
プリプレグの製造方法及びプリプレグの製造装置
【課題】プリプレグの製造においてボイドの発生を抑制することである。
【解決手段】プリプレグの製造方法は、単繊維40が隣接して束ねられたシート状の繊維束30を開繊し、樹脂17を含浸させるプリプレグの製造方法であって、シート状の繊維束30の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シート32を成形する開繊工程(S12)と、開繊繊維シート32にスリットを入れて分割し複数本の等幅分割繊維シート34を成形する分割工程(S14)と、各々の等幅分割繊維シート36に樹脂17を含浸し、樹脂含浸繊維シート36を成形する含浸工程(S16)と、各々の樹脂含浸繊維シート36を厚さ方向に揃えて重ね合わせプリプレグ38を成形する重ね合わせ工程(S18)を備える。
【解決手段】プリプレグの製造方法は、単繊維40が隣接して束ねられたシート状の繊維束30を開繊し、樹脂17を含浸させるプリプレグの製造方法であって、シート状の繊維束30の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シート32を成形する開繊工程(S12)と、開繊繊維シート32にスリットを入れて分割し複数本の等幅分割繊維シート34を成形する分割工程(S14)と、各々の等幅分割繊維シート36に樹脂17を含浸し、樹脂含浸繊維シート36を成形する含浸工程(S16)と、各々の樹脂含浸繊維シート36を厚さ方向に揃えて重ね合わせプリプレグ38を成形する重ね合わせ工程(S18)を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プリプレグの製造方法及びプリプレグの製造装置に係り、特にシート状の繊維束に樹脂を含浸させるプリプレグの製造方法及びプリプレグの製造装置に関する。
【背景技術】
【0002】
圧縮水素ガスや圧縮天然ガスを貯蔵する圧力容器、例えば車両用高圧水素タンクの圧力容器には、軽量化のために、繊維強化複合材料が用いられている。繊維強化複合材料には、適当な強度を有する繊維に樹脂を含浸させたプリプレグが成形用中間材料として用いられる。
【0003】
特許文献1には、熱可塑性樹脂を一様に含浸させてプリプレグシートを製造するための開繊繊維シートの製造方法が開示されている。開繊繊維束群の全幅を交差方向へ断続的に局部押圧し、かつ、幅方向に沿って直線的に進退摩擦することにより、近接隣り合う開繊繊維束の側辺の繊維同士が接線状態に寄り添って全体が一様な高品質の開繊繊維シートを高能率に製造することが可能であり、この様に繊維同士が平行で接線同士が寄り添うことで、樹脂の分布密度が均等な開繊繊維シートが得られると述べられている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−029912号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に示される様に、従来技術によって適当な強度を有する繊維に樹脂を含浸させたプリプレグを製造することができる。ここで、例えば極細のカーボン繊維に樹脂を含浸させて成形されるプリプレグは、カーボン繊維の本数が多くなるほどカーボン繊維間に樹脂が入りにくくなり、樹脂が含浸されない部分、いわゆるボイドが発生しやすい。そのために、所望幅で高速にプリプレグを成形する場合等に品質の維持が困難になることがある。プリプレグを用いて高圧水素タンクを製造する場合、プリプレグ中のボイドは高圧水素タンクの強度低下を招く。
【0006】
本発明の目的は、ボイドの発生を抑制して開繊繊維シートに樹脂を含浸させることが可能なプリプレグの製造方法およびプリプレグの製造装置を提供することである。
【課題を解決するための手段】
【0007】
本発明に係るプリプレグの製造方法は、単繊維が隣接して束ねられたシート状の繊維束を開繊し、樹脂を含浸させるプリプレグの製造方法であって、シート状の繊維束の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シートを成形する開繊工程と、開繊繊維シートにスリットを入れて分割し複数本の等幅分割繊維シートを成形する分割工程と、各々の等幅分割繊維シートに樹脂を含浸し、樹脂含浸繊維シートを成形する含浸工程と、各々の樹脂含浸繊維シートを厚さ方向に揃えて重ね合わせプリプレグを成形する重ね合わせ工程と、を含むことを特徴とする。
【0008】
また、本発明に係るプリプレグの製造方法において、開繊工程は、シート状の繊維束の幅方向を断面積が一定の条件の下で所望幅の整数倍に開繊することが好ましい。
【0009】
本発明に係るプリプレグの製造装置は、単繊維が隣接して束ねられたシート状の繊維束を開繊し、樹脂を含浸させるプリプレグの製造装置であって、シート状の繊維束の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シートを成形する開繊部と、開繊繊維シートにスリットを入れて分割し複数本の等幅分割繊維シートを成形する分割部と、各々の等幅分割繊維シートに樹脂を含浸し、樹脂含浸繊維シートを成形する含浸部と、各々の樹脂含浸繊維シートを厚さ方向に揃えて重ね合わせプリプレグを成形する重ね合わせ部と、を備えることを特徴とする。
【0010】
また、本発明に係るプリプレグの製造装置において、開繊部は、シート状の繊維束の幅方向を断面積が一定の条件の下で所望幅の整数倍に開繊することが好ましい。
【0011】
