
プリント配線板、及び、プリント配線板の製造方法
【課題】半田バンプとパッドの接続の信頼性が高いプリント配線板を提供する。
【解決手段】層間樹脂絶縁層と、上記層間樹脂絶縁層上に形成されて、電子部品を搭載するためのパッドと、上記層間樹脂絶縁層と上記パッドとの上に形成され、上記パッド上に開口部を有するソルダーレジスト層と、上記開口部から露出するパッド上に形成されている被覆層とを備えるプリント配線板であって、上記ソルダーレジスト層は、上記開口部の底部において該開口部の内方に向けて突き出た形状の突出部を有しており、上記突出部は、先端部分に平坦面を有していることを特徴とするプリント配線板。
【解決手段】層間樹脂絶縁層と、上記層間樹脂絶縁層上に形成されて、電子部品を搭載するためのパッドと、上記層間樹脂絶縁層と上記パッドとの上に形成され、上記パッド上に開口部を有するソルダーレジスト層と、上記開口部から露出するパッド上に形成されている被覆層とを備えるプリント配線板であって、上記ソルダーレジスト層は、上記開口部の底部において該開口部の内方に向けて突き出た形状の突出部を有しており、上記突出部は、先端部分に平坦面を有していることを特徴とするプリント配線板。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プリント配線板、及び、プリント配線板の製造方法に関する。
【背景技術】
【0002】
プリント配線板としては、層間樹脂絶縁層上に電子部品を搭載するためのパッドが形成されるとともに、最外層にソルダーレジスト層が形成されたプリント配線板が提案されている。
ソルダーレジスト層には、パッドを露出させる開口部が形成される。そして、開口部の内部に半田バンプが形成される。(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】WO2006/082784
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、半導体素子の配線及びパッドの構造が微細化されており、半導体素子が実装されるプリント配線板のバンプのピッチも極小化されている。その結果、ソルダーレジスト層に形成される開口部の径も微細化されている。具体的には、開口部の直径が極めて小さくなっている。
そのような直径の小さい開口部にバンプを形成する場合、開口部の内部にボイドが残留し易くなり、半田バンプとパッドの接続の信頼性が低下する可能性がある。
【課題を解決するための手段】
【0005】
本発明者らは鋭意検討を行った結果、ソルダーレジストの開口部の形状を改善することで、バンプを形成する際に開口部の内部にボイドが残留することを抑制することができることを見出し、本発明のプリント配線板及びその製造方法を完成した。
【0006】
即ち、請求項1に記載のプリント配線板は、層間樹脂絶縁層と、上記層間樹脂絶縁層上に形成されて、電子部品を搭載するためのパッドと、上記層間樹脂絶縁層と上記パッドとの上に形成され、上記パッド上に開口部を有するソルダーレジスト層と、上記開口部から露出するパッド上に形成されている被覆層とを備えるプリント配線板であって、上記ソルダーレジスト層は、上記開口部の底部において該開口部の内方に向けて突き出た形状の突出部を有しており、上記突出部は、先端部分に平坦面を有していることを特徴とする。
【0007】
請求項1に記載のプリント配線板では、ソルダーレジスト層が、開口部の底部で開口部の内方に向けて突き出た形状の突出部を有しており、突出部がその先端部分に平坦面を有している。そのため、突出部と被覆層によって凹みが形成されることが極力抑制される。そして、開口部にバンプを形成した場合にボイドが残ることがなくなるため、バンプの密着性が向上し、信頼性を高めることができると考えられる。
【0008】
請求項2に記載のプリント配線板では、上記平坦面の少なくとも一部が上記被覆層で覆われている。
また、請求項3に記載のプリント配線板では、上記平坦面の少なくとも一部が上記被覆層にもぐり込んでいる。
このような形態では、ソルダーレジスト層の突出部の先端部分が、被覆層とパッドとに上下で挟まれた形となる。このため、パッドに対するソルダーレジスト層(突出部)の密着性が向上すると考えられる。
【0009】
請求項4に記載のプリント配線板において、上記ソルダーレジスト層は、無機フィラーを5〜25wt%含有している。
請求項5に記載のプリント配線板において、上記ソルダーレジスト層は、平均粒径1μm以下の無機フィラーを含有している。
請求項6に記載のプリント配線板において、上記ソルダーレジスト層は、有機フィラーを含有していない。
フィラーの径が細かく、フィラーの量が少ない組成のソルダーレジスト層を用いると、露光の際の障害が少なく、パッドによる反射光の影響を受けやすくなると考えられる。そして、そのようなソルダーレジスト層に露光、現像処理によって開口部を形成すると、突出部の先端部分に平坦面が形成されやすいため好ましい。
【0010】
請求項7に記載のプリント配線板において、上記ソルダーレジスト層の厚さは、10〜20μmである。
【0011】
請求項8に記載のプリント配線板において、上記ソルダーレジスト層に設けられる上記開口部の直径は45〜60μmである。
開口部の直径がこのような小さい範囲であると、開口部の底部に凹みがある場合にバンプの底部にボイドが発生しやすい。そのため、平坦面を設けることが特に有効となる。
【0012】
請求項9に記載のプリント配線板では、上記パッドの表面の表面粗さがRa0.3μm以下である。
表面粗さがこのように低い範囲であると、ソルダーレジスト層を形成する際に突出部の先端部分に平坦面が形成されやすい。また、1GHzを超える高周波信号を伝送した場合に、表皮効果により伝送損失が大きくなることも防止される。
【0013】
請求項10に記載のプリント配線板では、上記パッドと上記ソルダーレジスト層の間に密着層が設けられている。
請求項11に記載のプリント配線板では、上記密着層は、Snを含む第1層と、上記第1層上に形成され、カップリング剤からなる第2層とを有する。
請求項12に記載のプリント配線板では、上記第1層はSn及びCuを含む。
これらの形態で規定される密着層を有すると、パッドとソルダーレジスト層の密着性が向上するため好ましい。
【0014】
請求項13に記載のプリント配線板では、上記パッドは、上記層間樹脂絶縁層上の無電解めっき膜と、上記無電解めっき膜上に形成されている電解めっき膜とを有する。
【0015】
請求項14に記載のプリント配線板では、上記パッドは、上記被覆層は、その周縁部よりも中央部が窪んだ表面を有する。
被覆層の中央部が窪んでいると、バンプを形成する際に、開口部内に半田ボールを搭載したときには、被覆層の中央部にボールが位置決めされやすくなる。
【0016】
また、請求項15に記載のプリント配線板の製造方法は、層間樹脂絶縁層を準備することと、
電子部品を搭載するためのパッドを上記層間樹脂絶縁層上に形成することと、上記層間樹脂絶縁層と、上記パッドとの上に、ソルダーレジスト層を形成することと、上記ソルダーレジスト層の内部に上記パッドの少なくとも一部を露出させる開口部を形成することと、上記開口部から露出するパッド上に被覆層を形成することとを含むプリント配線板の製造方法であって、上記開口部を形成する際、上記開口部の底部で開口部の内方に向けて突き出るとともに、先端部分に平坦面を有する突出部を形成することを特徴とする。
【0017】
請求項15に記載のプリント配線板の製造方法では、請求項1に記載されたプリント配線板を好適に製造することができる。
【0018】
請求項16に記載のプリント配線板の製造方法では、上記突出部の上記平坦面の少なくとも一部を上記被覆層で覆う。
【0019】
請求項17に記載のプリント配線板の製造方法では、上記パッド上に密着層を形成し、上記パッド及び上記密着層を覆うように上記ソルダーレジスト層を形成する。
密着層を形成することによって、パッドとソルダーレジスト層の密着性の高いプリント配線板を製造することができる。
【0020】
請求項18に記載のプリント配線板の製造方法では、上記ソルダーレジスト層に設けられた上記開口部から露出した上記密着層を除去する。
密着層を除去することにより、その後に形成される被覆層がパッド上に直接形成されることとなり、被覆層とパッドの間の電気抵抗の小さいプリント配線板を製造することができる。
【0021】
請求項19に記載のプリント配線板の製造方法では、上記ソルダーレジスト層は、無機フィラーを5〜25wt%含有し、かつ、有機フィラーを含有しない。
また、請求項20に記載のプリント配線板の製造方法では、上記ソルダーレジスト層は、平均粒径1μm以下の無機フィラーを含有する。
ソルダーレジスト層に含まれるフィラーの径が細かく、フィラーの量が少ないと、露光の際の障害が少なく、パッドによる反射光の影響を受けやすくなると考えられる。そのようなソルダーレジスト層に露光、現像処理により開口を形成すると、突出部の先端部分に平坦面が形成されやすいため、好ましい。
【図面の簡単な説明】
【0022】
【図1】図1は、第一実施形態のプリント配線板を模式的に示す断面図である。
【図2A】図2Aは、図1に示したプリント配線板の領域aを模式的に示す部分拡大断面図である。
【図2B】図2Bは、突出部及び平坦面を模式的に示す断面図である。
【図2C】図2Cは、本発明のプリント配線板における突出部近傍を示す断面観察写真である。
【図3A】図3Aは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図3B】図3Bは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図3C】図3Cは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図3D】図3Dは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図3E】図3Eは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図3F】図3Fは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図3G】図3Gは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図4A】図4Aは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図4B】図4Bは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図4C】図4Cは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図4D】図4Dは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図5A】図5Aは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図5B】図5Bは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図5C】図5Cは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図5D】図5Dは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図6A】図6Aは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図6B】図6Bは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図6C】図6Cは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図7A】図7Aは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図7B】図7Bは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図8A】図8Aは、粗化面を設けたパッド上にソルダーレジスト層を設けた場合の開口部近傍を模式的に示す断面図である。
【図8B】図8Bは、粗化面を設けたパッド上にソルダーレジスト層を設けた場合の突出部近傍を示す断面観察写真である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態を説明する。
(第一実施形態)
ここでは、第一実施形態のプリント配線板及びその製造方法を説明する。
【0024】
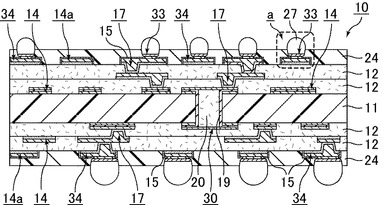
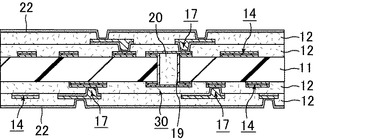
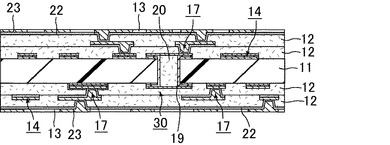
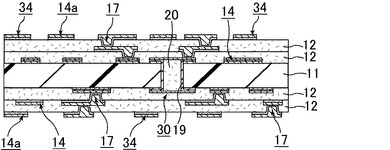
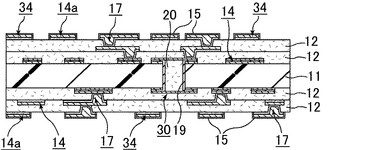
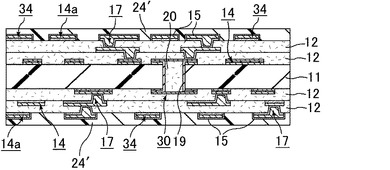
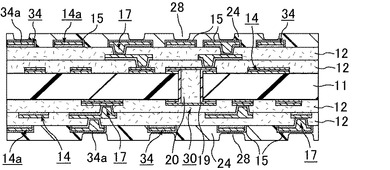
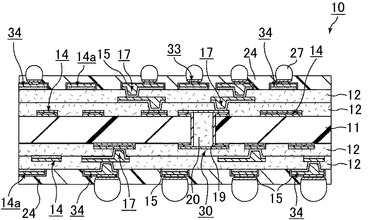
図1は、第一実施形態のプリント配線板を模式的に示す断面図である。
図1に示す第一実施形態のプリント配線板10では、絶縁性基板11の両面に導体回路14と層間樹脂絶縁層12とが交互に形成され、絶縁性基板11の表面に形成された導体回路14は、スルーホール導体19により電気的に接続されている。
