
プリプレグ材料屑の再利用方法
樹脂母材に埋め込まれた繊維部分から成る、細片形状の再利用可能なプリプレグ材料(DW)を製造する方法が記載されている。本方法によれば、平坦な屑(S)の投入物がプリプレグ出発材料から供給され、屑の全領域が記録される。そして、屑は所定の大きさの切断片(S2)となるように切断して細分化される。裏当て材料細片(SW)及び保護材料細片(PW)が供給される。その後、実質的に均一な層を切断片が形成するように、切断片が裏当て材料細片上にランダムに分布され、裏当て材料細片の送り速度は投入屑の記録された領域に応じて調節される。そして、保護材料細片が裏当て材料細片上に分布した切断片の上方に配置され、その後、再利用プリプレグ材料細片(DW)を形成するように全組立品が圧縮される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般的にはプリプレグ材料の機械加工分野に関する。
【背景技術】
【0002】
よく知られているように複合部品の機械加工ではプリプレグ材料切断の間に相当な量の廃棄物を生じる。実際には、「バイ・ツー・フライ」比(即ち、所与の部品生産用に購入した材料と実際に使用したものとの比)は、機械動作と製造する部品の種類により1.2:1から3.5:1の間でばらつく。
【発明の概要】
【発明が解決しようとする課題】
【0003】
ほとんどの屑(その70%超)は非重合材料の形態であり、その処分に多額の費用を要する。実際、非重合エポキシ樹脂を含むこの材料は特殊廃棄物として処理しなければならない。したがって、多額の原材料費(キログラム当たり約50ユーロ)に加えて、処理に必要な費用がかかる。
【課題を解決するための手段】
【0004】
この問題を考慮し、本発明は、樹脂母材に埋め込まれた繊維部分から成る、細片(ストリップ)形状の再利用可能なプリプレグ材料を製造する方法であって、
平坦な屑の投入物を粘着性樹脂母材に埋め込まれた連続繊維から成るプリプレグ出発材料から供給し、前記投入物の屑の全領域(面積)を記録すること、
前記屑を所定の大きさの切断片となるように切断して細分化すること、
裏当て材料細片及び保護材料細片を制御された送り速度で送って供給すること、
繊維が裏当て材料細片の表面に対してほぼ等方的に分布する実質的に均一な層を前記切断片が形成するように、前記切断片を前記裏当て材料細片上にランダムに分布させ、前記裏当て材料細片の送り速度を投入屑の記録された領域(面積)に応じて調節すること、
前記保護材料細片を裏当て材料細片上に分布した切断片の上方に配置すること、並びに
実質的に一定の面積重量(エリア・ウェイト)及び厚さを有する再利用プリプレグ材料細片を形成するように前記保護材料細片、切断片及び裏当て材料細片を圧縮すること
の段階を含む方法に関する。
【0005】
したがって、本発明によれば、連続的な(一方向性の、又は織られた)繊維を有するプリプレグ材料を、同様にプリプレグであるが、ほぼ等方性特性で高い機械的特性の維持に十分な長さ(例えば約20mm)の破断繊維を持つ再利用材料に変換する工程が提案される。そして、この材料は、一次構造航空部品(負荷のために材料の等方性を必要とする窓枠等)又は二次構造航空部品(システム支援部、空調部品等)を生産するために、所望の厚さとなるよう層状化し、従来の真空バッグ技術を用いて熱間成形し、重合することができる。
【0006】
他の応用は、自動車産業、鉄道産業又はスポーツ用品の構造部品に関する。
【0007】
最後に、機械加工し得る表面を圧延と重合によって生産するために上記材料を使用し、複合部品の層化と重合の工具を生産することが可能である。
【0008】
本発明の方法の或る態様に関して指摘しておくべきことは、従来技術で、ほぼ等方的に樹脂母材中に分布した短繊維を含むプリプレグ材料の生産工程が知られていることである。この工程の例は、EP1134314号に記載されている。しかしながら、公知の工程は、プリプレグ材料の機械加工屑の再利用を考慮するものではない。
【0009】
また、本発明の好適な実施形態は、従属請求項に規定されている。
【図面の簡単な説明】
【0010】
ここで、好適ではあるが非限定的な本発明の実施形態について、次のような添付図面を参照して説明する。
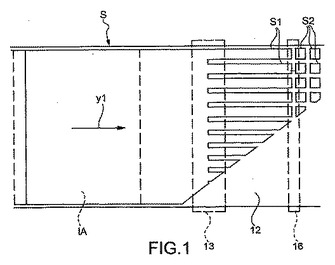
【図1】本発明の方法において出発材料として使用される典型的な屑の平面図である。
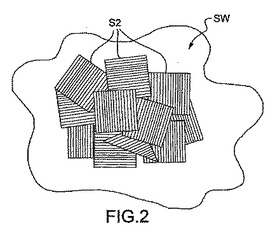
【図2】本発明によって得られる再利用プリプレグ材料の構造的配置を拡大して示す平面図である。
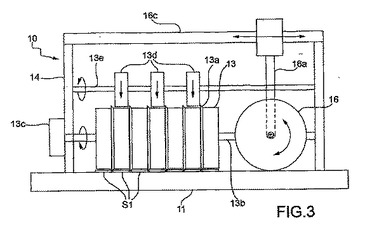
【図3】本発明の方法に使用できる切断機の概略正面図である。
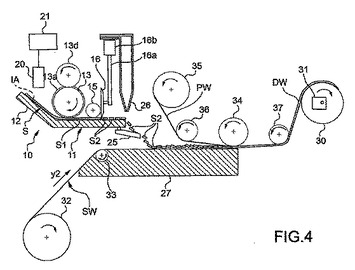