また、本発明に係るプリプレグの製造装置において、開繊部は、開繊するときの単繊維の積み重ね段数と樹脂含浸の均一性について予め求められている関係に基づいて、開繊するときの単繊維の厚さ方向の積み重ね段数を設定することが好ましい。
【0012】
また、本発明に係るプリプレグの製造装置において、開繊部は、単繊維の積み重ね段数を1以上3以下に開繊することが好ましい。
【0013】
また、本発明に係るプリプレグの製造装置において、開繊部は、単繊維にカーボン繊維を用いることが好ましい。
【発明の効果】
【0014】
上記構成のプリプレグの製造方法およびプリプレグの製造装置によれば、開繊繊維シートを複数本の等幅分割繊維シートに分割して樹脂を含浸させるので、樹脂が含浸される箇所が増加し樹脂が含浸されやすくなり、ボイドの発生を抑制することができる。
【図面の簡単な説明】
【0015】
【図1】本発明に係る実施の形態において、プリプレグの製造方法の手順を説明するフローチャートである。
【図2】本発明に係る実施の形態において、プリプレグの製造装置の構成を示す上面図である。
【図3】本発明に係る実施の形態において、プリプレグの製造装置の構成を示す断面図である。
【図4】本発明に係る実施の形態において、シート状の繊維束を説明する図である。
【図5】本発明に係る実施の形態において、開繊繊維シートを説明する図である。
【図6】本発明に係る実施の形態において、開繊するときの単繊維の積み重ね段数と樹脂含浸の均一性について予め求められている関係を説明する図である。
【図7】本発明に係る実施の形態において、等幅分割繊維シートを説明する図である。
【図8】本発明に係る実施の形態において、樹脂含浸繊維シートを説明する図である。
【図9】本発明に係る実施の形態において、プリプレグを説明する図である。
【図10】本発明に係る実施の形態において、単繊維が隣接した構造を示す図である。
【発明を実施するための形態】
【0016】
以下に図面を用いて、本発明に係る実施の形態につき、詳細に説明する。以下において述べる材料、成形条件等は、説明のための1例であり、プリプレグの仕様あるいはプリプレグが用いられる製品の仕様に合わせ、適当な他の材料、成形条件を採用することができる。例えば、繊維として、カーボン繊維(Carbon Fiber:CF)を説明するが、カーボン繊維以外の適当な強度を有する繊維を用いることもできる。カーボン繊維には、レーヨン系カーボン繊維、ポリアクリロニトリル系カーボン繊維、またはピッチ系カーボン繊維等があげられる。カーボン繊維以外の適当な強度を有する繊維には、ガラス繊維、アラミド繊維等があげられる。
【0017】
また、単繊維として、直径が5μm以上7μm以下の単繊維が用いられる場合を説明するが、これ以外の直径の単繊維を用いてもよい。シート状の繊維束は、構成される単繊維の本数が約24000本のものを説明するが、構成される単繊維の本数は限定されることはなく約35000本等でもよい。樹脂としては、エポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル系樹脂等の熱硬化性樹脂を用いることができるが、用途に応じて熱可塑性樹脂を用いることもできる。また、プリプレグを用いた製品として高圧水素タンクをあげて説明するが、高圧水素タンク以外の製品を、プリプレグを用いて成形するものとしてもよい。
【0018】
以下では、全ての図面において同様の要素には同一の符号を付し、重複する説明を省略する。また、本文中の説明においては、必要に応じて以前に述べた符号を用いるものとする。
【0019】
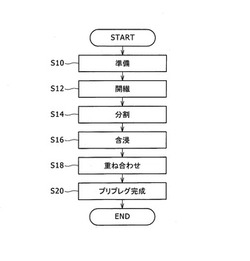
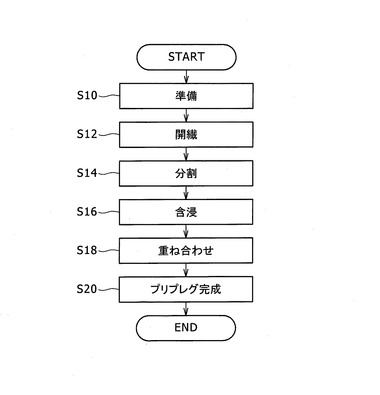
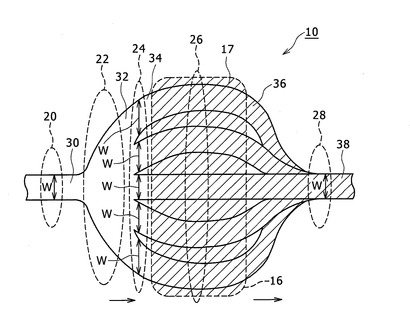
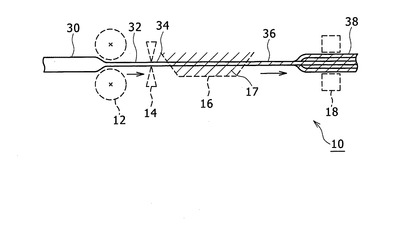
図1は、車両用高圧水素タンクを形成するときに用いられるプリプレグの製造方法の手順を説明するフローチャートである。ここでは、単繊維が隣接して束ねられたシート状の繊維束を開繊して、幅方向を複数本に分割し樹脂を含浸させた後、重ね合わせし所望幅に揃えるプリプレグを製造する手順が示される。図2と図3は、上記の手順に従ってプリプレグを製造するプリプレグ製造装置10の構成を示す図であり、図2は上面図、図3は断面図である。最初にプリプレグの製造装置10の構成を説明し、次にプリプレグの製造装置10を用いたプリプレグの製造方法の手順を図1に沿って説明する。
【0020】
図2と図3において、プリプレグの製造装置10は、シート状の繊維束30を開繊する開繊部22と、開繊部22で得られた開繊繊維シート32を分割する分割部24と、分割部24で得られた等幅分割繊維シート34に樹脂17を含浸させる含浸部26と、含浸部26で得られた樹脂含浸繊維シート36を重ね合わせする重ね合わせ部28を備える。
【0021】
シート状の繊維束30は、例えば、直径が5μm以上7μm以下のカーボン繊維の単繊維が隣接して束ねられたものでプリプレグの原材料となるものである。シート状の繊維束30は、例えば、構成される単繊維の本数が約24000本のものを用いることができる。
【0022】
シート状の繊維束30は、例えば、図2に示すように、準備部20としてのクリールスタンドのボビンに巻きつけられたシート状の繊維束30が開繊部22へ送り出されて供給される。
【0023】
