
プリーツ付きの位置合せされたウェブフィルタ
折り畳みプリーツの列を有しかつ熱可塑性ファイバーを含有する不織フィルトレーションウェブを含むフィルタ要素であって、ファイバーの過半数がプリーツの列方向に対して90°±20°で位置合せされているフィルタ要素。フィルタ要素は、かかる不織ウェブにプリーツの列を形成し、ウェブを所望のサイズおよび形状に切断することにより作成することができる。フィルタ要素は、改善された機械的およびフィルトレーション特性を提供することができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ウェブ形成の方向にファイバー位置合せがなされたプリーツフィルタに関する。
【背景技術】
【0002】
メルトブローン不織繊維状ウェブは、フィルトレーション(例えば、平坦ウェブおよびプリーツフィルタ)、絶縁、詰め物およびテキスタイル代替品をはじめとする様々な目的で用いられている。メルトブローン不織繊維状ウェブに関する参考文献としては、特許文献1(ウェバー(Weber)ら)、特許文献2(マクアミッシュ(McAmish)ら)、特許文献3(ミリガン(Milligan)ら)、特許文献4(メイヤー(Meyer)ら)、特許文献5(シャムボー(Shambaugh))、特許文献6(へイン(Haynes)ら)、特許文献7(アレン(Allen)ら)、特許文献8(ラウ(Lau)ら)、特許文献9(チェノウェス(Chenoweth)ら)、特許文献10(アダム(Adam)ら)が挙げられる。プリーツフィルタに関する参考文献としては、特許文献11(トンプソン(Thompson))、特許文献12(バチンスキー(Bachinski))、特許文献13(ミッドキフ(Midkiff)ら)、特許文献14(マーフィーJr(Murphy,Jr))、特許文献15(サンデ(Sundet)ら、‘011)、特許文献16(サンデ(Sundet)ら‘100)、特許文献17(サンデ(Sundet)ら‘090)、特許文献18(サンデ(Sundet)ら‘091)が挙げられる。
【特許文献1】米国特許第3,959,421号明細書
【特許文献2】米国特許第4,622,259号明細書
【特許文献3】米国特許第5,075,068号明細書
【特許文献4】米国特許第5,141,699号明細書
【特許文献5】米国特許第5,405,559号明細書
【特許文献6】米国特許第5,652,048号明細書
【特許文献7】米国特許第5,665,278号明細書
【特許文献8】米国特許第5,667,749号明細書
【特許文献9】米国特許第5,772,948号明細書
【特許文献10】米国特許第5,811,178号明細書
【特許文献11】米国特許第4,547,950号明細書
【特許文献12】米国特許第5,240,479号明細書
【特許文献13】米国特許第5,709,735号明細書
【特許文献14】米国特許第5,820,645号明細書
【特許文献15】米国特許第6,521,011 B1号明細書
【特許文献16】D449,100S号明細書
【特許文献17】米国特許出願公開第2003/0089090 A1号明細書
【特許文献18】米国特許出願公開第2003/0089091 A1号明細書
【発明の開示】
【発明が解決しようとする課題】
【0003】
不織ウェブ製造には、典型的には、移動するコレクタ表面へのファイバーの付着が含まれる。おそらく、部分的にこの動きの結果として、集められたウェブは、僅かの程度の機械方向におけるファイバーの位置合せ、および機械および交差方向にある程度の異方性物理特性(例えば、引張り強度)を示す。しかしながら、不織ウェブ製造業者は、バランスが良く略異方性物理特性を有する製品を製造する努力をしている。
【課題を解決するための手段】
【0004】
我々は、機械方向の通常のファイバー位置合せをはるかに超えた不織ウェブを形成し、得られたウェブを機械方向に略交差するプリーツを有するプリーツフィルトレーション媒体へと形成することにより、改善された機械特性または改善されたフィルトレーション性能を備えたフィルタを得ることができることを見出した。本発明は、一態様において、過半数がプリーツの列方向に対して90°±20°で位置合せされている熱可塑性ファイバーの不織フィルトレーションウェブを含む折り畳みプリーツの列を有するフィルタ要素を提供する。
【0005】
本発明は、他の態様において、熱可塑性ファイバーを含む不織フィルトレーションウェブにプリーツの列を形成する工程であって、ファイバーの過半数が列方向に対して90°±20°で位置合せされている工程と、プリーツフィルタ要素を所望のサイズおよび形状に切断する工程とを含むプリーツフィルタ要素を製造する方法を提供する。
【0006】
本発明のこれらおよびその他の態様は、以下の詳細な説明から明らかになるであろう。しかしながら、上記の概要は、権利請求される対象の制限としては解釈されないものとし、権利請求される対象は、手続きの遂行中に補正されるであろう添付の特許請求の範囲によってのみ定義される。
【0007】
様々な図面において同じ参照符号は同じ構成要素を示している。図面中の構成要素の縮尺は合っていない。
【発明を実施するための最良の形態】
【0008】
「不織ウェブ」という語句は、繊維の交絡またはポイントボンディングにより特徴付けられる繊維状ウェブのことを指す。
【0009】
「フィルトレーションウェブ」という語句は、平均粒子直径が10μmを超える粒子を、0.5m/秒の面速度で、約50mmH2O以下の初期圧力降下で気流の流れから少なくとも除去可能な多孔性ウェブのことを指す。
【0010】
「フィラメントをファイバーへと減衰する」という語句は、フィラメントのセグメントが長く小さな直径のセグメントへと変換されることを指す。
【0011】
「メルトブロー」という用語は、複数のオリフィスを通してファイバー形成材料を押し出して、フィラメントを形成し、一方、フィラメントを空気またはその他減衰流体と接触させて、フィラメントをファイバーへと減衰した後、減衰したファイバーの層を集めることにより不織ウェブを形成する方法のことを指す。
【0012】
「メルトブローンウェブ」という語句は、メルトブローを用いて作成された不織ウェブのことを指す。
【0013】
「不織ダイ」という語句は、メルトブローンに用いるダイのことを指す。
【0014】
「メルトブローンファイバー」および「ブローンマイクロファイバー」という語句は、メルトブローを用いて作成されたファイバーのことを指す。
【0015】
メルトブローンウェブ、またはメルトブローンウェブ形成のためのメルトブロー装置に関して用いるとき、「機械方向」という語句は、ウェブ製造の面内方向のことを指す。
【0016】
メルトブロー装置またはメルトブローウェブに関して用いるとき、「交差方向」という語句は、機械方向に垂直な面内方向のことを指す。
【0017】
プリーツフィルタ要素に関して用いる「列方向」という語句は、平行な鋭い端部のあるしわを備えた折り畳み構造を有するフィルタ要素においてプリーツリッジおよび谷に略平行で、平行で略平滑な起伏を備えた波形構造を有するフィルタ要素においてプリーツ頂部および基部領域に略平行な方向のことを指す。
【0018】
「自立形」という用語は、ウェブに関して用いるとき、大きく引裂かれたり、破断することなく、ドレープ付与でき取扱いの容易な十分な干渉性および強度を有するウェブのことを、プリーツフィルタに関して用いるときは、強制空気換気システムで生じる空気圧を受けるときに過度に壊れたり曲がらないよう十分な剛性を有するフィルタのことを指す。
【0019】
様々なポリマーを用いて開示された位置合せされたファイバーウェブを作成してよい。代表的なポリマーは、熱可塑性で押し出し可能なものであり、メルトブロー装置を用いて処理でき、ポリエチレン、ポリプロピレンまたはポリブチレンのようなポリオレフィン、ポリアミド、ポリエチレンテレフタレートのようなポリエステルおよび当業者に知られたその他材料が挙げられる。ポリオレフィンが特に好ましい。
【0020】
所望であれば、様々な吸着剤粒子を不織ウェブに加えることができる。吸着剤粒子の代表例は、米国特許第3,971,373号明細書(ブラウン(Braun)、米国特許第4,429,001号明細書(コルピン(Kolpin)ら)および米国特許第6,102,039号明細書(スプリンゲット(Springett)ら)に開示されている。活性炭素およびアルミナが特に好ましい吸着剤粒子である。吸着剤粒子の混合物を用いて、例えば、気体の混合物を吸収することができる。ただし、実際には、気体の混合物を処理するには、個々の層に別個の吸着剤粒子を用いる多層プリーツフィルタを製造する方が良い。
【0021】
様々な一次および二次流体の流れを用いて、開示されたフィルトレーションウェブを作成してもよい。両方の目的について空気が特に便利な流体である。本明細書の残りでは、空気の使用について述べてあり、必要に応じて、「一次空気」または「二次冷却空気」と呼んでいることがある。当業者であれば、後述する操作パラメータを適宜修正して、その他の流体(例えば、二酸化炭素、窒素または水)を容易に用いることができる。
【0022】
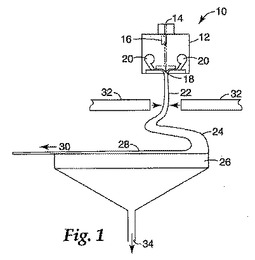
図1に、メルトブロー装置10の概略側面図を示す。溶融ポリマーは、メルトブローダイ12へ入口14を通して入り、ダイキャビティ16を通過する。ダイ先端18の小さなオリフィス(図1には図示せず)によって、ダイ12を出る際、溶融ポリマーがフィラメント22を形成する。入口20を通して供給される一次空気は、フィラメント22に衝突して、それらをファイバー24へと減衰する。ファイバー24は、平坦なコレクタ26に達すると不織ウェブ28を形成し、不織ウェブ28は好適なテークアップ装置(図1には図示せず)により、ウェブ形成方向(すなわち、機械方向)30にコレクタ26から引っ張ることができる。コレクタ26までの途中で、ウェブ28の幅にわたって配列されたダクト32へ供給される二次冷却空気がフィラメントまたはファイバーと衝突して、ファイバーを前後に、おおむね機械方向に前後に振動させる。得られたウェブ28に集められたファイバーは、二次冷却空気を供給しなかった場合よりも良好に機械方向に位置合せされる。ウェブの機械方向および交差方向の機械的特性(すなわち、機械方向および交差方向の剛性および引っ張り強度)はまた、二次冷却空気供給をしない場合よりも大きな異方性も示す。
【0023】
高速写真を用いて側部(または交差方向)から見ると、ファイバー24はコレクタ26に「ペイントブラシ」のやり方で配置される。コレクタで測定すると、振動は非常に大きな機械方向振幅を有し、すなわち、ダイからコレクタの距離(「DCD」)の1/4を超え、場合によってはDCDの半分を超える。かかるペイントブラシ付着を行うにはいくつかの操作条件が特に望ましい。例えば、振動を規則的に生じさせる、コレクタまでの途中の振幅を増やす、二次冷却空気出口からコレクタまでの距離より少ない1つの完全なサイクルの波長とする。二次冷却空気出口からコレクタまでの距離は、あまり長くないのが好ましい。ファイバーは、場合によっては、コレクタまでの途中のピーク機械方向変位でホイップ状の動作を示し、コレクタへ向かって常に動くよりも、メルトブローダイに向かって瞬間的に動く。明らかなファイバー破断が、かかるホイップ状動作が生じたように見える場合がある。
【0024】
ピンセットを用いて、集められたウェブからばらばらの長さ(例えば、約1〜約10cm、往々にしてこれより短い、または長いファイバーと共に)でファイバーをけば立てる(tease)こともできた。通常、ファイバーは、一般的に、ファイバー同士のボンディングによって、またはファイバー内交絡によってウェブに拘束されているため、従来の不織ウェブからファイバー(またはかかる長さのファイバー)を除去することは極めて難しい。
【0025】
ウェブ28は、そのままプリーツ加工する、または更に処理することもできる。熱処理(例えば、アニール)を用いてウェブを剛化させるのが好ましい。しかしながら、ファイバーは破断する傾向があり、ウェブのファイバー内ボンディングまたは交絡が増大するため、熱処理は、ファイバーをウェブからけば立てにくくする。好ましいアニール時間および温度は、用いるポリマーファイバーをはじめとする様々な因子に応じて異なる。一般的な指針として、約10分間未満、約100℃からポリマー融点までのアニール時間および温度が好ましい。
【0026】
