
プリプレス金型内部の転写フィルムの金型内部転写方法
【課題】プリプレス金型内部の転写フィルムの金型内部転写方法を提供する。
【解決手段】主に、金型内部のプリプレス転写フィルムの作製ステップと、製品の形状に従い金型内部のプリプレス転写フィルムをプリプレス成形し、金型内部のプリプレス転写フィルムと製品の形状とを調合させるプロセスと、プリプレス成形部を裁断するステップと、射出成形金型に取り付けて、射出成形するときに、金型内部のプリプレス転写フィルムとプラスチック材料とを結合させるステップと、イジェクトするときに金型内部のプリプレス転写フィルムの外面層と剥離層を剥がして、フィルムと印刷層のみをプラスチック材料の表面に貼りあわせステップとを含む。本発明に係るプリプレス金型内部の転写フィルムの金型内部転写方法は、転写フィルムのしわまたは割れを防止でき、製品表面に滑らかな効果を実現できる。
【解決手段】主に、金型内部のプリプレス転写フィルムの作製ステップと、製品の形状に従い金型内部のプリプレス転写フィルムをプリプレス成形し、金型内部のプリプレス転写フィルムと製品の形状とを調合させるプロセスと、プリプレス成形部を裁断するステップと、射出成形金型に取り付けて、射出成形するときに、金型内部のプリプレス転写フィルムとプラスチック材料とを結合させるステップと、イジェクトするときに金型内部のプリプレス転写フィルムの外面層と剥離層を剥がして、フィルムと印刷層のみをプラスチック材料の表面に貼りあわせステップとを含む。本発明に係るプリプレス金型内部の転写フィルムの金型内部転写方法は、転写フィルムのしわまたは割れを防止でき、製品表面に滑らかな効果を実現できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は一種のプリプレス金型内部の転写フィルムの金型内部転写方法に係り、特に一種の射出成型金型内部に取り付け、プラスチック材料と一緒に成形するプリプレス金型内部の転写フィルムの金型内部転写方法に関する。
【背景技術】
【0002】
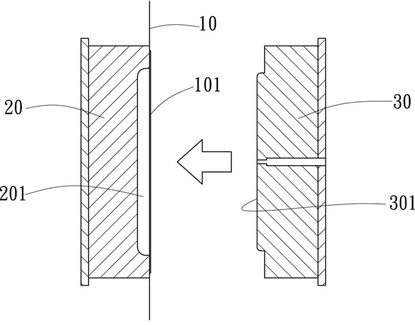
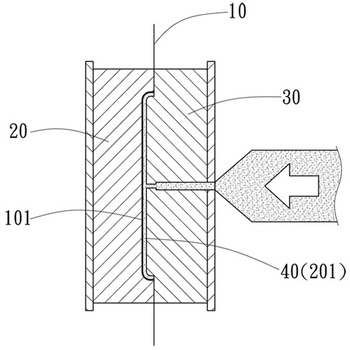
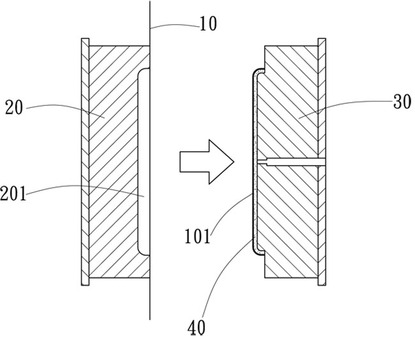
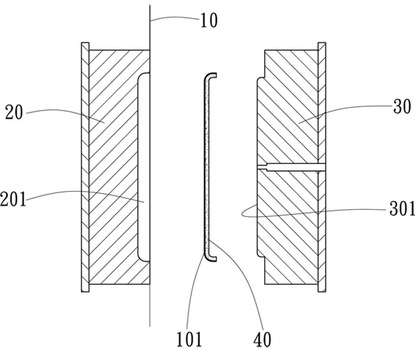
このごろ、プラスチックで成形された製品(携帯電話機またはノートパソコンのケーシングなど)の表面に、美しい印刷図案または保護フィルムを印刷されているのを良く見かける。その図案の印刷方法は数種類がある。良く見かけるものは、図1に示すように、転写膜をロールごとに射出成型機の上部またはその一端に取り付けて、転写フィルム10とその印刷層101を第1金型20の型穴201の前方に引き込むステップと、図2に示すように、射出成形のときは、第2金型30を第1金型20の型穴201の前方に結合させ、この第2金型30のダイブロック301より、転写フィルム10と印刷層101とを軽く押し込み、型穴201に進入した後に、第2金型30より溶融プラスチック材料40を型穴201に注入し、プラスチック材料40によって、転写フィルム10と印刷層101を同時に広げて、転写フィルム10と印刷層101をプラスチック材料40の表面に貼り付けるステップと、図3に示すように、プラスチック材料40を凝固させた後に、第2金型30とプラスチック材料40とを第1金型20から引き離すと共に、転写フィルム10の印刷層101をプラスチック材料40の表面に粘着するステップと、図4に示すように、オペレータによって、成形済みのプラスチック材料40を取り外して、表面に印刷層101を備える製品が出来上がるステップとを含む。
【0003】
しかしながら、公知技術に係る金型内部の転写フィルムの転写方法は、第2金型30のダイブロック301と溶融プラスチック材料40によって、転写フィルム10と印刷層101を広げるため、転写フィルム10とインクの伸縮に制限があり、浅い鍋形状、しかも縁が滑らかなケーシング製品のみに適用できる。奥行きの深いケーシングまたはその表面に溝やリブまたは縁部が小さいケーシングに適用とすると、第1金型20の型穴201の構造が深く、複雑なため、プラスチック材料40によって、転写フィルム10と印刷層101を広げるときに、転写フィルム10に、しわまたは割れを引き起こし、製品に傷が残る。そのため、公知技術に係る金型内部の転写フィルムの転写方法は、今日の製品ニーズを満たせないことが分かる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
