
プリント配線板用樹脂組成物、プリプレグ、積層板、樹脂シート、プリント配線板及び半導体装置
【課題】基材への含浸性が良好で、放熱性、低熱膨張性、ドリル加工性、及び信頼性に優れるプリプレグを作製できるプリント配線板用樹脂組成物を提供する。さらに、前記プリント配線板用樹脂組成物を用いて作製したプリプレグ、前記プリント配線板用樹脂組成物、又は前記プリプレグを用いて作製した積層板、前記積層板、前記プリプレグ、及び前記プリント配線板用樹脂組成物のうち少なくともいずれか1つを用いて作製したプリント配線板、及び前記プリント配線板を用いて作製した性能に優れる半導体装置を提供する。
【解決手段】(A)エポキシ樹脂、(B)無機充填材を必須成分とするプリント配線板用樹脂組成物であって、(B)無機充填材が、(b1)窒化ホウ素、および(b2)ジルコニウム粒子であることを特徴とするプリント配線板用樹脂組成物。
【解決手段】(A)エポキシ樹脂、(B)無機充填材を必須成分とするプリント配線板用樹脂組成物であって、(B)無機充填材が、(b1)窒化ホウ素、および(b2)ジルコニウム粒子であることを特徴とするプリント配線板用樹脂組成物。
【発明の詳細な説明】
【技術分野】
【0001】
プリント配線板用樹脂組成物、プリプレグ、積層板、樹脂シート、プリント配線板及び半導体装置に関するものである。
【背景技術】
【0002】
近年、電子機器の高機能化等の要求に伴い、電子部品の高密度集積化、さらには高密度実装化等が進んでおり、これらに使用される高密度実装対応のプリント配線板等は、従来にも増して、小型薄型化、高密度化、及び多層化が進んでいる。従って、作業性等の基本要求を満たし、且つ、高密度で微細な導体パターンを形成できるプリント配線板として、特に、低熱膨張性、ドリル加工性、及び信頼性に優れるものが求められている。
【0003】
プリント配線板の製造に用いられるプリプレグは、一般的に、エポキシ樹脂等の熱硬化性樹脂を主成分とする樹脂組成物を溶媒に溶解させてワニスとし、これを基材に含浸させて加熱乾燥させることにより作製される。従来、プリプレグの耐熱性、低熱膨張性等を向上させるために無機充填剤を含有させた樹脂組成物、あるいはプリプレグのドリル加工性等を向上させるために可とう成分を含有させた樹脂組成物を用いて、プリプレグの作製が行われている。
【0004】
例えば、特許文献1に開示されているエポキシ樹脂組成物は、エポキシ樹脂、硬化剤、水酸化アルミニウム又は球状シリカ及び水酸化アルミニウムを含む無機充填剤、コアシェル構造を有し、シェル部分が前記エポキシ樹脂と相溶する樹脂で構成されている微粒子からなる可とう成分を含有し、硬化状態での厚み(Z)方向の熱膨張係数が48ppm/℃以下であることを特徴とし、前記エポキシ樹脂組成物を用いて作製した積層板が、寸法安定性及び孔あけ加工性が良好で、孔あけ加工時のクラックの発生が抑制されることが記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−74036号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、無機充填材の微粒子又は可とう成分の微粒子を多量に含有した樹脂組成物のワニスは、粘度が高くなるため、基材へ充分量の樹脂組成物を含浸させること、及び微粒子を均一に含浸させることが困難とであった。
そのため、無機充填材を多く含有することが難しく、放熱性、低膨張性に優れ、ドリル加工性、および信頼性のすべてにおいて良好な積層板を得ることができなかった。
【0007】
本発明は、上記実情を鑑みて成し遂げられたものであり、本発明の目的は、基材への含浸性が良好で、放熱性、低熱膨張性、ドリル加工性、及び信頼性に優れるプリプレグ、及び積層板を作製できるプリント配線板用樹脂組成物を提供することにある。
【課題を解決するための手段】
【0008】
上記の目的は、下記[1]〜[10]項に記載の本発明により達成される。
[1](A)エポキシ樹脂と(B)無機充填材とを必須成分とするプリント配線板用樹脂組成物であって、(B)無機充填材が、(b1)窒化ホウ素、および(b2)ジルコニウム粒子であることを特徴とするプリント配線板用樹脂組成物。
[2]前記プリント配線板用樹脂組成物は、さらに(C)シアネート樹脂を含むものである、上記[1]に記載のプリント配線板用樹脂組成物。
[3]前記プリント配線板用樹脂組成物は、更に、(D)平均粒径5〜100nmの微粒子を含むものである上記[1]又は[2]項に記載のプリント配線板用樹脂組成物。
[4](D)平均粒径5〜100nmの微粒子は、窒化ホウ素100体積部に対して1〜20体積部である上記[1]乃至[3]のいずれか一に記載のプリント配線板用樹脂組成物。
[5]上記[1]乃至[4]のいずれか一に記載のプリント配線板用樹脂組成物を基材に含浸してなることを特徴とするプリプレグ。
[6][5]に記載のプリプレグ、又は当該プリプレグを2枚以上重ね合わせた積層体の少なくとも片面に金属箔を有することを特徴とする積層板。
[7]上記[1]乃至[4]のいずれか一に記載のプリント配線板用樹脂組成物よりなる樹脂層をフィルム上、又は金属箔上に形成してなる樹脂シート。
[8][6]に記載の積層板を内層回路基板に用いてなることを特徴とするプリント配線板。
[9]内層回路基板の回路上に、上記[5]に記載のプリプレグ、及び/または[7]に記載の樹脂シートを積層してなるプリント配線板。
[10]上記[8]、または[9]に記載のプリント配線板に半導体素子を搭載してなることを特徴とする半導体装置。
【発明の効果】
【0009】
本発明によれば、(b1)窒化ホウ素、および(b2)ジルコニウム粒子を組み合わせてプリント配線板用樹脂組成物に含有させることにより、前記エプリント配線板用樹脂組成物のワニスは低粘度の状態であり、ガラス繊維等の基材に(b1)窒化ホウ素、および(b2)ジルコニウム粒子を多量に含侵することができる。
また、前記プリント配線板用樹脂組成物の基材への含浸性が良好である。前記プリント配線板用樹脂組成物を用いて作製したプリプレグは、放熱性、低熱膨張性、ドリル加工性、及び信頼性に優れる。
さらに、前記積層板、前記プリプレグ、及び前記樹脂組成物のうち少なくともいずれか1つを用いて、性能に優れるプリント配線板を得ることができる。また、本発明によれば、前記プリント配線板を用いて、性能に優れる半導体装置を得ることができる。
【図面の簡単な説明】
【0010】
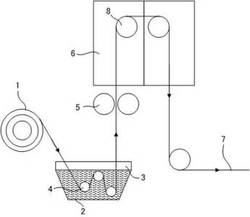
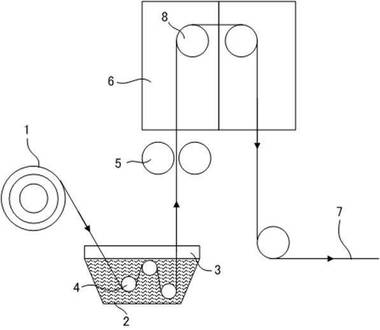
【図1】本発明のプリプレグの製造に用いられる含浸塗布設備の一例を示す概略図である。
【図2】本発明の積層板の製造方法の一例を示す概略図である。
【図3】本発明の積層板の製造方法の他の一例を示す概略図である。
【発明を実施するための形態】
【0011】
(プリント配線板用樹脂組成物)
まず、プリント配線板用樹脂組成物について説明する。
本発明のプリント配線板用樹脂組成物は、(A)エポキシ樹脂、(B)無機充填材を必須成分とするプリント配線板用樹脂組成物であって、(b1)窒化ホウ素、および(b2)ジルコニウム粒子を含有することを特徴とする。
(b1)窒化ホウ素、および(b2)ジルコニウム粒子を併用してプリント配線板用樹脂組成物に含有させることにより、前記プリント配線板用樹脂組成物のワニスが低粘度の状態で、前記無機充填材を多量に含有させることができる。
また、(b1)窒化ホウ素、および(b2)ジルコニウム粒子は、ともに弾性率が低く、ドリル磨耗性に優れる。
さらに(b2)ジルコニウム粒子は、熱膨張率が特に低く、プリント配線板用樹脂組成物の硬化物全体の熱膨張係数を低くすることができる。
また、放熱性、および難燃性にも優れる。
【0012】
前記(b1)窒化ホウ素は、特に限定されないが、ドリル加工性、および繊維基材への含浸性の点で、平均粒子径が0.1〜10μmであることが好ましく、繊維基材への含浸性、および成形性の点から、1〜5μmが好ましい。また、成形性や電気絶縁性を低下させないよう高純度で粗粒の少ないものが好ましく、(株)MARUKA、水島鉄工(株)、昭和電工(株)、電気化学工業(株)から入手できる六方晶窒化ホウ素(h−BN)を用いることができる。
【0013】
前記(b1)窒化ホウ素の含有量は、特に限定されないが、プリント配線板用樹脂組成物全体の固形分基準で20〜60重量%であることが好ましく、絶縁信頼性の点から、特に20〜40重量%であることが好ましい。
【0014】
前記(b2)ジルコニウム粒子は、特に限定されないが、例えば、リン酸ジルコニウム化合物、およびリン酸ジルコニウム酸化物等のジルコニウム化合物が挙げられる。例えば、リン酸タングステン酸ジルコニウム、タングステン酸ジルコニウム、リン酸ジルコニウムなどのリン酸ジルコニウム化合物、リン酸タングステン酸ジルコニウム、リン酸ニオブ酸ジルコニウム、リン酸タンタル酸ジルコニウムなどのリン酸ジルコニウム酸化物を挙げることができる。これらの中でも、リン酸ジルコニウム(ZP)、リン酸タングステン酸ジルコニウム(ZWP)が、低熱膨張、ドリル加工性の点から好ましい。
また、リン酸ジルコニウム(ZP)、リン酸タングステン酸ジルコニウム(ZWP)は、流動性にも優れる
【0015】
前記(b2)ジルコニウム粒子は、特に限定されないが、ドリル加工性、および繊維基材への含浸性の点で、平均粒子径が1〜10μmであることが好ましく、絶縁信頼性の点から、1〜5μmが好ましい。
【0016】
前記(b2)ジルコニウム粒子の含有量は、特に限定されないが、プリント配線板用樹脂組成物全体の固形分基準で20〜70重量%であることが好ましく、絶縁信頼性の点(例、含浸性に優れる点)から、特に20〜50重量%であることが好ましい。
【0017】
(B)無機充填材は、(b1)窒化ホウ素、および(b2)ジルコニウム粒子に加え、他の無機充填材を用いても良い。
他の無機充填材は、特に限定されないが、例えば、ベーマイト、シリカ、水酸化アルミニウム、タルク、シリコーン等が挙げられる。
【0018】
前記、他の無機充填材は、(D)平均粒径5〜100nmの微粒子であることが好ましい。
これにより、多量の無機充填材を基材中に均一に含浸させることができるので、プリプレグ、または積層板の熱膨張係数を小さくすることができる。
【0019】
前記(D)平均粒径5〜100nmの微粒子は、特に限定されないが、(b1)窒化ホウ素100体積部に対して1〜30体積部であることが好ましい。特に好ましくは、5〜15体積部である。これにより基材への含浸性、および成形性が優れる。
【0020】
前記(A)エポキシ樹脂としては、特に限定されないが、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールE型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールZ型エポキシ樹脂(4,4’−シクロヘキシジエンビスフェノール型エポキシ樹脂)、ビスフェノールP型エポキシ樹脂(4,4’−(1,4−フェニレンジイソプリジエン)ビスフェノール型エポキシ樹脂)、ビスフェノールM型エポキシ樹脂(4,4’−(1,3−フェニレンジイソプリジエン)ビスフェノール型エポキシ樹脂)等のビスフェノール型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂等のノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、キシリレン型エポキシ樹脂、フェノールアラルキル型エポキシ樹脂、ビフェニルアラルキル型エポキシ樹脂、ビフェニルジメチレン型エポキシ樹脂、トリスフェノールメタンノボラック型エポキシ樹脂、1,1,2,2−(テトラフェノール)エタンのグリシジルエーテル類、3官能、又は4官能のグリシジルアミン類、テトラメチルビフェニル型エポキシ樹脂等のアリールアルキレン型エポキシ樹脂、ナフタレン骨格変性エポキシ樹脂、メトキシナフタレン変性クレゾールノボラック型エポキシ樹脂、メトキシナフタレンジメチレン型エポキシ樹脂等のナフタレン型エポキシ樹脂、アントラセン型エポキシ樹脂、フェノキシ型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、ノルボルネン型エポキシ樹脂、アダマンタン型エポキシ樹脂、フルオレン型エポキシ樹脂、上記エポキシ樹脂をハロゲン化した難燃化エポキシ樹脂等が挙げられる。これらの中の1種類を単独で用いることもできるし、異なる重量平均分子量を有する2種類以上を併用することもでき、1種類又は2種類以上と、それらのプレポリマーを併用することもできる。
これらのエポキシ樹脂の中でも特に、ビフェニルアラルキル型エポキシ樹脂、ナフタレン骨格変性エポキシ樹脂、及びクレゾールノボラック型エポキシ樹脂よりなる群から選ばれる少なくとも1種が好ましい。これにより、耐熱性及び難燃性を向上させる。
【0021】
前記(A)エポキシ樹脂の含有量は、特に限定されないが、樹脂組成物全体の固形分基準で5〜30重量%とすることが好ましい。含有量が前記下限値未満であると、エポキシ樹脂の硬化性が低下したり、当該樹脂組成物より得られるプリプレグ、又はプリント配線板の耐湿性が低下したりする場合がある。また、前記上限値を超えると、プリプレグ又はプリント配線板の線熱膨張率が大きくなったり、耐熱性が低下したりする場合がある。
【0022】
前記(A)エポキシ樹脂の重量平均分子量は、特に限定されないが、重量平均分子量4.0×102〜1.8×104が好ましい。重量平均分子量が前記下限未満であると、ガラス転移点が低下し、前記上限値を超えると流動性が低下し、基材に含浸できない場合がある。重量平均分子量を前記範囲内とすることにより、含浸性に優れたものとすることができる。
前記エポキシ樹脂の重量平均分子量は、例えば、ゲル浸透クロマトグラフィー(GPC)で測定し、ポリスチレン換算の重量分子量として特定することができる。
【0023】
本発明のプリント配線板用樹脂組成物は、特に限定されないが、(C)シアネートエステル樹脂を含むことが好ましい。これにより、難燃性をより向上させることができる。
前記(C)シアネート樹脂は、特に限定されないが、例えば、ハロゲン化シアン化合物とフェノール類やナフトール類とを反応させ、必要に応じて加熱等の方法でプレポリマー化することにより得ることができる。また、このようにして調製された市販品を用いることもできる。
【0024】
前記(C)シアネート樹脂は、特に限定されないが、例えば、ノボラック型シアネート樹脂、ビスフェノールA型シアネート樹脂、ビスフェノールE型シアネート樹脂、テトラメチルビスフェノールF型シアネート樹脂等のビスフェノール型シアネート樹脂、及びナフトールアラルキル型シアネート樹脂等を挙げることができる。
【0025】