真空をオリフィス34を通して任意でひいて、ウェブ28の固化を補助することができる。過度の高密度化(例えば、カレンダ加工を用いた)は、ウェブのフィルトレーション機能を破壊する恐れがある。米国特許第5,496,507号明細書(アンガジュバンド(Angadjivand)ら)に開示されているようにファイバーを水と接触させることによって、米国特許第4,588,537号明細書(クラッセ(Klasse)ら)に開示されているようにコロナ処理することによって、例えば、米国特許第5,908,598号明細書(ルソー(Rousseau)ら)に開示されているようにヒドロチャージすることによって、または米国特許第4,798,850号明細書(ブラウン(Brown))に開示されているように摩擦帯電によって、ファイバーに電荷を付与することができる。添加剤を、ファイバーに含めて、ウェブのフィルトレーション性能、機械的特性、エージング特性、表面特性またはその他当該の特徴を促進させてもよい。代表的な添加剤としては、フィラー、核生成剤(例えば、ミリケンケミカル(Milliken Chemical)より市販されているミラッド(MILLAD)(商標)3988ジベンジリデンソルビトール)、UV安定剤(例えば、チバスペシャルティケミカルズ(Ciba Specialty Chemicals)より市販されているチマソーブ(CHIMASSORB)(商標)944)、硬化開始剤、剛化剤(例えば、ポリ(4−メチル−1−ペンテン))、表面活性剤および表面処理剤(米国特許第6,398,847 B1号明細書、同第6,397,458 B1号明細書および同第6,409,806 B1号明細書(ジョーンズ(Jones)ら)に記載されている、油霧環境におけるフィルトレーション性能を改善するためのフッ素原子処理)が挙げられる。かかる添加剤の種類および量は当業者には明白であろう。
【0027】
完成したウェブは、様々な有効ファイバー直径(「EFD」)サイズ、秤量および剛性(ポリマー体積対ウェブ体積の比)値を有する。好ましいEFDは約8〜約25、より好ましくは約10〜約25μmである。好ましい秤量は約50〜約100g/m2である。好ましい剛性値は約5〜約15%である。
【0028】
開示されたウェブは、実質的に機械方向(運動方向またはウェブ形成の方向)ファイバー位置合せがなされている。ポリプロピレンウェブからできたプリーツフィルタの一般的な指針として、ファイバーの約55〜約90%、より好ましくは約70〜約85%が、列方向に対して90°±20°で位置合せされているのが好ましい。その他のポリマー材料でできたウェブについては、この数字はこれより低くても高くてもよい。例えば、ポリエチレンテレフタレートでできたプリーツフィルタの一般的な指針として、ファイバーの好ましくは約51〜約80%、より好ましくは約60〜約80%が、列方向に対して90°±20°で位置合せされているのが好ましい。ナイロンウェブからできたプリーツフィルタの一般的な指針として、ファイバーの約51〜約70%が、列方向に対して90°±20°で位置合せされているのが好ましい。非常に高度に位置合せされたウェブ、例えば、列方向に対して90°±20°で位置合せされた少なくとも80%の集められたファイバーを有するウェブを形成することができる。
【0029】
開示されたウェブは、1つ以上の異方性機械的特性を有する。ある部類の好ましいウェブは、50mmゲージ長さを用いた、前記列方向に交差する方向における面内引張り強度対列方向における引張り強度の少なくとも2:1の比、より好ましくは少なくとも3:1の比を有する。他の部類の好ましいウェブは、列方向に交差する方向における面内テーバー剛度対列方向におけるテーバー剛度の少なくとも2:1の比、より好ましくは少なくとも2.2:1の比を有する。
【0030】
開示されたメルトブロー装置を構築し、開示された位置合せファイバーウェブを提供しない条件下、またはフィルトレーションにはあまり向かない弱いウェブを提供する条件下でそれを操作することが可能である。例えば、不十分な二次冷却空気を用いる場合には、上述した振動は生じず、ファイバーは、機械方向に実質的に位置合せされない。過剰に高い冷却速度だと、ファイバー内ボンディングおよび交絡が少なく、フィルトレーション性能は改善されているが、剛度やプリーツ付与性といった機械的特性が非常に減じた、嵩高いウェブが得られる。このように、ある質量流量または体積の範囲内の二次冷却空気を用いるのが好ましい。ポリプロピレンおよび周囲温度より低く冷却した二次空気を用いて作成したウェブの一例として、押し出されたポリマー1グラム当たり約500〜約2000グラムの二次冷却空気の比率が好ましく、二次冷却空気出口速度は約15〜約60m/秒である。これらの範囲は、用いたメルトブローダイおよびポリマー、目標とする秤量、目標とするウェブ剛性、ならびにファイバー位置合せおよび機械的特性異方性の目標とする範囲のような因子に基づいて経験的に調整する必要がある。二次冷却空気の脈動も用いてよいが、必要とは思われない。むしろ、所望の最終特性を有する集められたウェブを提供する定常状態値より上方または下方に、二次冷却気流を単に調整するのが良いと考えられる。
【0031】
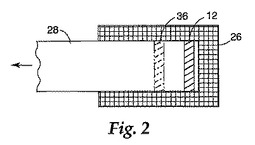
図2に、コレクタ26の上から見た概略図を示す。ダイ12はコレクタ26の前縁近くに配置されているが、ウェブ28の特性を変えるために、位置36のような位置までダウンウェブに移動することができる。かかる再配置によって、例えば、テーバー剛度の減じたウェブが提供される。平坦なコレクタの代わりに、従来の円柱状コレクタ表面を用いる場合には、ファイバーが機械方向に実質的に位置合せされたウェブを得るのがより困難となるのが通常であり、ウェブのテーバー剛度は低くなる。二次冷却空気出口からコレクタまでの過剰なDCD長さまたは過剰な距離もまた、例えば、コレクタまでの途中の振動が増えすぎたり、ファイバー減衰が過剰となったり、ファイバーの破断が過剰となるため好ましくない。
【0032】
図1および2に示すような装置を用いてメルトブローを行うやり方に関する更なる詳細は当業者にはよく知られている。
【0033】
不織フィルトレーション媒体は、所望であれば、様々な技術を用いて更に剛化することができる。例えば、米国特許第5,240,479号明細書(バヒンスキー(Bachinski)に記載されているように、接着剤を用いて、フィルトレーション媒体の層をラミネートすることができる。フィルタ媒体はまた、例えば、米国特許第5,709,735号明細書(ミッドキフ(Midkiff)ら)に記載された通りにして、コンジュゲートファイバーを用いて作成することもできる。不織フィルトレーション媒体に関する更なる詳細についてはまた、その開示内容がここに参考文献として援用される、同日出願の位置合せファイバーウェブ(ALIGNED FIBER WEB)という表題の同時係属米国特許出願第(特許弁護士名簿番号第58214US002)にも見出すことができる。
【0034】
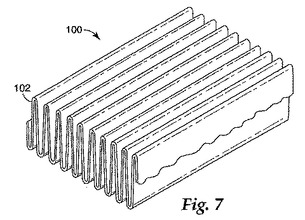
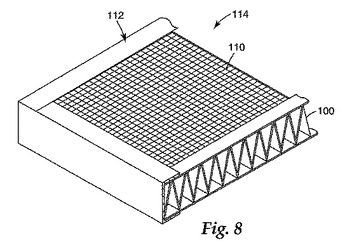
図7に、プリーツ102の列を有するプリーツフィルタ媒体100を示す。列は、交差方向に位置合せされており、ウェブ100中の実質的に位置合せされたファイバーは、列方向に対して90°±20°、すなわち、機械方向に対して±20°で位置合せされている。図8に、プリーツフィルタ媒体100およびフィルタ114を提供するために枠112に装着された膨張金属サポート110を示す。剛度を増大したプリーツ媒体100および列方向に交差する実質的に機械方向のファイバー位置合せは両方とも、プリーツ媒体100の高フィルタ面速度でのプリーツ変形に対する抵抗の増大に寄与するものと考えられる。
【0035】
図10に、開示されたプリーツフィルタを製造する装置120を示す。位置合せしたフィルトレーション媒体122は、一般的に連続ロール124に提供される。媒体122に、スリット加工ステーション126で所望の幅にスリットを入れてもよい。媒体122は、任意で、加熱ステーション128で予熱して、アニールを行う、または装置へ入れ、通過させながら、ウェブ122をより可撓性としてもよい。図示した実施形態において、加熱ステーション128は赤外線ヒーターである。
【0036】
プリーツフィルタの一実施形態において、強化部材130は媒体122の背面132の位置134に適用される。背面132(または後述する前面164)を挙げたのは、説明のためのみであり、完成したプリーツフィルタの必要な気流配向を示すものではない。例えば、強化部材130は気流の上流または下流に配置してもよい。強化部材130は、例えば、機械方向136に配向された1つ以上の連続ストリップとして、機械方向136に交差して配向された別々の強化部材として、または当業者によく知られた他の構成で、様々な位置に適用してよい。強化部材130は、接着ボンディング、サーマルボンディング、溶剤ボンディングまたは超音波ボンディングのような様々な技術を用いて媒体122にボンドしてよい。本実施形態において、位置134は、プリーツ折り畳みステーション140でのプリーツ加工前、媒体122にギザを入れるロータリスコアプリーツ加工機138および強化部材130から上流である。赤外線ヒーター142を、プリーツ144の熱硬化のために任意で提供してもよい。プリーツ144を、アキュムレータ146に保持し、プリーツスペーシング装置148へと進め、プリーツ144を所望のプリーツスペースで保持する。プリーツ形成およびプリーツスペーシングは、米国特許第4,798,575号明細書(シバーソン(Siversson)‘575)、同第4,976,677号明細書(シバーソン(Siversson)‘677)および同第5,389,175号明細書(ウェンツ(Wenz))に開示されているような様々な方法により行ってよい。
【0037】
得られるプリーツフィルタ媒体100を、プリーツスペーシング装置148で所望のプリーツスペーシングへと膨張させる。1つ以上の細長い平坦な強化ストリップ162を任意で、ステーション168でフィルタ前面164に沿ってプリーツ先端に適用して、プリーツスペーシングを維持してもよい。強化ストリップ162は、接着ボンディング、サーマルボンディング、溶剤ボンディングまたは超音波ボンディングのような様々な技術によりプリーツ先端にボンドしてもよく、更なる寸法安定性をプリーツ144に与えることができる。プリーツフィルタ媒体100および任意の強化ストリップ162は、所望のサイズおよび形状に切断することができる。プリーツフィルタ媒体100は、枠構造のある、またはないフィルトレーション用途、または永久または再使用可能な枠へのインサートとして用いてもよい。
【0038】
他の実施形態において、全前面164を実質的に超えて延在するスクリム162を用いてもよい。スクリム162をプリーツ先端にボンドして、更なる寸法安定性をプリーツフィルタ媒体100に与えてもよい。
【0039】
更に他の実施形態において、1つ以上の細長い平坦な強化ストリップ166を任意で、ステーション168でプリーツフィルタ媒体100の背面132にボンドしてもよい。更なる実施形態において、強化ストリップ166を強化部材130に、強化ストリップ162に対向させて配置して、サンデ(Sundet)らの‘011の図6に示すようなトラス構造を形成してもよい。
【0040】
プリーツフィルタ媒体100が周囲枠なしで形成される実施形態において、プリーツフィルタ172は切断ステーション186の後システム120を出る。
【0041】
枠のあるフィルタ実施形態において、枠材料180の連続ストリップを、機械方向136と平行にプリーツフィルタ媒体100の側端に適用してもよい。ホットメルト接着剤のような接着剤を、ステーション187で枠材料180から形成されたU形チャネルの第1のフランジに適用してもよい。プリーツ144の端部をシールする接着剤をステーション188で適用してもよい。接着剤をステーション190でU形チャネルの第2のフランジに適用してもよい。枠材料180をステーション194でU形構成に曲げてもよい。U形チャネルの端部は、プリーツフィルタ媒体100の前面164および背面132に部分的に延在させてもよい。プリーツフィルタ媒体100のエンドレスウェブおよび取り付けた枠材料180を含むアセンブリをステーション186で所望の長さまで切断してもよい。プリーツフィルタ媒体100および強化ストリップ162は、枠材料180に適用する前のサイズまで切断してもよい。
【0042】
プリーツフィルタ媒体100および側部枠部材192は、位置191で90°回転させて、ステーション198で端部枠部材196を適用し、枠のあるプリーツフィルタ174を形成させてもよい。枠のあるプリーツフィルタ174は、米国特許第5,782,944号明細書(ジャスティス(Justice))に開示されているように、周囲の重なった部分のあるプリーツフィルタ媒体100の第1および第2の面132、164にそれぞれ配置された2つのボックス構造として部材192、196を構成することにより形成してもよい。他の実施形態において、枠部材192、196は、枠のあるプリーツフィルタ174周囲に折り畳まれる片側ダイカット枠として構成することができる。
