
プリントが施された防炎生地の製造方法

【課題】 広告幕、幟、展示装飾用布材などのような所要の表示を行うためにダイレクトプリントが成された生地にしてかつ防炎性を具えた生地を製造するための「プリントが施された防炎生地の製造方法」に関するものである。
【解決手段】 防炎処理が施されている所要の防炎加工ポリエステル生地に対して、セルロースを主成分とする滲み防止剤のスキージングに基づき予め滲み防止処理を施した後、昇華型分散染料をダイレクトに生地に対してインクジェットでデジタルプリントを施すようなダイレクトプリント処理に基づき、防炎加工ポリエステル生地に対する目的とする文字または図形等を表すためのダイレクトプリント処理を施すと共に、当該プリント処理における発色促進のための熱プレス処理を施し、然る後、当該防炎加工ポリエステル生地に対する洗浄処理を施すことにより、先に施された滲み防止剤中の「防炎性の阻害要因」であるセルロースを除去することを特徴とするプリントが施された防炎生地の製造方法。
【解決手段】 防炎処理が施されている所要の防炎加工ポリエステル生地に対して、セルロースを主成分とする滲み防止剤のスキージングに基づき予め滲み防止処理を施した後、昇華型分散染料をダイレクトに生地に対してインクジェットでデジタルプリントを施すようなダイレクトプリント処理に基づき、防炎加工ポリエステル生地に対する目的とする文字または図形等を表すためのダイレクトプリント処理を施すと共に、当該プリント処理における発色促進のための熱プレス処理を施し、然る後、当該防炎加工ポリエステル生地に対する洗浄処理を施すことにより、先に施された滲み防止剤中の「防炎性の阻害要因」であるセルロースを除去することを特徴とするプリントが施された防炎生地の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、広告幕、幟、展示装飾用布材などのような所要の表示を行うためにダイレクトプリントが成された生地にしてかつ防炎性を具えた生地を製造するための「プリントが施された防炎生地の製造方法」に関する。
【背景技術】
【0002】
ポリエステル生地として、ポンジ及びトロピカルといわれるものがある。 前者は非常に薄い生地であり、後者は当該ポンジの約2倍程度の厚さを具えた生地であり、これらは広告幕や幟用として多く用いられている生地である。 更に、スエード(正確にはポリエステルスエード)と呼ばれる生地もあり、これは「表面をサンドペーパーでベルベット状に起毛したなめし革」のような風合いを人工的に形成した生地であって、展示装飾用布材として利用される場合がある。
【0003】
これらの生地を用いて形成される広告幕、幟、或いは展示装飾用布材のようなポリエステル製品は、安全性の観点から防炎性を具備していることが好ましい。
【0004】
ところで、防炎生地の場合、例えば広告幕、幟、或いは展示装飾用布材などの防炎性ポリエステル製品を製造するための生地としては、染工所で生地に防炎剤(ヘキサブロモシクロドデカン)を表面加工して成る防炎加工ポリエステル生地、その他の防炎性生地(例えば特許文献1参照。)を用い、これに滲み防止処理を施し、当該滲み防止処理がなされた生地に対して、ダイレクトプリント処理を施すものであつた。
【0005】
このような滲み防止処理を施すことは、防炎機能を備えていない通常の生地の場合も同様であつた(例えば特許文献2参照)。
【0006】
然し乍、上述したような防炎生地であると、生地にスキージングされている滲み防止剤の存在が、すなわち、滲み防止剤の主成分であるセルロースが防炎性を阻害してしまうという問題が生じることを余儀なくされた。
【0007】
【特許文献1】特開昭63−99375号
【特許文献2】特開平04−271679号
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、上述したような防炎生地の製造過程において、プリント処理後に施す「滲み防止剤」の除去を企図した特別の洗浄処理を施し、これにより、生地が具えている防炎性を阻害しないようにした新規の「プリントが施された防炎生地の製造方法」の提供を図ったものである。
【課題を解決するための手段】
【0009】
本発明は、防炎処理が施されている所要の防炎加工ポリエステル生地に対して、セルロースを主成分とする滲み防止剤のスキージングに基づきを予め滲み防止処理を施した後、昇華型分散染料を生地に対してインクジェットでデジタルプリントを施すようなダイレクトプリント処理に依って防炎加工ポリエステル生地に対する目的とする文字または図形等を表すためのダイレクトプリント処理を施すと共に、当該プリント処理における発色促進のための熱プレス処理を施し、然る後、当該防炎加工ポリエステル生地に対する洗浄処理を施すことにより、先に施された滲み防止剤中の「防炎性の阻害要因」であるセルロースを除去することを特徴とするプリントが施された防炎生地の製造方法に係る。
【0010】