前記(C)シアネート樹脂は、分子内に2個以上のシアネート基(−O−CN)を有することが好ましい。例えば、2,2’−ビス(4−シアナトフェニル)イソプロピリデン、1,1’−ビス(4−シアナトフェニル)エタン、ビス(4−シアナト−3,5−ジメチルフェニル)メタン、1,3−ビス(4−シアナトフェニル−1−(1−メチルエチリデン))ベンゼン、ジシクロペンタジエン型シアネートエステル、フェノールノボラック型シアネートエステル、ビス(4−シアナトフェニル)チオエーテル、ビス(4−シアナトフェニル)エーテル、1,1,1−トリス(4−シアナトフェニル)エタン、トリス(4−シアナトフェニル)ホスファイト、ビス(4−シアナトフェニル)スルホン、2,2−ビス(4−シアナトフェニル)プロパン、1,3−、1,4−、1,6−、1,8−、2,6−又は2,7−ジシアナトナフタレン、1,3,6−トリシアナトナフタレン、4,4−ジシアナトビフェニル、及びフェノールノボラック型、クレゾールノボラック型の多価フェノール類と、ハロゲン化シアンとの反応で得られるシアネート樹脂、ナフトールアラルキル型の多価ナフトール類と、ハロゲン化シアンとの反応で得られるシアネート樹脂等が挙げられる。これらの中で、フェノールノボラック型シアネート樹脂が難燃性、及び低熱膨張性に優れ、2,2−ビス(4−シアナトフェニル)イソプロピリデン、及びジシクロペンタジエン型シアネートエステルが架橋密度の制御、及び耐湿信頼性に優れている。特に、フェノールノボラック型シアネート樹脂が低熱膨張性の点から好ましい。また、ナフトールアラルキル型シアネート樹脂が機械強度と低吸水性の点から好ましい。また、更に他のシアネート樹脂を1種類あるいは2種類以上併用したりすることもでき、特に限定されない。
【0026】
前記(C)シアネート樹脂は、単独で用いてもよいし、重量平均分子量の異なるシアネート樹脂を併用したり、前記シアネート樹脂とそのプレポリマーとを併用したりすることもできる。
前記プレポリマーは、通常、前記シアネート樹脂を加熱反応等により、例えば3量化することで得られるものであり、プリント配線板用樹脂組成物の成形性、流動性を調整するために好ましく使用されるものである。
前記プレポリマーは、特に限定されないが、例えば、3量化率が20〜50重量%のプレポリマーを用いた場合、良好な成形性、流動性を発現できる。
【0027】
前記(C)シアネート樹脂の含有量は、特に限定されないが、樹脂組成物全体の固形分基準で5〜60重量%であることが好ましく、より好ましくは10〜50重量%であり、特に好ましくは10〜40重量%である。含有量が前記範囲内であると、シアネート樹脂は、効果的に耐熱性、及び難燃性を発現させることができる。シアネート樹脂の含有量が前記下限未満であると熱膨張性が大きくなり、耐熱性が低下する場合があり、前記上限値を超えるとプリント配線板用樹脂組成物を用いて作製したプリプレグの強度が低下する場合がある。
【0028】
また、本発明のプリント配線板用樹脂組成物は、特に限定されないが、マレイミド樹脂を含むことが好ましい。これにより、耐熱性を向上させることができる。
前記マレイミド樹脂としては、特に限定されないが、N,N’−(4,4’−ジフェニルメタン)ビスマレイミド、ビス(3−エチル−5−メチル−4−マレイミドフェニル)メタン、2,2−ビス[4−(4−マレイミドフェノキシ)フェニル]プロパン等のビスマレイミド樹脂が挙げられる。また、更に他のマレイミド樹脂を1種類あるいは2種類以上併用したりすることもでき、特に限定されない。
【0029】
前記マレイミド樹脂は、単独で用いてもよいし、重量平均分子量の異なるマレイミド樹脂を併用したり、前記マレイミド樹脂とそのプレポリマーとを併用したりすることもできる。
【0030】
前記マレイミド樹脂の含有量は、特に限定されないが、プリント配線板用樹脂組成物の固形分基準で1〜30重量%であることが好ましく、より好ましくは3〜25重量%であり、さらに好ましくは5〜20重量%である。
【0031】
さらに、本発明のプリント配線板用樹脂組成物は、ポリイミド樹脂、トリアジン樹脂、フェノール樹脂、及びメラミン樹脂よりなる群から選ばれる少なくとも1種を含んでいてもよい。
【0032】
本発明のプリント配線板用樹脂組成物は、フェノール系硬化剤を使用することができる。フェノール系硬化剤としては、例えば、フェノールノボラック樹脂、アルキルフェノールノボラック樹脂、ビスフェノールAノボラック樹脂、ジシクロペンタジエン型フェノール樹脂、ザイロック型フェノール樹脂、テルペン変性フェノール樹脂、ポリビニルフェノール類等公知慣用のものを単独あるいは2種類以上組み合わせて使用することができる。
【0033】
前記フェノール系硬化剤の含有量は、特に限定されないが、エポキシ樹脂との当量比(フェノール性水酸基当量/エポキシ基当量)が1.0未満、0.1以上が好ましい。これにより、未反応のフェノール系硬化剤の残留がなくなり、吸湿耐熱性が向上する。更に、厳しい吸湿耐熱性を必要とする場合は、0.2〜0.5の範囲が特に好ましい。また、フェノール樹脂は、硬化剤として作用するだけでなく、シアネート基とエポキシ基との硬化を促進することができる。
【0034】
本発明のプリント配線板用樹脂組成物は、必要に応じて、上記成分以外の添加物を、特性を損なわない範囲で添加することができる。上記成分以外の成分は、例えば、エポキシシランカップリング剤、カチオニックシランカップリング剤、アミノシランカップリング剤、チタネート系カップリング剤、シリコーンオイル型カップリング剤等のカップリング剤、イミダゾール類、トリフェニルホスフィン、及び4級ホスホニウム塩等の硬化促進剤、アクリル系重合物等の表面調整剤、染料及び顔料等の着色剤等を挙げることができる。
【0035】
本発明のプリント配線板用樹脂組成物は、プリプレグの調製の際に、溶媒に溶解させてワニスとして用いられる。前記ワニスの調製方法は、特に限定されないが、例えば、前記(b1)窒化ホウ素、および(b2)リン酸タングステン酸粒子、及び前記無機充填剤を溶媒に分散したスラリーを調製し、当該スラリーにその他のプリント配線板用樹脂組成物の成分を添加し、さらに前記溶媒を加えて溶解・混合させる方法等が挙げられる。(D)平均粒径5〜100nmの微粒子のようなナノサイズの粒子は、凝集し易く、樹脂組成物に配合する際に2次凝集等を形成してしまうことが多いが、スラリー状のものを用いることで、このような2次凝集を防止することができ、分散性が向上される。
【0036】
前記溶媒としては、特に限定されないが、前記プリント配線板用樹脂組成物に対して良好な溶解性を示す溶媒が好ましく、例えば、シクロヘキサノン、アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロペンタノン、ジメチルホルムアミド、ジメチルアセトアミド、N−メチルピロリドン等が挙げられる。尚、悪影響を及ぼさない範囲で貧溶媒を使用しても構わない。
【0037】
前記ワニスが含むプリント配線板用樹脂組成物の固形分は、特に限定されないが、30〜80重量%が好ましく、特に40〜70重量%が好ましい。これにより、プリント配線板用樹脂組成物の基材への含浸性を向上できる。
【0038】
(樹脂シート)
次に、樹脂シートについて説明する。
本発明の樹脂シートは、前記プリント配線板用樹脂組成物からなる絶縁層を金属箔上、またはフィルム上に形成してなるものである。
ここで、プリント配線板用樹脂組成物からなる絶縁層を金属箔、またはフィルム上に形成する方法としては特に限定されないが、例えば、プリント配線板用樹脂組成物を溶剤などに溶解・分散させて樹脂ワニスを調製して、各種塗工装置を用いて樹脂ワニスを基材に塗工した後、これを乾燥する方法、樹脂ワニスをスプレー装置にて基材に噴霧塗工した後、これを乾燥する方法などが挙げられる。
【0039】
前記樹脂ワニスに用いられる溶媒は、前記プリント配線板用樹脂組成物中の樹脂成分に対して良好な溶解性を示すことが望ましいが、悪影響を及ぼさない範囲で貧溶媒を使用しても構わない。良好な溶解性を示す溶媒としては、例えばアセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、テトラヒドロフラン、ジメチルホルムアミド、ジメチルアセトアミド、ジメチルスルホキシド、エチレングリコール、セルソルブ系、カルビトール系等が挙げられる。
【0040】
前記樹脂ワニス中の固形分含有量としては特に限定されないが、10〜70重量%が好ましく、特に20〜55重量%が好ましい。
【0041】
本発明の樹脂シートは、絶縁層を2層以上有する場合、そのうちの少なくとも1層が本発明の樹脂組成物であることが好ましい。また本発明のプリント配線板用樹脂組成物よりなる絶縁層は、金属箔、またはフィルム上に直接本発明の樹脂組成物よりなる樹脂層を形成することが好ましい。こうすることでプリント配線板製造時において、本発明の樹脂組成物からなる絶縁層が外層回路導体と高いめっきピール強度を発現することができる。
【0042】
前記本発明のプリント配線板用樹脂組成物からなる絶縁層の厚さは、0.5〜10μmの厚みであることが好ましい。前記絶縁層の厚さの範囲にすることにより、導体回路との高い密着性を得ることができる。
【0043】
本発明の樹脂シートに用いるフィルムは、特に限定されないが、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル樹脂、フッ素系樹脂、ポリイミド樹脂などの耐熱性を有した熱可塑性樹脂フィルムなどを用いることができる。
【0044】
本発明の樹脂シートに用いる金属箔は、特に限定されないが、例えば、銅及び/又は銅系合金、アルミ及び/又はアルミ系合金、鉄及び/又は鉄系合金、銀及び/又は銀系合金、金及び金系合金、亜鉛及び亜鉛系合金、ニッケル及びニッケル系合金、錫及び錫系合金等の金属箔などを用いることができる。なお、本発明の樹脂シートを製造するにあたっては、絶縁層を積層する金属箔表面の凹凸は、表面粗さ(Rz)が2μm以下であることが好ましい。表面粗さ(Rz)が、2μm以下の金属箔表面上に、本発明の樹脂組成物からなる絶縁層を形成することにより、表面粗さが小さく、かつ、密着性(めっきピール強度)に優れるものとすることができる。
尚、金属の表面粗さ(Rz)は、10点測定を行い、その平均値とした。表面粗さは、JISB0601に基づいて測定した。
【0045】
(プリプレグ)
次に、プリプレグについて説明する。
本発明のプリプレグは、前記プリント配線板用樹脂組成物を基材に含浸し、加熱乾燥してなるものである。本発明のプリント配線板用樹脂組成物は、(b1)窒化ホウ素、および(b2)ジルコニウム粒子を併用しているため、粘度の低いプリント配線板用樹脂組成物が得られる。
従って、基材に従来よりも多量の充填剤を含浸したプリプレグを得ることができ、得られたプリプレグは、低熱膨張性、ドリル加工性、信頼性、難燃性、及びデスミア耐性にも優れる。
【0046】
前記基材としては、特に限定されないが、例えばガラス織布、ガラス不織布、ガラスペーパー等のガラス繊維基材、紙、アラミド、ポリエステル、芳香族ポリエステル、フッ素樹脂等の合成繊維等からなる織布や不織布、金属繊維、カーボン繊維、鉱物繊維等からなる織布、不織布、マット類等が挙げられる。これらの基材は単独又は併用して使用してもよい。これらの中でもガラス繊維基材が好ましい。これにより、プリプレグの剛性、寸法安定性を向上することができる。このようなガラス繊維基材を構成するガラスとしては、例えば、Eガラス、Cガラス、Aガラス、Sガラス、Dガラス、NEガラス、Tガラス、Hガラス、Qガラス等が挙げられる。これらの中でも、ガラスは、Sガラス、または、Tガラスであるのが好ましい。これにより、ガラス繊維基材の熱膨張係数を比較的小さくすることができる。これらの中でも、ドリル加工性の観点から、Eガラス、Dガラス、NEガラスが好ましい
【0047】
前記樹脂ワニスを前記基材に含浸させる方法は、特に限定されないが、例えば、基材を樹脂ワニスに浸漬する方法、各種コーターによる塗布する方法、スプレーによる吹き付ける方法等が挙げられる。これらの中でも、基材を樹脂ワニスに浸漬する方法が好ましい。これにより、基材に対する樹脂組成物の含浸性を向上することができる。尚、基材を樹脂ワニスに浸漬する場合、通常の含浸塗布設備を使用することができる。図1に示すように、基材1を、含浸槽2の前記エポキシ樹脂ワニス3中に浸漬して、基材1にエポキシ樹脂ワニス3を含浸する。その際、含浸槽2が備えるディップロール4(図1では3本)によって基材1はエポキシ樹脂ワニス3中に浸漬される。次いで、エポキシ樹脂ワニス3を含浸した基材1を、垂直方向に引き上げて、水平方向に並設され、対向している1対のスクイズロール又は、コンマロール(図1の5はスクイズロール)の間を通して、基材1へのエポキシ樹脂ワニス3の塗布量を調整する。その後、エポキシ樹脂ワニス3が塗布された基材1を、乾燥機6で所定の温度で加熱して、塗布されたワニス中の溶剤を揮発させると共に樹脂組成物を半硬化させてプリプレグ7を製造する。なお、図1中の上部ロール8はプリプレグ7を進行方向に移動させるために、プリプレグ7の進行方向と同方向に回転している。また、前記エポキシ樹脂ワニスの溶剤を乾燥させる条件は、温度90〜180℃、時間1〜10分で乾燥させることにより半硬化のプリプレグ7を得ることができる。
【0048】
(積層板)
次に、積層板について説明する。
本発明の積層板は、基材に上記のプリント配線板用樹脂組成物を含浸してなる樹脂含浸基材層の少なくとも片面に金属箔を有するものである。
本発明の積層板は、例えば、上記のプリプレグ又は当該プリプレグを2枚以上重ね合わせた積層体の少なくとも片面に金属箔を張り付けることで製造できる。
プリプレグ1枚のときは、その上下両面もしくは片面に金属箔を重ねる。また、プリプレグを2枚以上積層することもできる。プリプレグ2枚以上積層するときは、積層したプリプレグの最も外側の上下両面もしくは片面に金属箔あるいはフィルムを重ねる。次に、プリプレグと金属箔とを重ねたものを加熱加圧成形することで積層板を得ることができる。
【0049】
前記加熱する温度は、特に限定されないが、120〜250℃が好ましく、特に150〜220℃が好ましい。前記加圧する圧力は、特に限定されないが、0.1〜5MPaが好ましく、特に0.5〜3MPaが好ましい。また、必要に応じて高温槽等で150〜300℃の温度で後硬化を行っても構わない。
【0050】
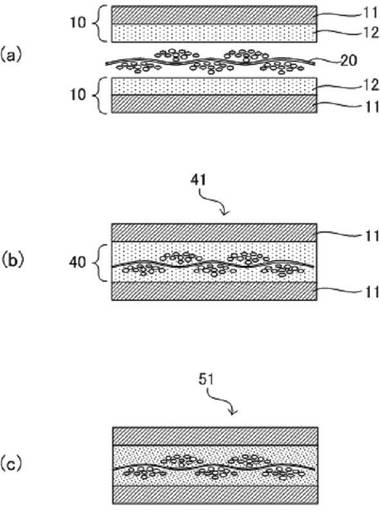
また、本発明の積層板を製造する別の方法として 、図2に示す樹脂付き金属箔を用いた積層板の製造方法が挙げられる。まず、金属箔11に均一な絶縁樹脂層12をコーターで塗工した樹脂付き金属箔10を準備し、ガラス繊維等の基材20の両側に、樹脂付き金属箔10を絶縁樹脂層を内側にして配し(図2(a))、真空中で加熱60〜130℃、加圧0.1〜5MPaでラミネート含浸させる方法により、金属箔付きプリプレグ41を得る(図2(b))。次いで、金属箔付きプリプレグ41を直接加熱加圧成形することで、積層板51を得ることができる(図2(c))。