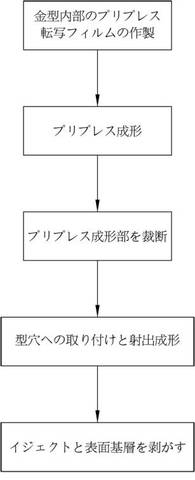
金型内部のプリプレス転写フィルムの作製と、プリプレス成形と、プリプレス成形部の裁断と、型穴に取り付けての成形と、イジェクト及び表面基層の剥離ステップとを含むことにより、金型内部のプリプレス転写フィルムの転写技術は、表面に溝、リブその他構造上または縁部の丸みが小さい外観製品への適用を可能にし、金型内部のプリプレス転写フィルムの射出成形によって、しわまたは割れを防止し、応用分野が広くなり、かつ外観関係製品の表面が滑らかの効果を実現できる、一種のプリプレス金型内部の転写フィルムの金型内部の転写方法を提供することを本発明の主な目的とする。
【課題を解決するための手段】
【0005】
前記目的を達成するため、本発明の実施方法は、イ、あらかじめ外側から内側に順をおって、基層、剥離層、硬化層、印刷層と、接着層の金型内部のプリプレス転写フィルムを含む、金型内部のプリプレス転写フィルムの作製ステップと、ロ、金型内部のプリプレス転写フィルムを製品形状に従い、プリプレス成形させ、金型内部のプリプレス転写フィルムと射出成形品の表面とを調合させる、プリプレス成形ステップと、ハ、金型内部のプリプレス転写フィルムのプリプレス成形部を裁断分離して、単片にするステップと、ニ、プリプレス成形部を射出成形金型の型穴に取り付けて、溶融プラスチック材料を型穴に注入し、プラスチック材料と金型内部のプリプレス転写フィルムの接着層とを結合し、プラスチック材料を凝固させて成形する、型穴への取り付け及び成形ステップと、ホ、凝固し成形されたプラスチック材料の製品をイジェクトした後、金型内部のプリプレス転写フィルムの基層、剥離層を剥がす、イジェクトと表面基層の剥がしステップとを含む。
【0006】
前記プリプレス金型内部の転写フィルムの金型内部転写方法は、金型内部のプリプレス転写フィルムは加熱加圧成形、真空成形または高圧成形方式により、金型内部のプリプレス転写フィルムと射出成形品の表面とを調合することによって、その後の射出成形金型内部で射出成形するときに、溶融プラスチック材料が金型内部のプリプレス転写フィルムを過度に広げることがないため、金型内部のプリプレス転写フィルムがプラスチック材料の表面のしわまたは割れを防止でき、外観製品表面の滑らかな効果を実現できる。さらに、本発明に係る金型内部のプリプレス転写フィルムは、プリプレス成形によるため、あらかじめ製品上に深い外形、表面にリブ、凹み溝または小円コーナーなどの構造に形成するなど、金型内部のプリプレス転写フィルムの応用分野において、より広く利用できる。
【0007】
一種のプリプレス金型内部の転写フィルムの金型内部転写方法は、金型内部のプリプレス転写フィルムを作製した後に、製品の形状に従い、金型内部のプリプレス転写フィルムのプリプレス成形を行い、金型内部のプリプレス転写フィルムと製品と射出成形品の表面とを調合させ、プリプレス成形部を裁断して、射出成形金型に取り付け、射出成形のときに、金型内部のプリプレス転写フィルムをプラスチック材料と結合させ、イジェクトのときに、金型内部のプリプレス転写フィルム外面の基層と剥離層とを剥がして、フィルムと印刷層とをプラスチック材料の表面に残す。
【発明の効果】
【0008】
本発明に係るプリプレス金型内部の転写フィルムの金型内部転写方法は、転写フィルムのしわまたは割れを防止でき、外観関係製品表面の滑らかな効果を実現できる。
【図面の簡単な説明】
【0009】
【図1】公知技術に係る金型内部の転写フィルムの転写方法の態様図その一である。
【図2】公知技術に係る金型内部の転写フィルムの転写方法の態様図その二である。
【図3】公知技術に係る金型内部の転写フィルムの転写方法の態様図その三である。
【図4】公知技術に係る金型内部の転写フィルムの転写方法の態様図その四である。
【図5】本発明に係る金型内部の転写方法の実施ステップ概略図である。
【図6】本発明に係る金型内部の転写フィルムの好ましい実施例その一である。
【図7】本発明に係る金型内部の転写フィルムの好ましい実施例その二である。
【図8】本発明に係る金型内部プリプレス転写フィルムのプリプレス成形の態様図である。