また、層間樹脂絶縁層12を挟んだ導体回路14間は、ビア導体17を介して電気的に接続されている。また、最外層の層間樹脂絶縁層上には、導体回路14とともに、電子部品を搭載するためのパッドとして、半田パッド34が形成されている。なお、半田パッド34と最外層の導体回路14aとは同一の構成である。
また、スルーホール導体19の内部には樹脂充填材層20が形成されている。そして、樹脂充填材層20を覆う導体回路30が形成されている。
プリント配線板の最外層には、ソルダーレジスト層24が形成されており、ソルダーレジスト層24に形成された開口部の底部に位置する部分の半田パッド34上には、被覆層33を介して半田バンプ27が形成されている。
被覆層33は、例えば、半田パッド34上に形成されたNi層と、Ni層上に形成されたAu層とからなる。
【0025】
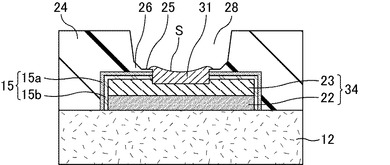
図2Aは、図1に示したプリント配線板の領域aを模式的に示す部分拡大断面図である。
図2Aには、半田バンプ及び被覆層としてのAu層を省略して示しており、被覆層としてはNi層31のみを示している。
以下、図2Aに示す構成のうち、ソルダーレジスト層24、開口部28、突出部26及び平坦面25について説明する。
【0026】
図2Aにおいて、ソルダーレジスト層24には、半田パッド34上に開口部28が設けられている。開口部28から露出する部分に相当する半田パッド34上には被覆層(図2AではNi層31)が設けられている。
ソルダーレジスト層24は、開口部28の底部で開口部28の内方に向けて突き出た形状の突出部26を有しており、突出部26はその先端部分に平坦面25を有している。
【0027】
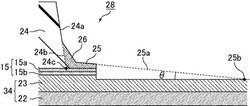
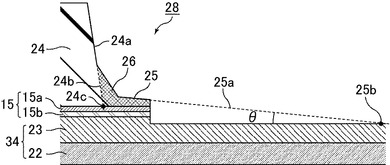
図2Bは、突出部及び平坦面を模式的に示す断面図である。
図2Bでは、図2Aに示したNi層31は省略して示している。
突出部26は、開口部28の表面から略鉛直方向にソルダーレジスト層24が落ちていく方向24aの延長線24bと、ソルダーレジスト層24の下層に位置する層(密着層15)との交点24cよりも開口部28の内方に突き出た部分として定められる。
【0028】
平坦面25は、突出部26の先端部分に設けられた、平坦な面である。
ここで、平坦な面とは、平坦面25上の任意の点から開口部28の内方に延長線(接線)25aを引き、半田パッド34との交点25bを頂点とした角度θが30°以下となる面として定められる。
このとき、本願発明の効果が得られるものと考えられる。そして、角度θが15°以下の場合、本願発明の効果がさらに得られやすくなると考えられる。
なお、平坦面25と半田パッド34の表面がほぼ平行な面となるような場合は、θが定められないが、このような場合も、「平坦な面」といえる。
また、突出部26の先端部分が根元部分よりも高くなっている場合は、延長線25aを反対方向に、すなわち、開口部28の外方に向けて引いて、同様に角度を定め、その角度が30°以下であれば「平坦な面」と定められる。
【0029】
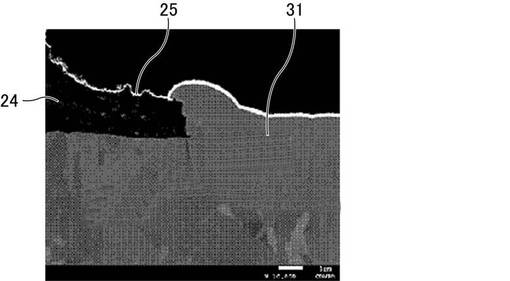
図2Cは、本発明のプリント配線板における突出部近傍を示す断面観察写真である。
図2Cには、ソルダーレジスト層24の突出部26の先端部分において平坦面25の一部がNi層31で覆われている様子を示している。言い換えれば、平坦面25の一部がNi層31にもぐり込んでいる様子を示している。
図2Cからは、突出部の先端部分と被覆層によって凹みがほとんど形成されていないことがわかる。すなわち、このような開口部にパンプを形成したとしてもバンプの底部にボイドが残ることが防止されると考えられる。
【0030】
本実施形態においては、ソルダーレジスト層の材料として、平均粒径1μm以下の無機フィラーを5〜25wt%含有しており、有機フィラーを含有していないものが用いられる。
ソルダーレジスト層には3μmを超える粒径の無機フィラーが存在しないことが好ましい。
また、ソルダーレジスト層の厚さは10〜20μmである。
また、開口部の直径(最大直径)は45〜60μmである。
【0031】
以下、図2Aに示す構成のうち、その他の構成について説明する。
半田パッド34の側面と上面のうちの一部には、密着層15が形成されている。
密着層15は、Snを含む金属層である第1層15aと、第1層上に形成され、シランカップリング剤からなる第2層15bからなる被膜である。
即ち、半田パッド34とソルダーレジスト層24とは、密着層15を介して接着されている。
【0032】
半田パッド34と同一の構成を備える最外層の導体回路14aの側面及び上面にも密着層15は形成されている。
半田パッドを構成しない最外層の導体回路(半田バンプが形成されない導体回路)では、層間樹脂絶縁層と接する面(下面)を除く全表面(上面及び側面)に、密着層15が形成されている。
【0033】
また、図2Aに示すように、半田パッド34は、無電解銅めっき膜22と無電解銅めっき膜22上の電解銅めっき膜23とからなる。さらに、半田パッド34とソルダーレジスト層24との間には密着層15が設けられている。すなわち、半田パッド34のうち、開口部28により露出され得る箇所(Ni膜31が形成される箇所)には、密着層15が設けられていない。
なお、本明細書において、半田パッド34の上面、及び、最外層の導体回路14aの上面とは、ソルダーレジスト層を形成する側の面をいう。
【0034】
このように、半田パッド34の上面及び側面のうちの所定の部分にSnを含む金属層である第1層が形成され、さらに、第1層上にシランカップリング剤からなる第2層が形成されていると、半田パッド34とソルダーレジスト層24とが、第1層及び第2層(密着層15)を介して、強固に密着されることとなる。
これについて、もう少し詳しく説明する。
【0035】
図1及び図2Aに示したプリント配線板10において、半田パッド34の表面に形成された、Snを含む金属層である第1層は、SnとCuとが混在する金属層である。詳細には、この金属層は、Cu6Sn5及びCu3Snを含んでいる。そして、金属層を形成した際には、その表面に水酸基が付着していると推測される。特に、Snを含有する場合、水酸基が付着しやすくなる。このように、金属層の表面に水酸基が付着していると、脱水反応により、シランカップリング剤と容易に反応し、Snを含む金属層である第1層とシランカップリング剤からなる第2層とが強固に結合することとなる。
さらに、上記シランカップリング剤が、ソルダーレジスト層24中の樹脂成分と反応することにより両者が化学的に結合し、第2層とソルダーレジスト層24とが強固に結合することとなる。
その結果、半田パッド34とソルダーレジスト層24とが、第1層及び第2層を介して、強固に密着されることとなる。
【0036】
このように、半田パッド34とソルダーレジスト層24が強固に密着されるので、半田パッド34の表面に粗化面を設ける必要がなく、プリント配線板10においては、半田パッド34の表面の表面粗さはRa0.3μm以下となっている。
半田パッド34の表面の表面粗さは、Ra0.15μm以下であることがより好ましい。
なお、Ra値の測定は、公知の方法を用いることができ、例えば、非接触型表面粗さ計(例えば、ビーコインスツルメンツ社製WYKO NT3300等)などの装置を用いて測定することができる。
【0037】
また、プリント配線板10では、半田パッド34の上面と被覆層33全体とが直接接続されている。
すなわち、半田パッド34と被覆層33との間には、Snを含む金属層は存在しない。このため、半田パッド34とバンプとの間において電気抵抗が増大するおそれがなく、信号特性の低下や、半導体素子に供給される電圧の損失が抑制されると考えられる。
また、被覆層33は、その周縁部よりも中央部が窪んだ表面S(図2A参照)を有する。このため、バンプを形成する際に、開口部内に半田ボールを搭載したときには、被覆層33によりボールが位置決めされやすくなる。
図2Aには被覆層としてNi層31のみを示しているが、被覆層の形状はNi層31の上にAu層を形成した被覆層33でも同様である。
【0038】
次に、第一実施形態のプリント配線板の製造方法を工程順に説明する。
(1)絶縁性基板を出発材料とし、まず、該絶縁性基板上に導体回路を形成する。
上記絶縁性基板としては特に限定されず、例えば、ガラスエポキシ基板、ビスマレイミド−トリアジン(BT)樹脂基板、銅張積層板、RCC基板等の樹脂基板、窒化アルミニウム基板等のセラミック基板、シリコン基板等が挙げられる。
上記導体回路は、例えば、上記絶縁性基板の表面に無電解銅めっき処理を施し、続いて電解銅めっき処理を施す等により銅からなるベタの導体層を形成した後、エッチング処理を施すことにより形成することができる。
この工程では、上記絶縁性基板を挟んだ導体回路間を接続するためのスルーホール導体を形成してもよい。また、導体回路を形成した後には、必要に応じて、導体回路の表面をエッチング処理等により粗化面としてもよい。
【0039】
(2)次に、導体回路を形成した絶縁性基板上に、層間樹脂絶縁層を形成し、この層間樹脂絶縁層に、上記導体回路上に到達する開口部を形成する。
上記層間樹脂絶縁層は、熱硬化性樹脂、感光性樹脂、熱硬化性樹脂の一部に感光性基が付与された樹脂や、これらと熱可塑性樹脂とを含む樹脂複合体等を用いて形成すればよい。
具体的には、まず、未硬化の樹脂をロールコータ、カーテンコータ等により塗布したり、樹脂フィルムを熱圧着したりすることにより樹脂層を形成する。その後、必要に応じて、硬化処理を施すとともに、レーザ処理や露光現像処理により上記開口部を形成する。
また、上記熱可塑性樹脂からなる樹脂層は、フィルム状に成形した樹脂成形体を熱圧着することにより形成すればよい。
【0040】
(3)次に、上記層間樹脂絶縁層の表面(上記開口部の壁面を含む)に無電解銅めっき膜を形成する。
ここで、上記無電解銅めっき膜の厚さは、0.1〜0.3μmが望ましい。
【0041】
(4)次に、上記無電解銅めっき膜上にめっきレジストを形成する。
上記めっきレジストは、導体回路及びビア導体を形成しない部分に形成する。
上記めっきレジストを形成する方法は特に限定されず、例えば、感光性ドライフィルムを張り付けた後、露光現像処理を施すことにより形成することができる。
【0042】
(5)次に、上記無電解銅めっき膜上のめっきレジスト非形成部に電解銅めっき膜を形成する。
ここで、上記電解銅めっき層の厚さは5〜20μmが望ましい。
【0043】
(6)その後、上記層間樹脂絶縁層上のめっきレジストを剥離する。
上記めっきレジストの剥離は、例えば、アルカリ水溶液等を用いて行えばよい。
【0044】
(7)次に、上記めっきレジストを剥離することにより露出した無電解銅めっき膜を除去する。
ここで、上記無電解銅めっき膜の除去は、例えば、エッチング液を用いて行えばよい。不要な無電解銅めっき膜(電解めっき膜間に存在する無電解銅めっき膜)を確実に除去することができる。
【0045】
このような(2)〜(7)の工程を行うことにより、層間樹脂絶縁層上に導体回路を形成するとともに、同時にこの導体回路と絶縁性基板上の導体回路とを接続するビア導体を形成することができる。そのため、導体回路とビア導体とを効率よく形成できる。
また、上記導体回路を形成した後、必要に応じて、層間樹脂絶縁層上の触媒を酸や酸化剤を用いて除去してもよい。電気特性の低下を防止することができるからである。
【0046】
(8)さらに、必要に応じて、上記(2)〜(7)の工程を繰り返すことにより、層間樹脂絶縁層と導体回路とをさらに形成するとともに、同時にビア導体を形成してもよい。
【0047】
また、このような工程を経て形成した導体回路のうち、最外層の導体回路の一部又は全部は、半田パッドとなる。従って、最外層の導体回路を形成することにより、同時に半田パッドを形成することとなる。
【0048】
(9)次に、半田パッドの露出している面全体(側面及び上面)に、Snを含む金属層である第1層を形成する。
Snを含む金属層である第1層を形成する方法としては、例えば、置換スズめっき法、無電解スズめっき法、電解スズめっき法、溶融スズ浸漬法等が挙げられる。それらの中でも、めっき膜の厚さの制御が容易といった観点から、置換スズめっき法が好ましい。この置換スズめっき法に用いられるめっき液としては、例えば、ホウフッ化スズとチオ尿素の混合液等が挙げられる。そして、銅からなる半田パッドに置換スズめっき法を行った場合、半田パッドの表面には、表層側から順に、Snからなる層(以下、Sn層ともいう)、及びSnとCuとが混在する層(以下、SnCu層ともいう)が形成される。
また、このような方法で第1層を形成した後には、必要に応じて、SnCu層が露出するように、Sn層をエッチングにより除去してもよい。これにより得られるSnCu層が第1層を構成する。なお、Sn層を除去する工程は任意である。
【0049】
また、上述した方法で形成した第1層の表面には水酸基が付与される。なお、Snを含む金属層である第1層に水酸基が付与されやすい理由は上述したとおりである。また、上記水酸基は、特別な処理を施さなくても、第1層表面に水分子が吸着することで付与されることとなるが、積極的に第1層の表面に水酸基を付与する処理を施してもよい。
第1層の表面に水酸基を付与する方法としては、例えば、第1の方法として、金属アルコキシドで半田パッドの表面を処理する方法が挙げられる。上記金属アルコキシドとしてはナトリウムメトキシド(CH3ONa)、ナトリウムエトキシド(C2H5ONa)、リチウムエトキシド(C2H5OLi)等が挙げられる。これら金属アルコキシドの溶液にプリント配線板を浸漬したり、半田パッドの表面にこの溶液をスプレーしたりすることにより水酸基を付与することができる。
