
プリプレグ積層体の成形装置及び成形方法
【課題】プリプレグ積層体1の曲げ加工を安定化させて、その精度を向上させる。
【解決手段】成形装置Aは、マンドレル5の角部51に隣接して配置されて積層体1に相対すると共に、マンドレル5に対し相対移動が可能な規制型6を備える。加熱手段62により積層体1を加熱しつつ、膨張性バッグ3を膨張させて積層体1に対する曲げ加工をしている最中に、規制型6をマンドレル5に対して相対的に移動させることによって、積層体1の端縁側部分の位置を規制型6により規制する。
【解決手段】成形装置Aは、マンドレル5の角部51に隣接して配置されて積層体1に相対すると共に、マンドレル5に対し相対移動が可能な規制型6を備える。加熱手段62により積層体1を加熱しつつ、膨張性バッグ3を膨張させて積層体1に対する曲げ加工をしている最中に、規制型6をマンドレル5に対して相対的に移動させることによって、積層体1の端縁側部分の位置を規制型6により規制する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プリプレグ積層体の成形装置及び成形方法に関するものである。
【背景技術】
【0002】
テープ積層装置等によりプリプレグが積層されて形成されたプリプレグ積層体を所定の形状に成形する方法の1つとして、ドレープ成形が知られている。例えば特許文献1には、その成形装置が開示されており、この装置は、熱源を有するチャンバと、その内部に配置されたマンドレル及び膨張性バッグとを備えている。この成形装置では、チャンバ内を減圧することによって大気に連通した膨張性バッグを膨張させることにより、加熱したプリプレグ積層体をマンドレルに押し付ける。これによって、前記成形装置は、板状のプリプレグ積層体に対して曲げ加工を施し、その断面をC型形状にしている。
【特許文献1】特表平10−507697号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、プリプレグ積層体は各層が伸縮しないことから、そのプリプレグ積層体を曲げるときには、その曲げ加工の実行中に、各層の曲げと、層間の滑りとが同時に発生する。しかしながら、前記の成形装置では、プリプレグ積層体がマンドレルの角部において曲がるように、その方向の力のみをプリプレグ積層体に加えているため、各層の曲げ変形が優先し、層間の滑りがその曲げ変形に対して遅れてしまう。このことによって、成形が不十分になったり、内部欠陥や残留応力が発生したりする場合がある。
【0004】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、プリプレグ積層体の曲げ加工を安定化させて、その精度を向上させることにある。
【課題を解決するための手段】
【0005】
本発明の成形装置は、プリプレグ積層体に曲げ加工を施す成形装置である。
【0006】
この成形装置は、チャンバと、前記チャンバ内において前記積層体に対向して設置される、少なくとも1の角部を有するマンドレルと、前記積層体を加熱する加熱手段と、前記マンドレルに対し前記積層体を挟んだ逆側に配置され、前記チャンバ内で膨張することによって、該積層体を該マンドレルに押し付ける膨張性バッグと、前記マンドレルの角部に隣接して配置されて前記積層体に相対すると共に、該マンドレルに対し相対移動が可能な規制型と、を備える。
【0007】
そして、前記成形装置は、前記加熱手段により積層体を加熱しつつ、前記膨張性バッグを膨張させて前記積層体に対する曲げ加工をしている最中に、前記規制型を前記マンドレルに対して相対的に移動させることによって、前記積層体を前記マンドレルの角部によって曲げると共に、前記積層体の端縁側部分の位置を前記規制型によって規制する。
【0008】
この構成によると、チャンバ内において、マンドレルに隣接して規制型が配置されており、膨張性バッグを膨張させてプリプレグ積層体をマンドレルに押し付けたときには、その積層体は規制型にも押し付けられる。それによって、積層体の端縁側部分の位置が規制されるから、積層体には、マンドレルの角部によって曲げられる第1曲げ箇所と、規制型によって曲げられる第2曲げ箇所とが形成されると共に、その第2曲げ箇所は第1曲げ箇所とは逆向きの曲げとなる。
【0009】
そして、前記規制型をマンドレルに対して相対的に移動させることによって、第2曲げ箇所は積層体の端縁に向かって変位し、その規制型が積層体から離れることによって第2曲げ箇所が消滅する。そうして、積層体の成形が完了する。
【0010】
このように、積層体に対する曲げ加工をしている最中に、その積層体に第1曲げ箇所と第2曲げ箇所とを形成することによって、層間滑りは、その第1曲げ箇所と第2曲げ箇所との間で発生し、第1曲げ箇所と第2曲げ箇所との間隔が拡がるに従って、層間滑りが順次進行する。その結果、層間滑りが十分に行われるようになって、積層体が確実に成形されると共に、内部欠陥や残留応力の発生が防止される。
【0011】
ここで、前記マンドレルは、上向きに設置され、前記積層体は、前記マンドレルの上面及び規制型の上面に載置され、前記規制型は、前記マンドレルに対して相対的に下方に移動する、としてもよい。
【0012】
こうすることで、積層体は、上向きのマンドレル及び規制型の上面に載置されて、膨張性バッグによって下向きに押し付けられるため、例えば膨張性バッグの膨張に伴い積層体がマンドレルに対してずれたりすることがなく、加工精度の向上が図られる。
【0013】
前記加熱手段は、前記規制型に設けられている、としてもよい。
【0014】
規制型は、積層体の曲げ箇所に相当する部分に対向して配置されているため、規制型に加熱手段(加熱源)を設けることによって、積層体の曲げ箇所が効果的に加熱される。
【0015】
前記成形装置は、前記規制型の移動速度を調整する調整手段をさらに備えている、としてもよい。また、前記成形装置は、前記膨張性バッグの膨張速度を変更する変更手段をさらに備えている、としてもよい。
【0016】
規制型の移動速度や、膨張性バッグの膨張速度を調整、変更することによって、積層体の加工精度を向上させる上で有利になる。
【0017】
前記成形装置は、前記チャンバ内を減圧する及び/又は前記膨張性バッグ内に加圧流体を供給することによって、前記膨張性バッグを膨張させる膨張手段をさらに備えている、としてもよい。つまり、チャンバ内を減圧し大気圧によって膨張性バッグを膨張させて積層体に圧力を加えるようにしてもよい。また、膨張性バッグに加圧流体を供給し、それによって膨張性バッグを膨張させて積層体に圧力を加えるようにしてもよい。加圧流体を供給する場合は、積層体に対して大気圧以上の圧力を加えることが可能になる。