【0051】
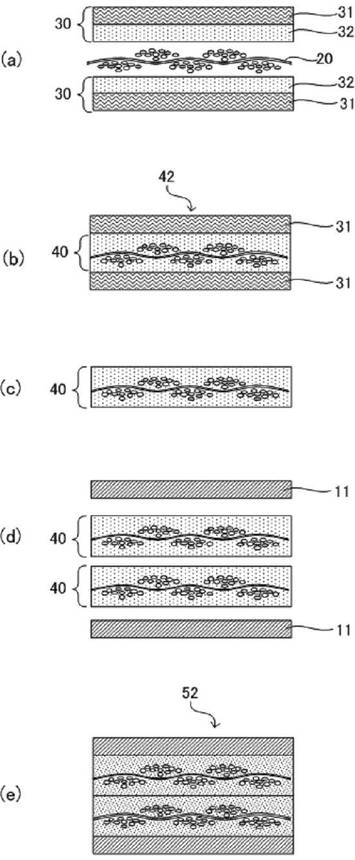
さらに、本発明の積層板を製造する別の方法として、 図3に示す樹脂付き高分子フィルムシートを用いた積層板の製造方法も挙げられる。まず、高分子フィルムシート31に、均一な絶縁樹脂層32をコーターで塗工した樹脂付き高分子フィルムシート30を準備し、基材2の両側に樹脂付き高分子フィルムシート30、30を絶縁樹脂層を内側にして配し(図3(a))、真空中で加熱60〜130℃、加圧0.1〜5MPaでラミネート含浸させる方法により、高分子フィルムシート付きプリプレグ42を得ることができる(図3(b))。次いで、高分子フィルムシート付きプリプレグ42の少なくとも片面の高分子フィルムシート31を剥離後(図3(c))、高分子フィルムシート31を剥離した面に金属箔11を配し(図3(d))、加熱加圧成形することで積層板52を得ることができる(図3(e))。さらに、両面の高分子フィルムシートを剥離する場合は、前述のプリプレグ同様に、2枚以上積層することもできる。プリプレグを2枚以上積層するときは、積層したプリプレグの最も外側の上下両面もしくは片面に金属箔または高分子フィルムシートを配し、加熱加圧成形することで積層板を得ることができる。
この様な製造方法で得られた積層板は、厚み精度が高く、厚みが均一であり、更には表面平滑性に優れる。
また成形歪の小さい積層板を得ることができるため、当該製造方法により得られた積層板を用い作製したプリント配線板、および半導体装置は、反りが小さく、反りばらつきも小さい。
さらにプリント配線板、および半導体装置を、歩留り良く製造することができる。
【0052】
前記加熱加圧成形する条件としては、温度は、特に限定されないが、120〜250℃が好ましく、特に150〜220℃が好ましい。前記加圧する圧力は、特に限定されないが、0.1〜5MPaが好ましく、特に0.5〜3MPaが好ましい。
さらに必要に応じて高温槽等で150〜300℃の温度で後硬化を行ってもかまわない。
【0053】
図2〜3等の積層板は、特に限定されないが、例えば、樹脂付き金属箔を製造する装置及び積層板を製造する装置を用いて製造される。
前記樹脂付き金属箔を製造する装置において、金属箔は、例えば長尺のシート品を巻物形態にしたもの等を用い、これにより連続的に巻き出すことにより供給することができる。液状の絶縁樹脂は、絶縁樹脂の供給装置により、所定量が連続的に金属箔上に供給される。ここで液状の絶縁樹脂として、本発明の樹脂組成物を溶剤に溶解、分散させた塗布液が用いられる。絶縁樹脂の塗工量は、コンマロールと、当該コンマロールのバックアップロールとのクリアランスにより制御することができる。所定量の絶縁樹脂が塗工された金属箔は、横搬送型の熱風乾燥装置の内部を移送し、液状の絶縁樹脂中に含有される有機溶剤等を実質的に乾燥除去し、必要に応じて、硬化反応を途中まで進めた樹脂付き金属箔とすることができる。樹脂付き金属箔は、そのまま巻き取ることもできるがラミネートロールにより、絶縁樹脂層が形成された側に保護フィルムを重ね合わせ、当該保護フィルムがラミネートされた樹脂付き金属箔を巻き取って、巻物形態の樹脂付き金属箔を得ている。
【0054】
この様な製造方法により積層板を得た場合、溶剤中に溶解、分散させたワニスではなく、樹脂組成物を直接繊維基材への含浸性を考慮する必要がある。 無機充填材は、(D)平均粒径5〜100nmの微粒子を用いることで、特に繊維基材への含浸性が向上するため、加熱加圧成形時に、積層板内における樹脂組成物のフローを抑え、溶融樹脂の不均一な移動が抑制されるため、積層板表面のスジ状のムラを防止し、且つ均一な厚みとすることができる。
【0055】
(プリント配線板)
次に、本発明のプリント配線板について説明する。
本発明のプリント配線板は、上記の積層板を内層回路基板に用いてなる。
また、本発明のプリント配線板は、内層回路上に、上記のプリプレグを絶縁層に用いてなる。
【0056】
本発明においてプリント配線板とは、絶縁層の上に金属箔等の導電体で回路を形成したものであり、片面プリント配線板(一層板)、両面プリント配線板(二層板)、及び多層プリント配線板(多層板)のいずれであってもよい。多層プリント配線板とは、メッキスルーホール法やビルドアップ法等により3層以上に重ねたプリント配線板であり、内層回路基板に絶縁層を重ね合わせて加熱加圧成形することによって得ることができる。
前記内層回路基板としては、例えば、本発明の積層板の金属層に、エッチング等により所定の導体回路を形成し、導体回路部分を黒化処理したものを好適に用いることができる。
前記絶縁層としては、本発明のプリプレグ、又は本発明のプリント配線板用樹脂組成物からなる樹脂フィルムを用いることができる。尚、前記絶縁層として、前記プリプレグ又は前記プリント配線板用樹脂組成物からなる樹脂フィルムを用いる場合は、前記内層回路基板は本発明の積層板からなるものでなくてもよい。
【0057】
以下、本発明のプリント配線板の代表例として、本発明の積層板を内層回路基板として用い、本発明のプリプレグを絶縁層として用いる場合の多層プリント配線板について説明する。
前記積層板の片面又は両面に回路形成し、内層回路基板を作製する。場合によっては、ドリル加工、レーザー加工によりスルーホールを形成し、メッキ等で両面の電気的接続をとることもできる。この内層回路基板に前記プリプレグを重ね合わせて加熱加圧形成することで絶縁層を形成する。同様にして、エッチング等で形成した導体回路層と絶縁層とを交互に繰り返し形成することにより、多層プリント配線板を得ることができる。
【0058】
具体的には、前記プリプレグと前記内層回路基板とを合わせて、真空加圧式ラミネーター装置などを用いて真空加熱加圧成形させ、その後、熱風乾燥装置等で絶縁層を加熱硬化させる。ここで加熱加圧成形する条件としては、特に限定されないが、一例を挙げると、温度60〜160℃、圧力0.2〜3MPaで実施することができる。また、加熱硬化させる条件としては、特に限定されないが、一例を挙げると、温度140〜240℃、時間30〜120分間で実施することができる。
【0059】
尚、次工程においてレーザーを照射し、絶縁層に開口部を形成するが、その前に基材を剥離する必要がある。基材の剥離は、絶縁層を形成後、加熱硬化の前、又は加熱硬化後のいずれに行っても特に問題はない。
【0060】
次に、絶縁層にレーザーを照射して、開孔部を形成する。前記レーザーは、エキシマレーザー、UVレーザー及び炭酸ガスレーザー等が使用できる。
【0061】
レーザー照射後の樹脂残渣等(スミア)は過マンガン酸塩、重クロム酸塩等の酸化剤等により除去する処理、すなわちデスミア処理を行うことが好ましい。デスミア処理が不十分で、デスミア耐性が十分に確保されていないと、開孔部に金属メッキ処理を行っても、スミアが原因で上層金属配線と下層金属配線との通電性が十分に確保されなくなるおそれがある。また、平滑な絶縁層の表面を同時に粗化することができ、続く金属メッキにより形成する導電配線回路の密着性を上げることができる。
【0062】
次に、外層回路を形成する。外層回路の形成方法は、金属メッキにより絶縁樹脂層間の接続を図り、エッチングにより外層回路パターン形成を行う。
【0063】
さらに絶縁層を積層し、前記同様回路形成を行っても良いが、多層プリント配線板では、回路形成後、最外層にソルダーレジストを形成する。ソルダーレジストの形成方法は、特に限定されないが、例えば、ドライフィルムタイプのソルダーレジストを積層(ラミネート)し、露光、及び現像により形成する方法、又は液状レジストを印刷したものを露光、及び現像により形成する方法によりなされる。尚、得られた多層プリント配線板を半導体装置に用いる場合、半導体素子を実装するため接続用電極部を設ける。接続用電極部は、金メッキ、ニッケルメッキ及び半田メッキ等の金属皮膜で適宜被覆することができる。
【0064】
前記金メッキの代表的な方法の1つとして、ニッケル−パラジウム−金無電解メッキ法がある。この方法では、接続用電極部に、クリーナー等の適宜の方法により前処理を行った後、パラジウム触媒を付与し、その後さらに、無電解ニッケルメッキ処理、無電解パラジウムメッキ処理、及び無電解金メッキ処理を順次行う。
ENEPIG法は、前記ニッケル−パラジウム−金無電解メッキ法の無電解金メッキ処理段階において、置換金メッキ処理を行う方法である。下地メッキとしての無電解ニッケルメッキ皮膜と、無電解金メッキ皮膜との間に無電解パラジウムメッキ皮膜を設けることによって、接続用電極部における導体材料の拡散防止性、耐食性が向上する。下地ニッケルメッキ皮膜の拡散防止を図ることができるので、Au−Au接合の信頼性が向上し、また金によるニッケル酸化を防止することができるので、熱負荷の大きい鉛フリー半田接合の信頼性も向上する。ENEPIG法では、通常、無電解パラジウムメッキ処理を行う前に表面処理を行って、メッキ工程での導通不良の発生を防ぐ必要があり、導通不良が甚だしい場合には隣接する端子間でショートを起こす原因となる。一方、本発明のプリント配線板は、表面処理を行わなくても上記のような導通不良がなく、簡単にメッキ処理を行うことができる。
【0065】
(半導体装置)
次に、本発明の半導体装置について説明する。
前記で得られたプリント配線板に半田バンプを有する半導体素子を実装し、半田バンブを介して、前記プリント配線板との接続を図る。そして、プリント配線板と半導体素子との間には液状封止樹脂を充填し、半導体装置を形成する。半田バンプは、錫、鉛、銀、銅、ビスマス等からなる合金で構成されることが好ましい。
【0066】
半導体素子とプリント配線板との接続方法は、フリップチップボンダー等を用いて、基板上の接続用電極部と半導体素子の半田バンプとの位置合わせを行ったあと、IRリフロー装置、熱板、その他加熱装置を用いて半田バンプを融点以上に加熱し、プリント配線板と半田バンプとを溶融接合することにより接続する。尚、接続信頼性を良くするため、予めプリント配線板上の接続用電極部に半田ペースト等、比較的融点の低い金属の層を形成しておいてもよい。この接合工程に先んじて、半田バンプ及び/又はプリント配線板上の接続用電極部の表層にフラックスを塗布することで接続信頼性を向上させることもできる。
【実施例】
【0067】
以下、本発明を実施例及び比較例に基づいて詳細に説明するが、本発明はこれに限定されるものではない。
【0068】
実施例及び比較例において用いた原材料は以下の通りである。
(1)エポキシ樹脂A:ナフタレン変性クレゾールノボラック型エポキシ樹脂(DIC社製HP−5000、エポキシ当量250)
(2)フェノール系硬化剤:ビフェニルアルキレン型ノボラック樹脂(明和化成社製MEH−7851−4L、水酸基当量187)
(3)シアネート樹脂A:ノボラック型シアネート樹脂(ロンザジャパン社製リマセットPT−30)
(4)シアネート樹脂B:ナフトールアラルキル型シアン酸エステル樹脂(合成例参照)
(5)窒化ホウ素A:平均粒径5μm(昭和電工社製ショウビーエヌUHP−1、平均粒径8〜10μmをボールミルで粉砕したもの)
(6)窒化ホウ素B:平均粒径1〜3.0μm(水島鉄工社製HP−P1)
(7)ジルコニウム粒子A:リン酸タングステン酸ジルコニウム(共立マテリアル社製、平均粒径3〜6μm)
(8)ジルコニウム粒子B:リン酸ジルコニウム(共立マテリアル社製、平均粒径3〜6μm)
(9)平均粒径5〜100nmの微粒子:シリカ微粒子(トクヤマ社製NSS−5N、平均粒径75nm)
(10)ベーマイト:(河合石灰社製BMB、平均粒径0.5μm)
(11)球状シリカ:アドマテック社製SO−25R、平均粒径0.5μm
(12)硬化促進剤:2−エチル−4−メチルイミダゾール(四国化成工業社製2E4MZ)
【0069】
(合成例)シアネート樹脂B(ナフトールアラルキル型シアン酸エステル樹脂)
ナフトールアラルキル型フェノール樹脂(新日鐵化学製SN485N、水酸基当量215g/eq)を101g(0.47molの水酸基)とメチルイソブチルケトン(以下MIBK)を400g仕込み、室温で攪拌溶解する。溶解後、−10℃まで冷却を行った。−10℃にて臭化シアン(以下BrCN)110g(純度95%、0.987mol)を投入し、内温が−15℃になったら、トリエチルアミン(以下TEA)100g(0.99mol)とMIBK600gの混合液を1時間かけて滴下した。滴下後、さらに30分熟成し、さらに約2時間熟成させ反応を完結させた。得られた溶液に、純水400mlを加えて分液し、さらに5%塩化水素水溶液(HCl)1000mlを加えて分液した。さらに、10%食塩水500gで2回洗浄分液し、純粋500mlにて2回洗浄した。
有機層を無水硫酸ナトリウムで脱水後、溶剤を減圧除去し、固形の樹脂を得た。得られた固形物をヘキサンにて洗浄した後、減圧乾燥することにより、ナフトールアラルキル型シアン酸エステル樹脂を得た。このようにして得られたビフェニルアラルキル型シアン酸エステルは、赤外吸収スペクトル測定(島津製作所製IR Prestige−21、KBr透過法)により分析し、フェノール性水酸基の吸収帯である3200〜3600cm−1が消失し、シアン酸エステルの二トリルの吸収帯である2264cm−1付近を確認した。
【0070】
(実施例1)
・ プリント配線板用樹脂組成物含有ワニスの調製
まず、窒化ホウ素A(ショウビーエヌUHP−1、平均粒径8〜10μmをボールミルで粉砕して平均粒径5μmにしたもの)33重量部、及びジルコニウム粒子(共立マテリアル社製リン酸タングステン酸ジルコニウム、平均粒径3〜6μm)33重量部、キエポキシ樹脂A(ナフタレン変性クレゾールノボラック型エポキシ樹脂:DIC社製HP−5000、エポキシ当量250)22重量部、フェノール系硬化剤(ビフェニルアルキレン型ノボラック樹脂:明和化成社製MEH−7851−4L、水酸基当量187)12重量部、硬化促進剤(四国化成社製2E4MZ、2−エチル−4−メチルイミダゾール)0.5重量部をメチルエチルケトンに溶解・混合させ、高速撹拌装置を用い撹拌して、樹脂組成物が固形分基準で75重量%のワニスを得た。
【0071】
(2)プリプレグの作製
前記ワニスをガラス織布(厚さ87μm、日東紡績製Eガラス織布、WEA−2116)に含浸し、180℃の加熱炉で2分間乾燥して、プリプレグ中の樹脂組成物が固形分基準で約50重量%のプリプレグを得た。
【0072】
(3)積層板の作製
前記プリプレグを4枚重ね、その両面に12μmの銅箔(三井金属鉱業社製、3EC−VLP箔)を重ねて、圧力3MPa、温度220℃で2時間加熱加圧成形し、絶縁樹脂層の厚み0.4mmの両面に銅箔を有する積層板を得た。