開繊部22は、シート状の繊維束30を厚さ方向に薄くしながら平坦化し、開繊して開繊繊維シート32を成形する機能を有する。シート状の繊維束30の厚さ方向を薄くしながら平坦化する手段としては、図3に示すように加圧ローラ12を用いることができる。ここでは、シート状の繊維束30の幅方向を断面積が一定の条件の下で所望幅Wの整数倍に開繊することにより開繊繊維シート32を成形する。
【0024】
分割部24は、開繊繊維シート32に所望幅Wのスリットを入れ分割し、複数本の等幅分割繊維シート34を成形する機能を有する。分割する手段には、図3に示すように適当なカッター14等を用いることができる。所望幅Wとは、高圧水素タンク等の最終製品を製造するときに用いられるプリプレグの幅であるが、それ以外の任意の幅を設定することもできる。
【0025】
含浸部26は、等幅分割繊維シート34に樹脂17を含浸させ、樹脂含浸繊維シート36を成形する機能を有する。樹脂17の含浸は、複数本の等幅分割繊維シート34を樹脂槽16の中に潜らせることで行われる。このように含浸は、各々の等幅分割繊維シート34の厚さ方向の両側および幅方向の両側にそれぞれ樹脂17が存在する状態で行われる。したがって、分割せずに1つのシート状の繊維束30に樹脂17を含浸させた場合と比較して、複数本の等幅分割繊維シート34に樹脂17を含浸させた場合のほうが、樹脂17が含浸される箇所が多くなり、樹脂17が含浸されやすくなる。樹脂槽16には、適当な温度に加熱して溶融状態とした熱硬化性樹脂を収容する槽を用いることができる。
【0026】
重ね合わせ部28は、各々の樹脂含浸繊維シート36を幅方向に揃えて重ね合わせ、所望幅Wのプリプレグ38を成形する機能を有する。重ね合わせする手段には、図3に示すように、幅揃え機構と畳みこみ機構を有する重ね合わせ装置18を用いることができる。得られたプリプレグ38はシート状繊維束30と同じ幅であり、かつ所望幅Wであるため、高圧水素タンク等の最終製品を製造するときに用いることができる。
【0027】
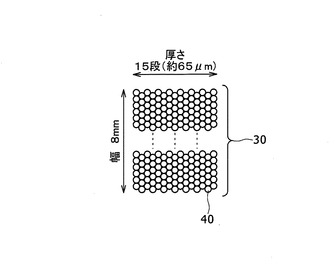
次に、上記構成の作用について図1に戻って説明する。まず、シート状の繊維束30を準備部20において準備する(S10)。シート状の繊維30は、上記のように約24000本のカーボン繊維の単繊維が隣接して束ねられたものである。図4は、シート状の繊維束30を示す図である。シート状の繊維束30は、幅8mmであり、かつ単繊維40の厚さ方向の積み重ね段数が15段のものである。
【0028】
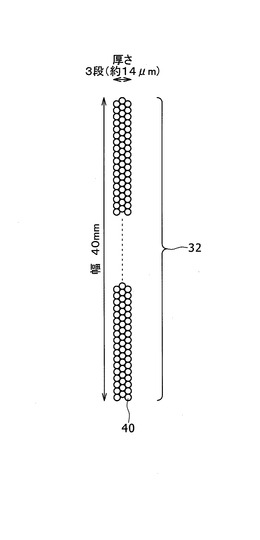
次に、シート状の繊維30を開繊する(S12)。ここでは、開繊部22において加圧ローラ12で、上記のようにシート状の繊維30が幅8mmから5倍の幅40mmに開繊される。図5は、開繊部22で得られた開繊繊維シート32を示す図である。断面積が一定の条件の下で開繊するため、上記のように幅が5倍に開繊されるときは厚さが5分の1になるため、単繊維40の厚さ方向の積み重ね段数は15段から3段になる。別の例として、幅8mmを3倍の24mmに開繊した場合には、単繊維40の厚さ方向の積み重ね段数は15段から5段になる。
【0029】
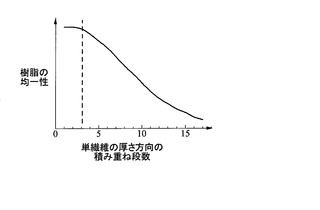
ここで、図6は単繊維40の厚さ方向の積み重ね段数と含浸された樹脂17の均一性について実験により予め求められた関係を示す図である。横軸は単繊維40の厚さ方向の積み重ね段数を示したものであり、単位は段数である。縦軸には樹脂17の均一性がとられており、単位は任意である。均一性の指標としては、例えば、繊維シートにおける単位面積当たりのボイド発生量をあげることができる。図6に示されるように、単繊維40の厚さ方向の積み重ね段数が、15段から4段までは、単繊維40の厚さ方向の積み重ね段数が減少するに従って、樹脂17の均一性が向上する傾向にある。単繊維40の厚さ方向の積み重ね段数が3段以下では有意差が無いと言える。この実験結果から、開繊後の単繊維40の厚さ方向の積み重ね段数は1段以上3段以下が好ましい。なお、他の条件次第では、開繊後の単繊維40の厚さ方向の積み重ね段数は1段以上3段以下以外が好ましいこともある。
【0030】
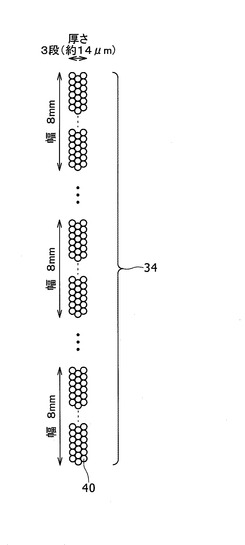
次に、開繊部22で得られた開繊繊維シート32を分割する(S14)。ここでは、分割部24において、幅40mmかつ単繊維の厚さ方向の積み重ね段数が3段である開繊繊維シート32を所望幅Wである幅8mmになるように複数本に分割することで、複数本の等幅分割繊維シート34が得られる。ここで、分割する数は開繊部22で整数倍にした整数値と同じ整数値になる。
【0031】
図7は、等幅分割繊維シート34を示す図である。図5に示す5倍に開繊された幅40mmの開繊繊維シート32を、開繊部22で整数倍にした整数値と同じ整数値である5で割り、5本の所望幅Wである幅8mmの等幅分割繊維シート34が得られている。
【0032】
次に、分割部24で得られた各々の等幅分割繊維シート34に樹脂17を含浸させる(S16)。ここでは、含浸部26において、複数本の等幅分割繊維シート34に厚さ方向の上下と幅方向の左右から樹脂17が含浸される。このように開繊繊維シート32に樹脂17を含浸させる場合には、樹脂17は開繊繊維シート32の厚さ方向の上下と幅方向の左右から含浸される。分割前の開繊繊維シート32と比較して、複数本に分割することで樹脂17が含浸される面が4面から、4面に分割した数を掛けた面数である4×5=20面に増えている。
【0033】
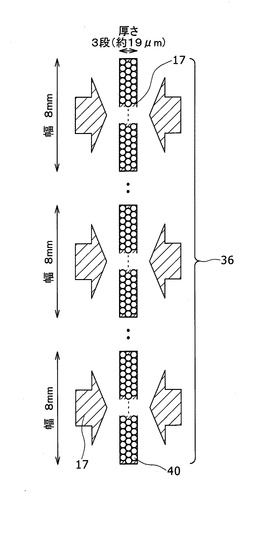