【0043】
プリーツフィルタ172、174は、一般的に好適なパッケージングに囲まれている。一般的なHVAC用途について、プリーツスペースは一般的に、25.4センチメートル(1インチ)当たり約3〜約6プリーツである。プリーツ深さおよびフィルタ厚さは、一般的に、約25センチメートル〜約102センチメートル(1インチ〜4インチ)である。フィルタ長さおよび幅は、一般的に約30.5センチメートル×30.5センチメートル(12インチ×12インチ)から約50.8センチメートル×122センチメートル(20インチ×48インチ)である。
【0044】
プリーツフィルタ製造に関する更なる詳細は、上述したサンデ(Sundet)らの‘011特許にあり、当業者によく知られている。
【0045】
開示されたプリーツフィルタは、換気(例えば、炉およびクリーンルームフィルタ)、汚染防止(例えば、バグフィルタ)、液体処理(例えば、水フィルタ)、対人保護(例えば、給気保護スーツ)および当業者によく知られたその他用途をはじめとする様々な用途に用いてよい。
【0046】
以下の実施例を参照して本発明をさらに説明するがこれらに限定されるものではない。特に断りのない限り、部およびパーセンテージはすべて重量基準である。いくつかの測定を次の通りにして実施した。
【0047】
有効ファイバー直径
有効幾何ファイバー直径は、ディビス(Davies)C.N.、「空気を含んだ粉じんおよび粒子の分離(The Separation of Airborne Dust and Particles)、機械技術学会(Institution of Mechanical Engineers)、ロンドン(London)、会報(Proceedings)1B、1952年に規定された方法により評価された。
【0048】
光学/目視ウェブ特性
ウェブの全体の目視外観を、8mm×14mmの拡大ウィンドウを有する電荷結合素子カメラを備えたツァイスインスツルメンツ(Zeiss Instruments)解剖顕微鏡を用いて評価した。
【0049】
テーバー剛度
型番150−Bテーバー(TABER)(商標)剛度計(テーバーインダストリーズ(Taber Industries)より市販)を用いてウェブ剛度を評価した。3.8cm×3.8cm正方形片を、鋭いレーザー刃を用いてウェブから慎重に切り取ってファイバー溶融を防ぎ、3〜4個の試料を用いて15°試料を曲げて機械および交差方向の剛度を評価により求めた。
【0050】
応力−歪み
型番5544インストロン(INSTON)(商標)万能試験機(インストロン社(Instron Corp.)より市販)応力−歪み(または負荷対伸び)を測定した。2.5cm×6.3cmの矩形片を、鋭いレーザー刃を用いてウェブから切断し、6〜10個の試料、50mm初期ジョー分離および3cm/分の伸張速度を用いて、最大力および最大時伸びを評価して求めた。
【0051】
フィルトレーション品質係数
TSI(商標)型番8130高速自動フィルタ試験機(TSI社(TSI Inc.)より市販)および42.5L/分で流れるジオクチルフタレート(「DOP」)チャレンジエーロゾルを用いてフィルトレーション品質係数(QF)を求めた。較正した光度計をフィルタ入口および出口で用いて、DOP濃度およびフィルタを通る%DOP透過率を測定した。MKS圧力変換器(MKSインスツルメンツ(MKS instruments)より市販)を用いてフィルタの圧力降下(ΔP、mmH2O)を測定した。式:
【数1】
を用いてQFを計算した。様々な時間後のQF対DOPチャレンジ合計質量をプロットした曲線としてQF値を記録した。しかしながら、初期QF値は、通常、全体の性能の信頼性のある指標を与え、初期のQF値が高いとより良好なフィルトレーション性能を示しており、初期のQF値が低いとフィルトレーション性能の減少を示す。初期フィルトレーション品質係数QFは、好ましくは少なくとも約0.6(10〜700nmのサイズ範囲で、7cm/秒の面速度で移動する100ppmジオクチルフタレート粒子を用いて)、より好ましくは少なくとも約0.8、最も好ましくは少なくとも約1である。
【0052】
フィルトレーション性能
アシュレ(ASHRAE)規格52.2「粒子サイズによる除去効率についての一般換気エアクリーニング装置の試験方法(Method of Testing General Ventilation Air−Cleaning Devices for Removal Efficiency by Particle Size)」に従ってフィルトレーション性能を評価した。アシュレ(ASHRAE)規格は、気流に分散した実験室生成塩化カリウム粒子を含有する試験エーロゾルのフィルトレーションを評価するものである。粒子カウンタにより、フィルタから上流および下流の12サイズ範囲の粒子を測定しカウントする。その結果を、様々なサイズ範囲における粒子についての最低複合効率値として記録することができる。最低複合効率値は、フィルタに25.4mmH2Oの最終圧力降下を負荷するため、最低パーセント粒子保持率(当該のサイズ範囲についての下流粒子カウント/上流粒子カウント×100)に対応している。増分のダスト負荷レベルで一組の粒子サイズ除去効率性能曲線も作成し、初期の清浄性能曲線を用いて、各サイズ範囲における最低性能を表す複合曲線を形成してもよい。複合曲線の点を平均し、平均を用いてフィルタの最低効率報告値を求める。
【実施例】
【0053】
実施例1〜3および比較例1
ポリプロピレンウェブ
図1に示すように構成した二次空気冷却システムおよび平床コレクタを追加して、従来の20.5cm幅のメルトブロー装置を修正した。従来のブローンマイクロファイバープロセスでは、二次冷却空気は用いず、ウェブは多孔性ドラムのような丸めた表面に集める。修正した装置を用いて、ファイバーが機械方向によく位置合せされたメルトブローンポリプロピレンウェブを作成した。二次空気冷却システムは、メルトブローダイ先端の下約6cmに配置された2つの対向する水平配置の幅76cm×高さ51cmの空気出口を用いて、空気出口から様々な速度で(または全くなしで)12〜13℃の冷却気流を分配した。平床コレクタは、床の下に位置する真空収集システムを用いた。メルトブローダイは、コレクタの前縁に位置していた。フィナ(FINA)(商標)タイプ3960ポリプロピレン(フィナオイル・アンド・ケミカル社(Fina Oil and Chemical Co.)より市販)を、265℃で操作される押出し機中で溶融し、9.1kg/hrでメルトブローダイへ供給した。抵抗加熱器を用いてダイを約265℃に維持し、4.2m3/分で流れる300℃の一次空気を供給した。DCDを調整して、32.5L/分のフローレートで0.5mmH2O圧力降下のウェブを提供した。二次冷却空気を用いて作成したウェブについては、DCDは約20cmであった。二次冷却空気を用いずに作成したウェブについては、DCDは約34cmであった。コレクタ真空を調整して、8〜9%の剛性を有するウェブを提供した。50または35m/秒出口速度で二次冷却空気を用いて作成したウェブについて、コレクタ真空は3250N/m2、17m/秒出口速度で二次冷却空気を用いて作成したウェブについては5000N/m2、二次冷却空気を用いずに作成したウェブについてはゼロであった。集められたウェブの秤量は80g/m2、19μmEFDであった。ウェブを、米国特許第4,588,537号明細書(クラッセ(Klasse)ら)に開示されているようにコロナ処理し、米国特許第5,908,598号明細書(ルソー(Rousseau)ら)に開示されているようにヒドロチャージして、機械的特性およびフィルトレーション品質係数QFを評価して求めた。ウェブをまた126℃で5分間熱処理して、再評価し、機械的特性を求めた。
【0054】
以下の表1に示してあるのは、実施例番号または比較例番号、二次空気速度および質量流量比、ファイバーカウントおよびファイバー位置合せデータおよび各ウェブについてのフィルトレーション品質係数QFである。以下の表2に示してあるのは、各ウェブについての機械方向(「MD」)および交差方向(「TD」)テーバー剛度および引張り強度値、ならびにMD対TDテーバー剛度および引張り強度の比である。以下の表3に示してあるのは、熱処理済みウェブについてのMDおよびTDテーバー剛度および引張り強度値、ならびにMD対TDテーバー剛度および引張り強度の比である。
【0055】
【表1】
【0056】
【表2】
【0057】
【表3】
【0058】
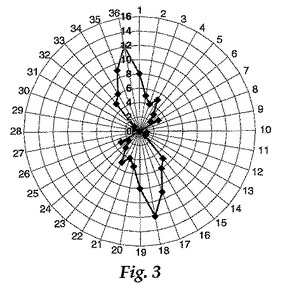
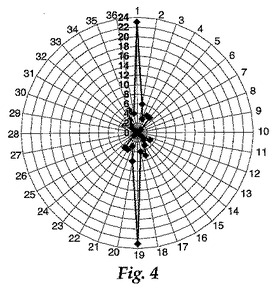
表1に示す通り、二次冷却空気を用いて作成したウェブは、二次冷却空気なしで作成したウェブよりも非常に優れた機械方向ファイバー位置合せがなされていた。これを更に図3〜6に示す。実施例1〜3および比較例1のファイバーの数および配向(0°の機械方向に対した度数)をそれぞれ示す極性「レーダー」プロットである。機械方向に対して0°で配向されたファイバーは180°で配向されるとも言われるため、プロットは元の周囲で反射する対称ローブを有している。例えば、図3は、12本のファイバーが機械方向に対して0°で配向されたもの、9本のファイバーが−10°で配向されたもの、8本のファイバーが+10°で配向されたもの、6本のファイバーが−20°で配向されたもの等を示している。図3〜5に、開示されたウェブが、図6にプロットした二次冷却空気なしで作成したウェブよりもかなり機械方向配向が大きかったことが示されている。更なる比較で、ラウ(Lau)らの‘749特許に示した図4のウェブを評価して、ファイバー配向およびファイバーカウントを求めたところ、機械方向の±20°以内で配向されているファイバーは僅か50%であることが分かった。
【0059】
図3〜5のプロットは、ウェブのコレクタ側でない方に配置された湿潤流体の挙動を反射している。好適な湿潤流体(観察しやすいよう着色してあるのが好ましい)を滴下する場合には、レーダーローブ形に略対応する長だ円形パターンでウェブへ広がる傾向があるため、ファイバー配向の主な方向およびウェブ形成の便利な指標となる。湿潤流体を比較例1のウェブに配置すると、膨張する円形パターンで、ある程度均一に外側に広がる傾向がある。
【0060】
表1にはまた、二次冷却空気体積の増加につれて、フィルトレーション品質係数QFが増加してから僅かに減少したことが示されている。
【0061】
二次空気を用いて作成したウェブは、機械方向に略位置合せされた目視可能な細溝、全体が平滑で光沢があり、やや毛羽立った表面、および従来のブローンマイクロファイバーウェブに通常ある節を多少を有しているか、または節はなかった。長さ約2〜5cmのファイバーを、ピンセットを用いてウェブからけば立てることができた。二次冷却空気なしで作成したウェブは、丸いコレクタに集められた標準的なブローンマイクロファイバーウェブと見た目が似ていた。比較的短い(1cm未満)の個々のファイバーをある程度、ピンセットを用いてウェブから除去することができたが、非常に困難であった。
【0062】
表2に示す通り、二次冷却空気を用いて作成したウェブは、二次冷却空気なしで作成したウェブよりもより異方性のテーバー剛度を有していた。より体積の大きな二次冷却空気を用いて作成したウェブはまた、二次冷却空気なしで作成したウェブよりもより異方性の引張り強度も有していた。
【0063】
表3に示す通り、熱処理を用いてウェブ剛度および引張り強度を増加させることができた。いくつかのウェブについて、MD:TD特性比を用いて測定された通り、ウェブの全体的な機械的異方性を大幅に変えることなくこれを行うことができた。
【0064】
実施例4〜6
EFDの小さなウェブ
実施例1の方法を用いて、3.4m3/分で流れる300℃の一次空気、二次冷却空気、および秤量が80g/m2、剛度が8〜9%、有効ファイバー直径が実施例1で得られたよりも小さい、集められたウェブを与えるよう調整されたコレクタ真空を用いて、メルトブローンポリプロピレンウェブを作成した。以下の表4に示してあるのは、実施例番号、二次空気速度および質量流量比、有効ファイバー直径、および得られたウェブについてのファイバーカウントおよびファイバー位置合せデータである。
【0065】
【表4】
【0066】
表4に示す通り、実質的に機械方向ファイバー位置合せのなされたウェブは、様々な有効ファイバー直径で作成することができた。
【0067】
実施例7〜10および比較例2および3
PETおよびナイロンウェブ