また、例えば、第2の方法として、アルカリによって導体回路の表面を処理する方法が挙げられる。
上記アルカリとしては、例えば、水酸化ナトリウムや水酸化カリウム、ナトリウムメトキサイド等が挙げられる。これらのアルカリの溶液にプリント配線板を浸漬したり、半田パッドの表面にアルカリ溶液をスプレーしたりすることにより水酸基を付与することができる。
さらに、例えば、第3の方法として、半田パッドに対して加湿処理、又は、水蒸気処理する方法等が挙げられる。
なお、この工程では、半田パッドを含む最外層の導体回路の全部に上記第1層を形成すればよい。
【0050】
(10)次に、上記第1層の上にシランカップリング剤からなる第2層を形成する。
ここで、第2層の形成は、例えば、シランカップリング剤を含む溶液をスプレー塗布し、その後、乾燥処理を行えばよい。なお、後述するソルダーレジスト層と、シランカップリング剤との組み合わせは、加熱によりソルダーレジスト層中の官能基とシランカップリング剤の官能基とが化学反応するように選択することが好ましい。 例えば、ソルダーレジスト層中にエポキシ基が含まれる場合には、シランカップリング剤としてアミノ官能性シランを選択すると、双方の密着性がより顕著に得られる。
これは、ソルダーレジスト層を形成する際の加熱により、エポキシ基とアミノ基とが容易に強固な化学結合を形成し、この結合が熱や水分に対して極めて安定であることに起因するものと考えられる。
【0051】
(11)次に、最外層の層間樹脂絶縁層及び半田パッド上に、ソルダーレジスト層を形成するとともに、このソルダーレジスト層に半田バンプを形成するための開口部を形成する。
具体的には、最上層の導体回路を含む層間樹脂絶縁層上に、ロールコータ法等によりソルダーレジスト組成物を塗布し、レーザ処理、露光、現像処理等による開口処理を行い、硬化処理等を行うことにより、所定の位置に開口部を備えたソルダーレジスト層を形成する。
ソルダーレジスト組成物としては、平均粒径1μm以下の無機フィラーを5〜25wt%含有しており、有機フィラーを含有していないものが用いられる。
さらに、半田パッド34の表面の表面粗さはRa0.3μm以下である。このため、露光現像処理により開口部を形成する場合、照射光がパッド表面に反射した後は互いに打ち消し合わず、そのほとんどがソルダーレジスト組成物の硬化に寄与する。その結果、上述したような形状の突出部26が形成されるものと推測される。
【0052】
(12)次に、上記(11)の工程で形成したソルダーレジスト層の開口部の底部に半田パッドを露出させる。
上記(11)の工程終了時には、通常、開口部の底部に第1層が露出しており、この第1層を、硝酸水溶液と過酸化水素水とからなるエッチング溶液で除去するか、又は、ウェットブラスト法を用いて除去する。
さらに、これらの方法を用いて、ソルダーレジスト層の開口部の底部に半田パッドを露出させる場合、上記第2層及び第1層の除去と同時に、ソルダーレジスト層に形成した開口部に残る樹脂残査を除去するデスミア処理も同時に行うことができる。
【0053】
また、レーザ処理や露光現像処理等によりソルダーレジスト層に開口部を形成する際、及び/又は、エッチング液を用いる方法やウェットブラスト法等により第1層を除去する際に、第1層上の第2層も除去されることとなる。
【0054】
上記工程を経て形成されたソルダーレジスト層の開口部の底部には、開口部の内方に突き出るとともに、先端部分に平坦面を有する突出部が形成されている。
【0055】
(13)次に、ソルダーレジスト層の開口部の底部に露出した半田パッド上に被覆層を形成する。
具体的には、まず、無電解ニッケルめっきにより、半田パッド上にNi層を形成し、その後、無電解金めっきにより、Ni層上にAu層を形成することにより、Ni層とAu層とからなる被覆層を形成する。
被覆層は、平坦面の少なくとも一部を覆うように、また、平坦面の少なくとも一部が被覆層にもぐり込むように形成される。
【0056】
(14)最後に、半田バンプの形成を行い、プリント配線板を完成する。
具体的には、ソルダーレジスト層の開口部分に半田ボールを搭載し、所定温度でリフローすることにより半田バンプを形成する。
【0057】
以下、第一実施形態のプリント配線板及びプリント配線板の製造方法の作用効果について列挙する。
(1)第一実施形態のプリント配線板では、ソルダーレジスト層が、開口部の底部で開口部の内方に向けて突き出た形状の突出部を有しており、突出部がその先端部分に平坦面を有している。そのため、突出部と被覆層によって凹みが形成されることが抑制される。そして、開口部にバンプを形成した場合にボイドが残ることがなくなるため、バンプの密着性及び信頼性を高くすることができる。
【0058】
(2)第一実施形態のプリント配線板では、平坦面の少なくとも一部が上記被覆層で覆われており、平坦面の少なくとも一部が上記被覆層にもぐり込んでいる。そのため、ソルダーレジスト層の突出部の先端部分が、被覆層とパッドとに上下で挟まれた形となる。このため、パッドに対するソルダーレジスト層(突出部)の密着性が向上すると考えられる。
【0059】
(3)第一実施形態のプリント配線板では、開口部の直径は45〜60μmとなっている。
開口部の直径がこのような小さい範囲であると、開口部の底部に凹みがある場合にバンプの底部にボイドが発生しやすい。そのため、平坦面を設けることが特に有効となる。
【0060】
(4)第一実施形態のプリント配線板では、半田パッドの表面の表面粗さがRa0.3μm以下である。
表面粗さがこのように低い範囲であると、ソルダーレジスト層を形成する際に突出部の先端部分に平坦面が形成されやすい。また、1GHzを超える高周波信号を伝送した場合に、表皮効果により伝送損失が大きくなることも防止される。
【0061】
(5)第一実施形態のプリント配線板では、半田パッドとソルダーレジスト層の間に、Sn及びCuを含む第1層と、シランカップリング剤からなる第2層とからなる密着層を有するため、パッドとソルダーレジスト層の密着性が向上する。
【0062】
(6)第一実施形態のプリント配線板では、半田パッドが無電解銅めっき膜と電解銅めっき膜とからなり、被覆層が上記半田パッドを構成する電解銅めっき膜の表面上に直接形成されている。
このような構成であると、被覆層と半田パッドとの密着性が確保されるとともに、半田パッドと半田バンプとの間で電気抵抗が増大するおそれもない。
【0063】
(7)第一実施形態のプリント配線板の製造方法では、第一実施形態のプリント配線板を好適に製造することができる。
特に、ソルダーレジスト層の材料として、平均粒径1μm以下の無機フィラーを5〜25wt%含有しており、有機フィラーを含有していないものが用いられる。
また、ソルダーレジスト層の材料には3μmを超える粒径の無機フィラーが存在しないことが好ましい。
フィラーの径が細かく、フィラーの量が少ないと、露光の際の障害が少なく、パッドによる反射光の影響を受けやすくなると考えられる。そして、そのようなソルダーレジスト層に露光、現像処理によって開口部を形成すると、突出部の先端部分に平坦面が形成される。
【0064】
以下に実施例を掲げて、第一実施形態について、さらに詳しく説明するが、本発明の実施形態はこれら実施例のみに限定されるものではない。
(実施例)
(A)樹脂充填材の調製
ビスフェノールF型エポキシモノマー(油化シェル社製、分子量:310、YL983U)100重量部、表面にシランカップリング剤がコーティングされた平均粒子径が1.6μmで、最大粒子の直径が15μm以下のSiO2球状粒子(アドテック社製、CRS 1101−CE)170重量部およびレベリング剤(サンノプコ社製 ペレノールS4)1.5重量部を容器にとり、攪拌混合することにより、その粘度が23±1℃で45〜49Pa・sの樹脂充填材を調製した。なお、硬化剤として、イミダゾール硬化剤(四国化成社製、2E4MZ−CN)6.5重量部を用いた。
【0065】
(B)プリント配線板の製造
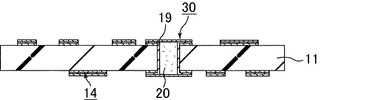
(1)図3Aに示すような、厚さ0.8mmのガラスエポキシ樹脂からなる絶縁性基板11の両面に18μmの銅箔18がラミネートされている銅張積層板を出発材料とした。
次に、図3Bに示すように、この銅張積層板をドリル削孔し、スルーホール導体用の貫通孔29を形成した。
【0066】
次に、図3Cに示すように、銅箔18上と貫通孔29の内壁表面とに無電解銅めっき処理と電解銅めっき処理とを施し、無電解銅めっき膜と無電解銅めっき膜上の電解銅めっき膜とからなるスルーホール導体19を含む導体層を形成した。
【0067】
(2)次に、スルーホール導体19を形成した基板を水洗いし、乾燥した後、NaOH(10g/l)、NaClO2(40g/l)、Na3PO4(6g/l)を含む水溶液を黒化浴(酸化浴)とする黒化処理、および、NaOH(10g/l)、NaBH4(6g/l)を含む水溶液を還元浴とする還元処理を行い、スルーホール導体19の表面を粗化面(図示せず)とした。
【0068】
(3)次に、図3Dに示すように、スルーホール導体19の内部に、上記(A)に記載した樹脂充填材を下記の方法で充填した。
すなわち、まず、スキージを用いてスルーホール導体19内に樹脂充填材を押し込んだ後、100℃、20分の条件で乾燥させた。続いて、基板の片面を、♯600のベルト研磨紙(三共理化学社製)を用いたベルトサンダー研磨により、電解銅めっき膜上に樹脂充填材が残らないように研磨し、次いで、上記ベルトサンダー研磨による傷を取り除くためのバフ研磨を行った。このような一連の研磨を基板の他方の面についても同様に行った。
次いで、100℃で1時間、120℃で3時間、150℃で1時間、180℃で7時間の加熱処理を行って樹脂充填材層20を形成した。
【0069】
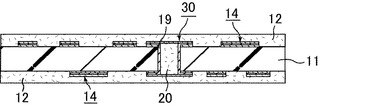
(4)次に、図3Eに示すように、電解銅めっき膜上と樹脂充填材層20上とに無電解銅めっき膜と電解銅めっき膜とからなる導体層21を形成した。続いて、図3Fに示すように、サブトラクティブ法で絶縁性基板11上に導体回路14を形成した。この時、同時に樹脂充填材層20を覆う導体回路30も形成した。
【0070】
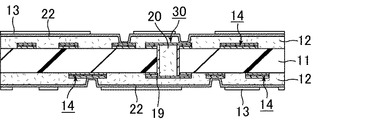
(5)次に、図3Gに示すように、絶縁性基板11と導体回路14との上に、層間樹脂絶縁層形成用フィルム(味の素社製、ABF)を用いて層間樹脂絶縁層12を形成した。
即ち、層間樹脂絶縁層用樹脂フィルムを基板上に、真空度65Pa、圧力0.4MPa、温度80℃、時間60秒の条件で積層し、その後、170℃で30分間熱硬化させた。
【0071】
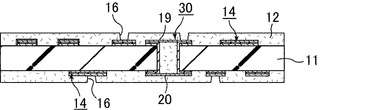
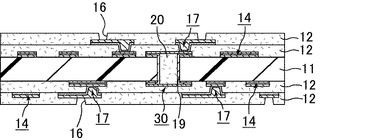
(6)次に、層間樹脂絶縁層12にCO2ガスレーザにて、直径60μmの開口部16を形成した(図4A参照)。
【0072】
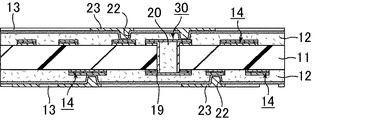
(7)次に、層間樹脂絶縁層12の表面(開口部16の内壁面含む)に、パラジウム触媒(図示せず)を付与した。その後、次亜リン酸ナトリウムを還元剤とする無電解銅めっき水溶液(MF−390、日本マクダーミッド社製)中に、上記パラジウム触媒を付着させた基板を浸漬し、層間樹脂絶縁層12の表面(開口部16の内壁面を含む)に厚さ0.1〜0.3μmの無電解銅めっき膜22を形成した(図4B参照)。
なお、無電解銅めっき条件は、75℃の液温度で4分間とした。
【0073】
(8)次に、無電解銅めっき膜22上に市販の感光性ドライフィルムを張り付け、マスクを載置して、露光・現像処理することにより、厚さ25μmのめっきレジスト13を設けた(図4C参照)。
【0074】
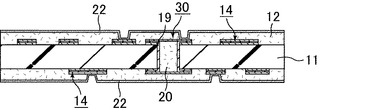
(9)次に、めっきレジスト13を形成した基板を50℃の水で洗浄して脱脂し、25℃の水で水洗後、さらに硫酸で洗浄してから、電解めっきを施し、めっきレジスト13非形成部に、厚さ20μmの電解銅めっき膜23を形成した(図4D参照)。
【0075】
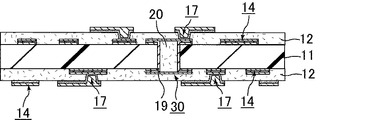
(10)次に、めっきレジスト13を剥離除去した。続いて、隣接する電解銅めっき膜の間の無電解銅めっき膜22を硫酸と過酸化水素との混合液でエッチング処理して溶解除去した。これにより、無電解銅めっき膜22と無電解銅めっき膜上の電解銅めっき膜23とからなる厚さ18μmの導体回路14と、ビア導体17とを形成した(図5A参照)。
【0076】
(11)次に、上記(5)〜(10)の工程と同様の方法を用いて、層間樹脂絶縁層12と導体回路14(ビア導体17を含む)を形成した(図5B〜図6A参照)。なお、ここで形成した導体回路の一部は、後工程において、半田パッド34となる。
【0077】
(12)次に、最外層の導体回路14a(半田パッド34を含む)を形成した基板を10%硫酸水溶液に10秒間浸漬した後、水洗いし、さらに、エアカットで乾燥させた。
【0078】
(13)次に、ホウフッ化スズ0.1mol/L及びチオ尿素1mol/Lを含有し、ホウフッ酸でpHが約1.2になるように調整した置換スズめっき液に、基板を30℃、30秒の条件で浸漬した後、30秒間水洗いした。ついで、エアカットで乾燥させた。
このめっき処理により、最外層の導体回路14a(半田パッド34を含む)の表面にSnCu層とSn層とが順次形成された。
