
プリント配線板およびその製造方法
【課題】 デバイスホールに突出するように設けられるフライングリードに寸法誤差や形状歪みや変形が発生することを抑制ないしは解消したプリント配線板およびその製造方法を提供する。
【解決手段】 絶縁性基材1の表面に、配線2と、デバイスホール4と、前記配線2に連なると共に前記デバイスホール4に突出するように設けられたフライングリード3とを有するプリント配線板であって、前記デバイスホール4が、少なくとも前記フライングリード3の先端を含むように設けられた第1のデバイスホール5(5a、5b、5c)と、当該第1のデバイスホール5よりも大きな面積を有し、かつ当該第1のデバイスホール5に対して少なくとも部分的に連続するように設けられた第2のデバイスホール6とからなるものである。
【解決手段】 絶縁性基材1の表面に、配線2と、デバイスホール4と、前記配線2に連なると共に前記デバイスホール4に突出するように設けられたフライングリード3とを有するプリント配線板であって、前記デバイスホール4が、少なくとも前記フライングリード3の先端を含むように設けられた第1のデバイスホール5(5a、5b、5c)と、当該第1のデバイスホール5よりも大きな面積を有し、かつ当該第1のデバイスホール5に対して少なくとも部分的に連続するように設けられた第2のデバイスホール6とからなるものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、デバイスホールとそれに突出するように設けられたフライングリードとを有する、例えばTAB(Tape Automated Bonding)方式やTCP(Tape Carrier Package)方式のプリント配線板およびその製造方法に関する。
【背景技術】
【0002】
この種のプリント配線板およびその製造方法では、1990年頃以前から存在していたTAB方式やTCP方式と呼ばれるもの(以降、これらをTABと総称する)がある。
【0003】
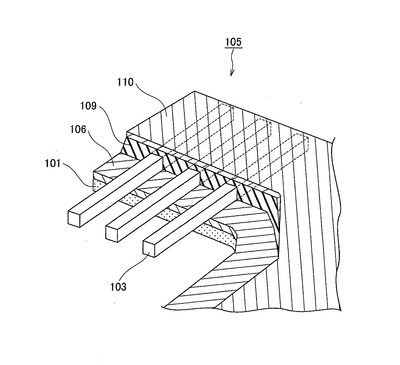
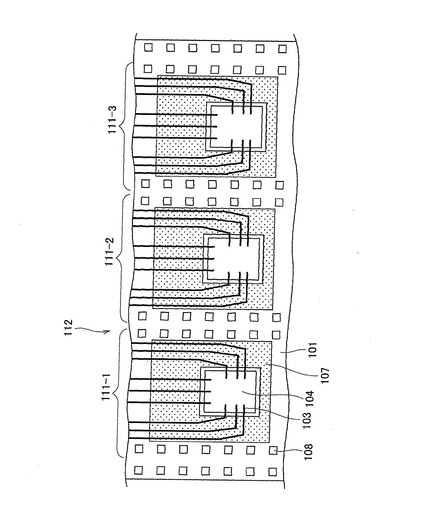
図12は、従来のTAB方式のプリント配線板の主要部の構成を示す図、図13は、そのフライングリードの先端付近を抽出し拡大して示す図、図14は、一条のテープ基材に複数列のTABを配列形成してなる従来のTAB方式のプリント配線板の一例を示す図である。
【0004】
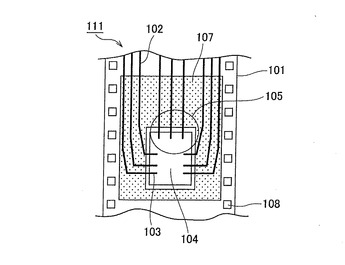
フライングリードを有する構造のTAB方式のプリント配線板111は、図12に示したように、例えばポリイミド樹脂フィルムのような絶縁性フィルム基材101の表面上に、配線102およびそれに連なるフライングリード103が、銅箔をエッチング加工するなどして設けられている。
【0005】
このようなプリント配線板では、フライングリード103の先端部付近105は、図13に拡大して示したように、あたかも片持ち梁のようにデバイスホール104の領域に突き出した状態に設けられている。このデバイスホール104に、図示しないICが実装されて、そのICの接続パッドとフライングリード103とが接続されるように設定されている。
【0006】
配線102は、絶縁性フィルム基材101の表面に、接着剤層106を介して接合されており、かつその表面上を含めて絶縁性フィルム基材101の上ほぼ全面を覆うように、保護層用の接着剤層109を介して保護層110が設けられている。なお、図12では、図示の簡潔化を図るために、接着剤層109、保護層110は、纏めてカバーレイ107として描いてある。絶縁性フィルム基材101の左右両端には、それぞれスプロケットホール108が配列形成されている(以上、特許文献1)。
【0007】
また、図示は省略するが、絶縁性フィルム基材の片面上だけでなく、その表裏両面に配線を設けた構造の、いわゆる両面配線TABなども提案されている(特許文献2)。
【0008】
このようなフライングリードを有するプリント配線板の主な用途は、1990年頃から近年にかけては、液晶ドライバICを実装してなるモジュール向けが一般的であった。現在では、その液晶ドライバICモジュールには、COF(Chip On Film)が用いられることが一般的になっている。しかし、一部では、現在でもフライングリードを有するTAB方式のプリント配線板が用いられている。
【0009】
TAB方式のプリント配線板では一般に、一条のキャリアテープとしての幅寸法には、いわゆる業界標準的な規格が定められており、投影露光機の光学系の改良やフォトリソグラフィ技術の進歩によって、その幅寸法の規格は、35mm、48mm、そして70mmというように、順次に拡大されてきた。
【0010】
また、TABの製造工程のみならずICチップをTABに実装する工程についても、いわゆるロールツーロール(roll to roll)の製造方式が一般に採用されてきた。そして近年では、TABの製造方法に関する技術開発によって、150mmを超えるような広幅に対応可能な投影露光機なども実用化されているので、図14に一例を示したように、一条のキャリアテープ112内に、35mm幅や48mm幅のTAB111−1、111−2、111−3を3列のような複数列配置することなども可能となり、生産効率のさらなる向上や製造コストのさらなる低減化が期待されるようになってきている。
【0011】
また、実装されるICチップの集積度がさらに高くなって行くと共に、配線ピッチがさらに微細化して行く傾向にあるが、これに対応するために、フライングリードや配線のパターン加工技術について、さらなるファイン化を実現することが、強く要請されるようになってきている。
【0012】
また、それに伴って、デバイスホールについても、例えば10mm×30mmや15mm×15mmのように、大きな寸法となる傾向にある。あるいは、個々のデバイスホールはそれほど大きくなくても複数のデバイスホールを設けて、それらデバイスホールの総和の面積が大きくなるような構成のものなども登場するようになってきている。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開平06−5662号公報
【特許文献2】特開平04−239739号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
上記のように、フライングリードを有するTAB方式のプリント配線板においては、ICチップのさらなる高集積化や、それに伴って要求される配線パターンのさらなるファイン化に対応しつつ、生産効率の向上や製造コストの低減化を達成するために、一条のテープキャリア内に複数列のTABを配列形成することが要請されるようになってきている。また、デバイスホールを、例えば10mm×30mmや15mm×15mmのような大きな寸法にすることや、個々の寸法は小さくてもそれを複数個設けることなどが要請されるようになってきている。
【0015】
ところが、そのような大きなデバイスホールや複数個のデバイスホールを設けた場合や、一条のテープキャリア内に複数列のTABを設けた場合(この場合も必然的に、幅方向に複数個のデバイスホールを配列形成したことになる)、出来上がったTAB方式のプリント配線板におけるフライングリードに、寸法誤差や、形状歪み、変形等が発生するという問題があった。そして、それらの問題は、投影露光機の光学系やフォトリソグラフィ技術にさらなる改良を施してもなお、改善ないしは解消できなかった。また、それらの問題に対して解決しようとする試行や方策等も未だ提案されておらず、またそのようなフライングリードの形状不良等の発生要因の解明からして十分な検討が行われてはいなかった。
【0016】
本発明は、このような問題に鑑みて成されたもので、その目的は、デバイスホールに突出するように設けられるフライングリードに寸法誤差や形状歪みや変形が発生することを抑制ないしは解消したプリント配線板およびその製造方法を提供することにある。
【課題を解決するための手段】
【0017】
本発明のプリント配線板は、絶縁性基材の表面に、配線と、デバイスホールと、前記配線に連なると共に前記デバイスホールに突出するように設けられたフライングリードとを有するプリント配線板であって、前記配線を覆うように、保護層が設けられており、前記保護層は、絶縁性基材の端面よりも後退するように形成される領域と、当該保護層の端面と絶縁性基材の端面とが同じ位置に揃うようになる領域とを有することを特徴としている。
【0018】
本発明のプリント配線板の製造方法は、絶縁性基材の表面に、配線を設ける工程と、デバイスホールを設ける工程と、フライングリードを設ける工程と保護層を設ける工程とを含むプリント配線板の製造方法であって、前記絶縁性基材に、少なくとも前記フライングリードの先端が設けられる部分を含むように、第1のデバイスホールを開口する工程と、前記第1のデバイスホールを開口した後、前記絶縁性基材の表面に、導体箔を張り合わせる工程と、前記導体箔にパターン加工を施して、前記配線と前記フライングリードとを形成する工程と、前記フライングリードを形成した後、前記配線上に保護層を設け、前記第1のデバイスホールに対して連続するように第2のデバイスホールを開口して、当該第2のデバイスホールと前記第1のデバイスホールとを連続してなる一繋がりのデバイスホールを形成する工程からなり、前記保護層は、絶縁性基材の端面よりも後退するように形成される領域と、当該保護層の端面と絶縁性基材の端面とが同じ位置に揃うようになる領域とを有することを特徴とする。
【発明の効果】
【0019】
本発明によれば、上記のような手段によって、最も主要な効果として、フライングリードに寸法誤差や、形状歪み、変形が発生することを抑制ないしは解消することが可能となる。
【図面の簡単な説明】
【0020】
【図1】本発明の実施の形態に係るプリント配線板の主要部の構成を示す図である。
【図2】本発明の実施の形態に係るプリント配線板およびその製造方法における、第1のデバイスホールが開口された部分を特に抽出して示す図である。
【図3】本発明の実施の形態に係るプリント配線板およびその製造方法における、第1のデバイスホールに続いて第2のデバイスホールが開口される部分を特に抽出して示す図である。
【図4】本発明の実施の形態に係るプリント配線板の製造方法によって最終的に形成されたデバイスホールを、特にその部分について抽出して示す図である。
【図5】本発明の実施の形態に係るプリント配線板の製造方法における、第2のデバイスホールのバリエーションを、特にその部分について抽出して示す図である。
【図6】本発明の実施の形態に係るプリント配線板およびその製造方法における、第1のデバイスホール穿設後であって第2のデバイスホール穿設前の段階のカバーレイのパターンのバリエーション的な一態様を特に抽出して示す図である。
【図7】本発明の実施の形態に係るプリント配線板およびその製造方法における、第2のデバイスホール穿設後の状態のカバーレイを、特に抽出して示す図である。
【図8】本発明の実施例に係るプリント配線板の製造方法における、主要な製造工程の流れを示す図である。
【図9】本発明の実施例に係るプリント配線板およびその製造方法における、第1のデバイスホールが開口され、かつフライングリードおよび配線が形成された状態を示す図である。
【図10】本発明の実施例に係るプリント配線板およびその製造方法における、カバーレイを設けた後であって第2のデバイスホールを開口する前の段階の状態を示す図である。
【図11】本発明の実施例に係るプリント配線板およびその製造方法における、カバーレイを設けた後に、第2のデバイスホールを開口する工程を示す図である。
【図12】従来の一般的なフライングリードを有するTAB方式のプリント配線板の主要部の構成を示す図である。
