
プリプレグ積層体の製造方法及びその製造装置
【課題】プリプレグ積層体の減圧時に大気圧がかからず、プリプレグ積層体内から空気を効率良く除去でき、樹脂成形物内のボイドの低減と、生産性を著しく向上させることが出来るプリプレグ積層体の製造方法及びその製造装置を提供する。
【解決手段】製造装置1は、ベースプレート2上に設置した仕切り部材3(ダム)の内側に繊維補強基材に樹脂材料を含浸させたプリプレグ4を複数枚積層し、このプリプレグ積層体4上に加圧プレート5を載置する。そして、前記プリプレグ積層体4の全体,仕切り部材3及び加圧プレート5をシール部材6を介してブリーザークロス7a及びフィルム状の第1バキュームバック7により気密的に覆い、更に第1バキュームバック7の外周部に所定の間隔hを隔ててアルミニュウム等の軽金属から成る補強枠体8を設置する。そして、前記補強枠体8の外周面をシール部材10を介してブリーザークロス9及びフィルム状の第2バキュームバック11により気密的に覆う。
【解決手段】製造装置1は、ベースプレート2上に設置した仕切り部材3(ダム)の内側に繊維補強基材に樹脂材料を含浸させたプリプレグ4を複数枚積層し、このプリプレグ積層体4上に加圧プレート5を載置する。そして、前記プリプレグ積層体4の全体,仕切り部材3及び加圧プレート5をシール部材6を介してブリーザークロス7a及びフィルム状の第1バキュームバック7により気密的に覆い、更に第1バキュームバック7の外周部に所定の間隔hを隔ててアルミニュウム等の軽金属から成る補強枠体8を設置する。そして、前記補強枠体8の外周面をシール部材10を介してブリーザークロス9及びフィルム状の第2バキュームバック11により気密的に覆う。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、プリプレグ積層体の製造方法及びその製造装置に係わり、更に詳しくはプリプレグの積層体の製造工程中に積層体中に封じ込まれた空気を効率良く除去することが出来るプリプレグ積層体の製造方法及びその製造装置を提供することを目的とするものである。
【背景技術】
【0002】
従来、繊維補強基材に樹脂材料を含浸させたプリプレグを複数枚積層し、繊維強化プラスチック(FRP)パネル等の樹脂成形物を製造する場合、樹脂トランスファー成形法(RTM)またはバキューム樹脂トランスファー成形法(VaRTM)が知られている(例えば、特許文献1参照)。
【0003】
特に船舶等の分野では近年大型船体の繊維強化プラスチックパネル化の開発に伴って、大型樹脂成形物はオートクレーブ法に入れて成形するには限度があるため、バキューム樹脂トランスファー成形法(VaRTM)による繊維強化プラスチックパネルの開発が進められている(例えば、特許文献2参照)。
【0004】
ところで、一般的なプリプレグ積層体の製造方法は、ベースプレート上に設置した仕切り部材(ダム)の内側に、繊維補強基材に樹脂材料を含浸させたプリプレグを複数枚積層し、このプリプレグ積層体上に加圧プレートを載置し、前記積層体全体,仕切り部材及び加圧プレートを気密的に覆うフィルム状のバキュームバックを設け、このバキュームバックと仕切り部材(ダム)との間を真空ポンプ等により真空引きすることにより、バキュームバック及び加圧プレートを介して複数枚のプリプレグを一体的に積層させている。
【0005】
然しながら、製造時に仕切り部材(ダム)の内側にプリプレグを積層させる際、空気を巻き込むことが多く、この空気が粘着力を備えたプリプレグ間に閉じ込められた場合、上記の真空ポンプ等により真空引きして空気を除去するには長い時間を要すると言う問題があった。また、プリプレグを多層に積層する場合、プリプレグ数枚毎に真空バックが必要であり、非常に長いバキューム時間を要し、生産性の向上を図ることが出来ない上に品質の向上を図ることが出来ないと言う問題があった。
【特許文献1】特開2003−11231号公報