【0073】
(4)プリント配線板の製造
両面に銅箔を有する前記積層板を用い、ドリル機で開孔しスルーホールを形成後、無電解メッキで上下銅箔間の導通を図った。
なお、スルーホール壁間は、スルーホール壁間絶縁信頼性を評価するため、スルーホール壁間0.2mmの部分を有する。
両面の銅箔をエッチングすることにより内層回路を両面に形成したL(導体回路幅(μm))/S(導体回路間幅(μm))=50/50)。
次に、内層回路に過酸化水素水と硫酸を主成分とする薬液(旭電化工業(株)製、テックSO−G)をスプレー吹き付けすることにより、粗化処理による凹凸形成を行った。
【0074】
次に前記プリプレグを内層回路上に真空積層装置を用いて積層し、温度170℃、時間60分間加熱硬化し、積層体を得た。
その後、得られた積層体が有するプリプレグに、炭酸レーザー装置(日立ビアメカニクス(株)製:LG−2G212)を用いてφ60μmの開孔部(ブラインド・ビアホール)を形成し、70℃の膨潤液(アトテックジャパン社製、スウェリングディップ セキュリガント P)に5分間浸漬し、さらに80℃の過マンガン酸カリウム水溶液(アトテックジャパン社製、コンセントレートコンパクト CP)に15分浸漬後、中和して粗化処理を行った。
次に、脱脂、触媒付与、活性化の工程を経た後、無電解銅メッキ皮膜による約0.5μmの給電層を形成した。この給電層表面に、厚さ25μmの紫外線感光性ドライフィルム(旭化成社製、AQ−2558)をホットロールラミネーターにより貼り合わせ、最小線幅/線間が20/20μmのパターンが描画されたクロム蒸着マスク(トウワプロセス社製)を使用して、位置を合わせ、露光装置(ウシオ電機社製UX−1100SM−AJN01)にて露光、炭酸ソーダ水溶液にて現像し、めっきレジストを形成した。
【0075】
次に、給電層を電極として電解銅めっき(奥野製薬社製81−HL)を3A/dm2、30分間行って、厚さ約25μmの銅配線を形成した。ここで2段階剥離機を用いて、前記めっきレジストを剥離した。各薬液は、1段階目のアルカリ水溶液層にはモノエタノールアミン溶液(三菱ガス化学社製R−100)、2段階目の酸化性樹脂エッチング剤には過マンガン酸カリウムと水酸化ナトリウムを主成分とする水溶液(日本マクダーミッド社製、マキュダイザー9275、9276)、中和には酸性アミン水溶液(日本マクダーミッド社製マキュダイザー9279)をそれぞれ用いた。
【0076】
そして、給電層を過硫酸アンモニウム水溶液(メルテックス(株)製、AD−485)に浸漬処理することで、エッチング除去し、配線間の絶縁を確保した。次に、絶縁層を温度200℃、時間60分で最終硬化させ、最後に回路表面にソルダーレジスト(太陽インキ社製、PSR4000/AUS308)を形成し、プリント配線板を得た。
なお、半導体素子の半田バンプ配列に相当する前記プリント配線板の接続用電極部にはENEPIG処理を施した。ENEPIG処理は、[1]クリーナー処理、[2]ソフトエッチング処理、[3]酸洗処理、[4]プレディップ処理、[5]パラジウム触媒付与、[6]無電解ニッケルメッキ処理、[7]無電解パラジウムメッキ処理、[8]無電解金メッキ処理の工程で行った。
【0077】
(5)半導体装置の製造
ENEPIG処理を施されたプリント配線板を50mm×50mmの大きさに切断し使用した。半導体素子(TEGチップ、サイズ15mm×15mm、厚み0.8mm)は、Sn/Pb組成の共晶で形成された半田バンプを有し、半導体素子の回路保護膜はポジ型感光性樹脂(住友ベークライト社製、CRC-8300)で形成されたものを使用した。半導体装置の組み立ては、まず、半田バンプにフラックス材を転写法により均一に塗布し、次にフリップチップボンダー装置を用い、プリント配線板上に加熱圧着により搭載した。次に、IRリフロー炉で半田バンプを溶融接合した後、液状封止樹脂(住友ベークライト社製、CRP−4152S)を充填し、液状封止樹脂を硬化させることで半導体装置を得た。尚、液状封止樹脂の効果条件は、温度150℃、120分の条件であった。
【0078】
<実施例2〜5、および比較例1〜4>
表1の配合量で、実施例1と同様にプリプレグ、積層板、プリント配線板、多層プリント配線板、および半導体装置を得た。
前記で得られたプリプレグ、積層板、多層プリント配線板、及び半導体装置について、以下の評価項目の評価を行った。また、実施例及び比較例の樹脂組成物の配合組成、各物性値と評価結果を表1、及び2に示す。尚、表中において、各配合量は「重量部」を示す。
【0079】
<実施例6〜11>
表1の配合量で、ワニスを製造し、プリント配線板、および半導体装置を実施例1と同様にして得た。尚、プリプレグ積層板は以下のようにした。
実施例及び比較例の樹脂組成物の配合組成、各物性値と評価結果を表1、及び2に示す。表中において、各配合量は「重量部」を示す。
【0080】
(2)プリプレグの作製
実施例で得られたワニスを38μmのポリエチレンテレフタレート基材(以下、PET基材)上に流延塗布して、温度140℃で時間10分で溶剤を揮発乾燥させて、樹脂層の厚みが30μmになるようにした。前記樹脂層付き基材を、ガラス織布(厚さ87μm、日東紡社製Eガラス織布、WEA−2116)の両面に樹脂層がガラス織布に接するように配し、圧力0.5MPa、温度140℃で1分間の条件で真空加圧式ラミネーター(名機製作所社製MLVP−500)で加熱加圧して、樹脂組成物を含浸させ両面にPET基材を有するプリプレグ得た。
【0081】
(3)積層板の作製
次いで、両面のPET基材を剥離したプリプレグを4枚重ね、その両面に12μmの銅箔(三井金属鉱業社製、3EC−VLP箔)を重ねて、圧力1MPa、温度220℃で2時間加熱加圧成形し、絶縁樹脂層の厚み0.4mmの両面に銅箔を有する積層板を得た。
【0082】
【表1】

【0083】
【表2】
【表3】
【0084】
表1、表2、及び表3に示す結果を得るために行った評価項目の内容を以下に示す。
(1)無機充填材の沈降性
無機充填材(フィラー)の沈降性は、ワニスを作製した後、250ccのポリ瓶(直径65mm)に入ワニスを入れ、直径50mmの攪拌羽根を用いて、回転数500rpmで30分攪拌した。
その後、ポリ瓶を静置した。乳濁状のワニスが、24時間後に、分離し透明な分部が現れた場合は、その透明部分の厚さ(以下、「分離層さ」という。)を測定して評価した。
なお、24時間後に分離し、分離層が現れた場合は、再度、直径50mmの攪拌羽根を用いて、回転数500rpmで30分攪拌した。
符号は以下の通り。
◎:分離層厚さが、10mm以内であった。
○:分離層厚さが、10mm以上が30mm以内であったが、再攪拌で容易に元に戻った。
×:分離層厚さが、30mmを超え、ポリ瓶の底に沈降物が現れた。
【0085】
(2)プリプレグの含浸性
プリプレグ、または銅箔付きプリプレグを170℃の温度で1時間硬化後の断面(断面部分の任意の500mmの幅500mmの範囲について)を観察した。
各符号は以下の通りである。◎:全て含浸
○:モノフィラメント内に微小未含浸箇所あり、または、40%未満が未含浸
×:モノフィラメント内に40%以上が未含浸
【0086】
(3)線熱膨張係数
線熱膨張係数は、TMA(熱機械的分析)装置(TAインスツルメント社製、Q400)を用いて、4mm×20mmの試験片を作製し、温度範囲30〜300℃、10℃/分、荷重5gの条件で2サイクル目の50〜100℃における線膨張係数(CTE)を測定した。尚、サンプルは、各実施例および比較例で得られたプリプレグを2枚用いて、第2樹脂層を向かい合わせて、温度220℃、圧力1MPa、時間120分の条件でプレス積層した後、銅箔を除去したものを用いた。
【0087】
(4)銅箔引き剥がし強度
前記絶縁樹脂層の厚み0.4mmの両面に銅箔を有する積層板の銅箔の引き剥がし強度をJIS C-6481に基づいて測定した。
【0088】
(5)吸湿半田耐熱性
JIS C-6481に基づいて、50mm×50mm角のサンプルの裏面と表面の半分以外の全銅箔をエッチング除去し、プレシッヤークッカー試験機(エスペック社製)で121℃、2気圧で2時間処理後、260℃の半田槽に30秒間浸漬させて、外観変化の異常の有無を目視にて観察した。
○:異常がない場合
×:膨れ、または剥がれあった場合
【0089】
(6)ドリル摩耗性
得られた積層板を3枚重ねて、上にエントリーボード(三菱瓦斯化学社製LE812F3)、下にバックボード(厚さ1.5mmの紙フェノール板)を配し、ユニオンツール(株)製ドリルビット(KMC L506、直径150μm)を用いて、により、ドリル回転速度200krpm、送り速度2.5m/分、チップロード12.5μm/revのドリル加工条件で、φ150の孔あけ加工(貫通孔:3000穴)を行った。
ドリル摩耗性の評価は、使用前のドリル刃幅を100%とし、使用後のドリル刃幅の残存率を測定することにより行った。
符号は以下の通り
◎:ドリル刃幅の残存率が、65%以上あった場合
○:ドリル刃幅の残存率が、50%以上65%未満であった場合
×:ドリル刃幅の残存率が、50%未満であった場合
【0090】
(7)メッキ染込性
ドリル加工後の貫通孔めっき染み込み性を評価した。
尚、サンプルは、前記ドリル摩耗性評価のドリル加工で穴あけ加工した貫通孔に、無電界めっきを行い、厚さ1μmのメッキを行った後、電界めっきで厚さ10μmのメッキ厚とした。その後、2500〜3000穴の断面から貫通孔10個観察した。
符号は以下の通り。
◎:染み込み深さが、5μm未満であった場合
○:染み込み深さが、5μm以上15μm未満であった場合
×:染み込み深さが、15μm以上であった場合
【0091】
(8)スルーホール間の絶縁信頼性
前記実施例及び比較例で得られたプリント配線板を用い、スルーホール間の絶縁信頼性を評価した。
プリント配線板のスルーホール壁間0.2mm部分を用い、印加電圧20V、温度130℃湿度85%の条件で、連続測定で評価した。
なお、絶縁抵抗値が108Ω未満となる時点で終了とした。
各符号は以下の通りである。
◎:200時間を超えた場合
○:100時間以上200以下であった場合
×:100時間未満であった場合
【0092】
表2に記載されている評価結果からわかるように、実施例1〜13では、前記評価(1)〜(8)において良好な結果が得られた。つまり、実施例1〜13では、ワニスの無機充填材の沈降性に優れ、フィラー高充填ワニスにも関わらず、プリプレグの含浸性に優れ、積層板の低熱膨張性、めっきピール強度、銅箔の吸湿半田耐熱性に優れていた。また、プリント配線板の加工特性である、ドリルビットのドリル磨耗性、貫通孔のめっき染込性に優れていた。また、プリント配線板のスルーホール間の絶縁性にも優れていた。
一方、比較例1では、無機充填材として、窒化ホウ素のみを使用したため、ワニスの無機充填材の沈降性、プリプレグの含浸性に劣り、積層板の吸湿半田耐熱性、プリント配線板の加工特性である貫通孔のめっき染込性、およびプリント配線板の絶縁信頼性に劣る結果となった。
比較例2では、無機充填材として、ジルコニウム粒子のみを使用したため、ワニスの無機充填材の沈降性、プリプレグの含浸性に劣り、積層板の吸湿半田耐熱性、プリント配線板の加工特性である貫通孔のめっき染込性、およびプリント配線板の絶縁信頼性に劣る結果となった。
比較例3では、無機充填材として、ベーマイトのみを使用したため、ワニスの無機充填材の沈降性、プリプレグの含浸性に劣り、プリント配線板の加工特性である貫通孔のめっき染込性、およびプリント配線板の絶縁信頼性に劣る結果となった。
比較例4では、無機充填材として、硬度、弾性率の高いシリカのみを使用しているため、ドリル磨耗性、めっき染込性に劣る結果となった。
【0093】
本発明のプリント配線板用樹脂組成物は、ガラス繊維基材等の基材に含浸させプリプレグとして、さらにはそのプリプレグを用いた積層板として、用いることができる。また、本発明のプリント配線板用樹脂組成物の硬化物は、優れた絶縁性を有することから、例えばプリント配線板の絶縁層に好適に用いることができる。さらに本発明のエポキシ樹脂前駆体組成物の硬化物は、低線膨張であり、耐熱性、及び導体回路との密着性に優れることから、半導体装置のインターポーザとしても用いることができる。半導体装置のプリント配線板としては、マザーボード及びインターポーザが知られている。インターポーザは、マザーボードと同様のプリント配線板であるが、半導体素子(ベアチップ)又はプリント配線板とマザーボードの間に介在し、マザーボード上に搭載される。インターポーザは、マザーボードと同様に、プリント配線板を実装する基板として用いてもよいが、マザーボードと異なる特有の使用方法としては、パッケージ基板又はモジュール基板として用いられる。パッケージ基板とは、プリント配線板の基板としてインターポーザが用いられるという意味である。プリント配線板には、半導体素子をリードフレーム上に搭載し、両者をワイアボンディングで接続し、樹脂で封止するタイプと、インターポーザをパッケージ基板として用い、半導体素子を当該インターポーザ上に搭載し、両者をワイアボンディング等の方法で接続し、樹脂で封止するタイプとがある。
【符号の説明】
【0094】
1…基材
2…含浸槽
3…樹脂ワニス
4…ディップロール
5…スクイズロール
6…乾燥機
7…プリプレグ
8…上部ロール
10…樹脂付き金属箔
11…金属箔
12…絶縁樹脂層
20…基材
30…樹脂付き高分子フィルムシート
31…高分子フィルムシート
32…絶縁樹脂層
40…プリプレグ
41…金属箔付きプリプレグ
42…高分子フィルムシート付きプリプレグ
51…積層板
52…積層板
【技術分野】
【0001】
プリント配線板用樹脂組成物、プリプレグ、積層板、樹脂シート、プリント配線板及び半導体装置に関するものである。
【背景技術】
【0002】
近年、電子機器の高機能化等の要求に伴い、電子部品の高密度集積化、さらには高密度実装化等が進んでおり、これらに使用される高密度実装対応のプリント配線板等は、従来にも増して、小型薄型化、高密度化、及び多層化が進んでいる。従って、作業性等の基本要求を満たし、且つ、高密度で微細な導体パターンを形成できるプリント配線板として、特に、低熱膨張性、ドリル加工性、及び信頼性に優れるものが求められている。
【0003】
プリント配線板の製造に用いられるプリプレグは、一般的に、エポキシ樹脂等の熱硬化性樹脂を主成分とする樹脂組成物を溶媒に溶解させてワニスとし、これを基材に含浸させて加熱乾燥させることにより作製される。従来、プリプレグの耐熱性、低熱膨張性等を向上させるために無機充填剤を含有させた樹脂組成物、あるいはプリプレグのドリル加工性等を向上させるために可とう成分を含有させた樹脂組成物を用いて、プリプレグの作製が行われている。
【0004】