【図4】本発明の方法を実行する装置を示す概略図である。
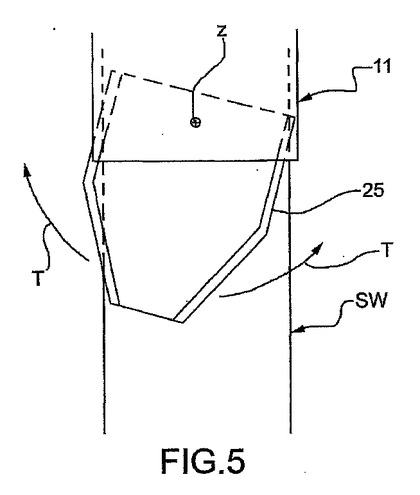
【図5】図4の装置の部品を示す概略平面図である。
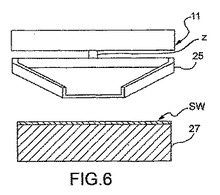
【図6】図5の部品を示す概略正面図である。
【発明を実施するための形態】
【0011】
ここで、プリプレグ材料の機械加工で生じる屑から細片状のプリプレグ材料を製造する方法について説明する。図1には典型的な屑が示されている。本発明の方法で得られる材料は、樹脂母材に埋め込まれた繊維部分を含んでいる。以下で説明する例では、特に非重合熱硬化性樹脂について述べる。
【0012】
本発明の方法を実施するのに適した装置の例は、図3及び4に示されている。この装置は、処理の流れ方向上流側に切断機10を含んでおり、これは図3の正面図でより詳細に示されている。
【0013】
切断機10は、屑S供給用流入斜面12を処理の流れ方向上流側に備える送り台11を含んでいる。このため、台11と斜面12の上面は、屑材料との接触が意図されているので、プリプレグ材料に対して非接着性の材料から成っており、切断の前後における台上での摺動を容易とし、切断をも容易とし、処理される材料の汚染を防止する。台11と斜面12の上面に使用される材料は、例えばポリエチレンである。流入斜面12は、処理する材料の切断機10への手動導入を容易にする。
【0014】
図1は、切断機10の入口で送り台12上に配置された屑Sの平面図を示している。屑Sの送り方向は、矢印y1で示されている。屑Sは、プリプレグ材料(ある程度の粘着性を有する樹脂、特に非重合熱硬化性樹脂を有するもの)から成り、連続繊維を有し、この繊維は一方向性の、又は織られた繊維の形態である。
【0015】
また、切断機10は、切断・駆動ローラ13を含み、これは投入材料Sを送り台11に沿って供給するよう設計され、屑Sの繊維を分離して所定幅の細片S1を生成する円形刃13aをも備えている。ローラ13の軸13bは、切断機10の枠14に回転可能に搭載され、原動機13cにより回転駆動される。圧力シリンダ13dも備えられ、ローラ13上にあって円形刃13aに対して切断に必要な圧力をかける。シリンダ13dは、枠14上に遊動的に存在する軸13eに搭載されている。
【0016】
更に、圧力ローラ15(図4でのみ図示)が切断ローラ13の下流に配置され、台11上で細片S1を押付けるよう設計され、切断動作を容易化している。圧力ローラ15は、枠15に結合された軸(不図示)で遊動する。
【0017】
また、切断機10は、材料S1の供給方向yに対して横に配置された回転刃16を圧力ローラ15の下流側に有している。この刃16は、摺動具16bに固定された支持具16aで回転自在に支持され、枠14上の案内具16cに沿って、供給方向yに対して横に移動可能である。摺動具16bは、原動機(不図示)により平行移動される。摺動具16bの動作により回転刃16bが送り台11上を転がる。回転刃16bの横動作により細片S1が切断され、主に矩形の(屑端部から得られた断片を除く)切断片S2を生じる。
【0018】
回転刃16の動作は切断ローラ13の回転と(したがって切断する材料の供給とも)協働しており、必要な大きさの切断片S2を得る。
【0019】
機械10への供給投入物となる屑Sの全領域を記録できる検知器20、例えばデジタルビデオカメラが切断機10の入口に備えられる。検知器20で記録されたデータは制御装置21で処理され、このデータは、後述する様式で本発明による工程の制御に用いられる。実際、屑は多様で制御不能の形状を有しているので、切断機10に入れられる材料の各投入物は、材料の分量に関して先のものとは一般に異なっている。屑が切断機10に1度に1つ、又は1度に所定数(1つの屑と他のものとの間に重なりがないと仮定)供給されるとすると、各投入物に対する信号は、占有している機械の(基準)投入領域IA(例えば投入斜面12の上面領域)の百分率の量(すなわち分数)を示す。例えば、投入物が機械の投入領域(矩形と仮定)に等しい領域を有する1枚の矩形屑から成るとすると、百分率は明らかに100%となる(機械の投入領域に一致するように準備された屑を想定)。他方、投入物が直角三角形状の屑から成り、隣辺がそれぞれ機械の投入領域の辺に等しい場合、占有率は50%となる(直角に隣接する2つの辺が機械の投入領域の辺に一致するよう準備された屑を想定)。明らかなのは、投入物がより多くの屑から成る場合、占有される投入領域の百分率が屑の領域の和に依存することである。しかしながら、投入物が供給方向y1に関して投入領域の長さを超える大きさを有する場合、検知器20が連続して複数回の記録を行い、投入物の全長に及ぶようにすることが考えられる。それ故、このような動作方法で検知器を可能性のある自動供給システムと協働させ、ここに図示した例で表されている手動システムの代替案としてもよい。