【0018】
前記膨張手段は、前記膨張性バッグ内に非圧縮性流体を供給する、としてもよい。
【0019】
膨張性バッグに供給する流体を、非圧縮性流体とすることによって、流体の供給量に対する、積層体に加えられる圧力の関係が線形になり、積層体に加える圧力の制御性が向上する。
【0020】
前記マンドレルが、2つの角部を有し、それによって前記積層体をC型断面に成形する型である場合は、前記膨張性バッグ及び規制型は、前記マンドレルを挟んだ両側位置のそれぞれに配置されている、としてもよい。
【0021】
前記マンドレルは、前記チャンバ内で、複数個並んで配置され、前記規制型は、各マンドレルの両側位置それぞれに配置されている、としてもよい。これにより、生産性が向上する。
【0022】
本発明の成形方法は、プリプレグ積層体とマンドレルとを所定の位置に配置する工程と、前記積層体を加熱する工程と、前記積層体を前記マンドレルに押し付けることによって、該積層体に曲げ加工を施す工程と、前記曲げ加工をしている最中に、前記マンドレルの角部に隣接して配置した規制型を該マンドレルに対して相対的に移動することによって、前記積層体を前記マンドレルの角部によって曲げると共に、前記積層体の端縁側部分の位置を前記規制型によって規制する工程と、を含む。
【0023】
この方法によると、積層体に対して曲げ加工をしている最中に、積層体の端縁側部分の位置を規制型によって規制することで、その積層体に第1曲げ箇所と第2曲げ箇所とを形成することができるから、曲げ変形に対して層間滑りが遅れることなく、層間滑りが安定して行われる。そうして、内部欠陥や残留応力の発生を防止しつつ、積層体の加工精度の向上が図られる。
【発明の効果】
【0024】
以上説明したように、本発明の成形装置及び成形方法によると、積層体に対して曲げ加工をしている最中に、積層体の端縁側部分の位置を規制型によって規制することで、その積層体に第1曲げ箇所と第2曲げ箇所とを形成することができ、それによって、曲げ変形及び層間滑りをそれぞれ十分に発生させることができる。その結果、プリプレグ積層体の加工精度を向上させることができる。
【発明を実施するための最良の形態】
【0025】
以下、本発明の実施形態を図面に基づいて詳細に説明する。
【0026】
(実施形態1)
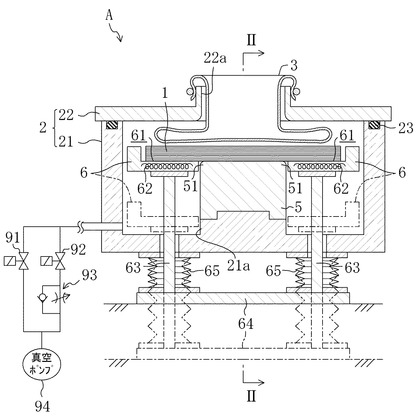
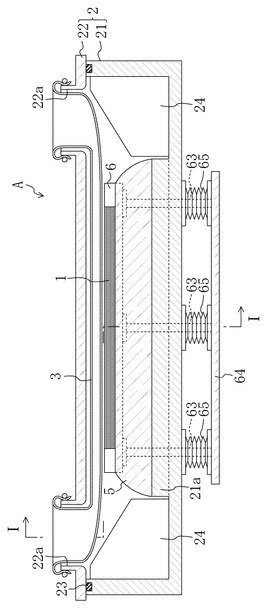
図1,2は、本発明の実施形態に係る成形装置Aを示している。この成形装置Aは、例えば航空機の翼を形成するスパー等に用いるために、長尺のプリプレグ積層体1をC型断面に成形する装置である。尚、以下においては、図1における左右方向を長手方向と呼び、図2における左右方向を左右方向と呼ぶ。
【0027】
この成形装置Aは、ハウジング21と、ハウジング21の上端開口を開閉する蓋22とからなるチャンバ2を備えている。このチャンバ2は、後述するようにその内部が減圧される真空チャンバであり、ハウジング21と蓋22との間にはシール23が介設されている。
【0028】
前記蓋22には、その長手方向の両端部それぞれに開口部22aが形成されており、この開口部22aには、膨張性バッグ3が取り付けられている。膨張性バッグ3は両端開口の筒状であって、その各開口が、前記蓋22の開口部22aに対して固定されている。これによって、膨張性バッグ3内は大気に連通している。
【0029】
前記ハウジング21内には、その左右方向の中央位置に設置部21aが設けられており、この設置部21aには、マンドレル5が設置される。
【0030】
マンドレル5は、前述したように、板状の積層体1の左右両側部を折曲してC型断面にするための成形型であり、その左右の両側部それぞれに角部51,51を含む所定形状を有している。マンドレル5は、ハウジング21内において上向きに配置されており、それによって、積層体1はマンドレル5の上面に対して載置される。
【0031】
マンドレル5を挟んだ左右両側にはそれぞれ、規制型6が配置されている。各規制型6は、長手方向に延びる板状であり、その外側部に上方に起立する起立壁を含む断面L字状を有している。各規制型6の上面は、後述するように、積層体1に当接して積層体1を曲げる規制面61として機能する。また、各規制型6内には、前記積層体1を加熱するヒータ62が内蔵されている。
【0032】
各規制型6の下面には、下方に延びる連結棒63が取り付けられている。連結棒63は、前記ハウジング21の底部に貫通形成された貫通孔を通って、チャンバ2の下方に突出しており、その下端は、チャンバ2の下方に配置された基台64に固定されている。また、チャンバ2の下面と基台64との間には、連結棒63を囲むようにベローズ65が取り付けられている。
【0033】
チャンバ2内は真空ポンプ94に連通しており、その連通経路として第1及び第2の2つの経路が並列に設けられている。この内、第1経路には第1のバルブ91が介設されている一方、第2経路には第2のバルブ92とスピードコントローラ93とが介設されている。第1及び第2のバルブ91,92は選択的に開けられるバルブであって、第1又は第2のバルブ91,92を開けて経路を切り換えることによって、チャンバ2内の空気の吸引速度、換言すれば膨張性バッグ3の膨張速度が変更されるように構成されている。
【0034】
尚、図2における符号24は、ハウジング21内の長手方向の両端部に配置されたスペーサである。
【0035】
成形装置Aは、前記の構成により、真空ポンプ94を駆動させてチャンバ2内を減圧したときには、大気に連通している膨張性バッグ3がチャンバ2内で膨張する。そうして、積層体1がマンドレル5に押し付けられることになる。そのときに、前記各規制型6は、その規制面61がマンドレル5の上面と略一致する位置から、図1に一点鎖線で示すように、膨張性バッグ3の膨張に伴いマンドレル5に対して相対的に下方に移動するようになっている。尚、図1では、各規制型6及び基台64が、チャンバ2に対して下方に移動するように描いているが、実際は、チャンバ2が基台64に対して上方に移動することになる。従って、マンドレル5が上方に移動することで、各規制型6がマンドレル5に対し相対的に下方に移動するようになっている。
【0036】
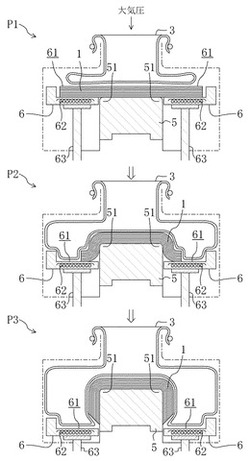
次に、図3を参照しながら、前記構成の成形装置Aによる成形プロセスについて説明する。
【0037】