図8は、樹脂含浸繊維シート36を示す図である。上記のように、5本に分割後、樹脂17が含浸されることで樹脂17が含浸される個所が4面から20面に増え、ボイドの発生が抑制される。
【0034】
次に、含浸部26で得られた樹脂含浸繊維シート36を重ね合わせる(S18)。ここでは、重ね合わせ部28において、5本の樹脂含浸繊維シート36の幅を揃えて重ね合わせる。図9は、重ね合わせて得られたプリプレグを示す図である。このように、最終的に、幅8mmの所望幅Wである1本のプリプレグとして完成させる(S20)。
【0035】
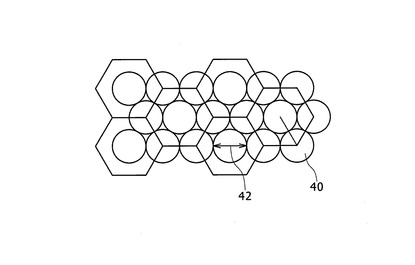
図10は単繊維40が隣接した構造を示す図である。樹脂17を含浸させる前の、シート状の繊維束30と開繊繊維シート32と等幅分割繊維シート34は、図10に示すように、単繊維40同士が隣接した状態であるが、樹脂17を含浸させた後の、樹脂含浸繊維シート36とプリプレグ38は、樹脂17を含有するため体積膨張し、厚さが変わる。樹脂17を含浸させる前のシート状の繊維束30の厚さと、樹脂17を含浸させた後、最終的に得られるプリプレグ38の厚さは以下のようにして求められる。
【0036】
単繊維40の比質量、樹脂17の比質重、また樹脂含有質量%を与えると、プリプレグ38の中に占める単繊維40と樹脂17の体積百分率を求めることができる。例えば、単繊維40の比質量を1.8g/cm3、樹脂17の比質重を1.2g/cm3、樹脂含有質量%を29質量%とした場合は、単繊維40の体積百分率は約62%、樹脂17の体積百分率は約38%となる。
【0037】
次に、シート状の繊維束30の幅、シート状繊維束30を構成する単繊維40の本数、単繊維の直径42、また上記で求められた体積百分率を与えると、シート状の繊維束30の断面積と、プリプレグ38の断面積がそれぞれ求められる。例えば、シート状の繊維束30を幅8mm、シート状繊維束30を構成する単繊維40の本数を24000本、単繊維の直径42を5μm、単繊維40の体積百分率を約62%、樹脂17の体積百分率を約38%とした場合は、シート状の繊維束30の断面積が約0.52mm2、プリプレグ38の断面積が約0.76mm2となる。
【0038】
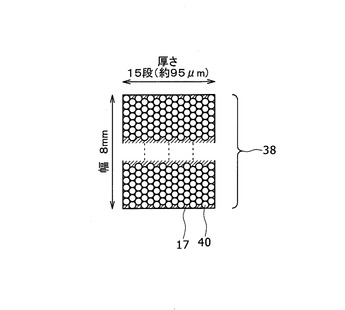
次に、シート状の繊維束30の幅と上記で求められた断面積を与えると、シート状の繊維束30の厚さと、プリプレグ38の厚さをそれぞれ求めることができる。例えば、シート状の繊維束30の幅を8mm、シート状の繊維束30の断面積を約0.52mm2、プリプレグ38の断面積を約0.76mm2とした場合は、シート状の繊維束30の厚さが約65μm、プリプレグ38の厚さが約95μmとなる。
【0039】
図5に戻って開繊繊維シート32の厚さが約14μmとなることを説明する。単繊維40の厚さ方向の積み重ね段数を段数nとすると、厚さ=5+(n−1)×5√3/2の式で求めることができる。厚さの単位はμmとする。例えば、図5に示す開繊繊維シート32の厚さはn=3であるから約14μmとなる。
【0040】
図8に戻って樹脂含浸繊維シート36の厚さが約19μmとなることを説明する。上記の開繊繊維シート32の厚さと上記の体積百分率を与えると、樹脂含浸繊維シート36の厚さ=開繊繊維シート34の厚さ×(100+樹脂%)/100の式を用いて樹脂含浸繊維シート36の厚さを求めることができる。例えば、開繊繊維シート34の厚さを14μm、樹脂17の体積百分率を約38%とした場合は、樹脂含浸繊維シート36の厚さは約19μmとなる。
【産業上の利用可能性】
【0041】
本発明に係るプリプレグの製造方法およびプリプレグの製造装置は、例えば、車両に搭載される高圧水素タンクの形成等に用いられる繊維強化複合材料として利用できる。
【符号の説明】
【0042】
10 製造装置、12 加圧ローラ、14 カッター、16 樹脂槽、17 樹脂、18 重ね合わせ装置、20 準備部、22 開繊部、24 分割部、26 含浸部、28 重ね合わせ部、30 シート状繊維束、32 開繊繊維シート、34 等幅分割繊維シート、36 樹脂含浸繊維シート、38 プリプレグ、40 単繊維、42 単繊維の直径。
【技術分野】
【0001】
本発明は、プリプレグの製造方法及びプリプレグの製造装置に係り、特にシート状の繊維束に樹脂を含浸させるプリプレグの製造方法及びプリプレグの製造装置に関する。
【背景技術】
【0002】
圧縮水素ガスや圧縮天然ガスを貯蔵する圧力容器、例えば車両用高圧水素タンクの圧力容器には、軽量化のために、繊維強化複合材料が用いられている。繊維強化複合材料には、適当な強度を有する繊維に樹脂を含浸させたプリプレグが成形用中間材料として用いられる。
【0003】
特許文献1には、熱可塑性樹脂を一様に含浸させてプリプレグシートを製造するための開繊繊維シートの製造方法が開示されている。開繊繊維束群の全幅を交差方向へ断続的に局部押圧し、かつ、幅方向に沿って直線的に進退摩擦することにより、近接隣り合う開繊繊維束の側辺の繊維同士が接線状態に寄り添って全体が一様な高品質の開繊繊維シートを高能率に製造することが可能であり、この様に繊維同士が平行で接線同士が寄り添うことで、樹脂の分布密度が均等な開繊繊維シートが得られると述べられている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−029912号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に示される様に、従来技術によって適当な強度を有する繊維に樹脂を含浸させたプリプレグを製造することができる。ここで、例えば極細のカーボン繊維に樹脂を含浸させて成形されるプリプレグは、カーボン繊維の本数が多くなるほどカーボン繊維間に樹脂が入りにくくなり、樹脂が含浸されない部分、いわゆるボイドが発生しやすい。そのために、所望幅で高速にプリプレグを成形する場合等に品質の維持が困難になることがある。プリプレグを用いて高圧水素タンクを製造する場合、プリプレグ中のボイドは高圧水素タンクの強度低下を招く。
