
プリフォーム加熱装置
【課題】量産ラインに近い条件でプリフォームの加熱条件を検討する。
【解決手段】プリフォーム(60)を加熱するプリフォーム加熱装置(10)が、プリフォームを経路(21)に沿って搬送するプリフォーム搬送手段(20)と、経路の一部分に沿って配置されていてプリフォームを均等に加熱する第一ヒータ(30)と、経路の他の一部分に沿って配置されていてプリフォームを該プリフォームの高さ方向に不均等に加熱する第二ヒータ(40)とを具備する。第一ヒータと第二ヒータとの間においては、プリフォームの幅よりも大きい非加熱領域(G)が経路に沿って形成されるのが好ましい。
【解決手段】プリフォーム(60)を加熱するプリフォーム加熱装置(10)が、プリフォームを経路(21)に沿って搬送するプリフォーム搬送手段(20)と、経路の一部分に沿って配置されていてプリフォームを均等に加熱する第一ヒータ(30)と、経路の他の一部分に沿って配置されていてプリフォームを該プリフォームの高さ方向に不均等に加熱する第二ヒータ(40)とを具備する。第一ヒータと第二ヒータとの間においては、プリフォームの幅よりも大きい非加熱領域(G)が経路に沿って形成されるのが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プリフォーム、すなわち溶融樹脂材料の圧縮成形体を加熱するプリフォーム加熱装置に関する。
【背景技術】
【0002】
各種飲料物の容器としてPETボトルが著しく普及している。このようなPETボトルは、溶融樹脂材料の圧縮成形体である中間素材としてのプリフォームを加熱し、次いで型締装置にてブロー成形することにより形成されている。通常は、特許文献1および特許文献2に開示されるように、プリフォームを加熱する加熱ラインと、加熱されたプリフォームをブロー成形するブロー成形ラインとが連続するように配置されており、それにより、PETボトルの生産効率を高めるようにしている。
【0003】
ところで、近年では、種々の形状のPETボトルが次々に製品化されている。このため、PETボトルの開発期間を短縮することは重要な課題の一つである。特に近年のPETボトルは形状が複雑なものも少なくないので、新規な形状のPETボトルを量産する前に、例えば図5に示されるようなプリフォーム加熱装置を用いて検討が事前に行われる。
【0004】
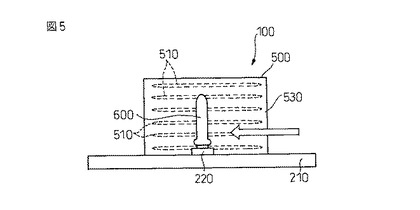
図5に示されるプリフォーム加熱装置100においては、スライダ220に支持されたプリフォーム600が搬送経路210に沿って一方向(矢印方向)に移動する構成になっている。また、ヒータ500が搬送経路210の側部において搬送経路210に沿って配置されている。このヒータ500の加熱面には、複数の細長状加熱部510が組み込まれている。図示されるように、これら細長状加熱部510は搬送経路210に沿って平行に延びていてプリフォーム600の高さ方向に整列して配置されている。
【0005】
図5に示されるプリフォーム加熱装置100の使用時には、はじめに複数の細長状加熱部510の全てを比較的高温の単一温度に維持し、スライダ220上のプリフォーム600をヒータ500の前面まで移動させる。これにより、プリフォーム600全体が概ね均等に加熱される。
【0006】
次いで、スライダ220を矢印方向にさらに移動させ、プリフォーム600をプリフォーム加熱装置100から取出す。次いで、プリフォーム600を所定の型締装置にてブロー成形すると、温度が高い部分が温度が低い部分よりも延伸し、それにより、所望の形状のPETボトルが形成されるようになる。
【特許文献1】特開平11−48323号公報
【特許文献2】特開平11−48327号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
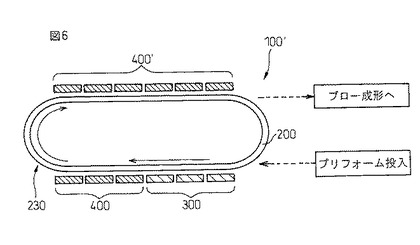
ところで、図6は従来技術における量産ライン用プリフォーム加熱システムの平面図である。プリフォーム加熱システム100'においては図示しないプリフォーム600が長円形の搬送経路200に順次搬送される構成になっている。図示されるように、長円形搬送経路200の一側においては、プリフォーム600を均等に加熱する第一ヒータ群300がプリフォーム投入口の下流に配置され、プリフォーム600を該プリフォーム600の高さ方向に不均等に加熱する第二ヒータ群400が第一ヒータ群300に隣接して配置されている。また、長円形搬送経路200の他側においては、別の第二ヒータ群400'が第二ヒータ群400の下流に配置されている。この第二ヒータ群400および別の第二ヒータ群400’により、プリフォーム600が該プリフォーム600の高さ方向に不均等に加熱され、それにより、プリフォーム600の高さ方向に温度プロファイルが作成される。すなわち、プリフォーム600の高さ方向に温度が高い部分と低い部分とが形成される。プリフォーム600は別の第二ヒータ群400'の下流において取出され、隣接するブロー成形ラインに投入される。
【0008】
さらに、図6に示される量産用のプリフォーム加熱システム100’においては非加熱領域230が第二ヒータ群400と別の第二ヒータ群400'との間に位置する長円形搬送経路200の端部に設けられており、この非加熱領域230にはヒータが存在しない。
【0009】
図6に示されるプリフォーム加熱システム100'においては第一ヒータ群300と第二ヒータ群400とが隣接しているので、プリフォーム600は第一ヒータ群300による加熱処理を受けた直後に第二ヒータ群400により加熱される。一方、図5に示されるプリフォーム加熱装置100においてはプリフォーム600を全体的に加熱するのみである。このため、プリフォーム加熱装置100を用いて図6に示される量産用のプリフォーム加熱システム100’にあるような第一ヒータ群と第二ヒータ群との加熱温度の差の影響を調査することはできない。
【0010】
また、図6に示されるプリフォーム加熱システム100'においては非加熱領域230が存在するものの、図5に示されるプリフォーム加熱装置100には非加熱領域230が存在していない。このため、プリフォーム加熱装置100を用いて、図6に示される量産用のプリフォーム加熱システム100'にあるような非加熱領域がプリフォームに及ぼす影響を調査するのは容易でない。
【0011】
図5に示される検討用のプリフォーム加熱装置100と図6に示される量産用のプリフォーム加熱システム100'との間にはこのような違いが存在するので、プリフォーム加熱装置100による検討結果が量産用のプリフォーム加熱システム100'において必ずしも再現されるとは限らない。特に近年ではPETボトルの形状が複雑になっているので、プリフォーム加熱装置100を用いて量産ラインの検討をするのには限界がある。