先ず、チャンバ2の蓋22を開けてプリプレグ積層体1をマンドレル5及び規制型6の上に載置し、蓋22を閉めて積層体1のセットを完了する(同図のP1参照)。そして、ヒータ62によって積層体1を加熱しつつ、真空ポンプ94の駆動を開始すると共に第2のバルブ92を開けてチャンバ2内の減圧を開始する。それによって、膨張性バッグ3が膨張し始める。
【0038】
膨張性バッグ3の膨張によって、積層体1がマンドレル5に押さえつけられて角部51において曲がり始めるが、積層体1の左右両端部は規制型6に当接することによってその位置が規制され、それによって積層体1の左右両端部は逆向きに曲げられる。そうして、積層体1に、マンドレルの角部51によって曲げられる第1曲げ箇所と、規制型6によって曲げられる第2曲げ箇所とが形成される(同図のP2参照)。
【0039】
規制型6は膨張性バッグ3の膨張に伴いマンドレル5に対して相対移動し、第2曲げ箇所は、積層体1の端縁に向かって移動する。
【0040】
規制型6が最下位置まで相対移動すれば積層体1から離れるようになり、第2曲げ箇所も消滅する。それによって、積層体1がC型断面に成形される(同図のP3参照)。またその状態で、第2のバルブ92を閉じると共に、第1のバルブ91を開けることによって、吸引速度を高める。そうして膨張性バッグ3を十分に膨張させ、積層体1の成形が完了する。
【0041】
このように、前記成形装置Aでは、マンドレル5に隣接して規制型6を配置することによって、積層体1に対する曲げ加工をしている最中に、積層体1に第1曲げ箇所と第2曲げ箇所とを形成することができる。このことによって、層間滑りは、その第1曲げ箇所と第2曲げ箇所との間で発生し、第1曲げ箇所と第2曲げ箇所との間隔が拡がるに従って、層間滑りが順次進行する。その結果、層間滑りが十分に行われるようになって、積層体1が確実に成形されると共に、内部欠陥や残留応力の発生が防止される。
【0042】
また、前記成形装置Aは、マンドレル5を上向きに設置して、積層体1をそのマンドレル5の上面及び規制型6の上面に載置するため、例えば膨張性バッグ3の膨張に伴い積層体1がマンドレル5に対してずれたりすることがなく、加工精度の向上が図られる。
【0043】
さらに、前記成形装置Aでは、規制型6にヒータ62を内蔵しているため、積層体1の曲げ箇所を効果的に加熱することができる。
【0044】
また、成形開始時は、第2のバルブ92を開けて吸引速度(膨張性バッグの膨張速度)を比較的低下させることによって、積層体1を略一定の速度で曲げることが可能になる一方、成形終了時は、第2のバルブ92を開けて吸引速度(膨張性バッグ3の膨張速度)を比較的高めることによって、積層体1を確実に曲げて加工精度を向上させることができる。
【0045】
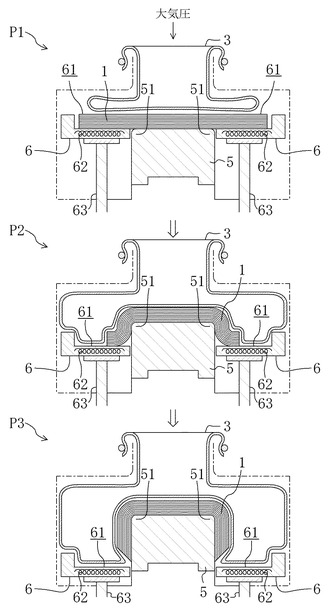
(実施形態2)
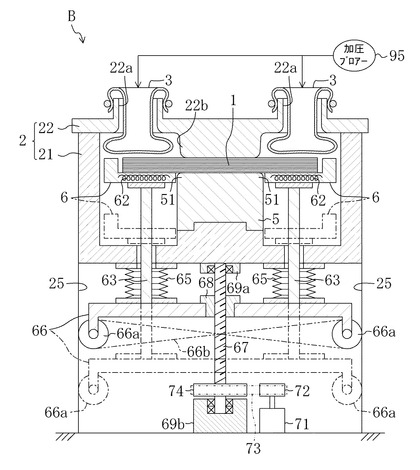
図4は、実施形態2に係る成形装置Bを示している。この成形装置Bは、規制型6の移動を制御可能に構成されている。尚、図4において、実施形態1に係る成形装置Aと同じ構成については、同じ符号を付して適宜その説明を省略する。
【0046】
チャンバ2は、その左右両側部が支持壁25,25によって支持されており、この成形装置Bでは、チャンバ2(マンドレル5)は上下に移動せず、各規制型6が上下に移動する。
【0047】
各規制型6に取り付けられた連結棒63は、その下端がチャンバ2の下方に配置された昇降板66に取り付けられている。昇降板66の左右両側部には、前記支持壁25,25に当接してこの支持壁25,25に沿って上下に案内されるガイドローラ66a,66aが取り付けられている。これら2つのガイドローラ66a,66a間には、回転を同期させる同期チェーン66bが巻き掛けられている。また、昇降板66の左右方向の中央位置には、上下方向に延びるボールねじ67が貫通しており、このボールねじ67には、昇降板66に固定されているナット68が外嵌している。
【0048】
前記ボールねじ67は、その上端が前記チャンバ2の下面に取り付けられた軸受け69aに回転可能に支持されていると共に、その下端は床面に設置された軸受け69bに回転可能に支持されている。ボールねじ67の下端部には、従動プーリ74が固定されており、この従動プーリ74は、モータ71の駆動軸に取り付けられた駆動プーリ72に対してベルト73を介して駆動連結されている。これによって、モータ71を駆動したときには、ボールねじ67が回転し、それに伴い昇降板66を介して左右の規制型6,6が下方又は上方に移動する。
【0049】
また、チャンバ2の蓋22には、実施形態1のものとは異なり、左右両側のそれぞれに開口部22a,22aが形成されていて、その各開口部22aに対して膨張性バッグ3が取り付けられている。従って、実施形態2の成形装置Bでは、2つの膨張性バッグ3,3が、マンドレル5を挟んだ両側位置それぞれに配置されている。
【0050】
また、前記蓋22の下面には、その左右の中央位置に下方に突出する押さえ22bが一体に形成されており、この押さえ22bは、蓋22を閉めた状態において、積層体1をマンドレル5に対して押さえつける機能を果たす。
【0051】
この成形装置Bでは、各膨張性バッグ3に対して加圧流体を供給することによって、各膨張性バッグ3をチャンバ2内で膨張させるように構成されており、ここでは、加圧気体を供給する加圧ブロアー95が各膨張性バッグ3に接続されている。
【0052】
この構成の成形装置Bによる成形プロセスは、実施形態1の成形装置Aによる成形プロセスとほぼ同じである。
【0053】
つまり、先ず、チャンバ2の蓋22を開けてプリプレグ積層体1をマンドレル5及び規制型6の上に載置し、蓋22を閉めて積層体1のセットを完了する。そして、ヒータ62により積層体1を加熱しつつ加圧ブロアー95の駆動を開始し、膨張性バッグ3を膨張させる。また、モータ71を駆動させて、規制型6を徐々に下方に移動させる。
【0054】
そうして、積層体1に対する曲げ加工をしている最中に、積層体1に第1曲げ箇所と第2曲げ箇所とを形成すると共に、その第2曲げ箇所を積層体1の端縁に向かって変位させる。
【0055】
そして、前記規制型6が最下位置まで移動すれば、積層体1の成形が完了する。
【0056】
このように、成形装置Bにおいても、積層体1に対する曲げ加工をしている最中に、積層体1に第1曲げ箇所と第2曲げ箇所とを形成することができる。このため、曲げ変形と共に層間滑りが十分に行われるようになって、積層体1が確実に成形されると共に、内部欠陥や残留応力の発生が防止される。