例えば、特許文献1に開示されているエポキシ樹脂組成物は、エポキシ樹脂、硬化剤、水酸化アルミニウム又は球状シリカ及び水酸化アルミニウムを含む無機充填剤、コアシェル構造を有し、シェル部分が前記エポキシ樹脂と相溶する樹脂で構成されている微粒子からなる可とう成分を含有し、硬化状態での厚み(Z)方向の熱膨張係数が48ppm/℃以下であることを特徴とし、前記エポキシ樹脂組成物を用いて作製した積層板が、寸法安定性及び孔あけ加工性が良好で、孔あけ加工時のクラックの発生が抑制されることが記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−74036号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、無機充填材の微粒子又は可とう成分の微粒子を多量に含有した樹脂組成物のワニスは、粘度が高くなるため、基材へ充分量の樹脂組成物を含浸させること、及び微粒子を均一に含浸させることが困難とであった。
そのため、無機充填材を多く含有することが難しく、放熱性、低膨張性に優れ、ドリル加工性、および信頼性のすべてにおいて良好な積層板を得ることができなかった。
【0007】
本発明は、上記実情を鑑みて成し遂げられたものであり、本発明の目的は、基材への含浸性が良好で、放熱性、低熱膨張性、ドリル加工性、及び信頼性に優れるプリプレグ、及び積層板を作製できるプリント配線板用樹脂組成物を提供することにある。
【課題を解決するための手段】
【0008】
上記の目的は、下記[1]〜[10]項に記載の本発明により達成される。
[1](A)エポキシ樹脂と(B)無機充填材とを必須成分とするプリント配線板用樹脂組成物であって、(B)無機充填材が、(b1)窒化ホウ素、および(b2)ジルコニウム粒子であることを特徴とするプリント配線板用樹脂組成物。
[2]前記プリント配線板用樹脂組成物は、さらに(C)シアネート樹脂を含むものである、上記[1]に記載のプリント配線板用樹脂組成物。
[3]前記プリント配線板用樹脂組成物は、更に、(D)平均粒径5〜100nmの微粒子を含むものである上記[1]又は[2]項に記載のプリント配線板用樹脂組成物。
[4](D)平均粒径5〜100nmの微粒子は、窒化ホウ素100体積部に対して1〜20体積部である上記[1]乃至[3]のいずれか一に記載のプリント配線板用樹脂組成物。
[5]上記[1]乃至[4]のいずれか一に記載のプリント配線板用樹脂組成物を基材に含浸してなることを特徴とするプリプレグ。
[6][5]に記載のプリプレグ、又は当該プリプレグを2枚以上重ね合わせた積層体の少なくとも片面に金属箔を有することを特徴とする積層板。
[7]上記[1]乃至[4]のいずれか一に記載のプリント配線板用樹脂組成物よりなる樹脂層をフィルム上、又は金属箔上に形成してなる樹脂シート。
[8][6]に記載の積層板を内層回路基板に用いてなることを特徴とするプリント配線板。
[9]内層回路基板の回路上に、上記[5]に記載のプリプレグ、及び/または[7]に記載の樹脂シートを積層してなるプリント配線板。
[10]上記[8]、または[9]に記載のプリント配線板に半導体素子を搭載してなることを特徴とする半導体装置。
【発明の効果】
【0009】
本発明によれば、(b1)窒化ホウ素、および(b2)ジルコニウム粒子を組み合わせてプリント配線板用樹脂組成物に含有させることにより、前記エプリント配線板用樹脂組成物のワニスは低粘度の状態であり、ガラス繊維等の基材に(b1)窒化ホウ素、および(b2)ジルコニウム粒子を多量に含侵することができる。
また、前記プリント配線板用樹脂組成物の基材への含浸性が良好である。前記プリント配線板用樹脂組成物を用いて作製したプリプレグは、放熱性、低熱膨張性、ドリル加工性、及び信頼性に優れる。
さらに、前記積層板、前記プリプレグ、及び前記樹脂組成物のうち少なくともいずれか1つを用いて、性能に優れるプリント配線板を得ることができる。また、本発明によれば、前記プリント配線板を用いて、性能に優れる半導体装置を得ることができる。
【図面の簡単な説明】
【0010】
【図1】本発明のプリプレグの製造に用いられる含浸塗布設備の一例を示す概略図である。
【図2】本発明の積層板の製造方法の一例を示す概略図である。
【図3】本発明の積層板の製造方法の他の一例を示す概略図である。
【発明を実施するための形態】
【0011】
(プリント配線板用樹脂組成物)
まず、プリント配線板用樹脂組成物について説明する。
本発明のプリント配線板用樹脂組成物は、(A)エポキシ樹脂、(B)無機充填材を必須成分とするプリント配線板用樹脂組成物であって、(b1)窒化ホウ素、および(b2)ジルコニウム粒子を含有することを特徴とする。
(b1)窒化ホウ素、および(b2)ジルコニウム粒子を併用してプリント配線板用樹脂組成物に含有させることにより、前記プリント配線板用樹脂組成物のワニスが低粘度の状態で、前記無機充填材を多量に含有させることができる。
また、(b1)窒化ホウ素、および(b2)ジルコニウム粒子は、ともに弾性率が低く、ドリル磨耗性に優れる。
さらに(b2)ジルコニウム粒子は、熱膨張率が特に低く、プリント配線板用樹脂組成物の硬化物全体の熱膨張係数を低くすることができる。
また、放熱性、および難燃性にも優れる。
【0012】
前記(b1)窒化ホウ素は、特に限定されないが、ドリル加工性、および繊維基材への含浸性の点で、平均粒子径が0.1〜10μmであることが好ましく、繊維基材への含浸性、および成形性の点から、1〜5μmが好ましい。また、成形性や電気絶縁性を低下させないよう高純度で粗粒の少ないものが好ましく、(株)MARUKA、水島鉄工(株)、昭和電工(株)、電気化学工業(株)から入手できる六方晶窒化ホウ素(h−BN)を用いることができる。
【0013】
前記(b1)窒化ホウ素の含有量は、特に限定されないが、プリント配線板用樹脂組成物全体の固形分基準で20〜60重量%であることが好ましく、絶縁信頼性の点から、特に20〜40重量%であることが好ましい。
【0014】
前記(b2)ジルコニウム粒子は、特に限定されないが、例えば、リン酸ジルコニウム化合物、およびリン酸ジルコニウム酸化物等のジルコニウム化合物が挙げられる。例えば、リン酸タングステン酸ジルコニウム、タングステン酸ジルコニウム、リン酸ジルコニウムなどのリン酸ジルコニウム化合物、リン酸タングステン酸ジルコニウム、リン酸ニオブ酸ジルコニウム、リン酸タンタル酸ジルコニウムなどのリン酸ジルコニウム酸化物を挙げることができる。これらの中でも、リン酸ジルコニウム(ZP)、リン酸タングステン酸ジルコニウム(ZWP)が、低熱膨張、ドリル加工性の点から好ましい。
また、リン酸ジルコニウム(ZP)、リン酸タングステン酸ジルコニウム(ZWP)は、流動性にも優れる
【0015】
前記(b2)ジルコニウム粒子は、特に限定されないが、ドリル加工性、および繊維基材への含浸性の点で、平均粒子径が1〜10μmであることが好ましく、絶縁信頼性の点から、1〜5μmが好ましい。
【0016】
前記(b2)ジルコニウム粒子の含有量は、特に限定されないが、プリント配線板用樹脂組成物全体の固形分基準で20〜70重量%であることが好ましく、絶縁信頼性の点(例、含浸性に優れる点)から、特に20〜50重量%であることが好ましい。
【0017】
(B)無機充填材は、(b1)窒化ホウ素、および(b2)ジルコニウム粒子に加え、他の無機充填材を用いても良い。
他の無機充填材は、特に限定されないが、例えば、ベーマイト、シリカ、水酸化アルミニウム、タルク、シリコーン等が挙げられる。
【0018】
前記、他の無機充填材は、(D)平均粒径5〜100nmの微粒子であることが好ましい。
これにより、多量の無機充填材を基材中に均一に含浸させることができるので、プリプレグ、または積層板の熱膨張係数を小さくすることができる。
【0019】
前記(D)平均粒径5〜100nmの微粒子は、特に限定されないが、(b1)窒化ホウ素100体積部に対して1〜30体積部であることが好ましい。特に好ましくは、5〜15体積部である。これにより基材への含浸性、および成形性が優れる。
【0020】
前記(A)エポキシ樹脂としては、特に限定されないが、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールE型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールZ型エポキシ樹脂(4,4’−シクロヘキシジエンビスフェノール型エポキシ樹脂)、ビスフェノールP型エポキシ樹脂(4,4’−(1,4−フェニレンジイソプリジエン)ビスフェノール型エポキシ樹脂)、ビスフェノールM型エポキシ樹脂(4,4’−(1,3−フェニレンジイソプリジエン)ビスフェノール型エポキシ樹脂)等のビスフェノール型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂等のノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、キシリレン型エポキシ樹脂、フェノールアラルキル型エポキシ樹脂、ビフェニルアラルキル型エポキシ樹脂、ビフェニルジメチレン型エポキシ樹脂、トリスフェノールメタンノボラック型エポキシ樹脂、1,1,2,2−(テトラフェノール)エタンのグリシジルエーテル類、3官能、又は4官能のグリシジルアミン類、テトラメチルビフェニル型エポキシ樹脂等のアリールアルキレン型エポキシ樹脂、ナフタレン骨格変性エポキシ樹脂、メトキシナフタレン変性クレゾールノボラック型エポキシ樹脂、メトキシナフタレンジメチレン型エポキシ樹脂等のナフタレン型エポキシ樹脂、アントラセン型エポキシ樹脂、フェノキシ型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、ノルボルネン型エポキシ樹脂、アダマンタン型エポキシ樹脂、フルオレン型エポキシ樹脂、上記エポキシ樹脂をハロゲン化した難燃化エポキシ樹脂等が挙げられる。これらの中の1種類を単独で用いることもできるし、異なる重量平均分子量を有する2種類以上を併用することもでき、1種類又は2種類以上と、それらのプレポリマーを併用することもできる。
これらのエポキシ樹脂の中でも特に、ビフェニルアラルキル型エポキシ樹脂、ナフタレン骨格変性エポキシ樹脂、及びクレゾールノボラック型エポキシ樹脂よりなる群から選ばれる少なくとも1種が好ましい。これにより、耐熱性及び難燃性を向上させる。
【0021】
前記(A)エポキシ樹脂の含有量は、特に限定されないが、樹脂組成物全体の固形分基準で5〜30重量%とすることが好ましい。含有量が前記下限値未満であると、エポキシ樹脂の硬化性が低下したり、当該樹脂組成物より得られるプリプレグ、又はプリント配線板の耐湿性が低下したりする場合がある。また、前記上限値を超えると、プリプレグ又はプリント配線板の線熱膨張率が大きくなったり、耐熱性が低下したりする場合がある。
【0022】
前記(A)エポキシ樹脂の重量平均分子量は、特に限定されないが、重量平均分子量4.0×102〜1.8×104が好ましい。重量平均分子量が前記下限未満であると、ガラス転移点が低下し、前記上限値を超えると流動性が低下し、基材に含浸できない場合がある。重量平均分子量を前記範囲内とすることにより、含浸性に優れたものとすることができる。
前記エポキシ樹脂の重量平均分子量は、例えば、ゲル浸透クロマトグラフィー(GPC)で測定し、ポリスチレン換算の重量分子量として特定することができる。
【0023】
本発明のプリント配線板用樹脂組成物は、特に限定されないが、(C)シアネートエステル樹脂を含むことが好ましい。これにより、難燃性をより向上させることができる。
前記(C)シアネート樹脂は、特に限定されないが、例えば、ハロゲン化シアン化合物とフェノール類やナフトール類とを反応させ、必要に応じて加熱等の方法でプレポリマー化することにより得ることができる。また、このようにして調製された市販品を用いることもできる。
【0024】
前記(C)シアネート樹脂は、特に限定されないが、例えば、ノボラック型シアネート樹脂、ビスフェノールA型シアネート樹脂、ビスフェノールE型シアネート樹脂、テトラメチルビスフェノールF型シアネート樹脂等のビスフェノール型シアネート樹脂、及びナフトールアラルキル型シアネート樹脂等を挙げることができる。
【0025】
前記(C)シアネート樹脂は、分子内に2個以上のシアネート基(−O−CN)を有することが好ましい。例えば、2,2’−ビス(4−シアナトフェニル)イソプロピリデン、1,1’−ビス(4−シアナトフェニル)エタン、ビス(4−シアナト−3,5−ジメチルフェニル)メタン、1,3−ビス(4−シアナトフェニル−1−(1−メチルエチリデン))ベンゼン、ジシクロペンタジエン型シアネートエステル、フェノールノボラック型シアネートエステル、ビス(4−シアナトフェニル)チオエーテル、ビス(4−シアナトフェニル)エーテル、1,1,1−トリス(4−シアナトフェニル)エタン、トリス(4−シアナトフェニル)ホスファイト、ビス(4−シアナトフェニル)スルホン、2,2−ビス(4−シアナトフェニル)プロパン、1,3−、1,4−、1,6−、1,8−、2,6−又は2,7−ジシアナトナフタレン、1,3,6−トリシアナトナフタレン、4,4−ジシアナトビフェニル、及びフェノールノボラック型、クレゾールノボラック型の多価フェノール類と、ハロゲン化シアンとの反応で得られるシアネート樹脂、ナフトールアラルキル型の多価ナフトール類と、ハロゲン化シアンとの反応で得られるシアネート樹脂等が挙げられる。これらの中で、フェノールノボラック型シアネート樹脂が難燃性、及び低熱膨張性に優れ、2,2−ビス(4−シアナトフェニル)イソプロピリデン、及びジシクロペンタジエン型シアネートエステルが架橋密度の制御、及び耐湿信頼性に優れている。特に、フェノールノボラック型シアネート樹脂が低熱膨張性の点から好ましい。また、ナフトールアラルキル型シアネート樹脂が機械強度と低吸水性の点から好ましい。また、更に他のシアネート樹脂を1種類あるいは2種類以上併用したりすることもでき、特に限定されない。
【0026】
前記(C)シアネート樹脂は、単独で用いてもよいし、重量平均分子量の異なるシアネート樹脂を併用したり、前記シアネート樹脂とそのプレポリマーとを併用したりすることもできる。
前記プレポリマーは、通常、前記シアネート樹脂を加熱反応等により、例えば3量化することで得られるものであり、プリント配線板用樹脂組成物の成形性、流動性を調整するために好ましく使用されるものである。
前記プレポリマーは、特に限定されないが、例えば、3量化率が20〜50重量%のプレポリマーを用いた場合、良好な成形性、流動性を発現できる。
【0027】
前記(C)シアネート樹脂の含有量は、特に限定されないが、樹脂組成物全体の固形分基準で5〜60重量%であることが好ましく、より好ましくは10〜50重量%であり、特に好ましくは10〜40重量%である。含有量が前記範囲内であると、シアネート樹脂は、効果的に耐熱性、及び難燃性を発現させることができる。シアネート樹脂の含有量が前記下限未満であると熱膨張性が大きくなり、耐熱性が低下する場合があり、前記上限値を超えるとプリント配線板用樹脂組成物を用いて作製したプリプレグの強度が低下する場合がある。