【0012】
本発明者は、従来技術においてプリフォーム加熱装置の検討結果が量産ラインにおいて再現されるのが困難である原因を検討したところ、単一温度に維持される単一のヒータでは量産ラインの構成がプリフォームに及ぼす影響を満足に検討することはできないであろうとの考えの下に、鋭意研究を重ねた結果、プリフォーム均等加熱用の第一ヒータとプリフォーム不均等加熱用の第二ヒータとをプリフォーム加熱装置に設けることにより上記課題を解決できるとの知見を得て本発明を完成するに至った。すなわち本発明はこのような事情に鑑みてなされたものであり、量産ラインに近い条件でプリフォームの加熱条件を検討することのできるプリフォーム加熱装置を提供することを目的とする。
【課題を解決するための手段】
【0013】
前述した目的を達成するために1番目の発明によれば、プリフォームを加熱するプリフォーム加熱装置において、前記プリフォームを経路に沿って搬送するプリフォーム搬送手段と、前記経路の一部分に沿って配置されていて前記プリフォームを均等に加熱する第一ヒータと、前記経路の他の部分に沿って配置されていて前記プリフォームを該プリフォームの高さ方向に不均等に加熱する第二ヒータとを具備するプリフォーム加熱装置が提供される。
【0014】
すなわち1番目の発明においては、均等加熱用に設定された第一ヒータと不均等加熱用に設定された第二ヒータとを備えているので、プリフォームを第一ヒータから第二ヒータへ移動させることによりタイムラグの発生を防止できる。このため、1番目の発明においては、第一ヒータと第二ヒータとが互いに隣接している量産ラインに近い条件でプリフォームの加熱条件を検討することができる。
【0015】
2番目の発明によれば、1番目の発明において、前記第二ヒータの近傍に、該第二ヒータおよび前記第一ヒータからの加熱の影響を受けない非加熱領域が形成されている。
すなわち2番目の発明においては、この非加熱領域に対応する経路上の位置でプリフォームを停止させることにより、プリフォームを非加熱状態に維持することが可能となる。従って、2番目の発明においては、非加熱領域を備えた量産ラインに近い条件でプリフォームの加熱条件を検討することができる。
3番目の発明によれば、2番目の発明において、前記非加熱領域が前記第一ヒータと前記第二ヒータとの間に、前記プリフォームの幅よりも大きい隙間として形成されている。
すなわち3番目の発明においては、非加熱領域を前記プリフォームの幅よりも大きい隙間とすることで、プリフォーム加熱装置をコンパクトに構成することができる。
【0016】
4番目の発明によれば、2番目または3番目の発明において、前記プリフォーム搬送手段は前記経路に沿ってプリフォームを往復運動させられる。
すなわち4番目の発明においては、第二ヒータにより加熱されているプリフォームを非加熱領域まで単に戻すことにより非加熱状態を形成できるので、非加熱領域が存在する量産ラインの検討を容易に行うことができる。
【0017】
5番目の発明によれば、1番目から4番目のいずれかの発明において、前記第一および第二ヒータのうちの少なくとも前記第二ヒータは、前記経路に沿って平行に延びていて前記プリフォームの高さ方向に整列して配置された複数の細長状加熱部を含んでいる。
すなわち5番目の発明においては、複数の細長状加熱部のうちのいくつかの温度を高くすることにより、所望の温度プロファイルを容易に形成することができる。
【0018】
6番目の発明によれば、1番目から5番目のいずれかの発明において、前記プリフォーム搬送手段は、前記プリフォームを回転させながら該プリフォームを搬送させられる。
すなわち6番目の発明においては、第一および第二のヒータを通過するときに、プリフォームを周方向に均等に加熱できる。
【発明を実施するための最良の形態】
【0019】
以下、添付図面を参照して本発明の実施形態を説明する。以下の図面において同一の部材には同一の参照符号が付けられている。理解を容易にするために、これら図面は縮尺を適宜変更している。
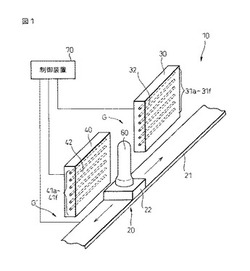
図1は本発明に基づくプリフォーム加熱装置10の概略斜視図である。図1に示されるプリフォーム加熱装置10のプリフォーム搬送部20は搬送経路21と、搬送経路21上を摺動するスライダ22とを有している。図示される搬送経路21は略直線状であるが、後述する第一および第二ヒータ30、40を適切に配置できる限りにおいては、搬送経路21が曲線部分を含んでいても良い。
【0020】
スライダ22は搬送経路21上を往復運動するように構成されており、スライダ22の上面にはプリフォーム60を支持する支持部(図示しない)が配置されている。この支持部によってプリフォーム60はその口部を下向きにしてスライダ22上で鉛直方向に支持される。また、プリフォーム60を周方向に均等に加熱できる限りにおいては、スライダ22の下面にプリフォーム60を支持する支持部(図示しない)を配置し、この支持部によってプリフォーム60をその口部を上向きにしてスライダ22下で鉛直方向に支持してもよい。なお、スライダ22の摺動時には、スライダ22はプリフォーム60を高さ方向の軸線回りに回転させるようになっている。このため、後述するヒータ30、40を通過するときに、プリフォーム60は周方向に均等に加熱される。
【0021】
図示されるように、第一ヒータ30は、その加熱面32が搬送経路21に対して平行になるように搬送経路21の一側に配置されている。第一ヒータ30には、搬送経路21に対して平行に延びる複数の細長状加熱部31a〜31fがプリフォーム60の高さ方向に整列して配置されている。これら細長状加熱部31a〜31fについては、第一ヒータ30の上面に最も近い細長状加熱部を細長状加熱部31aとし、以下、下方に向かって細長状加熱部31b、細長状加熱部31c…の順番で並んでいるものとする。なお、図面には六つの細長状加熱部31a〜31fが示されているが、細長状針部の数は、複数であれば他の数、例えば九つであってもよい。
【0022】
第一ヒータ30は比較的高温でプリフォーム60全体を加熱する役目を有している。従って、細長状加熱部31a〜31fの全てを均等な温度に維持するのが好ましい。また、第一ヒータ30は、その全体が均等な温度にされる構成であってもよい。さらに、第一ヒータ30はスライダ22に支持されたプリフォーム60の高さよりも高くなっており、それにより、プリフォーム60全体を容易に加熱できる。
【0023】
さらに、第一ヒータ30が配置される搬送経路21の一側には、第二ヒータ40が配置されている。第二ヒータ40の加熱面42は搬送経路21に対して平行であって、第一ヒータ30の加熱面32と概ね同一平面になっている。第二ヒータ40は第一ヒータ30とほぼ同一の構成であり、第二ヒータ40には搬送経路21に対して平行に延びる複数の細長状加熱部41a〜41fがプリフォーム60の高さ方向に整列して同様に配置されている。