【0006】
本発明の目的は、ボイドの発生を抑制して開繊繊維シートに樹脂を含浸させることが可能なプリプレグの製造方法およびプリプレグの製造装置を提供することである。
【課題を解決するための手段】
【0007】
本発明に係るプリプレグの製造方法は、単繊維が隣接して束ねられたシート状の繊維束を開繊し、樹脂を含浸させるプリプレグの製造方法であって、シート状の繊維束の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シートを成形する開繊工程と、開繊繊維シートにスリットを入れて分割し複数本の等幅分割繊維シートを成形する分割工程と、各々の等幅分割繊維シートに樹脂を含浸し、樹脂含浸繊維シートを成形する含浸工程と、各々の樹脂含浸繊維シートを厚さ方向に揃えて重ね合わせプリプレグを成形する重ね合わせ工程と、を含むことを特徴とする。
【0008】
また、本発明に係るプリプレグの製造方法において、開繊工程は、シート状の繊維束の幅方向を断面積が一定の条件の下で所望幅の整数倍に開繊することが好ましい。
【0009】
本発明に係るプリプレグの製造装置は、単繊維が隣接して束ねられたシート状の繊維束を開繊し、樹脂を含浸させるプリプレグの製造装置であって、シート状の繊維束の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シートを成形する開繊部と、開繊繊維シートにスリットを入れて分割し複数本の等幅分割繊維シートを成形する分割部と、各々の等幅分割繊維シートに樹脂を含浸し、樹脂含浸繊維シートを成形する含浸部と、各々の樹脂含浸繊維シートを厚さ方向に揃えて重ね合わせプリプレグを成形する重ね合わせ部と、を備えることを特徴とする。
【0010】
また、本発明に係るプリプレグの製造装置において、開繊部は、シート状の繊維束の幅方向を断面積が一定の条件の下で所望幅の整数倍に開繊することが好ましい。
【0011】
また、本発明に係るプリプレグの製造装置において、開繊部は、開繊するときの単繊維の積み重ね段数と樹脂含浸の均一性について予め求められている関係に基づいて、開繊するときの単繊維の厚さ方向の積み重ね段数を設定することが好ましい。
【0012】
また、本発明に係るプリプレグの製造装置において、開繊部は、単繊維の積み重ね段数を1以上3以下に開繊することが好ましい。
【0013】
また、本発明に係るプリプレグの製造装置において、開繊部は、単繊維にカーボン繊維を用いることが好ましい。
【発明の効果】
【0014】
上記構成のプリプレグの製造方法およびプリプレグの製造装置によれば、開繊繊維シートを複数本の等幅分割繊維シートに分割して樹脂を含浸させるので、樹脂が含浸される箇所が増加し樹脂が含浸されやすくなり、ボイドの発生を抑制することができる。
【図面の簡単な説明】
【0015】
【図1】本発明に係る実施の形態において、プリプレグの製造方法の手順を説明するフローチャートである。
【図2】本発明に係る実施の形態において、プリプレグの製造装置の構成を示す上面図である。
【図3】本発明に係る実施の形態において、プリプレグの製造装置の構成を示す断面図である。
【図4】本発明に係る実施の形態において、シート状の繊維束を説明する図である。
【図5】本発明に係る実施の形態において、開繊繊維シートを説明する図である。
【図6】本発明に係る実施の形態において、開繊するときの単繊維の積み重ね段数と樹脂含浸の均一性について予め求められている関係を説明する図である。
【図7】本発明に係る実施の形態において、等幅分割繊維シートを説明する図である。
【図8】本発明に係る実施の形態において、樹脂含浸繊維シートを説明する図である。
【図9】本発明に係る実施の形態において、プリプレグを説明する図である。
【図10】本発明に係る実施の形態において、単繊維が隣接した構造を示す図である。
【発明を実施するための形態】
【0016】
以下に図面を用いて、本発明に係る実施の形態につき、詳細に説明する。以下において述べる材料、成形条件等は、説明のための1例であり、プリプレグの仕様あるいはプリプレグが用いられる製品の仕様に合わせ、適当な他の材料、成形条件を採用することができる。例えば、繊維として、カーボン繊維(Carbon Fiber:CF)を説明するが、カーボン繊維以外の適当な強度を有する繊維を用いることもできる。カーボン繊維には、レーヨン系カーボン繊維、ポリアクリロニトリル系カーボン繊維、またはピッチ系カーボン繊維等があげられる。カーボン繊維以外の適当な強度を有する繊維には、ガラス繊維、アラミド繊維等があげられる。
【0017】
また、単繊維として、直径が5μm以上7μm以下の単繊維が用いられる場合を説明するが、これ以外の直径の単繊維を用いてもよい。シート状の繊維束は、構成される単繊維の本数が約24000本のものを説明するが、構成される単繊維の本数は限定されることはなく約35000本等でもよい。樹脂としては、エポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル系樹脂等の熱硬化性樹脂を用いることができるが、用途に応じて熱可塑性樹脂を用いることもできる。また、プリプレグを用いた製品として高圧水素タンクをあげて説明するが、高圧水素タンク以外の製品を、プリプレグを用いて成形するものとしてもよい。