【図9】本発明に係る金型内部のプリプレス転写フィルムを型穴に取り付けた態様図である。
【図10】本発明に係るプラスチック材料を金型内部での射出成型の態様図である。
【図11】本発明に係る金型内部のプリプレス転写フィルムとプラスチック材料が、金型を開けた態様図である。
【図12】本発明に係る金型内部のプリプレス転写フィルムとプラスチック材料を金型からイジェクトする態様図である。
【図13】本発明に係る金型内部のプリプレス転写フィルムとプラスチック材料が結合される態様図である。
【図14】本発明に係る表面基層を剥がした態様図である。
【図15】本発明に係る転写方法もう一つの実施ステップ図である。
【発明を実施するための形態】
【0010】
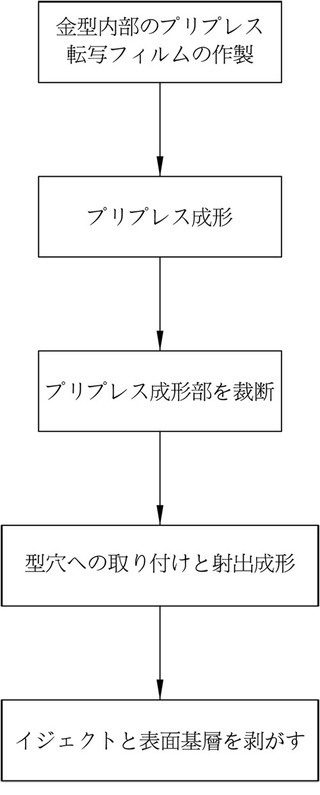
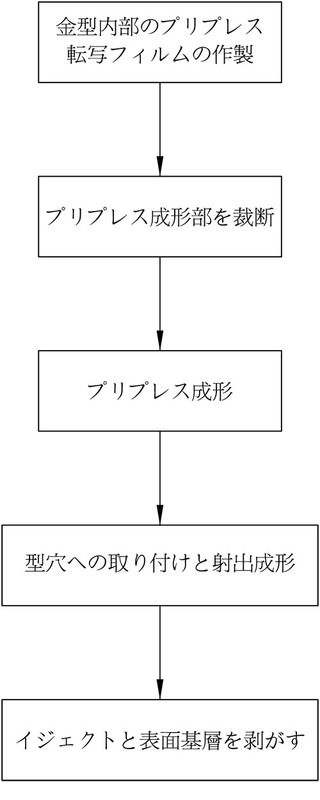
図5に示すように、本発明に係るプリプレス金型内部の転写フィルムの金型内部転写方法の好ましい実施例のステップについては順をおって、説明する。
【0011】
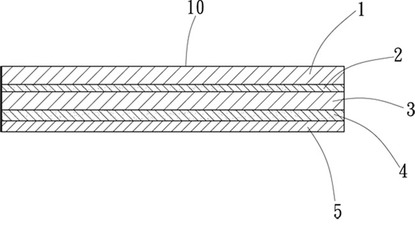
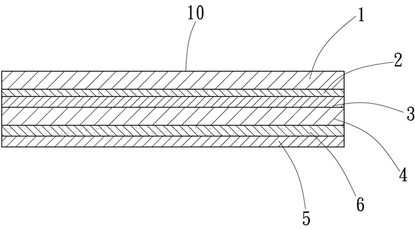
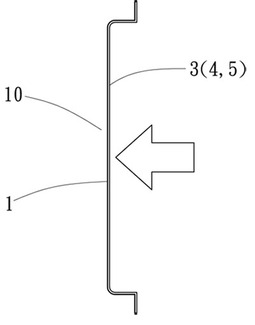
<イ>図6に示すように、外面から内面に順をおって、基層1、剥離層2、硬化層3、印刷層4と接着層5を含む、金型内部のプリプレス転写フィルム10を作製するステップである。前記基層は、たとえば、テレフタル酸ポリエチレン(polyethylene terephthalate, PET)、ポリメタクリル酸メチル(polymethlmethacrylate, PMMA)、ポリカーボネート(Polycarbonate, PC)またはポリスチレン(Polystyrene, PS)などの高分子重合体または無機化合物であり、剥離層2は親水性または親油性、かつ剥離特性を有する透明または色付き樹脂層を使用し、その材質はポリビニルアルコール(Polyvinyl alcohol)、ポリ酢酸ビニル(Polyvinyl acetate, PVA)などであり、硬化層3は熱硬化樹脂重合体および/または熱可塑性樹脂重合体の高分子化学反応部材からなるフィルムまたはセンサーフィルム(PU、UP及びPSその他高分子重合体)である。印刷層4は吹き付け塗装、シルク印刷、オフセット印刷、凸版印刷またはグラビア印刷、あるいは各種の塗装機械によって、硬化層3上に塗布するか、または吹き付け塗装、印刷、塗布もしくはプリンタによって、図案を硬化フィルム層3上へ直接に出力印字する。その内容は、図案、文字、符号または数字などの図案である。接着層5は吹き付け塗装、塗布または印刷手段により、印刷層4内面に印刷することにより、射出成形金型に取り付ける金型内部のプリプレスの転写フィルムを形成する。本発明は図7に示すように、硬化層3と接着層5との間には、さらに金属層6を設けることができる。前記金属層6にはコンピュータによって必要な図案を作成した後、スパッタリング、蒸着、電気メッキまたはプリンタ印字方式により、硬化層3または印刷層4の内面に印字することにより、電磁妨害(Electromagnetic Disturbance, EMI)防止と各種の外観図案変化の効果を有する。
【0012】
<ロ>本発明は図8に示すように、金型内部のプリプレス転写フィルム10を製品の形状に従って、プリプレス成形を行う、金型内部のプリプレス転写フィルム10を射出成形製品の外観形状との調合を図るため、金型でプリプレス成形する方法は、加熱加圧成形、高圧成形などを含む。
【0013】
<ハ>プリプレス成形部を裁断し、金型内部のプリプレス転写フィルム10のプリプレス成形部を単片に裁断分離して、金型内部のプリプレス転写フィルム10を射出成形金型へ取り付ける。
【0014】
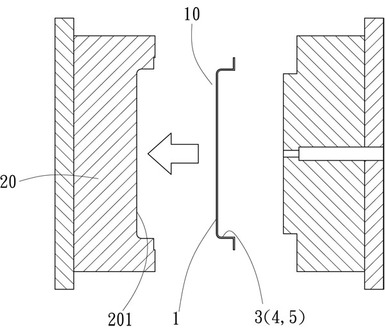
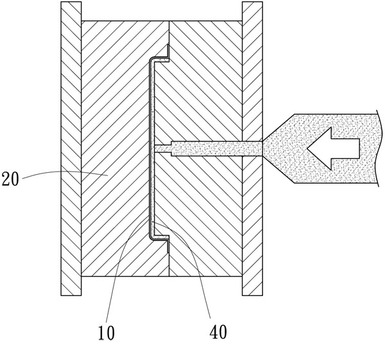
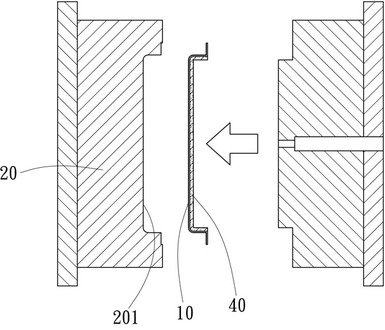
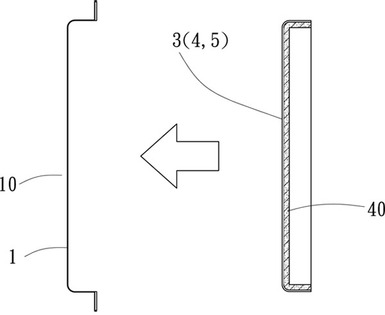