そして、SnCu層の厚さが約5〜10nmであり、Sn層の厚さが約50nmであった。
【0079】
(14)次に、基板を1%硝酸水溶液に10秒間浸漬した後、20秒間水洗いした。この処理により、Sn層が除去され、SnCu層が露出した。
【0080】
(15)次に、濃度が1重量%となるように調整したγ−アミノプロピルトリエトキシシラン(信越化学工業社製、KBE−903)の水溶液を最外層の導体回路14a上(SnCu層上)にスプレー塗布した。
続いて、基板を90〜120℃で30〜150秒間乾燥させた後、水洗して余分なシランカップリング剤を除去した。
このような、(12)〜(15)の工程を行うことにより、最外層の導体回路14a(半田パッド34を含む)上にSnを含む金属層とシランカップリング剤とからなる密着層15が形成された(図6B参照)。
【0081】
(16)次に、図6Cに示すように、最外層に、平均粒径1μm以下の無機フィラー(シリカ、硫酸バリウムなど)を10〜15wt%含有しており、有機フィラーを含有していないソルダーレジスト組成物を30μmの厚さで塗布し、70℃で20分間、70℃で30分間の条件で乾燥処理を行い、ソルダーレジスト組成物の層24′を形成した。
【0082】
(17)次に、図7Aに示すように、開口部のパターンが描画された厚さ5mmのフォトマスクをソルダーレジスト組成物の層24′に密着させて100mJ/cm2の紫外線で露光し、DMTG溶液で現像処理し、開口部28を形成した。
さらに、80℃で1時間、100℃で1時間、120℃で1時間、150℃で3時間の条件でそれぞれ加熱処理を行ってソルダーレジスト組成物の層24′を硬化させ、開口部28を有するソルダーレジスト層24(20μm厚)を形成した。
【0083】
(18)次に、開口部28内に、15〜20重量%の硝酸水溶液と、1〜2重量%の過酸化水素水とを含むエッチング溶液をスプレー塗布した。
これにより、開口部28内の樹脂残査ともに、シランカップリング剤からなる第2層及びSnCu層(第1層)が除去された。その結果、開口部28内の底部には、半田パッド34を形成する電解銅めっき膜23の一部(露出面34a)が露出した。
【0084】
また、工程(18)が終了した後、開口部の底面をSEMで観察し、露出面の構成元素を分析したところ、Snのピークは検出されなかった。従って、上記エッチング溶液を用いた処理により、SnCu層が完全に除去されていると考えられる。
【0085】
(19)次に、ソルダーレジスト層24を形成した基板を、塩化ニッケル(2.3×10−1mol/l)、次亜リン酸ナトリウム(2.8×10−1mol/l)、クエン酸ナトリウム(1.6×10−1mol/l)を含むpH=4.5の無電解ニッケルめっき液に20分間浸漬して、開口部28に厚さ5μmのニッケルめっき層31を形成した。
【0086】
(20)工程(19)が終了した後、開口部28及び半田パッド34を含む部分を分離し、SEMを用いて断面観察写真を撮影した。
上記断面写真では、図2Cに示すように、ソルダーレジスト層24は、開口部28の底部で開口部28の内方に向けて突き出た形状の突出部26を有しており、突出部26はその先端部分に平坦面25を有していた。
【0087】
(21)次に、基板をシアン化金カリウム(7.6×10−3mol/l)、塩化アンモニウム(1.9×10−1mol/l)、クエン酸ナトリウム(1.2×10−1mol/l)、次亜リン酸ナトリウム(1.7×10−1mol/l)を含む無電解金めっき液に80℃の条件で7.5分間浸漬して、ニッケルめっき層上に、厚さ0.03μmの金めっき層を形成し、両者を併せて被覆層33とした。
【0088】
(22)次に、ソルダーレジスト層24に形成した開口部28に半田ペーストを印刷し、200℃でリフローすることにより、半田バンプ27を形成し、プリント配線板10を完成した(図7B参照)。
【0089】
(比較例)
以下の点以外は実施例と同様にしてプリント配線板を作製した。
工程(11)まで終了し、半田パッド34が形成された基板に対し、半田パッド34の表面に対してサンドブラスト処理を行い、半田パッド34上に粗化面を形成した。
工程(12)〜(15)及び(18)(密着層を形成する工程及び密着層のエッチング工程)は行わなかった。
工程(16)において使用するソルダーレジスト組成物として、市販のソルダーレジスト組成物(日立化成社製、SR7200)を用いた。
このソルダーレジスト組成物は、実施例で用いているソルダーレジスト組成物と比較して、無機フィラーの含有量が約30wt%と多く、その平均粒径も大きい。さらに、比較例で用いているソルダーレジスト組成物は有機フィラーを含有している。
実施例と同様にして、工程(19)が終了した後、開口部及び半田パッドを含む部分を分離し、SEMを用いて断面観察写真を撮影した。
この場合の模式図を図8Aに、写真を図8Bに示す。
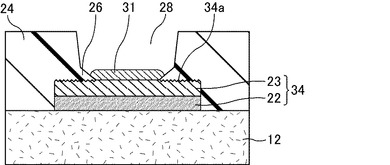
図8Aは、粗化面を設けたパッド上にソルダーレジスト層を設けた場合の開口部近傍を模式的に示す断面図である。
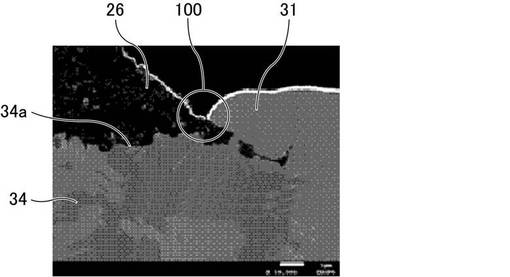
図8Bは、粗化面を設けたパッド上にソルダーレジスト層を設けた場合の突出部近傍を示す断面観察写真である。
【0090】
図8Aにおいては、層間樹脂絶縁層12の上に、半田パッド34が設けられている。半田パッド34は、無電解銅めっき膜22と無電解銅めっき膜22上の電解銅めっき膜23とからなる。
半田パッド34上には粗化面34aが設けられており、粗化面34aの上にソルダーレジスト層24が形成されている。
ソルダーレジスト層24には開口部28が設けられており、開口部28の底部にはNi等の金属からなる被覆層31が形成されている。
ソルダーレジスト層24は、開口部28の底部で開口部28の内方に向けて突き出た形状の突出部26を有している。
図8Bに示す写真では、突出部26の先端が被覆層31で覆われた形となっており、突出部26と被覆層31によって凹み100(丸で囲んだ領域)が形成されていた。
【0091】
実施例及び比較例のプリント配線板の評価
比較例のプリント配線板の場合、相対的に急な勾配を有する突出部の一部が被覆層で覆われることで凹みが形成される。半田バンプを形成する際は、この凹部にボイドが残りやすく、結果として半田バンプの密着性及び信頼性が低下する可能性がある。
一方、実施例のプリント配線板においては、ほぼ平坦な突出部の一部が被覆層で覆われているため、相対的に凹みが浅くなり、半田バンプを形成する際にボイドが残りにくくなると考えられる。その結果、実施例においては、半田バンプの密着性及び信頼性が確保されやすい。
【0092】
(その他の実施形態)
上述した実施形態では、半田パッドの側面及び上面のうちの一部に形成される金属層(第一層)として、Snを含む金属層が採用されている。
しかしながら、本発明の実施形態のプリント配線板において、金属層の材質は、Snを含む金属層に限定されず、Sn、Ni、Zn、Co、Ti、Pd、Ag、Pt及びAuのうちの少なくとも1種の金属を含む金属層であればよい。
これらの金属は、Cuよりも、カップリング剤との密着性に優れるからである。
ただし、これらのなかでは、Snを含む金属層が望ましい。
この理由は、既に説明したように、表面に水酸基を付着させやすく、カップリング剤との密着性に特に優れるからである。
【0093】
また、上述した実施形態では、第2層を構成するカップリング剤として、シランカップリング剤が採用されている。
しかしながら、本発明の実施形態のプリント配線板において、カップリング剤は、シランカップリング剤に限定されず、例えば、アルミネート系カップリング剤、チタネート系カップリング剤、ジルコニウム系カップリング剤等であってもよい。
【0094】
さらに、上記シランカップリング剤は、ソルダーレジスト層の材質を考慮して選択すればよいが、例えば、上記ソルダーレジスト組成物として、エポキシ樹脂を含む樹脂組成物を用いる場合には、有機官能基として、アミノ基を有するシランカップリング剤を選択することが望ましい。この組合せでは、ソルダーレジスト層とシランカップリング剤とが強固に結合しやすいからである。
【0095】
また、密着層として、Snを含む金属層である第1層及びシランカップリング剤からなる第2層からなる被膜に代えて、チオールシランからなる被膜を用いてもよい。
この場合、半田パッドの側面及び上面にチオールシランを塗布し、ソルダーレジスト層を形成し、開口部を設けた後、172nmのUV照射によって開口部の底部に露出したチオールシランを除去することによって、密着層を形成することができる。
【0096】
ソルダーレジスト組成物としては、例えば、ポリフェニレンエーテル樹脂、ポリオレフィン樹脂、フッ素樹脂、熱可塑性エラストマー、エポキシ樹脂、ポリイミド樹脂等からなるソルダーレジスト組成物が挙げられる。
また、上記以外のソルダーレジスト組成物としては、例えば、ノボラック型エポキシ樹脂の(メタ)アクリレート、イミダゾール硬化剤、2官能性(メタ)アクリル酸エステルモノマー、分子量500〜5000程度の(メタ)アクリル酸エステルの重合体、ビスフェノール型エポキシ樹脂等からなる熱硬化性樹脂、多価アクリル系モノマー等の感光性モノマー、グリコールエーテル系溶剤などを含むペースト状の流動体が挙げられる。
また、ソルダーレジスト組成物の層を形成する際には、上記ソルダーレジスト組成物からなるフィルムを圧着してソルダーレジスト組成物の層を形成してもよい。
【0097】
上述した実施形態では、密着層を除去して、ソルダーレジスト層に形成した開口部の底部に半田パッドを露出させるためのエッチング溶液として、硝酸水溶液と過酸化水素水とからなるエッチング溶液を使用しているが、これ以外のエッチング溶液として、例えば、過マンガン酸水溶液等を用いてもよい。
【0098】
上述した実施形態では、被覆層として、Ni層とAu層の2層からなる被覆層が形成されているが、上記被覆層の総数は、2層に限定されず、1層であってもよいし、3層以上であってもよい。
また、上記被覆層は、Ni、Pd及びAuを順次めっきすることで形成されてもよい。
【0099】
また、上記ソルダーレジスト層の開口部をレーザ処理により形成する場合、上記レーザ処理に使用するレーザとしては、例えば、炭酸ガスレーザ、紫外線レーザ、エキシマレーザ等が挙げられる。
また、上述した実施形態では、樹脂充填材層を含むスルーホール導体を採用したが、これをめっきのみから形成してもよい。
【符号の説明】
【0100】
10 プリント配線板
12 層間樹脂絶縁層
14、14a 導体回路
15 密着層
15a Snを含む第1層
15b カップリング剤からなる第2層
22 無電解銅めっき膜
23 電解銅めっき膜
24 ソルダーレジスト層
25 平坦面
26 突出部
27 半田バンプ
28 開口部
33 被覆層
34 半田パッド
【技術分野】
【0001】
本発明は、プリント配線板、及び、プリント配線板の製造方法に関する。
【背景技術】
【0002】
プリント配線板としては、層間樹脂絶縁層上に電子部品を搭載するためのパッドが形成されるとともに、最外層にソルダーレジスト層が形成されたプリント配線板が提案されている。
ソルダーレジスト層には、パッドを露出させる開口部が形成される。そして、開口部の内部に半田バンプが形成される。(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】WO2006/082784
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、半導体素子の配線及びパッドの構造が微細化されており、半導体素子が実装されるプリント配線板のバンプのピッチも極小化されている。その結果、ソルダーレジスト層に形成される開口部の径も微細化されている。具体的には、開口部の直径が極めて小さくなっている。
そのような直径の小さい開口部にバンプを形成する場合、開口部の内部にボイドが残留し易くなり、半田バンプとパッドの接続の信頼性が低下する可能性がある。
【課題を解決するための手段】
【0005】
本発明者らは鋭意検討を行った結果、ソルダーレジストの開口部の形状を改善することで、バンプを形成する際に開口部の内部にボイドが残留することを抑制することができることを見出し、本発明のプリント配線板及びその製造方法を完成した。
【0006】
即ち、請求項1に記載のプリント配線板は、層間樹脂絶縁層と、上記層間樹脂絶縁層上に形成されて、電子部品を搭載するためのパッドと、上記層間樹脂絶縁層と上記パッドとの上に形成され、上記パッド上に開口部を有するソルダーレジスト層と、上記開口部から露出するパッド上に形成されている被覆層とを備えるプリント配線板であって、上記ソルダーレジスト層は、上記開口部の底部において該開口部の内方に向けて突き出た形状の突出部を有しており、上記突出部は、先端部分に平坦面を有していることを特徴とする。
【0007】
請求項1に記載のプリント配線板では、ソルダーレジスト層が、開口部の底部で開口部の内方に向けて突き出た形状の突出部を有しており、突出部がその先端部分に平坦面を有している。そのため、突出部と被覆層によって凹みが形成されることが極力抑制される。そして、開口部にバンプを形成した場合にボイドが残ることがなくなるため、バンプの密着性が向上し、信頼性を高めることができると考えられる。
【0008】
請求項2に記載のプリント配線板では、上記平坦面の少なくとも一部が上記被覆層で覆われている。
また、請求項3に記載のプリント配線板では、上記平坦面の少なくとも一部が上記被覆層にもぐり込んでいる。
このような形態では、ソルダーレジスト層の突出部の先端部分が、被覆層とパッドとに上下で挟まれた形となる。このため、パッドに対するソルダーレジスト層(突出部)の密着性が向上すると考えられる。