実施例1の方法を用いて、ポリエチレンテレフタレート(「PET」)およびナイロン(ウルトラミッド(ULTRAMID)(商標)BS−400Nナイロン、BASF社(BASF Corp.)より市販)により、2.9m3/分で流れる350℃の一次空気および任意で二次冷却空気を用いて不織ウェブを作成した。12.7cmDCDを用いてPETウェブを作成し、16.5cmDCDを用いてナイロンウェブを作成した。集められたPETウェブの秤量は85g/m2、5〜6%の剛度および16μmEFDであった。集められたナイロンウェブの秤量は70g/m2、5〜6%の剛度および17〜18μmEFDであった。以下の表5に示してあるのは、実施例番号または比較例番号、二次空気速度および質量流量比、用いたポリマー、ならびに得られたウェブについてのファイバーカウントおよびファイバー位置合せデータである。
【0068】
【表5】
【0069】
表5に示す通り、実質的に機械方向ファイバー位置合せのなされたウェブは、様々なポリマーを用いて作成することができた。
【0070】
実施例11
添加剤
添加剤ポリ(4−メチル−1−ペンテン)を1.5%添加して実施例2を繰り返した。これにより、フィルトレーション品質係数QFが添加剤なしの1.5から添加剤ありの1.7に増加した。
【0071】
実施例12
添加剤
添加剤ポリ(4−メチル−1−ペンテン)を1.5%添加、およびチマソーブ(CHIMASSORB)944ヒンダードアミン光安定化剤を0.5%添加して実施例11を繰り返した。ウェブはヒドロチャージしたが、コロナ処理はしなかった。フィルトレーション品質係数QFは2.5であり、二次冷却空気を用いずに作成された従来の未処理のポリプロピレンブローンマイクロファイバーからできたウェブを用いて得られたものの2倍であった。
【0072】
実施例13および比較例4
経時のQF評価
実施例1の方法を用いて、1770二次冷却空気:ポリマー質量流量比で流れる二次冷却空気あり、およびなしでメルトブローンポリプロピレンウェブを作成し、コロナ処理、ハイドロチャージして評価し、フィルトレーション品質係数QFを求めた。ウェブの秤量は85g/m2、19〜21μmEFD、42.5L/分での圧力降下0.4〜0.5mmH2Oであった。以下の表6に示してあるのは、二次冷却空気あり(実施例13)およびなし(比較例4)で作成したウェブについての様々な累積DOP露光レベル後のQF係数である。
【0073】
【表6】
【0074】
表6に示す通り、二次冷却空気を用いて作成し、実質的に機械方向ファイバー位置合せのなされたウェブは、二次冷却空気なしで作成し、ファイバー位置合せの少ないウェブよりも非常に優れたフィルトレーション性能を与えた。
【0075】
実施例14および15および比較例5〜7
プリーツ炉フィルタ
コロナ処理およびヒドロチャージした実施例2のウェブ、コロナ処理およびヒドロチャージした比較例1のウェブおよびアキュエア(ACCUAIR)(商標)コロナ処理スパンボンドポリエチレン/ポリプロピレンツインファイバーウェブ(秤量71g/m2、約20μmEFD、キンバリークラーク社(Kimberly Clark Corp.)より市販)の試料を、図7に示すプリーツ媒体100のようなプリーツ102を有する50.8cm×63.5cm×2.1cm高さのフィルタ要素へと形成した。プリーツ102は、折り畳みが交差方向と位置合せされ、長さ寸法に添って87プリーツ(13.8プリーツ/10cm)となるように構成した。プリーツ媒体100を、サポート110のような膨張金属サポート間に挟んで糊付けし、図8に示す枠112のようなボール紙枠に装着して、フィルタ114のような枠のあるフィルタを形成した。アシュレ(ASHRAE)規格52.2「粒子サイズによる除去効率についての一般換気エアクリーニング装置の試験方法(Method of Testing General Ventilation Air−Cleaning Devices for Removal Efficiency by Particle Size)」に従って1.5m/秒の面速度で、仕上がったフィルタのフィルトレーション性能を評価した。以下の表7に記した結果に、0.3〜1μm、1〜3μmおよび3〜10μmのサイズ範囲の粒子について最低複合効率値が示されている。表7にはまた、評価完了後の合計フィルタ重量増加(フィルタにより捕捉された合計微粒子重量)も記されている。高い最低複合効率および合計フィルタ重量増加値は、良好なフィルトレーション、長い耐用年数または良好なフィルトレーションと長い耐用年数の両方に対応している。
【0076】
【表7】
【0077】
表7に示す通り、二次冷却空気を用いて作成し、実質的に機械方向ファイバー位置合せ(実施例14および15)のなされた、コロナ処理した、またはコロナ処理およびヒドロチャージしたメルトブローン不織ウェブは、二次冷却空気なしで作成し、ファイバー位置合せの少ないその他は同様のメルトブローン不織ウェブ(比較例5および6)よりも、1mmH2O圧力降下ではるかに良好な最低複合効率を与えた。実施例14および実施例15のウェブはまた、市販のスパンボンド不織ウェブ(比較例7)に匹敵または良好な最低複合効率を有していた。実施例14および実施例15のウェブは、比較例5〜7のウェブよりも良好な粒子捕捉(合計フィルタ重量増加値が高いことにより裏付けられる通り)であった。
【0078】
実施例16〜18および比較例8
プリーツ炉フィルタ圧力降下対面速度評価
実施例14および15の方法を用いて、メルトブローン位置合せファイバーポリプロピレンウェブをコロナ処理およびヒドロチャージしたが、熱処理はしなかった。このウェブは1.7MDのテーバー剛度値を有しており、実施例16のウェブとして以下に規定されている。コロナ処理、ヒドロチャージおよび熱処理を用いて剛性のウェブを作成した。このウェブは2.2MDのテーバー剛度値を有しており、実施例17のウェブとして以下に規定されている。添加剤ポリ(4−メチル−1−ペンテン)を1.5%添加し、コロナ処理、ヒドロチャージおよび熱処理して更に剛性のウェブを作成した。このウェブは3.7MDのテーバー剛度値を有しており、実施例18のウェブとして以下に規定されている。実施例16〜18のウェブ、アキュエア(ACCUAIR)コロナ処理スパンボンドポリエチレン/ポリプロピレンツインファイバーウェブ(2.1MDテーバー剛度および比較例8のウェブとして以下に規定)の試料を、図7に示すプリーツ媒体100のようなプリーツ102を有する30cm×27cm×2.1cm高さのフィルタ要素へと形成した。フィルタは長さ寸法に添って13.8プリーツ/10cm有しており、図8のサポート110のような膨張金属サポート間に挟まれ糊付けされていた。一連の操作において、かかるフィルタを、透明側のプレートによって、プリーツ端部が撮影できるプレキシガラス(PLEXIGLAS)(商標)プラスチック枠に装着した。枠側のプレートは、フィルトレーション媒体端部に接触していたが、プリーツの動きは可能であった。枠を真空テーブルの上に装着し、下方に向けられたボックス型ファンからの空気に曝した。フィルタ圧力降下が、約1.5m/秒面速度で約0.35in(0.9cm)の水に達するまで、SAEファイン試験ダストとタルクの50:50混合物で作成した合成ダストを気流に散在させることによりフィルタに負荷をかけた。これは、実質的に自然の負荷レベルをシミュレートするものである。以下の表8に示してあるのは、フィルタについての説明、MDテーバー剛度値および合計フィルタ重量増加値である。
【0079】
【表8】
【0080】
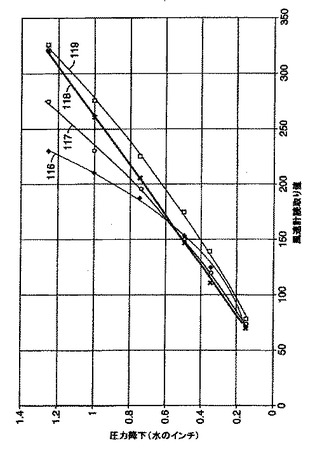
次に、フィルタを、風速計を備えたダクトに装着し、水約0.2in.(0.5cm)と水1.2in.(3cm)との間の圧力降下を生じさせるのに十分な速度で流れる空気に曝した。実施例16(1.7MDテーバー剛度)フィルタは、著しいプリーツ変形を示し始め、0.35in(0.9cm)の圧力降下でプリーツをフィルタ空気入口側に留めることにより顕在化した。実施例17(2.2MDテーバー剛度)および比較例8のフィルタは、0.5in(1.3cm)の圧力降下で著しいプリーツ変形を示し始めた。実施例18(3.7MDテーバー剛度)のフィルタは、1.2in(3cm)の圧力降下で著しいプリーツ変形は示さなかった。図9に、実施例16(曲線116)、実施例17(曲線117)、実施例18(曲線118)および比較例8(曲線119)のフィルタについての圧力降下(水のインチでの)対風速計読取り値(基準単位での)のプロットを示す。図9に示す通り、実施例18のフィルタは、気流が増えるにつれて、圧力降下の直線的な増加を示したが、他の試験したフィルタは、気流が増えるにつれて、プリーツ変形により示されるように非直線的な応答を示した。
【0081】
本発明の様々な修正および変更は、本発明から逸脱することなく当業者に明白であろう。本発明は、説明の目的でここに規定されたものに限定されないものとする。
【図面の簡単な説明】
【0082】
【図1】機械方向に実質的に位置合せされたファイバーを有する不織ウェブを作成するためのメルトブロー装置の概略側面図である。
【図2】図1の装置に用いる真空コレクタの上から見た図である。
【図3】ファイバー位置合せを示すレーダープロットである。
【図4】ファイバー位置合せを示すレーダープロットである。
【図5】ファイバー位置合せを示すレーダープロットである。
【図6】ファイバー位置合せを示すレーダープロットである。
【図7】プリーツフィルトレーション媒体の斜視図である。
【図8】枠に装着したプリーツフィルタの部分断面斜視図である。
【図9】フィルタ圧力降下対気流速度を示すグラフである。
【図10】開示されたプリーツフィルタを製造する装置の概略図である。
【技術分野】
【0001】
本発明は、ウェブ形成の方向にファイバー位置合せがなされたプリーツフィルタに関する。
【背景技術】
【0002】
メルトブローン不織繊維状ウェブは、フィルトレーション(例えば、平坦ウェブおよびプリーツフィルタ)、絶縁、詰め物およびテキスタイル代替品をはじめとする様々な目的で用いられている。メルトブローン不織繊維状ウェブに関する参考文献としては、特許文献1(ウェバー(Weber)ら)、特許文献2(マクアミッシュ(McAmish)ら)、特許文献3(ミリガン(Milligan)ら)、特許文献4(メイヤー(Meyer)ら)、特許文献5(シャムボー(Shambaugh))、特許文献6(へイン(Haynes)ら)、特許文献7(アレン(Allen)ら)、特許文献8(ラウ(Lau)ら)、特許文献9(チェノウェス(Chenoweth)ら)、特許文献10(アダム(Adam)ら)が挙げられる。プリーツフィルタに関する参考文献としては、特許文献11(トンプソン(Thompson))、特許文献12(バチンスキー(Bachinski))、特許文献13(ミッドキフ(Midkiff)ら)、特許文献14(マーフィーJr(Murphy,Jr))、特許文献15(サンデ(Sundet)ら、‘011)、特許文献16(サンデ(Sundet)ら‘100)、特許文献17(サンデ(Sundet)ら‘090)、特許文献18(サンデ(Sundet)ら‘091)が挙げられる。
【特許文献1】米国特許第3,959,421号明細書
【特許文献2】米国特許第4,622,259号明細書
【特許文献3】米国特許第5,075,068号明細書
【特許文献4】米国特許第5,141,699号明細書
【特許文献5】米国特許第5,405,559号明細書
【特許文献6】米国特許第5,652,048号明細書
【特許文献7】米国特許第5,665,278号明細書
【特許文献8】米国特許第5,667,749号明細書
【特許文献9】米国特許第5,772,948号明細書
【特許文献10】米国特許第5,811,178号明細書
【特許文献11】米国特許第4,547,950号明細書
【特許文献12】米国特許第5,240,479号明細書
【特許文献13】米国特許第5,709,735号明細書
【特許文献14】米国特許第5,820,645号明細書
【特許文献15】米国特許第6,521,011 B1号明細書
【特許文献16】D449,100S号明細書
【特許文献17】米国特許出願公開第2003/0089090 A1号明細書
【特許文献18】米国特許出願公開第2003/0089091 A1号明細書
【発明の開示】
【発明が解決しようとする課題】
【0003】
不織ウェブ製造には、典型的には、移動するコレクタ表面へのファイバーの付着が含まれる。おそらく、部分的にこの動きの結果として、集められたウェブは、僅かの程度の機械方向におけるファイバーの位置合せ、および機械および交差方向にある程度の異方性物理特性(例えば、引張り強度)を示す。しかしながら、不織ウェブ製造業者は、バランスが良く略異方性物理特性を有する製品を製造する努力をしている。