【0020】
したがって、本発明の方法では、切断片S2が移動裏当て材料細片SW上でランダムに分布し、結果的に図2に示されているような配置(各断片S2上に示された線は繊維の方向を示している)となることが考えられる。細片SWの裏当て材料は、プリプレグ出発材料に一般に適した裏当てペーパであり、例えばポリエチレンである。切断片S2の裏当て材料細片SWでのランダムな分布のため、繊維は、裏当て材料細片表面に対してほぼ等方的に分布している。
【0021】
この分布を得るため、傾斜台又はホッパ25と送風機26とが切断機10に関連付けられ、切断刃16の下流側で送り台11前端に配置されており、裏当て材料細片SWは、送り台11の前端下方を通り支持台27で支持されるように配置されている。傾斜台25は、送り台11より前端下方に配置され、切断機10の切断片S2を集めるように設計され、通常は側部案内用肩部(図5及び6をも参照)で境界がされた傾斜面を含んでいる。傾斜台25は、切断片S2の移動方向に低くなる流動領域を持つように構成されている。傾斜台25には裏当て材料細片SWの供給方向y2に対して横方向の運動が制御された速度で与えられており、この運動は図示の例では垂直軸zの回りの振動運動(矢印Tで図示)であり、原動機駆動手段(不図示)の制御下で得られる。傾斜台25により、方向に関してはランダムであるが、単位表面積当たりの材料の分量に関しては均一な断片分布が可能となる。送風機26は、傾斜台25の上方で切断台11の前端に配置され、低圧力の圧縮空気が供給されており、切断片S2集団上に送風し、傾斜台25上に、次いで下にある裏当て材料細片SW上にランダムな方向で落下することを容易にする。この配置は繊維のランダム配置が狙いであり、送風機26が無ければ、ほとんどの断片S2が当初の繊維方向を維持したままで傾斜台25上に落下する。
【0022】
裏当て材料細片SWの送り速度は巻回ローラ30の回転速度で決定され、以下で更に具体的に説明するように、最終的にはその回りに細片が他の部品と共に巻回される。巻回ローラ30は原動機31によって回転駆動される。他端では裏当て細片が遊動的に搭載された供給リールから巻き戻される。供給リールから出る細片は支持台27にある遊動シリンダ33によって案内される。裏当て材料細片SWの送り速度は、投入屑の記録領域に依存するが、切断片S2が細片SWの供給方向においても実質的に均一な層を形成するように調整される。このために、制御装置21は、検知器20で利用可能となったデータに基づき巻回ローラ30を駆動する原動機31を制御する。この対策が必要なのは、上記のように処理する屑Sが種々の幾何学的形状(通常は矩形と三角形の組合わせ)と種々の大きさを有しているためである。特に制御装置で処理されるデータが切断機における投入領域IAの屑投入物占有百分率で構成される場合、巻回ローラ30の原動機31は、占有百分率が100%に等しいか又はこれに近いとき巻回ローラ30に対して最大速度を設定し、これが100%より小さい(換言すれば、巻回ローラの速度、したがって細片の速度が占有率の単調増加関数である)とき占有百分率に応じて(例えば、比例して)減速するように制御できる。
【0023】
更に、本発明の方法では、裏当て材料細片SW上に分布した切断片S2の上方に保護材料細片PWを配置することが考えられる。この細片に適した材料は、プリプレグ材と同じ目的で用いられるもの、例えばポリエチレンである。
【0024】
そして、保護材料細片PWは、切断片S2及び裏当て材料細片SWと共に支持台27上で圧縮され、その長さ方向で実質的に一定の面積重量及び厚みを有する再利用プリプレグ材料細片DWが形成される。
【0025】
前記圧縮は、支持台27上に保護材料細片PW、切断片S2及び裏当て材料細片SWが供給されている間にこれらを支持台上で押圧する圧縮ローラ34によって行われる。このため、圧縮ローラ34は遊動的に搭載されているが、下の細片に所望の圧力をかけることができるよう配置されている。圧縮により種々の切断片S2が可能な限り密着した再利用材料層に統合され、その結果再利用材料ロールの形態に巻き上げ可能な組立品を得ることができる。
【0026】
最後に、このように形成された再利用プリプレグ材料細片DWは、巻回ローラ30の回りに巻回される。圧縮ローラ34の下流側でプリプレグ材料細片DWの一部となる保護材料細片PWの送り速度は、そのため巻回ローラ30の回転速度によっても決定される。
【0027】
他端では、保護細片PWは遊動搭載供給リール35から巻き戻される。供給リール35から出る細片は、遊動シリンダ36により圧縮ローラ34方向へ案内される。圧縮ローラ34の下流側には、プリプレグ材料細片DWを巻回ローラ30に導くために、更に遊動シリンダ37が備えられている。
【0028】
切断及び巻回工程の最後に、ロール形態で密封防湿プラスチック包装材料で適切に包装して得られた材料を元のプリプレグ材料と同じように冷蔵庫中に格納してもよい。