<ニ>図9と図10に示すように、型穴への取り付けと射出成形は、金型内部のプリプレス転写フィルム10のプリプレス成形部を射出成形金型20の型穴201に取り付けて、溶融プラスチック材料40を型穴201に注入し、プラスチック材料40と金型内部のプリプレス転写フィルム10の接着層5とを結合させ、プラスチック材料が凝固し成形された後に、イジェクトする。
【0015】
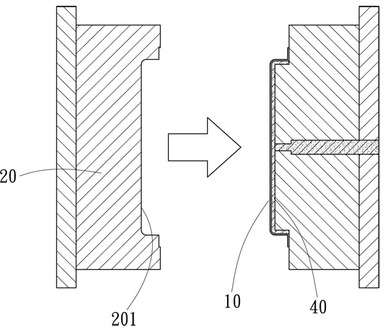
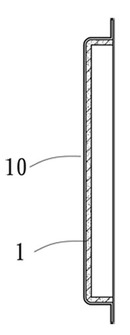
<ホ>図11と図12に示すように、イジェクトと表面基層1の剥離は、凝固し成形されたプラスチック材料40の製品をイジェクトした後に、図13に示す通り、金型内部のプリプレス転写フィルム10は接着層5によって、プラスチック材料40と結合される。さらに、図14に示すように、金型内部のプリプレス転写フィルム10の基層1を剥がすことにより、基層1は、剥離層2の剥離特性によって、硬化層3から分離される。
【0016】
前記プリプレス金型内部の転写フィルムの金型内部転写方法によって、金型内部のプリプレス転写フィルム10は加熱加圧成形、真空成形または高圧成形方法を介して、金型内部のプリプレス転写フィルム10と射出成形品の表面形状とを調合し、その後の射出成形金型20内部にて、射出成形するときは、溶融プラスチック材料40は金型内部のプリプレス転写フィルムを過度に広げることがないため、金型内部のプリプレス転写フィルム10がプラスチック材料40の表面にしわまたは割れを防止でき、製品表面の滑らかな効果を実現できる。さらに、本発明に係る金型内部のプリプレス転写フィルム10は、プリプレス成形されているため、あらかじめに製品により深い外形、表面にリブ、凹み溝または小円コーナーなどの構造に形成した後に、金型内部に取り付けて成形することにより、金型内部のプリプレス転写フィルムの応用分野をより広く利用できる。
【0017】
さらに、図15に示すように、本発明の実施ステップは、プリプレス成形部をあらかじめに裁断してから、プリプレス成形を行うように変更することができる。つまり、<イ>金型内部のプリプレス転写フィルム10を作製する。<ロ>プリプレス成形部を裁断する。<ハ>プリプレス成形。<ニ>型穴に取り付けて射出成形する。<ホ>イジェクトと表面基層1を剥がす、というステップも同じく前記効果を実現できる。
【符号の説明】
【0018】
<本発明>
1 基層
10 金型内部のプリプレス転写フィルム
2 剥離層
3 硬化層
4 印刷層
5 接着層
6 金属層
20 射出成形金型
201 型穴
40 プラスチック材料
<従来技術>
10 転写フィルム
101 印刷層
20 第1金型
201 型穴
30 第2金型
301 ダイブロック
40 プラスチック材料
【技術分野】
【0001】
本発明は一種のプリプレス金型内部の転写フィルムの金型内部転写方法に係り、特に一種の射出成型金型内部に取り付け、プラスチック材料と一緒に成形するプリプレス金型内部の転写フィルムの金型内部転写方法に関する。
【背景技術】
【0002】
このごろ、プラスチックで成形された製品(携帯電話機またはノートパソコンのケーシングなど)の表面に、美しい印刷図案または保護フィルムを印刷されているのを良く見かける。その図案の印刷方法は数種類がある。良く見かけるものは、図1に示すように、転写膜をロールごとに射出成型機の上部またはその一端に取り付けて、転写フィルム10とその印刷層101を第1金型20の型穴201の前方に引き込むステップと、図2に示すように、射出成形のときは、第2金型30を第1金型20の型穴201の前方に結合させ、この第2金型30のダイブロック301より、転写フィルム10と印刷層101とを軽く押し込み、型穴201に進入した後に、第2金型30より溶融プラスチック材料40を型穴201に注入し、プラスチック材料40によって、転写フィルム10と印刷層101を同時に広げて、転写フィルム10と印刷層101をプラスチック材料40の表面に貼り付けるステップと、図3に示すように、プラスチック材料40を凝固させた後に、第2金型30とプラスチック材料40とを第1金型20から引き離すと共に、転写フィルム10の印刷層101をプラスチック材料40の表面に粘着するステップと、図4に示すように、オペレータによって、成形済みのプラスチック材料40を取り外して、表面に印刷層101を備える製品が出来上がるステップとを含む。