【0057】
また、成形装置Bでは、規制型6の移動速度が調整可能であるため、成形プロセス中に規制型6の移動速度を適宜調整することによって、積層体1の成形精度を向上させることができる。また、必要に応じて、加圧ブロアーの駆動制御を行うことによって、膨張性バッグの膨張速度を変更してもよい。
【0058】
(他の実施形態)
本発明は、上記の構成に限定されるものではなく、その他種々の実施形態を含むものである。
【0059】
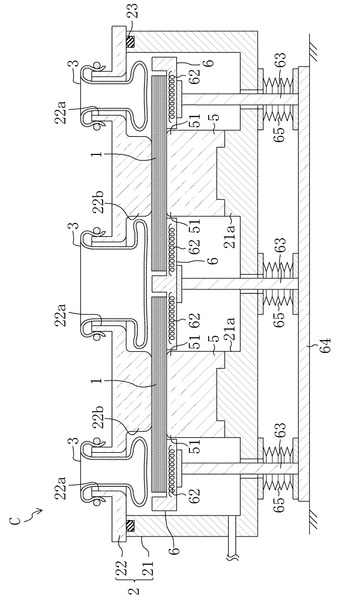
つまり、上記各実施形態では、チャンバ2内に1つのマンドレル5を配置しているが、例えば図5に示すように、チャンバ2内に、2以上のマンドレル5を配置してもよい。この成形装置Cは、チャンバ2内に2つのマンドレル5,5が並んで配置されていると共に、その各マンドレル5の左右両側に、規制型6が配置されている。尚、2つのマンドレル5,5間の規制型6は、2つの積層体1,1のそれぞれに当接して、その曲げを規制する。
【0060】
また、チャンバ2の蓋22には、左右両側のそれぞれと、中央部に開口部22a,22a,22aが形成されていて、その各開口部22aに対して膨張性バッグ3が取り付けられている。従って、この成形装置Cでは、3つの膨張性バッグ3,3,3が、マンドレル5を挟んだ両側位置それぞれに配置されている。
【0061】
この構成の成形装置Cでは、2つの積層体1,1それぞれに対して曲げ加工を行うことができるため、生産性を向上させる上で有利である。
【0062】
また、実施形態1の成形装置Aにおいて、膨張性バッグ3を実施形態2のように2つにしてもよいし、実施形態2の成形装置Bにおいて、膨張性バッグ3を実施形態1のように1つにしてもよい。また、図5の成型装置Cにおいて、膨張性バッグ3を実施形態1のように1つにしてもよい。
【0063】
また、成形装置としては、実施形態1の成形装置Aのようにチャンバ2内を減圧することと、実施形態2の成形装置Bのように膨張性バッグ3に加圧流体を供給することと、を組み合わせてもよい。
【0064】
また、実施形態2の成形装置Bのように膨張性バッグ3に加圧流体を供給する場合に、その加圧流体を非圧縮性流体としてもよい。こうすることで、膨張性バッグ3への流体の供給量と、積層体1に加わる圧力とが線形化し、積層体1に加える圧力の制御性が向上する。
【0065】
また、実施形態2のように規制型6の移動速度を調整する機構としては、図示は省略するが、昇降板66と床面との間に圧縮ばねを配置して、昇降板66(規制型6)に対して上方に付勢する力を加えるようにしてもよい。
【産業上の利用可能性】
【0066】
以上説明したように、本発明は、マンドレルに隣接して、このマンドレルに対し相対移動する規制型を配置することで、積層体に第1及び第2の曲げ箇所を形成することができ、それによって、その成形精度を高めることができるから、プリプレグ積層体を成形する装置及び方法として有用である。
【図面の簡単な説明】
【0067】
【図1】実施形態1に係る成形装置を示す図2のI−I断面図である。
【図2】図1のII−II断面図である。
【図3】成形装置による成形プロセスを示す説明図である。
【図4】実施形態2に係る成形装置を示す図1対応図である。
【図5】他の実施形態に係る成形装置を示す図1対応図である。
【符号の説明】
【0068】
A,B,C 成形装置
1 積層体
2 チャンバ
3 膨張性バッグ
5 マンドレル
51 角部
67 ボールねじ(調整手段)
6 規制型
62 ヒータ(加熱手段)
68 ナット(調整手段)
71 モータ(調整手段)
91 第1のバルブ(変更手段、調整手段)
92 第2のバルブ(変更手段、調整手段)
93 スピードコントローラ(変更手段、調整手段)
94 真空ポンプ(膨張手段、変更手段)
95 加圧ブロアー(膨張手段)
【技術分野】
【0001】
本発明は、プリプレグ積層体の成形装置及び成形方法に関するものである。
【背景技術】
【0002】
テープ積層装置等によりプリプレグが積層されて形成されたプリプレグ積層体を所定の形状に成形する方法の1つとして、ドレープ成形が知られている。例えば特許文献1には、その成形装置が開示されており、この装置は、熱源を有するチャンバと、その内部に配置されたマンドレル及び膨張性バッグとを備えている。この成形装置では、チャンバ内を減圧することによって大気に連通した膨張性バッグを膨張させることにより、加熱したプリプレグ積層体をマンドレルに押し付ける。これによって、前記成形装置は、板状のプリプレグ積層体に対して曲げ加工を施し、その断面をC型形状にしている。
【特許文献1】特表平10−507697号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、プリプレグ積層体は各層が伸縮しないことから、そのプリプレグ積層体を曲げるときには、その曲げ加工の実行中に、各層の曲げと、層間の滑りとが同時に発生する。しかしながら、前記の成形装置では、プリプレグ積層体がマンドレルの角部において曲がるように、その方向の力のみをプリプレグ積層体に加えているため、各層の曲げ変形が優先し、層間の滑りがその曲げ変形に対して遅れてしまう。このことによって、成形が不十分になったり、内部欠陥や残留応力が発生したりする場合がある。
【0004】
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、プリプレグ積層体の曲げ加工を安定化させて、その精度を向上させることにある。
【課題を解決するための手段】
【0005】
本発明の成形装置は、プリプレグ積層体に曲げ加工を施す成形装置である。
【0006】
この成形装置は、チャンバと、前記チャンバ内において前記積層体に対向して設置される、少なくとも1の角部を有するマンドレルと、前記積層体を加熱する加熱手段と、前記マンドレルに対し前記積層体を挟んだ逆側に配置され、前記チャンバ内で膨張することによって、該積層体を該マンドレルに押し付ける膨張性バッグと、前記マンドレルの角部に隣接して配置されて前記積層体に相対すると共に、該マンドレルに対し相対移動が可能な規制型と、を備える。
【0007】
そして、前記成形装置は、前記加熱手段により積層体を加熱しつつ、前記膨張性バッグを膨張させて前記積層体に対する曲げ加工をしている最中に、前記規制型を前記マンドレルに対して相対的に移動させることによって、前記積層体を前記マンドレルの角部によって曲げると共に、前記積層体の端縁側部分の位置を前記規制型によって規制する。
【0008】