【0018】
以下では、全ての図面において同様の要素には同一の符号を付し、重複する説明を省略する。また、本文中の説明においては、必要に応じて以前に述べた符号を用いるものとする。
【0019】
図1は、車両用高圧水素タンクを形成するときに用いられるプリプレグの製造方法の手順を説明するフローチャートである。ここでは、単繊維が隣接して束ねられたシート状の繊維束を開繊して、幅方向を複数本に分割し樹脂を含浸させた後、重ね合わせし所望幅に揃えるプリプレグを製造する手順が示される。図2と図3は、上記の手順に従ってプリプレグを製造するプリプレグ製造装置10の構成を示す図であり、図2は上面図、図3は断面図である。最初にプリプレグの製造装置10の構成を説明し、次にプリプレグの製造装置10を用いたプリプレグの製造方法の手順を図1に沿って説明する。
【0020】
図2と図3において、プリプレグの製造装置10は、シート状の繊維束30を開繊する開繊部22と、開繊部22で得られた開繊繊維シート32を分割する分割部24と、分割部24で得られた等幅分割繊維シート34に樹脂17を含浸させる含浸部26と、含浸部26で得られた樹脂含浸繊維シート36を重ね合わせする重ね合わせ部28を備える。
【0021】
シート状の繊維束30は、例えば、直径が5μm以上7μm以下のカーボン繊維の単繊維が隣接して束ねられたものでプリプレグの原材料となるものである。シート状の繊維束30は、例えば、構成される単繊維の本数が約24000本のものを用いることができる。
【0022】
シート状の繊維束30は、例えば、図2に示すように、準備部20としてのクリールスタンドのボビンに巻きつけられたシート状の繊維束30が開繊部22へ送り出されて供給される。
【0023】
開繊部22は、シート状の繊維束30を厚さ方向に薄くしながら平坦化し、開繊して開繊繊維シート32を成形する機能を有する。シート状の繊維束30の厚さ方向を薄くしながら平坦化する手段としては、図3に示すように加圧ローラ12を用いることができる。ここでは、シート状の繊維束30の幅方向を断面積が一定の条件の下で所望幅Wの整数倍に開繊することにより開繊繊維シート32を成形する。
【0024】
分割部24は、開繊繊維シート32に所望幅Wのスリットを入れ分割し、複数本の等幅分割繊維シート34を成形する機能を有する。分割する手段には、図3に示すように適当なカッター14等を用いることができる。所望幅Wとは、高圧水素タンク等の最終製品を製造するときに用いられるプリプレグの幅であるが、それ以外の任意の幅を設定することもできる。
【0025】
含浸部26は、等幅分割繊維シート34に樹脂17を含浸させ、樹脂含浸繊維シート36を成形する機能を有する。樹脂17の含浸は、複数本の等幅分割繊維シート34を樹脂槽16の中に潜らせることで行われる。このように含浸は、各々の等幅分割繊維シート34の厚さ方向の両側および幅方向の両側にそれぞれ樹脂17が存在する状態で行われる。したがって、分割せずに1つのシート状の繊維束30に樹脂17を含浸させた場合と比較して、複数本の等幅分割繊維シート34に樹脂17を含浸させた場合のほうが、樹脂17が含浸される箇所が多くなり、樹脂17が含浸されやすくなる。樹脂槽16には、適当な温度に加熱して溶融状態とした熱硬化性樹脂を収容する槽を用いることができる。
【0026】
重ね合わせ部28は、各々の樹脂含浸繊維シート36を幅方向に揃えて重ね合わせ、所望幅Wのプリプレグ38を成形する機能を有する。重ね合わせする手段には、図3に示すように、幅揃え機構と畳みこみ機構を有する重ね合わせ装置18を用いることができる。得られたプリプレグ38はシート状繊維束30と同じ幅であり、かつ所望幅Wであるため、高圧水素タンク等の最終製品を製造するときに用いることができる。
【0027】
次に、上記構成の作用について図1に戻って説明する。まず、シート状の繊維束30を準備部20において準備する(S10)。シート状の繊維30は、上記のように約24000本のカーボン繊維の単繊維が隣接して束ねられたものである。図4は、シート状の繊維束30を示す図である。シート状の繊維束30は、幅8mmであり、かつ単繊維40の厚さ方向の積み重ね段数が15段のものである。
【0028】
次に、シート状の繊維30を開繊する(S12)。ここでは、開繊部22において加圧ローラ12で、上記のようにシート状の繊維30が幅8mmから5倍の幅40mmに開繊される。図5は、開繊部22で得られた開繊繊維シート32を示す図である。断面積が一定の条件の下で開繊するため、上記のように幅が5倍に開繊されるときは厚さが5分の1になるため、単繊維40の厚さ方向の積み重ね段数は15段から3段になる。別の例として、幅8mmを3倍の24mmに開繊した場合には、単繊維40の厚さ方向の積み重ね段数は15段から5段になる。
【0029】
ここで、図6は単繊維40の厚さ方向の積み重ね段数と含浸された樹脂17の均一性について実験により予め求められた関係を示す図である。横軸は単繊維40の厚さ方向の積み重ね段数を示したものであり、単位は段数である。縦軸には樹脂17の均一性がとられており、単位は任意である。均一性の指標としては、例えば、繊維シートにおける単位面積当たりのボイド発生量をあげることができる。図6に示されるように、単繊維40の厚さ方向の積み重ね段数が、15段から4段までは、単繊維40の厚さ方向の積み重ね段数が減少するに従って、樹脂17の均一性が向上する傾向にある。単繊維40の厚さ方向の積み重ね段数が3段以下では有意差が無いと言える。この実験結果から、開繊後の単繊維40の厚さ方向の積み重ね段数は1段以上3段以下が好ましい。なお、他の条件次第では、開繊後の単繊維40の厚さ方向の積み重ね段数は1段以上3段以下以外が好ましいこともある。