そして、本発明は請求項2に記載のように、滲み防止剤中のセルロースを洗い流して除去するための手段として、苛性ソーダでpH13に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通し、然る後、機体内部をスチームにて95℃の温度条件に設定した洗浄機内に収容すると共に、ビーターロールで5000回/分の叩き処理を伴う洗浄処理を行った後に、ドラム乾燥機にて乾燥させるようにした請求項1に記載のプリントが施された防炎生地の製造方法を実施の態様とするものである。
【0011】
更に本発明は請求項3に記載のように、滲み防止剤中のセルロースを洗い流して除去するための手段として、ソーダ灰にてpH11.5に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通し、然る後、機体内部をスチームにて95℃の温度条件に設定した洗浄機内に収容すると共に、ビーターロールで5000回/分の叩き処理を伴う洗浄処理を行った後に、ドラム乾燥機にて乾燥させるようにした請求項1に記載のプリントが施された防炎生地の製造方法を実施の態様とするものである。
【0012】
また、本発明の実施対象とする防炎加工ポリエステル生地としては、請求項4乃至請求項6に記載のように、ポンジ、トロピカル、スエードがあげられる。
【発明の効果】
【0013】
本発明は請求項1に記載のような構成、すなわち、防炎処理が施されている所要の防炎加工ポリエステル生地に対して、セルロースを主成分とする滲み防止剤のスキージングに基づき予め滲み防止処理を施した後、昇華型分散染料を生地に対してインクジェットでデジタルプリントを施すようなダイレクトプリント処理に依って防炎加工ポリエステル生地に対する目的とする文字または図形等を表すためのダイレクトプリント処理を施すと共に、当該プリント処理における発色促進のための熱プレス処理を施し、然る後、当該防炎加工ポリエステル生地に対する洗浄処ら理を施すことにより、先に施された滲み防止剤中の「防炎性の阻害要因」であるセルロースを除去するように構成したから、滲み防止剤使用に基づき良好なるダイレクトプリント処理を施すことが出来るにもかかわらず、当該滲み防止剤の主成分であるセルロースを洗い流してしまうため、当該セルロース自体が固有する「防炎性の阻害要因」を除去することが出来る。 従って、防炎機能を劣化させることなく良好かつ鮮明なるプリント効果を期待することができる。
【0014】
本発明は請求項2に記載のような構成、すなわち、滲み防止剤中のセルロースを洗い流して除去するための手段として、苛性ソーダでpH13に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通し、然る後、機体内部をスチームにて95℃の温度条件に設定した洗浄機内に収容すると共に、ビーターロールで5000回/分の叩き処理を伴う洗浄処理を行った後に、ドラム乾燥機にて乾燥させるようにすることにより、当該滲み防止剤中のセルロースの除去は殆ど完璧に行われ、これの残存性に基づく防炎作用の劣化性は全く解消されることとなる。
【0015】
本発明は請求項3に記載のような構成、すなわち、滲み防止剤中のセルロースを洗い流して除去するための手段として、ソーダ灰にてpH11.5に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通し、然る後、機体内部をスチームにて95℃の温度条件に設定した洗浄機内に収容すると共に、ビーターロールで5000回/分の叩き処理を伴う洗浄処理を行った後に、ドラム乾燥機にて乾燥させるようにすることにより、当該滲み防止剤中のセルロースの除去が極めて良好化され、これの残存性に基づく防炎作用の劣化性は全く解消されることとなる。
【0016】
本発明は請求項4乃至請求項6に記載のように、防炎加工ポリエステル生地としては、ポンジ、トロピカル、スエードを使用することが出来るため、各種の防炎性を具えたポリエステル製品に対する対応が可能とされる。
【発明を実施するための最良の形態】
【0017】
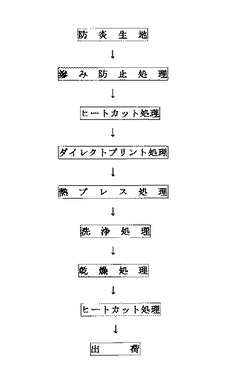
本発明に係る防炎生地の処理工程は下記のようにして行われる。
【0018】
最初に防炎処理であるが、ダイレクトプリントに使用する昇華型分散染料インク自体に防炎効果を期待する方式にあっては、その実用上の効果の点で限界性が存在するため、本発明においては、印刷生地に対して予め防炎加工を施していく方式を採用した。
【0019】
使用する防炎加工ポリエステル生地であるが、これは主として染工所で生地に対して例えば防炎剤としてヘキサブロモシクロドデカンを表面加工したものを用いた。 そして、ポリエステルとしては、ポンジ、トロピカル、スエードのように、その厚さは使用目的に応じて所要のものを選定するが、何れも防炎剤を表面加工したものを使用する。
【0020】
ところで、前記した防炎剤として使用したヘキサブロモシクロドデカンであるが、これは一般的には難燃剤や接着剤の硬化促進等に使用されており、難分解性を備えた高濃縮性物質である。