【0024】
第二ヒータ40はプリフォーム60の高さ方向に温度プロファイル、つまり、プリフォーム60の高さ方向に温度が高い部分と温度が低い部分とを形成する役目を有している。このため、第二ヒータ40使用時には複数の細長状加熱部41a〜41fのうちの所望のいくつかの温度を高く昇温し、残りの細長状加熱部の温度を低く昇温するのが好ましい。
【0025】
また、第一ヒータ30と第二ヒータ40との間には非加熱領域Gが形成されている。この非加熱領域Gはプリフォーム60の幅よりも大きい。この非加熱領域Gのほぼ中心にプリフォーム60を位置決めした場合には、プリフォーム60は第一ヒータ30および第二ヒータ40から熱の影響をほとんど受けないものとする。
【0026】
また、図1に示されるように第一ヒータ30、第二ヒータ40およびプリフォーム搬送部20は制御装置70に接続されている。第一ヒータ30および第二ヒータ40の温度制御、つまり複数の細長状加熱部31a〜31f、41a〜41fうちのいずれを使用するかおよびそれらの温度設定は制御装置70によって行われる。さらに、スライダ22の摺動制御も制御装置70によって行われる。
【0027】
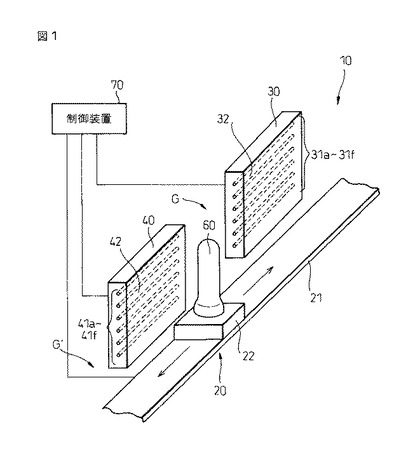
以下、図2(a)から図2(c)を参照しつつ、本発明に基づくプリフォーム加熱装置10の動作を説明する。以下の動作および後述する他の動作は全て制御装置70によって制御されるものとする。はじめに、第一ヒータ30の細長状加熱部31a〜31fの全てを所定の温度にまで昇温する。一方、第二ヒータ40については、プリフォーム60の要求される非加熱領域に応じて、細長状加熱部41a〜41fのうちのいくつかを高い要求温度にまで昇温する。例えば、細長状加熱部41cを高い温度に設定した場合には、細長状加熱部41cにより加熱されるプリフォーム60の一部分が後工程のブロー工程において残りの部分よりも延伸するようになる。
【0028】
第一ヒータ30および第二ヒータ40が適切に昇温した後で、図2(a)に示されるように、支持されたプリフォーム60をその高さ方向の軸線回りに回転させつつ、スライダ22を搬送経路21の一端から第一ヒータ30の前方にまで摺動させる。次いで、プリフォーム60を回転させた状態でスライダ22を第一ヒータ30の前方で所定時間にわたって停止させる。プリフォーム60は周方向に常に回転し続けているので、プリフォーム60全体は適切に加熱される。
【0029】
次いで、図2(b)に示されるように、スライダ22を第二ヒータ40前方にまで搬送経路21上を摺動させ、所定時間にわたって同様に停止させる。これにより、プリフォーム60は該プリフォーム60の高さ方向に不均等に加熱されて、プリフォーム60に所望の温度プロファイルが形成される。その後、図2(c)に示されるようにプリフォーム60を支持したスライダ22を搬送経路21の他端まで摺動させ、図示しないブロー成形ラインに投入する。
【0030】
このように本発明においては、プリフォーム60を均等に加熱する第一ヒータ30と、プリフォーム60を該プリフォーム60の高さ方向に不均等に加熱する第二ヒータ40とを備えているので、プリフォーム60の均等加熱から不均等加熱への移行を迅速に行うことができる。このため、本発明においては、第一ヒータ群300と第二ヒータ群400とが互いに隣接して配置される量産用のプリフォーム加熱システム100'に近い条件でプリフォームの加熱条件を検討することができる。従って、第一ヒータ30と第二ヒータ40との間の非加熱領域Gを移動する際には、スライダ22の摺動速度を高めてやるのが好ましい。また、非加熱領域Gを設けることなしに、第一ヒータ30と第二ヒータ40とを隣接して配置するのも好ましい。
【0031】
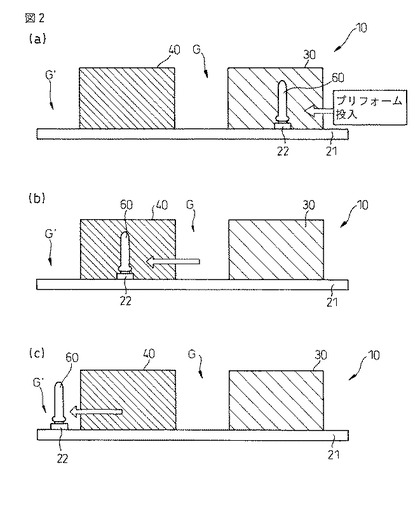
図3(a)から図3(e)はプリフォーム加熱装置の他の動作を示す側面図である。これら図面のうち、図3(a)および図3(b)は前述した図2(a)および図2(b)と同様であるので説明を省略する。本実施形態においては図3(b)に示される第二ヒータ40の前方における加熱時間が図2(b)の場合よりも短くなっていて、量産用のプリフォーム加熱システム100'(図6を参照されたい)の第二ヒータ群400における通過時間(加熱時間)に対応する。
【0032】
次いで、スライダ22を反対方向に摺動させ、第二ヒータ40の一端側に在る非加熱領域Gにおいて停止させる(図3(c)を参照されたい)。また、スライダ22を第二ヒータ40の他端側に在る非加熱領域G’において停止させてもよい(図3(c)を参照されたい)。この非加熱領域Gもしくは非加熱領域G’はプリフォーム60の幅よりも大きく形成されており、これらの領域においてはプリフォーム60は第一ヒータ30および第二ヒータ40からの加熱の影響をほとんど受けない。従って、非加熱領域Gにおいてプリフォーム60を停止させることにより、プリフォーム60を非加熱状態に維持することが可能となる。
【0033】
非加熱領域Gにおける停止時間は量産用のプリフォーム加熱システム100'の非加熱領域230における通過時間に対応させるのが好ましい。このような場合には、非加熱領域230が設けられた量産機100'に近い条件で、プリフォーム60の加熱条件を検討することができる。また、非加熱領域は、第二ヒータ40の近傍に設けることが好ましい。このような場合、第二ヒータ40から非加熱領域への移動の際に外乱が入らないようにすることができる。
【0034】
次いで、スライダ22を非加熱領域Gから第二ヒータ40の前方まで戻し、第二ヒータ40によってプリフォーム60を再び加熱する(図3(d)を参照されたい)。図3(d)に示されるプリフォーム60の加熱時間は量産用のプリフォーム加熱システム100'の別の第二ヒータ群400'における通過時間に対応するものとする。その後、図3(e)に示されるようにスライダ22を搬送経路21の他端まで摺動させ、図示しないブロー成形ラインに投入する。
【0035】
なお、図1に示されるプリフォーム加熱装置10においては第一および第二のヒータが搬送経路21の一側に配置されているが、搬送方向に非加熱領域Gが設けられる限りにおいては第一ヒータ30が搬送経路21の一側に配置されていて第二ヒータ40が搬送経路21の他側に配置されていてもよい。また、第一ヒータ30の対および第二ヒータ40の対のそれぞれが搬送経路21を挟むように配置されている場合も本発明の範囲に含まれるものとする。これらの場合においては、第一および第二ヒータ30、40の各加熱面32、42は搬送経路21に対面するものとする。
【0036】