【0003】
しかしながら、公知技術に係る金型内部の転写フィルムの転写方法は、第2金型30のダイブロック301と溶融プラスチック材料40によって、転写フィルム10と印刷層101を広げるため、転写フィルム10とインクの伸縮に制限があり、浅い鍋形状、しかも縁が滑らかなケーシング製品のみに適用できる。奥行きの深いケーシングまたはその表面に溝やリブまたは縁部が小さいケーシングに適用とすると、第1金型20の型穴201の構造が深く、複雑なため、プラスチック材料40によって、転写フィルム10と印刷層101を広げるときに、転写フィルム10に、しわまたは割れを引き起こし、製品に傷が残る。そのため、公知技術に係る金型内部の転写フィルムの転写方法は、今日の製品ニーズを満たせないことが分かる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
金型内部のプリプレス転写フィルムの作製と、プリプレス成形と、プリプレス成形部の裁断と、型穴に取り付けての成形と、イジェクト及び表面基層の剥離ステップとを含むことにより、金型内部のプリプレス転写フィルムの転写技術は、表面に溝、リブその他構造上または縁部の丸みが小さい外観製品への適用を可能にし、金型内部のプリプレス転写フィルムの射出成形によって、しわまたは割れを防止し、応用分野が広くなり、かつ外観関係製品の表面が滑らかの効果を実現できる、一種のプリプレス金型内部の転写フィルムの金型内部の転写方法を提供することを本発明の主な目的とする。
【課題を解決するための手段】
【0005】
前記目的を達成するため、本発明の実施方法は、イ、あらかじめ外側から内側に順をおって、基層、剥離層、硬化層、印刷層と、接着層の金型内部のプリプレス転写フィルムを含む、金型内部のプリプレス転写フィルムの作製ステップと、ロ、金型内部のプリプレス転写フィルムを製品形状に従い、プリプレス成形させ、金型内部のプリプレス転写フィルムと射出成形品の表面とを調合させる、プリプレス成形ステップと、ハ、金型内部のプリプレス転写フィルムのプリプレス成形部を裁断分離して、単片にするステップと、ニ、プリプレス成形部を射出成形金型の型穴に取り付けて、溶融プラスチック材料を型穴に注入し、プラスチック材料と金型内部のプリプレス転写フィルムの接着層とを結合し、プラスチック材料を凝固させて成形する、型穴への取り付け及び成形ステップと、ホ、凝固し成形されたプラスチック材料の製品をイジェクトした後、金型内部のプリプレス転写フィルムの基層、剥離層を剥がす、イジェクトと表面基層の剥がしステップとを含む。
【0006】
前記プリプレス金型内部の転写フィルムの金型内部転写方法は、金型内部のプリプレス転写フィルムは加熱加圧成形、真空成形または高圧成形方式により、金型内部のプリプレス転写フィルムと射出成形品の表面とを調合することによって、その後の射出成形金型内部で射出成形するときに、溶融プラスチック材料が金型内部のプリプレス転写フィルムを過度に広げることがないため、金型内部のプリプレス転写フィルムがプラスチック材料の表面のしわまたは割れを防止でき、外観製品表面の滑らかな効果を実現できる。さらに、本発明に係る金型内部のプリプレス転写フィルムは、プリプレス成形によるため、あらかじめ製品上に深い外形、表面にリブ、凹み溝または小円コーナーなどの構造に形成するなど、金型内部のプリプレス転写フィルムの応用分野において、より広く利用できる。
【0007】
一種のプリプレス金型内部の転写フィルムの金型内部転写方法は、金型内部のプリプレス転写フィルムを作製した後に、製品の形状に従い、金型内部のプリプレス転写フィルムのプリプレス成形を行い、金型内部のプリプレス転写フィルムと製品と射出成形品の表面とを調合させ、プリプレス成形部を裁断して、射出成形金型に取り付け、射出成形のときに、金型内部のプリプレス転写フィルムをプラスチック材料と結合させ、イジェクトのときに、金型内部のプリプレス転写フィルム外面の基層と剥離層とを剥がして、フィルムと印刷層とをプラスチック材料の表面に残す。
【発明の効果】
【0008】
本発明に係るプリプレス金型内部の転写フィルムの金型内部転写方法は、転写フィルムのしわまたは割れを防止でき、外観関係製品表面の滑らかな効果を実現できる。
【図面の簡単な説明】
【0009】
【図1】公知技術に係る金型内部の転写フィルムの転写方法の態様図その一である。