【0021】
その他の防炎処理手段としては下記するものがある。 すなわち、ポリエステル生地に対して防炎剤(HBCD)として例えば臭化シクロアルカン化合物を調合し、パデイング後に乾燥温度とセッター温度との組合せにより防炎剤が生地に対してバラつきのないように固着させる。 その際に使用する防炎剤は、生地に対する浸漬処理に基づき、当該生地の重さに対して2〜3重量パーセント程度の量を含浸させる。 然る後、マングルで絞ると共に乾燥処理を施す。 この時の乾燥温度は130℃程度であり、セッター温度は195℃程度である。 上記のようにして乾燥処理を施した後、熱処理に基づく生地曲がり(湾曲・斜こう)を修正しながら生地の幅と長さを規格に合わせるための作業であるセッター工程を施すことにより、含浸させた防炎剤を高温(195℃程度の高温)で生地の糸に浸透固着させる。 これにより防炎布地自体は完成される
【0022】
次に、上記した防炎生地に対して、後述するダイレクトプリント処理時にそのインク成分が布地に滲んでしまうことを防止するために、滲み防止処理を施す。 これは生地を捺染機のベルトに貼り、その上に紗張りした版を載せ、滲み防止剤をスキージングすると共に、乾燥機にて乾かして安定させた。
【0023】
ところで、上記のようにして使用した滲み防止剤としては、セルロースを主成分とする通常の滲み防止剤を、5.0倍程度の水で希釈したものを用いた。
なお、滲み防止剤の成分の一例を示せば下記の通りである。
カルボキシメチルセルロースナトリウム 6〜10重量%
ポリオキシエチレンアルキルエステル 2〜5重量%
水 85〜92重量%
【0024】
上記のようにして滲み防止処理を施した防炎生地に対して、取扱い易い大きさの帯状生地とするような裁断処理(ヒートカット処理)を行う。 これは、ヒートカット機で生地を布速15〜25m/minにして700〜800℃に熱した特殊ステンレス刃で所定の幅に焼き切ると共に、ロール状に巻き取ることによって、防炎布地を取扱い易い形態に整える。
【0025】
上記のような事前準備を施した防炎布地に対して目的とする文字または図形等を表すためのダイレクトプリント処理を施すわけであるが、これは通常、ロール状にある防炎布地に対して、設定された1単位の製品図柄を連続状にプリントし、然る後、最終的に個々に分離(切断)すると言うような連続印刷形態を採ることを通例とする。
【0026】
本発明に於ける実施例においては、当該ダイレクトプリント処理は、インクジェットプリンターに生地をセットし、昇華型分散染料をインクとして用い、これを生地に対して直接プリントしながら巻き取ることにより、上記のような連続印刷を行った。
【0027】
すなわち、本発明に於いては、昇華型分散染料をダイレクトに生地に対してインクジェットでデジタルプリントを施すような印刷法(ピクロス:登録商標)を採用し、防炎生地に対してダイレクトで昇華型分散染料(加熱すると気化し、密着した化成品の分子構造に入り込み染色する染料インク)をインクジェット式プリンターにて印刷することにより、通常のポリエステル生地の使用が許容化され、従来のような高価な難燃性ポリエステル生地を使用しなくても済むため、製造コストの低廉化が図られるようにした。
【0028】
上記のようなダイレクトプリント処理を行った後、発色のための熱プレス処理を行う。 これは、インジェクトプリンターにてプリントしたインクは発色性が充分ではなく、生地とインクとの間の化学結合ができていないため、これを促進させるために、熱プレス機に、アンダーペーパー二枚の間にプリント生地を挟みこみ、この状態でプレス機の温度を200℃に熱した鉄製回転シリンダーとフェルトに挟み込みながら、50〜60秒程度の熱プレス処理を施す。 これにより、プリント部分に対する発色の促進を行った。
【0029】
次に、上記のようなプリント処理が完了した防炎布地に対し、洗浄処理を施すわけであるが、この処理が本発明の技術的要部とするものである。 そして、当該洗浄処理であるが、これは次のようにして行うものである。
【0030】
本発明の実施例に於いては、洗剤を苛性ソーダでpH13に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通す。 然る後、UBR洗浄機を、機体内部をスチームにて95℃の温度条件に設定し、上記のようなプリント処理が完了した防炎布地をこの中に収容すると共に、ビターロールで5000回/分の叩き処理を伴う洗浄処理を行った。 然る後、ドラム乾燥機にて乾燥させることによって、洗浄処理は完了する。
【0031】
なお、上記した洗浄液であるが、これはソーダ灰にてpH11.5に調整した洗浄液を用いるようにしても同等の作用効果を得ることができる。
【0032】
このような洗浄処理を施すことにより、先に布地にスキージングされていた滲み防止剤の主成分であるセルロースが洗い落とされ、当該セルロースが燃え易いことに基づく防炎性の阻害要因が除去されることとなる。 本発明にあっては、このような「防炎性の阻害要因」である「セルロース除去」が重要な技術内容とするものであり、そのための手段は上記した具体的実施例の内容に限定されるものではない。
