[比較例4]
塩化亜鉛濃厚溶液中にて溶液重合を行い、アクリロニトリル97質量%、アクリル酸メチル3質量%の組成の共重合体を得て、この共重合体の濃度7.5質量%の紡糸原液を作製した。この紡糸原液を7℃、比重1.31の塩化亜鉛水溶液からなる凝固浴中に、孔数3000個のノズルを使用し、吐出して凝固させ湿式紡糸を行ったが、凝固浴比重が高すぎ、凝固糸を得ることが出来なかった。
【0043】
【表1】

【0044】
表1から明らかなとおり、実施例1〜2の場合には、中間工程糸の強度が350MPaから450MPaの範囲で、かつ、中間工程糸の伸度が40%から50%を満たす中間工程糸を用いているので、スチーム延伸工程での断糸数も少なく、プリカーサー品位(毛羽)も少ない。凝固浴の塩化亜鉛水溶液の比重、中間延伸浴温度を調節し得られたプリカーサーを焼成した結果、得られた炭素繊維は品位も良好であり、取り扱い性の良い炭素繊維が得られた。
【0045】
比較例1、2においては、凝固浴比重を下げたことにより凝固が早まり、比較例1では、中間工程糸強度および中間工程糸伸度が未達、また、比較例2では中間工程糸伸度が未達となった。凝固浴比重を下げたことにより凝固が早まり、その結果、スチーム延伸工程での断糸数が多く、かつプリカーサー品位も悪かったため、得られた炭素繊維は品位の悪いものとなった。比較例3では、中間工程糸伸度は目標に達成したものの、中間工程糸強度は未達となった。中間工程糸の構造がもろかったため、スチーム延伸工程での断糸数は増加し、プリカーサー品位も悪くなった。凝固浴比重を高くし、中間延伸浴の温度を下げたため、炭素繊維としても品位の悪いものとなった。比較例4においては凝固浴比重が高すぎ、凝固糸を得ることが出来なかった。
【産業上の利用可能性】
【0046】
PAN系炭素繊維の前駆体繊維として工程の安定化により生産性の向上、および、優れた品質のプリカーサーを得ることができる。そのため、PAN系炭素繊維の低価格化、高品質化が期待できる。
【符号の説明】
【0047】
1 ストランドのループ
2 樹脂を硬化させたタブ
【技術分野】
【0001】
本発明は、ポリアクリロニトリル(PAN)系炭素繊維の前駆体繊維として使用されるプリカーサー(炭素繊維前駆体ともいう)の製造方法に関する。
【背景技術】
【0002】
炭素繊維、特にPAN系炭素繊維はその優れた特性により、航空機産業、車両産業、スポーツ・レジャー産業から建設業にわたって広く利用されるに至っている。このPAN系炭素繊維は、次のように製造されるのが一般的である。先ず、アクリロニトリルモノマーを重合させたPAN重合体を紡糸して凝固糸を得、洗浄や延伸等を行い、PAN系繊維を得る。次いで、このPAN系繊維を空気中で加熱して安定化させ、耐炎化処理が施されたPAN系酸化繊維を得る。その後、このPAN系酸化繊維を不活性雰囲気中で加熱して炭素化させ、PAN系炭素繊維を得る。
【0003】
このPAN系炭素繊維の製造に際しては、各工程について、生産性及び品質の向上が試みられている。その中でも、前駆体繊維であるPAN系繊維の製造工程における生産性及び品質の向上は、得られる炭素繊維の価格、品質に大きく影響するため、特に重要である。
【0004】
PAN系繊維の紡糸方法には、湿式紡糸法と乾式紡糸法がある。工業的に多く用いられている湿式紡糸法による製造は、一般に、紡糸、凝固、水洗、乾燥、スチーム延伸の各工程で構成される。例えば、次のように行われる。先ず、PAN重合体と塩化亜鉛水溶液からなる紡糸原液を、紡糸口金を通して凝固液中に吐出して固化させ、凝固糸を得る。その後、低温浴での延伸を行い水洗し、中間延伸をした後に熱水での洗浄を行う。ここまでの工程が不完全であると、その後の乾燥工程やスチーム延伸の工程での断糸や、品位の悪いプリカーサーが製造される原因となる。そのため、凝固浴や水洗工程の浴濃度(例えば、比重)や温度の管理が必須となる。そこで、凝固浴や水洗工程の比重や温度、延伸倍率のバランスを調整することで、最良の乾燥・スチーム延伸前の中間工程糸が求められる。