【図13】図12に示したプリント配線板における、フライングリードの先端付近を抽出し拡大して示す図である。
【図14】一条のテープ基材に複数列を配列形成してなる従来のTAB方式のプリント配線板の一態様を示す図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施の形態に係るプリント配線板およびその製造方法について、図面を参照して説明する。
【0022】
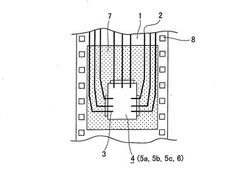
本発明の実施の形態に係るプリント配線板は、図1に示したように、絶縁性フィルム基材1の表面に、配線2と、その配線2に連なるフライングリード3と、そのフライングリード3が突出するように設けられたデバイスホール4と、配線2を保護するためのカバーレイ7を備えている。
【0023】
デバイスホール4は、フライングリード3の少なくとも先端部を含むように設けられた、図2に示したような第1のデバイスホール5(5a、5b、5c;以下、これらの第1のデバイスホール5a、5b、5cを総称して第1のデバイスホール5とも記載するものとする)と、その第1のデバイスホール5に対して連続するように設けられた、図3に斜線を付して示したような第2のデバイスホール6とからなるものである。ここで、図2、図3、図4では、図示の簡潔化を図るために、第1のデバイスホール5、第2のデバイスホール6、フライングリード3およびその付近のみを特に抽出して描いてあり、配線2等については省略してある。
【0024】
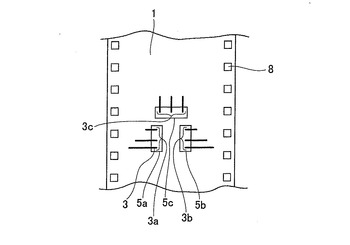
さらに具体的には、図2に示したように、第1のデバイスホール5a、5b、5cは、フライングリード3の少なくとも先端部を必要最小限程度に含むことができる程度の小さめの面積の開口として、それぞれ独立した、互いに非連続な開口として設けられている。図2の一例に即して言えば、第1のデバイスホール5aは、フライングリード列3aの全てのフライングリード3の先端部を含むように設けられている。第1のデバイスホール5bは、フライングリード列3bの全てのフライングリード3の先端部を含むように設けられている。第1のデバイスホール5cは、フライングリード列3cの全てのフライングリード3の先端部を含むように設けられている。
【0025】
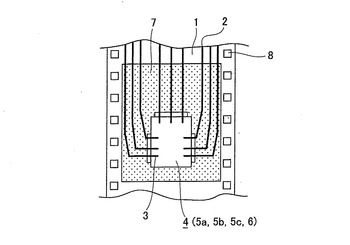
そして、それら独立して設けられた3つの非連続な第1のデバイスホール5a、5b、5cは、図3に示したように、それらすべてに対して連続するように第2のデバイスホール6が設けられることにより、その第2のデバイスホール6を介して(その第2のデバイスホール6も含めて)一繋がりに連続した開口となる。つまり、第1のデバイスホール5a、5b、5cと、第2のデバイスホール6とで、図4に示したような、一繋がりの大きな面積のデバイスホール4が構成されている。
【0026】
ここで、上記の「フライングリード3の少なくとも先端部」とは、より具体的には、フライングリード3における、電気的接続を行うために用いられる部分、つまり、このプリント配線板(TAB)に実装されるICチップやその他の半導体チップに設けられている接続パッド等に対して、電気的接続を確保するために接合される部分、ということを意味していることは勿論である。
【0027】
本発明の実施の形態に係るプリント配線板の製造方法は、絶縁性フィルム基材1に、各フライングリード列3a、3b、3cの各フライングリード3の少なくとも先端部が設けられる部分をそれぞれ含むように、第1のデバイスホール5a、5b、5cを開口する工程と、それら第1のデバイスホール5を開口した後、絶縁性フィルム基材1の表面ほぼ全面に、第1のデバイスホール5上の領域も含めて、銅箔のような導体箔を張り合わせる工程と、その導体箔にパターン加工を施して、配線2とフライングリード3とを形成する工程と、フライングリード3を形成した後、第1のデバイスホール5(5a、5b、5c)の全てに対して連続するように第2のデバイスホール6を開口して、その第2のデバイスホール6と第1のデバイスホール5a、5b、5cとを連続してなる一繋がりのデバイスホール4を形成する工程とを、その主要な工程の流れとして備えている。
【0028】
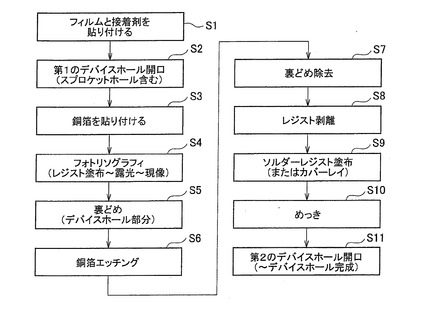
さらに具体的には、図8にその主要な工程の流れを示したように、まず、絶縁性フィルム基材1の表面上に、接着剤層を貼り付ける(Step−1;図8ではS1と表記。以下の各Stepでも同様の表記方法とする)。
【0029】
続いて、第1のデバイスホール5を穿ち設ける(S2)。このプロセスは、たとえば金型を用いたプレス加工による、いわゆる打ち抜き法や、例えばレーザ照射による、いわゆるレーザカッティング法などによって行うことが可能である。
【0030】
その第1のデバイスホール5の領域上も含めて、絶縁性フィルム基材1の表面上ほぼ全面に、銅箔を貼り付ける(S3)。
【0031】
そして、一連のフォトリソグラフィプロセスによって、銅箔上にフォトレジストを塗布し、そのフォトレジストに対して配線2やフライングリード3等のパターンの露光〜現像を行う(S4)。
【0032】
続いて、このプリント配線板の裏面における、第1のデバイスホール5の部分に、いわゆる裏止めを施す(S5)。
【0033】
このとき、第1のデバイスホール5がフライングリード3の少なくとも先端部分を含んだ必要最小限程度の領域に対応した小さな面積しか有さないものであることから、裏止めに必要な裏止め材は、従来の大きな面積のデバイスホールに裏止めを施す場合と比較して、顕著に少ない使用量で済むこととなる。
【0034】
裏止めを施した後、銅箔に対して例えばエッチング法などによりパターン加工を施して、配線2およびフライングリード3を形成する(S6)。
【0035】
このとき、第1のデバイスホール5がフライングリード3の少なくとも先端部分を含んだ必要最小限程度の領域に対応した小さな面積しか有さないものであることから、そのような小さな面積の第1のデバイスホール5の開口領域上の銅箔は、従来の大きな面積のデバイスホールの開口領域上に設けられた場合と比較して、熱や湿気やその他の種々の外乱的な要因によって生じる膨張収縮や歪み等が、顕著に小さなものとなる。そしてその結果、第1のデバイスホール5の開口領域上の銅箔に対してパターン加工を施して形成されるフライングリード3の寸法誤差や、形状歪み、変形等のような各種の不良の発生が、抑制ないしは解消されることとなる。
【0036】
配線2やフライングリード3を形成した後、裏止め材を除去する(S7)。また、フォトレジスト剥離を行う(S8)。
【0037】
続いて、フライングリード3や図示しない接続端子部等の表面上を除いて、配線2の上を含む絶縁性フィルム基材1の表面上ほぼ全面を覆うように、カバーレイ7(ソルダレジストも可)を設ける(S9)。
【0038】
続いて、そのカバーレイ7で覆わずに敢えて露出させておいたフライングリード3の表面やその他各種接続端子部等の表面に、例えば金(Au)めっきのようなめっきを施す(S10)。
【0039】
そして、第2のデバイスホール6を穿ち設ける(S11)。
【0040】
この第2のデバイスホール6を設けることで、この第2のデバイスホール6と第1のデバイスホール5a、5b、5cとを連続してなる一繋がりのデバイスホール4が形成される。
【0041】
ここで、上記の全工程は、いわゆるロールツーロール方式の10m巻き以上に対応した製造ラインで一貫して行うようにすることが、製造効率の向上の観点等から望ましい。但し、これのみには限定されないことは言うまでもない。
【0042】
以上のように、本発明の実施の形態に係るプリント配線板およびその製造方法では、絶縁性フィルム基材1に導体箔を張り合わせて配線2およびフライングリード3を形成する工程以前の段階で、絶縁性フィルム基材1に、図2に示したような必要最小限程度の小さめな第1のデバイスホール5a、5b、5cを設けておき、その第1のデバイスホール5の領域上の銅箔のような導体箔をパターン加工してフライングリード3を形成した後、第2のデバイスホール6を穿ち設けることで、個々に非連続に形成された第1のデバイスホール5a、5b、5cを、第2のデバイスホール6を介して連続した一繋がりの開口とする、つまり第1のデバイスホール5a、5b、5cと第2のデバイスホール6とで、デバイスホール4を形成するようにしているので、フライングリード3を形成する工程では、そのフライングリード3となる銅箔は必要最小限程度の小さな面積しか有していない第1のデバイスホール5の開口領域上にあることとなり、その結果、出来上がりのフライングリード3に寸法誤差や、形状歪み、変形等が発生することを、抑制ないしは解消することが可能となる。
【0043】
また、エッチングプロセスを用いたフライングリードのパターン加工時にデバイスホールを裏面から塞ぐために用いられる、いわゆる裏止め材の使用量の低減化を達成することができるので、従来技術の場合のような、裏止め材の使用量が多くなることに起因して材料コストが上昇するといった弊害や、裏止め材の塗布面積が大きくなることに起因して発生していた、例えば裏止め樹脂の残渣やスラッジ等が製品のTAB(プリント配線板)や製造装置に付着するといった種々の弊害を、回避ないしは解消することが可能となる。
【0044】
本発明の発明者達は、従来技術に係るプリント配線におけるフライングリードのパターン形成不良等の問題の発生原因について、種々の実験および考察等を試みた。そして、その主要な発生要因が、大きなデバイスホールの開口領域上に、いわば宙に浮かせたような状態で導体箔をパターン加工してフライングリードを形成していたことによるものである、ということに想到し、本発明を成すに至ったのであった。
【0045】
すなわち、従来の技術では、パターン加工されてフライングリードとなる部分の導体箔は、例えば15mm×15mmのような大きな面積のデバイスホールの開口領域上に、絶縁性フィルム基材1等による下からの支えや接着等が全くない状態となっていた。このため、デバイスホールの開口領域上の導体箔は、その表面に対する法線方向(つまりデバイスホールの貫通方向)に撓みが生じやすくなっていた。
【0046】
また、プリント配線板の製造工程において、デバイスホールが設けられた部分では、絶縁性フィルム基材は存在しておらず、導体箔が存在しているだけである。他方、デバイスホールが設けられていない部分では、導体箔と絶縁性フィルム基材とが張り合わされて、いわば複合材料として存在している。このため、デバイスホールが存在している部分の導体箔、つまりフライングリードが形成される部分の導体箔は、その導体箔単体での、熱や湿度等に対応した膨張収縮が生じることとなるが、他方、デバイスホールが存在していない部分の導体箔、つまり主に配線が形成される部分の導体箔は、導体箔と絶縁性フィルム基材との複合材料としての膨張収縮が生じることとなる。
【0047】
このため、デバイスホールが大きいほど、またデバイスホールの個数が多いほど、デバイスホールが設けられた部分とそれ以外の部分とでの、プリント配線板全幅当りの導体箔の膨張収縮量の差が大きくなり、延いてはそのような大幅な膨張収縮量の差によって生じた歪み応力を貯えた導体箔にパターン加工を施して、フライングリードや配線等を形成すると、得られたフライングリードには、無視できないほどのピッチずれや寸法誤差、もしくは歪みや変形などが発生することとなる。
【0048】
そして、上記のような導体箔の撓みや歪み等の発生は、デバイスホールが大きなものとなっていくにつれて、益々顕著なものとなっていく傾向にある。
【0049】
このような要因によって、従来のプリント配線板では、デバイスホールが大きくなるにつれて、フライングリードに寸法誤差や、形状歪み、変形等が発生していたのであった。