【0030】
次に、開繊部22で得られた開繊繊維シート32を分割する(S14)。ここでは、分割部24において、幅40mmかつ単繊維の厚さ方向の積み重ね段数が3段である開繊繊維シート32を所望幅Wである幅8mmになるように複数本に分割することで、複数本の等幅分割繊維シート34が得られる。ここで、分割する数は開繊部22で整数倍にした整数値と同じ整数値になる。
【0031】
図7は、等幅分割繊維シート34を示す図である。図5に示す5倍に開繊された幅40mmの開繊繊維シート32を、開繊部22で整数倍にした整数値と同じ整数値である5で割り、5本の所望幅Wである幅8mmの等幅分割繊維シート34が得られている。
【0032】
次に、分割部24で得られた各々の等幅分割繊維シート34に樹脂17を含浸させる(S16)。ここでは、含浸部26において、複数本の等幅分割繊維シート34に厚さ方向の上下と幅方向の左右から樹脂17が含浸される。このように開繊繊維シート32に樹脂17を含浸させる場合には、樹脂17は開繊繊維シート32の厚さ方向の上下と幅方向の左右から含浸される。分割前の開繊繊維シート32と比較して、複数本に分割することで樹脂17が含浸される面が4面から、4面に分割した数を掛けた面数である4×5=20面に増えている。
【0033】
図8は、樹脂含浸繊維シート36を示す図である。上記のように、5本に分割後、樹脂17が含浸されることで樹脂17が含浸される個所が4面から20面に増え、ボイドの発生が抑制される。
【0034】
次に、含浸部26で得られた樹脂含浸繊維シート36を重ね合わせる(S18)。ここでは、重ね合わせ部28において、5本の樹脂含浸繊維シート36の幅を揃えて重ね合わせる。図9は、重ね合わせて得られたプリプレグを示す図である。このように、最終的に、幅8mmの所望幅Wである1本のプリプレグとして完成させる(S20)。
【0035】
図10は単繊維40が隣接した構造を示す図である。樹脂17を含浸させる前の、シート状の繊維束30と開繊繊維シート32と等幅分割繊維シート34は、図10に示すように、単繊維40同士が隣接した状態であるが、樹脂17を含浸させた後の、樹脂含浸繊維シート36とプリプレグ38は、樹脂17を含有するため体積膨張し、厚さが変わる。樹脂17を含浸させる前のシート状の繊維束30の厚さと、樹脂17を含浸させた後、最終的に得られるプリプレグ38の厚さは以下のようにして求められる。
【0036】
単繊維40の比質量、樹脂17の比質重、また樹脂含有質量%を与えると、プリプレグ38の中に占める単繊維40と樹脂17の体積百分率を求めることができる。例えば、単繊維40の比質量を1.8g/cm3、樹脂17の比質重を1.2g/cm3、樹脂含有質量%を29質量%とした場合は、単繊維40の体積百分率は約62%、樹脂17の体積百分率は約38%となる。
【0037】
次に、シート状の繊維束30の幅、シート状繊維束30を構成する単繊維40の本数、単繊維の直径42、また上記で求められた体積百分率を与えると、シート状の繊維束30の断面積と、プリプレグ38の断面積がそれぞれ求められる。例えば、シート状の繊維束30を幅8mm、シート状繊維束30を構成する単繊維40の本数を24000本、単繊維の直径42を5μm、単繊維40の体積百分率を約62%、樹脂17の体積百分率を約38%とした場合は、シート状の繊維束30の断面積が約0.52mm2、プリプレグ38の断面積が約0.76mm2となる。
【0038】
次に、シート状の繊維束30の幅と上記で求められた断面積を与えると、シート状の繊維束30の厚さと、プリプレグ38の厚さをそれぞれ求めることができる。例えば、シート状の繊維束30の幅を8mm、シート状の繊維束30の断面積を約0.52mm2、プリプレグ38の断面積を約0.76mm2とした場合は、シート状の繊維束30の厚さが約65μm、プリプレグ38の厚さが約95μmとなる。
【0039】
図5に戻って開繊繊維シート32の厚さが約14μmとなることを説明する。単繊維40の厚さ方向の積み重ね段数を段数nとすると、厚さ=5+(n−1)×5√3/2の式で求めることができる。厚さの単位はμmとする。例えば、図5に示す開繊繊維シート32の厚さはn=3であるから約14μmとなる。
【0040】
図8に戻って樹脂含浸繊維シート36の厚さが約19μmとなることを説明する。上記の開繊繊維シート32の厚さと上記の体積百分率を与えると、樹脂含浸繊維シート36の厚さ=開繊繊維シート34の厚さ×(100+樹脂%)/100の式を用いて樹脂含浸繊維シート36の厚さを求めることができる。例えば、開繊繊維シート34の厚さを14μm、樹脂17の体積百分率を約38%とした場合は、樹脂含浸繊維シート36の厚さは約19μmとなる。
【産業上の利用可能性】
【0041】
本発明に係るプリプレグの製造方法およびプリプレグの製造装置は、例えば、車両に搭載される高圧水素タンクの形成等に用いられる繊維強化複合材料として利用できる。
【符号の説明】
【0042】
10 製造装置、12 加圧ローラ、14 カッター、16 樹脂槽、17 樹脂、18 重ね合わせ装置、20 準備部、22 開繊部、24 分割部、26 含浸部、28 重ね合わせ部、30 シート状繊維束、32 開繊繊維シート、34 等幅分割繊維シート、36 樹脂含浸繊維シート、38 プリプレグ、40 単繊維、42 単繊維の直径。