さらに、前述した実施形態においてはスライダ22を第一および第二ヒータ30、40の前方で所定時間にわたって停止させているが、そのような所定時間で第一および第二ヒータ30、40を通過するようにスライダ22の摺動速度を制御するようにしてもよい。
【0037】
ところで、前述したように、図6に示される第一ヒータ群300および第二ヒータ群400、400’のそれぞれのヒータは複数の細長状加熱部510を備えている(図5を参照されたい)。通常は、細長状加熱部510の両端部は発熱部に対するコネクタであるので、細長状加熱部510の両端部においては加熱作用は発生しない。このため、第一ヒータ群300および第二ヒータ群400、400’において、複数の細長状加熱部510を備えたヒータの両端部の温度はヒータの中央部の温度よりも低くなる。同様に、隣接するヒータの間の隙間における温度はさらに低下する。
【0038】
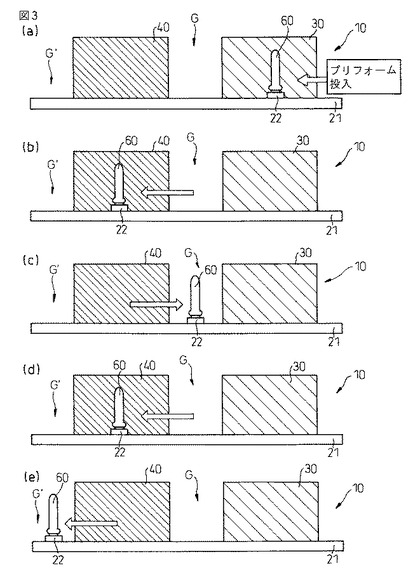
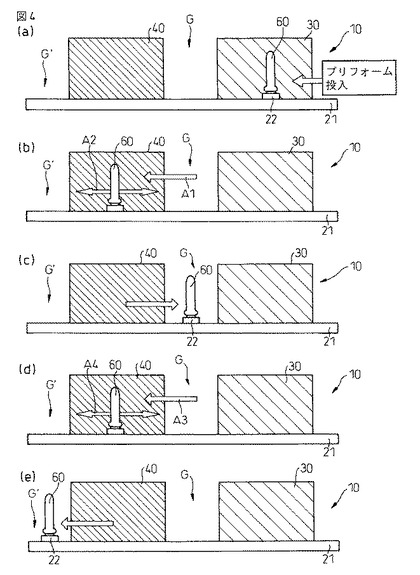
従って、このようなヒータの特性を考慮した上で、プリフォーム加熱装置10を駆動するのが望ましい。以下、図4(a)から図4(e)を参照しつつ、プリフォーム加熱装置のさらに他の動作を説明する。これら図面のうち、図4(a)は前述した図2(a)と同様であるので説明を省略する。
【0039】
次いで、図4(b)に示されるように、スライダ22を第一ヒータ30から第二ヒータ40まで移動させて(矢印A1)、第二ヒータ40の正面においてスライダ22を第二ヒータ40の両端部間で往復運動させる(矢印A2)。前述したように第二ヒータ40の両端部の温度はその中央部の温度よりも低いので、本実施形態においては、温度の低い第二ヒータ40の両端部および両端部に関連する非加熱領域G、G’を第二ヒータ群400において隣接するヒータの間の隙間に対応させている。従って、プリフォーム60を第二ヒータ40の正面において例えば一回だけ往復運動させた場合には、プリフォーム60は第二ヒータ群400における二つのヒータを通過したものとみなされる。
【0040】
このため、図4(b)における往復運動の回数は、図6に示される第二ヒータ群400の数に対応するように設定される。なお、第二ヒータ群400におけるヒータの数が奇数である場合には、最後の往復運動のときにプリフォーム60を第二ヒータ40の中央で折り返すようにすればよい。
【0041】
次いで、スライダ22を反対方向に摺動させ、非加熱領域Gにおいて停止させる(図3(c)を参照されたい)。前述した実施形態と同様に、非加熱領域Gにおける停止時間は量産用のプリフォーム加熱システム100'の非加熱領域230における通過時間に対応させる。
【0042】
次いで、図4(d)に示されるようにスライダ22を再び第二ヒータ40まで移動させて(矢印A3)、第二ヒータ40の正面においてスライダ22を第二ヒータ40の両端部間で往復運動させる(矢印A4)。図4(d)における往復運動の回数は、図6に示される第二ヒータ群400’の数に対応するように設定される。その後、図4(e)に示されるようにスライダ22を搬送経路21の他端まで摺動させ、図示しないブロー成形ラインに投入する。
【0043】
このように第三の実施形態においては、第二ヒータ群400、400’において隣接するヒータの間の隙間をも考慮してプリフォーム加熱装置10の運転条件を設定しているので、第二の実施形態の場合よりも量産機100'により近い条件で、プリフォーム60の加熱条件を検討できるのが分かるであろう。
【0044】
なお、プリフォーム60を支持するスライダ22を第二ヒータ40の一端、例えば非加熱領域G近傍と第二ヒータ40の中央部との間で往復運動させるようにしてもよい。この場合には、プリフォーム60の一回の往復運動が第二ヒータ群400、400’における一つのヒータを通過することに対応するので、プリフォーム60の運動の設定が容易となる。
【0045】
さらに、プリフォーム60が第一ヒータ30を通過するときにも、プリフォーム60を前述したように往復運動させるのが好ましい。この場合には、第一ヒータ群100において隣接するヒータの間の隙間をも考慮されるので、量産機100'にさらに近い条件で、プリフォーム60の加熱条件を検討できる。
【0046】
さらに、本発明に基づくプリフォーム加熱装置10をそのまま量産に適用することにより、比較的小型の量産用のプリフォーム加熱システム100'を形成するようにすることも、本発明の範囲に含まれるものとする。
【図面の簡単な説明】
【0047】
【図1】本発明に基づくプリフォーム加熱装置の概略斜視図である。
【図2】(a)プリフォーム加熱装置の動作を示す側面図である。(b)プリフォーム加熱装置の動作を示す側面図である。(c)プリフォーム加熱装置の動作を示す側面図である。
【図3】(a)プリフォーム加熱装置の他の動作を示す側面図である。(b)プリフォーム加熱装置の他の動作を示す側面図である。(c)プリフォーム加熱装置の他の動作を示す側面図である。(d)プリフォーム加熱装置の他の動作を示す側面図である。(e)プリフォーム加熱装置の他の動作を示す側面図である。
【図4】(a)プリフォーム加熱装置のさらに他の動作を示す側面図である。(b)プリフォーム加熱装置のさらに他の動作を示す側面図である。(c)プリフォーム加熱装置のさらに他の動作を示す側面図である。(d)プリフォーム加熱装置のさらに他の動作を示す側面図である。(e)プリフォーム加熱装置のさらに他の動作を示す側面図である。
【図5】従来技術のプリフォーム加熱装置の略側面図である。
【図6】従来技術における量産ライン用プリフォーム加熱システムの平面図である。
【符号の説明】
【0048】
10 プリフォーム加熱装置
20 プリフォーム搬送部
21 搬送経路
22 スライダ
30 第一ヒータ
31a〜31f 細長状加熱部
32 加熱面
40 第二ヒータ
41a〜41f 細長状加熱部
42 加熱面
60 プリフォーム
70 制御装置
G、G’ 非加熱領域
【技術分野】
【0001】
本発明は、プリフォーム、すなわち溶融樹脂材料の圧縮成形体を加熱するプリフォーム加熱装置に関する。
【背景技術】
【0002】
各種飲料物の容器としてPETボトルが著しく普及している。このようなPETボトルは、溶融樹脂材料の圧縮成形体である中間素材としてのプリフォームを加熱し、次いで型締装置にてブロー成形することにより形成されている。通常は、特許文献1および特許文献2に開示されるように、プリフォームを加熱する加熱ラインと、加熱されたプリフォームをブロー成形するブロー成形ラインとが連続するように配置されており、それにより、PETボトルの生産効率を高めるようにしている。
【0003】