【0009】
請求項4に記載のプリント配線板において、上記ソルダーレジスト層は、無機フィラーを5〜25wt%含有している。
請求項5に記載のプリント配線板において、上記ソルダーレジスト層は、平均粒径1μm以下の無機フィラーを含有している。
請求項6に記載のプリント配線板において、上記ソルダーレジスト層は、有機フィラーを含有していない。
フィラーの径が細かく、フィラーの量が少ない組成のソルダーレジスト層を用いると、露光の際の障害が少なく、パッドによる反射光の影響を受けやすくなると考えられる。そして、そのようなソルダーレジスト層に露光、現像処理によって開口部を形成すると、突出部の先端部分に平坦面が形成されやすいため好ましい。
【0010】
請求項7に記載のプリント配線板において、上記ソルダーレジスト層の厚さは、10〜20μmである。
【0011】
請求項8に記載のプリント配線板において、上記ソルダーレジスト層に設けられる上記開口部の直径は45〜60μmである。
開口部の直径がこのような小さい範囲であると、開口部の底部に凹みがある場合にバンプの底部にボイドが発生しやすい。そのため、平坦面を設けることが特に有効となる。
【0012】
請求項9に記載のプリント配線板では、上記パッドの表面の表面粗さがRa0.3μm以下である。
表面粗さがこのように低い範囲であると、ソルダーレジスト層を形成する際に突出部の先端部分に平坦面が形成されやすい。また、1GHzを超える高周波信号を伝送した場合に、表皮効果により伝送損失が大きくなることも防止される。
【0013】
請求項10に記載のプリント配線板では、上記パッドと上記ソルダーレジスト層の間に密着層が設けられている。
請求項11に記載のプリント配線板では、上記密着層は、Snを含む第1層と、上記第1層上に形成され、カップリング剤からなる第2層とを有する。
請求項12に記載のプリント配線板では、上記第1層はSn及びCuを含む。
これらの形態で規定される密着層を有すると、パッドとソルダーレジスト層の密着性が向上するため好ましい。
【0014】
請求項13に記載のプリント配線板では、上記パッドは、上記層間樹脂絶縁層上の無電解めっき膜と、上記無電解めっき膜上に形成されている電解めっき膜とを有する。
【0015】
請求項14に記載のプリント配線板では、上記パッドは、上記被覆層は、その周縁部よりも中央部が窪んだ表面を有する。
被覆層の中央部が窪んでいると、バンプを形成する際に、開口部内に半田ボールを搭載したときには、被覆層の中央部にボールが位置決めされやすくなる。
【0016】
また、請求項15に記載のプリント配線板の製造方法は、層間樹脂絶縁層を準備することと、
電子部品を搭載するためのパッドを上記層間樹脂絶縁層上に形成することと、上記層間樹脂絶縁層と、上記パッドとの上に、ソルダーレジスト層を形成することと、上記ソルダーレジスト層の内部に上記パッドの少なくとも一部を露出させる開口部を形成することと、上記開口部から露出するパッド上に被覆層を形成することとを含むプリント配線板の製造方法であって、上記開口部を形成する際、上記開口部の底部で開口部の内方に向けて突き出るとともに、先端部分に平坦面を有する突出部を形成することを特徴とする。
【0017】
請求項15に記載のプリント配線板の製造方法では、請求項1に記載されたプリント配線板を好適に製造することができる。
【0018】
請求項16に記載のプリント配線板の製造方法では、上記突出部の上記平坦面の少なくとも一部を上記被覆層で覆う。
【0019】
請求項17に記載のプリント配線板の製造方法では、上記パッド上に密着層を形成し、上記パッド及び上記密着層を覆うように上記ソルダーレジスト層を形成する。
密着層を形成することによって、パッドとソルダーレジスト層の密着性の高いプリント配線板を製造することができる。
【0020】
請求項18に記載のプリント配線板の製造方法では、上記ソルダーレジスト層に設けられた上記開口部から露出した上記密着層を除去する。
密着層を除去することにより、その後に形成される被覆層がパッド上に直接形成されることとなり、被覆層とパッドの間の電気抵抗の小さいプリント配線板を製造することができる。
【0021】
請求項19に記載のプリント配線板の製造方法では、上記ソルダーレジスト層は、無機フィラーを5〜25wt%含有し、かつ、有機フィラーを含有しない。
また、請求項20に記載のプリント配線板の製造方法では、上記ソルダーレジスト層は、平均粒径1μm以下の無機フィラーを含有する。
ソルダーレジスト層に含まれるフィラーの径が細かく、フィラーの量が少ないと、露光の際の障害が少なく、パッドによる反射光の影響を受けやすくなると考えられる。そのようなソルダーレジスト層に露光、現像処理により開口を形成すると、突出部の先端部分に平坦面が形成されやすいため、好ましい。
【図面の簡単な説明】
【0022】
【図1】図1は、第一実施形態のプリント配線板を模式的に示す断面図である。
【図2A】図2Aは、図1に示したプリント配線板の領域aを模式的に示す部分拡大断面図である。
【図2B】図2Bは、突出部及び平坦面を模式的に示す断面図である。
【図2C】図2Cは、本発明のプリント配線板における突出部近傍を示す断面観察写真である。
【図3A】図3Aは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図3B】図3Bは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図3C】図3Cは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図3D】図3Dは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図3E】図3Eは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図3F】図3Fは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図3G】図3Gは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図4A】図4Aは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図4B】図4Bは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図4C】図4Cは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図4D】図4Dは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図5A】図5Aは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図5B】図5Bは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図5C】図5Cは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図5D】図5Dは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図6A】図6Aは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図6B】図6Bは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図6C】図6Cは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図7A】図7Aは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図7B】図7Bは、第一実施形態のプリント配線板の製造方法を模式的に示す断面図である。
【図8A】図8Aは、粗化面を設けたパッド上にソルダーレジスト層を設けた場合の開口部近傍を模式的に示す断面図である。
【図8B】図8Bは、粗化面を設けたパッド上にソルダーレジスト層を設けた場合の突出部近傍を示す断面観察写真である。
【発明を実施するための形態】
【0023】
以下、本発明の実施形態を説明する。
(第一実施形態)
ここでは、第一実施形態のプリント配線板及びその製造方法を説明する。
【0024】
図1は、第一実施形態のプリント配線板を模式的に示す断面図である。
図1に示す第一実施形態のプリント配線板10では、絶縁性基板11の両面に導体回路14と層間樹脂絶縁層12とが交互に形成され、絶縁性基板11の表面に形成された導体回路14は、スルーホール導体19により電気的に接続されている。
また、層間樹脂絶縁層12を挟んだ導体回路14間は、ビア導体17を介して電気的に接続されている。また、最外層の層間樹脂絶縁層上には、導体回路14とともに、電子部品を搭載するためのパッドとして、半田パッド34が形成されている。なお、半田パッド34と最外層の導体回路14aとは同一の構成である。
また、スルーホール導体19の内部には樹脂充填材層20が形成されている。そして、樹脂充填材層20を覆う導体回路30が形成されている。
プリント配線板の最外層には、ソルダーレジスト層24が形成されており、ソルダーレジスト層24に形成された開口部の底部に位置する部分の半田パッド34上には、被覆層33を介して半田バンプ27が形成されている。
被覆層33は、例えば、半田パッド34上に形成されたNi層と、Ni層上に形成されたAu層とからなる。
【0025】
図2Aは、図1に示したプリント配線板の領域aを模式的に示す部分拡大断面図である。
図2Aには、半田バンプ及び被覆層としてのAu層を省略して示しており、被覆層としてはNi層31のみを示している。
以下、図2Aに示す構成のうち、ソルダーレジスト層24、開口部28、突出部26及び平坦面25について説明する。
【0026】
図2Aにおいて、ソルダーレジスト層24には、半田パッド34上に開口部28が設けられている。開口部28から露出する部分に相当する半田パッド34上には被覆層(図2AではNi層31)が設けられている。
ソルダーレジスト層24は、開口部28の底部で開口部28の内方に向けて突き出た形状の突出部26を有しており、突出部26はその先端部分に平坦面25を有している。
【0027】
図2Bは、突出部及び平坦面を模式的に示す断面図である。
図2Bでは、図2Aに示したNi層31は省略して示している。
突出部26は、開口部28の表面から略鉛直方向にソルダーレジスト層24が落ちていく方向24aの延長線24bと、ソルダーレジスト層24の下層に位置する層(密着層15)との交点24cよりも開口部28の内方に突き出た部分として定められる。
【0028】
平坦面25は、突出部26の先端部分に設けられた、平坦な面である。
ここで、平坦な面とは、平坦面25上の任意の点から開口部28の内方に延長線(接線)25aを引き、半田パッド34との交点25bを頂点とした角度θが30°以下となる面として定められる。
このとき、本願発明の効果が得られるものと考えられる。そして、角度θが15°以下の場合、本願発明の効果がさらに得られやすくなると考えられる。
なお、平坦面25と半田パッド34の表面がほぼ平行な面となるような場合は、θが定められないが、このような場合も、「平坦な面」といえる。
また、突出部26の先端部分が根元部分よりも高くなっている場合は、延長線25aを反対方向に、すなわち、開口部28の外方に向けて引いて、同様に角度を定め、その角度が30°以下であれば「平坦な面」と定められる。
【0029】
図2Cは、本発明のプリント配線板における突出部近傍を示す断面観察写真である。
図2Cには、ソルダーレジスト層24の突出部26の先端部分において平坦面25の一部がNi層31で覆われている様子を示している。言い換えれば、平坦面25の一部がNi層31にもぐり込んでいる様子を示している。
図2Cからは、突出部の先端部分と被覆層によって凹みがほとんど形成されていないことがわかる。すなわち、このような開口部にパンプを形成したとしてもバンプの底部にボイドが残ることが防止されると考えられる。
【0030】
本実施形態においては、ソルダーレジスト層の材料として、平均粒径1μm以下の無機フィラーを5〜25wt%含有しており、有機フィラーを含有していないものが用いられる。
ソルダーレジスト層には3μmを超える粒径の無機フィラーが存在しないことが好ましい。
また、ソルダーレジスト層の厚さは10〜20μmである。
また、開口部の直径(最大直径)は45〜60μmである。
【0031】
以下、図2Aに示す構成のうち、その他の構成について説明する。
半田パッド34の側面と上面のうちの一部には、密着層15が形成されている。
密着層15は、Snを含む金属層である第1層15aと、第1層上に形成され、シランカップリング剤からなる第2層15bからなる被膜である。
即ち、半田パッド34とソルダーレジスト層24とは、密着層15を介して接着されている。
【0032】
半田パッド34と同一の構成を備える最外層の導体回路14aの側面及び上面にも密着層15は形成されている。
半田パッドを構成しない最外層の導体回路(半田バンプが形成されない導体回路)では、層間樹脂絶縁層と接する面(下面)を除く全表面(上面及び側面)に、密着層15が形成されている。
【0033】
また、図2Aに示すように、半田パッド34は、無電解銅めっき膜22と無電解銅めっき膜22上の電解銅めっき膜23とからなる。さらに、半田パッド34とソルダーレジスト層24との間には密着層15が設けられている。すなわち、半田パッド34のうち、開口部28により露出され得る箇所(Ni膜31が形成される箇所)には、密着層15が設けられていない。