【0005】
特許文献1および2には、良いプリカーサーを得るために、凝固糸の単繊維物性にてあらかじめ評価する方法が記載されている。しかし、フィラメント数が多い場合、ストランド内のムラが生じている可能性があり、単繊維物性の評価ではストランド全体を評価したことにはならないという問題があった。特に、凝固液が水系の場合、脱溶剤が不十分であり、ストランド内の単繊維ムラが大きくなるため、良いプリカーサーを得ることは出来なかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平5−132813号公報
【特許文献2】特開2004―76208号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、最終的に得られる炭素繊維の品位の改善が見られる、PAN系炭素繊維用プリカーサーの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成する本発明は、以下に記載のものである。
【0009】
[1]PAN系重合体から紡糸・凝固・水洗工程を経て中間工程糸を製造し、次いで、該中間工程糸を乾燥工程・スチーム延伸工程を経てプリカーサー(炭素繊維前駆体)を製造する方法において、前記中間工程糸として、ストランド引っ掛け伸度が40〜50%の範囲で、かつ、ストランド引っ掛け破断強度が350〜450MPaの範囲のものを用いることを特徴とするプリカーサーの製造方法。
[2]凝固浴の比重が、1.20〜1.30の範囲にあることを特徴とする前記[1]記載のプリカーサーの製造方法。
[3]水洗工程における中間延伸浴温度が、40〜60℃の範囲にあることを特徴とする前記[1]記載のプリカーサーの製造方法。
[4]中間工程糸の乾燥工程での乾燥温度が、70〜150℃の範囲にあることを特徴とする前記[1]記載のプリカーサーの製造方法。
[5] 前記[1]〜[4]のいずれかに記載の製造方法により得られたプリカーサーを、耐炎化処理し、引続いて、不活性化ガス雰囲気下、炭素化炉で炭素化処理を行うことを特徴とする炭素繊維の製造方法。
【発明の効果】
【0010】
本発明の方法でプリカーサーを製造すると、最終の炭素繊維の品位が改善されるPAN系繊維用のプリカーサーが提供される。かかるプリカーサーを用いると、炭素繊維の製造工程の通過性が良好となり、得られるも炭素繊維の品位も向上する。また、炭素繊維の品位が向上することで、コンポジットやプリプレグを製造する際の取り扱い性も向上する。
【図面の簡単な説明】
【0011】
【図1】ストランド引っ掛け試験のサンプル図である。
【発明を実施するための形態】
【0012】
本発明においては、PAN系重合体から紡糸・凝固・水洗工程を経て中間工程糸を製造し、次いで、該中間工程糸を、乾燥工程で乾燥緻密化し、スチーム延伸工程でスチーム延伸してプリカーサー(炭素繊維前駆体)を製造する。そして、プリカーサーの製造に際しては、中間工程糸のストランド引っ掛け伸度が40〜50%の範囲で、かつ、ストランド引っ掛け強度が350〜450MPaの範囲の値であることを必須とする。水洗工程と乾燥工程の間の中間工程糸の伸度が40%未満の場合、スチーム延伸工程での断糸数が多く、かつ、プリカーサー品位も悪くなり、従って、得られる炭素繊維の品位も悪いものとなる。中間工程糸の伸度としては50%以下が通常である。中間工程糸の伸度が50%を超える場合は、乾燥工程での繊維の緻密化が不十分となるため、好ましくない。