【0033】
なお、本発明において用いたUBR洗浄機とは「ウルトラ・ビーティング・ロータリーワッシャー」と称された連続水洗機であり、水洗効率が一槽で約95%と高く、水の使用率を約70%カットできるという経済性を具えており、薄地から超厚地の布材に対する洗浄が可能とすると共に、ポリエステルまたは化繊なら一台のUBR洗浄機で油剤を約95%落とすことができるというような優れた性能を備えた洗浄機である。 従って、本発明における洗浄処理としては、このような特性を備えたUBR洗浄機を用いることが好ましい。
【0034】
なお、上記したUBR洗浄機による洗浄処理以外の手段としては、染色機を洗浄機として使用することができ、この場合、ウインス染色機、液流型染色機などを利用することが好ましい。
【0035】
上記した洗浄処理に基づき、滲み防止剤の主成分たるセルロースは100%近く落とされ、この状態で防炎試験を行った結果、下記のようにその防炎基準をクリアし、防炎生地としての認可を得ることができた。
【0036】
防炎性能試験 45度ミクロバーナー法
試料 ピクロス(経35cm×横25cm)
具体的試験方法
試料を50℃プラスマイナス2℃の温水に30分浸漬し、自然乾燥後試験器に45度の角度にセットし、規定のバーナーの炎にて燃焼させる。 試料に着炎後3秒でバーナーの炎を消し、試料が燃え続けているか、消化するかの時間とその炭化面積(燃えた面積)を測定する。
試験結果
(1)炭化面積(合格範囲30平方センチメートル)
水洗い無し 通常水洗い 本発明に依る水洗い
防炎ポンジ 消火せず 27 4.5
防炎トロピカル 消火せず 28.8 4.0
防炎スエード 消火せず 18.8 3.5
(2)残炎時間(合格範囲3秒)
水洗い無し 通常水洗い 本発明に依る水洗い
防炎ポンジ 消火せず 3 1.5
防炎トロピカル 消火せず 6 1.0
防炎スエード 消化せず 5 1.0
(3)残塵時間(合格範囲5秒)
水洗い無し 通常水洗い 本発明に依る水洗い
防炎ポンジ 消火せず 3 1.5
防炎トロピカル 消火せず 6 1.0
防炎スエード 消化せず 5 1.0
上記の結果から下記の点が確認された。
水洗い無しのものは、燃え続けて炭化面積、残炎時間、残塵時間とも不合格であった。
通常水洗いのものは、炭化面積は合格であつたが、残炎、残塵時間はポンジのみ合格で、他は不合格であった。
本発明による水洗いのものは、炭化面積、残炎時間、残塵時間の何れの点においても合格とされた。
【0037】
上記試験に基づき、本発明方法によるプリント生地は防炎性能を備えていることが確認された。
【0038】
上述したような洗浄処理及びその後の乾燥処理が終了した防炎生地を、ヒートカット機を用いて再度ヒートカット処理を施すことにより、所定の仕上がり幅に正確に裁断し、これを所定長さごとに巻き取る。
【0039】
上記のような各処理が施されかつ巻き取られた防炎布地は、縫製所に出荷され、ここで所定の裁断及び縫製処理を施すことにより目的とする防炎グッズの完成化が図られる。
【図面の簡単な説明】
【0040】
【図1】本発明に係る方法の流れを表したブロック線図である。
【技術分野】
【0001】
本発明は、広告幕、幟、展示装飾用布材などのような所要の表示を行うためにダイレクトプリントが成された生地にしてかつ防炎性を具えた生地を製造するための「プリントが施された防炎生地の製造方法」に関する。
【背景技術】
【0002】
ポリエステル生地として、ポンジ及びトロピカルといわれるものがある。 前者は非常に薄い生地であり、後者は当該ポンジの約2倍程度の厚さを具えた生地であり、これらは広告幕や幟用として多く用いられている生地である。 更に、スエード(正確にはポリエステルスエード)と呼ばれる生地もあり、これは「表面をサンドペーパーでベルベット状に起毛したなめし革」のような風合いを人工的に形成した生地であって、展示装飾用布材として利用される場合がある。
【0003】
これらの生地を用いて形成される広告幕、幟、或いは展示装飾用布材のようなポリエステル製品は、安全性の観点から防炎性を具備していることが好ましい。
【0004】
ところで、防炎生地の場合、例えば広告幕、幟、或いは展示装飾用布材などの防炎性ポリエステル製品を製造するための生地としては、染工所で生地に防炎剤(ヘキサブロモシクロドデカン)を表面加工して成る防炎加工ポリエステル生地、その他の防炎性生地(例えば特許文献1参照。)を用い、これに滲み防止処理を施し、当該滲み防止処理がなされた生地に対して、ダイレクトプリント処理を施すものであつた。
【0005】
このような滲み防止処理を施すことは、防炎機能を備えていない通常の生地の場合も同様であつた(例えば特許文献2参照)。
【0006】