【特許文献2】特開2004−346190号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
この発明は、かかる従来の問題点に着目して案出されたもので、プリプレグ積層体の減圧時に大気圧がかからず、プリプレグ積層体内から空気を効率良く除去でき、樹脂成形物内のボイドの低減と、生産性を著しく向上させることが出来るプリプレグ積層体の製造方法及びその製造装置を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
この発明は上記目的を達成するため、この発明のプリプレグ積層体の製造方法は、繊維補強基材に樹脂材料を含浸させたプリプレグをベースプレート上に複数枚積層し、この積層体全体をブリーザークロス及びフィルム状の第1バキュームバックで覆い、この第1バキュームバックの外周部に所定の間隔を隔てて補強枠体を設置し、この補強枠体の外周面をブリーザークロス及びフィルム状の第2バキュームバックで覆い、前記プリプレグ積層体と第1バキュームバックとの間を吸引ポンプと接続する第1吸引手段でバキュームすると共に、前記補強枠体と第2バキュームバックとの間を吸引ポンプと接続する第2吸引手段によりバッキュームすることを要旨とするものである。
【0008】
ここで、前記第1吸引手段の第1配管と、第2吸引手段の第2配管とを接続金具を介して吸引配管に接続し、第1吸引手段と第2吸引手段とを同時にバキュームしてプリプレグ積層体と第1バキュームバックとの間及び補強枠体と第2バキュームバックとの間を真空状態にした後、補強枠体と第2バキュームバックとの間を開放した状態で、プリプレグ積層体と第1バキュームバックとの間をバキュームしてプリプレグ積層体内の空気を吸引するものである。
【0009】
また、この発明のプリプレグ積層体の製造装置は、ベースプレート上に設置した仕切り部材の内側に、繊維補強基材に樹脂材料を含浸させたプリプレグを複数枚積層し、このプリプレグ積層体上に加圧プレートを載置し、前記積層体全体,仕切り部材及び加圧プレートを気密的に覆うブリーザークロス及びフィルム状の第1バキュームバックを設け、更に第1バキュームバックの外周部に所定の間隔を隔てて補強枠体を設置し、この補強枠体の外周面を繊維シートを介して気密的に覆うブリーザークロス及びフィルム状の第2バキュームバックを設け、前記仕切り部材と第1バキュームバックとの間に吸引ポンプと接続する第1吸引手段の第1配管を気密的に配管すると共に、補強枠体と第2バキュームバックとの間に吸引装置と接続する第2吸引手段の第2配管を気密的に配管したことを要旨とするものである。
【0010】
ここで、前記第1配管と第2配管とを接続金具を介して吸引配管に接続し、この吸引配管を吸引ポンプに接続して構成するものである。
【0011】
このように、この発明ではプリプレグ積層体の製造時に二つのバキュームバックでバキュームして積層体内の空気を吸引するので、プリプレグ積層体内から空気を効率良く除去でき、樹脂成形物内のボイドの低減させることが出来るものである。
【発明の効果】
【0012】
この発明は、上記のように構成したので以下のような優れた効果を奏するものである。(a).プリプレグ積層体の製造時に二つのバキュームバックでバキュームして積層体内の空気を吸引するので、プリプレグ積層体内から空気を効率良く除去でき、樹脂成形物内のボイドの低減させることが出来る。
(b).樹脂成形物内のボイドの低減させることが出来る結果、製品不良を有効に防止することが出来る。
(c).プリプレグ積層体の製造時に二つのバキュームバックでバキュームして積層体内の空気を吸引するので、製品不良の少ない樹脂成形物を効率良く製造することが出来る。
【発明を実施するための最良の形態】
【0013】
以下、添付図面に基づきこの発明の実施の形態を説明する。