【0050】
そこで、本発明の実施の形態に係るプリント配線板およびその製造方法では、銅箔のような導体箔にエッチング法などによってパターン加工を施してフライングリード3を完成する段階までは、フライングリード3の少なくとも先端部付近を含む必要最小限程度の小さめの面積しか有さない、第1のデバイスホール5を形成しておくに止めておくことで、その小さな面積の第1のデバイスホール5の開口領域上に存在している、小さな面積の導体箔に対してパターン加工を施して、フライングリード3を形成することとした。
【0051】
このように第1のデバイスホール5を小さな面積の開口とすることにより、その開口領域上に、宙に浮いたような状態で存在する導体箔の面積も小さなものとすることができ、その結果、フライングリード3を形成するための導体箔に撓みや歪み等が発生することを抑制ないしは解消することが可能となる。
【0052】
そして、その後、残りの部分の開口、つまり第2のデバイスホール6を穿ち設けることで、最終的にそれら第1のデバイスホール5と第2のデバイスホール6との総和による大きな面積のデバイスホール4を得ることができる。
【0053】
また、このように第1のデバイスホール5を小さな面積の開口とすることにより、副次的な効果として、裏止め材の使用量を低減することも可能となる。
【0054】
すなわち、従来の技術では、1個のデバイスホールの面積が大きい場合や、複数個のデバイスホールが設けられてその総和の面積が大きくなる場合には、そのデバイスホールに裏面側から充填される裏止め材として一般に用いられる耐エッチング樹脂材料の塗布・充填量が増加して、その材料コストが高くつくものとなっていた。また、その使用量の増加に起因して、その裏止め材を除去する際に用いられる処理液やフィルタ等の負荷が増大し、また場合によっては裏止め材の残渣やスラッジ等が、製品であるプリント配線板の表面や製造装置などに残留するといった不都合も生じていた。
【0055】
しかし、本発明の実施の形態に係るプリント配線板およびその製造方法によれば、裏止めの対象となる第1のデバイスホール5は、上記のように、フライングリード3の少なくとも先端部付近を含む必要最小限程度の小さめの面積しか有さないものとなるので、従来技術の場合と比較して、裏止め材の使用量を顕著に少ないものとすることが可能となり、その結果、材料コストの低廉化、残渣やスラッジ等の残留の抑制ないしは解消等を達成することが可能となる。また、延いては、製品としてのプリント配線板の品質の安定化、裏止め材の処理液やフィルタ等に懸かるコスト等を含めたトータルの製造コストのさらなる低廉化なども達成することが可能となる。
【0056】
上記のような作用に鑑みれば、本発明の実施の形態に係るプリント配線板およびその製造方法は、デバイスホールの直交する2辺のうち、少なくとも1辺が10mm以上であるような大きい開口である場合に特に好適である。
【0057】
保護層は、ポリイミド、ポリアミドイミド、アラミドのいずれかの樹脂を含むフィルムを用いるのが好適である。保護層の厚さは、4μm以上25μm以下であるのが好ましい。
【0058】
絶縁性基材は、ポリイミド、ポリアミドイミド、アラミドのいずれかの樹脂を含むフィルムを用いるのが好適である。また、絶縁性基材の厚さは、4μm〜125μmであるのが好ましい。
【0059】
第1のデバイスホールを複数個設けた後、第2のデバイスホールを開口することで、当該第2のデバイスホールによって複数個の第1のデバイスホールを連続させて一繋がりのデバイスホールを形成することが特に好適である。
【0060】
なお、図示は省略するが、導体箔をパターン加工する際に、複数のフライングリード3の先端を、電解めっき用給電パターンに結線したパターンとしておき、電解めっき法によってその全てのフライングリード3の表面にめっきを施した後、第2のデバイスホール6の穿設に伴って、全てのフライングリード3の先端を電解めっき用給電パターンから切り離すと共にその電解めっき用給電パターンを製品としてのプリント配線板から除去するようにしてもよい。
【0061】
このようにすることにより、フライングリード3の他端、つまりフライングリード3に連なる配線2の端部などに、電解めっきのための給電ラインを結線しなくともよくなる。
【0062】
その結果、配線2のパターン設計の自由度が広がることとなって、例えば電解めっきでなければ実質的にめっきを施すことが不可能なようなパターンの形成なども可能となる。また、フライングリード3の先端を電解めっき用給電パターンから切り離す工程は、第2のデバイスホール6の穿設工程で完全に兼用されることとなるので、殊更に工程数を増やさなくても済むというメリットもある。
【0063】
また、給電ライン以外にも、電気回路的には全く意味を有さないが全てのフライングリード3の先端に連なって、それら全てのフライングリード3の先端を機械的に支持するようにした支持パターンを設けておき、第2のデバイスホール6の穿設に伴って、その支持パターンを全てのフライングリード3の先端から切り離すと共に製品としてのプリント配線板から除去するようにしてもよい。
【0064】
このようにすることにより、フライングリード3を形成してから第2のデバイスホール6を穿設するまでの間に、フライングリード3が変形したり歪んだりすることを、その支持パターンによる機械的な支持によって、抑制ないしは解消することが可能となる。
【0065】
また、第2のデバイスホール6を穿設する際には、その位置や寸法には幾許かの誤差やズレが不可避的に発生する。そして、そのような寸法誤差や位置ズレが、要求される精度よりも大きなものになると、甚だしくは、複数の第1のデバイスホール5のうちの少なくともいずれか1つに対して第2のデバイスホール6が連続した状態とはならなくなる虞(リスク)もある。
【0066】
そこで、そのような虞を克服するためには、図5に示したように、第2のデバイスホールの外形寸法を、図3に示したような過不足のない理論的な寸法よりも若干大きめに設定することが有効である。より具体的には、第2のデバイスホール6を穿設する際に生じることが予測されるような寸法誤差や位置ズレの量や所定の安全率を見込んで大きめの外形寸法とすることが望ましい。
【0067】
この場合には、出来上がりのデバイスホール4の平面的形状は、厳密には、図1に示したような正則な長方形のような矩形ではなく、各辺が図5に示したように微小なクランク状(いわゆるギザ状)を含んだ形状となるが、特に不都合等は生じないので構わない。また、このように大きめの外形寸法とはしない場合でも、実際上は、前述のように第2のデバイスホール6の位置や寸法には幾許かの誤差やズレが不可避的に発生するのであるから、出来上がりのデバイスホール4の平面的形状は、厳密には、正則な長方形のような矩形ではなく、やはり微小なクランク状を含んだ形状となるが、これも特に不都合等は生じないので構わない。
【実施例】
【0068】
上記の実施の形態で説明したようなプリント配線板を作製した。なお、下記の説明中では、用いた各種材料等のメーカー名や商品名等の表記については、略式名称としている。
【0069】
まず、絶縁性フィルム基材1として、カプトン(東レデュポン製)およびユーピレックス(宇部興産製)のポリイミド系のフィルムを用い、その絶縁性フィルム基材1の表面上に接着剤層(図示省略)を張り合わせた(図8のS1;以下、単にS1のように表記する)。
【0070】
TAB用の接着剤層としては、例えば東レや巴川製紙所などのメーカーによって供給されているものがあるので、それらのうちから適切なものを本実施例の用途に合わせて選択した。ここで、一般に、絶縁性フィルム基材1の表面上への接着剤層の張り合わせは接着剤メーカーが行うが、その際、絶縁性フィルム基材1のフィルムの幅・厚さや接着剤層の幅・厚さについても指定することとなる。フィルムの厚さは12〜75μm、接着剤層の厚さは8〜15μmが一般的である。フィルムの材質としては、PET(Polyethylene terephthalate)、PEN(Polyethylene naphthalate)、PPS(Polyphenylene sulfide)、PAI(Polyamide-imide)、アラミド等の樹脂を主成分とするものから選択することが可能である。
【0071】
続いて、絶縁性フィルム基材1に、第1のデバイスホール5およびスプロケットホール8を穿ち設けた(S2)。
【0072】
これらの貫通穴の穿設工程(開口工程)としては、金型を用いたプレス加工法(いわゆるプレス打ち抜き法)が一般的に用いられるが、その他にも、例えばピナクル刃(トムソン刃や彫刻刃なども含む)を用いた押し切り法や、レーザカッティング法、あるいは化学薬品を用いたエッチング法なども用いることが可能である。
【0073】
第1のデバイスホール5を設けた後、接着剤層を介して、絶縁性フィルム基材1の表面ほぼ全面に、銅箔を張り合わせた(S3)。
【0074】
そして銅箔のラミネートが完了した後、接着剤メーカーの指定する条件に適合したプロセス条件設定で、接着剤層のキュアを行った。
【0075】
張り合わせる銅箔としては、圧延銅箔、または電解銅箔のどちらも用いることが可能である。裏面に腐食防止処理や粗化処理などを施したものを用いることが望ましい。
【0076】
また、銅箔以外にも、エッチング法によるパターン加工やめっきを施すことが可能で導電性の良好な各種の金属や合金等を用いることが可能である。
【0077】
その張り合わせプロセスは、一般的な方法として、ロールラミネータを用いて、接着剤メーカーの指定する条件に適合したプロセス条件設定で行った。その際、一条掛け・多条掛けに拘わらず、接着剤層への熱履歴を一定に保つために、1工程でラミネートすることが望ましい。
【0078】
この銅箔の張り合わせ工程としては、一般的なラミネート法の他にも、例えばダブルベルトプレス法や、減圧プレス法、もしくは減圧ロールラミネータを用いる方法なども選択可能である。あるいはその他にも、キャスト法、スパッタ法、蒸着法、湿式めっき法などによって、絶縁性フィルム基材1の表面上に銅箔(銅層)を形成するようにしてもよい。
【0079】
続いて、その絶縁性フィルム基材1の表面上に張り合わせた銅箔の表面全面にフォトレジストを塗布し、配線2およびフライングリード3のパターンを投影露光機によって投影露光して、その潜像を現像してフォトレジストパターンを得た(S4)。
【0080】
上記のフォトレジストは、ネガ型でもポジ型でもよい。また、液体状のフォトレジストの代りに、ドライフィルムを用いることも可能である。
【0081】
また、露光方式は、投影露光方式以外にも、プロキシミティ露光方式や、密着露光方式などを選択することも可能である。あるいは、レーザビーム等を用いた、いわゆる直接描画方式などを採用することも可能である。
【0082】
これら種々の作業条件や設定については、この工程で用いるフォトレジストやドライフィルムのメーカーが推奨条件を提示してくれているのが一般的であるから、それに適合するように諸条件を整備することが望ましい。但し、独自の作業条件を否定するものではないことは勿論である。
【0083】
続いて、いわゆる裏止めを行った(S5)。
【0084】
第1のデバイスホール5が開口されている部分では、銅箔の裏面には絶縁性フィルム基材1が存在していない。従って、この部分では銅箔の裏面が無防備状態で露出している。このため、もしこのままの状態で銅箔にエッチングを施して配線2やフライングリード3を形成しようとすると、その際に露出している銅箔の裏面がエッチング液によって溶解されてしまう。それを防止するために、第1のデバイスホールを裏止め材で封止するのである。この裏止めの具体的な方法としては、刷毛塗りが一般的であるが、その他にも、例えばポッティングなども可能である。市販の裏止め樹脂としてはナトコ製のものがあるので、本実施例では、それを用いた。