【特許請求の範囲】
【請求項1】
単繊維が隣接して束ねられたシート状の繊維束を開繊して、樹脂を含浸させるプリプレグの製造方法であって、
シート状の繊維束の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シートを成形する開繊工程と、
開繊繊維シートにスリットを入れて分割し複数本の等幅分割繊維シートを成形する分割工程と、
各々の等幅分割繊維シートに樹脂を含浸し、樹脂含浸繊維シートを成形する含浸工程と、
各々の樹脂含浸繊維シートを厚さ方向に揃えて重ね合わせプリプレグを成形する重ね合わせ工程と、
を含むプリプレグの製造方法。
【請求項2】
請求項1に記載のプリプレグの製造方法において、
開繊工程は、シート状の繊維束の幅方向を断面積が一定の条件の下で所望幅の整数倍に開繊することを特徴とするプリプレグの製造方法。
【請求項3】
単繊維が隣接して束ねられたシート状の繊維束を開繊して、樹脂を含浸させるプリプレグの製造装置であって、
シート状の繊維束の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シートを成形する開繊部と、
開繊繊維シートにスリットを入れて分割し、複数本の等幅分割繊維シートを成形する分割部と、
各々の等幅分割繊維シートに樹脂を含浸し、樹脂含浸繊維シートを成形する含浸部と、
各々の樹脂含浸繊維シートを厚さ方向に揃えて重ね合わせ、プリプレグシートを成形する重ね合わせ部と、
を備えることを特徴とするプリプレグの製造装置。
【請求項4】
請求項3に記載のプリプレグの製造装置において、
開繊部は、シート状の繊維束の幅方向を断面積が一定の条件の下で所望幅の整数倍に開繊することを特徴とするプリプレグの製造装置。
【請求項5】
請求項3または4に記載のプリプレグの製造装置において、
開繊部は、開繊するときの単繊維の積み重ね段数と樹脂含浸の均一性について予め求められている関係に基づいて、開繊するときの単繊維の厚さ方向の積み重ね段数を設定することを特徴とするプリプレグの製造装置。
【請求項6】
請求項3から5のいずれか1に記載のプリプレグの製造装置において、
開繊部は、単繊維の厚さ方向の積み重ね段数を1以上3以下に開繊することを特徴とするプリプレグの製造装置。
【請求項7】
請求項3から6のいずれか1に記載のプリプレグの製造装置において、
開繊部は、単繊維にカーボン繊維を用いることを特徴とするプリプレグの製造装置。
【請求項1】
単繊維が隣接して束ねられたシート状の繊維束を開繊して、樹脂を含浸させるプリプレグの製造方法であって、
シート状の繊維束の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シートを成形する開繊工程と、
開繊繊維シートにスリットを入れて分割し複数本の等幅分割繊維シートを成形する分割工程と、
各々の等幅分割繊維シートに樹脂を含浸し、樹脂含浸繊維シートを成形する含浸工程と、
各々の樹脂含浸繊維シートを厚さ方向に揃えて重ね合わせプリプレグを成形する重ね合わせ工程と、
を含むプリプレグの製造方法。
【請求項2】
請求項1に記載のプリプレグの製造方法において、
開繊工程は、シート状の繊維束の幅方向を断面積が一定の条件の下で所望幅の整数倍に開繊することを特徴とするプリプレグの製造方法。
【請求項3】
単繊維が隣接して束ねられたシート状の繊維束を開繊して、樹脂を含浸させるプリプレグの製造装置であって、
シート状の繊維束の厚さ方向を薄くしながら平坦化し、開繊して開繊繊維シートを成形する開繊部と、
開繊繊維シートにスリットを入れて分割し、複数本の等幅分割繊維シートを成形する分割部と、
各々の等幅分割繊維シートに樹脂を含浸し、樹脂含浸繊維シートを成形する含浸部と、
各々の樹脂含浸繊維シートを厚さ方向に揃えて重ね合わせ、プリプレグシートを成形する重ね合わせ部と、
を備えることを特徴とするプリプレグの製造装置。
【請求項4】
請求項3に記載のプリプレグの製造装置において、
開繊部は、シート状の繊維束の幅方向を断面積が一定の条件の下で所望幅の整数倍に開繊することを特徴とするプリプレグの製造装置。
【請求項5】
請求項3または4に記載のプリプレグの製造装置において、
開繊部は、開繊するときの単繊維の積み重ね段数と樹脂含浸の均一性について予め求められている関係に基づいて、開繊するときの単繊維の厚さ方向の積み重ね段数を設定することを特徴とするプリプレグの製造装置。
【請求項6】
請求項3から5のいずれか1に記載のプリプレグの製造装置において、
開繊部は、単繊維の厚さ方向の積み重ね段数を1以上3以下に開繊することを特徴とするプリプレグの製造装置。
【請求項7】
請求項3から6のいずれか1に記載のプリプレグの製造装置において、
開繊部は、単繊維にカーボン繊維を用いることを特徴とするプリプレグの製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−74343(P2011−74343A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−230470(P2009−230470)
【出願日】平成21年10月2日(2009.10.2)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年10月2日(2009.10.2)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]