【0029】
特に、室温露出残り時間と材料期間満了に関して得られる材料追跡可能性を保証するために、次の手順が採用される。
− 屑を再利用するロールのバッチを規定すること
− 残り露出時間が最も短いロールを識別すること − これが屑から得たロールの残りの露出時間となる
− 期間満了日が最も近いロールを識別すること − これが屑から得たロールの期間満了日となる
− これらのデータを元のロールに関する文書から得られたデータと共に屑から得られたロールの追跡可能性の文書にすること
【0030】
使用時には、材料は、解凍され巻き戻されて出発プリプレグ材料と同様に層状にされる。特に、成形工具上に直接層状化してもよいが、予め層状化して平坦な積層体にし、加熱と真空を用いる工程により成形工具上に熱間成形することもできる。
【0031】
材料が限られた大きさの断片から成り(発明者達は一辺20mmの正方形断片を用いた多数の試験を行った)、したがって限られた繊維長を有するという事実のため、長繊維プリプレグ材料の使用では得ることができない複雑な形状を持つ部分を形成することが可能である。明らかに、再利用材料で得られた製品が持つ構造的特性は、長繊維プリプレグ材料で得られたものよりも低品質ではあるが、場合と用途によっては満足できるものである。
【0032】
同一材料を部品又は工具の形成に用いることができ、最終形状は表面の機械的なフライス加工によって得られる。実際、破断繊維のランダム配置で得られる等方性のため、連続繊維材料巻回部分の機械加工の場合に起こる過度な残留応力の解放をせずに材料を除去することができる。
【0033】
真空バッグ調整工程及び再利用材料の圧力釜(オートクレーブ)硬化工程は、元の材料の場合と同一である。
【0034】
上述の方法は、プリプレグ熱硬化性材料に関して説明した。しかしながら、本発明は、室温で所定の粘着性を持つ或る種のプリプレグ熱可塑性材料にも適用可能である。現在では、この条件を満足し、そのため本発明の方法を用いて再利用できる非晶質熱可塑性フィルム層を持つ材料が商業的に利用可能である。
【技術分野】
【0001】
本発明は、一般的にはプリプレグ材料の機械加工分野に関する。
【背景技術】
【0002】
よく知られているように複合部品の機械加工ではプリプレグ材料切断の間に相当な量の廃棄物を生じる。実際には、「バイ・ツー・フライ」比(即ち、所与の部品生産用に購入した材料と実際に使用したものとの比)は、機械動作と製造する部品の種類により1.2:1から3.5:1の間でばらつく。
【発明の概要】
【発明が解決しようとする課題】
【0003】
ほとんどの屑(その70%超)は非重合材料の形態であり、その処分に多額の費用を要する。実際、非重合エポキシ樹脂を含むこの材料は特殊廃棄物として処理しなければならない。したがって、多額の原材料費(キログラム当たり約50ユーロ)に加えて、処理に必要な費用がかかる。
【課題を解決するための手段】
【0004】
この問題を考慮し、本発明は、樹脂母材に埋め込まれた繊維部分から成る、細片(ストリップ)形状の再利用可能なプリプレグ材料を製造する方法であって、
平坦な屑の投入物を粘着性樹脂母材に埋め込まれた連続繊維から成るプリプレグ出発材料から供給し、前記投入物の屑の全領域(面積)を記録すること、
前記屑を所定の大きさの切断片となるように切断して細分化すること、
裏当て材料細片及び保護材料細片を制御された送り速度で送って供給すること、
繊維が裏当て材料細片の表面に対してほぼ等方的に分布する実質的に均一な層を前記切断片が形成するように、前記切断片を前記裏当て材料細片上にランダムに分布させ、前記裏当て材料細片の送り速度を投入屑の記録された領域(面積)に応じて調節すること、
前記保護材料細片を裏当て材料細片上に分布した切断片の上方に配置すること、並びに
実質的に一定の面積重量(エリア・ウェイト)及び厚さを有する再利用プリプレグ材料細片を形成するように前記保護材料細片、切断片及び裏当て材料細片を圧縮すること
の段階を含む方法に関する。
【0005】
したがって、本発明によれば、連続的な(一方向性の、又は織られた)繊維を有するプリプレグ材料を、同様にプリプレグであるが、ほぼ等方性特性で高い機械的特性の維持に十分な長さ(例えば約20mm)の破断繊維を持つ再利用材料に変換する工程が提案される。そして、この材料は、一次構造航空部品(負荷のために材料の等方性を必要とする窓枠等)又は二次構造航空部品(システム支援部、空調部品等)を生産するために、所望の厚さとなるよう層状化し、従来の真空バッグ技術を用いて熱間成形し、重合することができる。
【0006】
他の応用は、自動車産業、鉄道産業又はスポーツ用品の構造部品に関する。
【0007】
最後に、機械加工し得る表面を圧延と重合によって生産するために上記材料を使用し、複合部品の層化と重合の工具を生産することが可能である。
【0008】