【0013】
中間工程糸のストランド引っ掛け伸度が前記目標の範囲にあっても、ストランド引っ掛け強度が低すぎると、中間工程糸が脆くなり、スチーム延伸工程での断糸数が増加し、プリカーサー品位も悪くなる。ストランド引っ掛け強度が高すぎると、前記ストランド引っ掛け伸度を達成することが出来ず、繊維が脆くなり、高品位の繊維を得ることが出来ない。従って、ストランド引っ掛け強度は350〜450MPaの範囲にある必要がある。このような伸度と荷重を満たすプリカーサーから得られた炭素繊維は、品位が良好であるため、コンポジットやプリプレグを作製するのに最適である。特に、航空機のような高機能複合材料用途に最適である。
【0014】
以下、ポリアクリロニトリル(PAN)系炭素繊維の前駆体繊維として使用されるプリカーサーと、それからPAN系炭素繊維を製造する方法の一例について具体的に説明する。
【0015】
アクリロニトリルを90質量%以上、好ましくは94%以上含有する単量体を、塩化亜鉛濃厚溶液中にて溶液重合を行い、得られた重合体を含む紡糸原液を得る。この紡糸原液を、好ましくは、1000以上の孔、より好ましくは2000以上の孔を有する紡糸口金を通して凝固液(紡糸液の溶媒と水の混合液)中に吐出して固化させ、凝固糸を得る。その際、凝固浴の比重は1.20〜1.30の範囲であることが好ましく、その中でも1.26〜1.29の範囲であることがより好ましい。凝固浴の比重が1.20未満であると、紡糸原液が凝固浴に吐出された後、直ぐに凝固されるので、後の延伸工程での糸切れが多く、プリカーサー品位が悪くなりやすい。一方、比重が1.30以上であると、凝固が不十分になり、凝固糸が得られにくく、あるいは、凝固浴での糸切れが多くなり、プリカーサー品位が悪くなりやすい。
【0016】
凝固浴の温度は、5℃〜8℃の範囲であることが好ましく、その中でも6℃〜7℃であることがより好ましい。凝固浴の温度が5℃未満であると、凝固が不十分になり、凝固糸が得られにくい。また、凝固浴での糸切れが多くなり、プリカーサー品位が悪くなりやすい。一方、8℃以上では、紡糸原液が凝固浴に吐出された後、直ぐに凝固されるので、後の延伸工程での糸切れが多くなりやすく、プリカーサー品位も悪くなりやすい。
【0017】
その後、凝固糸は、低温での延伸を行い水洗浄する。冷延伸浴温度は、10℃〜30℃が好ましく、その中でも15℃〜25℃がより好ましい。また、冷延伸浴の延伸倍率は、1.10〜1.50倍が好ましく、その中でも1.25〜1.40倍がより好ましい。その後、中間延伸をした後に熱水での洗浄を行う。中間延伸浴温度は40℃〜60℃であることが好ましく、その中でも45℃〜50℃の範囲であることが好ましい。また、中間延伸浴の延伸倍率は、1.30倍〜1.60倍が好ましく、その中でも1.35倍〜1.45倍がより好ましい。
【0018】
以上の紡糸・凝固・水洗工程を経て中間工程糸が得られる。ここまでの工程が不完全であると、その後のスチーム延伸工程での断糸や品位の悪いプリカーサーが製造される原因となる。そのため、凝固浴や水洗工程の浴濃度(例えば、比重)や温度の管理が必須となる。そこで、凝固浴や水洗工程の比重や温度、延伸倍率のバランスを調整することで、最良の中間工程糸が得られる。
【0019】
本発明においては、次いで、得られた中間工程糸は、乾燥工程とスチーム延伸工程で、乾燥・スチーム延伸処理される。先ず、得られた中間工程糸は乾燥工程で乾燥され緻密化される。そして、引続いて、スチーム延伸されて本発明のプリカーサー(炭素繊維用前駆体繊維)が得られる。その際の乾燥温度は70℃〜150℃の範囲であることが好ましく、その中でも90℃〜140℃であることが好ましい。乾燥時間は、1分〜10分が好ましい。スチーム延伸条件において飽和スチーム圧力は、0.60〜0.80MPa(絶対圧)が好ましい。延伸倍率は、4〜6倍が好ましい。スチーム延伸処理後の繊度は、0.97〜1.01dtexとすることが好ましい。