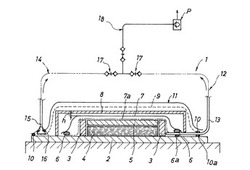
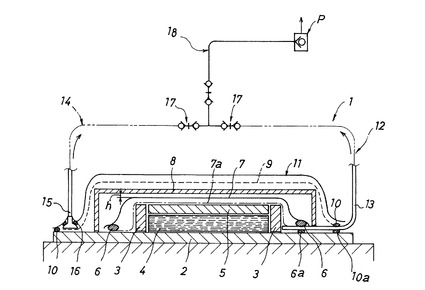
図1は、この発明のプリプレグ積層体の製造方法を実施するための製造装置の概略断面図を示し、この製造装置1は、ベースプレート2上に設置した仕切り部材3(ダム)の内側に繊維補強基材に樹脂材料を含浸させたプリプレグ4を複数枚積層し、このプリプレグ積層体4上に加圧プレート5を載置する。そして、前記プリプレグ積層体4の全体,仕切り部材3及び加圧プレート5をシール部材6を介してブリーザークロス7a及びフィルム状の第1バキュームバック7により気密的に覆い、更に第1バキュームバック7の外周部に所定の間隔hを隔ててアルミニュウム等の軽金属から成る補強枠体8を設置する。
【0014】
そして、前記補強枠体8の外周面をシール部材10を介してブリーザークロス9及びフィルム状の第2バキュームバック11により気密的に覆う。
【0015】
そして、前記仕切り部材3と第1バキュームバック7との間に吸引ポンプPと接続する第1吸引手段12の第1配管13の先端を挿入してシール部材6a,10aを介して気密的に配管し、前記補強枠体8と第2バキュームバック11との間に吸引ポンプPと接続する第2吸引手段14の第2配管15の先端を挿入してシール部材16を介して気密的に配管する。前記第1配管13と第2配管15とは、接続金具17を介して吸引配管18に接続し、この吸引配管18を吸引ポンプPに接続するものである。
【0016】
次に、プリプレグ積層体の製造方法について説明する。
先ず、繊維補強基材に樹脂材料を含浸させたプリプレグ4をベースプレート2上の仕切り部材3(ダム)の内側に複数枚積層し、このプリプレグ積層体4上に加圧プレート5を載置する。そして、このプリプレグ積層体4の全体,仕切り部材3及び加圧プレート5をシール部材6を介してブリーザークロス7a及びフィルム状の第1バキュームバック7により気密的に覆い、更に第1バキュームバック7の外周部に所定の間隔hを隔ててアルミニュウム等の軽金属から成る補強枠体8を設置し、更に前記補強枠体8の外周面をシール部材10を介してブリーザークロス9及びフィルム状の第2バキュームバック11により気密的に覆う。
【0017】
そして、前記仕切り部材3と第1バキュームバック7との間に吸引ポンプPと接続する第1吸引手段12の第1配管13の先端を挿入してシール部材6a,10aを介して気密的に配管し、前記補強枠体8と第2バキュームバック11との間に吸引ポンプPと接続する第2吸引手段14の第2配管15の先端を挿入してシール部材16を介して気密的に配管する。
【0018】
このような状態から、前記吸引ポンプPを駆動させて第1吸引手段12と第2吸引手段14とを同時にバキュームしてプリプレグ積層体4と第1バキュームバック7との間及び補強枠体8と第2バキュームバック11との間を真空状態にする。その後、補強枠体8と第2バキュームバック11との間を開放した状態で、プリプレグ積層体4と第1バキュームバック7との間をバキュームしてプリプレグ積層体4内の空気を吸引するものである。
【0019】
即ち、補強枠体8で区画された第1バキュームバック7の内側と第2バキュームバック11の内側とを吸引ポンプPにより同時にバキュームすることで、第1バキュームバック7と第2バキュームバック11との内部を略真空状態にした後、更に第2バキュームバック11の内側を大気に開放状態で第1バキュームバック7内を更にバキュームすることでプリプレグ積層体4内の空気を確実に吸引でき、樹脂成形物内のボイドの低減させることが出来る結果、製品不良を有効に防止することが出来るものである。
【図面の簡単な説明】
【0020】
【図1】この発明のプリプレグ積層体の製造方法を実施するための製造装置の概略断面図である。
【符号の説明】
【0021】
1 製造装置 2 ベースプレート
3 仕切り部材(ダム) 4 プリプレグ積層体