本発明の方法の或る態様に関して指摘しておくべきことは、従来技術で、ほぼ等方的に樹脂母材中に分布した短繊維を含むプリプレグ材料の生産工程が知られていることである。この工程の例は、EP1134314号に記載されている。しかしながら、公知の工程は、プリプレグ材料の機械加工屑の再利用を考慮するものではない。
【0009】
また、本発明の好適な実施形態は、従属請求項に規定されている。
【図面の簡単な説明】
【0010】
ここで、好適ではあるが非限定的な本発明の実施形態について、次のような添付図面を参照して説明する。
【図1】本発明の方法において出発材料として使用される典型的な屑の平面図である。
【図2】本発明によって得られる再利用プリプレグ材料の構造的配置を拡大して示す平面図である。
【図3】本発明の方法に使用できる切断機の概略正面図である。
【図4】本発明の方法を実行する装置を示す概略図である。
【図5】図4の装置の部品を示す概略平面図である。
【図6】図5の部品を示す概略正面図である。
【発明を実施するための形態】
【0011】
ここで、プリプレグ材料の機械加工で生じる屑から細片状のプリプレグ材料を製造する方法について説明する。図1には典型的な屑が示されている。本発明の方法で得られる材料は、樹脂母材に埋め込まれた繊維部分を含んでいる。以下で説明する例では、特に非重合熱硬化性樹脂について述べる。
【0012】
本発明の方法を実施するのに適した装置の例は、図3及び4に示されている。この装置は、処理の流れ方向上流側に切断機10を含んでおり、これは図3の正面図でより詳細に示されている。
【0013】
切断機10は、屑S供給用流入斜面12を処理の流れ方向上流側に備える送り台11を含んでいる。このため、台11と斜面12の上面は、屑材料との接触が意図されているので、プリプレグ材料に対して非接着性の材料から成っており、切断の前後における台上での摺動を容易とし、切断をも容易とし、処理される材料の汚染を防止する。台11と斜面12の上面に使用される材料は、例えばポリエチレンである。流入斜面12は、処理する材料の切断機10への手動導入を容易にする。
【0014】
図1は、切断機10の入口で送り台12上に配置された屑Sの平面図を示している。屑Sの送り方向は、矢印y1で示されている。屑Sは、プリプレグ材料(ある程度の粘着性を有する樹脂、特に非重合熱硬化性樹脂を有するもの)から成り、連続繊維を有し、この繊維は一方向性の、又は織られた繊維の形態である。
【0015】
また、切断機10は、切断・駆動ローラ13を含み、これは投入材料Sを送り台11に沿って供給するよう設計され、屑Sの繊維を分離して所定幅の細片S1を生成する円形刃13aをも備えている。ローラ13の軸13bは、切断機10の枠14に回転可能に搭載され、原動機13cにより回転駆動される。圧力シリンダ13dも備えられ、ローラ13上にあって円形刃13aに対して切断に必要な圧力をかける。シリンダ13dは、枠14上に遊動的に存在する軸13eに搭載されている。
【0016】
更に、圧力ローラ15(図4でのみ図示)が切断ローラ13の下流に配置され、台11上で細片S1を押付けるよう設計され、切断動作を容易化している。圧力ローラ15は、枠15に結合された軸(不図示)で遊動する。
【0017】
また、切断機10は、材料S1の供給方向yに対して横に配置された回転刃16を圧力ローラ15の下流側に有している。この刃16は、摺動具16bに固定された支持具16aで回転自在に支持され、枠14上の案内具16cに沿って、供給方向yに対して横に移動可能である。摺動具16bは、原動機(不図示)により平行移動される。摺動具16bの動作により回転刃16bが送り台11上を転がる。回転刃16bの横動作により細片S1が切断され、主に矩形の(屑端部から得られた断片を除く)切断片S2を生じる。
【0018】
回転刃16の動作は切断ローラ13の回転と(したがって切断する材料の供給とも)協働しており、必要な大きさの切断片S2を得る。
【0019】
機械10への供給投入物となる屑Sの全領域を記録できる検知器20、例えばデジタルビデオカメラが切断機10の入口に備えられる。検知器20で記録されたデータは制御装置21で処理され、このデータは、後述する様式で本発明による工程の制御に用いられる。実際、屑は多様で制御不能の形状を有しているので、切断機10に入れられる材料の各投入物は、材料の分量に関して先のものとは一般に異なっている。屑が切断機10に1度に1つ、又は1度に所定数(1つの屑と他のものとの間に重なりがないと仮定)供給されるとすると、各投入物に対する信号は、占有している機械の(基準)投入領域IA(例えば投入斜面12の上面領域)の百分率の量(すなわち分数)を示す。例えば、投入物が機械の投入領域(矩形と仮定)に等しい領域を有する1枚の矩形屑から成るとすると、百分率は明らかに100%となる(機械の投入領域に一致するように準備された屑を想定)。他方、投入物が直角三角形状の屑から成り、隣辺がそれぞれ機械の投入領域の辺に等しい場合、占有率は50%となる(直角に隣接する2つの辺が機械の投入領域の辺に一致するよう準備された屑を想定)。明らかなのは、投入物がより多くの屑から成る場合、占有される投入領域の百分率が屑の領域の和に依存することである。しかしながら、投入物が供給方向y1に関して投入領域の長さを超える大きさを有する場合、検知器20が連続して複数回の記録を行い、投入物の全長に及ぶようにすることが考えられる。それ故、このような動作方法で検知器を可能性のある自動供給システムと協働させ、ここに図示した例で表されている手動システムの代替案としてもよい。