【図2】公知技術に係る金型内部の転写フィルムの転写方法の態様図その二である。
【図3】公知技術に係る金型内部の転写フィルムの転写方法の態様図その三である。
【図4】公知技術に係る金型内部の転写フィルムの転写方法の態様図その四である。
【図5】本発明に係る金型内部の転写方法の実施ステップ概略図である。
【図6】本発明に係る金型内部の転写フィルムの好ましい実施例その一である。
【図7】本発明に係る金型内部の転写フィルムの好ましい実施例その二である。
【図8】本発明に係る金型内部プリプレス転写フィルムのプリプレス成形の態様図である。
【図9】本発明に係る金型内部のプリプレス転写フィルムを型穴に取り付けた態様図である。
【図10】本発明に係るプラスチック材料を金型内部での射出成型の態様図である。
【図11】本発明に係る金型内部のプリプレス転写フィルムとプラスチック材料が、金型を開けた態様図である。
【図12】本発明に係る金型内部のプリプレス転写フィルムとプラスチック材料を金型からイジェクトする態様図である。
【図13】本発明に係る金型内部のプリプレス転写フィルムとプラスチック材料が結合される態様図である。
【図14】本発明に係る表面基層を剥がした態様図である。
【図15】本発明に係る転写方法もう一つの実施ステップ図である。
【発明を実施するための形態】
【0010】
図5に示すように、本発明に係るプリプレス金型内部の転写フィルムの金型内部転写方法の好ましい実施例のステップについては順をおって、説明する。
【0011】
<イ>図6に示すように、外面から内面に順をおって、基層1、剥離層2、硬化層3、印刷層4と接着層5を含む、金型内部のプリプレス転写フィルム10を作製するステップである。前記基層は、たとえば、テレフタル酸ポリエチレン(polyethylene terephthalate, PET)、ポリメタクリル酸メチル(polymethlmethacrylate, PMMA)、ポリカーボネート(Polycarbonate, PC)またはポリスチレン(Polystyrene, PS)などの高分子重合体または無機化合物であり、剥離層2は親水性または親油性、かつ剥離特性を有する透明または色付き樹脂層を使用し、その材質はポリビニルアルコール(Polyvinyl alcohol)、ポリ酢酸ビニル(Polyvinyl acetate, PVA)などであり、硬化層3は熱硬化樹脂重合体および/または熱可塑性樹脂重合体の高分子化学反応部材からなるフィルムまたはセンサーフィルム(PU、UP及びPSその他高分子重合体)である。印刷層4は吹き付け塗装、シルク印刷、オフセット印刷、凸版印刷またはグラビア印刷、あるいは各種の塗装機械によって、硬化層3上に塗布するか、または吹き付け塗装、印刷、塗布もしくはプリンタによって、図案を硬化フィルム層3上へ直接に出力印字する。その内容は、図案、文字、符号または数字などの図案である。接着層5は吹き付け塗装、塗布または印刷手段により、印刷層4内面に印刷することにより、射出成形金型に取り付ける金型内部のプリプレスの転写フィルムを形成する。本発明は図7に示すように、硬化層3と接着層5との間には、さらに金属層6を設けることができる。前記金属層6にはコンピュータによって必要な図案を作成した後、スパッタリング、蒸着、電気メッキまたはプリンタ印字方式により、硬化層3または印刷層4の内面に印字することにより、電磁妨害(Electromagnetic Disturbance, EMI)防止と各種の外観図案変化の効果を有する。
【0012】
<ロ>本発明は図8に示すように、金型内部のプリプレス転写フィルム10を製品の形状に従って、プリプレス成形を行う、金型内部のプリプレス転写フィルム10を射出成形製品の外観形状との調合を図るため、金型でプリプレス成形する方法は、加熱加圧成形、高圧成形などを含む。
【0013】
<ハ>プリプレス成形部を裁断し、金型内部のプリプレス転写フィルム10のプリプレス成形部を単片に裁断分離して、金型内部のプリプレス転写フィルム10を射出成形金型へ取り付ける。
【0014】
<ニ>図9と図10に示すように、型穴への取り付けと射出成形は、金型内部のプリプレス転写フィルム10のプリプレス成形部を射出成形金型20の型穴201に取り付けて、溶融プラスチック材料40を型穴201に注入し、プラスチック材料40と金型内部のプリプレス転写フィルム10の接着層5とを結合させ、プラスチック材料が凝固し成形された後に、イジェクトする。