ところで、近年では、種々の形状のPETボトルが次々に製品化されている。このため、PETボトルの開発期間を短縮することは重要な課題の一つである。特に近年のPETボトルは形状が複雑なものも少なくないので、新規な形状のPETボトルを量産する前に、例えば図5に示されるようなプリフォーム加熱装置を用いて検討が事前に行われる。
【0004】
図5に示されるプリフォーム加熱装置100においては、スライダ220に支持されたプリフォーム600が搬送経路210に沿って一方向(矢印方向)に移動する構成になっている。また、ヒータ500が搬送経路210の側部において搬送経路210に沿って配置されている。このヒータ500の加熱面には、複数の細長状加熱部510が組み込まれている。図示されるように、これら細長状加熱部510は搬送経路210に沿って平行に延びていてプリフォーム600の高さ方向に整列して配置されている。
【0005】
図5に示されるプリフォーム加熱装置100の使用時には、はじめに複数の細長状加熱部510の全てを比較的高温の単一温度に維持し、スライダ220上のプリフォーム600をヒータ500の前面まで移動させる。これにより、プリフォーム600全体が概ね均等に加熱される。
【0006】
次いで、スライダ220を矢印方向にさらに移動させ、プリフォーム600をプリフォーム加熱装置100から取出す。次いで、プリフォーム600を所定の型締装置にてブロー成形すると、温度が高い部分が温度が低い部分よりも延伸し、それにより、所望の形状のPETボトルが形成されるようになる。
【特許文献1】特開平11−48323号公報
【特許文献2】特開平11−48327号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ところで、図6は従来技術における量産ライン用プリフォーム加熱システムの平面図である。プリフォーム加熱システム100'においては図示しないプリフォーム600が長円形の搬送経路200に順次搬送される構成になっている。図示されるように、長円形搬送経路200の一側においては、プリフォーム600を均等に加熱する第一ヒータ群300がプリフォーム投入口の下流に配置され、プリフォーム600を該プリフォーム600の高さ方向に不均等に加熱する第二ヒータ群400が第一ヒータ群300に隣接して配置されている。また、長円形搬送経路200の他側においては、別の第二ヒータ群400'が第二ヒータ群400の下流に配置されている。この第二ヒータ群400および別の第二ヒータ群400’により、プリフォーム600が該プリフォーム600の高さ方向に不均等に加熱され、それにより、プリフォーム600の高さ方向に温度プロファイルが作成される。すなわち、プリフォーム600の高さ方向に温度が高い部分と低い部分とが形成される。プリフォーム600は別の第二ヒータ群400'の下流において取出され、隣接するブロー成形ラインに投入される。
【0008】
さらに、図6に示される量産用のプリフォーム加熱システム100’においては非加熱領域230が第二ヒータ群400と別の第二ヒータ群400'との間に位置する長円形搬送経路200の端部に設けられており、この非加熱領域230にはヒータが存在しない。
【0009】
図6に示されるプリフォーム加熱システム100'においては第一ヒータ群300と第二ヒータ群400とが隣接しているので、プリフォーム600は第一ヒータ群300による加熱処理を受けた直後に第二ヒータ群400により加熱される。一方、図5に示されるプリフォーム加熱装置100においてはプリフォーム600を全体的に加熱するのみである。このため、プリフォーム加熱装置100を用いて図6に示される量産用のプリフォーム加熱システム100’にあるような第一ヒータ群と第二ヒータ群との加熱温度の差の影響を調査することはできない。
【0010】
また、図6に示されるプリフォーム加熱システム100'においては非加熱領域230が存在するものの、図5に示されるプリフォーム加熱装置100には非加熱領域230が存在していない。このため、プリフォーム加熱装置100を用いて、図6に示される量産用のプリフォーム加熱システム100'にあるような非加熱領域がプリフォームに及ぼす影響を調査するのは容易でない。
【0011】
図5に示される検討用のプリフォーム加熱装置100と図6に示される量産用のプリフォーム加熱システム100'との間にはこのような違いが存在するので、プリフォーム加熱装置100による検討結果が量産用のプリフォーム加熱システム100'において必ずしも再現されるとは限らない。特に近年ではPETボトルの形状が複雑になっているので、プリフォーム加熱装置100を用いて量産ラインの検討をするのには限界がある。
【0012】
本発明者は、従来技術においてプリフォーム加熱装置の検討結果が量産ラインにおいて再現されるのが困難である原因を検討したところ、単一温度に維持される単一のヒータでは量産ラインの構成がプリフォームに及ぼす影響を満足に検討することはできないであろうとの考えの下に、鋭意研究を重ねた結果、プリフォーム均等加熱用の第一ヒータとプリフォーム不均等加熱用の第二ヒータとをプリフォーム加熱装置に設けることにより上記課題を解決できるとの知見を得て本発明を完成するに至った。すなわち本発明はこのような事情に鑑みてなされたものであり、量産ラインに近い条件でプリフォームの加熱条件を検討することのできるプリフォーム加熱装置を提供することを目的とする。
【課題を解決するための手段】
【0013】
前述した目的を達成するために1番目の発明によれば、プリフォームを加熱するプリフォーム加熱装置において、前記プリフォームを経路に沿って搬送するプリフォーム搬送手段と、前記経路の一部分に沿って配置されていて前記プリフォームを均等に加熱する第一ヒータと、前記経路の他の部分に沿って配置されていて前記プリフォームを該プリフォームの高さ方向に不均等に加熱する第二ヒータとを具備するプリフォーム加熱装置が提供される。
【0014】
すなわち1番目の発明においては、均等加熱用に設定された第一ヒータと不均等加熱用に設定された第二ヒータとを備えているので、プリフォームを第一ヒータから第二ヒータへ移動させることによりタイムラグの発生を防止できる。このため、1番目の発明においては、第一ヒータと第二ヒータとが互いに隣接している量産ラインに近い条件でプリフォームの加熱条件を検討することができる。
【0015】
2番目の発明によれば、1番目の発明において、前記第二ヒータの近傍に、該第二ヒータおよび前記第一ヒータからの加熱の影響を受けない非加熱領域が形成されている。
すなわち2番目の発明においては、この非加熱領域に対応する経路上の位置でプリフォームを停止させることにより、プリフォームを非加熱状態に維持することが可能となる。従って、2番目の発明においては、非加熱領域を備えた量産ラインに近い条件でプリフォームの加熱条件を検討することができる。
3番目の発明によれば、2番目の発明において、前記非加熱領域が前記第一ヒータと前記第二ヒータとの間に、前記プリフォームの幅よりも大きい隙間として形成されている。