5 加圧プレート 6,6a シール部材
7 第1バキュームバック 7a ブリーザークロス
8 補強枠体 9 ブリーザークロス
10,10a シール部材 11 第2バキュームバック
12 第1吸引手段 13 第1配管
14 第2吸引手段 15 第2配管
16 シール部材 17 接続金具
18 吸引配管 P 吸引ポンプ
【技術分野】
【0001】
この発明は、プリプレグ積層体の製造方法及びその製造装置に係わり、更に詳しくはプリプレグの積層体の製造工程中に積層体中に封じ込まれた空気を効率良く除去することが出来るプリプレグ積層体の製造方法及びその製造装置を提供することを目的とするものである。
【背景技術】
【0002】
従来、繊維補強基材に樹脂材料を含浸させたプリプレグを複数枚積層し、繊維強化プラスチック(FRP)パネル等の樹脂成形物を製造する場合、樹脂トランスファー成形法(RTM)またはバキューム樹脂トランスファー成形法(VaRTM)が知られている(例えば、特許文献1参照)。
【0003】
特に船舶等の分野では近年大型船体の繊維強化プラスチックパネル化の開発に伴って、大型樹脂成形物はオートクレーブ法に入れて成形するには限度があるため、バキューム樹脂トランスファー成形法(VaRTM)による繊維強化プラスチックパネルの開発が進められている(例えば、特許文献2参照)。
【0004】
ところで、一般的なプリプレグ積層体の製造方法は、ベースプレート上に設置した仕切り部材(ダム)の内側に、繊維補強基材に樹脂材料を含浸させたプリプレグを複数枚積層し、このプリプレグ積層体上に加圧プレートを載置し、前記積層体全体,仕切り部材及び加圧プレートを気密的に覆うフィルム状のバキュームバックを設け、このバキュームバックと仕切り部材(ダム)との間を真空ポンプ等により真空引きすることにより、バキュームバック及び加圧プレートを介して複数枚のプリプレグを一体的に積層させている。
【0005】
然しながら、製造時に仕切り部材(ダム)の内側にプリプレグを積層させる際、空気を巻き込むことが多く、この空気が粘着力を備えたプリプレグ間に閉じ込められた場合、上記の真空ポンプ等により真空引きして空気を除去するには長い時間を要すると言う問題があった。また、プリプレグを多層に積層する場合、プリプレグ数枚毎に真空バックが必要であり、非常に長いバキューム時間を要し、生産性の向上を図ることが出来ない上に品質の向上を図ることが出来ないと言う問題があった。
【特許文献1】特開2003−11231号公報
【特許文献2】特開2004−346190号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
この発明は、かかる従来の問題点に着目して案出されたもので、プリプレグ積層体の減圧時に大気圧がかからず、プリプレグ積層体内から空気を効率良く除去でき、樹脂成形物内のボイドの低減と、生産性を著しく向上させることが出来るプリプレグ積層体の製造方法及びその製造装置を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
この発明は上記目的を達成するため、この発明のプリプレグ積層体の製造方法は、繊維補強基材に樹脂材料を含浸させたプリプレグをベースプレート上に複数枚積層し、この積層体全体をブリーザークロス及びフィルム状の第1バキュームバックで覆い、この第1バキュームバックの外周部に所定の間隔を隔てて補強枠体を設置し、この補強枠体の外周面をブリーザークロス及びフィルム状の第2バキュームバックで覆い、前記プリプレグ積層体と第1バキュームバックとの間を吸引ポンプと接続する第1吸引手段でバキュームすると共に、前記補強枠体と第2バキュームバックとの間を吸引ポンプと接続する第2吸引手段によりバッキュームすることを要旨とするものである。
【0008】