【0028】
また、本発明のプリント配線板用樹脂組成物は、特に限定されないが、マレイミド樹脂を含むことが好ましい。これにより、耐熱性を向上させることができる。
前記マレイミド樹脂としては、特に限定されないが、N,N’−(4,4’−ジフェニルメタン)ビスマレイミド、ビス(3−エチル−5−メチル−4−マレイミドフェニル)メタン、2,2−ビス[4−(4−マレイミドフェノキシ)フェニル]プロパン等のビスマレイミド樹脂が挙げられる。また、更に他のマレイミド樹脂を1種類あるいは2種類以上併用したりすることもでき、特に限定されない。
【0029】
前記マレイミド樹脂は、単独で用いてもよいし、重量平均分子量の異なるマレイミド樹脂を併用したり、前記マレイミド樹脂とそのプレポリマーとを併用したりすることもできる。
【0030】
前記マレイミド樹脂の含有量は、特に限定されないが、プリント配線板用樹脂組成物の固形分基準で1〜30重量%であることが好ましく、より好ましくは3〜25重量%であり、さらに好ましくは5〜20重量%である。
【0031】
さらに、本発明のプリント配線板用樹脂組成物は、ポリイミド樹脂、トリアジン樹脂、フェノール樹脂、及びメラミン樹脂よりなる群から選ばれる少なくとも1種を含んでいてもよい。
【0032】
本発明のプリント配線板用樹脂組成物は、フェノール系硬化剤を使用することができる。フェノール系硬化剤としては、例えば、フェノールノボラック樹脂、アルキルフェノールノボラック樹脂、ビスフェノールAノボラック樹脂、ジシクロペンタジエン型フェノール樹脂、ザイロック型フェノール樹脂、テルペン変性フェノール樹脂、ポリビニルフェノール類等公知慣用のものを単独あるいは2種類以上組み合わせて使用することができる。
【0033】
前記フェノール系硬化剤の含有量は、特に限定されないが、エポキシ樹脂との当量比(フェノール性水酸基当量/エポキシ基当量)が1.0未満、0.1以上が好ましい。これにより、未反応のフェノール系硬化剤の残留がなくなり、吸湿耐熱性が向上する。更に、厳しい吸湿耐熱性を必要とする場合は、0.2〜0.5の範囲が特に好ましい。また、フェノール樹脂は、硬化剤として作用するだけでなく、シアネート基とエポキシ基との硬化を促進することができる。
【0034】
本発明のプリント配線板用樹脂組成物は、必要に応じて、上記成分以外の添加物を、特性を損なわない範囲で添加することができる。上記成分以外の成分は、例えば、エポキシシランカップリング剤、カチオニックシランカップリング剤、アミノシランカップリング剤、チタネート系カップリング剤、シリコーンオイル型カップリング剤等のカップリング剤、イミダゾール類、トリフェニルホスフィン、及び4級ホスホニウム塩等の硬化促進剤、アクリル系重合物等の表面調整剤、染料及び顔料等の着色剤等を挙げることができる。
【0035】
本発明のプリント配線板用樹脂組成物は、プリプレグの調製の際に、溶媒に溶解させてワニスとして用いられる。前記ワニスの調製方法は、特に限定されないが、例えば、前記(b1)窒化ホウ素、および(b2)リン酸タングステン酸粒子、及び前記無機充填剤を溶媒に分散したスラリーを調製し、当該スラリーにその他のプリント配線板用樹脂組成物の成分を添加し、さらに前記溶媒を加えて溶解・混合させる方法等が挙げられる。(D)平均粒径5〜100nmの微粒子のようなナノサイズの粒子は、凝集し易く、樹脂組成物に配合する際に2次凝集等を形成してしまうことが多いが、スラリー状のものを用いることで、このような2次凝集を防止することができ、分散性が向上される。
【0036】
前記溶媒としては、特に限定されないが、前記プリント配線板用樹脂組成物に対して良好な溶解性を示す溶媒が好ましく、例えば、シクロヘキサノン、アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロペンタノン、ジメチルホルムアミド、ジメチルアセトアミド、N−メチルピロリドン等が挙げられる。尚、悪影響を及ぼさない範囲で貧溶媒を使用しても構わない。
【0037】
前記ワニスが含むプリント配線板用樹脂組成物の固形分は、特に限定されないが、30〜80重量%が好ましく、特に40〜70重量%が好ましい。これにより、プリント配線板用樹脂組成物の基材への含浸性を向上できる。
【0038】
(樹脂シート)
次に、樹脂シートについて説明する。
本発明の樹脂シートは、前記プリント配線板用樹脂組成物からなる絶縁層を金属箔上、またはフィルム上に形成してなるものである。
ここで、プリント配線板用樹脂組成物からなる絶縁層を金属箔、またはフィルム上に形成する方法としては特に限定されないが、例えば、プリント配線板用樹脂組成物を溶剤などに溶解・分散させて樹脂ワニスを調製して、各種塗工装置を用いて樹脂ワニスを基材に塗工した後、これを乾燥する方法、樹脂ワニスをスプレー装置にて基材に噴霧塗工した後、これを乾燥する方法などが挙げられる。
【0039】
前記樹脂ワニスに用いられる溶媒は、前記プリント配線板用樹脂組成物中の樹脂成分に対して良好な溶解性を示すことが望ましいが、悪影響を及ぼさない範囲で貧溶媒を使用しても構わない。良好な溶解性を示す溶媒としては、例えばアセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、テトラヒドロフラン、ジメチルホルムアミド、ジメチルアセトアミド、ジメチルスルホキシド、エチレングリコール、セルソルブ系、カルビトール系等が挙げられる。
【0040】
前記樹脂ワニス中の固形分含有量としては特に限定されないが、10〜70重量%が好ましく、特に20〜55重量%が好ましい。
【0041】
本発明の樹脂シートは、絶縁層を2層以上有する場合、そのうちの少なくとも1層が本発明の樹脂組成物であることが好ましい。また本発明のプリント配線板用樹脂組成物よりなる絶縁層は、金属箔、またはフィルム上に直接本発明の樹脂組成物よりなる樹脂層を形成することが好ましい。こうすることでプリント配線板製造時において、本発明の樹脂組成物からなる絶縁層が外層回路導体と高いめっきピール強度を発現することができる。
【0042】
前記本発明のプリント配線板用樹脂組成物からなる絶縁層の厚さは、0.5〜10μmの厚みであることが好ましい。前記絶縁層の厚さの範囲にすることにより、導体回路との高い密着性を得ることができる。
【0043】
本発明の樹脂シートに用いるフィルムは、特に限定されないが、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル樹脂、フッ素系樹脂、ポリイミド樹脂などの耐熱性を有した熱可塑性樹脂フィルムなどを用いることができる。
【0044】
本発明の樹脂シートに用いる金属箔は、特に限定されないが、例えば、銅及び/又は銅系合金、アルミ及び/又はアルミ系合金、鉄及び/又は鉄系合金、銀及び/又は銀系合金、金及び金系合金、亜鉛及び亜鉛系合金、ニッケル及びニッケル系合金、錫及び錫系合金等の金属箔などを用いることができる。なお、本発明の樹脂シートを製造するにあたっては、絶縁層を積層する金属箔表面の凹凸は、表面粗さ(Rz)が2μm以下であることが好ましい。表面粗さ(Rz)が、2μm以下の金属箔表面上に、本発明の樹脂組成物からなる絶縁層を形成することにより、表面粗さが小さく、かつ、密着性(めっきピール強度)に優れるものとすることができる。
尚、金属の表面粗さ(Rz)は、10点測定を行い、その平均値とした。表面粗さは、JISB0601に基づいて測定した。
【0045】
(プリプレグ)
次に、プリプレグについて説明する。
本発明のプリプレグは、前記プリント配線板用樹脂組成物を基材に含浸し、加熱乾燥してなるものである。本発明のプリント配線板用樹脂組成物は、(b1)窒化ホウ素、および(b2)ジルコニウム粒子を併用しているため、粘度の低いプリント配線板用樹脂組成物が得られる。
従って、基材に従来よりも多量の充填剤を含浸したプリプレグを得ることができ、得られたプリプレグは、低熱膨張性、ドリル加工性、信頼性、難燃性、及びデスミア耐性にも優れる。
【0046】
前記基材としては、特に限定されないが、例えばガラス織布、ガラス不織布、ガラスペーパー等のガラス繊維基材、紙、アラミド、ポリエステル、芳香族ポリエステル、フッ素樹脂等の合成繊維等からなる織布や不織布、金属繊維、カーボン繊維、鉱物繊維等からなる織布、不織布、マット類等が挙げられる。これらの基材は単独又は併用して使用してもよい。これらの中でもガラス繊維基材が好ましい。これにより、プリプレグの剛性、寸法安定性を向上することができる。このようなガラス繊維基材を構成するガラスとしては、例えば、Eガラス、Cガラス、Aガラス、Sガラス、Dガラス、NEガラス、Tガラス、Hガラス、Qガラス等が挙げられる。これらの中でも、ガラスは、Sガラス、または、Tガラスであるのが好ましい。これにより、ガラス繊維基材の熱膨張係数を比較的小さくすることができる。これらの中でも、ドリル加工性の観点から、Eガラス、Dガラス、NEガラスが好ましい
【0047】
前記樹脂ワニスを前記基材に含浸させる方法は、特に限定されないが、例えば、基材を樹脂ワニスに浸漬する方法、各種コーターによる塗布する方法、スプレーによる吹き付ける方法等が挙げられる。これらの中でも、基材を樹脂ワニスに浸漬する方法が好ましい。これにより、基材に対する樹脂組成物の含浸性を向上することができる。尚、基材を樹脂ワニスに浸漬する場合、通常の含浸塗布設備を使用することができる。図1に示すように、基材1を、含浸槽2の前記エポキシ樹脂ワニス3中に浸漬して、基材1にエポキシ樹脂ワニス3を含浸する。その際、含浸槽2が備えるディップロール4(図1では3本)によって基材1はエポキシ樹脂ワニス3中に浸漬される。次いで、エポキシ樹脂ワニス3を含浸した基材1を、垂直方向に引き上げて、水平方向に並設され、対向している1対のスクイズロール又は、コンマロール(図1の5はスクイズロール)の間を通して、基材1へのエポキシ樹脂ワニス3の塗布量を調整する。その後、エポキシ樹脂ワニス3が塗布された基材1を、乾燥機6で所定の温度で加熱して、塗布されたワニス中の溶剤を揮発させると共に樹脂組成物を半硬化させてプリプレグ7を製造する。なお、図1中の上部ロール8はプリプレグ7を進行方向に移動させるために、プリプレグ7の進行方向と同方向に回転している。また、前記エポキシ樹脂ワニスの溶剤を乾燥させる条件は、温度90〜180℃、時間1〜10分で乾燥させることにより半硬化のプリプレグ7を得ることができる。
【0048】
(積層板)
次に、積層板について説明する。
本発明の積層板は、基材に上記のプリント配線板用樹脂組成物を含浸してなる樹脂含浸基材層の少なくとも片面に金属箔を有するものである。
本発明の積層板は、例えば、上記のプリプレグ又は当該プリプレグを2枚以上重ね合わせた積層体の少なくとも片面に金属箔を張り付けることで製造できる。
プリプレグ1枚のときは、その上下両面もしくは片面に金属箔を重ねる。また、プリプレグを2枚以上積層することもできる。プリプレグ2枚以上積層するときは、積層したプリプレグの最も外側の上下両面もしくは片面に金属箔あるいはフィルムを重ねる。次に、プリプレグと金属箔とを重ねたものを加熱加圧成形することで積層板を得ることができる。
【0049】
前記加熱する温度は、特に限定されないが、120〜250℃が好ましく、特に150〜220℃が好ましい。前記加圧する圧力は、特に限定されないが、0.1〜5MPaが好ましく、特に0.5〜3MPaが好ましい。また、必要に応じて高温槽等で150〜300℃の温度で後硬化を行っても構わない。
【0050】
また、本発明の積層板を製造する別の方法として 、図2に示す樹脂付き金属箔を用いた積層板の製造方法が挙げられる。まず、金属箔11に均一な絶縁樹脂層12をコーターで塗工した樹脂付き金属箔10を準備し、ガラス繊維等の基材20の両側に、樹脂付き金属箔10を絶縁樹脂層を内側にして配し(図2(a))、真空中で加熱60〜130℃、加圧0.1〜5MPaでラミネート含浸させる方法により、金属箔付きプリプレグ41を得る(図2(b))。次いで、金属箔付きプリプレグ41を直接加熱加圧成形することで、積層板51を得ることができる(図2(c))。
【0051】
さらに、本発明の積層板を製造する別の方法として、 図3に示す樹脂付き高分子フィルムシートを用いた積層板の製造方法も挙げられる。まず、高分子フィルムシート31に、均一な絶縁樹脂層32をコーターで塗工した樹脂付き高分子フィルムシート30を準備し、基材2の両側に樹脂付き高分子フィルムシート30、30を絶縁樹脂層を内側にして配し(図3(a))、真空中で加熱60〜130℃、加圧0.1〜5MPaでラミネート含浸させる方法により、高分子フィルムシート付きプリプレグ42を得ることができる(図3(b))。次いで、高分子フィルムシート付きプリプレグ42の少なくとも片面の高分子フィルムシート31を剥離後(図3(c))、高分子フィルムシート31を剥離した面に金属箔11を配し(図3(d))、加熱加圧成形することで積層板52を得ることができる(図3(e))。さらに、両面の高分子フィルムシートを剥離する場合は、前述のプリプレグ同様に、2枚以上積層することもできる。プリプレグを2枚以上積層するときは、積層したプリプレグの最も外側の上下両面もしくは片面に金属箔または高分子フィルムシートを配し、加熱加圧成形することで積層板を得ることができる。
この様な製造方法で得られた積層板は、厚み精度が高く、厚みが均一であり、更には表面平滑性に優れる。
また成形歪の小さい積層板を得ることができるため、当該製造方法により得られた積層板を用い作製したプリント配線板、および半導体装置は、反りが小さく、反りばらつきも小さい。
さらにプリント配線板、および半導体装置を、歩留り良く製造することができる。
【0052】
前記加熱加圧成形する条件としては、温度は、特に限定されないが、120〜250℃が好ましく、特に150〜220℃が好ましい。前記加圧する圧力は、特に限定されないが、0.1〜5MPaが好ましく、特に0.5〜3MPaが好ましい。
さらに必要に応じて高温槽等で150〜300℃の温度で後硬化を行ってもかまわない。
【0053】
図2〜3等の積層板は、特に限定されないが、例えば、樹脂付き金属箔を製造する装置及び積層板を製造する装置を用いて製造される。