【0020】
得られたプリカーサーは、加熱空気中170〜250℃、延伸比0.9〜1.0で熱処理(予備熱処理)される。引き続き加熱空気中、ローラーまたは支持ガイドに接触させつつ、200〜300℃で耐炎化処理される。この耐炎化処理により、前駆体繊維がアクリル系繊維の場合、環化反応を生じさせ、酸素結合量を増加させて不融化、難燃化させてアクリル系耐炎化繊維(OPF)を得る。耐炎化処理は、延伸倍率0.85〜1.30の範囲で延伸されることが好ましい。この耐炎化処理により、密度1.3〜1.5g/cm3の耐炎化繊維が得られる。
【0021】
耐炎化繊維は、窒素雰囲気下で300〜800℃の焼成炉(第一炭素化炉)で徐々に温度勾配をかけ、耐炎化繊維の張力を制御して緊張下で1段目の炭素化(第一炭素化)をする。より炭素化を進めかつグラファイト化(炭素の高結晶化)を進める為に、窒素等の不活性ガス雰囲気下で昇温し、焼成炉(第二炭素化炉)で徐々に温度勾配をかけ、耐炎化繊維の張力を制御して弛緩条件で焼成する。焼成温度については、第二炭素化炉で温度勾配をかけていき、最高温度領域で、好ましくは800〜2500℃、より好ましくは1200〜2100℃が良い。
【0022】
第二炭素化炉処理繊維は、引き続き表面処理を施す。表面酸化処理には気相、液相処理を用いることが出来るが、工程管理の簡便さと生産性を高める点から、液相処理が好ましい。液相処理のうちでも、液の安全性・安定性の面から、電解液を用いる電解処理が好ましい。電解処理に用いる電解液として、硫酸、硝酸、塩酸等の無機酸や水酸化ナトリウム、水酸化カリウムなどの無機水酸化物、硫酸アンモニウム、炭酸ナトリウム、炭酸水素ナトリウム等の無機塩類などが挙げられる。表面酸化処理後の繊維は、必要に応じてサイジング処理を施す。サイジング方法は、従来の公知の方法を行うことが出来、サイジング剤は、用途に即して適宜組成変更して使用し、均一付着させた後に、乾燥することが好ましい。
【実施例】
【0023】
以下、実施例により本発明を更に具体的に説明する。なお、評価、各物性の測定は次の方法によった。ストランドとは、フィラメントが集合したものであり、特に本発明で効果的なのは100本から50000本である。更に好ましくは1000本から24000本である。
【0024】
〔ストランド引っ掛け試験〕
(サンプル作製方法)
図1に示したような試験のサンプルを作製する。図1において、1はストランドのループ、2は樹脂で固めたタブを示している。サンプルは以下のようにして作製される。
(1)ストランドを30cm程度に切り取り、ストランドを折り曲げて、固定するタブからループの頂点の長さが10cmになるように固定する。
(2)サンプルは、タブの中心から1.2cmあけて固定する。
(3)タブの大きさは、横7.5cm及び15cm(12K未満の場合、7.5cm、12K以上の場合には、15cm使用する)。縦は、5cmで統一する。
(4)ストランドの両端をタブと樹脂(例えば、高性能エポキシ系接着剤)で固定する。
(5)25℃、24時間、応力をかけずに乾燥させる。
【0025】
(測定方法)
測定には、株式会社島津製作所AG−100kNX型精密万能試験機オートグラフを使用した。
(1)ストランド引っ掛け試験の測定速度は、7.5cm/min。
(2)ストランドのループ状のところに引っ掛けるピンは、四角ピン(直方体)を使用する。長さは、0.6cm及び15cm(12K未満の場合は、0.6cm、12K以上の場合は15cmを使用する)。