【0015】
<ホ>図11と図12に示すように、イジェクトと表面基層1の剥離は、凝固し成形されたプラスチック材料40の製品をイジェクトした後に、図13に示す通り、金型内部のプリプレス転写フィルム10は接着層5によって、プラスチック材料40と結合される。さらに、図14に示すように、金型内部のプリプレス転写フィルム10の基層1を剥がすことにより、基層1は、剥離層2の剥離特性によって、硬化層3から分離される。
【0016】
前記プリプレス金型内部の転写フィルムの金型内部転写方法によって、金型内部のプリプレス転写フィルム10は加熱加圧成形、真空成形または高圧成形方法を介して、金型内部のプリプレス転写フィルム10と射出成形品の表面形状とを調合し、その後の射出成形金型20内部にて、射出成形するときは、溶融プラスチック材料40は金型内部のプリプレス転写フィルムを過度に広げることがないため、金型内部のプリプレス転写フィルム10がプラスチック材料40の表面にしわまたは割れを防止でき、製品表面の滑らかな効果を実現できる。さらに、本発明に係る金型内部のプリプレス転写フィルム10は、プリプレス成形されているため、あらかじめに製品により深い外形、表面にリブ、凹み溝または小円コーナーなどの構造に形成した後に、金型内部に取り付けて成形することにより、金型内部のプリプレス転写フィルムの応用分野をより広く利用できる。
【0017】
さらに、図15に示すように、本発明の実施ステップは、プリプレス成形部をあらかじめに裁断してから、プリプレス成形を行うように変更することができる。つまり、<イ>金型内部のプリプレス転写フィルム10を作製する。<ロ>プリプレス成形部を裁断する。<ハ>プリプレス成形。<ニ>型穴に取り付けて射出成形する。<ホ>イジェクトと表面基層1を剥がす、というステップも同じく前記効果を実現できる。
【符号の説明】
【0018】
<本発明>
1 基層
10 金型内部のプリプレス転写フィルム
2 剥離層
3 硬化層
4 印刷層
5 接着層
6 金属層
20 射出成形金型
201 型穴
40 プラスチック材料
<従来技術>
10 転写フィルム
101 印刷層
20 第1金型
201 型穴
30 第2金型
301 ダイブロック
40 プラスチック材料
【特許請求の範囲】
【請求項1】
外面から内面に順をおって、基層、剥離層、硬化層、印刷層と、接着層とを含む、金型内部のプリプレス転写フィルムの作製ステップと、
金型内部のプリプレス転写フィルムを製品の形状に従い、プリプレス成形することによって、金型内部のプリプレス転写フィルムと射出成形製品の外面形状とを調合させる、プリプレス成形のステップと、
金型内部のプリプレス転写フィルムのプリプレス成形部を裁断し、単片に分離する、プリプレス成形部の裁断ステップと、
プリプレス成形部を射出成形金型の型穴に取り付け、溶融プラスチック材料を型穴に注入し、プラスチック材料と金型内部のプリプレス転写フィルムの接着層とを結合し、プラスチック材料を凝固させ成形する、型穴への取り付け及び射出成形ステップと、
凝固し成形されたプラスチック材料をイジェクトした後に、金型内部のプリプレス転写フィルムの基層、剥離層を剥がす、イジェクトと表面基層の剥がすステップとを含む、プリプレス金型内部の転写フィルムの金型内部転写方法。
【請求項2】
前記金型内部のプリプレス転写フィルムは、硬化層と接着層との間は、さらに金属層を含むことを特徴とする、請求項1記載のプリプレス金型内部の転写フィルムの金型内部転写方法。
【請求項3】
前記プリプレス成形方法は、加熱加圧成形、真空成形高圧成形を含むことを特徴とする、請求項1記載のプリプレス金型内部の転写フィルムの金型内部転写方法。
【請求項4】
外面から内面に順をおって、基層、剥離層、硬化層、印刷層と、接着層とを含む、金型内部のプリプレス転写フィルムの作製ステップと、
金型内部のプリプレス転写フィルムのプリプレス成形部をあらかじめに裁断し、単片に分離する、プリプレス成形部の裁断ステップと、
裁断された金型内部のプリプレス転写フィルムを製品の形状に従い、プリプレス成形することにより、金型内部のプリプレス転写フィルムと射出成形製品の外面形状とを調合させる、プリプレス成形のステップと、
プリプレス成形部を射出成形金型の型穴に取り付け、溶融プラスチック材料を型穴に注入し、プラスチック材料と金型内部のプリプレス転写フィルムの接着層とを結合し、プラスチック材料を凝固させて成形する、型穴への取り付けと射出成形のステップと、