ここで、前記第1吸引手段の第1配管と、第2吸引手段の第2配管とを接続金具を介して吸引配管に接続し、第1吸引手段と第2吸引手段とを同時にバキュームしてプリプレグ積層体と第1バキュームバックとの間及び補強枠体と第2バキュームバックとの間を真空状態にした後、補強枠体と第2バキュームバックとの間を開放した状態で、プリプレグ積層体と第1バキュームバックとの間をバキュームしてプリプレグ積層体内の空気を吸引するものである。
【0009】
また、この発明のプリプレグ積層体の製造装置は、ベースプレート上に設置した仕切り部材の内側に、繊維補強基材に樹脂材料を含浸させたプリプレグを複数枚積層し、このプリプレグ積層体上に加圧プレートを載置し、前記積層体全体,仕切り部材及び加圧プレートを気密的に覆うブリーザークロス及びフィルム状の第1バキュームバックを設け、更に第1バキュームバックの外周部に所定の間隔を隔てて補強枠体を設置し、この補強枠体の外周面を繊維シートを介して気密的に覆うブリーザークロス及びフィルム状の第2バキュームバックを設け、前記仕切り部材と第1バキュームバックとの間に吸引ポンプと接続する第1吸引手段の第1配管を気密的に配管すると共に、補強枠体と第2バキュームバックとの間に吸引装置と接続する第2吸引手段の第2配管を気密的に配管したことを要旨とするものである。
【0010】
ここで、前記第1配管と第2配管とを接続金具を介して吸引配管に接続し、この吸引配管を吸引ポンプに接続して構成するものである。
【0011】
このように、この発明ではプリプレグ積層体の製造時に二つのバキュームバックでバキュームして積層体内の空気を吸引するので、プリプレグ積層体内から空気を効率良く除去でき、樹脂成形物内のボイドの低減させることが出来るものである。
【発明の効果】
【0012】
この発明は、上記のように構成したので以下のような優れた効果を奏するものである。(a).プリプレグ積層体の製造時に二つのバキュームバックでバキュームして積層体内の空気を吸引するので、プリプレグ積層体内から空気を効率良く除去でき、樹脂成形物内のボイドの低減させることが出来る。
(b).樹脂成形物内のボイドの低減させることが出来る結果、製品不良を有効に防止することが出来る。
(c).プリプレグ積層体の製造時に二つのバキュームバックでバキュームして積層体内の空気を吸引するので、製品不良の少ない樹脂成形物を効率良く製造することが出来る。
【発明を実施するための最良の形態】
【0013】
以下、添付図面に基づきこの発明の実施の形態を説明する。
図1は、この発明のプリプレグ積層体の製造方法を実施するための製造装置の概略断面図を示し、この製造装置1は、ベースプレート2上に設置した仕切り部材3(ダム)の内側に繊維補強基材に樹脂材料を含浸させたプリプレグ4を複数枚積層し、このプリプレグ積層体4上に加圧プレート5を載置する。そして、前記プリプレグ積層体4の全体,仕切り部材3及び加圧プレート5をシール部材6を介してブリーザークロス7a及びフィルム状の第1バキュームバック7により気密的に覆い、更に第1バキュームバック7の外周部に所定の間隔hを隔ててアルミニュウム等の軽金属から成る補強枠体8を設置する。
【0014】
そして、前記補強枠体8の外周面をシール部材10を介してブリーザークロス9及びフィルム状の第2バキュームバック11により気密的に覆う。
【0015】
そして、前記仕切り部材3と第1バキュームバック7との間に吸引ポンプPと接続する第1吸引手段12の第1配管13の先端を挿入してシール部材6a,10aを介して気密的に配管し、前記補強枠体8と第2バキュームバック11との間に吸引ポンプPと接続する第2吸引手段14の第2配管15の先端を挿入してシール部材16を介して気密的に配管する。前記第1配管13と第2配管15とは、接続金具17を介して吸引配管18に接続し、この吸引配管18を吸引ポンプPに接続するものである。
【0016】
次に、プリプレグ積層体の製造方法について説明する。