【課題を解決するための手段】
【0004】
我々は、機械方向の通常のファイバー位置合せをはるかに超えた不織ウェブを形成し、得られたウェブを機械方向に略交差するプリーツを有するプリーツフィルトレーション媒体へと形成することにより、改善された機械特性または改善されたフィルトレーション性能を備えたフィルタを得ることができることを見出した。本発明は、一態様において、過半数がプリーツの列方向に対して90°±20°で位置合せされている熱可塑性ファイバーの不織フィルトレーションウェブを含む折り畳みプリーツの列を有するフィルタ要素を提供する。
【0005】
本発明は、他の態様において、熱可塑性ファイバーを含む不織フィルトレーションウェブにプリーツの列を形成する工程であって、ファイバーの過半数が列方向に対して90°±20°で位置合せされている工程と、プリーツフィルタ要素を所望のサイズおよび形状に切断する工程とを含むプリーツフィルタ要素を製造する方法を提供する。
【0006】
本発明のこれらおよびその他の態様は、以下の詳細な説明から明らかになるであろう。しかしながら、上記の概要は、権利請求される対象の制限としては解釈されないものとし、権利請求される対象は、手続きの遂行中に補正されるであろう添付の特許請求の範囲によってのみ定義される。
【0007】
様々な図面において同じ参照符号は同じ構成要素を示している。図面中の構成要素の縮尺は合っていない。
【発明を実施するための最良の形態】
【0008】
「不織ウェブ」という語句は、繊維の交絡またはポイントボンディングにより特徴付けられる繊維状ウェブのことを指す。
【0009】
「フィルトレーションウェブ」という語句は、平均粒子直径が10μmを超える粒子を、0.5m/秒の面速度で、約50mmH2O以下の初期圧力降下で気流の流れから少なくとも除去可能な多孔性ウェブのことを指す。
【0010】
「フィラメントをファイバーへと減衰する」という語句は、フィラメントのセグメントが長く小さな直径のセグメントへと変換されることを指す。
【0011】
「メルトブロー」という用語は、複数のオリフィスを通してファイバー形成材料を押し出して、フィラメントを形成し、一方、フィラメントを空気またはその他減衰流体と接触させて、フィラメントをファイバーへと減衰した後、減衰したファイバーの層を集めることにより不織ウェブを形成する方法のことを指す。
【0012】
「メルトブローンウェブ」という語句は、メルトブローを用いて作成された不織ウェブのことを指す。
【0013】
「不織ダイ」という語句は、メルトブローンに用いるダイのことを指す。
【0014】
「メルトブローンファイバー」および「ブローンマイクロファイバー」という語句は、メルトブローを用いて作成されたファイバーのことを指す。
【0015】
メルトブローンウェブ、またはメルトブローンウェブ形成のためのメルトブロー装置に関して用いるとき、「機械方向」という語句は、ウェブ製造の面内方向のことを指す。
【0016】
メルトブロー装置またはメルトブローウェブに関して用いるとき、「交差方向」という語句は、機械方向に垂直な面内方向のことを指す。
【0017】
プリーツフィルタ要素に関して用いる「列方向」という語句は、平行な鋭い端部のあるしわを備えた折り畳み構造を有するフィルタ要素においてプリーツリッジおよび谷に略平行で、平行で略平滑な起伏を備えた波形構造を有するフィルタ要素においてプリーツ頂部および基部領域に略平行な方向のことを指す。
【0018】
「自立形」という用語は、ウェブに関して用いるとき、大きく引裂かれたり、破断することなく、ドレープ付与でき取扱いの容易な十分な干渉性および強度を有するウェブのことを、プリーツフィルタに関して用いるときは、強制空気換気システムで生じる空気圧を受けるときに過度に壊れたり曲がらないよう十分な剛性を有するフィルタのことを指す。
【0019】
様々なポリマーを用いて開示された位置合せされたファイバーウェブを作成してよい。代表的なポリマーは、熱可塑性で押し出し可能なものであり、メルトブロー装置を用いて処理でき、ポリエチレン、ポリプロピレンまたはポリブチレンのようなポリオレフィン、ポリアミド、ポリエチレンテレフタレートのようなポリエステルおよび当業者に知られたその他材料が挙げられる。ポリオレフィンが特に好ましい。
【0020】
所望であれば、様々な吸着剤粒子を不織ウェブに加えることができる。吸着剤粒子の代表例は、米国特許第3,971,373号明細書(ブラウン(Braun)、米国特許第4,429,001号明細書(コルピン(Kolpin)ら)および米国特許第6,102,039号明細書(スプリンゲット(Springett)ら)に開示されている。活性炭素およびアルミナが特に好ましい吸着剤粒子である。吸着剤粒子の混合物を用いて、例えば、気体の混合物を吸収することができる。ただし、実際には、気体の混合物を処理するには、個々の層に別個の吸着剤粒子を用いる多層プリーツフィルタを製造する方が良い。
【0021】
様々な一次および二次流体の流れを用いて、開示されたフィルトレーションウェブを作成してもよい。両方の目的について空気が特に便利な流体である。本明細書の残りでは、空気の使用について述べてあり、必要に応じて、「一次空気」または「二次冷却空気」と呼んでいることがある。当業者であれば、後述する操作パラメータを適宜修正して、その他の流体(例えば、二酸化炭素、窒素または水)を容易に用いることができる。
【0022】
図1に、メルトブロー装置10の概略側面図を示す。溶融ポリマーは、メルトブローダイ12へ入口14を通して入り、ダイキャビティ16を通過する。ダイ先端18の小さなオリフィス(図1には図示せず)によって、ダイ12を出る際、溶融ポリマーがフィラメント22を形成する。入口20を通して供給される一次空気は、フィラメント22に衝突して、それらをファイバー24へと減衰する。ファイバー24は、平坦なコレクタ26に達すると不織ウェブ28を形成し、不織ウェブ28は好適なテークアップ装置(図1には図示せず)により、ウェブ形成方向(すなわち、機械方向)30にコレクタ26から引っ張ることができる。コレクタ26までの途中で、ウェブ28の幅にわたって配列されたダクト32へ供給される二次冷却空気がフィラメントまたはファイバーと衝突して、ファイバーを前後に、おおむね機械方向に前後に振動させる。得られたウェブ28に集められたファイバーは、二次冷却空気を供給しなかった場合よりも良好に機械方向に位置合せされる。ウェブの機械方向および交差方向の機械的特性(すなわち、機械方向および交差方向の剛性および引っ張り強度)はまた、二次冷却空気供給をしない場合よりも大きな異方性も示す。
【0023】
高速写真を用いて側部(または交差方向)から見ると、ファイバー24はコレクタ26に「ペイントブラシ」のやり方で配置される。コレクタで測定すると、振動は非常に大きな機械方向振幅を有し、すなわち、ダイからコレクタの距離(「DCD」)の1/4を超え、場合によってはDCDの半分を超える。かかるペイントブラシ付着を行うにはいくつかの操作条件が特に望ましい。例えば、振動を規則的に生じさせる、コレクタまでの途中の振幅を増やす、二次冷却空気出口からコレクタまでの距離より少ない1つの完全なサイクルの波長とする。二次冷却空気出口からコレクタまでの距離は、あまり長くないのが好ましい。ファイバーは、場合によっては、コレクタまでの途中のピーク機械方向変位でホイップ状の動作を示し、コレクタへ向かって常に動くよりも、メルトブローダイに向かって瞬間的に動く。明らかなファイバー破断が、かかるホイップ状動作が生じたように見える場合がある。
【0024】
ピンセットを用いて、集められたウェブからばらばらの長さ(例えば、約1〜約10cm、往々にしてこれより短い、または長いファイバーと共に)でファイバーをけば立てる(tease)こともできた。通常、ファイバーは、一般的に、ファイバー同士のボンディングによって、またはファイバー内交絡によってウェブに拘束されているため、従来の不織ウェブからファイバー(またはかかる長さのファイバー)を除去することは極めて難しい。
【0025】
ウェブ28は、そのままプリーツ加工する、または更に処理することもできる。熱処理(例えば、アニール)を用いてウェブを剛化させるのが好ましい。しかしながら、ファイバーは破断する傾向があり、ウェブのファイバー内ボンディングまたは交絡が増大するため、熱処理は、ファイバーをウェブからけば立てにくくする。好ましいアニール時間および温度は、用いるポリマーファイバーをはじめとする様々な因子に応じて異なる。一般的な指針として、約10分間未満、約100℃からポリマー融点までのアニール時間および温度が好ましい。
【0026】
真空をオリフィス34を通して任意でひいて、ウェブ28の固化を補助することができる。過度の高密度化(例えば、カレンダ加工を用いた)は、ウェブのフィルトレーション機能を破壊する恐れがある。米国特許第5,496,507号明細書(アンガジュバンド(Angadjivand)ら)に開示されているようにファイバーを水と接触させることによって、米国特許第4,588,537号明細書(クラッセ(Klasse)ら)に開示されているようにコロナ処理することによって、例えば、米国特許第5,908,598号明細書(ルソー(Rousseau)ら)に開示されているようにヒドロチャージすることによって、または米国特許第4,798,850号明細書(ブラウン(Brown))に開示されているように摩擦帯電によって、ファイバーに電荷を付与することができる。添加剤を、ファイバーに含めて、ウェブのフィルトレーション性能、機械的特性、エージング特性、表面特性またはその他当該の特徴を促進させてもよい。代表的な添加剤としては、フィラー、核生成剤(例えば、ミリケンケミカル(Milliken Chemical)より市販されているミラッド(MILLAD)(商標)3988ジベンジリデンソルビトール)、UV安定剤(例えば、チバスペシャルティケミカルズ(Ciba Specialty Chemicals)より市販されているチマソーブ(CHIMASSORB)(商標)944)、硬化開始剤、剛化剤(例えば、ポリ(4−メチル−1−ペンテン))、表面活性剤および表面処理剤(米国特許第6,398,847 B1号明細書、同第6,397,458 B1号明細書および同第6,409,806 B1号明細書(ジョーンズ(Jones)ら)に記載されている、油霧環境におけるフィルトレーション性能を改善するためのフッ素原子処理)が挙げられる。かかる添加剤の種類および量は当業者には明白であろう。
【0027】
完成したウェブは、様々な有効ファイバー直径(「EFD」)サイズ、秤量および剛性(ポリマー体積対ウェブ体積の比)値を有する。好ましいEFDは約8〜約25、より好ましくは約10〜約25μmである。好ましい秤量は約50〜約100g/m2である。好ましい剛性値は約5〜約15%である。
【0028】
開示されたウェブは、実質的に機械方向(運動方向またはウェブ形成の方向)ファイバー位置合せがなされている。ポリプロピレンウェブからできたプリーツフィルタの一般的な指針として、ファイバーの約55〜約90%、より好ましくは約70〜約85%が、列方向に対して90°±20°で位置合せされているのが好ましい。その他のポリマー材料でできたウェブについては、この数字はこれより低くても高くてもよい。例えば、ポリエチレンテレフタレートでできたプリーツフィルタの一般的な指針として、ファイバーの好ましくは約51〜約80%、より好ましくは約60〜約80%が、列方向に対して90°±20°で位置合せされているのが好ましい。ナイロンウェブからできたプリーツフィルタの一般的な指針として、ファイバーの約51〜約70%が、列方向に対して90°±20°で位置合せされているのが好ましい。非常に高度に位置合せされたウェブ、例えば、列方向に対して90°±20°で位置合せされた少なくとも80%の集められたファイバーを有するウェブを形成することができる。
【0029】
開示されたウェブは、1つ以上の異方性機械的特性を有する。ある部類の好ましいウェブは、50mmゲージ長さを用いた、前記列方向に交差する方向における面内引張り強度対列方向における引張り強度の少なくとも2:1の比、より好ましくは少なくとも3:1の比を有する。他の部類の好ましいウェブは、列方向に交差する方向における面内テーバー剛度対列方向におけるテーバー剛度の少なくとも2:1の比、より好ましくは少なくとも2.2:1の比を有する。
【0030】