【0085】
裏止めを施した後、銅箔に対してエッチング法によるパターン加工を施して、配線2およびフライングリード3を形成した(S6)。
【0086】
エッチング液としては、塩化第二鉄や塩化第二銅のエッチング液を用いるのが一般的であるので、そのようにした。
【0087】
このようにして、図9に示したように、絶縁性フィルム基材1の表面上に配線2およびフライングリード3が形成された。
【0088】
続いて、裏止め材の除去(S7)およびフォトレジストの剥膜(S8)を行った。
【0089】
これらの工程は、水酸化ナトリウムなどのアルカリ溶液を用いて、不要となった裏止め材やフォトレジストを膨潤・溶解させ、またその際にアルカリ溶液のシャワーが有している流体力なども利用して、化学的および物理的に、裏止め材やフォトレジストを除去するというものである。この2工程についての諸条件も、選択した裏止め材料やフォトレジストのメーカーによって標準的な条件が提示されているのが一般的なので、それらに従って適宜に設定した。
【0090】
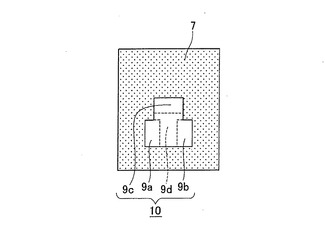
続いて、配線2のカバーレイ7(ソルダレジストも可)を、図7にそのカバーレイ7のみを抽出して示したような形状に設けた(S9)。
【0091】
このカバーレイ7の代りにソルダレジストを用いた場合には、その材料はインクの状態で購入した。そして、スクリーン印刷法によって、図7に示したような所定の形状に印刷形成した。そのインクのメーカーとしては、日立化成、日本ポリテック、味の素ファインテック、アサヒ化学研究所などがある。また、より精確な開口の形成が必要とされる場合には、感光性ソルダレジストを選択することが望ましい。その代表的なメーカーとしては、太陽インキ製造などがある。
【0092】
またカバーレイ7の形成材料については、絶縁性フィルム基材1(PI、PET、PAI、アラミド等の樹脂フィルム)や接着剤層と併せて、独自に製造してもよいし、市販のカバーレイ用材料を用いてもよい。
【0093】
そのようなカバーレイ7のメーカーとしては、東レ、有沢製作所、ニッカン工業などがある。カバーレイ7の場合は、必要な形状に加工したものを位置決めして配線基板に貼り付け、加圧・加熱するのが一般的であるが、その位置決めして貼り付ける装置のメーカーについては、ベアックや石井表記などがある。加圧・加熱のためには、大気圧プレスやラミネータ、減圧プレスや減圧ラミネータがある。作業条件については、選択したカバーレイ7ごとに推奨の条件があるのでそれを参考にすればよい。
【0094】
このようにしてカバーレイ7を形成した状態を、図10に示す。この状態では、カバーレイ7の開口内には、その中央部に、未だ絶縁性フィルム基材1がほぼT字型に残っていて、この部分が存在しているために、第1のデバイスホール5a、5b、5cは、互いに孤立した開口として存在している。
【0095】
続いて、カバーレイ7で覆われておらずに露出している部分、つまりフライングリード3の先端部や、接続端子等(図示省略)の表面上に、その接続信頼性を高めるために、金(Au)めっきのようなめっきを施した(S10)。
【0096】
このめっきは、電解めっきでも無電界めっきでも構わない。また、このめっきは、カバーレイ7あるいはソルダレジストを設ける前に、配線パターン全面に形成するようにしてもよい。
【0097】
そして、図11に斜線を付して示したような位置(形状)に、第2のデバイスホール6を穿ち設けた(S11)。つまり、それまでT字型に残っていたために、第1のデバイスホール5a、5b、5cを互いに孤立した開口としていた部分の絶縁性フィルム基材1を、第2のデバイスホール6を穿ち設けることで、完全に除去した。
【0098】
この第2のデバイスホール6を設けたことにより、図12に示したように、断続のない(つまり第1のデバイスホール5a、5b、5cと第2のデバイスホール6とが連続してなる)一繋がりの、大きなデバイスホール4が形成された。
【0099】
この第2のデバイスホール6の開口方法(開口を穿設する方法)としては、第1のデバイスホール5の場合と同様に、金型を用いたプレス加工法(いわゆるプレス打ち抜き法)が一般的に用いられるが、その他にも、例えばピナクル刃(トムソン刃や彫刻刃なども含む)を用いた押し切り法や、レーザカッティング法、あるいは化学薬品を用いたエッチング法なども用いることが可能である。
【0100】
ここで、この第2のデバイスホール6の開口(穿設)は、2回ないしはそれ以上に分けて行うようにしてもよい。その場合、2回目以降の開口形状のうちの、特に、既に穿ち設けられた開口と重なる(交わる)部分については、その部分でのバリの発生を回避するという観点からも、可能な限り直角に交わるようにすることが望ましい。
【0101】
また、この第2のデバイスホール6の穿設は、上記のS10として説明しためっきを施す工程よりも前の段階で行うことも可能である。
【0102】
また、上記のカバーレイ7の開口パターンは、図6に示したようなものとしてもよい。
【0103】
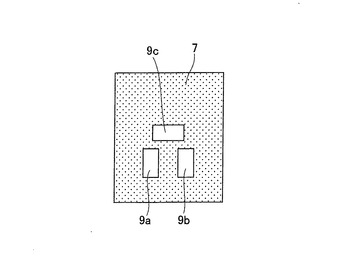
すなわち、カバーレイ7の開口を、上記の図7に示したような、第2のデバイスホール6に対応した領域(図7では、領域9dとして描いてある)も含めた、一繋がりの大きな面積の開口10を有するものとした場合には、そのカバーレイ7と絶縁性フィルム基材1とを合せたプリント配線板全体としての機械的な剛性が、図6に示したような、第1のデバイスホール5a、5b、5cにそれぞれ対応した開口9a、9b、9cという必要最小限程度の小さな面積の開口しか有さないもののみとした場合よりも(つまり領域9dは開口としない場合よりも)、低くなってしまう虞がある。
【0104】
よって、この観点から、カバーレイ7は第1のデバイスホール5a、5b、5cにそれぞれ対応した開口9a、9b、9cを有しているが、第2のデバイスホール6に対応した部分(つまり領域9d)については敢えて開口を設けないで、その部分にはカバーレイ7が存在するようにしたパターンとしておき、最終的に、第2のデバイスホール6の穿設の際に、その第2のデバイスホール6の部分の絶縁性フィルム基材1の打ち抜きと共に、領域9dの部分のカバーレイ7も除去するようにすることが、より望ましい。
【0105】
以上のような本発明の実施例に係るプリント配線板およびその製造方法によれば、フライングリードに寸法誤差や、形状歪み、変形が発生することを抑制ないしは解消することができた。
【0106】
また、副次的な効果として、エッチングプロセスを用いたフライングリードのパターン加工時にデバイスホールを裏面から塞ぐために用いられる、いわゆる裏止め材の使用量の低減化を達成することができるので、その裏止め材の使用量が多くなることや、その塗布面積が大きくなることに起因して発生していた、例えば裏止め材の樹脂の残渣やスラッジ等が製品のプリント配線板(TAB)や製造装置に付着するといった種々の弊害を、回避ないしは解消することができた。
【0107】
また、デバイスホール4の周囲では、一般に、カバーレイ7は、その端面が絶縁性フィルム基材1の端面よりも後退した状態で形成されることになるので、ICチップをカバーレイ7が形成された側から実装する用途では、そのICチップを封止材によって封止する際に、カバーレイ7の端面と、そのカバーレイ7で覆われておらずにオーバーハングした状態の絶縁性フィルム基材1の端面付近とで構成される段差のような部分に気泡がトラップされるなどしてボイドが生じる虞があった。
【0108】
しかし、本発明の実施例に係るプリント配線板およびその製造方法によれば、第2のデバイスホール6の穿設に伴って、カバーレイ7の端面と絶縁性フィルム基材1の端面とが同じ位置に揃うようになる領域が、従来技術の場合よりも増えることとなるので、そのICチップを封止する際に気泡を巻き込むなどしてボイドが生じる虞を低減ないしは解消することなども可能となった。
【0109】
なお、上記の実施の形態および実施例では、第1のデバイスホール5が第1のデバイスホール5a、5b、5cの3個のように複数個設けられる場合、つまりフライングリード列3a、3b、3cのようにフライングリード3を複数列有するプリント配線板の場合に本発明を適用した場合について説明したが、第1のデバイスホール5が1個の場合、つまりフライングリード列が1列のみの場合についても、本発明は適用可能であることは勿論である。
【0110】
また、本発明はポリイミド樹脂のような可撓性の高い材質からなる絶縁性フィルム基材を有する、例えばTABのような構造のプリント配線板について特に好適なものであることから、上記の実施の形態および実施例では、そのような絶縁性フィルム基材を有するプリント配線板に本発明を適用した場合について説明したが、絶縁性フィルム基材の代りに、いわゆるリジッド基板用材料であるガラスエポキシ基材を用いると共にデバイスホールおよびそれに突出するように設けられたフライングリードを有するような構造のプリント配線板にも、本発明は適用可能であることは言うまでもない。
【符号の説明】
【0111】
1 絶縁性フィルム基材
2 配線
3 フライングリード
4 デバイスホール
5 第1のデバイスホール
6 第2のデバイスホール
7 カバーレイ
8 スプロケットホール
9a、9b、9c カバーレイにおける第1のデバイスホールに対応した開口
9d カバーレイにおける第2のデバイスホールに対応した領域
10 カバーレイにおけるデバイスホールに対応した開口全体
【技術分野】
【0001】
本発明は、デバイスホールとそれに突出するように設けられたフライングリードとを有する、例えばTAB(Tape Automated Bonding)方式やTCP(Tape Carrier Package)方式のプリント配線板およびその製造方法に関する。
【背景技術】
【0002】
この種のプリント配線板およびその製造方法では、1990年頃以前から存在していたTAB方式やTCP方式と呼ばれるもの(以降、これらをTABと総称する)がある。
【0003】
図12は、従来のTAB方式のプリント配線板の主要部の構成を示す図、図13は、そのフライングリードの先端付近を抽出し拡大して示す図、図14は、一条のテープ基材に複数列のTABを配列形成してなる従来のTAB方式のプリント配線板の一例を示す図である。
【0004】
フライングリードを有する構造のTAB方式のプリント配線板111は、図12に示したように、例えばポリイミド樹脂フィルムのような絶縁性フィルム基材101の表面上に、配線102およびそれに連なるフライングリード103が、銅箔をエッチング加工するなどして設けられている。
【0005】
このようなプリント配線板では、フライングリード103の先端部付近105は、図13に拡大して示したように、あたかも片持ち梁のようにデバイスホール104の領域に突き出した状態に設けられている。このデバイスホール104に、図示しないICが実装されて、そのICの接続パッドとフライングリード103とが接続されるように設定されている。
【0006】
配線102は、絶縁性フィルム基材101の表面に、接着剤層106を介して接合されており、かつその表面上を含めて絶縁性フィルム基材101の上ほぼ全面を覆うように、保護層用の接着剤層109を介して保護層110が設けられている。なお、図12では、図示の簡潔化を図るために、接着剤層109、保護層110は、纏めてカバーレイ107として描いてある。絶縁性フィルム基材101の左右両端には、それぞれスプロケットホール108が配列形成されている(以上、特許文献1)。
【0007】
また、図示は省略するが、絶縁性フィルム基材の片面上だけでなく、その表裏両面に配線を設けた構造の、いわゆる両面配線TABなども提案されている(特許文献2)。