然し乍、上述したような防炎生地であると、生地にスキージングされている滲み防止剤の存在が、すなわち、滲み防止剤の主成分であるセルロースが防炎性を阻害してしまうという問題が生じることを余儀なくされた。
【0007】
【特許文献1】特開昭63−99375号
【特許文献2】特開平04−271679号
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明は、上述したような防炎生地の製造過程において、プリント処理後に施す「滲み防止剤」の除去を企図した特別の洗浄処理を施し、これにより、生地が具えている防炎性を阻害しないようにした新規の「プリントが施された防炎生地の製造方法」の提供を図ったものである。
【課題を解決するための手段】
【0009】
本発明は、防炎処理が施されている所要の防炎加工ポリエステル生地に対して、セルロースを主成分とする滲み防止剤のスキージングに基づきを予め滲み防止処理を施した後、昇華型分散染料を生地に対してインクジェットでデジタルプリントを施すようなダイレクトプリント処理に依って防炎加工ポリエステル生地に対する目的とする文字または図形等を表すためのダイレクトプリント処理を施すと共に、当該プリント処理における発色促進のための熱プレス処理を施し、然る後、当該防炎加工ポリエステル生地に対する洗浄処理を施すことにより、先に施された滲み防止剤中の「防炎性の阻害要因」であるセルロースを除去することを特徴とするプリントが施された防炎生地の製造方法に係る。
【0010】
そして、本発明は請求項2に記載のように、滲み防止剤中のセルロースを洗い流して除去するための手段として、苛性ソーダでpH13に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通し、然る後、機体内部をスチームにて95℃の温度条件に設定した洗浄機内に収容すると共に、ビーターロールで5000回/分の叩き処理を伴う洗浄処理を行った後に、ドラム乾燥機にて乾燥させるようにした請求項1に記載のプリントが施された防炎生地の製造方法を実施の態様とするものである。
【0011】
更に本発明は請求項3に記載のように、滲み防止剤中のセルロースを洗い流して除去するための手段として、ソーダ灰にてpH11.5に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通し、然る後、機体内部をスチームにて95℃の温度条件に設定した洗浄機内に収容すると共に、ビーターロールで5000回/分の叩き処理を伴う洗浄処理を行った後に、ドラム乾燥機にて乾燥させるようにした請求項1に記載のプリントが施された防炎生地の製造方法を実施の態様とするものである。
【0012】
また、本発明の実施対象とする防炎加工ポリエステル生地としては、請求項4乃至請求項6に記載のように、ポンジ、トロピカル、スエードがあげられる。
【発明の効果】
【0013】
本発明は請求項1に記載のような構成、すなわち、防炎処理が施されている所要の防炎加工ポリエステル生地に対して、セルロースを主成分とする滲み防止剤のスキージングに基づき予め滲み防止処理を施した後、昇華型分散染料を生地に対してインクジェットでデジタルプリントを施すようなダイレクトプリント処理に依って防炎加工ポリエステル生地に対する目的とする文字または図形等を表すためのダイレクトプリント処理を施すと共に、当該プリント処理における発色促進のための熱プレス処理を施し、然る後、当該防炎加工ポリエステル生地に対する洗浄処ら理を施すことにより、先に施された滲み防止剤中の「防炎性の阻害要因」であるセルロースを除去するように構成したから、滲み防止剤使用に基づき良好なるダイレクトプリント処理を施すことが出来るにもかかわらず、当該滲み防止剤の主成分であるセルロースを洗い流してしまうため、当該セルロース自体が固有する「防炎性の阻害要因」を除去することが出来る。 従って、防炎機能を劣化させることなく良好かつ鮮明なるプリント効果を期待することができる。
【0014】
本発明は請求項2に記載のような構成、すなわち、滲み防止剤中のセルロースを洗い流して除去するための手段として、苛性ソーダでpH13に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通し、然る後、機体内部をスチームにて95℃の温度条件に設定した洗浄機内に収容すると共に、ビーターロールで5000回/分の叩き処理を伴う洗浄処理を行った後に、ドラム乾燥機にて乾燥させるようにすることにより、当該滲み防止剤中のセルロースの除去は殆ど完璧に行われ、これの残存性に基づく防炎作用の劣化性は全く解消されることとなる。
【0015】
本発明は請求項3に記載のような構成、すなわち、滲み防止剤中のセルロースを洗い流して除去するための手段として、ソーダ灰にてpH11.5に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通し、然る後、機体内部をスチームにて95℃の温度条件に設定した洗浄機内に収容すると共に、ビーターロールで5000回/分の叩き処理を伴う洗浄処理を行った後に、ドラム乾燥機にて乾燥させるようにすることにより、当該滲み防止剤中のセルロースの除去が極めて良好化され、これの残存性に基づく防炎作用の劣化性は全く解消されることとなる。