【0020】
したがって、本発明の方法では、切断片S2が移動裏当て材料細片SW上でランダムに分布し、結果的に図2に示されているような配置(各断片S2上に示された線は繊維の方向を示している)となることが考えられる。細片SWの裏当て材料は、プリプレグ出発材料に一般に適した裏当てペーパであり、例えばポリエチレンである。切断片S2の裏当て材料細片SWでのランダムな分布のため、繊維は、裏当て材料細片表面に対してほぼ等方的に分布している。
【0021】
この分布を得るため、傾斜台又はホッパ25と送風機26とが切断機10に関連付けられ、切断刃16の下流側で送り台11前端に配置されており、裏当て材料細片SWは、送り台11の前端下方を通り支持台27で支持されるように配置されている。傾斜台25は、送り台11より前端下方に配置され、切断機10の切断片S2を集めるように設計され、通常は側部案内用肩部(図5及び6をも参照)で境界がされた傾斜面を含んでいる。傾斜台25は、切断片S2の移動方向に低くなる流動領域を持つように構成されている。傾斜台25には裏当て材料細片SWの供給方向y2に対して横方向の運動が制御された速度で与えられており、この運動は図示の例では垂直軸zの回りの振動運動(矢印Tで図示)であり、原動機駆動手段(不図示)の制御下で得られる。傾斜台25により、方向に関してはランダムであるが、単位表面積当たりの材料の分量に関しては均一な断片分布が可能となる。送風機26は、傾斜台25の上方で切断台11の前端に配置され、低圧力の圧縮空気が供給されており、切断片S2集団上に送風し、傾斜台25上に、次いで下にある裏当て材料細片SW上にランダムな方向で落下することを容易にする。この配置は繊維のランダム配置が狙いであり、送風機26が無ければ、ほとんどの断片S2が当初の繊維方向を維持したままで傾斜台25上に落下する。
【0022】
裏当て材料細片SWの送り速度は巻回ローラ30の回転速度で決定され、以下で更に具体的に説明するように、最終的にはその回りに細片が他の部品と共に巻回される。巻回ローラ30は原動機31によって回転駆動される。他端では裏当て細片が遊動的に搭載された供給リールから巻き戻される。供給リールから出る細片は支持台27にある遊動シリンダ33によって案内される。裏当て材料細片SWの送り速度は、投入屑の記録領域に依存するが、切断片S2が細片SWの供給方向においても実質的に均一な層を形成するように調整される。このために、制御装置21は、検知器20で利用可能となったデータに基づき巻回ローラ30を駆動する原動機31を制御する。この対策が必要なのは、上記のように処理する屑Sが種々の幾何学的形状(通常は矩形と三角形の組合わせ)と種々の大きさを有しているためである。特に制御装置で処理されるデータが切断機における投入領域IAの屑投入物占有百分率で構成される場合、巻回ローラ30の原動機31は、占有百分率が100%に等しいか又はこれに近いとき巻回ローラ30に対して最大速度を設定し、これが100%より小さい(換言すれば、巻回ローラの速度、したがって細片の速度が占有率の単調増加関数である)とき占有百分率に応じて(例えば、比例して)減速するように制御できる。
【0023】
更に、本発明の方法では、裏当て材料細片SW上に分布した切断片S2の上方に保護材料細片PWを配置することが考えられる。この細片に適した材料は、プリプレグ材と同じ目的で用いられるもの、例えばポリエチレンである。
【0024】
そして、保護材料細片PWは、切断片S2及び裏当て材料細片SWと共に支持台27上で圧縮され、その長さ方向で実質的に一定の面積重量及び厚みを有する再利用プリプレグ材料細片DWが形成される。
【0025】
前記圧縮は、支持台27上に保護材料細片PW、切断片S2及び裏当て材料細片SWが供給されている間にこれらを支持台上で押圧する圧縮ローラ34によって行われる。このため、圧縮ローラ34は遊動的に搭載されているが、下の細片に所望の圧力をかけることができるよう配置されている。圧縮により種々の切断片S2が可能な限り密着した再利用材料層に統合され、その結果再利用材料ロールの形態に巻き上げ可能な組立品を得ることができる。
【0026】