【0008】
このようなフライングリードを有するプリント配線板の主な用途は、1990年頃から近年にかけては、液晶ドライバICを実装してなるモジュール向けが一般的であった。現在では、その液晶ドライバICモジュールには、COF(Chip On Film)が用いられることが一般的になっている。しかし、一部では、現在でもフライングリードを有するTAB方式のプリント配線板が用いられている。
【0009】
TAB方式のプリント配線板では一般に、一条のキャリアテープとしての幅寸法には、いわゆる業界標準的な規格が定められており、投影露光機の光学系の改良やフォトリソグラフィ技術の進歩によって、その幅寸法の規格は、35mm、48mm、そして70mmというように、順次に拡大されてきた。
【0010】
また、TABの製造工程のみならずICチップをTABに実装する工程についても、いわゆるロールツーロール(roll to roll)の製造方式が一般に採用されてきた。そして近年では、TABの製造方法に関する技術開発によって、150mmを超えるような広幅に対応可能な投影露光機なども実用化されているので、図14に一例を示したように、一条のキャリアテープ112内に、35mm幅や48mm幅のTAB111−1、111−2、111−3を3列のような複数列配置することなども可能となり、生産効率のさらなる向上や製造コストのさらなる低減化が期待されるようになってきている。
【0011】
また、実装されるICチップの集積度がさらに高くなって行くと共に、配線ピッチがさらに微細化して行く傾向にあるが、これに対応するために、フライングリードや配線のパターン加工技術について、さらなるファイン化を実現することが、強く要請されるようになってきている。
【0012】
また、それに伴って、デバイスホールについても、例えば10mm×30mmや15mm×15mmのように、大きな寸法となる傾向にある。あるいは、個々のデバイスホールはそれほど大きくなくても複数のデバイスホールを設けて、それらデバイスホールの総和の面積が大きくなるような構成のものなども登場するようになってきている。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開平06−5662号公報
【特許文献2】特開平04−239739号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
上記のように、フライングリードを有するTAB方式のプリント配線板においては、ICチップのさらなる高集積化や、それに伴って要求される配線パターンのさらなるファイン化に対応しつつ、生産効率の向上や製造コストの低減化を達成するために、一条のテープキャリア内に複数列のTABを配列形成することが要請されるようになってきている。また、デバイスホールを、例えば10mm×30mmや15mm×15mmのような大きな寸法にすることや、個々の寸法は小さくてもそれを複数個設けることなどが要請されるようになってきている。
【0015】
ところが、そのような大きなデバイスホールや複数個のデバイスホールを設けた場合や、一条のテープキャリア内に複数列のTABを設けた場合(この場合も必然的に、幅方向に複数個のデバイスホールを配列形成したことになる)、出来上がったTAB方式のプリント配線板におけるフライングリードに、寸法誤差や、形状歪み、変形等が発生するという問題があった。そして、それらの問題は、投影露光機の光学系やフォトリソグラフィ技術にさらなる改良を施してもなお、改善ないしは解消できなかった。また、それらの問題に対して解決しようとする試行や方策等も未だ提案されておらず、またそのようなフライングリードの形状不良等の発生要因の解明からして十分な検討が行われてはいなかった。
【0016】
本発明は、このような問題に鑑みて成されたもので、その目的は、デバイスホールに突出するように設けられるフライングリードに寸法誤差や形状歪みや変形が発生することを抑制ないしは解消したプリント配線板およびその製造方法を提供することにある。
【課題を解決するための手段】
【0017】
本発明のプリント配線板は、絶縁性基材の表面に、配線と、デバイスホールと、前記配線に連なると共に前記デバイスホールに突出するように設けられたフライングリードとを有するプリント配線板であって、前記配線を覆うように、保護層が設けられており、前記保護層は、絶縁性基材の端面よりも後退するように形成される領域と、当該保護層の端面と絶縁性基材の端面とが同じ位置に揃うようになる領域とを有することを特徴としている。
【0018】
本発明のプリント配線板の製造方法は、絶縁性基材の表面に、配線を設ける工程と、デバイスホールを設ける工程と、フライングリードを設ける工程と保護層を設ける工程とを含むプリント配線板の製造方法であって、前記絶縁性基材に、少なくとも前記フライングリードの先端が設けられる部分を含むように、第1のデバイスホールを開口する工程と、前記第1のデバイスホールを開口した後、前記絶縁性基材の表面に、導体箔を張り合わせる工程と、前記導体箔にパターン加工を施して、前記配線と前記フライングリードとを形成する工程と、前記フライングリードを形成した後、前記配線上に保護層を設け、前記第1のデバイスホールに対して連続するように第2のデバイスホールを開口して、当該第2のデバイスホールと前記第1のデバイスホールとを連続してなる一繋がりのデバイスホールを形成する工程からなり、前記保護層は、絶縁性基材の端面よりも後退するように形成される領域と、当該保護層の端面と絶縁性基材の端面とが同じ位置に揃うようになる領域とを有することを特徴とする。
【発明の効果】
【0019】
本発明によれば、上記のような手段によって、最も主要な効果として、フライングリードに寸法誤差や、形状歪み、変形が発生することを抑制ないしは解消することが可能となる。
【図面の簡単な説明】
【0020】
【図1】本発明の実施の形態に係るプリント配線板の主要部の構成を示す図である。
【図2】本発明の実施の形態に係るプリント配線板およびその製造方法における、第1のデバイスホールが開口された部分を特に抽出して示す図である。
【図3】本発明の実施の形態に係るプリント配線板およびその製造方法における、第1のデバイスホールに続いて第2のデバイスホールが開口される部分を特に抽出して示す図である。
【図4】本発明の実施の形態に係るプリント配線板の製造方法によって最終的に形成されたデバイスホールを、特にその部分について抽出して示す図である。
【図5】本発明の実施の形態に係るプリント配線板の製造方法における、第2のデバイスホールのバリエーションを、特にその部分について抽出して示す図である。
【図6】本発明の実施の形態に係るプリント配線板およびその製造方法における、第1のデバイスホール穿設後であって第2のデバイスホール穿設前の段階のカバーレイのパターンのバリエーション的な一態様を特に抽出して示す図である。
【図7】本発明の実施の形態に係るプリント配線板およびその製造方法における、第2のデバイスホール穿設後の状態のカバーレイを、特に抽出して示す図である。
【図8】本発明の実施例に係るプリント配線板の製造方法における、主要な製造工程の流れを示す図である。
【図9】本発明の実施例に係るプリント配線板およびその製造方法における、第1のデバイスホールが開口され、かつフライングリードおよび配線が形成された状態を示す図である。
【図10】本発明の実施例に係るプリント配線板およびその製造方法における、カバーレイを設けた後であって第2のデバイスホールを開口する前の段階の状態を示す図である。
【図11】本発明の実施例に係るプリント配線板およびその製造方法における、カバーレイを設けた後に、第2のデバイスホールを開口する工程を示す図である。
【図12】従来の一般的なフライングリードを有するTAB方式のプリント配線板の主要部の構成を示す図である。
【図13】図12に示したプリント配線板における、フライングリードの先端付近を抽出し拡大して示す図である。
【図14】一条のテープ基材に複数列を配列形成してなる従来のTAB方式のプリント配線板の一態様を示す図である。
【発明を実施するための形態】
【0021】
以下、本発明の実施の形態に係るプリント配線板およびその製造方法について、図面を参照して説明する。
【0022】
本発明の実施の形態に係るプリント配線板は、図1に示したように、絶縁性フィルム基材1の表面に、配線2と、その配線2に連なるフライングリード3と、そのフライングリード3が突出するように設けられたデバイスホール4と、配線2を保護するためのカバーレイ7を備えている。
【0023】
デバイスホール4は、フライングリード3の少なくとも先端部を含むように設けられた、図2に示したような第1のデバイスホール5(5a、5b、5c;以下、これらの第1のデバイスホール5a、5b、5cを総称して第1のデバイスホール5とも記載するものとする)と、その第1のデバイスホール5に対して連続するように設けられた、図3に斜線を付して示したような第2のデバイスホール6とからなるものである。ここで、図2、図3、図4では、図示の簡潔化を図るために、第1のデバイスホール5、第2のデバイスホール6、フライングリード3およびその付近のみを特に抽出して描いてあり、配線2等については省略してある。
【0024】
さらに具体的には、図2に示したように、第1のデバイスホール5a、5b、5cは、フライングリード3の少なくとも先端部を必要最小限程度に含むことができる程度の小さめの面積の開口として、それぞれ独立した、互いに非連続な開口として設けられている。図2の一例に即して言えば、第1のデバイスホール5aは、フライングリード列3aの全てのフライングリード3の先端部を含むように設けられている。第1のデバイスホール5bは、フライングリード列3bの全てのフライングリード3の先端部を含むように設けられている。第1のデバイスホール5cは、フライングリード列3cの全てのフライングリード3の先端部を含むように設けられている。
【0025】
そして、それら独立して設けられた3つの非連続な第1のデバイスホール5a、5b、5cは、図3に示したように、それらすべてに対して連続するように第2のデバイスホール6が設けられることにより、その第2のデバイスホール6を介して(その第2のデバイスホール6も含めて)一繋がりに連続した開口となる。つまり、第1のデバイスホール5a、5b、5cと、第2のデバイスホール6とで、図4に示したような、一繋がりの大きな面積のデバイスホール4が構成されている。
【0026】
ここで、上記の「フライングリード3の少なくとも先端部」とは、より具体的には、フライングリード3における、電気的接続を行うために用いられる部分、つまり、このプリント配線板(TAB)に実装されるICチップやその他の半導体チップに設けられている接続パッド等に対して、電気的接続を確保するために接合される部分、ということを意味していることは勿論である。
【0027】
本発明の実施の形態に係るプリント配線板の製造方法は、絶縁性フィルム基材1に、各フライングリード列3a、3b、3cの各フライングリード3の少なくとも先端部が設けられる部分をそれぞれ含むように、第1のデバイスホール5a、5b、5cを開口する工程と、それら第1のデバイスホール5を開口した後、絶縁性フィルム基材1の表面ほぼ全面に、第1のデバイスホール5上の領域も含めて、銅箔のような導体箔を張り合わせる工程と、その導体箔にパターン加工を施して、配線2とフライングリード3とを形成する工程と、フライングリード3を形成した後、第1のデバイスホール5(5a、5b、5c)の全てに対して連続するように第2のデバイスホール6を開口して、その第2のデバイスホール6と第1のデバイスホール5a、5b、5cとを連続してなる一繋がりのデバイスホール4を形成する工程とを、その主要な工程の流れとして備えている。
【0028】