なお、本明細書において、半田パッド34の上面、及び、最外層の導体回路14aの上面とは、ソルダーレジスト層を形成する側の面をいう。
【0034】
このように、半田パッド34の上面及び側面のうちの所定の部分にSnを含む金属層である第1層が形成され、さらに、第1層上にシランカップリング剤からなる第2層が形成されていると、半田パッド34とソルダーレジスト層24とが、第1層及び第2層(密着層15)を介して、強固に密着されることとなる。
これについて、もう少し詳しく説明する。
【0035】
図1及び図2Aに示したプリント配線板10において、半田パッド34の表面に形成された、Snを含む金属層である第1層は、SnとCuとが混在する金属層である。詳細には、この金属層は、Cu6Sn5及びCu3Snを含んでいる。そして、金属層を形成した際には、その表面に水酸基が付着していると推測される。特に、Snを含有する場合、水酸基が付着しやすくなる。このように、金属層の表面に水酸基が付着していると、脱水反応により、シランカップリング剤と容易に反応し、Snを含む金属層である第1層とシランカップリング剤からなる第2層とが強固に結合することとなる。
さらに、上記シランカップリング剤が、ソルダーレジスト層24中の樹脂成分と反応することにより両者が化学的に結合し、第2層とソルダーレジスト層24とが強固に結合することとなる。
その結果、半田パッド34とソルダーレジスト層24とが、第1層及び第2層を介して、強固に密着されることとなる。
【0036】
このように、半田パッド34とソルダーレジスト層24が強固に密着されるので、半田パッド34の表面に粗化面を設ける必要がなく、プリント配線板10においては、半田パッド34の表面の表面粗さはRa0.3μm以下となっている。
半田パッド34の表面の表面粗さは、Ra0.15μm以下であることがより好ましい。
なお、Ra値の測定は、公知の方法を用いることができ、例えば、非接触型表面粗さ計(例えば、ビーコインスツルメンツ社製WYKO NT3300等)などの装置を用いて測定することができる。
【0037】
また、プリント配線板10では、半田パッド34の上面と被覆層33全体とが直接接続されている。
すなわち、半田パッド34と被覆層33との間には、Snを含む金属層は存在しない。このため、半田パッド34とバンプとの間において電気抵抗が増大するおそれがなく、信号特性の低下や、半導体素子に供給される電圧の損失が抑制されると考えられる。
また、被覆層33は、その周縁部よりも中央部が窪んだ表面S(図2A参照)を有する。このため、バンプを形成する際に、開口部内に半田ボールを搭載したときには、被覆層33によりボールが位置決めされやすくなる。
図2Aには被覆層としてNi層31のみを示しているが、被覆層の形状はNi層31の上にAu層を形成した被覆層33でも同様である。
【0038】
次に、第一実施形態のプリント配線板の製造方法を工程順に説明する。
(1)絶縁性基板を出発材料とし、まず、該絶縁性基板上に導体回路を形成する。
上記絶縁性基板としては特に限定されず、例えば、ガラスエポキシ基板、ビスマレイミド−トリアジン(BT)樹脂基板、銅張積層板、RCC基板等の樹脂基板、窒化アルミニウム基板等のセラミック基板、シリコン基板等が挙げられる。
上記導体回路は、例えば、上記絶縁性基板の表面に無電解銅めっき処理を施し、続いて電解銅めっき処理を施す等により銅からなるベタの導体層を形成した後、エッチング処理を施すことにより形成することができる。
この工程では、上記絶縁性基板を挟んだ導体回路間を接続するためのスルーホール導体を形成してもよい。また、導体回路を形成した後には、必要に応じて、導体回路の表面をエッチング処理等により粗化面としてもよい。
【0039】
(2)次に、導体回路を形成した絶縁性基板上に、層間樹脂絶縁層を形成し、この層間樹脂絶縁層に、上記導体回路上に到達する開口部を形成する。
上記層間樹脂絶縁層は、熱硬化性樹脂、感光性樹脂、熱硬化性樹脂の一部に感光性基が付与された樹脂や、これらと熱可塑性樹脂とを含む樹脂複合体等を用いて形成すればよい。
具体的には、まず、未硬化の樹脂をロールコータ、カーテンコータ等により塗布したり、樹脂フィルムを熱圧着したりすることにより樹脂層を形成する。その後、必要に応じて、硬化処理を施すとともに、レーザ処理や露光現像処理により上記開口部を形成する。
また、上記熱可塑性樹脂からなる樹脂層は、フィルム状に成形した樹脂成形体を熱圧着することにより形成すればよい。
【0040】
(3)次に、上記層間樹脂絶縁層の表面(上記開口部の壁面を含む)に無電解銅めっき膜を形成する。
ここで、上記無電解銅めっき膜の厚さは、0.1〜0.3μmが望ましい。
【0041】
(4)次に、上記無電解銅めっき膜上にめっきレジストを形成する。
上記めっきレジストは、導体回路及びビア導体を形成しない部分に形成する。
上記めっきレジストを形成する方法は特に限定されず、例えば、感光性ドライフィルムを張り付けた後、露光現像処理を施すことにより形成することができる。
【0042】
(5)次に、上記無電解銅めっき膜上のめっきレジスト非形成部に電解銅めっき膜を形成する。
ここで、上記電解銅めっき層の厚さは5〜20μmが望ましい。
【0043】
(6)その後、上記層間樹脂絶縁層上のめっきレジストを剥離する。
上記めっきレジストの剥離は、例えば、アルカリ水溶液等を用いて行えばよい。
【0044】
(7)次に、上記めっきレジストを剥離することにより露出した無電解銅めっき膜を除去する。
ここで、上記無電解銅めっき膜の除去は、例えば、エッチング液を用いて行えばよい。不要な無電解銅めっき膜(電解めっき膜間に存在する無電解銅めっき膜)を確実に除去することができる。
【0045】
このような(2)〜(7)の工程を行うことにより、層間樹脂絶縁層上に導体回路を形成するとともに、同時にこの導体回路と絶縁性基板上の導体回路とを接続するビア導体を形成することができる。そのため、導体回路とビア導体とを効率よく形成できる。
また、上記導体回路を形成した後、必要に応じて、層間樹脂絶縁層上の触媒を酸や酸化剤を用いて除去してもよい。電気特性の低下を防止することができるからである。
【0046】
(8)さらに、必要に応じて、上記(2)〜(7)の工程を繰り返すことにより、層間樹脂絶縁層と導体回路とをさらに形成するとともに、同時にビア導体を形成してもよい。
【0047】
また、このような工程を経て形成した導体回路のうち、最外層の導体回路の一部又は全部は、半田パッドとなる。従って、最外層の導体回路を形成することにより、同時に半田パッドを形成することとなる。
【0048】
(9)次に、半田パッドの露出している面全体(側面及び上面)に、Snを含む金属層である第1層を形成する。
Snを含む金属層である第1層を形成する方法としては、例えば、置換スズめっき法、無電解スズめっき法、電解スズめっき法、溶融スズ浸漬法等が挙げられる。それらの中でも、めっき膜の厚さの制御が容易といった観点から、置換スズめっき法が好ましい。この置換スズめっき法に用いられるめっき液としては、例えば、ホウフッ化スズとチオ尿素の混合液等が挙げられる。そして、銅からなる半田パッドに置換スズめっき法を行った場合、半田パッドの表面には、表層側から順に、Snからなる層(以下、Sn層ともいう)、及びSnとCuとが混在する層(以下、SnCu層ともいう)が形成される。
また、このような方法で第1層を形成した後には、必要に応じて、SnCu層が露出するように、Sn層をエッチングにより除去してもよい。これにより得られるSnCu層が第1層を構成する。なお、Sn層を除去する工程は任意である。
【0049】
また、上述した方法で形成した第1層の表面には水酸基が付与される。なお、Snを含む金属層である第1層に水酸基が付与されやすい理由は上述したとおりである。また、上記水酸基は、特別な処理を施さなくても、第1層表面に水分子が吸着することで付与されることとなるが、積極的に第1層の表面に水酸基を付与する処理を施してもよい。
第1層の表面に水酸基を付与する方法としては、例えば、第1の方法として、金属アルコキシドで半田パッドの表面を処理する方法が挙げられる。上記金属アルコキシドとしてはナトリウムメトキシド(CH3ONa)、ナトリウムエトキシド(C2H5ONa)、リチウムエトキシド(C2H5OLi)等が挙げられる。これら金属アルコキシドの溶液にプリント配線板を浸漬したり、半田パッドの表面にこの溶液をスプレーしたりすることにより水酸基を付与することができる。
また、例えば、第2の方法として、アルカリによって導体回路の表面を処理する方法が挙げられる。
上記アルカリとしては、例えば、水酸化ナトリウムや水酸化カリウム、ナトリウムメトキサイド等が挙げられる。これらのアルカリの溶液にプリント配線板を浸漬したり、半田パッドの表面にアルカリ溶液をスプレーしたりすることにより水酸基を付与することができる。
さらに、例えば、第3の方法として、半田パッドに対して加湿処理、又は、水蒸気処理する方法等が挙げられる。
なお、この工程では、半田パッドを含む最外層の導体回路の全部に上記第1層を形成すればよい。
【0050】
(10)次に、上記第1層の上にシランカップリング剤からなる第2層を形成する。
ここで、第2層の形成は、例えば、シランカップリング剤を含む溶液をスプレー塗布し、その後、乾燥処理を行えばよい。なお、後述するソルダーレジスト層と、シランカップリング剤との組み合わせは、加熱によりソルダーレジスト層中の官能基とシランカップリング剤の官能基とが化学反応するように選択することが好ましい。 例えば、ソルダーレジスト層中にエポキシ基が含まれる場合には、シランカップリング剤としてアミノ官能性シランを選択すると、双方の密着性がより顕著に得られる。
これは、ソルダーレジスト層を形成する際の加熱により、エポキシ基とアミノ基とが容易に強固な化学結合を形成し、この結合が熱や水分に対して極めて安定であることに起因するものと考えられる。
【0051】
(11)次に、最外層の層間樹脂絶縁層及び半田パッド上に、ソルダーレジスト層を形成するとともに、このソルダーレジスト層に半田バンプを形成するための開口部を形成する。
具体的には、最上層の導体回路を含む層間樹脂絶縁層上に、ロールコータ法等によりソルダーレジスト組成物を塗布し、レーザ処理、露光、現像処理等による開口処理を行い、硬化処理等を行うことにより、所定の位置に開口部を備えたソルダーレジスト層を形成する。
ソルダーレジスト組成物としては、平均粒径1μm以下の無機フィラーを5〜25wt%含有しており、有機フィラーを含有していないものが用いられる。
さらに、半田パッド34の表面の表面粗さはRa0.3μm以下である。このため、露光現像処理により開口部を形成する場合、照射光がパッド表面に反射した後は互いに打ち消し合わず、そのほとんどがソルダーレジスト組成物の硬化に寄与する。その結果、上述したような形状の突出部26が形成されるものと推測される。
【0052】
(12)次に、上記(11)の工程で形成したソルダーレジスト層の開口部の底部に半田パッドを露出させる。
上記(11)の工程終了時には、通常、開口部の底部に第1層が露出しており、この第1層を、硝酸水溶液と過酸化水素水とからなるエッチング溶液で除去するか、又は、ウェットブラスト法を用いて除去する。
さらに、これらの方法を用いて、ソルダーレジスト層の開口部の底部に半田パッドを露出させる場合、上記第2層及び第1層の除去と同時に、ソルダーレジスト層に形成した開口部に残る樹脂残査を除去するデスミア処理も同時に行うことができる。
【0053】
また、レーザ処理や露光現像処理等によりソルダーレジスト層に開口部を形成する際、及び/又は、エッチング液を用いる方法やウェットブラスト法等により第1層を除去する際に、第1層上の第2層も除去されることとなる。
【0054】
上記工程を経て形成されたソルダーレジスト層の開口部の底部には、開口部の内方に突き出るとともに、先端部分に平坦面を有する突出部が形成されている。
【0055】
(13)次に、ソルダーレジスト層の開口部の底部に露出した半田パッド上に被覆層を形成する。
具体的には、まず、無電解ニッケルめっきにより、半田パッド上にNi層を形成し、その後、無電解金めっきにより、Ni層上にAu層を形成することにより、Ni層とAu層とからなる被覆層を形成する。
被覆層は、平坦面の少なくとも一部を覆うように、また、平坦面の少なくとも一部が被覆層にもぐり込むように形成される。
【0056】
(14)最後に、半田バンプの形成を行い、プリント配線板を完成する。
具体的には、ソルダーレジスト層の開口部分に半田ボールを搭載し、所定温度でリフローすることにより半田バンプを形成する。
【0057】
以下、第一実施形態のプリント配線板及びプリント配線板の製造方法の作用効果について列挙する。
(1)第一実施形態のプリント配線板では、ソルダーレジスト層が、開口部の底部で開口部の内方に向けて突き出た形状の突出部を有しており、突出部がその先端部分に平坦面を有している。そのため、突出部と被覆層によって凹みが形成されることが抑制される。そして、開口部にバンプを形成した場合にボイドが残ることがなくなるため、バンプの密着性及び信頼性を高くすることができる。
【0058】
(2)第一実施形態のプリント配線板では、平坦面の少なくとも一部が上記被覆層で覆われており、平坦面の少なくとも一部が上記被覆層にもぐり込んでいる。そのため、ソルダーレジスト層の突出部の先端部分が、被覆層とパッドとに上下で挟まれた形となる。このため、パッドに対するソルダーレジスト層(突出部)の密着性が向上すると考えられる。
【0059】
(3)第一実施形態のプリント配線板では、開口部の直径は45〜60μmとなっている。