前記樹脂付き金属箔を製造する装置において、金属箔は、例えば長尺のシート品を巻物形態にしたもの等を用い、これにより連続的に巻き出すことにより供給することができる。液状の絶縁樹脂は、絶縁樹脂の供給装置により、所定量が連続的に金属箔上に供給される。ここで液状の絶縁樹脂として、本発明の樹脂組成物を溶剤に溶解、分散させた塗布液が用いられる。絶縁樹脂の塗工量は、コンマロールと、当該コンマロールのバックアップロールとのクリアランスにより制御することができる。所定量の絶縁樹脂が塗工された金属箔は、横搬送型の熱風乾燥装置の内部を移送し、液状の絶縁樹脂中に含有される有機溶剤等を実質的に乾燥除去し、必要に応じて、硬化反応を途中まで進めた樹脂付き金属箔とすることができる。樹脂付き金属箔は、そのまま巻き取ることもできるがラミネートロールにより、絶縁樹脂層が形成された側に保護フィルムを重ね合わせ、当該保護フィルムがラミネートされた樹脂付き金属箔を巻き取って、巻物形態の樹脂付き金属箔を得ている。
【0054】
この様な製造方法により積層板を得た場合、溶剤中に溶解、分散させたワニスではなく、樹脂組成物を直接繊維基材への含浸性を考慮する必要がある。 無機充填材は、(D)平均粒径5〜100nmの微粒子を用いることで、特に繊維基材への含浸性が向上するため、加熱加圧成形時に、積層板内における樹脂組成物のフローを抑え、溶融樹脂の不均一な移動が抑制されるため、積層板表面のスジ状のムラを防止し、且つ均一な厚みとすることができる。
【0055】
(プリント配線板)
次に、本発明のプリント配線板について説明する。
本発明のプリント配線板は、上記の積層板を内層回路基板に用いてなる。
また、本発明のプリント配線板は、内層回路上に、上記のプリプレグを絶縁層に用いてなる。
【0056】
本発明においてプリント配線板とは、絶縁層の上に金属箔等の導電体で回路を形成したものであり、片面プリント配線板(一層板)、両面プリント配線板(二層板)、及び多層プリント配線板(多層板)のいずれであってもよい。多層プリント配線板とは、メッキスルーホール法やビルドアップ法等により3層以上に重ねたプリント配線板であり、内層回路基板に絶縁層を重ね合わせて加熱加圧成形することによって得ることができる。
前記内層回路基板としては、例えば、本発明の積層板の金属層に、エッチング等により所定の導体回路を形成し、導体回路部分を黒化処理したものを好適に用いることができる。
前記絶縁層としては、本発明のプリプレグ、又は本発明のプリント配線板用樹脂組成物からなる樹脂フィルムを用いることができる。尚、前記絶縁層として、前記プリプレグ又は前記プリント配線板用樹脂組成物からなる樹脂フィルムを用いる場合は、前記内層回路基板は本発明の積層板からなるものでなくてもよい。
【0057】
以下、本発明のプリント配線板の代表例として、本発明の積層板を内層回路基板として用い、本発明のプリプレグを絶縁層として用いる場合の多層プリント配線板について説明する。
前記積層板の片面又は両面に回路形成し、内層回路基板を作製する。場合によっては、ドリル加工、レーザー加工によりスルーホールを形成し、メッキ等で両面の電気的接続をとることもできる。この内層回路基板に前記プリプレグを重ね合わせて加熱加圧形成することで絶縁層を形成する。同様にして、エッチング等で形成した導体回路層と絶縁層とを交互に繰り返し形成することにより、多層プリント配線板を得ることができる。
【0058】
具体的には、前記プリプレグと前記内層回路基板とを合わせて、真空加圧式ラミネーター装置などを用いて真空加熱加圧成形させ、その後、熱風乾燥装置等で絶縁層を加熱硬化させる。ここで加熱加圧成形する条件としては、特に限定されないが、一例を挙げると、温度60〜160℃、圧力0.2〜3MPaで実施することができる。また、加熱硬化させる条件としては、特に限定されないが、一例を挙げると、温度140〜240℃、時間30〜120分間で実施することができる。
【0059】
尚、次工程においてレーザーを照射し、絶縁層に開口部を形成するが、その前に基材を剥離する必要がある。基材の剥離は、絶縁層を形成後、加熱硬化の前、又は加熱硬化後のいずれに行っても特に問題はない。
【0060】
次に、絶縁層にレーザーを照射して、開孔部を形成する。前記レーザーは、エキシマレーザー、UVレーザー及び炭酸ガスレーザー等が使用できる。
【0061】
レーザー照射後の樹脂残渣等(スミア)は過マンガン酸塩、重クロム酸塩等の酸化剤等により除去する処理、すなわちデスミア処理を行うことが好ましい。デスミア処理が不十分で、デスミア耐性が十分に確保されていないと、開孔部に金属メッキ処理を行っても、スミアが原因で上層金属配線と下層金属配線との通電性が十分に確保されなくなるおそれがある。また、平滑な絶縁層の表面を同時に粗化することができ、続く金属メッキにより形成する導電配線回路の密着性を上げることができる。
【0062】
次に、外層回路を形成する。外層回路の形成方法は、金属メッキにより絶縁樹脂層間の接続を図り、エッチングにより外層回路パターン形成を行う。
【0063】
さらに絶縁層を積層し、前記同様回路形成を行っても良いが、多層プリント配線板では、回路形成後、最外層にソルダーレジストを形成する。ソルダーレジストの形成方法は、特に限定されないが、例えば、ドライフィルムタイプのソルダーレジストを積層(ラミネート)し、露光、及び現像により形成する方法、又は液状レジストを印刷したものを露光、及び現像により形成する方法によりなされる。尚、得られた多層プリント配線板を半導体装置に用いる場合、半導体素子を実装するため接続用電極部を設ける。接続用電極部は、金メッキ、ニッケルメッキ及び半田メッキ等の金属皮膜で適宜被覆することができる。
【0064】
前記金メッキの代表的な方法の1つとして、ニッケル−パラジウム−金無電解メッキ法がある。この方法では、接続用電極部に、クリーナー等の適宜の方法により前処理を行った後、パラジウム触媒を付与し、その後さらに、無電解ニッケルメッキ処理、無電解パラジウムメッキ処理、及び無電解金メッキ処理を順次行う。
ENEPIG法は、前記ニッケル−パラジウム−金無電解メッキ法の無電解金メッキ処理段階において、置換金メッキ処理を行う方法である。下地メッキとしての無電解ニッケルメッキ皮膜と、無電解金メッキ皮膜との間に無電解パラジウムメッキ皮膜を設けることによって、接続用電極部における導体材料の拡散防止性、耐食性が向上する。下地ニッケルメッキ皮膜の拡散防止を図ることができるので、Au−Au接合の信頼性が向上し、また金によるニッケル酸化を防止することができるので、熱負荷の大きい鉛フリー半田接合の信頼性も向上する。ENEPIG法では、通常、無電解パラジウムメッキ処理を行う前に表面処理を行って、メッキ工程での導通不良の発生を防ぐ必要があり、導通不良が甚だしい場合には隣接する端子間でショートを起こす原因となる。一方、本発明のプリント配線板は、表面処理を行わなくても上記のような導通不良がなく、簡単にメッキ処理を行うことができる。
【0065】
(半導体装置)
次に、本発明の半導体装置について説明する。
前記で得られたプリント配線板に半田バンプを有する半導体素子を実装し、半田バンブを介して、前記プリント配線板との接続を図る。そして、プリント配線板と半導体素子との間には液状封止樹脂を充填し、半導体装置を形成する。半田バンプは、錫、鉛、銀、銅、ビスマス等からなる合金で構成されることが好ましい。
【0066】
半導体素子とプリント配線板との接続方法は、フリップチップボンダー等を用いて、基板上の接続用電極部と半導体素子の半田バンプとの位置合わせを行ったあと、IRリフロー装置、熱板、その他加熱装置を用いて半田バンプを融点以上に加熱し、プリント配線板と半田バンプとを溶融接合することにより接続する。尚、接続信頼性を良くするため、予めプリント配線板上の接続用電極部に半田ペースト等、比較的融点の低い金属の層を形成しておいてもよい。この接合工程に先んじて、半田バンプ及び/又はプリント配線板上の接続用電極部の表層にフラックスを塗布することで接続信頼性を向上させることもできる。
【実施例】
【0067】
以下、本発明を実施例及び比較例に基づいて詳細に説明するが、本発明はこれに限定されるものではない。
【0068】
実施例及び比較例において用いた原材料は以下の通りである。
(1)エポキシ樹脂A:ナフタレン変性クレゾールノボラック型エポキシ樹脂(DIC社製HP−5000、エポキシ当量250)
(2)フェノール系硬化剤:ビフェニルアルキレン型ノボラック樹脂(明和化成社製MEH−7851−4L、水酸基当量187)
(3)シアネート樹脂A:ノボラック型シアネート樹脂(ロンザジャパン社製リマセットPT−30)
(4)シアネート樹脂B:ナフトールアラルキル型シアン酸エステル樹脂(合成例参照)
(5)窒化ホウ素A:平均粒径5μm(昭和電工社製ショウビーエヌUHP−1、平均粒径8〜10μmをボールミルで粉砕したもの)
(6)窒化ホウ素B:平均粒径1〜3.0μm(水島鉄工社製HP−P1)
(7)ジルコニウム粒子A:リン酸タングステン酸ジルコニウム(共立マテリアル社製、平均粒径3〜6μm)
(8)ジルコニウム粒子B:リン酸ジルコニウム(共立マテリアル社製、平均粒径3〜6μm)
(9)平均粒径5〜100nmの微粒子:シリカ微粒子(トクヤマ社製NSS−5N、平均粒径75nm)
(10)ベーマイト:(河合石灰社製BMB、平均粒径0.5μm)
(11)球状シリカ:アドマテック社製SO−25R、平均粒径0.5μm
(12)硬化促進剤:2−エチル−4−メチルイミダゾール(四国化成工業社製2E4MZ)
【0069】
(合成例)シアネート樹脂B(ナフトールアラルキル型シアン酸エステル樹脂)
ナフトールアラルキル型フェノール樹脂(新日鐵化学製SN485N、水酸基当量215g/eq)を101g(0.47molの水酸基)とメチルイソブチルケトン(以下MIBK)を400g仕込み、室温で攪拌溶解する。溶解後、−10℃まで冷却を行った。−10℃にて臭化シアン(以下BrCN)110g(純度95%、0.987mol)を投入し、内温が−15℃になったら、トリエチルアミン(以下TEA)100g(0.99mol)とMIBK600gの混合液を1時間かけて滴下した。滴下後、さらに30分熟成し、さらに約2時間熟成させ反応を完結させた。得られた溶液に、純水400mlを加えて分液し、さらに5%塩化水素水溶液(HCl)1000mlを加えて分液した。さらに、10%食塩水500gで2回洗浄分液し、純粋500mlにて2回洗浄した。
有機層を無水硫酸ナトリウムで脱水後、溶剤を減圧除去し、固形の樹脂を得た。得られた固形物をヘキサンにて洗浄した後、減圧乾燥することにより、ナフトールアラルキル型シアン酸エステル樹脂を得た。このようにして得られたビフェニルアラルキル型シアン酸エステルは、赤外吸収スペクトル測定(島津製作所製IR Prestige−21、KBr透過法)により分析し、フェノール性水酸基の吸収帯である3200〜3600cm−1が消失し、シアン酸エステルの二トリルの吸収帯である2264cm−1付近を確認した。
【0070】
(実施例1)
・ プリント配線板用樹脂組成物含有ワニスの調製
まず、窒化ホウ素A(ショウビーエヌUHP−1、平均粒径8〜10μmをボールミルで粉砕して平均粒径5μmにしたもの)33重量部、及びジルコニウム粒子(共立マテリアル社製リン酸タングステン酸ジルコニウム、平均粒径3〜6μm)33重量部、キエポキシ樹脂A(ナフタレン変性クレゾールノボラック型エポキシ樹脂:DIC社製HP−5000、エポキシ当量250)22重量部、フェノール系硬化剤(ビフェニルアルキレン型ノボラック樹脂:明和化成社製MEH−7851−4L、水酸基当量187)12重量部、硬化促進剤(四国化成社製2E4MZ、2−エチル−4−メチルイミダゾール)0.5重量部をメチルエチルケトンに溶解・混合させ、高速撹拌装置を用い撹拌して、樹脂組成物が固形分基準で75重量%のワニスを得た。
【0071】
(2)プリプレグの作製
前記ワニスをガラス織布(厚さ87μm、日東紡績製Eガラス織布、WEA−2116)に含浸し、180℃の加熱炉で2分間乾燥して、プリプレグ中の樹脂組成物が固形分基準で約50重量%のプリプレグを得た。
【0072】
(3)積層板の作製
前記プリプレグを4枚重ね、その両面に12μmの銅箔(三井金属鉱業社製、3EC−VLP箔)を重ねて、圧力3MPa、温度220℃で2時間加熱加圧成形し、絶縁樹脂層の厚み0.4mmの両面に銅箔を有する積層板を得た。
【0073】
(4)プリント配線板の製造
両面に銅箔を有する前記積層板を用い、ドリル機で開孔しスルーホールを形成後、無電解メッキで上下銅箔間の導通を図った。
なお、スルーホール壁間は、スルーホール壁間絶縁信頼性を評価するため、スルーホール壁間0.2mmの部分を有する。
両面の銅箔をエッチングすることにより内層回路を両面に形成したL(導体回路幅(μm))/S(導体回路間幅(μm))=50/50)。
次に、内層回路に過酸化水素水と硫酸を主成分とする薬液(旭電化工業(株)製、テックSO−G)をスプレー吹き付けすることにより、粗化処理による凹凸形成を行った。
【0074】
次に前記プリプレグを内層回路上に真空積層装置を用いて積層し、温度170℃、時間60分間加熱硬化し、積層体を得た。
その後、得られた積層体が有するプリプレグに、炭酸レーザー装置(日立ビアメカニクス(株)製:LG−2G212)を用いてφ60μmの開孔部(ブラインド・ビアホール)を形成し、70℃の膨潤液(アトテックジャパン社製、スウェリングディップ セキュリガント P)に5分間浸漬し、さらに80℃の過マンガン酸カリウム水溶液(アトテックジャパン社製、コンセントレートコンパクト CP)に15分浸漬後、中和して粗化処理を行った。
次に、脱脂、触媒付与、活性化の工程を経た後、無電解銅メッキ皮膜による約0.5μmの給電層を形成した。この給電層表面に、厚さ25μmの紫外線感光性ドライフィルム(旭化成社製、AQ−2558)をホットロールラミネーターにより貼り合わせ、最小線幅/線間が20/20μmのパターンが描画されたクロム蒸着マスク(トウワプロセス社製)を使用して、位置を合わせ、露光装置(ウシオ電機社製UX−1100SM−AJN01)にて露光、炭酸ソーダ水溶液にて現像し、めっきレジストを形成した。
【0075】
次に、給電層を電極として電解銅めっき(奥野製薬社製81−HL)を3A/dm2、30分間行って、厚さ約25μmの銅配線を形成した。ここで2段階剥離機を用いて、前記めっきレジストを剥離した。各薬液は、1段階目のアルカリ水溶液層にはモノエタノールアミン溶液(三菱ガス化学社製R−100)、2段階目の酸化性樹脂エッチング剤には過マンガン酸カリウムと水酸化ナトリウムを主成分とする水溶液(日本マクダーミッド社製、マキュダイザー9275、9276)、中和には酸性アミン水溶液(日本マクダーミッド社製マキュダイザー9279)をそれぞれ用いた。
【0076】
そして、給電層を過硫酸アンモニウム水溶液(メルテックス(株)製、AD−485)に浸漬処理することで、エッチング除去し、配線間の絶縁を確保した。次に、絶縁層を温度200℃、時間60分で最終硬化させ、最後に回路表面にソルダーレジスト(太陽インキ社製、PSR4000/AUS308)を形成し、プリント配線板を得た。