さらに具体的には、図8にその主要な工程の流れを示したように、まず、絶縁性フィルム基材1の表面上に、接着剤層を貼り付ける(Step−1;図8ではS1と表記。以下の各Stepでも同様の表記方法とする)。
【0029】
続いて、第1のデバイスホール5を穿ち設ける(S2)。このプロセスは、たとえば金型を用いたプレス加工による、いわゆる打ち抜き法や、例えばレーザ照射による、いわゆるレーザカッティング法などによって行うことが可能である。
【0030】
その第1のデバイスホール5の領域上も含めて、絶縁性フィルム基材1の表面上ほぼ全面に、銅箔を貼り付ける(S3)。
【0031】
そして、一連のフォトリソグラフィプロセスによって、銅箔上にフォトレジストを塗布し、そのフォトレジストに対して配線2やフライングリード3等のパターンの露光〜現像を行う(S4)。
【0032】
続いて、このプリント配線板の裏面における、第1のデバイスホール5の部分に、いわゆる裏止めを施す(S5)。
【0033】
このとき、第1のデバイスホール5がフライングリード3の少なくとも先端部分を含んだ必要最小限程度の領域に対応した小さな面積しか有さないものであることから、裏止めに必要な裏止め材は、従来の大きな面積のデバイスホールに裏止めを施す場合と比較して、顕著に少ない使用量で済むこととなる。
【0034】
裏止めを施した後、銅箔に対して例えばエッチング法などによりパターン加工を施して、配線2およびフライングリード3を形成する(S6)。
【0035】
このとき、第1のデバイスホール5がフライングリード3の少なくとも先端部分を含んだ必要最小限程度の領域に対応した小さな面積しか有さないものであることから、そのような小さな面積の第1のデバイスホール5の開口領域上の銅箔は、従来の大きな面積のデバイスホールの開口領域上に設けられた場合と比較して、熱や湿気やその他の種々の外乱的な要因によって生じる膨張収縮や歪み等が、顕著に小さなものとなる。そしてその結果、第1のデバイスホール5の開口領域上の銅箔に対してパターン加工を施して形成されるフライングリード3の寸法誤差や、形状歪み、変形等のような各種の不良の発生が、抑制ないしは解消されることとなる。
【0036】
配線2やフライングリード3を形成した後、裏止め材を除去する(S7)。また、フォトレジスト剥離を行う(S8)。
【0037】
続いて、フライングリード3や図示しない接続端子部等の表面上を除いて、配線2の上を含む絶縁性フィルム基材1の表面上ほぼ全面を覆うように、カバーレイ7(ソルダレジストも可)を設ける(S9)。
【0038】
続いて、そのカバーレイ7で覆わずに敢えて露出させておいたフライングリード3の表面やその他各種接続端子部等の表面に、例えば金(Au)めっきのようなめっきを施す(S10)。
【0039】
そして、第2のデバイスホール6を穿ち設ける(S11)。
【0040】
この第2のデバイスホール6を設けることで、この第2のデバイスホール6と第1のデバイスホール5a、5b、5cとを連続してなる一繋がりのデバイスホール4が形成される。
【0041】
ここで、上記の全工程は、いわゆるロールツーロール方式の10m巻き以上に対応した製造ラインで一貫して行うようにすることが、製造効率の向上の観点等から望ましい。但し、これのみには限定されないことは言うまでもない。
【0042】
以上のように、本発明の実施の形態に係るプリント配線板およびその製造方法では、絶縁性フィルム基材1に導体箔を張り合わせて配線2およびフライングリード3を形成する工程以前の段階で、絶縁性フィルム基材1に、図2に示したような必要最小限程度の小さめな第1のデバイスホール5a、5b、5cを設けておき、その第1のデバイスホール5の領域上の銅箔のような導体箔をパターン加工してフライングリード3を形成した後、第2のデバイスホール6を穿ち設けることで、個々に非連続に形成された第1のデバイスホール5a、5b、5cを、第2のデバイスホール6を介して連続した一繋がりの開口とする、つまり第1のデバイスホール5a、5b、5cと第2のデバイスホール6とで、デバイスホール4を形成するようにしているので、フライングリード3を形成する工程では、そのフライングリード3となる銅箔は必要最小限程度の小さな面積しか有していない第1のデバイスホール5の開口領域上にあることとなり、その結果、出来上がりのフライングリード3に寸法誤差や、形状歪み、変形等が発生することを、抑制ないしは解消することが可能となる。
【0043】
また、エッチングプロセスを用いたフライングリードのパターン加工時にデバイスホールを裏面から塞ぐために用いられる、いわゆる裏止め材の使用量の低減化を達成することができるので、従来技術の場合のような、裏止め材の使用量が多くなることに起因して材料コストが上昇するといった弊害や、裏止め材の塗布面積が大きくなることに起因して発生していた、例えば裏止め樹脂の残渣やスラッジ等が製品のTAB(プリント配線板)や製造装置に付着するといった種々の弊害を、回避ないしは解消することが可能となる。
【0044】
本発明の発明者達は、従来技術に係るプリント配線におけるフライングリードのパターン形成不良等の問題の発生原因について、種々の実験および考察等を試みた。そして、その主要な発生要因が、大きなデバイスホールの開口領域上に、いわば宙に浮かせたような状態で導体箔をパターン加工してフライングリードを形成していたことによるものである、ということに想到し、本発明を成すに至ったのであった。
【0045】
すなわち、従来の技術では、パターン加工されてフライングリードとなる部分の導体箔は、例えば15mm×15mmのような大きな面積のデバイスホールの開口領域上に、絶縁性フィルム基材1等による下からの支えや接着等が全くない状態となっていた。このため、デバイスホールの開口領域上の導体箔は、その表面に対する法線方向(つまりデバイスホールの貫通方向)に撓みが生じやすくなっていた。
【0046】
また、プリント配線板の製造工程において、デバイスホールが設けられた部分では、絶縁性フィルム基材は存在しておらず、導体箔が存在しているだけである。他方、デバイスホールが設けられていない部分では、導体箔と絶縁性フィルム基材とが張り合わされて、いわば複合材料として存在している。このため、デバイスホールが存在している部分の導体箔、つまりフライングリードが形成される部分の導体箔は、その導体箔単体での、熱や湿度等に対応した膨張収縮が生じることとなるが、他方、デバイスホールが存在していない部分の導体箔、つまり主に配線が形成される部分の導体箔は、導体箔と絶縁性フィルム基材との複合材料としての膨張収縮が生じることとなる。
【0047】
このため、デバイスホールが大きいほど、またデバイスホールの個数が多いほど、デバイスホールが設けられた部分とそれ以外の部分とでの、プリント配線板全幅当りの導体箔の膨張収縮量の差が大きくなり、延いてはそのような大幅な膨張収縮量の差によって生じた歪み応力を貯えた導体箔にパターン加工を施して、フライングリードや配線等を形成すると、得られたフライングリードには、無視できないほどのピッチずれや寸法誤差、もしくは歪みや変形などが発生することとなる。
【0048】
そして、上記のような導体箔の撓みや歪み等の発生は、デバイスホールが大きなものとなっていくにつれて、益々顕著なものとなっていく傾向にある。
【0049】
このような要因によって、従来のプリント配線板では、デバイスホールが大きくなるにつれて、フライングリードに寸法誤差や、形状歪み、変形等が発生していたのであった。
【0050】
そこで、本発明の実施の形態に係るプリント配線板およびその製造方法では、銅箔のような導体箔にエッチング法などによってパターン加工を施してフライングリード3を完成する段階までは、フライングリード3の少なくとも先端部付近を含む必要最小限程度の小さめの面積しか有さない、第1のデバイスホール5を形成しておくに止めておくことで、その小さな面積の第1のデバイスホール5の開口領域上に存在している、小さな面積の導体箔に対してパターン加工を施して、フライングリード3を形成することとした。
【0051】
このように第1のデバイスホール5を小さな面積の開口とすることにより、その開口領域上に、宙に浮いたような状態で存在する導体箔の面積も小さなものとすることができ、その結果、フライングリード3を形成するための導体箔に撓みや歪み等が発生することを抑制ないしは解消することが可能となる。
【0052】
そして、その後、残りの部分の開口、つまり第2のデバイスホール6を穿ち設けることで、最終的にそれら第1のデバイスホール5と第2のデバイスホール6との総和による大きな面積のデバイスホール4を得ることができる。
【0053】
また、このように第1のデバイスホール5を小さな面積の開口とすることにより、副次的な効果として、裏止め材の使用量を低減することも可能となる。
【0054】
すなわち、従来の技術では、1個のデバイスホールの面積が大きい場合や、複数個のデバイスホールが設けられてその総和の面積が大きくなる場合には、そのデバイスホールに裏面側から充填される裏止め材として一般に用いられる耐エッチング樹脂材料の塗布・充填量が増加して、その材料コストが高くつくものとなっていた。また、その使用量の増加に起因して、その裏止め材を除去する際に用いられる処理液やフィルタ等の負荷が増大し、また場合によっては裏止め材の残渣やスラッジ等が、製品であるプリント配線板の表面や製造装置などに残留するといった不都合も生じていた。
【0055】
しかし、本発明の実施の形態に係るプリント配線板およびその製造方法によれば、裏止めの対象となる第1のデバイスホール5は、上記のように、フライングリード3の少なくとも先端部付近を含む必要最小限程度の小さめの面積しか有さないものとなるので、従来技術の場合と比較して、裏止め材の使用量を顕著に少ないものとすることが可能となり、その結果、材料コストの低廉化、残渣やスラッジ等の残留の抑制ないしは解消等を達成することが可能となる。また、延いては、製品としてのプリント配線板の品質の安定化、裏止め材の処理液やフィルタ等に懸かるコスト等を含めたトータルの製造コストのさらなる低廉化なども達成することが可能となる。
【0056】
上記のような作用に鑑みれば、本発明の実施の形態に係るプリント配線板およびその製造方法は、デバイスホールの直交する2辺のうち、少なくとも1辺が10mm以上であるような大きい開口である場合に特に好適である。
【0057】
保護層は、ポリイミド、ポリアミドイミド、アラミドのいずれかの樹脂を含むフィルムを用いるのが好適である。保護層の厚さは、4μm以上25μm以下であるのが好ましい。
【0058】
絶縁性基材は、ポリイミド、ポリアミドイミド、アラミドのいずれかの樹脂を含むフィルムを用いるのが好適である。また、絶縁性基材の厚さは、4μm〜125μmであるのが好ましい。
【0059】
第1のデバイスホールを複数個設けた後、第2のデバイスホールを開口することで、当該第2のデバイスホールによって複数個の第1のデバイスホールを連続させて一繋がりのデバイスホールを形成することが特に好適である。
【0060】
なお、図示は省略するが、導体箔をパターン加工する際に、複数のフライングリード3の先端を、電解めっき用給電パターンに結線したパターンとしておき、電解めっき法によってその全てのフライングリード3の表面にめっきを施した後、第2のデバイスホール6の穿設に伴って、全てのフライングリード3の先端を電解めっき用給電パターンから切り離すと共にその電解めっき用給電パターンを製品としてのプリント配線板から除去するようにしてもよい。
【0061】
このようにすることにより、フライングリード3の他端、つまりフライングリード3に連なる配線2の端部などに、電解めっきのための給電ラインを結線しなくともよくなる。
【0062】