開口部の直径がこのような小さい範囲であると、開口部の底部に凹みがある場合にバンプの底部にボイドが発生しやすい。そのため、平坦面を設けることが特に有効となる。
【0060】
(4)第一実施形態のプリント配線板では、半田パッドの表面の表面粗さがRa0.3μm以下である。
表面粗さがこのように低い範囲であると、ソルダーレジスト層を形成する際に突出部の先端部分に平坦面が形成されやすい。また、1GHzを超える高周波信号を伝送した場合に、表皮効果により伝送損失が大きくなることも防止される。
【0061】
(5)第一実施形態のプリント配線板では、半田パッドとソルダーレジスト層の間に、Sn及びCuを含む第1層と、シランカップリング剤からなる第2層とからなる密着層を有するため、パッドとソルダーレジスト層の密着性が向上する。
【0062】
(6)第一実施形態のプリント配線板では、半田パッドが無電解銅めっき膜と電解銅めっき膜とからなり、被覆層が上記半田パッドを構成する電解銅めっき膜の表面上に直接形成されている。
このような構成であると、被覆層と半田パッドとの密着性が確保されるとともに、半田パッドと半田バンプとの間で電気抵抗が増大するおそれもない。
【0063】
(7)第一実施形態のプリント配線板の製造方法では、第一実施形態のプリント配線板を好適に製造することができる。
特に、ソルダーレジスト層の材料として、平均粒径1μm以下の無機フィラーを5〜25wt%含有しており、有機フィラーを含有していないものが用いられる。
また、ソルダーレジスト層の材料には3μmを超える粒径の無機フィラーが存在しないことが好ましい。
フィラーの径が細かく、フィラーの量が少ないと、露光の際の障害が少なく、パッドによる反射光の影響を受けやすくなると考えられる。そして、そのようなソルダーレジスト層に露光、現像処理によって開口部を形成すると、突出部の先端部分に平坦面が形成される。
【0064】
以下に実施例を掲げて、第一実施形態について、さらに詳しく説明するが、本発明の実施形態はこれら実施例のみに限定されるものではない。
(実施例)
(A)樹脂充填材の調製
ビスフェノールF型エポキシモノマー(油化シェル社製、分子量:310、YL983U)100重量部、表面にシランカップリング剤がコーティングされた平均粒子径が1.6μmで、最大粒子の直径が15μm以下のSiO2球状粒子(アドテック社製、CRS 1101−CE)170重量部およびレベリング剤(サンノプコ社製 ペレノールS4)1.5重量部を容器にとり、攪拌混合することにより、その粘度が23±1℃で45〜49Pa・sの樹脂充填材を調製した。なお、硬化剤として、イミダゾール硬化剤(四国化成社製、2E4MZ−CN)6.5重量部を用いた。
【0065】
(B)プリント配線板の製造
(1)図3Aに示すような、厚さ0.8mmのガラスエポキシ樹脂からなる絶縁性基板11の両面に18μmの銅箔18がラミネートされている銅張積層板を出発材料とした。
次に、図3Bに示すように、この銅張積層板をドリル削孔し、スルーホール導体用の貫通孔29を形成した。
【0066】
次に、図3Cに示すように、銅箔18上と貫通孔29の内壁表面とに無電解銅めっき処理と電解銅めっき処理とを施し、無電解銅めっき膜と無電解銅めっき膜上の電解銅めっき膜とからなるスルーホール導体19を含む導体層を形成した。
【0067】
(2)次に、スルーホール導体19を形成した基板を水洗いし、乾燥した後、NaOH(10g/l)、NaClO2(40g/l)、Na3PO4(6g/l)を含む水溶液を黒化浴(酸化浴)とする黒化処理、および、NaOH(10g/l)、NaBH4(6g/l)を含む水溶液を還元浴とする還元処理を行い、スルーホール導体19の表面を粗化面(図示せず)とした。
【0068】
(3)次に、図3Dに示すように、スルーホール導体19の内部に、上記(A)に記載した樹脂充填材を下記の方法で充填した。
すなわち、まず、スキージを用いてスルーホール導体19内に樹脂充填材を押し込んだ後、100℃、20分の条件で乾燥させた。続いて、基板の片面を、♯600のベルト研磨紙(三共理化学社製)を用いたベルトサンダー研磨により、電解銅めっき膜上に樹脂充填材が残らないように研磨し、次いで、上記ベルトサンダー研磨による傷を取り除くためのバフ研磨を行った。このような一連の研磨を基板の他方の面についても同様に行った。
次いで、100℃で1時間、120℃で3時間、150℃で1時間、180℃で7時間の加熱処理を行って樹脂充填材層20を形成した。
【0069】
(4)次に、図3Eに示すように、電解銅めっき膜上と樹脂充填材層20上とに無電解銅めっき膜と電解銅めっき膜とからなる導体層21を形成した。続いて、図3Fに示すように、サブトラクティブ法で絶縁性基板11上に導体回路14を形成した。この時、同時に樹脂充填材層20を覆う導体回路30も形成した。
【0070】
(5)次に、図3Gに示すように、絶縁性基板11と導体回路14との上に、層間樹脂絶縁層形成用フィルム(味の素社製、ABF)を用いて層間樹脂絶縁層12を形成した。
即ち、層間樹脂絶縁層用樹脂フィルムを基板上に、真空度65Pa、圧力0.4MPa、温度80℃、時間60秒の条件で積層し、その後、170℃で30分間熱硬化させた。
【0071】
(6)次に、層間樹脂絶縁層12にCO2ガスレーザにて、直径60μmの開口部16を形成した(図4A参照)。
【0072】
(7)次に、層間樹脂絶縁層12の表面(開口部16の内壁面含む)に、パラジウム触媒(図示せず)を付与した。その後、次亜リン酸ナトリウムを還元剤とする無電解銅めっき水溶液(MF−390、日本マクダーミッド社製)中に、上記パラジウム触媒を付着させた基板を浸漬し、層間樹脂絶縁層12の表面(開口部16の内壁面を含む)に厚さ0.1〜0.3μmの無電解銅めっき膜22を形成した(図4B参照)。
なお、無電解銅めっき条件は、75℃の液温度で4分間とした。
【0073】
(8)次に、無電解銅めっき膜22上に市販の感光性ドライフィルムを張り付け、マスクを載置して、露光・現像処理することにより、厚さ25μmのめっきレジスト13を設けた(図4C参照)。
【0074】
(9)次に、めっきレジスト13を形成した基板を50℃の水で洗浄して脱脂し、25℃の水で水洗後、さらに硫酸で洗浄してから、電解めっきを施し、めっきレジスト13非形成部に、厚さ20μmの電解銅めっき膜23を形成した(図4D参照)。
【0075】
(10)次に、めっきレジスト13を剥離除去した。続いて、隣接する電解銅めっき膜の間の無電解銅めっき膜22を硫酸と過酸化水素との混合液でエッチング処理して溶解除去した。これにより、無電解銅めっき膜22と無電解銅めっき膜上の電解銅めっき膜23とからなる厚さ18μmの導体回路14と、ビア導体17とを形成した(図5A参照)。
【0076】
(11)次に、上記(5)〜(10)の工程と同様の方法を用いて、層間樹脂絶縁層12と導体回路14(ビア導体17を含む)を形成した(図5B〜図6A参照)。なお、ここで形成した導体回路の一部は、後工程において、半田パッド34となる。
【0077】
(12)次に、最外層の導体回路14a(半田パッド34を含む)を形成した基板を10%硫酸水溶液に10秒間浸漬した後、水洗いし、さらに、エアカットで乾燥させた。
【0078】
(13)次に、ホウフッ化スズ0.1mol/L及びチオ尿素1mol/Lを含有し、ホウフッ酸でpHが約1.2になるように調整した置換スズめっき液に、基板を30℃、30秒の条件で浸漬した後、30秒間水洗いした。ついで、エアカットで乾燥させた。
このめっき処理により、最外層の導体回路14a(半田パッド34を含む)の表面にSnCu層とSn層とが順次形成された。
そして、SnCu層の厚さが約5〜10nmであり、Sn層の厚さが約50nmであった。
【0079】
(14)次に、基板を1%硝酸水溶液に10秒間浸漬した後、20秒間水洗いした。この処理により、Sn層が除去され、SnCu層が露出した。
【0080】
(15)次に、濃度が1重量%となるように調整したγ−アミノプロピルトリエトキシシラン(信越化学工業社製、KBE−903)の水溶液を最外層の導体回路14a上(SnCu層上)にスプレー塗布した。
続いて、基板を90〜120℃で30〜150秒間乾燥させた後、水洗して余分なシランカップリング剤を除去した。
このような、(12)〜(15)の工程を行うことにより、最外層の導体回路14a(半田パッド34を含む)上にSnを含む金属層とシランカップリング剤とからなる密着層15が形成された(図6B参照)。
【0081】
(16)次に、図6Cに示すように、最外層に、平均粒径1μm以下の無機フィラー(シリカ、硫酸バリウムなど)を10〜15wt%含有しており、有機フィラーを含有していないソルダーレジスト組成物を30μmの厚さで塗布し、70℃で20分間、70℃で30分間の条件で乾燥処理を行い、ソルダーレジスト組成物の層24′を形成した。
【0082】
(17)次に、図7Aに示すように、開口部のパターンが描画された厚さ5mmのフォトマスクをソルダーレジスト組成物の層24′に密着させて100mJ/cm2の紫外線で露光し、DMTG溶液で現像処理し、開口部28を形成した。
さらに、80℃で1時間、100℃で1時間、120℃で1時間、150℃で3時間の条件でそれぞれ加熱処理を行ってソルダーレジスト組成物の層24′を硬化させ、開口部28を有するソルダーレジスト層24(20μm厚)を形成した。
【0083】
(18)次に、開口部28内に、15〜20重量%の硝酸水溶液と、1〜2重量%の過酸化水素水とを含むエッチング溶液をスプレー塗布した。
これにより、開口部28内の樹脂残査ともに、シランカップリング剤からなる第2層及びSnCu層(第1層)が除去された。その結果、開口部28内の底部には、半田パッド34を形成する電解銅めっき膜23の一部(露出面34a)が露出した。
【0084】
また、工程(18)が終了した後、開口部の底面をSEMで観察し、露出面の構成元素を分析したところ、Snのピークは検出されなかった。従って、上記エッチング溶液を用いた処理により、SnCu層が完全に除去されていると考えられる。
【0085】
(19)次に、ソルダーレジスト層24を形成した基板を、塩化ニッケル(2.3×10−1mol/l)、次亜リン酸ナトリウム(2.8×10−1mol/l)、クエン酸ナトリウム(1.6×10−1mol/l)を含むpH=4.5の無電解ニッケルめっき液に20分間浸漬して、開口部28に厚さ5μmのニッケルめっき層31を形成した。
【0086】
(20)工程(19)が終了した後、開口部28及び半田パッド34を含む部分を分離し、SEMを用いて断面観察写真を撮影した。
上記断面写真では、図2Cに示すように、ソルダーレジスト層24は、開口部28の底部で開口部28の内方に向けて突き出た形状の突出部26を有しており、突出部26はその先端部分に平坦面25を有していた。
【0087】
(21)次に、基板をシアン化金カリウム(7.6×10−3mol/l)、塩化アンモニウム(1.9×10−1mol/l)、クエン酸ナトリウム(1.2×10−1mol/l)、次亜リン酸ナトリウム(1.7×10−1mol/l)を含む無電解金めっき液に80℃の条件で7.5分間浸漬して、ニッケルめっき層上に、厚さ0.03μmの金めっき層を形成し、両者を併せて被覆層33とした。
【0088】
(22)次に、ソルダーレジスト層24に形成した開口部28に半田ペーストを印刷し、200℃でリフローすることにより、半田バンプ27を形成し、プリント配線板10を完成した(図7B参照)。
【0089】
(比較例)
以下の点以外は実施例と同様にしてプリント配線板を作製した。
工程(11)まで終了し、半田パッド34が形成された基板に対し、半田パッド34の表面に対してサンドブラスト処理を行い、半田パッド34上に粗化面を形成した。
工程(12)〜(15)及び(18)(密着層を形成する工程及び密着層のエッチング工程)は行わなかった。
工程(16)において使用するソルダーレジスト組成物として、市販のソルダーレジスト組成物(日立化成社製、SR7200)を用いた。
このソルダーレジスト組成物は、実施例で用いているソルダーレジスト組成物と比較して、無機フィラーの含有量が約30wt%と多く、その平均粒径も大きい。さらに、比較例で用いているソルダーレジスト組成物は有機フィラーを含有している。
実施例と同様にして、工程(19)が終了した後、開口部及び半田パッドを含む部分を分離し、SEMを用いて断面観察写真を撮影した。
この場合の模式図を図8Aに、写真を図8Bに示す。
図8Aは、粗化面を設けたパッド上にソルダーレジスト層を設けた場合の開口部近傍を模式的に示す断面図である。
図8Bは、粗化面を設けたパッド上にソルダーレジスト層を設けた場合の突出部近傍を示す断面観察写真である。
【0090】
図8Aにおいては、層間樹脂絶縁層12の上に、半田パッド34が設けられている。半田パッド34は、無電解銅めっき膜22と無電解銅めっき膜22上の電解銅めっき膜23とからなる。
半田パッド34上には粗化面34aが設けられており、粗化面34aの上にソルダーレジスト層24が形成されている。
ソルダーレジスト層24には開口部28が設けられており、開口部28の底部にはNi等の金属からなる被覆層31が形成されている。
ソルダーレジスト層24は、開口部28の底部で開口部28の内方に向けて突き出た形状の突出部26を有している。
図8Bに示す写真では、突出部26の先端が被覆層31で覆われた形となっており、突出部26と被覆層31によって凹み100(丸で囲んだ領域)が形成されていた。
【0091】
実施例及び比較例のプリント配線板の評価
比較例のプリント配線板の場合、相対的に急な勾配を有する突出部の一部が被覆層で覆われることで凹みが形成される。半田バンプを形成する際は、この凹部にボイドが残りやすく、結果として半田バンプの密着性及び信頼性が低下する可能性がある。