すなわち3番目の発明においては、非加熱領域を前記プリフォームの幅よりも大きい隙間とすることで、プリフォーム加熱装置をコンパクトに構成することができる。
【0016】
4番目の発明によれば、2番目または3番目の発明において、前記プリフォーム搬送手段は前記経路に沿ってプリフォームを往復運動させられる。
すなわち4番目の発明においては、第二ヒータにより加熱されているプリフォームを非加熱領域まで単に戻すことにより非加熱状態を形成できるので、非加熱領域が存在する量産ラインの検討を容易に行うことができる。
【0017】
5番目の発明によれば、1番目から4番目のいずれかの発明において、前記第一および第二ヒータのうちの少なくとも前記第二ヒータは、前記経路に沿って平行に延びていて前記プリフォームの高さ方向に整列して配置された複数の細長状加熱部を含んでいる。
すなわち5番目の発明においては、複数の細長状加熱部のうちのいくつかの温度を高くすることにより、所望の温度プロファイルを容易に形成することができる。
【0018】
6番目の発明によれば、1番目から5番目のいずれかの発明において、前記プリフォーム搬送手段は、前記プリフォームを回転させながら該プリフォームを搬送させられる。
すなわち6番目の発明においては、第一および第二のヒータを通過するときに、プリフォームを周方向に均等に加熱できる。
【発明を実施するための最良の形態】
【0019】
以下、添付図面を参照して本発明の実施形態を説明する。以下の図面において同一の部材には同一の参照符号が付けられている。理解を容易にするために、これら図面は縮尺を適宜変更している。
図1は本発明に基づくプリフォーム加熱装置10の概略斜視図である。図1に示されるプリフォーム加熱装置10のプリフォーム搬送部20は搬送経路21と、搬送経路21上を摺動するスライダ22とを有している。図示される搬送経路21は略直線状であるが、後述する第一および第二ヒータ30、40を適切に配置できる限りにおいては、搬送経路21が曲線部分を含んでいても良い。
【0020】
スライダ22は搬送経路21上を往復運動するように構成されており、スライダ22の上面にはプリフォーム60を支持する支持部(図示しない)が配置されている。この支持部によってプリフォーム60はその口部を下向きにしてスライダ22上で鉛直方向に支持される。また、プリフォーム60を周方向に均等に加熱できる限りにおいては、スライダ22の下面にプリフォーム60を支持する支持部(図示しない)を配置し、この支持部によってプリフォーム60をその口部を上向きにしてスライダ22下で鉛直方向に支持してもよい。なお、スライダ22の摺動時には、スライダ22はプリフォーム60を高さ方向の軸線回りに回転させるようになっている。このため、後述するヒータ30、40を通過するときに、プリフォーム60は周方向に均等に加熱される。
【0021】
図示されるように、第一ヒータ30は、その加熱面32が搬送経路21に対して平行になるように搬送経路21の一側に配置されている。第一ヒータ30には、搬送経路21に対して平行に延びる複数の細長状加熱部31a〜31fがプリフォーム60の高さ方向に整列して配置されている。これら細長状加熱部31a〜31fについては、第一ヒータ30の上面に最も近い細長状加熱部を細長状加熱部31aとし、以下、下方に向かって細長状加熱部31b、細長状加熱部31c…の順番で並んでいるものとする。なお、図面には六つの細長状加熱部31a〜31fが示されているが、細長状針部の数は、複数であれば他の数、例えば九つであってもよい。
【0022】
第一ヒータ30は比較的高温でプリフォーム60全体を加熱する役目を有している。従って、細長状加熱部31a〜31fの全てを均等な温度に維持するのが好ましい。また、第一ヒータ30は、その全体が均等な温度にされる構成であってもよい。さらに、第一ヒータ30はスライダ22に支持されたプリフォーム60の高さよりも高くなっており、それにより、プリフォーム60全体を容易に加熱できる。
【0023】
さらに、第一ヒータ30が配置される搬送経路21の一側には、第二ヒータ40が配置されている。第二ヒータ40の加熱面42は搬送経路21に対して平行であって、第一ヒータ30の加熱面32と概ね同一平面になっている。第二ヒータ40は第一ヒータ30とほぼ同一の構成であり、第二ヒータ40には搬送経路21に対して平行に延びる複数の細長状加熱部41a〜41fがプリフォーム60の高さ方向に整列して同様に配置されている。
【0024】
第二ヒータ40はプリフォーム60の高さ方向に温度プロファイル、つまり、プリフォーム60の高さ方向に温度が高い部分と温度が低い部分とを形成する役目を有している。このため、第二ヒータ40使用時には複数の細長状加熱部41a〜41fのうちの所望のいくつかの温度を高く昇温し、残りの細長状加熱部の温度を低く昇温するのが好ましい。
【0025】
また、第一ヒータ30と第二ヒータ40との間には非加熱領域Gが形成されている。この非加熱領域Gはプリフォーム60の幅よりも大きい。この非加熱領域Gのほぼ中心にプリフォーム60を位置決めした場合には、プリフォーム60は第一ヒータ30および第二ヒータ40から熱の影響をほとんど受けないものとする。
【0026】
また、図1に示されるように第一ヒータ30、第二ヒータ40およびプリフォーム搬送部20は制御装置70に接続されている。第一ヒータ30および第二ヒータ40の温度制御、つまり複数の細長状加熱部31a〜31f、41a〜41fうちのいずれを使用するかおよびそれらの温度設定は制御装置70によって行われる。さらに、スライダ22の摺動制御も制御装置70によって行われる。
【0027】
以下、図2(a)から図2(c)を参照しつつ、本発明に基づくプリフォーム加熱装置10の動作を説明する。以下の動作および後述する他の動作は全て制御装置70によって制御されるものとする。はじめに、第一ヒータ30の細長状加熱部31a〜31fの全てを所定の温度にまで昇温する。一方、第二ヒータ40については、プリフォーム60の要求される非加熱領域に応じて、細長状加熱部41a〜41fのうちのいくつかを高い要求温度にまで昇温する。例えば、細長状加熱部41cを高い温度に設定した場合には、細長状加熱部41cにより加熱されるプリフォーム60の一部分が後工程のブロー工程において残りの部分よりも延伸するようになる。
【0028】
第一ヒータ30および第二ヒータ40が適切に昇温した後で、図2(a)に示されるように、支持されたプリフォーム60をその高さ方向の軸線回りに回転させつつ、スライダ22を搬送経路21の一端から第一ヒータ30の前方にまで摺動させる。次いで、プリフォーム60を回転させた状態でスライダ22を第一ヒータ30の前方で所定時間にわたって停止させる。プリフォーム60は周方向に常に回転し続けているので、プリフォーム60全体は適切に加熱される。