その結果、配線2のパターン設計の自由度が広がることとなって、例えば電解めっきでなければ実質的にめっきを施すことが不可能なようなパターンの形成なども可能となる。また、フライングリード3の先端を電解めっき用給電パターンから切り離す工程は、第2のデバイスホール6の穿設工程で完全に兼用されることとなるので、殊更に工程数を増やさなくても済むというメリットもある。
【0063】
また、給電ライン以外にも、電気回路的には全く意味を有さないが全てのフライングリード3の先端に連なって、それら全てのフライングリード3の先端を機械的に支持するようにした支持パターンを設けておき、第2のデバイスホール6の穿設に伴って、その支持パターンを全てのフライングリード3の先端から切り離すと共に製品としてのプリント配線板から除去するようにしてもよい。
【0064】
このようにすることにより、フライングリード3を形成してから第2のデバイスホール6を穿設するまでの間に、フライングリード3が変形したり歪んだりすることを、その支持パターンによる機械的な支持によって、抑制ないしは解消することが可能となる。
【0065】
また、第2のデバイスホール6を穿設する際には、その位置や寸法には幾許かの誤差やズレが不可避的に発生する。そして、そのような寸法誤差や位置ズレが、要求される精度よりも大きなものになると、甚だしくは、複数の第1のデバイスホール5のうちの少なくともいずれか1つに対して第2のデバイスホール6が連続した状態とはならなくなる虞(リスク)もある。
【0066】
そこで、そのような虞を克服するためには、図5に示したように、第2のデバイスホールの外形寸法を、図3に示したような過不足のない理論的な寸法よりも若干大きめに設定することが有効である。より具体的には、第2のデバイスホール6を穿設する際に生じることが予測されるような寸法誤差や位置ズレの量や所定の安全率を見込んで大きめの外形寸法とすることが望ましい。
【0067】
この場合には、出来上がりのデバイスホール4の平面的形状は、厳密には、図1に示したような正則な長方形のような矩形ではなく、各辺が図5に示したように微小なクランク状(いわゆるギザ状)を含んだ形状となるが、特に不都合等は生じないので構わない。また、このように大きめの外形寸法とはしない場合でも、実際上は、前述のように第2のデバイスホール6の位置や寸法には幾許かの誤差やズレが不可避的に発生するのであるから、出来上がりのデバイスホール4の平面的形状は、厳密には、正則な長方形のような矩形ではなく、やはり微小なクランク状を含んだ形状となるが、これも特に不都合等は生じないので構わない。
【実施例】
【0068】
上記の実施の形態で説明したようなプリント配線板を作製した。なお、下記の説明中では、用いた各種材料等のメーカー名や商品名等の表記については、略式名称としている。
【0069】
まず、絶縁性フィルム基材1として、カプトン(東レデュポン製)およびユーピレックス(宇部興産製)のポリイミド系のフィルムを用い、その絶縁性フィルム基材1の表面上に接着剤層(図示省略)を張り合わせた(図8のS1;以下、単にS1のように表記する)。
【0070】
TAB用の接着剤層としては、例えば東レや巴川製紙所などのメーカーによって供給されているものがあるので、それらのうちから適切なものを本実施例の用途に合わせて選択した。ここで、一般に、絶縁性フィルム基材1の表面上への接着剤層の張り合わせは接着剤メーカーが行うが、その際、絶縁性フィルム基材1のフィルムの幅・厚さや接着剤層の幅・厚さについても指定することとなる。フィルムの厚さは12〜75μm、接着剤層の厚さは8〜15μmが一般的である。フィルムの材質としては、PET(Polyethylene terephthalate)、PEN(Polyethylene naphthalate)、PPS(Polyphenylene sulfide)、PAI(Polyamide-imide)、アラミド等の樹脂を主成分とするものから選択することが可能である。
【0071】
続いて、絶縁性フィルム基材1に、第1のデバイスホール5およびスプロケットホール8を穿ち設けた(S2)。
【0072】
これらの貫通穴の穿設工程(開口工程)としては、金型を用いたプレス加工法(いわゆるプレス打ち抜き法)が一般的に用いられるが、その他にも、例えばピナクル刃(トムソン刃や彫刻刃なども含む)を用いた押し切り法や、レーザカッティング法、あるいは化学薬品を用いたエッチング法なども用いることが可能である。
【0073】
第1のデバイスホール5を設けた後、接着剤層を介して、絶縁性フィルム基材1の表面ほぼ全面に、銅箔を張り合わせた(S3)。
【0074】
そして銅箔のラミネートが完了した後、接着剤メーカーの指定する条件に適合したプロセス条件設定で、接着剤層のキュアを行った。
【0075】
張り合わせる銅箔としては、圧延銅箔、または電解銅箔のどちらも用いることが可能である。裏面に腐食防止処理や粗化処理などを施したものを用いることが望ましい。
【0076】
また、銅箔以外にも、エッチング法によるパターン加工やめっきを施すことが可能で導電性の良好な各種の金属や合金等を用いることが可能である。
【0077】
その張り合わせプロセスは、一般的な方法として、ロールラミネータを用いて、接着剤メーカーの指定する条件に適合したプロセス条件設定で行った。その際、一条掛け・多条掛けに拘わらず、接着剤層への熱履歴を一定に保つために、1工程でラミネートすることが望ましい。
【0078】
この銅箔の張り合わせ工程としては、一般的なラミネート法の他にも、例えばダブルベルトプレス法や、減圧プレス法、もしくは減圧ロールラミネータを用いる方法なども選択可能である。あるいはその他にも、キャスト法、スパッタ法、蒸着法、湿式めっき法などによって、絶縁性フィルム基材1の表面上に銅箔(銅層)を形成するようにしてもよい。
【0079】
続いて、その絶縁性フィルム基材1の表面上に張り合わせた銅箔の表面全面にフォトレジストを塗布し、配線2およびフライングリード3のパターンを投影露光機によって投影露光して、その潜像を現像してフォトレジストパターンを得た(S4)。
【0080】
上記のフォトレジストは、ネガ型でもポジ型でもよい。また、液体状のフォトレジストの代りに、ドライフィルムを用いることも可能である。
【0081】
また、露光方式は、投影露光方式以外にも、プロキシミティ露光方式や、密着露光方式などを選択することも可能である。あるいは、レーザビーム等を用いた、いわゆる直接描画方式などを採用することも可能である。
【0082】
これら種々の作業条件や設定については、この工程で用いるフォトレジストやドライフィルムのメーカーが推奨条件を提示してくれているのが一般的であるから、それに適合するように諸条件を整備することが望ましい。但し、独自の作業条件を否定するものではないことは勿論である。
【0083】
続いて、いわゆる裏止めを行った(S5)。
【0084】
第1のデバイスホール5が開口されている部分では、銅箔の裏面には絶縁性フィルム基材1が存在していない。従って、この部分では銅箔の裏面が無防備状態で露出している。このため、もしこのままの状態で銅箔にエッチングを施して配線2やフライングリード3を形成しようとすると、その際に露出している銅箔の裏面がエッチング液によって溶解されてしまう。それを防止するために、第1のデバイスホールを裏止め材で封止するのである。この裏止めの具体的な方法としては、刷毛塗りが一般的であるが、その他にも、例えばポッティングなども可能である。市販の裏止め樹脂としてはナトコ製のものがあるので、本実施例では、それを用いた。
【0085】
裏止めを施した後、銅箔に対してエッチング法によるパターン加工を施して、配線2およびフライングリード3を形成した(S6)。
【0086】
エッチング液としては、塩化第二鉄や塩化第二銅のエッチング液を用いるのが一般的であるので、そのようにした。
【0087】
このようにして、図9に示したように、絶縁性フィルム基材1の表面上に配線2およびフライングリード3が形成された。
【0088】
続いて、裏止め材の除去(S7)およびフォトレジストの剥膜(S8)を行った。
【0089】
これらの工程は、水酸化ナトリウムなどのアルカリ溶液を用いて、不要となった裏止め材やフォトレジストを膨潤・溶解させ、またその際にアルカリ溶液のシャワーが有している流体力なども利用して、化学的および物理的に、裏止め材やフォトレジストを除去するというものである。この2工程についての諸条件も、選択した裏止め材料やフォトレジストのメーカーによって標準的な条件が提示されているのが一般的なので、それらに従って適宜に設定した。
【0090】
続いて、配線2のカバーレイ7(ソルダレジストも可)を、図7にそのカバーレイ7のみを抽出して示したような形状に設けた(S9)。
【0091】
このカバーレイ7の代りにソルダレジストを用いた場合には、その材料はインクの状態で購入した。そして、スクリーン印刷法によって、図7に示したような所定の形状に印刷形成した。そのインクのメーカーとしては、日立化成、日本ポリテック、味の素ファインテック、アサヒ化学研究所などがある。また、より精確な開口の形成が必要とされる場合には、感光性ソルダレジストを選択することが望ましい。その代表的なメーカーとしては、太陽インキ製造などがある。
【0092】
またカバーレイ7の形成材料については、絶縁性フィルム基材1(PI、PET、PAI、アラミド等の樹脂フィルム)や接着剤層と併せて、独自に製造してもよいし、市販のカバーレイ用材料を用いてもよい。
【0093】
そのようなカバーレイ7のメーカーとしては、東レ、有沢製作所、ニッカン工業などがある。カバーレイ7の場合は、必要な形状に加工したものを位置決めして配線基板に貼り付け、加圧・加熱するのが一般的であるが、その位置決めして貼り付ける装置のメーカーについては、ベアックや石井表記などがある。加圧・加熱のためには、大気圧プレスやラミネータ、減圧プレスや減圧ラミネータがある。作業条件については、選択したカバーレイ7ごとに推奨の条件があるのでそれを参考にすればよい。
【0094】
このようにしてカバーレイ7を形成した状態を、図10に示す。この状態では、カバーレイ7の開口内には、その中央部に、未だ絶縁性フィルム基材1がほぼT字型に残っていて、この部分が存在しているために、第1のデバイスホール5a、5b、5cは、互いに孤立した開口として存在している。
【0095】
続いて、カバーレイ7で覆われておらずに露出している部分、つまりフライングリード3の先端部や、接続端子等(図示省略)の表面上に、その接続信頼性を高めるために、金(Au)めっきのようなめっきを施した(S10)。
【0096】
このめっきは、電解めっきでも無電界めっきでも構わない。また、このめっきは、カバーレイ7あるいはソルダレジストを設ける前に、配線パターン全面に形成するようにしてもよい。
【0097】
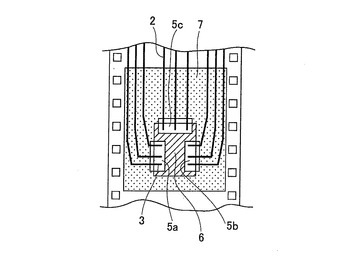
そして、図11に斜線を付して示したような位置(形状)に、第2のデバイスホール6を穿ち設けた(S11)。つまり、それまでT字型に残っていたために、第1のデバイスホール5a、5b、5cを互いに孤立した開口としていた部分の絶縁性フィルム基材1を、第2のデバイスホール6を穿ち設けることで、完全に除去した。
【0098】
この第2のデバイスホール6を設けたことにより、図12に示したように、断続のない(つまり第1のデバイスホール5a、5b、5cと第2のデバイスホール6とが連続してなる)一繋がりの、大きなデバイスホール4が形成された。
【0099】
この第2のデバイスホール6の開口方法(開口を穿設する方法)としては、第1のデバイスホール5の場合と同様に、金型を用いたプレス加工法(いわゆるプレス打ち抜き法)が一般的に用いられるが、その他にも、例えばピナクル刃(トムソン刃や彫刻刃なども含む)を用いた押し切り法や、レーザカッティング法、あるいは化学薬品を用いたエッチング法なども用いることが可能である。