一方、実施例のプリント配線板においては、ほぼ平坦な突出部の一部が被覆層で覆われているため、相対的に凹みが浅くなり、半田バンプを形成する際にボイドが残りにくくなると考えられる。その結果、実施例においては、半田バンプの密着性及び信頼性が確保されやすい。
【0092】
(その他の実施形態)
上述した実施形態では、半田パッドの側面及び上面のうちの一部に形成される金属層(第一層)として、Snを含む金属層が採用されている。
しかしながら、本発明の実施形態のプリント配線板において、金属層の材質は、Snを含む金属層に限定されず、Sn、Ni、Zn、Co、Ti、Pd、Ag、Pt及びAuのうちの少なくとも1種の金属を含む金属層であればよい。
これらの金属は、Cuよりも、カップリング剤との密着性に優れるからである。
ただし、これらのなかでは、Snを含む金属層が望ましい。
この理由は、既に説明したように、表面に水酸基を付着させやすく、カップリング剤との密着性に特に優れるからである。
【0093】
また、上述した実施形態では、第2層を構成するカップリング剤として、シランカップリング剤が採用されている。
しかしながら、本発明の実施形態のプリント配線板において、カップリング剤は、シランカップリング剤に限定されず、例えば、アルミネート系カップリング剤、チタネート系カップリング剤、ジルコニウム系カップリング剤等であってもよい。
【0094】
さらに、上記シランカップリング剤は、ソルダーレジスト層の材質を考慮して選択すればよいが、例えば、上記ソルダーレジスト組成物として、エポキシ樹脂を含む樹脂組成物を用いる場合には、有機官能基として、アミノ基を有するシランカップリング剤を選択することが望ましい。この組合せでは、ソルダーレジスト層とシランカップリング剤とが強固に結合しやすいからである。
【0095】
また、密着層として、Snを含む金属層である第1層及びシランカップリング剤からなる第2層からなる被膜に代えて、チオールシランからなる被膜を用いてもよい。
この場合、半田パッドの側面及び上面にチオールシランを塗布し、ソルダーレジスト層を形成し、開口部を設けた後、172nmのUV照射によって開口部の底部に露出したチオールシランを除去することによって、密着層を形成することができる。
【0096】
ソルダーレジスト組成物としては、例えば、ポリフェニレンエーテル樹脂、ポリオレフィン樹脂、フッ素樹脂、熱可塑性エラストマー、エポキシ樹脂、ポリイミド樹脂等からなるソルダーレジスト組成物が挙げられる。
また、上記以外のソルダーレジスト組成物としては、例えば、ノボラック型エポキシ樹脂の(メタ)アクリレート、イミダゾール硬化剤、2官能性(メタ)アクリル酸エステルモノマー、分子量500〜5000程度の(メタ)アクリル酸エステルの重合体、ビスフェノール型エポキシ樹脂等からなる熱硬化性樹脂、多価アクリル系モノマー等の感光性モノマー、グリコールエーテル系溶剤などを含むペースト状の流動体が挙げられる。
また、ソルダーレジスト組成物の層を形成する際には、上記ソルダーレジスト組成物からなるフィルムを圧着してソルダーレジスト組成物の層を形成してもよい。
【0097】
上述した実施形態では、密着層を除去して、ソルダーレジスト層に形成した開口部の底部に半田パッドを露出させるためのエッチング溶液として、硝酸水溶液と過酸化水素水とからなるエッチング溶液を使用しているが、これ以外のエッチング溶液として、例えば、過マンガン酸水溶液等を用いてもよい。
【0098】
上述した実施形態では、被覆層として、Ni層とAu層の2層からなる被覆層が形成されているが、上記被覆層の総数は、2層に限定されず、1層であってもよいし、3層以上であってもよい。
また、上記被覆層は、Ni、Pd及びAuを順次めっきすることで形成されてもよい。
【0099】
また、上記ソルダーレジスト層の開口部をレーザ処理により形成する場合、上記レーザ処理に使用するレーザとしては、例えば、炭酸ガスレーザ、紫外線レーザ、エキシマレーザ等が挙げられる。
また、上述した実施形態では、樹脂充填材層を含むスルーホール導体を採用したが、これをめっきのみから形成してもよい。
【符号の説明】
【0100】
10 プリント配線板
12 層間樹脂絶縁層
14、14a 導体回路
15 密着層
15a Snを含む第1層
15b カップリング剤からなる第2層
22 無電解銅めっき膜
23 電解銅めっき膜
24 ソルダーレジスト層
25 平坦面
26 突出部
27 半田バンプ
28 開口部
33 被覆層
34 半田パッド
【特許請求の範囲】
【請求項1】
層間樹脂絶縁層と、
前記層間樹脂絶縁層上に形成されて、電子部品を搭載するためのパッドと、
前記層間樹脂絶縁層と前記パッドとの上に形成され、前記パッド上に開口部を有するソルダーレジスト層と、
前記開口部から露出するパッド上に形成されている被覆層とを備えるプリント配線板であって、
前記ソルダーレジスト層は、前記開口部の底部において該開口部の内方に向けて突き出た形状の突出部を有しており、前記突出部は、先端部分に平坦面を有していることを特徴とするプリント配線板。
【請求項2】
前記平坦面の少なくとも一部が前記被覆層で覆われている請求項1に記載のプリント配線板。
【請求項3】
前記平坦面の少なくとも一部が前記被覆層にもぐり込んでいる請求項1又は2に記載のプリント配線板。
【請求項4】
前記ソルダーレジスト層は、無機フィラーを5〜25wt%含有している請求項1〜3のいずれかに記載のプリント配線板。
【請求項5】
前記ソルダーレジスト層は、平均粒径1μm以下の無機フィラーを含有している請求項1〜4のいずれかに記載のプリント配線板。
【請求項6】
前記ソルダーレジスト層は、有機フィラーを含有していない請求項1〜5のいずれかに記載のプリント配線板。
【請求項7】
前記ソルダーレジスト層の厚さは、10〜20μmである請求項1〜6のいずれかに記載のプリント配線板。
【請求項8】
前記ソルダーレジスト層に設けられる前記開口部の直径は45〜60μmである請求項1〜7のいずれかに記載のプリント配線板。
【請求項9】
前記パッドの表面の表面粗さがRa0.3μm以下である請求項1〜8のいずれかに記載のプリント配線板。
【請求項10】
前記パッドと前記ソルダーレジスト層の間に密着層が設けられている請求項1〜9のいずれかに記載のプリント配線板。
【請求項11】
前記密着層は、Snを含む第1層と、前記第1層上に形成され、カップリング剤からなる第2層とを有する請求項10に記載のプリント配線板。
【請求項12】
前記第1層はSn及びCuを含む請求項11に記載のプリント配線板。
【請求項13】
前記パッドは、前記層間樹脂絶縁層上の無電解めっき膜と、前記無電解めっき膜上に形成されている電解めっき膜とを有する請求項1〜12のいずれかに記載のプリント配線板。
【請求項14】
前記被覆層は、その周縁部よりも中央部が窪んだ表面を有する請求項1〜13のいずれかに記載のプリント配線板。
【請求項15】
層間樹脂絶縁層を準備することと、
電子部品を搭載するためのパッドを前記層間樹脂絶縁層上に形成することと、
前記層間樹脂絶縁層と、前記パッドとの上に、ソルダーレジスト層を形成することと、
前記ソルダーレジスト層の内部に前記パッドの少なくとも一部を露出させる開口部を形成することと、
前記開口部から露出するパッド上に被覆層を形成することと
を含むプリント配線板の製造方法であって、
前記開口部を形成する際、前記開口部の底部で開口部の内方に向けて突き出るとともに、先端部分に平坦面を有する突出部を形成することを特徴とするプリント配線板の製造方法。
【請求項16】
前記突出部の前記平坦面の少なくとも一部を前記被覆層で覆う請求項15に記載のプリント配線板の製造方法。
【請求項17】
前記パッド上に密着層を形成し、
前記パッド及び前記密着層を覆うように前記ソルダーレジスト層を形成する請求項15又は16に記載のプリント配線板の製造方法。
【請求項18】
前記ソルダーレジスト層に設けられた前記開口部から露出した前記密着層を除去する請求項17に記載のプリント配線板の製造方法。
【請求項19】
前記ソルダーレジスト層は、無機フィラーを5〜25wt%含有し、かつ、有機フィラーを含有しない請求項15〜18のいずれかに記載のプリント配線板の製造方法。
【請求項20】
前記ソルダーレジスト層は、平均粒径1μm以下の無機フィラーを含有する請求項15〜19のいずれかに記載のプリント配線板の製造方法。
【請求項1】
層間樹脂絶縁層と、
前記層間樹脂絶縁層上に形成されて、電子部品を搭載するためのパッドと、
前記層間樹脂絶縁層と前記パッドとの上に形成され、前記パッド上に開口部を有するソルダーレジスト層と、
前記開口部から露出するパッド上に形成されている被覆層とを備えるプリント配線板であって、
前記ソルダーレジスト層は、前記開口部の底部において該開口部の内方に向けて突き出た形状の突出部を有しており、前記突出部は、先端部分に平坦面を有していることを特徴とするプリント配線板。
【請求項2】
前記平坦面の少なくとも一部が前記被覆層で覆われている請求項1に記載のプリント配線板。
【請求項3】
前記平坦面の少なくとも一部が前記被覆層にもぐり込んでいる請求項1又は2に記載のプリント配線板。
【請求項4】
前記ソルダーレジスト層は、無機フィラーを5〜25wt%含有している請求項1〜3のいずれかに記載のプリント配線板。
【請求項5】
前記ソルダーレジスト層は、平均粒径1μm以下の無機フィラーを含有している請求項1〜4のいずれかに記載のプリント配線板。
【請求項6】
前記ソルダーレジスト層は、有機フィラーを含有していない請求項1〜5のいずれかに記載のプリント配線板。
【請求項7】
前記ソルダーレジスト層の厚さは、10〜20μmである請求項1〜6のいずれかに記載のプリント配線板。
【請求項8】
前記ソルダーレジスト層に設けられる前記開口部の直径は45〜60μmである請求項1〜7のいずれかに記載のプリント配線板。
【請求項9】
前記パッドの表面の表面粗さがRa0.3μm以下である請求項1〜8のいずれかに記載のプリント配線板。
【請求項10】
前記パッドと前記ソルダーレジスト層の間に密着層が設けられている請求項1〜9のいずれかに記載のプリント配線板。
【請求項11】
前記密着層は、Snを含む第1層と、前記第1層上に形成され、カップリング剤からなる第2層とを有する請求項10に記載のプリント配線板。
【請求項12】
前記第1層はSn及びCuを含む請求項11に記載のプリント配線板。
【請求項13】
前記パッドは、前記層間樹脂絶縁層上の無電解めっき膜と、前記無電解めっき膜上に形成されている電解めっき膜とを有する請求項1〜12のいずれかに記載のプリント配線板。
【請求項14】
前記被覆層は、その周縁部よりも中央部が窪んだ表面を有する請求項1〜13のいずれかに記載のプリント配線板。
【請求項15】
層間樹脂絶縁層を準備することと、
電子部品を搭載するためのパッドを前記層間樹脂絶縁層上に形成することと、
前記層間樹脂絶縁層と、前記パッドとの上に、ソルダーレジスト層を形成することと、
前記ソルダーレジスト層の内部に前記パッドの少なくとも一部を露出させる開口部を形成することと、
前記開口部から露出するパッド上に被覆層を形成することと
を含むプリント配線板の製造方法であって、
前記開口部を形成する際、前記開口部の底部で開口部の内方に向けて突き出るとともに、先端部分に平坦面を有する突出部を形成することを特徴とするプリント配線板の製造方法。
【請求項16】
前記突出部の前記平坦面の少なくとも一部を前記被覆層で覆う請求項15に記載のプリント配線板の製造方法。
【請求項17】
前記パッド上に密着層を形成し、
前記パッド及び前記密着層を覆うように前記ソルダーレジスト層を形成する請求項15又は16に記載のプリント配線板の製造方法。
【請求項18】
前記ソルダーレジスト層に設けられた前記開口部から露出した前記密着層を除去する請求項17に記載のプリント配線板の製造方法。
【請求項19】
前記ソルダーレジスト層は、無機フィラーを5〜25wt%含有し、かつ、有機フィラーを含有しない請求項15〜18のいずれかに記載のプリント配線板の製造方法。
【請求項20】
前記ソルダーレジスト層は、平均粒径1μm以下の無機フィラーを含有する請求項15〜19のいずれかに記載のプリント配線板の製造方法。
【図1】


【図2A】
【図2B】
【図3A】

【図3B】

【図3C】

【図3D】

【図3E】

【図3F】
【図3G】
【図4A】
【図4B】
【図4C】
【図4D】
【図5A】
【図5B】
【図5C】
【図5D】
【図6A】
【図6B】
【図6C】
【図7A】
【図7B】
【図8A】
【図2C】
【図8B】
【図2A】
【図2B】
【図3A】
【図3B】
【図3C】
【図3D】
【図3E】
【図3F】
【図3G】
【図4A】
【図4B】
【図4C】
【図4D】
【図5A】
【図5B】
【図5C】
【図5D】
【図6A】
【図6B】
【図6C】
【図7A】
【図7B】
【図8A】
【図2C】
【図8B】
【公開番号】特開2012−129526(P2012−129526A)
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願番号】特願2011−270251(P2011−270251)
【出願日】平成23年12月9日(2011.12.9)
【出願人】(000000158)イビデン株式会社 (856)
【Fターム(参考)】
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願日】平成23年12月9日(2011.12.9)
【出願人】(000000158)イビデン株式会社 (856)
【Fターム(参考)】
[ Back to top ]