この構成によると、チャンバ内において、マンドレルに隣接して規制型が配置されており、膨張性バッグを膨張させてプリプレグ積層体をマンドレルに押し付けたときには、その積層体は規制型にも押し付けられる。それによって、積層体の端縁側部分の位置が規制されるから、積層体には、マンドレルの角部によって曲げられる第1曲げ箇所と、規制型によって曲げられる第2曲げ箇所とが形成されると共に、その第2曲げ箇所は第1曲げ箇所とは逆向きの曲げとなる。
【0009】
そして、前記規制型をマンドレルに対して相対的に移動させることによって、第2曲げ箇所は積層体の端縁に向かって変位し、その規制型が積層体から離れることによって第2曲げ箇所が消滅する。そうして、積層体の成形が完了する。
【0010】
このように、積層体に対する曲げ加工をしている最中に、その積層体に第1曲げ箇所と第2曲げ箇所とを形成することによって、層間滑りは、その第1曲げ箇所と第2曲げ箇所との間で発生し、第1曲げ箇所と第2曲げ箇所との間隔が拡がるに従って、層間滑りが順次進行する。その結果、層間滑りが十分に行われるようになって、積層体が確実に成形されると共に、内部欠陥や残留応力の発生が防止される。
【0011】
ここで、前記マンドレルは、上向きに設置され、前記積層体は、前記マンドレルの上面及び規制型の上面に載置され、前記規制型は、前記マンドレルに対して相対的に下方に移動する、としてもよい。
【0012】
こうすることで、積層体は、上向きのマンドレル及び規制型の上面に載置されて、膨張性バッグによって下向きに押し付けられるため、例えば膨張性バッグの膨張に伴い積層体がマンドレルに対してずれたりすることがなく、加工精度の向上が図られる。
【0013】
前記加熱手段は、前記規制型に設けられている、としてもよい。
【0014】
規制型は、積層体の曲げ箇所に相当する部分に対向して配置されているため、規制型に加熱手段(加熱源)を設けることによって、積層体の曲げ箇所が効果的に加熱される。
【0015】
前記成形装置は、前記規制型の移動速度を調整する調整手段をさらに備えている、としてもよい。また、前記成形装置は、前記膨張性バッグの膨張速度を変更する変更手段をさらに備えている、としてもよい。
【0016】
規制型の移動速度や、膨張性バッグの膨張速度を調整、変更することによって、積層体の加工精度を向上させる上で有利になる。
【0017】
前記成形装置は、前記チャンバ内を減圧する及び/又は前記膨張性バッグ内に加圧流体を供給することによって、前記膨張性バッグを膨張させる膨張手段をさらに備えている、としてもよい。つまり、チャンバ内を減圧し大気圧によって膨張性バッグを膨張させて積層体に圧力を加えるようにしてもよい。また、膨張性バッグに加圧流体を供給し、それによって膨張性バッグを膨張させて積層体に圧力を加えるようにしてもよい。加圧流体を供給する場合は、積層体に対して大気圧以上の圧力を加えることが可能になる。
【0018】
前記膨張手段は、前記膨張性バッグ内に非圧縮性流体を供給する、としてもよい。
【0019】
膨張性バッグに供給する流体を、非圧縮性流体とすることによって、流体の供給量に対する、積層体に加えられる圧力の関係が線形になり、積層体に加える圧力の制御性が向上する。
【0020】
前記マンドレルが、2つの角部を有し、それによって前記積層体をC型断面に成形する型である場合は、前記膨張性バッグ及び規制型は、前記マンドレルを挟んだ両側位置のそれぞれに配置されている、としてもよい。
【0021】
前記マンドレルは、前記チャンバ内で、複数個並んで配置され、前記規制型は、各マンドレルの両側位置それぞれに配置されている、としてもよい。これにより、生産性が向上する。
【0022】
本発明の成形方法は、プリプレグ積層体とマンドレルとを所定の位置に配置する工程と、前記積層体を加熱する工程と、前記積層体を前記マンドレルに押し付けることによって、該積層体に曲げ加工を施す工程と、前記曲げ加工をしている最中に、前記マンドレルの角部に隣接して配置した規制型を該マンドレルに対して相対的に移動することによって、前記積層体を前記マンドレルの角部によって曲げると共に、前記積層体の端縁側部分の位置を前記規制型によって規制する工程と、を含む。
【0023】
この方法によると、積層体に対して曲げ加工をしている最中に、積層体の端縁側部分の位置を規制型によって規制することで、その積層体に第1曲げ箇所と第2曲げ箇所とを形成することができるから、曲げ変形に対して層間滑りが遅れることなく、層間滑りが安定して行われる。そうして、内部欠陥や残留応力の発生を防止しつつ、積層体の加工精度の向上が図られる。
【発明の効果】
【0024】
以上説明したように、本発明の成形装置及び成形方法によると、積層体に対して曲げ加工をしている最中に、積層体の端縁側部分の位置を規制型によって規制することで、その積層体に第1曲げ箇所と第2曲げ箇所とを形成することができ、それによって、曲げ変形及び層間滑りをそれぞれ十分に発生させることができる。その結果、プリプレグ積層体の加工精度を向上させることができる。
【発明を実施するための最良の形態】
【0025】
以下、本発明の実施形態を図面に基づいて詳細に説明する。
【0026】
(実施形態1)
図1,2は、本発明の実施形態に係る成形装置Aを示している。この成形装置Aは、例えば航空機の翼を形成するスパー等に用いるために、長尺のプリプレグ積層体1をC型断面に成形する装置である。尚、以下においては、図1における左右方向を長手方向と呼び、図2における左右方向を左右方向と呼ぶ。
【0027】
この成形装置Aは、ハウジング21と、ハウジング21の上端開口を開閉する蓋22とからなるチャンバ2を備えている。このチャンバ2は、後述するようにその内部が減圧される真空チャンバであり、ハウジング21と蓋22との間にはシール23が介設されている。
【0028】
前記蓋22には、その長手方向の両端部それぞれに開口部22aが形成されており、この開口部22aには、膨張性バッグ3が取り付けられている。膨張性バッグ3は両端開口の筒状であって、その各開口が、前記蓋22の開口部22aに対して固定されている。これによって、膨張性バッグ3内は大気に連通している。
【0029】
前記ハウジング21内には、その左右方向の中央位置に設置部21aが設けられており、この設置部21aには、マンドレル5が設置される。
【0030】
マンドレル5は、前述したように、板状の積層体1の左右両側部を折曲してC型断面にするための成形型であり、その左右の両側部それぞれに角部51,51を含む所定形状を有している。マンドレル5は、ハウジング21内において上向きに配置されており、それによって、積層体1はマンドレル5の上面に対して載置される。