開示されたメルトブロー装置を構築し、開示された位置合せファイバーウェブを提供しない条件下、またはフィルトレーションにはあまり向かない弱いウェブを提供する条件下でそれを操作することが可能である。例えば、不十分な二次冷却空気を用いる場合には、上述した振動は生じず、ファイバーは、機械方向に実質的に位置合せされない。過剰に高い冷却速度だと、ファイバー内ボンディングおよび交絡が少なく、フィルトレーション性能は改善されているが、剛度やプリーツ付与性といった機械的特性が非常に減じた、嵩高いウェブが得られる。このように、ある質量流量または体積の範囲内の二次冷却空気を用いるのが好ましい。ポリプロピレンおよび周囲温度より低く冷却した二次空気を用いて作成したウェブの一例として、押し出されたポリマー1グラム当たり約500〜約2000グラムの二次冷却空気の比率が好ましく、二次冷却空気出口速度は約15〜約60m/秒である。これらの範囲は、用いたメルトブローダイおよびポリマー、目標とする秤量、目標とするウェブ剛性、ならびにファイバー位置合せおよび機械的特性異方性の目標とする範囲のような因子に基づいて経験的に調整する必要がある。二次冷却空気の脈動も用いてよいが、必要とは思われない。むしろ、所望の最終特性を有する集められたウェブを提供する定常状態値より上方または下方に、二次冷却気流を単に調整するのが良いと考えられる。
【0031】
図2に、コレクタ26の上から見た概略図を示す。ダイ12はコレクタ26の前縁近くに配置されているが、ウェブ28の特性を変えるために、位置36のような位置までダウンウェブに移動することができる。かかる再配置によって、例えば、テーバー剛度の減じたウェブが提供される。平坦なコレクタの代わりに、従来の円柱状コレクタ表面を用いる場合には、ファイバーが機械方向に実質的に位置合せされたウェブを得るのがより困難となるのが通常であり、ウェブのテーバー剛度は低くなる。二次冷却空気出口からコレクタまでの過剰なDCD長さまたは過剰な距離もまた、例えば、コレクタまでの途中の振動が増えすぎたり、ファイバー減衰が過剰となったり、ファイバーの破断が過剰となるため好ましくない。
【0032】
図1および2に示すような装置を用いてメルトブローを行うやり方に関する更なる詳細は当業者にはよく知られている。
【0033】
不織フィルトレーション媒体は、所望であれば、様々な技術を用いて更に剛化することができる。例えば、米国特許第5,240,479号明細書(バヒンスキー(Bachinski)に記載されているように、接着剤を用いて、フィルトレーション媒体の層をラミネートすることができる。フィルタ媒体はまた、例えば、米国特許第5,709,735号明細書(ミッドキフ(Midkiff)ら)に記載された通りにして、コンジュゲートファイバーを用いて作成することもできる。不織フィルトレーション媒体に関する更なる詳細についてはまた、その開示内容がここに参考文献として援用される、同日出願の位置合せファイバーウェブ(ALIGNED FIBER WEB)という表題の同時係属米国特許出願第(特許弁護士名簿番号第58214US002)にも見出すことができる。
【0034】
図7に、プリーツ102の列を有するプリーツフィルタ媒体100を示す。列は、交差方向に位置合せされており、ウェブ100中の実質的に位置合せされたファイバーは、列方向に対して90°±20°、すなわち、機械方向に対して±20°で位置合せされている。図8に、プリーツフィルタ媒体100およびフィルタ114を提供するために枠112に装着された膨張金属サポート110を示す。剛度を増大したプリーツ媒体100および列方向に交差する実質的に機械方向のファイバー位置合せは両方とも、プリーツ媒体100の高フィルタ面速度でのプリーツ変形に対する抵抗の増大に寄与するものと考えられる。
【0035】
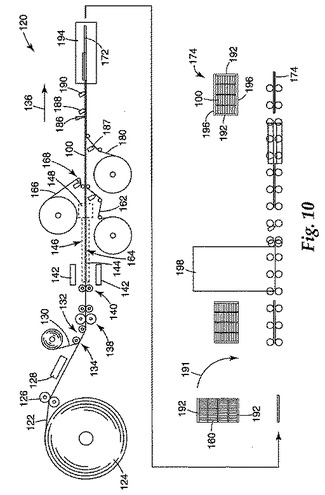
図10に、開示されたプリーツフィルタを製造する装置120を示す。位置合せしたフィルトレーション媒体122は、一般的に連続ロール124に提供される。媒体122に、スリット加工ステーション126で所望の幅にスリットを入れてもよい。媒体122は、任意で、加熱ステーション128で予熱して、アニールを行う、または装置へ入れ、通過させながら、ウェブ122をより可撓性としてもよい。図示した実施形態において、加熱ステーション128は赤外線ヒーターである。
【0036】
プリーツフィルタの一実施形態において、強化部材130は媒体122の背面132の位置134に適用される。背面132(または後述する前面164)を挙げたのは、説明のためのみであり、完成したプリーツフィルタの必要な気流配向を示すものではない。例えば、強化部材130は気流の上流または下流に配置してもよい。強化部材130は、例えば、機械方向136に配向された1つ以上の連続ストリップとして、機械方向136に交差して配向された別々の強化部材として、または当業者によく知られた他の構成で、様々な位置に適用してよい。強化部材130は、接着ボンディング、サーマルボンディング、溶剤ボンディングまたは超音波ボンディングのような様々な技術を用いて媒体122にボンドしてよい。本実施形態において、位置134は、プリーツ折り畳みステーション140でのプリーツ加工前、媒体122にギザを入れるロータリスコアプリーツ加工機138および強化部材130から上流である。赤外線ヒーター142を、プリーツ144の熱硬化のために任意で提供してもよい。プリーツ144を、アキュムレータ146に保持し、プリーツスペーシング装置148へと進め、プリーツ144を所望のプリーツスペースで保持する。プリーツ形成およびプリーツスペーシングは、米国特許第4,798,575号明細書(シバーソン(Siversson)‘575)、同第4,976,677号明細書(シバーソン(Siversson)‘677)および同第5,389,175号明細書(ウェンツ(Wenz))に開示されているような様々な方法により行ってよい。
【0037】
得られるプリーツフィルタ媒体100を、プリーツスペーシング装置148で所望のプリーツスペーシングへと膨張させる。1つ以上の細長い平坦な強化ストリップ162を任意で、ステーション168でフィルタ前面164に沿ってプリーツ先端に適用して、プリーツスペーシングを維持してもよい。強化ストリップ162は、接着ボンディング、サーマルボンディング、溶剤ボンディングまたは超音波ボンディングのような様々な技術によりプリーツ先端にボンドしてもよく、更なる寸法安定性をプリーツ144に与えることができる。プリーツフィルタ媒体100および任意の強化ストリップ162は、所望のサイズおよび形状に切断することができる。プリーツフィルタ媒体100は、枠構造のある、またはないフィルトレーション用途、または永久または再使用可能な枠へのインサートとして用いてもよい。
【0038】
他の実施形態において、全前面164を実質的に超えて延在するスクリム162を用いてもよい。スクリム162をプリーツ先端にボンドして、更なる寸法安定性をプリーツフィルタ媒体100に与えてもよい。
【0039】
更に他の実施形態において、1つ以上の細長い平坦な強化ストリップ166を任意で、ステーション168でプリーツフィルタ媒体100の背面132にボンドしてもよい。更なる実施形態において、強化ストリップ166を強化部材130に、強化ストリップ162に対向させて配置して、サンデ(Sundet)らの‘011の図6に示すようなトラス構造を形成してもよい。
【0040】
プリーツフィルタ媒体100が周囲枠なしで形成される実施形態において、プリーツフィルタ172は切断ステーション186の後システム120を出る。
【0041】
枠のあるフィルタ実施形態において、枠材料180の連続ストリップを、機械方向136と平行にプリーツフィルタ媒体100の側端に適用してもよい。ホットメルト接着剤のような接着剤を、ステーション187で枠材料180から形成されたU形チャネルの第1のフランジに適用してもよい。プリーツ144の端部をシールする接着剤をステーション188で適用してもよい。接着剤をステーション190でU形チャネルの第2のフランジに適用してもよい。枠材料180をステーション194でU形構成に曲げてもよい。U形チャネルの端部は、プリーツフィルタ媒体100の前面164および背面132に部分的に延在させてもよい。プリーツフィルタ媒体100のエンドレスウェブおよび取り付けた枠材料180を含むアセンブリをステーション186で所望の長さまで切断してもよい。プリーツフィルタ媒体100および強化ストリップ162は、枠材料180に適用する前のサイズまで切断してもよい。
【0042】
プリーツフィルタ媒体100および側部枠部材192は、位置191で90°回転させて、ステーション198で端部枠部材196を適用し、枠のあるプリーツフィルタ174を形成させてもよい。枠のあるプリーツフィルタ174は、米国特許第5,782,944号明細書(ジャスティス(Justice))に開示されているように、周囲の重なった部分のあるプリーツフィルタ媒体100の第1および第2の面132、164にそれぞれ配置された2つのボックス構造として部材192、196を構成することにより形成してもよい。他の実施形態において、枠部材192、196は、枠のあるプリーツフィルタ174周囲に折り畳まれる片側ダイカット枠として構成することができる。
【0043】
プリーツフィルタ172、174は、一般的に好適なパッケージングに囲まれている。一般的なHVAC用途について、プリーツスペースは一般的に、25.4センチメートル(1インチ)当たり約3〜約6プリーツである。プリーツ深さおよびフィルタ厚さは、一般的に、約25センチメートル〜約102センチメートル(1インチ〜4インチ)である。フィルタ長さおよび幅は、一般的に約30.5センチメートル×30.5センチメートル(12インチ×12インチ)から約50.8センチメートル×122センチメートル(20インチ×48インチ)である。
【0044】
プリーツフィルタ製造に関する更なる詳細は、上述したサンデ(Sundet)らの‘011特許にあり、当業者によく知られている。
【0045】
開示されたプリーツフィルタは、換気(例えば、炉およびクリーンルームフィルタ)、汚染防止(例えば、バグフィルタ)、液体処理(例えば、水フィルタ)、対人保護(例えば、給気保護スーツ)および当業者によく知られたその他用途をはじめとする様々な用途に用いてよい。
【0046】
以下の実施例を参照して本発明をさらに説明するがこれらに限定されるものではない。特に断りのない限り、部およびパーセンテージはすべて重量基準である。いくつかの測定を次の通りにして実施した。
【0047】
有効ファイバー直径
有効幾何ファイバー直径は、ディビス(Davies)C.N.、「空気を含んだ粉じんおよび粒子の分離(The Separation of Airborne Dust and Particles)、機械技術学会(Institution of Mechanical Engineers)、ロンドン(London)、会報(Proceedings)1B、1952年に規定された方法により評価された。
【0048】
光学/目視ウェブ特性
ウェブの全体の目視外観を、8mm×14mmの拡大ウィンドウを有する電荷結合素子カメラを備えたツァイスインスツルメンツ(Zeiss Instruments)解剖顕微鏡を用いて評価した。
【0049】
テーバー剛度
型番150−Bテーバー(TABER)(商標)剛度計(テーバーインダストリーズ(Taber Industries)より市販)を用いてウェブ剛度を評価した。3.8cm×3.8cm正方形片を、鋭いレーザー刃を用いてウェブから慎重に切り取ってファイバー溶融を防ぎ、3〜4個の試料を用いて15°試料を曲げて機械および交差方向の剛度を評価により求めた。
【0050】
応力−歪み
型番5544インストロン(INSTON)(商標)万能試験機(インストロン社(Instron Corp.)より市販)応力−歪み(または負荷対伸び)を測定した。2.5cm×6.3cmの矩形片を、鋭いレーザー刃を用いてウェブから切断し、6〜10個の試料、50mm初期ジョー分離および3cm/分の伸張速度を用いて、最大力および最大時伸びを評価して求めた。
【0051】
フィルトレーション品質係数
TSI(商標)型番8130高速自動フィルタ試験機(TSI社(TSI Inc.)より市販)および42.5L/分で流れるジオクチルフタレート(「DOP」)チャレンジエーロゾルを用いてフィルトレーション品質係数(QF)を求めた。較正した光度計をフィルタ入口および出口で用いて、DOP濃度およびフィルタを通る%DOP透過率を測定した。MKS圧力変換器(MKSインスツルメンツ(MKS instruments)より市販)を用いてフィルタの圧力降下(ΔP、mmH2O)を測定した。式:
【数1】