(3)測定伸度は、以下の式により算出した。
伸度=測定伸び(mm)/測定直前のサンプル長(mm)
【0026】
〔プリカーサー断糸数〕
1日10本当りの工程断糸数を算出した。
【0027】
〔プリカーサー毛羽測定〕
プリカーサーのストランド1m当りの糸切れ箇所数を測定した。
〔炭素繊維の品位の評価〕
炭素繊維の品位は、炭素繊維ストランドの毛羽量(Fuzz)および炭素繊維を擦過した際に生じる毛羽量(MPF)を、後述の方法で測定し評価した。なお、Fuzzは5μg/ft以下であることが望ましく、MPFは100μg/ft以下であることが望ましい。
【0028】
〔Fuzzの測定方法〕
炭素繊維束を、125gの重りを乗せたウレタンシートの間を、1分間に50フィートの速度で、2分間走行させ、ウレタンシートに溜まった炭素繊維量を測定した。
〔MPFの測定方法〕
炭素繊維束を、5本のピンガイドの間を200gの張力をかけ、1分間に50フィートの速度で2分間走行させた後、125gの重りを乗せたウレタンシートの間を通し、ウレタンフォームに溜まった炭素繊維量を測定した。
【0029】
[実施例1]
塩化亜鉛濃厚溶液中にて溶液重合を行い、アクリロニトリル97質量%、アクリル酸メチル3質量%の組成の共重合体を得て、この共重合体の濃度7.5質量%の紡糸原液を作製した。この紡糸原液を7℃、比重1.290の塩化亜鉛水溶液からなる凝固浴中に、孔数3000個のノズルを使用し、吐出して凝固させ湿式紡糸を行い、凝固糸を得た。
【0030】
続いて、凝固糸を15〜45℃の温水中で水洗した後、50℃の水中で中間延伸を行い、さらに60℃から95℃の温水中で水洗した後、オイリングし、中間工程糸を得た。この中間工程糸を乾燥工程で乾燥緻密化し、スチーム延伸工程でスチーム延伸を行い、本発明のプリカーサーを得た。中間工程糸の強度及び伸度は表1に示したとおりであった。また、スチーム延伸工程での断糸数、プリカーサーの毛羽についても表1に示した。
【0031】
このプリカーサーを250℃で熱風循環式耐炎化炉を用い、耐炎化繊維とし、続いて不活性化ガス雰囲気下、1150℃で炭素化炉にて処理を行い、比重1.76、イールド200Texの炭素繊維を得た。得られた炭素繊維の強度、Fuzz、MPFを表1に示した。
【0032】
[実施例2]
実施例1と同様にして得られた凝固糸を15〜40℃の温水中で水洗した後、45℃の水中で中間延伸を行い、さらに60℃から95℃の温水中で水洗した後、オイリングし、中間工程糸を得た。この中間工程糸の乾燥緻密化、スチーム延伸を行い、本発明のプリカーサーを得た。中間工程糸の強度及び伸度は表1に示したとおりであった。また、スチーム延伸工程での断糸数、プリカーサーの毛羽についても表1に示した。
【0033】
このプリカーサーを250℃で熱風循環式耐炎化炉を用い、耐炎化繊維とし、続いて不活性化ガス雰囲気下、1150℃で炭素化炉にて処理を行い、比重1.76、イールド200Texの炭素繊維を得た。得られた炭素繊維の強度、Fuzz、MPFを表1に示した。
【0034】
[比較例1]
塩化亜鉛濃厚溶液中にて溶液重合を行い、アクリロニトリル97質量%、アクリル酸メチル3質量%の組成の共重合体を得て、この共重合体の濃度7.5質量%の紡糸原液を作製した。この紡糸原液を7℃、比重1.250の塩化亜鉛水溶液からなる凝固浴中に、孔数3000個のノズルを使用し、吐出して凝固させ湿式紡糸を行い、凝固糸を得た。
【0035】
続いて、凝固糸を15〜45℃の温水中で水洗した後、50℃の水中で中間延伸を行い、さらに60℃から95℃の温水中で水洗した後、オイリングし、中間工程糸を得た。この中間工程糸の乾燥緻密化、スチーム延伸を行い、プリカーサーを得た。中間工程糸の強度及び伸度は表1に示したとおりであった。また、スチーム延伸工程での断糸数、プリカーサーの毛羽についても表1に示した。