【0100】
ここで、この第2のデバイスホール6の開口(穿設)は、2回ないしはそれ以上に分けて行うようにしてもよい。その場合、2回目以降の開口形状のうちの、特に、既に穿ち設けられた開口と重なる(交わる)部分については、その部分でのバリの発生を回避するという観点からも、可能な限り直角に交わるようにすることが望ましい。
【0101】
また、この第2のデバイスホール6の穿設は、上記のS10として説明しためっきを施す工程よりも前の段階で行うことも可能である。
【0102】
また、上記のカバーレイ7の開口パターンは、図6に示したようなものとしてもよい。
【0103】
すなわち、カバーレイ7の開口を、上記の図7に示したような、第2のデバイスホール6に対応した領域(図7では、領域9dとして描いてある)も含めた、一繋がりの大きな面積の開口10を有するものとした場合には、そのカバーレイ7と絶縁性フィルム基材1とを合せたプリント配線板全体としての機械的な剛性が、図6に示したような、第1のデバイスホール5a、5b、5cにそれぞれ対応した開口9a、9b、9cという必要最小限程度の小さな面積の開口しか有さないもののみとした場合よりも(つまり領域9dは開口としない場合よりも)、低くなってしまう虞がある。
【0104】
よって、この観点から、カバーレイ7は第1のデバイスホール5a、5b、5cにそれぞれ対応した開口9a、9b、9cを有しているが、第2のデバイスホール6に対応した部分(つまり領域9d)については敢えて開口を設けないで、その部分にはカバーレイ7が存在するようにしたパターンとしておき、最終的に、第2のデバイスホール6の穿設の際に、その第2のデバイスホール6の部分の絶縁性フィルム基材1の打ち抜きと共に、領域9dの部分のカバーレイ7も除去するようにすることが、より望ましい。
【0105】
以上のような本発明の実施例に係るプリント配線板およびその製造方法によれば、フライングリードに寸法誤差や、形状歪み、変形が発生することを抑制ないしは解消することができた。
【0106】
また、副次的な効果として、エッチングプロセスを用いたフライングリードのパターン加工時にデバイスホールを裏面から塞ぐために用いられる、いわゆる裏止め材の使用量の低減化を達成することができるので、その裏止め材の使用量が多くなることや、その塗布面積が大きくなることに起因して発生していた、例えば裏止め材の樹脂の残渣やスラッジ等が製品のプリント配線板(TAB)や製造装置に付着するといった種々の弊害を、回避ないしは解消することができた。
【0107】
また、デバイスホール4の周囲では、一般に、カバーレイ7は、その端面が絶縁性フィルム基材1の端面よりも後退した状態で形成されることになるので、ICチップをカバーレイ7が形成された側から実装する用途では、そのICチップを封止材によって封止する際に、カバーレイ7の端面と、そのカバーレイ7で覆われておらずにオーバーハングした状態の絶縁性フィルム基材1の端面付近とで構成される段差のような部分に気泡がトラップされるなどしてボイドが生じる虞があった。
【0108】
しかし、本発明の実施例に係るプリント配線板およびその製造方法によれば、第2のデバイスホール6の穿設に伴って、カバーレイ7の端面と絶縁性フィルム基材1の端面とが同じ位置に揃うようになる領域が、従来技術の場合よりも増えることとなるので、そのICチップを封止する際に気泡を巻き込むなどしてボイドが生じる虞を低減ないしは解消することなども可能となった。
【0109】
なお、上記の実施の形態および実施例では、第1のデバイスホール5が第1のデバイスホール5a、5b、5cの3個のように複数個設けられる場合、つまりフライングリード列3a、3b、3cのようにフライングリード3を複数列有するプリント配線板の場合に本発明を適用した場合について説明したが、第1のデバイスホール5が1個の場合、つまりフライングリード列が1列のみの場合についても、本発明は適用可能であることは勿論である。
【0110】
また、本発明はポリイミド樹脂のような可撓性の高い材質からなる絶縁性フィルム基材を有する、例えばTABのような構造のプリント配線板について特に好適なものであることから、上記の実施の形態および実施例では、そのような絶縁性フィルム基材を有するプリント配線板に本発明を適用した場合について説明したが、絶縁性フィルム基材の代りに、いわゆるリジッド基板用材料であるガラスエポキシ基材を用いると共にデバイスホールおよびそれに突出するように設けられたフライングリードを有するような構造のプリント配線板にも、本発明は適用可能であることは言うまでもない。
【符号の説明】
【0111】
1 絶縁性フィルム基材
2 配線
3 フライングリード
4 デバイスホール
5 第1のデバイスホール
6 第2のデバイスホール
7 カバーレイ
8 スプロケットホール
9a、9b、9c カバーレイにおける第1のデバイスホールに対応した開口
9d カバーレイにおける第2のデバイスホールに対応した領域
10 カバーレイにおけるデバイスホールに対応した開口全体
【特許請求の範囲】
【請求項1】
絶縁性基材の表面に、配線と、デバイスホールと、前記配線に連なると共に前記デバイスホールに突出するように設けられたフライングリードとを有するプリント配線板であって、
前記配線を覆うように、保護層が設けられており、前記保護層は、絶縁性基材の端面よりも後退するように形成される領域と、当該保護層の端面と絶縁性基材の端面とが同じ位置に揃うようになる領域とを有する
ことを特徴とするプリント配線板。
【請求項2】
請求項1記載のプリント配線板において、
前記デバイスホールは、直交する2辺のうち、少なくとも1辺が10mm以上である
ことを特徴とするプリント配線板。
【請求項3】
請求項1または2記載のプリント配線板において、
前記保護層は、ポリイミド、ポリアミドイミド、アラミドのいずれかの樹脂を含むフィルムからなる
ことを特徴とするプリント配線板。
【請求項4】
請求項1ないし3のいずれかに記載のプリント配線板において、
前記絶縁性基材は、ポリイミド、ポリアミドイミド、アラミドのいずれかの樹脂を含むフィルムからなる
ことを特徴とするプリント配線板。
【請求項5】
請求項1ないし4のいずれかに記載のプリント配線板において、
前記絶縁性基材の厚さが4μm〜125μmである
ことを特徴とするプリント配線板。
【請求項6】
請求項1ないし5のいずれかに記載のプリント配線板において、
前記保護層の厚さが4μm以上25μm以下である
ことを特徴とするプリント配線板。
【請求項7】
絶縁性基材の表面に、配線を設ける工程と、デバイスホールを設ける工程と、フライングリードを設ける工程と保護層を設ける工程とを含むプリント配線板の製造方法であって、
前記絶縁性基材に、少なくとも前記フライングリードの先端が設けられる部分を含むように、第1のデバイスホールを開口する工程と、
前記第1のデバイスホールを開口した後、前記絶縁性基材の表面に、導体箔を張り合わせる工程と、
前記導体箔にパターン加工を施して、前記配線と前記フライングリードとを形成する工程と、
前記フライングリードを形成した後、前記配線上に保護層を設け、前記第1のデバイスホールに対して連続するように第2のデバイスホールを開口して、当該第2のデバイスホールと前記第1のデバイスホールとを連続してなる一繋がりのデバイスホールを形成する工程からなり、
前記保護層は、絶縁性基材の端面よりも後退するように形成される領域と、当該保護層の端面と絶縁性基材の端面とが同じ位置に揃うようになる領域とを有する
ことを特徴とするプリント配線板の製造方法。
【請求項8】
請求項7記載のプリント配線板の製造方法において、
前記第1のデバイスホールを複数個設けた後、前記第2のデバイスホールを開口することで、当該第2のデバイスホールによって前記複数個の第1のデバイスホールを連続させて一繋がりの前記デバイスホールを形成する
ことを特徴とするプリント配線板の製造方法。
【請求項1】
絶縁性基材の表面に、配線と、デバイスホールと、前記配線に連なると共に前記デバイスホールに突出するように設けられたフライングリードとを有するプリント配線板であって、
前記配線を覆うように、保護層が設けられており、前記保護層は、絶縁性基材の端面よりも後退するように形成される領域と、当該保護層の端面と絶縁性基材の端面とが同じ位置に揃うようになる領域とを有する
ことを特徴とするプリント配線板。
【請求項2】
請求項1記載のプリント配線板において、
前記デバイスホールは、直交する2辺のうち、少なくとも1辺が10mm以上である
ことを特徴とするプリント配線板。
【請求項3】
請求項1または2記載のプリント配線板において、
前記保護層は、ポリイミド、ポリアミドイミド、アラミドのいずれかの樹脂を含むフィルムからなる
ことを特徴とするプリント配線板。
【請求項4】
請求項1ないし3のいずれかに記載のプリント配線板において、
前記絶縁性基材は、ポリイミド、ポリアミドイミド、アラミドのいずれかの樹脂を含むフィルムからなる
ことを特徴とするプリント配線板。
【請求項5】
請求項1ないし4のいずれかに記載のプリント配線板において、
前記絶縁性基材の厚さが4μm〜125μmである
ことを特徴とするプリント配線板。
【請求項6】
請求項1ないし5のいずれかに記載のプリント配線板において、
前記保護層の厚さが4μm以上25μm以下である
ことを特徴とするプリント配線板。
【請求項7】
絶縁性基材の表面に、配線を設ける工程と、デバイスホールを設ける工程と、フライングリードを設ける工程と保護層を設ける工程とを含むプリント配線板の製造方法であって、
前記絶縁性基材に、少なくとも前記フライングリードの先端が設けられる部分を含むように、第1のデバイスホールを開口する工程と、
前記第1のデバイスホールを開口した後、前記絶縁性基材の表面に、導体箔を張り合わせる工程と、
前記導体箔にパターン加工を施して、前記配線と前記フライングリードとを形成する工程と、
前記フライングリードを形成した後、前記配線上に保護層を設け、前記第1のデバイスホールに対して連続するように第2のデバイスホールを開口して、当該第2のデバイスホールと前記第1のデバイスホールとを連続してなる一繋がりのデバイスホールを形成する工程からなり、
前記保護層は、絶縁性基材の端面よりも後退するように形成される領域と、当該保護層の端面と絶縁性基材の端面とが同じ位置に揃うようになる領域とを有する
ことを特徴とするプリント配線板の製造方法。
【請求項8】
請求項7記載のプリント配線板の製造方法において、
前記第1のデバイスホールを複数個設けた後、前記第2のデバイスホールを開口することで、当該第2のデバイスホールによって前記複数個の第1のデバイスホールを連続させて一繋がりの前記デバイスホールを形成する
ことを特徴とするプリント配線板の製造方法。
【図1】


【図2】
【図3】

【図4】

【図5】

【図6】
【図7】
【図8】
【図9】

【図10】

【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2011−243778(P2011−243778A)
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願番号】特願2010−115148(P2010−115148)
【出願日】平成22年5月19日(2010.5.19)
【出願人】(000005120)日立電線株式会社 (3,358)
【Fターム(参考)】
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願日】平成22年5月19日(2010.5.19)
【出願人】(000005120)日立電線株式会社 (3,358)
【Fターム(参考)】
[ Back to top ]