を用いてQFを計算した。様々な時間後のQF対DOPチャレンジ合計質量をプロットした曲線としてQF値を記録した。しかしながら、初期QF値は、通常、全体の性能の信頼性のある指標を与え、初期のQF値が高いとより良好なフィルトレーション性能を示しており、初期のQF値が低いとフィルトレーション性能の減少を示す。初期フィルトレーション品質係数QFは、好ましくは少なくとも約0.6(10〜700nmのサイズ範囲で、7cm/秒の面速度で移動する100ppmジオクチルフタレート粒子を用いて)、より好ましくは少なくとも約0.8、最も好ましくは少なくとも約1である。
【0052】
フィルトレーション性能
アシュレ(ASHRAE)規格52.2「粒子サイズによる除去効率についての一般換気エアクリーニング装置の試験方法(Method of Testing General Ventilation Air−Cleaning Devices for Removal Efficiency by Particle Size)」に従ってフィルトレーション性能を評価した。アシュレ(ASHRAE)規格は、気流に分散した実験室生成塩化カリウム粒子を含有する試験エーロゾルのフィルトレーションを評価するものである。粒子カウンタにより、フィルタから上流および下流の12サイズ範囲の粒子を測定しカウントする。その結果を、様々なサイズ範囲における粒子についての最低複合効率値として記録することができる。最低複合効率値は、フィルタに25.4mmH2Oの最終圧力降下を負荷するため、最低パーセント粒子保持率(当該のサイズ範囲についての下流粒子カウント/上流粒子カウント×100)に対応している。増分のダスト負荷レベルで一組の粒子サイズ除去効率性能曲線も作成し、初期の清浄性能曲線を用いて、各サイズ範囲における最低性能を表す複合曲線を形成してもよい。複合曲線の点を平均し、平均を用いてフィルタの最低効率報告値を求める。
【実施例】
【0053】
実施例1〜3および比較例1
ポリプロピレンウェブ
図1に示すように構成した二次空気冷却システムおよび平床コレクタを追加して、従来の20.5cm幅のメルトブロー装置を修正した。従来のブローンマイクロファイバープロセスでは、二次冷却空気は用いず、ウェブは多孔性ドラムのような丸めた表面に集める。修正した装置を用いて、ファイバーが機械方向によく位置合せされたメルトブローンポリプロピレンウェブを作成した。二次空気冷却システムは、メルトブローダイ先端の下約6cmに配置された2つの対向する水平配置の幅76cm×高さ51cmの空気出口を用いて、空気出口から様々な速度で(または全くなしで)12〜13℃の冷却気流を分配した。平床コレクタは、床の下に位置する真空収集システムを用いた。メルトブローダイは、コレクタの前縁に位置していた。フィナ(FINA)(商標)タイプ3960ポリプロピレン(フィナオイル・アンド・ケミカル社(Fina Oil and Chemical Co.)より市販)を、265℃で操作される押出し機中で溶融し、9.1kg/hrでメルトブローダイへ供給した。抵抗加熱器を用いてダイを約265℃に維持し、4.2m3/分で流れる300℃の一次空気を供給した。DCDを調整して、32.5L/分のフローレートで0.5mmH2O圧力降下のウェブを提供した。二次冷却空気を用いて作成したウェブについては、DCDは約20cmであった。二次冷却空気を用いずに作成したウェブについては、DCDは約34cmであった。コレクタ真空を調整して、8〜9%の剛性を有するウェブを提供した。50または35m/秒出口速度で二次冷却空気を用いて作成したウェブについて、コレクタ真空は3250N/m2、17m/秒出口速度で二次冷却空気を用いて作成したウェブについては5000N/m2、二次冷却空気を用いずに作成したウェブについてはゼロであった。集められたウェブの秤量は80g/m2、19μmEFDであった。ウェブを、米国特許第4,588,537号明細書(クラッセ(Klasse)ら)に開示されているようにコロナ処理し、米国特許第5,908,598号明細書(ルソー(Rousseau)ら)に開示されているようにヒドロチャージして、機械的特性およびフィルトレーション品質係数QFを評価して求めた。ウェブをまた126℃で5分間熱処理して、再評価し、機械的特性を求めた。
【0054】
以下の表1に示してあるのは、実施例番号または比較例番号、二次空気速度および質量流量比、ファイバーカウントおよびファイバー位置合せデータおよび各ウェブについてのフィルトレーション品質係数QFである。以下の表2に示してあるのは、各ウェブについての機械方向(「MD」)および交差方向(「TD」)テーバー剛度および引張り強度値、ならびにMD対TDテーバー剛度および引張り強度の比である。以下の表3に示してあるのは、熱処理済みウェブについてのMDおよびTDテーバー剛度および引張り強度値、ならびにMD対TDテーバー剛度および引張り強度の比である。
【0055】
【表1】
【0056】
【表2】
【0057】
【表3】
【0058】
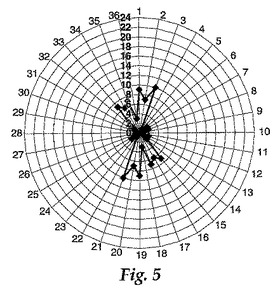
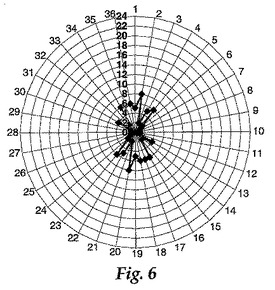
表1に示す通り、二次冷却空気を用いて作成したウェブは、二次冷却空気なしで作成したウェブよりも非常に優れた機械方向ファイバー位置合せがなされていた。これを更に図3〜6に示す。実施例1〜3および比較例1のファイバーの数および配向(0°の機械方向に対した度数)をそれぞれ示す極性「レーダー」プロットである。機械方向に対して0°で配向されたファイバーは180°で配向されるとも言われるため、プロットは元の周囲で反射する対称ローブを有している。例えば、図3は、12本のファイバーが機械方向に対して0°で配向されたもの、9本のファイバーが−10°で配向されたもの、8本のファイバーが+10°で配向されたもの、6本のファイバーが−20°で配向されたもの等を示している。図3〜5に、開示されたウェブが、図6にプロットした二次冷却空気なしで作成したウェブよりもかなり機械方向配向が大きかったことが示されている。更なる比較で、ラウ(Lau)らの‘749特許に示した図4のウェブを評価して、ファイバー配向およびファイバーカウントを求めたところ、機械方向の±20°以内で配向されているファイバーは僅か50%であることが分かった。
【0059】
図3〜5のプロットは、ウェブのコレクタ側でない方に配置された湿潤流体の挙動を反射している。好適な湿潤流体(観察しやすいよう着色してあるのが好ましい)を滴下する場合には、レーダーローブ形に略対応する長だ円形パターンでウェブへ広がる傾向があるため、ファイバー配向の主な方向およびウェブ形成の便利な指標となる。湿潤流体を比較例1のウェブに配置すると、膨張する円形パターンで、ある程度均一に外側に広がる傾向がある。
【0060】
表1にはまた、二次冷却空気体積の増加につれて、フィルトレーション品質係数QFが増加してから僅かに減少したことが示されている。
【0061】
二次空気を用いて作成したウェブは、機械方向に略位置合せされた目視可能な細溝、全体が平滑で光沢があり、やや毛羽立った表面、および従来のブローンマイクロファイバーウェブに通常ある節を多少を有しているか、または節はなかった。長さ約2〜5cmのファイバーを、ピンセットを用いてウェブからけば立てることができた。二次冷却空気なしで作成したウェブは、丸いコレクタに集められた標準的なブローンマイクロファイバーウェブと見た目が似ていた。比較的短い(1cm未満)の個々のファイバーをある程度、ピンセットを用いてウェブから除去することができたが、非常に困難であった。
【0062】
表2に示す通り、二次冷却空気を用いて作成したウェブは、二次冷却空気なしで作成したウェブよりもより異方性のテーバー剛度を有していた。より体積の大きな二次冷却空気を用いて作成したウェブはまた、二次冷却空気なしで作成したウェブよりもより異方性の引張り強度も有していた。
【0063】
表3に示す通り、熱処理を用いてウェブ剛度および引張り強度を増加させることができた。いくつかのウェブについて、MD:TD特性比を用いて測定された通り、ウェブの全体的な機械的異方性を大幅に変えることなくこれを行うことができた。
【0064】
実施例4〜6
EFDの小さなウェブ
実施例1の方法を用いて、3.4m3/分で流れる300℃の一次空気、二次冷却空気、および秤量が80g/m2、剛度が8〜9%、有効ファイバー直径が実施例1で得られたよりも小さい、集められたウェブを与えるよう調整されたコレクタ真空を用いて、メルトブローンポリプロピレンウェブを作成した。以下の表4に示してあるのは、実施例番号、二次空気速度および質量流量比、有効ファイバー直径、および得られたウェブについてのファイバーカウントおよびファイバー位置合せデータである。
【0065】
【表4】
【0066】
表4に示す通り、実質的に機械方向ファイバー位置合せのなされたウェブは、様々な有効ファイバー直径で作成することができた。
【0067】
実施例7〜10および比較例2および3
PETおよびナイロンウェブ
実施例1の方法を用いて、ポリエチレンテレフタレート(「PET」)およびナイロン(ウルトラミッド(ULTRAMID)(商標)BS−400Nナイロン、BASF社(BASF Corp.)より市販)により、2.9m3/分で流れる350℃の一次空気および任意で二次冷却空気を用いて不織ウェブを作成した。12.7cmDCDを用いてPETウェブを作成し、16.5cmDCDを用いてナイロンウェブを作成した。集められたPETウェブの秤量は85g/m2、5〜6%の剛度および16μmEFDであった。集められたナイロンウェブの秤量は70g/m2、5〜6%の剛度および17〜18μmEFDであった。以下の表5に示してあるのは、実施例番号または比較例番号、二次空気速度および質量流量比、用いたポリマー、ならびに得られたウェブについてのファイバーカウントおよびファイバー位置合せデータである。
【0068】
【表5】
【0069】
表5に示す通り、実質的に機械方向ファイバー位置合せのなされたウェブは、様々なポリマーを用いて作成することができた。
【0070】
実施例11
添加剤
添加剤ポリ(4−メチル−1−ペンテン)を1.5%添加して実施例2を繰り返した。これにより、フィルトレーション品質係数QFが添加剤なしの1.5から添加剤ありの1.7に増加した。
【0071】
実施例12
添加剤
添加剤ポリ(4−メチル−1−ペンテン)を1.5%添加、およびチマソーブ(CHIMASSORB)944ヒンダードアミン光安定化剤を0.5%添加して実施例11を繰り返した。ウェブはヒドロチャージしたが、コロナ処理はしなかった。フィルトレーション品質係数QFは2.5であり、二次冷却空気を用いずに作成された従来の未処理のポリプロピレンブローンマイクロファイバーからできたウェブを用いて得られたものの2倍であった。
【0072】
実施例13および比較例4
経時のQF評価
実施例1の方法を用いて、1770二次冷却空気:ポリマー質量流量比で流れる二次冷却空気あり、およびなしでメルトブローンポリプロピレンウェブを作成し、コロナ処理、ハイドロチャージして評価し、フィルトレーション品質係数QFを求めた。ウェブの秤量は85g/m2、19〜21μmEFD、42.5L/分での圧力降下0.4〜0.5mmH2Oであった。以下の表6に示してあるのは、二次冷却空気あり(実施例13)およびなし(比較例4)で作成したウェブについての様々な累積DOP露光レベル後のQF係数である。
【0073】
【表6】
【0074】
表6に示す通り、二次冷却空気を用いて作成し、実質的に機械方向ファイバー位置合せのなされたウェブは、二次冷却空気なしで作成し、ファイバー位置合せの少ないウェブよりも非常に優れたフィルトレーション性能を与えた。
【0075】
実施例14および15および比較例5〜7
プリーツ炉フィルタ
コロナ処理およびヒドロチャージした実施例2のウェブ、コロナ処理およびヒドロチャージした比較例1のウェブおよびアキュエア(ACCUAIR)(商標)コロナ処理スパンボンドポリエチレン/ポリプロピレンツインファイバーウェブ(秤量71g/m2、約20μmEFD、キンバリークラーク社(Kimberly Clark Corp.)より市販)の試料を、図7に示すプリーツ媒体100のようなプリーツ102を有する50.8cm×63.5cm×2.1cm高さのフィルタ要素へと形成した。プリーツ102は、折り畳みが交差方向と位置合せされ、長さ寸法に添って87プリーツ(13.8プリーツ/10cm)となるように構成した。プリーツ媒体100を、サポート110のような膨張金属サポート間に挟んで糊付けし、図8に示す枠112のようなボール紙枠に装着して、フィルタ114のような枠のあるフィルタを形成した。アシュレ(ASHRAE)規格52.2「粒子サイズによる除去効率についての一般換気エアクリーニング装置の試験方法(Method of Testing General Ventilation Air−Cleaning Devices for Removal Efficiency by Particle Size)」に従って1.5m/秒の面速度で、仕上がったフィルタのフィルトレーション性能を評価した。以下の表7に記した結果に、0.3〜1μm、1〜3μmおよび3〜10μmのサイズ範囲の粒子について最低複合効率値が示されている。表7にはまた、評価完了後の合計フィルタ重量増加(フィルタにより捕捉された合計微粒子重量)も記されている。高い最低複合効率および合計フィルタ重量増加値は、良好なフィルトレーション、長い耐用年数または良好なフィルトレーションと長い耐用年数の両方に対応している。