【0036】
このプリカーサーを250℃で熱風循環式耐炎化炉を用い、耐炎化繊維とし、続いて不活性化ガス雰囲気下、1150℃で炭素化炉にて処理を行い、比重1.76、イールド200Texの炭素繊維を得た。得られた炭素繊維の強度、Fuzz、MPFを表1に示した。
【0037】
[比較例2]
塩化亜鉛濃厚溶液中にて溶液重合を行い、アクリロニトリル97質量%、アクリル酸メチル3質量%の組成の共重合体を得て、この共重合体の濃度7.5質量%の紡糸原液を作製した。この紡糸原液を7℃、比重1.270の塩化亜鉛水溶液からなる凝固浴中に、孔数3000個のノズルを使用し、吐出して凝固させ湿式紡糸を行い、凝固糸を得た。
【0038】
続いて、凝固糸を15〜45℃の温水中で水洗した後、50℃の水中で中間延伸を行い、さらに60℃から95℃の温水中で水洗した後、オイリングし、中間工程糸を得た。この中間工程糸の乾燥緻密化、スチーム延伸を行い、プリカーサーを得た。中間工程糸の強度及び伸度は表1に示したとおりであった。また、スチーム延伸工程での断糸数、プリカーサーの毛羽についても表1に示した。
【0039】
このプリカーサーを250℃で熱風循環式耐炎化炉を用い、耐炎化繊維とし、続いて不活性化ガス雰囲気下、1150℃で炭素化炉にて処理を行い、比重1.76、イールド200Texの炭素繊維を得た。得られた炭素繊維の強度、Fuzz、MPFを表1に示した。
【0040】
[比較例3]
実施例1と同様にして得られた凝固糸を15〜18℃の温水中で水洗した後、20℃の水中で中間延伸を行い、さらに30℃から95℃の温水中で水洗した後、オイリングし、中間工程糸を得た。この中間工程糸の乾燥緻密化、スチーム延伸を行い、プリカーサーを得た。中間工程糸の強度及び伸度は表1に示したとおりであった。また、スチーム延伸工程での断糸数、プリカーサーの毛羽についても表1に示した。
【0041】
このプリカーサーを250℃で熱風循環式耐炎化炉を用い、耐炎化繊維とし、続いて不活性化ガス雰囲気下、1150℃で炭素化炉にて処理を行い、比重1.76、イールド200Texの炭素繊維を得た。得られた炭素繊維の強度、Fuzz、MPFを表1に示した。
【0042】
[比較例4]
塩化亜鉛濃厚溶液中にて溶液重合を行い、アクリロニトリル97質量%、アクリル酸メチル3質量%の組成の共重合体を得て、この共重合体の濃度7.5質量%の紡糸原液を作製した。この紡糸原液を7℃、比重1.31の塩化亜鉛水溶液からなる凝固浴中に、孔数3000個のノズルを使用し、吐出して凝固させ湿式紡糸を行ったが、凝固浴比重が高すぎ、凝固糸を得ることが出来なかった。
【0043】
【表1】
【0044】
表1から明らかなとおり、実施例1〜2の場合には、中間工程糸の強度が350MPaから450MPaの範囲で、かつ、中間工程糸の伸度が40%から50%を満たす中間工程糸を用いているので、スチーム延伸工程での断糸数も少なく、プリカーサー品位(毛羽)も少ない。凝固浴の塩化亜鉛水溶液の比重、中間延伸浴温度を調節し得られたプリカーサーを焼成した結果、得られた炭素繊維は品位も良好であり、取り扱い性の良い炭素繊維が得られた。
【0045】