【0031】
マンドレル5を挟んだ左右両側にはそれぞれ、規制型6が配置されている。各規制型6は、長手方向に延びる板状であり、その外側部に上方に起立する起立壁を含む断面L字状を有している。各規制型6の上面は、後述するように、積層体1に当接して積層体1を曲げる規制面61として機能する。また、各規制型6内には、前記積層体1を加熱するヒータ62が内蔵されている。
【0032】
各規制型6の下面には、下方に延びる連結棒63が取り付けられている。連結棒63は、前記ハウジング21の底部に貫通形成された貫通孔を通って、チャンバ2の下方に突出しており、その下端は、チャンバ2の下方に配置された基台64に固定されている。また、チャンバ2の下面と基台64との間には、連結棒63を囲むようにベローズ65が取り付けられている。
【0033】
チャンバ2内は真空ポンプ94に連通しており、その連通経路として第1及び第2の2つの経路が並列に設けられている。この内、第1経路には第1のバルブ91が介設されている一方、第2経路には第2のバルブ92とスピードコントローラ93とが介設されている。第1及び第2のバルブ91,92は選択的に開けられるバルブであって、第1又は第2のバルブ91,92を開けて経路を切り換えることによって、チャンバ2内の空気の吸引速度、換言すれば膨張性バッグ3の膨張速度が変更されるように構成されている。
【0034】
尚、図2における符号24は、ハウジング21内の長手方向の両端部に配置されたスペーサである。
【0035】
成形装置Aは、前記の構成により、真空ポンプ94を駆動させてチャンバ2内を減圧したときには、大気に連通している膨張性バッグ3がチャンバ2内で膨張する。そうして、積層体1がマンドレル5に押し付けられることになる。そのときに、前記各規制型6は、その規制面61がマンドレル5の上面と略一致する位置から、図1に一点鎖線で示すように、膨張性バッグ3の膨張に伴いマンドレル5に対して相対的に下方に移動するようになっている。尚、図1では、各規制型6及び基台64が、チャンバ2に対して下方に移動するように描いているが、実際は、チャンバ2が基台64に対して上方に移動することになる。従って、マンドレル5が上方に移動することで、各規制型6がマンドレル5に対し相対的に下方に移動するようになっている。
【0036】
次に、図3を参照しながら、前記構成の成形装置Aによる成形プロセスについて説明する。
【0037】
先ず、チャンバ2の蓋22を開けてプリプレグ積層体1をマンドレル5及び規制型6の上に載置し、蓋22を閉めて積層体1のセットを完了する(同図のP1参照)。そして、ヒータ62によって積層体1を加熱しつつ、真空ポンプ94の駆動を開始すると共に第2のバルブ92を開けてチャンバ2内の減圧を開始する。それによって、膨張性バッグ3が膨張し始める。
【0038】
膨張性バッグ3の膨張によって、積層体1がマンドレル5に押さえつけられて角部51において曲がり始めるが、積層体1の左右両端部は規制型6に当接することによってその位置が規制され、それによって積層体1の左右両端部は逆向きに曲げられる。そうして、積層体1に、マンドレルの角部51によって曲げられる第1曲げ箇所と、規制型6によって曲げられる第2曲げ箇所とが形成される(同図のP2参照)。
【0039】
規制型6は膨張性バッグ3の膨張に伴いマンドレル5に対して相対移動し、第2曲げ箇所は、積層体1の端縁に向かって移動する。
【0040】
規制型6が最下位置まで相対移動すれば積層体1から離れるようになり、第2曲げ箇所も消滅する。それによって、積層体1がC型断面に成形される(同図のP3参照)。またその状態で、第2のバルブ92を閉じると共に、第1のバルブ91を開けることによって、吸引速度を高める。そうして膨張性バッグ3を十分に膨張させ、積層体1の成形が完了する。
【0041】
このように、前記成形装置Aでは、マンドレル5に隣接して規制型6を配置することによって、積層体1に対する曲げ加工をしている最中に、積層体1に第1曲げ箇所と第2曲げ箇所とを形成することができる。このことによって、層間滑りは、その第1曲げ箇所と第2曲げ箇所との間で発生し、第1曲げ箇所と第2曲げ箇所との間隔が拡がるに従って、層間滑りが順次進行する。その結果、層間滑りが十分に行われるようになって、積層体1が確実に成形されると共に、内部欠陥や残留応力の発生が防止される。
【0042】
また、前記成形装置Aは、マンドレル5を上向きに設置して、積層体1をそのマンドレル5の上面及び規制型6の上面に載置するため、例えば膨張性バッグ3の膨張に伴い積層体1がマンドレル5に対してずれたりすることがなく、加工精度の向上が図られる。
【0043】
さらに、前記成形装置Aでは、規制型6にヒータ62を内蔵しているため、積層体1の曲げ箇所を効果的に加熱することができる。
【0044】
また、成形開始時は、第2のバルブ92を開けて吸引速度(膨張性バッグの膨張速度)を比較的低下させることによって、積層体1を略一定の速度で曲げることが可能になる一方、成形終了時は、第2のバルブ92を開けて吸引速度(膨張性バッグ3の膨張速度)を比較的高めることによって、積層体1を確実に曲げて加工精度を向上させることができる。
【0045】
(実施形態2)
図4は、実施形態2に係る成形装置Bを示している。この成形装置Bは、規制型6の移動を制御可能に構成されている。尚、図4において、実施形態1に係る成形装置Aと同じ構成については、同じ符号を付して適宜その説明を省略する。
【0046】
チャンバ2は、その左右両側部が支持壁25,25によって支持されており、この成形装置Bでは、チャンバ2(マンドレル5)は上下に移動せず、各規制型6が上下に移動する。
【0047】
各規制型6に取り付けられた連結棒63は、その下端がチャンバ2の下方に配置された昇降板66に取り付けられている。昇降板66の左右両側部には、前記支持壁25,25に当接してこの支持壁25,25に沿って上下に案内されるガイドローラ66a,66aが取り付けられている。これら2つのガイドローラ66a,66a間には、回転を同期させる同期チェーン66bが巻き掛けられている。また、昇降板66の左右方向の中央位置には、上下方向に延びるボールねじ67が貫通しており、このボールねじ67には、昇降板66に固定されているナット68が外嵌している。
【0048】