【0016】
本発明は請求項4乃至請求項6に記載のように、防炎加工ポリエステル生地としては、ポンジ、トロピカル、スエードを使用することが出来るため、各種の防炎性を具えたポリエステル製品に対する対応が可能とされる。
【発明を実施するための最良の形態】
【0017】
本発明に係る防炎生地の処理工程は下記のようにして行われる。
【0018】
最初に防炎処理であるが、ダイレクトプリントに使用する昇華型分散染料インク自体に防炎効果を期待する方式にあっては、その実用上の効果の点で限界性が存在するため、本発明においては、印刷生地に対して予め防炎加工を施していく方式を採用した。
【0019】
使用する防炎加工ポリエステル生地であるが、これは主として染工所で生地に対して例えば防炎剤としてヘキサブロモシクロドデカンを表面加工したものを用いた。 そして、ポリエステルとしては、ポンジ、トロピカル、スエードのように、その厚さは使用目的に応じて所要のものを選定するが、何れも防炎剤を表面加工したものを使用する。
【0020】
ところで、前記した防炎剤として使用したヘキサブロモシクロドデカンであるが、これは一般的には難燃剤や接着剤の硬化促進等に使用されており、難分解性を備えた高濃縮性物質である。
【0021】
その他の防炎処理手段としては下記するものがある。 すなわち、ポリエステル生地に対して防炎剤(HBCD)として例えば臭化シクロアルカン化合物を調合し、パデイング後に乾燥温度とセッター温度との組合せにより防炎剤が生地に対してバラつきのないように固着させる。 その際に使用する防炎剤は、生地に対する浸漬処理に基づき、当該生地の重さに対して2〜3重量パーセント程度の量を含浸させる。 然る後、マングルで絞ると共に乾燥処理を施す。 この時の乾燥温度は130℃程度であり、セッター温度は195℃程度である。 上記のようにして乾燥処理を施した後、熱処理に基づく生地曲がり(湾曲・斜こう)を修正しながら生地の幅と長さを規格に合わせるための作業であるセッター工程を施すことにより、含浸させた防炎剤を高温(195℃程度の高温)で生地の糸に浸透固着させる。 これにより防炎布地自体は完成される
【0022】
次に、上記した防炎生地に対して、後述するダイレクトプリント処理時にそのインク成分が布地に滲んでしまうことを防止するために、滲み防止処理を施す。 これは生地を捺染機のベルトに貼り、その上に紗張りした版を載せ、滲み防止剤をスキージングすると共に、乾燥機にて乾かして安定させた。
【0023】
ところで、上記のようにして使用した滲み防止剤としては、セルロースを主成分とする通常の滲み防止剤を、5.0倍程度の水で希釈したものを用いた。
なお、滲み防止剤の成分の一例を示せば下記の通りである。
カルボキシメチルセルロースナトリウム 6〜10重量%
ポリオキシエチレンアルキルエステル 2〜5重量%
水 85〜92重量%
【0024】
上記のようにして滲み防止処理を施した防炎生地に対して、取扱い易い大きさの帯状生地とするような裁断処理(ヒートカット処理)を行う。 これは、ヒートカット機で生地を布速15〜25m/minにして700〜800℃に熱した特殊ステンレス刃で所定の幅に焼き切ると共に、ロール状に巻き取ることによって、防炎布地を取扱い易い形態に整える。
【0025】
上記のような事前準備を施した防炎布地に対して目的とする文字または図形等を表すためのダイレクトプリント処理を施すわけであるが、これは通常、ロール状にある防炎布地に対して、設定された1単位の製品図柄を連続状にプリントし、然る後、最終的に個々に分離(切断)すると言うような連続印刷形態を採ることを通例とする。
【0026】
本発明に於ける実施例においては、当該ダイレクトプリント処理は、インクジェットプリンターに生地をセットし、昇華型分散染料をインクとして用い、これを生地に対して直接プリントしながら巻き取ることにより、上記のような連続印刷を行った。
【0027】
すなわち、本発明に於いては、昇華型分散染料をダイレクトに生地に対してインクジェットでデジタルプリントを施すような印刷法(ピクロス:登録商標)を採用し、防炎生地に対してダイレクトで昇華型分散染料(加熱すると気化し、密着した化成品の分子構造に入り込み染色する染料インク)をインクジェット式プリンターにて印刷することにより、通常のポリエステル生地の使用が許容化され、従来のような高価な難燃性ポリエステル生地を使用しなくても済むため、製造コストの低廉化が図られるようにした。
【0028】
上記のようなダイレクトプリント処理を行った後、発色のための熱プレス処理を行う。 これは、インジェクトプリンターにてプリントしたインクは発色性が充分ではなく、生地とインクとの間の化学結合ができていないため、これを促進させるために、熱プレス機に、アンダーペーパー二枚の間にプリント生地を挟みこみ、この状態でプレス機の温度を200℃に熱した鉄製回転シリンダーとフェルトに挟み込みながら、50〜60秒程度の熱プレス処理を施す。 これにより、プリント部分に対する発色の促進を行った。