最後に、このように形成された再利用プリプレグ材料細片DWは、巻回ローラ30の回りに巻回される。圧縮ローラ34の下流側でプリプレグ材料細片DWの一部となる保護材料細片PWの送り速度は、そのため巻回ローラ30の回転速度によっても決定される。
【0027】
他端では、保護細片PWは遊動搭載供給リール35から巻き戻される。供給リール35から出る細片は、遊動シリンダ36により圧縮ローラ34方向へ案内される。圧縮ローラ34の下流側には、プリプレグ材料細片DWを巻回ローラ30に導くために、更に遊動シリンダ37が備えられている。
【0028】
切断及び巻回工程の最後に、ロール形態で密封防湿プラスチック包装材料で適切に包装して得られた材料を元のプリプレグ材料と同じように冷蔵庫中に格納してもよい。
【0029】
特に、室温露出残り時間と材料期間満了に関して得られる材料追跡可能性を保証するために、次の手順が採用される。
− 屑を再利用するロールのバッチを規定すること
− 残り露出時間が最も短いロールを識別すること − これが屑から得たロールの残りの露出時間となる
− 期間満了日が最も近いロールを識別すること − これが屑から得たロールの期間満了日となる
− これらのデータを元のロールに関する文書から得られたデータと共に屑から得られたロールの追跡可能性の文書にすること
【0030】
使用時には、材料は、解凍され巻き戻されて出発プリプレグ材料と同様に層状にされる。特に、成形工具上に直接層状化してもよいが、予め層状化して平坦な積層体にし、加熱と真空を用いる工程により成形工具上に熱間成形することもできる。
【0031】
材料が限られた大きさの断片から成り(発明者達は一辺20mmの正方形断片を用いた多数の試験を行った)、したがって限られた繊維長を有するという事実のため、長繊維プリプレグ材料の使用では得ることができない複雑な形状を持つ部分を形成することが可能である。明らかに、再利用材料で得られた製品が持つ構造的特性は、長繊維プリプレグ材料で得られたものよりも低品質ではあるが、場合と用途によっては満足できるものである。
【0032】
同一材料を部品又は工具の形成に用いることができ、最終形状は表面の機械的なフライス加工によって得られる。実際、破断繊維のランダム配置で得られる等方性のため、連続繊維材料巻回部分の機械加工の場合に起こる過度な残留応力の解放をせずに材料を除去することができる。
【0033】
真空バッグ調整工程及び再利用材料の圧力釜(オートクレーブ)硬化工程は、元の材料の場合と同一である。
【0034】
上述の方法は、プリプレグ熱硬化性材料に関して説明した。しかしながら、本発明は、室温で所定の粘着性を持つ或る種のプリプレグ熱可塑性材料にも適用可能である。現在では、この条件を満足し、そのため本発明の方法を用いて再利用できる非晶質熱可塑性フィルム層を持つ材料が商業的に利用可能である。
【特許請求の範囲】
【請求項1】
樹脂母材に埋め込まれた繊維部分から成る、細片形状の再利用可能なプリプレグ材料(DW)を製造する方法であって、
平坦な屑(S)の投入物を粘着性樹脂母材に埋め込まれた連続繊維から成るプリプレグ出発材料から供給し、前記投入物の屑の全領域を記録すること、
前記屑を所定の大きさの切断片(S2)となるように切断して細分化すること、
裏当て材料細片(SW)及び保護材料細片(PW)を制御された送り速度で送って供給すること、
繊維が裏当て材料細片の表面に対してほぼ等方的に分布する実質的に均一な層を前記切断片が形成するように、前記切断片を前記裏当て材料細片上にランダムに分布させ、前記裏当て材料細片の送り速度を到来する屑の記録された領域に応じて調節すること、
前記保護材料細片を裏当て材料細片上に分布した切断片の上方に配置すること、並びに
実質的に一定の面積重量及び厚さを有する再利用プリプレグ材料細片(DW)を形成するように前記保護材料細片、切断片及び裏当て材料細片を圧縮すること
の段階を含む方法。
【請求項2】
前記細分化の段階が、送られてくる前記屑を平行細片(S1)に切断すること及びその後で前記細片を横方向に切断し前記切断片を得ることを含む、請求項1記載の方法。
【請求項3】
前記屑が円形刃(13a)を備える切断駆動ローラ(13)によって送り台(11)に沿って摺動され、該ローラが前記屑を輸送すると同時にこれを平行細片に切断し、前記細片が屑の送り方向(y1)に対して横方向に移動可能な回転刃(16)により横方向に切断される、請求項2記載の方法。
【請求項4】
裏当て材料細片上の切断片の前記ランダムな分布が、切断片を集めるよう設計され裏当て材料細片(SW)送り方向(y2)に対して横方向に交互運動できる重力輸送手段(25)によって、更に切断片(S2)上に吹き付けるよう設計され重力輸送手段上と次にその下の裏当て材料細片(SW)上でランダムな方向に落下することを促進する送風機(26)によって行われる、請求項1ないし3のいずれかに記載の方法。
【請求項5】