【0029】
次いで、図2(b)に示されるように、スライダ22を第二ヒータ40前方にまで搬送経路21上を摺動させ、所定時間にわたって同様に停止させる。これにより、プリフォーム60は該プリフォーム60の高さ方向に不均等に加熱されて、プリフォーム60に所望の温度プロファイルが形成される。その後、図2(c)に示されるようにプリフォーム60を支持したスライダ22を搬送経路21の他端まで摺動させ、図示しないブロー成形ラインに投入する。
【0030】
このように本発明においては、プリフォーム60を均等に加熱する第一ヒータ30と、プリフォーム60を該プリフォーム60の高さ方向に不均等に加熱する第二ヒータ40とを備えているので、プリフォーム60の均等加熱から不均等加熱への移行を迅速に行うことができる。このため、本発明においては、第一ヒータ群300と第二ヒータ群400とが互いに隣接して配置される量産用のプリフォーム加熱システム100'に近い条件でプリフォームの加熱条件を検討することができる。従って、第一ヒータ30と第二ヒータ40との間の非加熱領域Gを移動する際には、スライダ22の摺動速度を高めてやるのが好ましい。また、非加熱領域Gを設けることなしに、第一ヒータ30と第二ヒータ40とを隣接して配置するのも好ましい。
【0031】
図3(a)から図3(e)はプリフォーム加熱装置の他の動作を示す側面図である。これら図面のうち、図3(a)および図3(b)は前述した図2(a)および図2(b)と同様であるので説明を省略する。本実施形態においては図3(b)に示される第二ヒータ40の前方における加熱時間が図2(b)の場合よりも短くなっていて、量産用のプリフォーム加熱システム100'(図6を参照されたい)の第二ヒータ群400における通過時間(加熱時間)に対応する。
【0032】
次いで、スライダ22を反対方向に摺動させ、第二ヒータ40の一端側に在る非加熱領域Gにおいて停止させる(図3(c)を参照されたい)。また、スライダ22を第二ヒータ40の他端側に在る非加熱領域G’において停止させてもよい(図3(c)を参照されたい)。この非加熱領域Gもしくは非加熱領域G’はプリフォーム60の幅よりも大きく形成されており、これらの領域においてはプリフォーム60は第一ヒータ30および第二ヒータ40からの加熱の影響をほとんど受けない。従って、非加熱領域Gにおいてプリフォーム60を停止させることにより、プリフォーム60を非加熱状態に維持することが可能となる。
【0033】
非加熱領域Gにおける停止時間は量産用のプリフォーム加熱システム100'の非加熱領域230における通過時間に対応させるのが好ましい。このような場合には、非加熱領域230が設けられた量産機100'に近い条件で、プリフォーム60の加熱条件を検討することができる。また、非加熱領域は、第二ヒータ40の近傍に設けることが好ましい。このような場合、第二ヒータ40から非加熱領域への移動の際に外乱が入らないようにすることができる。
【0034】
次いで、スライダ22を非加熱領域Gから第二ヒータ40の前方まで戻し、第二ヒータ40によってプリフォーム60を再び加熱する(図3(d)を参照されたい)。図3(d)に示されるプリフォーム60の加熱時間は量産用のプリフォーム加熱システム100'の別の第二ヒータ群400'における通過時間に対応するものとする。その後、図3(e)に示されるようにスライダ22を搬送経路21の他端まで摺動させ、図示しないブロー成形ラインに投入する。
【0035】
なお、図1に示されるプリフォーム加熱装置10においては第一および第二のヒータが搬送経路21の一側に配置されているが、搬送方向に非加熱領域Gが設けられる限りにおいては第一ヒータ30が搬送経路21の一側に配置されていて第二ヒータ40が搬送経路21の他側に配置されていてもよい。また、第一ヒータ30の対および第二ヒータ40の対のそれぞれが搬送経路21を挟むように配置されている場合も本発明の範囲に含まれるものとする。これらの場合においては、第一および第二ヒータ30、40の各加熱面32、42は搬送経路21に対面するものとする。
【0036】
さらに、前述した実施形態においてはスライダ22を第一および第二ヒータ30、40の前方で所定時間にわたって停止させているが、そのような所定時間で第一および第二ヒータ30、40を通過するようにスライダ22の摺動速度を制御するようにしてもよい。
【0037】
ところで、前述したように、図6に示される第一ヒータ群300および第二ヒータ群400、400’のそれぞれのヒータは複数の細長状加熱部510を備えている(図5を参照されたい)。通常は、細長状加熱部510の両端部は発熱部に対するコネクタであるので、細長状加熱部510の両端部においては加熱作用は発生しない。このため、第一ヒータ群300および第二ヒータ群400、400’において、複数の細長状加熱部510を備えたヒータの両端部の温度はヒータの中央部の温度よりも低くなる。同様に、隣接するヒータの間の隙間における温度はさらに低下する。
【0038】
従って、このようなヒータの特性を考慮した上で、プリフォーム加熱装置10を駆動するのが望ましい。以下、図4(a)から図4(e)を参照しつつ、プリフォーム加熱装置のさらに他の動作を説明する。これら図面のうち、図4(a)は前述した図2(a)と同様であるので説明を省略する。
【0039】
次いで、図4(b)に示されるように、スライダ22を第一ヒータ30から第二ヒータ40まで移動させて(矢印A1)、第二ヒータ40の正面においてスライダ22を第二ヒータ40の両端部間で往復運動させる(矢印A2)。前述したように第二ヒータ40の両端部の温度はその中央部の温度よりも低いので、本実施形態においては、温度の低い第二ヒータ40の両端部および両端部に関連する非加熱領域G、G’を第二ヒータ群400において隣接するヒータの間の隙間に対応させている。従って、プリフォーム60を第二ヒータ40の正面において例えば一回だけ往復運動させた場合には、プリフォーム60は第二ヒータ群400における二つのヒータを通過したものとみなされる。
【0040】
このため、図4(b)における往復運動の回数は、図6に示される第二ヒータ群400の数に対応するように設定される。なお、第二ヒータ群400におけるヒータの数が奇数である場合には、最後の往復運動のときにプリフォーム60を第二ヒータ40の中央で折り返すようにすればよい。
【0041】
次いで、スライダ22を反対方向に摺動させ、非加熱領域Gにおいて停止させる(図3(c)を参照されたい)。前述した実施形態と同様に、非加熱領域Gにおける停止時間は量産用のプリフォーム加熱システム100'の非加熱領域230における通過時間に対応させる。
【0042】