前記ボールねじ67は、その上端が前記チャンバ2の下面に取り付けられた軸受け69aに回転可能に支持されていると共に、その下端は床面に設置された軸受け69bに回転可能に支持されている。ボールねじ67の下端部には、従動プーリ74が固定されており、この従動プーリ74は、モータ71の駆動軸に取り付けられた駆動プーリ72に対してベルト73を介して駆動連結されている。これによって、モータ71を駆動したときには、ボールねじ67が回転し、それに伴い昇降板66を介して左右の規制型6,6が下方又は上方に移動する。
【0049】
また、チャンバ2の蓋22には、実施形態1のものとは異なり、左右両側のそれぞれに開口部22a,22aが形成されていて、その各開口部22aに対して膨張性バッグ3が取り付けられている。従って、実施形態2の成形装置Bでは、2つの膨張性バッグ3,3が、マンドレル5を挟んだ両側位置それぞれに配置されている。
【0050】
また、前記蓋22の下面には、その左右の中央位置に下方に突出する押さえ22bが一体に形成されており、この押さえ22bは、蓋22を閉めた状態において、積層体1をマンドレル5に対して押さえつける機能を果たす。
【0051】
この成形装置Bでは、各膨張性バッグ3に対して加圧流体を供給することによって、各膨張性バッグ3をチャンバ2内で膨張させるように構成されており、ここでは、加圧気体を供給する加圧ブロアー95が各膨張性バッグ3に接続されている。
【0052】
この構成の成形装置Bによる成形プロセスは、実施形態1の成形装置Aによる成形プロセスとほぼ同じである。
【0053】
つまり、先ず、チャンバ2の蓋22を開けてプリプレグ積層体1をマンドレル5及び規制型6の上に載置し、蓋22を閉めて積層体1のセットを完了する。そして、ヒータ62により積層体1を加熱しつつ加圧ブロアー95の駆動を開始し、膨張性バッグ3を膨張させる。また、モータ71を駆動させて、規制型6を徐々に下方に移動させる。
【0054】
そうして、積層体1に対する曲げ加工をしている最中に、積層体1に第1曲げ箇所と第2曲げ箇所とを形成すると共に、その第2曲げ箇所を積層体1の端縁に向かって変位させる。
【0055】
そして、前記規制型6が最下位置まで移動すれば、積層体1の成形が完了する。
【0056】
このように、成形装置Bにおいても、積層体1に対する曲げ加工をしている最中に、積層体1に第1曲げ箇所と第2曲げ箇所とを形成することができる。このため、曲げ変形と共に層間滑りが十分に行われるようになって、積層体1が確実に成形されると共に、内部欠陥や残留応力の発生が防止される。
【0057】
また、成形装置Bでは、規制型6の移動速度が調整可能であるため、成形プロセス中に規制型6の移動速度を適宜調整することによって、積層体1の成形精度を向上させることができる。また、必要に応じて、加圧ブロアーの駆動制御を行うことによって、膨張性バッグの膨張速度を変更してもよい。
【0058】
(他の実施形態)
本発明は、上記の構成に限定されるものではなく、その他種々の実施形態を含むものである。
【0059】
つまり、上記各実施形態では、チャンバ2内に1つのマンドレル5を配置しているが、例えば図5に示すように、チャンバ2内に、2以上のマンドレル5を配置してもよい。この成形装置Cは、チャンバ2内に2つのマンドレル5,5が並んで配置されていると共に、その各マンドレル5の左右両側に、規制型6が配置されている。尚、2つのマンドレル5,5間の規制型6は、2つの積層体1,1のそれぞれに当接して、その曲げを規制する。
【0060】
また、チャンバ2の蓋22には、左右両側のそれぞれと、中央部に開口部22a,22a,22aが形成されていて、その各開口部22aに対して膨張性バッグ3が取り付けられている。従って、この成形装置Cでは、3つの膨張性バッグ3,3,3が、マンドレル5を挟んだ両側位置それぞれに配置されている。
【0061】
この構成の成形装置Cでは、2つの積層体1,1それぞれに対して曲げ加工を行うことができるため、生産性を向上させる上で有利である。
【0062】
また、実施形態1の成形装置Aにおいて、膨張性バッグ3を実施形態2のように2つにしてもよいし、実施形態2の成形装置Bにおいて、膨張性バッグ3を実施形態1のように1つにしてもよい。また、図5の成型装置Cにおいて、膨張性バッグ3を実施形態1のように1つにしてもよい。
【0063】
また、成形装置としては、実施形態1の成形装置Aのようにチャンバ2内を減圧することと、実施形態2の成形装置Bのように膨張性バッグ3に加圧流体を供給することと、を組み合わせてもよい。
【0064】
また、実施形態2の成形装置Bのように膨張性バッグ3に加圧流体を供給する場合に、その加圧流体を非圧縮性流体としてもよい。こうすることで、膨張性バッグ3への流体の供給量と、積層体1に加わる圧力とが線形化し、積層体1に加える圧力の制御性が向上する。
【0065】
また、実施形態2のように規制型6の移動速度を調整する機構としては、図示は省略するが、昇降板66と床面との間に圧縮ばねを配置して、昇降板66(規制型6)に対して上方に付勢する力を加えるようにしてもよい。
【産業上の利用可能性】
【0066】
以上説明したように、本発明は、マンドレルに隣接して、このマンドレルに対し相対移動する規制型を配置することで、積層体に第1及び第2の曲げ箇所を形成することができ、それによって、その成形精度を高めることができるから、プリプレグ積層体を成形する装置及び方法として有用である。
【図面の簡単な説明】
【0067】
【図1】実施形態1に係る成形装置を示す図2のI−I断面図である。
【図2】図1のII−II断面図である。
【図3】成形装置による成形プロセスを示す説明図である。
【図4】実施形態2に係る成形装置を示す図1対応図である。
【図5】他の実施形態に係る成形装置を示す図1対応図である。
【符号の説明】
【0068】
A,B,C 成形装置
1 積層体
2 チャンバ
3 膨張性バッグ
5 マンドレル
51 角部
67 ボールねじ(調整手段)
6 規制型
62 ヒータ(加熱手段)
68 ナット(調整手段)
71 モータ(調整手段)
91 第1のバルブ(変更手段、調整手段)
92 第2のバルブ(変更手段、調整手段)
93 スピードコントローラ(変更手段、調整手段)
94 真空ポンプ(膨張手段、変更手段)
95 加圧ブロアー(膨張手段)
【特許請求の範囲】
【請求項1】
プリプレグ積層体に曲げ加工を施す成形装置であって、
チャンバと、
前記チャンバ内において前記積層体に対向して設置される、少なくとも1の角部を有するマンドレルと、
前記積層体を加熱する加熱手段と、
前記マンドレルに対し前記積層体を挟んだ逆側に配置され、前記チャンバ内で膨張することによって、該積層体を該マンドレルに押し付ける膨張性バッグと、
前記マンドレルの角部に隣接して配置されて前記積層体に相対すると共に、該マンドレルに対し相対移動が可能な規制型と、を備え、