【0029】
次に、上記のようなプリント処理が完了した防炎布地に対し、洗浄処理を施すわけであるが、この処理が本発明の技術的要部とするものである。 そして、当該洗浄処理であるが、これは次のようにして行うものである。
【0030】
本発明の実施例に於いては、洗剤を苛性ソーダでpH13に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通す。 然る後、UBR洗浄機を、機体内部をスチームにて95℃の温度条件に設定し、上記のようなプリント処理が完了した防炎布地をこの中に収容すると共に、ビターロールで5000回/分の叩き処理を伴う洗浄処理を行った。 然る後、ドラム乾燥機にて乾燥させることによって、洗浄処理は完了する。
【0031】
なお、上記した洗浄液であるが、これはソーダ灰にてpH11.5に調整した洗浄液を用いるようにしても同等の作用効果を得ることができる。
【0032】
このような洗浄処理を施すことにより、先に布地にスキージングされていた滲み防止剤の主成分であるセルロースが洗い落とされ、当該セルロースが燃え易いことに基づく防炎性の阻害要因が除去されることとなる。 本発明にあっては、このような「防炎性の阻害要因」である「セルロース除去」が重要な技術内容とするものであり、そのための手段は上記した具体的実施例の内容に限定されるものではない。
【0033】
なお、本発明において用いたUBR洗浄機とは「ウルトラ・ビーティング・ロータリーワッシャー」と称された連続水洗機であり、水洗効率が一槽で約95%と高く、水の使用率を約70%カットできるという経済性を具えており、薄地から超厚地の布材に対する洗浄が可能とすると共に、ポリエステルまたは化繊なら一台のUBR洗浄機で油剤を約95%落とすことができるというような優れた性能を備えた洗浄機である。 従って、本発明における洗浄処理としては、このような特性を備えたUBR洗浄機を用いることが好ましい。
【0034】
なお、上記したUBR洗浄機による洗浄処理以外の手段としては、染色機を洗浄機として使用することができ、この場合、ウインス染色機、液流型染色機などを利用することが好ましい。
【0035】
上記した洗浄処理に基づき、滲み防止剤の主成分たるセルロースは100%近く落とされ、この状態で防炎試験を行った結果、下記のようにその防炎基準をクリアし、防炎生地としての認可を得ることができた。
【0036】
防炎性能試験 45度ミクロバーナー法
試料 ピクロス(経35cm×横25cm)
具体的試験方法
試料を50℃プラスマイナス2℃の温水に30分浸漬し、自然乾燥後試験器に45度の角度にセットし、規定のバーナーの炎にて燃焼させる。 試料に着炎後3秒でバーナーの炎を消し、試料が燃え続けているか、消化するかの時間とその炭化面積(燃えた面積)を測定する。
試験結果
(1)炭化面積(合格範囲30平方センチメートル)
水洗い無し 通常水洗い 本発明に依る水洗い
防炎ポンジ 消火せず 27 4.5
防炎トロピカル 消火せず 28.8 4.0
防炎スエード 消火せず 18.8 3.5
(2)残炎時間(合格範囲3秒)
水洗い無し 通常水洗い 本発明に依る水洗い
防炎ポンジ 消火せず 3 1.5
防炎トロピカル 消火せず 6 1.0
防炎スエード 消化せず 5 1.0
(3)残塵時間(合格範囲5秒)
水洗い無し 通常水洗い 本発明に依る水洗い
防炎ポンジ 消火せず 3 1.5
防炎トロピカル 消火せず 6 1.0
防炎スエード 消化せず 5 1.0
上記の結果から下記の点が確認された。
水洗い無しのものは、燃え続けて炭化面積、残炎時間、残塵時間とも不合格であった。
通常水洗いのものは、炭化面積は合格であつたが、残炎、残塵時間はポンジのみ合格で、他は不合格であった。
本発明による水洗いのものは、炭化面積、残炎時間、残塵時間の何れの点においても合格とされた。
【0037】
上記試験に基づき、本発明方法によるプリント生地は防炎性能を備えていることが確認された。
【0038】
上述したような洗浄処理及びその後の乾燥処理が終了した防炎生地を、ヒートカット機を用いて再度ヒートカット処理を施すことにより、所定の仕上がり幅に正確に裁断し、これを所定長さごとに巻き取る。
【0039】
上記のような各処理が施されかつ巻き取られた防炎布地は、縫製所に出荷され、ここで所定の裁断及び縫製処理を施すことにより目的とする防炎グッズの完成化が図られる。
【図面の簡単な説明】
【0040】
【図1】本発明に係る方法の流れを表したブロック線図である。
【特許請求の範囲】
【請求項1】