先ず、繊維補強基材に樹脂材料を含浸させたプリプレグ4をベースプレート2上の仕切り部材3(ダム)の内側に複数枚積層し、このプリプレグ積層体4上に加圧プレート5を載置する。そして、このプリプレグ積層体4の全体,仕切り部材3及び加圧プレート5をシール部材6を介してブリーザークロス7a及びフィルム状の第1バキュームバック7により気密的に覆い、更に第1バキュームバック7の外周部に所定の間隔hを隔ててアルミニュウム等の軽金属から成る補強枠体8を設置し、更に前記補強枠体8の外周面をシール部材10を介してブリーザークロス9及びフィルム状の第2バキュームバック11により気密的に覆う。
【0017】
そして、前記仕切り部材3と第1バキュームバック7との間に吸引ポンプPと接続する第1吸引手段12の第1配管13の先端を挿入してシール部材6a,10aを介して気密的に配管し、前記補強枠体8と第2バキュームバック11との間に吸引ポンプPと接続する第2吸引手段14の第2配管15の先端を挿入してシール部材16を介して気密的に配管する。
【0018】
このような状態から、前記吸引ポンプPを駆動させて第1吸引手段12と第2吸引手段14とを同時にバキュームしてプリプレグ積層体4と第1バキュームバック7との間及び補強枠体8と第2バキュームバック11との間を真空状態にする。その後、補強枠体8と第2バキュームバック11との間を開放した状態で、プリプレグ積層体4と第1バキュームバック7との間をバキュームしてプリプレグ積層体4内の空気を吸引するものである。
【0019】
即ち、補強枠体8で区画された第1バキュームバック7の内側と第2バキュームバック11の内側とを吸引ポンプPにより同時にバキュームすることで、第1バキュームバック7と第2バキュームバック11との内部を略真空状態にした後、更に第2バキュームバック11の内側を大気に開放状態で第1バキュームバック7内を更にバキュームすることでプリプレグ積層体4内の空気を確実に吸引でき、樹脂成形物内のボイドの低減させることが出来る結果、製品不良を有効に防止することが出来るものである。
【図面の簡単な説明】
【0020】
【図1】この発明のプリプレグ積層体の製造方法を実施するための製造装置の概略断面図である。
【符号の説明】
【0021】
1 製造装置 2 ベースプレート
3 仕切り部材(ダム) 4 プリプレグ積層体
5 加圧プレート 6,6a シール部材
7 第1バキュームバック 7a ブリーザークロス
8 補強枠体 9 ブリーザークロス
10,10a シール部材 11 第2バキュームバック
12 第1吸引手段 13 第1配管
14 第2吸引手段 15 第2配管
16 シール部材 17 接続金具
18 吸引配管 P 吸引ポンプ
【特許請求の範囲】
【請求項1】
繊維補強基材に樹脂材料を含浸させたプリプレグをベースプレート上に複数枚積層し、この積層体全体をブリーザークロス及びフィルム状の第1バキュームバックで覆い、この第1バキュームバックの外周部に所定の間隔を隔てて補強枠体を設置し、この補強枠体の外周面をブリーザークロス及びフィルム状の第2バキュームバックで覆い、前記プリプレグ積層体と第1バキュームバックとの間を吸引ポンプと接続する第1吸引手段でバキュームすると共に、前記補強枠体と第2バキュームバックとの間を吸引ポンプと接続する第2吸引手段によりバッキュームすることを特徴とするプリプレグ積層体の製造方法。
【請求項2】
前記第1吸引手段の第1配管と、第2吸引手段の第2配管とを接続金具を介して吸引配管に接続し、第1吸引手段と第2吸引手段とを同時にバキュームしてプリプレグ積層体と第1バキュームバックとの間及び補強枠体と第2バキュームバックとの間を真空状態にした後、補強枠体と第2バキュームバックとの間を開放した状態で、積層体と第1バキュームバックとの間をバキュームしてプリプレグ積層体内の空気を吸引する請求項1に記載のプリプレグ積層体の製造方法。
【請求項3】