なお、半導体素子の半田バンプ配列に相当する前記プリント配線板の接続用電極部にはENEPIG処理を施した。ENEPIG処理は、[1]クリーナー処理、[2]ソフトエッチング処理、[3]酸洗処理、[4]プレディップ処理、[5]パラジウム触媒付与、[6]無電解ニッケルメッキ処理、[7]無電解パラジウムメッキ処理、[8]無電解金メッキ処理の工程で行った。
【0077】
(5)半導体装置の製造
ENEPIG処理を施されたプリント配線板を50mm×50mmの大きさに切断し使用した。半導体素子(TEGチップ、サイズ15mm×15mm、厚み0.8mm)は、Sn/Pb組成の共晶で形成された半田バンプを有し、半導体素子の回路保護膜はポジ型感光性樹脂(住友ベークライト社製、CRC-8300)で形成されたものを使用した。半導体装置の組み立ては、まず、半田バンプにフラックス材を転写法により均一に塗布し、次にフリップチップボンダー装置を用い、プリント配線板上に加熱圧着により搭載した。次に、IRリフロー炉で半田バンプを溶融接合した後、液状封止樹脂(住友ベークライト社製、CRP−4152S)を充填し、液状封止樹脂を硬化させることで半導体装置を得た。尚、液状封止樹脂の効果条件は、温度150℃、120分の条件であった。
【0078】
<実施例2〜5、および比較例1〜4>
表1の配合量で、実施例1と同様にプリプレグ、積層板、プリント配線板、多層プリント配線板、および半導体装置を得た。
前記で得られたプリプレグ、積層板、多層プリント配線板、及び半導体装置について、以下の評価項目の評価を行った。また、実施例及び比較例の樹脂組成物の配合組成、各物性値と評価結果を表1、及び2に示す。尚、表中において、各配合量は「重量部」を示す。
【0079】
<実施例6〜11>
表1の配合量で、ワニスを製造し、プリント配線板、および半導体装置を実施例1と同様にして得た。尚、プリプレグ積層板は以下のようにした。
実施例及び比較例の樹脂組成物の配合組成、各物性値と評価結果を表1、及び2に示す。表中において、各配合量は「重量部」を示す。
【0080】
(2)プリプレグの作製
実施例で得られたワニスを38μmのポリエチレンテレフタレート基材(以下、PET基材)上に流延塗布して、温度140℃で時間10分で溶剤を揮発乾燥させて、樹脂層の厚みが30μmになるようにした。前記樹脂層付き基材を、ガラス織布(厚さ87μm、日東紡社製Eガラス織布、WEA−2116)の両面に樹脂層がガラス織布に接するように配し、圧力0.5MPa、温度140℃で1分間の条件で真空加圧式ラミネーター(名機製作所社製MLVP−500)で加熱加圧して、樹脂組成物を含浸させ両面にPET基材を有するプリプレグ得た。
【0081】
(3)積層板の作製
次いで、両面のPET基材を剥離したプリプレグを4枚重ね、その両面に12μmの銅箔(三井金属鉱業社製、3EC−VLP箔)を重ねて、圧力1MPa、温度220℃で2時間加熱加圧成形し、絶縁樹脂層の厚み0.4mmの両面に銅箔を有する積層板を得た。
【0082】
【表1】
【0083】
【表2】
【表3】
【0084】
表1、表2、及び表3に示す結果を得るために行った評価項目の内容を以下に示す。
(1)無機充填材の沈降性
無機充填材(フィラー)の沈降性は、ワニスを作製した後、250ccのポリ瓶(直径65mm)に入ワニスを入れ、直径50mmの攪拌羽根を用いて、回転数500rpmで30分攪拌した。
その後、ポリ瓶を静置した。乳濁状のワニスが、24時間後に、分離し透明な分部が現れた場合は、その透明部分の厚さ(以下、「分離層さ」という。)を測定して評価した。
なお、24時間後に分離し、分離層が現れた場合は、再度、直径50mmの攪拌羽根を用いて、回転数500rpmで30分攪拌した。
符号は以下の通り。
◎:分離層厚さが、10mm以内であった。
○:分離層厚さが、10mm以上が30mm以内であったが、再攪拌で容易に元に戻った。
×:分離層厚さが、30mmを超え、ポリ瓶の底に沈降物が現れた。
【0085】
(2)プリプレグの含浸性
プリプレグ、または銅箔付きプリプレグを170℃の温度で1時間硬化後の断面(断面部分の任意の500mmの幅500mmの範囲について)を観察した。
各符号は以下の通りである。◎:全て含浸
○:モノフィラメント内に微小未含浸箇所あり、または、40%未満が未含浸
×:モノフィラメント内に40%以上が未含浸
【0086】
(3)線熱膨張係数
線熱膨張係数は、TMA(熱機械的分析)装置(TAインスツルメント社製、Q400)を用いて、4mm×20mmの試験片を作製し、温度範囲30〜300℃、10℃/分、荷重5gの条件で2サイクル目の50〜100℃における線膨張係数(CTE)を測定した。尚、サンプルは、各実施例および比較例で得られたプリプレグを2枚用いて、第2樹脂層を向かい合わせて、温度220℃、圧力1MPa、時間120分の条件でプレス積層した後、銅箔を除去したものを用いた。
【0087】
(4)銅箔引き剥がし強度
前記絶縁樹脂層の厚み0.4mmの両面に銅箔を有する積層板の銅箔の引き剥がし強度をJIS C-6481に基づいて測定した。
【0088】
(5)吸湿半田耐熱性
JIS C-6481に基づいて、50mm×50mm角のサンプルの裏面と表面の半分以外の全銅箔をエッチング除去し、プレシッヤークッカー試験機(エスペック社製)で121℃、2気圧で2時間処理後、260℃の半田槽に30秒間浸漬させて、外観変化の異常の有無を目視にて観察した。
○:異常がない場合
×:膨れ、または剥がれあった場合
【0089】
(6)ドリル摩耗性
得られた積層板を3枚重ねて、上にエントリーボード(三菱瓦斯化学社製LE812F3)、下にバックボード(厚さ1.5mmの紙フェノール板)を配し、ユニオンツール(株)製ドリルビット(KMC L506、直径150μm)を用いて、により、ドリル回転速度200krpm、送り速度2.5m/分、チップロード12.5μm/revのドリル加工条件で、φ150の孔あけ加工(貫通孔:3000穴)を行った。
ドリル摩耗性の評価は、使用前のドリル刃幅を100%とし、使用後のドリル刃幅の残存率を測定することにより行った。
符号は以下の通り
◎:ドリル刃幅の残存率が、65%以上あった場合
○:ドリル刃幅の残存率が、50%以上65%未満であった場合
×:ドリル刃幅の残存率が、50%未満であった場合
【0090】
(7)メッキ染込性
ドリル加工後の貫通孔めっき染み込み性を評価した。
尚、サンプルは、前記ドリル摩耗性評価のドリル加工で穴あけ加工した貫通孔に、無電界めっきを行い、厚さ1μmのメッキを行った後、電界めっきで厚さ10μmのメッキ厚とした。その後、2500〜3000穴の断面から貫通孔10個観察した。
符号は以下の通り。
◎:染み込み深さが、5μm未満であった場合
○:染み込み深さが、5μm以上15μm未満であった場合
×:染み込み深さが、15μm以上であった場合
【0091】
(8)スルーホール間の絶縁信頼性
前記実施例及び比較例で得られたプリント配線板を用い、スルーホール間の絶縁信頼性を評価した。
プリント配線板のスルーホール壁間0.2mm部分を用い、印加電圧20V、温度130℃湿度85%の条件で、連続測定で評価した。
なお、絶縁抵抗値が108Ω未満となる時点で終了とした。
各符号は以下の通りである。
◎:200時間を超えた場合
○:100時間以上200以下であった場合
×:100時間未満であった場合
【0092】
表2に記載されている評価結果からわかるように、実施例1〜13では、前記評価(1)〜(8)において良好な結果が得られた。つまり、実施例1〜13では、ワニスの無機充填材の沈降性に優れ、フィラー高充填ワニスにも関わらず、プリプレグの含浸性に優れ、積層板の低熱膨張性、めっきピール強度、銅箔の吸湿半田耐熱性に優れていた。また、プリント配線板の加工特性である、ドリルビットのドリル磨耗性、貫通孔のめっき染込性に優れていた。また、プリント配線板のスルーホール間の絶縁性にも優れていた。
一方、比較例1では、無機充填材として、窒化ホウ素のみを使用したため、ワニスの無機充填材の沈降性、プリプレグの含浸性に劣り、積層板の吸湿半田耐熱性、プリント配線板の加工特性である貫通孔のめっき染込性、およびプリント配線板の絶縁信頼性に劣る結果となった。
比較例2では、無機充填材として、ジルコニウム粒子のみを使用したため、ワニスの無機充填材の沈降性、プリプレグの含浸性に劣り、積層板の吸湿半田耐熱性、プリント配線板の加工特性である貫通孔のめっき染込性、およびプリント配線板の絶縁信頼性に劣る結果となった。
比較例3では、無機充填材として、ベーマイトのみを使用したため、ワニスの無機充填材の沈降性、プリプレグの含浸性に劣り、プリント配線板の加工特性である貫通孔のめっき染込性、およびプリント配線板の絶縁信頼性に劣る結果となった。
比較例4では、無機充填材として、硬度、弾性率の高いシリカのみを使用しているため、ドリル磨耗性、めっき染込性に劣る結果となった。
【0093】
本発明のプリント配線板用樹脂組成物は、ガラス繊維基材等の基材に含浸させプリプレグとして、さらにはそのプリプレグを用いた積層板として、用いることができる。また、本発明のプリント配線板用樹脂組成物の硬化物は、優れた絶縁性を有することから、例えばプリント配線板の絶縁層に好適に用いることができる。さらに本発明のエポキシ樹脂前駆体組成物の硬化物は、低線膨張であり、耐熱性、及び導体回路との密着性に優れることから、半導体装置のインターポーザとしても用いることができる。半導体装置のプリント配線板としては、マザーボード及びインターポーザが知られている。インターポーザは、マザーボードと同様のプリント配線板であるが、半導体素子(ベアチップ)又はプリント配線板とマザーボードの間に介在し、マザーボード上に搭載される。インターポーザは、マザーボードと同様に、プリント配線板を実装する基板として用いてもよいが、マザーボードと異なる特有の使用方法としては、パッケージ基板又はモジュール基板として用いられる。パッケージ基板とは、プリント配線板の基板としてインターポーザが用いられるという意味である。プリント配線板には、半導体素子をリードフレーム上に搭載し、両者をワイアボンディングで接続し、樹脂で封止するタイプと、インターポーザをパッケージ基板として用い、半導体素子を当該インターポーザ上に搭載し、両者をワイアボンディング等の方法で接続し、樹脂で封止するタイプとがある。
【符号の説明】
【0094】
1…基材
2…含浸槽
3…樹脂ワニス
4…ディップロール
5…スクイズロール
6…乾燥機
7…プリプレグ
8…上部ロール
10…樹脂付き金属箔
11…金属箔
12…絶縁樹脂層
20…基材
30…樹脂付き高分子フィルムシート
31…高分子フィルムシート
32…絶縁樹脂層
40…プリプレグ
41…金属箔付きプリプレグ
42…高分子フィルムシート付きプリプレグ
51…積層板
52…積層板
【特許請求の範囲】
【請求項1】
(A)エポキシ樹脂、(B)無機充填材を必須成分とするプリント配線板用樹脂組成物であって、
(B)無機充填材が、(b1)窒化ホウ素、および(b2)ジルコニウム粒子であることを特徴とするプリント配線板用樹脂組成物。
【請求項2】
前記プリント配線板用樹脂組成物は、さらに(C)シアネート樹脂を含むものである請求項1に記載のプリント配線板用樹脂組成物。
【請求項3】
前記プリント配線板用樹脂組成物は、更に、(D)平均粒径5〜100nmの微粒子を含むものである請求項1または2に記載のプリント配線板用樹脂組成物。
【請求項4】
(D)平均粒径5〜100nmの微粒子は、窒化ホウ素100体積部に対して1〜30体積部である請求項1ないし3のいずれかに記載のプリント配線板用樹脂組成物。
【請求項5】
請求項1ないし4のいずれかに記載のプリント配線板用樹脂組成物を基材に含浸してなることを特徴とするプリプレグ。
【請求項6】
請求項5に記載のプリプレグ、又は当該プリプレグを2枚以上重ね合わせた積層体の少なくとも片面に金属箔を有することを特徴とする積層板。
【請求項7】
請求項1ないし4のいずれかに記載のプリント配線板用樹脂組成物よりなる絶縁層をフィルム上、又は金属箔上に形成してなる樹脂シート。
【請求項8】
請求項6に記載の積層板を内層回路基板に用いてなることを特徴とするプリント配線板。
【請求項9】
内層回路基板の回路上に、請求項5に記載のプリプレグ、及び/または請求項7に記載の樹脂シートを積層してなるプリント配線板
【請求項10】
請求項8、または請求項9に記載のプリント配線板に半導体素子を搭載してなることを特徴とする半導体装置。
【請求項1】
(A)エポキシ樹脂、(B)無機充填材を必須成分とするプリント配線板用樹脂組成物であって、
(B)無機充填材が、(b1)窒化ホウ素、および(b2)ジルコニウム粒子であることを特徴とするプリント配線板用樹脂組成物。
【請求項2】
前記プリント配線板用樹脂組成物は、さらに(C)シアネート樹脂を含むものである請求項1に記載のプリント配線板用樹脂組成物。
【請求項3】
前記プリント配線板用樹脂組成物は、更に、(D)平均粒径5〜100nmの微粒子を含むものである請求項1または2に記載のプリント配線板用樹脂組成物。
【請求項4】
(D)平均粒径5〜100nmの微粒子は、窒化ホウ素100体積部に対して1〜30体積部である請求項1ないし3のいずれかに記載のプリント配線板用樹脂組成物。
【請求項5】
請求項1ないし4のいずれかに記載のプリント配線板用樹脂組成物を基材に含浸してなることを特徴とするプリプレグ。
【請求項6】
請求項5に記載のプリプレグ、又は当該プリプレグを2枚以上重ね合わせた積層体の少なくとも片面に金属箔を有することを特徴とする積層板。
【請求項7】
請求項1ないし4のいずれかに記載のプリント配線板用樹脂組成物よりなる絶縁層をフィルム上、又は金属箔上に形成してなる樹脂シート。
【請求項8】
請求項6に記載の積層板を内層回路基板に用いてなることを特徴とするプリント配線板。
【請求項9】
内層回路基板の回路上に、請求項5に記載のプリプレグ、及び/または請求項7に記載の樹脂シートを積層してなるプリント配線板
【請求項10】
請求項8、または請求項9に記載のプリント配線板に半導体素子を搭載してなることを特徴とする半導体装置。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−131945(P2012−131945A)
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願番号】特願2010−286902(P2010−286902)
【出願日】平成22年12月24日(2010.12.24)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願日】平成22年12月24日(2010.12.24)
【出願人】(000002141)住友ベークライト株式会社 (2,927)
【Fターム(参考)】
[ Back to top ]