防炎処理が施されている所要の防炎加工ポリエステル生地に対して、セルロースを主成分とする滲み防止剤のスキージングに基づき予め滲み防止処理を施した後、昇華型分散染料を生地に対してインクジェットでデジタルプリントを施すようなダイレクトプリント処理に依って防炎加工ポリエステル生地に対する目的とする文字または図形等を表すためのダイレクトプリント処理を施すと共に、当該プリント処理における発色促進のための熱プレス処理を施し、然る後、当該防炎加工ポリエステル生地に対する洗浄処理を施すことにより、先に施された滲み防止剤中の「防炎性の阻害要因」であるセルロースを除去することを特徴とするプリントが施された防炎生地の製造方法。
【請求項2】
滲み防止剤中のセルロースを洗い流して除去するための手段として、苛性ソーダでpH13に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通し、然る後、機体内部をスチームにて95℃の温度条件に設定した洗浄機内に収容すると共に、ビーターロールで5000回/分の叩き処理を伴う洗浄処理を行った後に、ドラム乾燥機にて乾燥させるようにした請求項1に記載のプリントが施された防炎生地の製造方法。
【請求項3】
滲み防止剤中のセルロースを洗い流して除去するための手段として、ソーダ灰にてpH11.5に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通し、然る後、機体内部をスチームにて95℃の温度条件に設定した洗浄機内に収容すると共に、ビーターロールで5000回/分の叩き処理を伴う洗浄処理を行った後に、ドラム乾燥機にて乾燥させるようにした請求項1に記載のプリントが施された防炎生地の製造方法。
【請求項4】
防炎加工ポリエステル生地としてポンジを用いて成る請求項1または請求項2に記載のプリントが施された防炎生地の製造方法。
【請求項5】
防炎加工ポリエステル生地としてトロピカルを用いて成る請求項1または請求項2に記載の防炎性を具えたプリントが施された防炎生地の製造方法。
【請求項6】
防炎加工ポリエステル生地としてスエードを用いて成る請求項1または請求項2に記載の防炎性を具えたプリントが施された防炎生地の製造方法。
【請求項1】
防炎処理が施されている所要の防炎加工ポリエステル生地に対して、セルロースを主成分とする滲み防止剤のスキージングに基づき予め滲み防止処理を施した後、昇華型分散染料を生地に対してインクジェットでデジタルプリントを施すようなダイレクトプリント処理に依って防炎加工ポリエステル生地に対する目的とする文字または図形等を表すためのダイレクトプリント処理を施すと共に、当該プリント処理における発色促進のための熱プレス処理を施し、然る後、当該防炎加工ポリエステル生地に対する洗浄処理を施すことにより、先に施された滲み防止剤中の「防炎性の阻害要因」であるセルロースを除去することを特徴とするプリントが施された防炎生地の製造方法。
【請求項2】
滲み防止剤中のセルロースを洗い流して除去するための手段として、苛性ソーダでpH13に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通し、然る後、機体内部をスチームにて95℃の温度条件に設定した洗浄機内に収容すると共に、ビーターロールで5000回/分の叩き処理を伴う洗浄処理を行った後に、ドラム乾燥機にて乾燥させるようにした請求項1に記載のプリントが施された防炎生地の製造方法。
【請求項3】
滲み防止剤中のセルロースを洗い流して除去するための手段として、ソーダ灰にてpH11.5に調整した洗浄液で満たした洗浄槽内に、プリント布地を7m/秒の速度で通し、然る後、機体内部をスチームにて95℃の温度条件に設定した洗浄機内に収容すると共に、ビーターロールで5000回/分の叩き処理を伴う洗浄処理を行った後に、ドラム乾燥機にて乾燥させるようにした請求項1に記載のプリントが施された防炎生地の製造方法。
【請求項4】
防炎加工ポリエステル生地としてポンジを用いて成る請求項1または請求項2に記載のプリントが施された防炎生地の製造方法。
【請求項5】
防炎加工ポリエステル生地としてトロピカルを用いて成る請求項1または請求項2に記載の防炎性を具えたプリントが施された防炎生地の製造方法。
【請求項6】
防炎加工ポリエステル生地としてスエードを用いて成る請求項1または請求項2に記載の防炎性を具えたプリントが施された防炎生地の製造方法。
【図1】


【公開番号】特開2009−235585(P2009−235585A)
【公開日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願番号】特願2008−79434(P2008−79434)
【出願日】平成20年3月26日(2008.3.26)
【出願人】(302053685)東京ネオプリント株式会社 (3)
【Fターム(参考)】
【公開日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願日】平成20年3月26日(2008.3.26)
【出願人】(302053685)東京ネオプリント株式会社 (3)
【Fターム(参考)】
[ Back to top ]