ベースプレート上に設置した仕切り部材の内側に、繊維補強基材に樹脂材料を含浸させたプリプレグを複数枚積層し、このプリプレグ積層体上に加圧プレートを載置し、前記積層体全体,仕切り部材及び加圧プレートを気密的に覆うブリーザークロス及びフィルム状の第1バキュームバックを設け、更に第1バキュームバックの外周部に所定の間隔を隔てて補強枠体を設置し、この補強枠体の外周面を繊維シートを介して気密的に覆うブリーザークロス及びフィルム状の第2バキュームバックを設け、前記仕切り部材と第1バキュームバックとの間に吸引ポンプと接続する第1吸引手段の第1配管を気密的に配管すると共に、補強枠体と第2バキュームバックとの間に吸引装置と接続する第2吸引手段の第2配管を気密的に配管したことを特徴とするプリプレグ積層体の製造装置。
【請求項4】
前記第1配管と第2配管とを接続金具を介して吸引配管に接続し、この吸引配管を吸引ポンプに接続した請求項3に記載のプリプレグ積層体の製造装置。
【請求項1】
繊維補強基材に樹脂材料を含浸させたプリプレグをベースプレート上に複数枚積層し、この積層体全体をブリーザークロス及びフィルム状の第1バキュームバックで覆い、この第1バキュームバックの外周部に所定の間隔を隔てて補強枠体を設置し、この補強枠体の外周面をブリーザークロス及びフィルム状の第2バキュームバックで覆い、前記プリプレグ積層体と第1バキュームバックとの間を吸引ポンプと接続する第1吸引手段でバキュームすると共に、前記補強枠体と第2バキュームバックとの間を吸引ポンプと接続する第2吸引手段によりバッキュームすることを特徴とするプリプレグ積層体の製造方法。
【請求項2】
前記第1吸引手段の第1配管と、第2吸引手段の第2配管とを接続金具を介して吸引配管に接続し、第1吸引手段と第2吸引手段とを同時にバキュームしてプリプレグ積層体と第1バキュームバックとの間及び補強枠体と第2バキュームバックとの間を真空状態にした後、補強枠体と第2バキュームバックとの間を開放した状態で、積層体と第1バキュームバックとの間をバキュームしてプリプレグ積層体内の空気を吸引する請求項1に記載のプリプレグ積層体の製造方法。
【請求項3】
ベースプレート上に設置した仕切り部材の内側に、繊維補強基材に樹脂材料を含浸させたプリプレグを複数枚積層し、このプリプレグ積層体上に加圧プレートを載置し、前記積層体全体,仕切り部材及び加圧プレートを気密的に覆うブリーザークロス及びフィルム状の第1バキュームバックを設け、更に第1バキュームバックの外周部に所定の間隔を隔てて補強枠体を設置し、この補強枠体の外周面を繊維シートを介して気密的に覆うブリーザークロス及びフィルム状の第2バキュームバックを設け、前記仕切り部材と第1バキュームバックとの間に吸引ポンプと接続する第1吸引手段の第1配管を気密的に配管すると共に、補強枠体と第2バキュームバックとの間に吸引装置と接続する第2吸引手段の第2配管を気密的に配管したことを特徴とするプリプレグ積層体の製造装置。
【請求項4】
前記第1配管と第2配管とを接続金具を介して吸引配管に接続し、この吸引配管を吸引ポンプに接続した請求項3に記載のプリプレグ積層体の製造装置。
【図1】


【公開番号】特開2007−307754(P2007−307754A)
【公開日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願番号】特願2006−137704(P2006−137704)
【出願日】平成18年5月17日(2006.5.17)
【出願人】(000006714)横浜ゴム株式会社 (4,905)
【Fターム(参考)】
【公開日】平成19年11月29日(2007.11.29)
【国際特許分類】
【出願日】平成18年5月17日(2006.5.17)
【出願人】(000006714)横浜ゴム株式会社 (4,905)
【Fターム(参考)】
[ Back to top ]