凝固し成形されたプラスチック材料をイジェクトした後に、金型内部のプリプレス転写フィルムの基層、剥離層を剥がす、イジェクトと表面基層の剥がすステップとを含む、プリプレス金型内部転写フィルムの金型内部転写方法。
【請求項5】
前記金型内部のプリプレス転写フィルムは、硬化層と接着層との間は、さらに金属層を含むことを特徴とする、請求項4記載のプリプレス金型内部の転写フィルムの金型内部転写方法。
【請求項6】
前記プリプレス成形方法は、加熱加圧成形、真空成形高圧成形を含むことを特徴とする、請求項4記載のプリプレス金型内部の転写フィルムの金型内部転写方法。
【請求項1】
外面から内面に順をおって、基層、剥離層、硬化層、印刷層と、接着層とを含む、金型内部のプリプレス転写フィルムの作製ステップと、
金型内部のプリプレス転写フィルムを製品の形状に従い、プリプレス成形することによって、金型内部のプリプレス転写フィルムと射出成形製品の外面形状とを調合させる、プリプレス成形のステップと、
金型内部のプリプレス転写フィルムのプリプレス成形部を裁断し、単片に分離する、プリプレス成形部の裁断ステップと、
プリプレス成形部を射出成形金型の型穴に取り付け、溶融プラスチック材料を型穴に注入し、プラスチック材料と金型内部のプリプレス転写フィルムの接着層とを結合し、プラスチック材料を凝固させ成形する、型穴への取り付け及び射出成形ステップと、
凝固し成形されたプラスチック材料をイジェクトした後に、金型内部のプリプレス転写フィルムの基層、剥離層を剥がす、イジェクトと表面基層の剥がすステップとを含む、プリプレス金型内部の転写フィルムの金型内部転写方法。
【請求項2】
前記金型内部のプリプレス転写フィルムは、硬化層と接着層との間は、さらに金属層を含むことを特徴とする、請求項1記載のプリプレス金型内部の転写フィルムの金型内部転写方法。
【請求項3】
前記プリプレス成形方法は、加熱加圧成形、真空成形高圧成形を含むことを特徴とする、請求項1記載のプリプレス金型内部の転写フィルムの金型内部転写方法。
【請求項4】
外面から内面に順をおって、基層、剥離層、硬化層、印刷層と、接着層とを含む、金型内部のプリプレス転写フィルムの作製ステップと、
金型内部のプリプレス転写フィルムのプリプレス成形部をあらかじめに裁断し、単片に分離する、プリプレス成形部の裁断ステップと、
裁断された金型内部のプリプレス転写フィルムを製品の形状に従い、プリプレス成形することにより、金型内部のプリプレス転写フィルムと射出成形製品の外面形状とを調合させる、プリプレス成形のステップと、
プリプレス成形部を射出成形金型の型穴に取り付け、溶融プラスチック材料を型穴に注入し、プラスチック材料と金型内部のプリプレス転写フィルムの接着層とを結合し、プラスチック材料を凝固させて成形する、型穴への取り付けと射出成形のステップと、
凝固し成形されたプラスチック材料をイジェクトした後に、金型内部のプリプレス転写フィルムの基層、剥離層を剥がす、イジェクトと表面基層の剥がすステップとを含む、プリプレス金型内部転写フィルムの金型内部転写方法。
【請求項5】
前記金型内部のプリプレス転写フィルムは、硬化層と接着層との間は、さらに金属層を含むことを特徴とする、請求項4記載のプリプレス金型内部の転写フィルムの金型内部転写方法。
【請求項6】
前記プリプレス成形方法は、加熱加圧成形、真空成形高圧成形を含むことを特徴とする、請求項4記載のプリプレス金型内部の転写フィルムの金型内部転写方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2011−46057(P2011−46057A)
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願番号】特願2009−195540(P2009−195540)
【出願日】平成21年8月26日(2009.8.26)
【出願人】(509240790)
【出願人】(509240789)
【Fターム(参考)】
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願日】平成21年8月26日(2009.8.26)
【出願人】(509240790)
【出願人】(509240789)
【Fターム(参考)】
[ Back to top ]