次いで、図4(d)に示されるようにスライダ22を再び第二ヒータ40まで移動させて(矢印A3)、第二ヒータ40の正面においてスライダ22を第二ヒータ40の両端部間で往復運動させる(矢印A4)。図4(d)における往復運動の回数は、図6に示される第二ヒータ群400’の数に対応するように設定される。その後、図4(e)に示されるようにスライダ22を搬送経路21の他端まで摺動させ、図示しないブロー成形ラインに投入する。
【0043】
このように第三の実施形態においては、第二ヒータ群400、400’において隣接するヒータの間の隙間をも考慮してプリフォーム加熱装置10の運転条件を設定しているので、第二の実施形態の場合よりも量産機100'により近い条件で、プリフォーム60の加熱条件を検討できるのが分かるであろう。
【0044】
なお、プリフォーム60を支持するスライダ22を第二ヒータ40の一端、例えば非加熱領域G近傍と第二ヒータ40の中央部との間で往復運動させるようにしてもよい。この場合には、プリフォーム60の一回の往復運動が第二ヒータ群400、400’における一つのヒータを通過することに対応するので、プリフォーム60の運動の設定が容易となる。
【0045】
さらに、プリフォーム60が第一ヒータ30を通過するときにも、プリフォーム60を前述したように往復運動させるのが好ましい。この場合には、第一ヒータ群100において隣接するヒータの間の隙間をも考慮されるので、量産機100'にさらに近い条件で、プリフォーム60の加熱条件を検討できる。
【0046】
さらに、本発明に基づくプリフォーム加熱装置10をそのまま量産に適用することにより、比較的小型の量産用のプリフォーム加熱システム100'を形成するようにすることも、本発明の範囲に含まれるものとする。
【図面の簡単な説明】
【0047】
【図1】本発明に基づくプリフォーム加熱装置の概略斜視図である。
【図2】(a)プリフォーム加熱装置の動作を示す側面図である。(b)プリフォーム加熱装置の動作を示す側面図である。(c)プリフォーム加熱装置の動作を示す側面図である。
【図3】(a)プリフォーム加熱装置の他の動作を示す側面図である。(b)プリフォーム加熱装置の他の動作を示す側面図である。(c)プリフォーム加熱装置の他の動作を示す側面図である。(d)プリフォーム加熱装置の他の動作を示す側面図である。(e)プリフォーム加熱装置の他の動作を示す側面図である。
【図4】(a)プリフォーム加熱装置のさらに他の動作を示す側面図である。(b)プリフォーム加熱装置のさらに他の動作を示す側面図である。(c)プリフォーム加熱装置のさらに他の動作を示す側面図である。(d)プリフォーム加熱装置のさらに他の動作を示す側面図である。(e)プリフォーム加熱装置のさらに他の動作を示す側面図である。
【図5】従来技術のプリフォーム加熱装置の略側面図である。
【図6】従来技術における量産ライン用プリフォーム加熱システムの平面図である。
【符号の説明】
【0048】
10 プリフォーム加熱装置
20 プリフォーム搬送部
21 搬送経路
22 スライダ
30 第一ヒータ
31a〜31f 細長状加熱部
32 加熱面
40 第二ヒータ
41a〜41f 細長状加熱部
42 加熱面
60 プリフォーム
70 制御装置
G、G’ 非加熱領域
【特許請求の範囲】
【請求項1】
プリフォームを加熱するプリフォーム加熱装置において、
前記プリフォームを経路に沿って搬送するプリフォーム搬送手段と、
前記経路の一部分に沿って配置されていて前記プリフォームを均等に加熱する第一ヒータと、
前記経路の他の部分に沿って配置されていて前記プリフォームを該プリフォームの高さ方向に不均等に加熱する第二ヒータとを具備するプリフォーム加熱装置。
【請求項2】
前記第二ヒータの近傍に、該第二ヒータおよび前記第一ヒータからの加熱の影響を受けない非加熱領域が形成されている請求項1に記載のプリフォーム加熱装置。
【請求項3】
前記非加熱領域が前記第一ヒータと前記第二ヒータとの間に形成される、前記プリフォームの幅よりも大きい隙間であることを特徴とする請求項2に記載のプリフォーム加熱装置。
【請求項4】
前記プリフォーム搬送手段は前記経路に沿ってプリフォームを往復運動させられる請求項2又は3に記載のプリフォーム加熱装置。
【請求項5】
前記第一および第二ヒータのうちの少なくとも前記第二ヒータは、前記経路に沿って平行に延びていて前記プリフォームの高さ方向に整列して配置された複数の細長状加熱部を含んでいる請求項1から4のいずれか一項に記載のプリフォーム加熱装置。
【請求項6】
前記プリフォーム搬送手段は、前記プリフォームを回転させながら該プリフォームを搬送させられる請求項1から5のいずれか一項に記載のプリフォーム加熱装置。
【請求項1】
プリフォームを加熱するプリフォーム加熱装置において、
前記プリフォームを経路に沿って搬送するプリフォーム搬送手段と、
前記経路の一部分に沿って配置されていて前記プリフォームを均等に加熱する第一ヒータと、
前記経路の他の部分に沿って配置されていて前記プリフォームを該プリフォームの高さ方向に不均等に加熱する第二ヒータとを具備するプリフォーム加熱装置。
【請求項2】
前記第二ヒータの近傍に、該第二ヒータおよび前記第一ヒータからの加熱の影響を受けない非加熱領域が形成されている請求項1に記載のプリフォーム加熱装置。
【請求項3】
前記非加熱領域が前記第一ヒータと前記第二ヒータとの間に形成される、前記プリフォームの幅よりも大きい隙間であることを特徴とする請求項2に記載のプリフォーム加熱装置。
【請求項4】
前記プリフォーム搬送手段は前記経路に沿ってプリフォームを往復運動させられる請求項2又は3に記載のプリフォーム加熱装置。
【請求項5】
前記第一および第二ヒータのうちの少なくとも前記第二ヒータは、前記経路に沿って平行に延びていて前記プリフォームの高さ方向に整列して配置された複数の細長状加熱部を含んでいる請求項1から4のいずれか一項に記載のプリフォーム加熱装置。
【請求項6】
前記プリフォーム搬送手段は、前記プリフォームを回転させながら該プリフォームを搬送させられる請求項1から5のいずれか一項に記載のプリフォーム加熱装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−203694(P2007−203694A)
【公開日】平成19年8月16日(2007.8.16)
【国際特許分類】
【出願番号】特願2006−28163(P2006−28163)
【出願日】平成18年2月6日(2006.2.6)
【出願人】(000001904)サントリー株式会社 (319)
【Fターム(参考)】
【公開日】平成19年8月16日(2007.8.16)
【国際特許分類】
【出願日】平成18年2月6日(2006.2.6)
【出願人】(000001904)サントリー株式会社 (319)
【Fターム(参考)】
[ Back to top ]