前記再利用プリプレグ細片が原動機駆動巻回ローラ(30)の回りに巻回され、裏当て材料細片の送り速度が巻回ローラ回転速度の調節によって調節される、請求項1ないし4のいずれかに記載の方法。
【請求項6】
投入物における屑の全領域が光学的に記録される、請求項1ないし5記載の方法。
【請求項7】
前記投入物における屑の全領域の記録は投入物で占有される投入基準領域(IA)の割合を示す信号を生じ、裏当て材料細片の送り速度は、前記占有の割合が約1に等しいとき最大値となり、1より小さいとき占有の割合の単調増加関数となるように制御される、請求項1ないし6のいずれかに記載の方法。
【請求項8】
前記樹脂が非重合熱硬化性樹脂である、請求項1ないし7のいずれかに記載の方法。
【請求項1】
樹脂母材に埋め込まれた繊維部分から成る、細片形状の再利用可能なプリプレグ材料(DW)を製造する方法であって、
平坦な屑(S)の投入物を粘着性樹脂母材に埋め込まれた連続繊維から成るプリプレグ出発材料から供給し、前記投入物の屑の全領域を記録すること、
前記屑を所定の大きさの切断片(S2)となるように切断して細分化すること、
裏当て材料細片(SW)及び保護材料細片(PW)を制御された送り速度で送って供給すること、
繊維が裏当て材料細片の表面に対してほぼ等方的に分布する実質的に均一な層を前記切断片が形成するように、前記切断片を前記裏当て材料細片上にランダムに分布させ、前記裏当て材料細片の送り速度を到来する屑の記録された領域に応じて調節すること、
前記保護材料細片を裏当て材料細片上に分布した切断片の上方に配置すること、並びに
実質的に一定の面積重量及び厚さを有する再利用プリプレグ材料細片(DW)を形成するように前記保護材料細片、切断片及び裏当て材料細片を圧縮すること
の段階を含む方法。
【請求項2】
前記細分化の段階が、送られてくる前記屑を平行細片(S1)に切断すること及びその後で前記細片を横方向に切断し前記切断片を得ることを含む、請求項1記載の方法。
【請求項3】
前記屑が円形刃(13a)を備える切断駆動ローラ(13)によって送り台(11)に沿って摺動され、該ローラが前記屑を輸送すると同時にこれを平行細片に切断し、前記細片が屑の送り方向(y1)に対して横方向に移動可能な回転刃(16)により横方向に切断される、請求項2記載の方法。
【請求項4】
裏当て材料細片上の切断片の前記ランダムな分布が、切断片を集めるよう設計され裏当て材料細片(SW)送り方向(y2)に対して横方向に交互運動できる重力輸送手段(25)によって、更に切断片(S2)上に吹き付けるよう設計され重力輸送手段上と次にその下の裏当て材料細片(SW)上でランダムな方向に落下することを促進する送風機(26)によって行われる、請求項1ないし3のいずれかに記載の方法。
【請求項5】
前記再利用プリプレグ細片が原動機駆動巻回ローラ(30)の回りに巻回され、裏当て材料細片の送り速度が巻回ローラ回転速度の調節によって調節される、請求項1ないし4のいずれかに記載の方法。
【請求項6】
投入物における屑の全領域が光学的に記録される、請求項1ないし5記載の方法。
【請求項7】
前記投入物における屑の全領域の記録は投入物で占有される投入基準領域(IA)の割合を示す信号を生じ、裏当て材料細片の送り速度は、前記占有の割合が約1に等しいとき最大値となり、1より小さいとき占有の割合の単調増加関数となるように制御される、請求項1ないし6のいずれかに記載の方法。
【請求項8】
前記樹脂が非重合熱硬化性樹脂である、請求項1ないし7のいずれかに記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2011−501763(P2011−501763A)
【公表日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願番号】特願2010−526427(P2010−526427)
【出願日】平成20年7月24日(2008.7.24)
【国際出願番号】PCT/IT2008/000500
【国際公開番号】WO2010/010584
【国際公開日】平成22年1月28日(2010.1.28)
【出願人】(503056137)アレニア・アエロナウティカ・ソシエタ・ペル・アチオニ (8)
【氏名又は名称原語表記】ALENIA AERONAUTICA S.p.A.
【Fターム(参考)】
【公表日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願日】平成20年7月24日(2008.7.24)
【国際出願番号】PCT/IT2008/000500
【国際公開番号】WO2010/010584
【国際公開日】平成22年1月28日(2010.1.28)
【出願人】(503056137)アレニア・アエロナウティカ・ソシエタ・ペル・アチオニ (8)
【氏名又は名称原語表記】ALENIA AERONAUTICA S.p.A.
【Fターム(参考)】
[ Back to top ]