前記加熱手段により積層体を加熱しつつ、前記膨張性バッグを膨張させて前記積層体に対する曲げ加工をしている最中に、前記規制型を前記マンドレルに対して相対的に移動させることによって、前記積層体を前記マンドレルの角部によって曲げると共に、前記積層体の端縁側部分の位置を前記規制型によって規制する成形装置。
【請求項2】
請求項1に記載の成形装置において、
前記マンドレルは、上向きに設置され、
前記積層体は、前記マンドレルの上面及び規制型の上面に載置され、
前記規制型は、前記マンドレルに対して相対的に下方に移動する成形装置。
【請求項3】
請求項1又は2に記載の成形装置において、
前記加熱手段は、前記規制型に設けられている成形装置。
【請求項4】
請求項1〜3のいずれか1項に記載の成形装置において、
前記規制型の移動速度を調整する調整手段をさらに備えている成形装置。
【請求項5】
請求項1〜4のいずれか1項に記載の成形装置において、
前記膨張性バッグの膨張速度を変更する変更手段をさらに備えている成形装置。
【請求項6】
請求項1〜5のいずれか1項に記載の成形装置において、
前記チャンバ内を減圧する及び/又は前記膨張性バッグ内に加圧流体を供給することによって、前記膨張性バッグを膨張させる膨張手段をさらに備えている成形装置。
【請求項7】
請求項6に記載の成形装置において、
前記膨張手段は、前記膨張性バッグ内に非圧縮性流体を供給する成形装置。
【請求項8】
請求項1〜7のいずれか1項に記載の成形装置において、
前記マンドレルは、2つの角部を有し、それによって前記積層体をC型断面に成形する型であり、
前記膨張性バッグ及び規制型は、前記マンドレルを挟んだ両側位置のそれぞれに配置されている成形装置。
【請求項9】
請求項1〜7のいずれか1項に記載の成形装置において、
前記マンドレルは、前記チャンバ内で、複数個並んで配置され、
前記各マンドレルは、2つの角部を有し、それによって前記積層体をC型断面に成形する型であり、
前記規制型は、前記各マンドレルの両側位置それぞれに配置されている成形装置。
【請求項10】
プリプレグ積層体と、少なくとも1の角部を有するマンドレルと、を所定の位置に配置する工程と、
前記積層体を加熱する工程と、
前記積層体を前記マンドレルに押し付けることによって、該積層体に曲げ加工を施す工程と、
前記曲げ加工をしている最中に、前記マンドレルの角部に隣接して配置した規制型を該マンドレルに対して相対的に移動することによって、前記積層体を前記マンドレルの角部によって曲げると共に、前記積層体の端縁側部分の位置を前記規制型によって規制する工程と、を含む成形方法。
【請求項1】
プリプレグ積層体に曲げ加工を施す成形装置であって、
チャンバと、
前記チャンバ内において前記積層体に対向して設置される、少なくとも1の角部を有するマンドレルと、
前記積層体を加熱する加熱手段と、
前記マンドレルに対し前記積層体を挟んだ逆側に配置され、前記チャンバ内で膨張することによって、該積層体を該マンドレルに押し付ける膨張性バッグと、
前記マンドレルの角部に隣接して配置されて前記積層体に相対すると共に、該マンドレルに対し相対移動が可能な規制型と、を備え、
前記加熱手段により積層体を加熱しつつ、前記膨張性バッグを膨張させて前記積層体に対する曲げ加工をしている最中に、前記規制型を前記マンドレルに対して相対的に移動させることによって、前記積層体を前記マンドレルの角部によって曲げると共に、前記積層体の端縁側部分の位置を前記規制型によって規制する成形装置。
【請求項2】
請求項1に記載の成形装置において、
前記マンドレルは、上向きに設置され、
前記積層体は、前記マンドレルの上面及び規制型の上面に載置され、
前記規制型は、前記マンドレルに対して相対的に下方に移動する成形装置。
【請求項3】
請求項1又は2に記載の成形装置において、
前記加熱手段は、前記規制型に設けられている成形装置。
【請求項4】
請求項1〜3のいずれか1項に記載の成形装置において、
前記規制型の移動速度を調整する調整手段をさらに備えている成形装置。
【請求項5】
請求項1〜4のいずれか1項に記載の成形装置において、
前記膨張性バッグの膨張速度を変更する変更手段をさらに備えている成形装置。
【請求項6】
請求項1〜5のいずれか1項に記載の成形装置において、
前記チャンバ内を減圧する及び/又は前記膨張性バッグ内に加圧流体を供給することによって、前記膨張性バッグを膨張させる膨張手段をさらに備えている成形装置。
【請求項7】
請求項6に記載の成形装置において、
前記膨張手段は、前記膨張性バッグ内に非圧縮性流体を供給する成形装置。
【請求項8】
請求項1〜7のいずれか1項に記載の成形装置において、
前記マンドレルは、2つの角部を有し、それによって前記積層体をC型断面に成形する型であり、
前記膨張性バッグ及び規制型は、前記マンドレルを挟んだ両側位置のそれぞれに配置されている成形装置。
【請求項9】
請求項1〜7のいずれか1項に記載の成形装置において、
前記マンドレルは、前記チャンバ内で、複数個並んで配置され、
前記各マンドレルは、2つの角部を有し、それによって前記積層体をC型断面に成形する型であり、
前記規制型は、前記各マンドレルの両側位置それぞれに配置されている成形装置。
【請求項10】
プリプレグ積層体と、少なくとも1の角部を有するマンドレルと、を所定の位置に配置する工程と、
前記積層体を加熱する工程と、
前記積層体を前記マンドレルに押し付けることによって、該積層体に曲げ加工を施す工程と、
前記曲げ加工をしている最中に、前記マンドレルの角部に隣接して配置した規制型を該マンドレルに対して相対的に移動することによって、前記積層体を前記マンドレルの角部によって曲げると共に、前記積層体の端縁側部分の位置を前記規制型によって規制する工程と、を含む成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2007−253441(P2007−253441A)
【公開日】平成19年10月4日(2007.10.4)
【国際特許分類】
【出願番号】特願2006−80223(P2006−80223)
【出願日】平成18年3月23日(2006.3.23)
【出願人】(000002358)新明和工業株式会社 (919)
【Fターム(参考)】
【公開日】平成19年10月4日(2007.10.4)
【国際特許分類】
【出願日】平成18年3月23日(2006.3.23)
【出願人】(000002358)新明和工業株式会社 (919)
【Fターム(参考)】
[ Back to top ]