比較例1、2においては、凝固浴比重を下げたことにより凝固が早まり、比較例1では、中間工程糸強度および中間工程糸伸度が未達、また、比較例2では中間工程糸伸度が未達となった。凝固浴比重を下げたことにより凝固が早まり、その結果、スチーム延伸工程での断糸数が多く、かつプリカーサー品位も悪かったため、得られた炭素繊維は品位の悪いものとなった。比較例3では、中間工程糸伸度は目標に達成したものの、中間工程糸強度は未達となった。中間工程糸の構造がもろかったため、スチーム延伸工程での断糸数は増加し、プリカーサー品位も悪くなった。凝固浴比重を高くし、中間延伸浴の温度を下げたため、炭素繊維としても品位の悪いものとなった。比較例4においては凝固浴比重が高すぎ、凝固糸を得ることが出来なかった。
【産業上の利用可能性】
【0046】
PAN系炭素繊維の前駆体繊維として工程の安定化により生産性の向上、および、優れた品質のプリカーサーを得ることができる。そのため、PAN系炭素繊維の低価格化、高品質化が期待できる。
【符号の説明】
【0047】
1 ストランドのループ
2 樹脂を硬化させたタブ
【特許請求の範囲】
【請求項1】
PAN系重合体から紡糸・凝固・水洗工程を経て中間工程糸を製造し、次いで、該中間工程糸を乾燥工程・スチーム延伸工程を経てプリカーサー(炭素繊維前駆体)を製造する方法において、前記中間工程糸として、ストランド引っ掛け伸度が40〜50%の範囲で、かつ、ストランド引っ掛け破断強度が350〜450MPaの範囲のものを用いることを特徴とするプリカーサーの製造方法。
【請求項2】
凝固浴の比重が、1.20〜1.30の範囲にあることを特徴とする請求項1記載のプリカーサーの製造方法。
【請求項3】
水洗工程における中間延伸浴温度が、40〜60℃の範囲にあることを特徴とする請求項1記載のプリカーサーの製造方法。
【請求項4】
中間工程糸の乾燥工程での乾燥温度が、70〜150℃の範囲にあることを特徴とする請求項1記載のプリカーサーの製造方法。
【請求項5】
請求項1〜4のいずれか1項記載の製造方法により得られたプリカーサーを、耐炎化処理し、引続いて、不活性化ガス雰囲気下、炭素化炉で炭素化処理を行うことを特徴とする炭素繊維の製造方法。
【請求項1】
PAN系重合体から紡糸・凝固・水洗工程を経て中間工程糸を製造し、次いで、該中間工程糸を乾燥工程・スチーム延伸工程を経てプリカーサー(炭素繊維前駆体)を製造する方法において、前記中間工程糸として、ストランド引っ掛け伸度が40〜50%の範囲で、かつ、ストランド引っ掛け破断強度が350〜450MPaの範囲のものを用いることを特徴とするプリカーサーの製造方法。
【請求項2】
凝固浴の比重が、1.20〜1.30の範囲にあることを特徴とする請求項1記載のプリカーサーの製造方法。
【請求項3】
水洗工程における中間延伸浴温度が、40〜60℃の範囲にあることを特徴とする請求項1記載のプリカーサーの製造方法。
【請求項4】
中間工程糸の乾燥工程での乾燥温度が、70〜150℃の範囲にあることを特徴とする請求項1記載のプリカーサーの製造方法。
【請求項5】
請求項1〜4のいずれか1項記載の製造方法により得られたプリカーサーを、耐炎化処理し、引続いて、不活性化ガス雰囲気下、炭素化炉で炭素化処理を行うことを特徴とする炭素繊維の製造方法。
【図1】

【公開番号】特開2011−219877(P2011−219877A)
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願番号】特願2010−86609(P2010−86609)
【出願日】平成22年4月3日(2010.4.3)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
【公開日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願日】平成22年4月3日(2010.4.3)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
[ Back to top ]