【0076】
【表7】
【0077】
表7に示す通り、二次冷却空気を用いて作成し、実質的に機械方向ファイバー位置合せ(実施例14および15)のなされた、コロナ処理した、またはコロナ処理およびヒドロチャージしたメルトブローン不織ウェブは、二次冷却空気なしで作成し、ファイバー位置合せの少ないその他は同様のメルトブローン不織ウェブ(比較例5および6)よりも、1mmH2O圧力降下ではるかに良好な最低複合効率を与えた。実施例14および実施例15のウェブはまた、市販のスパンボンド不織ウェブ(比較例7)に匹敵または良好な最低複合効率を有していた。実施例14および実施例15のウェブは、比較例5〜7のウェブよりも良好な粒子捕捉(合計フィルタ重量増加値が高いことにより裏付けられる通り)であった。
【0078】
実施例16〜18および比較例8
プリーツ炉フィルタ圧力降下対面速度評価
実施例14および15の方法を用いて、メルトブローン位置合せファイバーポリプロピレンウェブをコロナ処理およびヒドロチャージしたが、熱処理はしなかった。このウェブは1.7MDのテーバー剛度値を有しており、実施例16のウェブとして以下に規定されている。コロナ処理、ヒドロチャージおよび熱処理を用いて剛性のウェブを作成した。このウェブは2.2MDのテーバー剛度値を有しており、実施例17のウェブとして以下に規定されている。添加剤ポリ(4−メチル−1−ペンテン)を1.5%添加し、コロナ処理、ヒドロチャージおよび熱処理して更に剛性のウェブを作成した。このウェブは3.7MDのテーバー剛度値を有しており、実施例18のウェブとして以下に規定されている。実施例16〜18のウェブ、アキュエア(ACCUAIR)コロナ処理スパンボンドポリエチレン/ポリプロピレンツインファイバーウェブ(2.1MDテーバー剛度および比較例8のウェブとして以下に規定)の試料を、図7に示すプリーツ媒体100のようなプリーツ102を有する30cm×27cm×2.1cm高さのフィルタ要素へと形成した。フィルタは長さ寸法に添って13.8プリーツ/10cm有しており、図8のサポート110のような膨張金属サポート間に挟まれ糊付けされていた。一連の操作において、かかるフィルタを、透明側のプレートによって、プリーツ端部が撮影できるプレキシガラス(PLEXIGLAS)(商標)プラスチック枠に装着した。枠側のプレートは、フィルトレーション媒体端部に接触していたが、プリーツの動きは可能であった。枠を真空テーブルの上に装着し、下方に向けられたボックス型ファンからの空気に曝した。フィルタ圧力降下が、約1.5m/秒面速度で約0.35in(0.9cm)の水に達するまで、SAEファイン試験ダストとタルクの50:50混合物で作成した合成ダストを気流に散在させることによりフィルタに負荷をかけた。これは、実質的に自然の負荷レベルをシミュレートするものである。以下の表8に示してあるのは、フィルタについての説明、MDテーバー剛度値および合計フィルタ重量増加値である。
【0079】
【表8】
【0080】
次に、フィルタを、風速計を備えたダクトに装着し、水約0.2in.(0.5cm)と水1.2in.(3cm)との間の圧力降下を生じさせるのに十分な速度で流れる空気に曝した。実施例16(1.7MDテーバー剛度)フィルタは、著しいプリーツ変形を示し始め、0.35in(0.9cm)の圧力降下でプリーツをフィルタ空気入口側に留めることにより顕在化した。実施例17(2.2MDテーバー剛度)および比較例8のフィルタは、0.5in(1.3cm)の圧力降下で著しいプリーツ変形を示し始めた。実施例18(3.7MDテーバー剛度)のフィルタは、1.2in(3cm)の圧力降下で著しいプリーツ変形は示さなかった。図9に、実施例16(曲線116)、実施例17(曲線117)、実施例18(曲線118)および比較例8(曲線119)のフィルタについての圧力降下(水のインチでの)対風速計読取り値(基準単位での)のプロットを示す。図9に示す通り、実施例18のフィルタは、気流が増えるにつれて、圧力降下の直線的な増加を示したが、他の試験したフィルタは、気流が増えるにつれて、プリーツ変形により示されるように非直線的な応答を示した。
【0081】
本発明の様々な修正および変更は、本発明から逸脱することなく当業者に明白であろう。本発明は、説明の目的でここに規定されたものに限定されないものとする。
【図面の簡単な説明】
【0082】
【図1】機械方向に実質的に位置合せされたファイバーを有する不織ウェブを作成するためのメルトブロー装置の概略側面図である。
【図2】図1の装置に用いる真空コレクタの上から見た図である。
【図3】ファイバー位置合せを示すレーダープロットである。
【図4】ファイバー位置合せを示すレーダープロットである。
【図5】ファイバー位置合せを示すレーダープロットである。
【図6】ファイバー位置合せを示すレーダープロットである。
【図7】プリーツフィルトレーション媒体の斜視図である。
【図8】枠に装着したプリーツフィルタの部分断面斜視図である。
【図9】フィルタ圧力降下対気流速度を示すグラフである。
【図10】開示されたプリーツフィルタを製造する装置の概略図である。
【特許請求の範囲】
【請求項1】
折り畳みプリーツの列を有しかつ熱可塑性ファイバーを含有する不織フィルタウェブを含むフィルタ要素であって、前記ファイバーの過半数が前記プリーツの列方向に対して90°±20°で位置合せされているフィルタ要素。
【請求項2】
前記ファイバーの約55〜約90%が前記列方向に対して90°±20°で位置合せされている、請求項1に記載のフィルタ要素。
【請求項3】
集められた前記ファイバーの約70〜約85%が前記列に対して90°±20°で位置合せされている、請求項1に記載のフィルタ要素。
【請求項4】
長さが約2〜5cmのファイバーを前記ウェブからけば立てることができる、請求項1に記載のフィルタ要素。
【請求項5】
前記ファイバーの平均有効ファイバー直径が約8〜約25μmである、請求項1に記載のフィルタ要素。
【請求項6】
前記ウェブが、50mmゲージ長さを用いた、前記列方向に交差する方向における面内引張り強度対前記列方向における引張り強度の少なくとも2:1の比を有する、請求項1に記載のフィルタ要素。
【請求項7】
前記ウェブが、50mmゲージ長さを用いた、前記列方向に交差する方向における面内引張り強度対前記列方向における引張り強度の少なくとも4:1の比を有する、請求項1に記載のフィルタ要素。
【請求項8】
前記ウェブが、前記列方向に交差する方向における面内テーバー剛度対前記列方向におけるテーバー剛度の少なくとも2:1の比を有する、請求項1に記載のフィルタ要素。
【請求項9】
前記ウェブが、前記列方向に交差する方向における面内テーバー剛度対前記列方向におけるテーバー剛度の少なくとも2.2:1の比を有する、請求項1に記載のフィルタ要素。
【請求項10】
前記ウェブの主面が、前記列方向に交差する個々のファイバーの実質的な位置合せに対応する細溝を示す、請求項1に記載のフィルタ要素。
【請求項11】
前記ウェブに配置された湿潤流体が、前記列方向に交差して優先的に吸い上げられる、請求項1に記載のフィルタ要素。
【請求項12】
前記ウェブがアニールされている、請求項1に記載のフィルタ要素。
【請求項13】
前記ウェブがコロナ処理またはハイドロチャージされている、請求項1に記載のフィルタ要素。
【請求項14】
熱可塑性ファイバーを含む不織フィルトレーションウェブにプリーツの列を形成する工程であって、前記ファイバーの過半数が前記プリーツの列方向に対して90°±20°で位置合せされている工程と、
プリーツフィルタ要素を所望のサイズおよび形状に切断する工程と
を含むプリーツフィルタ要素を製造する方法。
【請求項15】
前記ファイバーの約55〜約90%が前記列方向に対して90°±20°で位置合せされている、請求項14に記載の方法。
【請求項16】
集められた前記ファイバーの約70〜約85%が前記列方向に対して90°±20°で位置合せされている、請求項14に記載の方法。
【請求項17】
長さが約2〜5cmのファイバーを前記ウェブからけば立てることができる、請求項14に記載の方法。
【請求項18】
前記ファイバーの平均有効ファイバー直径が約8〜約25μmである、請求項14に記載の方法。
【請求項19】
前記ウェブが、50mmゲージ長さを用いた、前記列方向に交差する方向における面内引張り強度対前記列方向における引張り強度の少なくとも2:1の比を有する、請求項14に記載の方法。
【請求項20】
7cm/秒の面速度で移動する10〜700nmのサイズ範囲を有する100ppmのジオクチルフタレート粒子を用いた前記ウェブのフィルトレーション品質係数QFが少なくとも約0.6である、請求項19に記載の方法。
【請求項21】
前記ウェブが、50mmゲージ長さを用いた、前記列方向に交差する方向における面内引張り強度対前記列方向における引張り強度の少なくとも4:1の比を有する、請求項14に記載の方法。
【請求項22】
前記ウェブが、前記列方向に交差する方向における面内テーバー剛度対前記列方向におけるテーバー剛度の少なくとも2:1の比を有する、請求項14に記載の方法。
【請求項23】
前記ウェブが、前記列方向に交差する方向における面内テーバー剛度対前記列方向におけるテーバー剛度の少なくとも2.2:1の比を有する、請求項14に記載の方法。
【請求項24】
前記ウェブの主面が、前記列方向に交差する個々のファイバーの実質的な位置合せに対応する細溝を示す、請求項14に記載の方法。
【請求項25】
前記ウェブに配置された湿潤流体が、前記列方向に交差して優先的に吸い上げられる、請求項14に記載の方法。
【請求項26】
前記ウェブがアニールされている、請求項14に記載の方法。
【請求項27】
前記ウェブがコロナ処理またはハイドロチャージされている、請求項14に記載の方法。
【請求項28】
7cm/秒の面速度で移動する10〜700nmのサイズ範囲を有する10ppmのジオクチルフタレート粒子を用いた前記ウェブのフィルトレーション品質係数QFが少なくとも約0.6である、請求項20に記載の方法。
【請求項1】
折り畳みプリーツの列を有しかつ熱可塑性ファイバーを含有する不織フィルタウェブを含むフィルタ要素であって、前記ファイバーの過半数が前記プリーツの列方向に対して90°±20°で位置合せされているフィルタ要素。
【請求項2】
前記ファイバーの約55〜約90%が前記列方向に対して90°±20°で位置合せされている、請求項1に記載のフィルタ要素。
【請求項3】
集められた前記ファイバーの約70〜約85%が前記列に対して90°±20°で位置合せされている、請求項1に記載のフィルタ要素。
【請求項4】
長さが約2〜5cmのファイバーを前記ウェブからけば立てることができる、請求項1に記載のフィルタ要素。
【請求項5】
前記ファイバーの平均有効ファイバー直径が約8〜約25μmである、請求項1に記載のフィルタ要素。
【請求項6】
前記ウェブが、50mmゲージ長さを用いた、前記列方向に交差する方向における面内引張り強度対前記列方向における引張り強度の少なくとも2:1の比を有する、請求項1に記載のフィルタ要素。
【請求項7】
前記ウェブが、50mmゲージ長さを用いた、前記列方向に交差する方向における面内引張り強度対前記列方向における引張り強度の少なくとも4:1の比を有する、請求項1に記載のフィルタ要素。
【請求項8】
前記ウェブが、前記列方向に交差する方向における面内テーバー剛度対前記列方向におけるテーバー剛度の少なくとも2:1の比を有する、請求項1に記載のフィルタ要素。
【請求項9】
前記ウェブが、前記列方向に交差する方向における面内テーバー剛度対前記列方向におけるテーバー剛度の少なくとも2.2:1の比を有する、請求項1に記載のフィルタ要素。
【請求項10】
前記ウェブの主面が、前記列方向に交差する個々のファイバーの実質的な位置合せに対応する細溝を示す、請求項1に記載のフィルタ要素。
【請求項11】
前記ウェブに配置された湿潤流体が、前記列方向に交差して優先的に吸い上げられる、請求項1に記載のフィルタ要素。
【請求項12】
前記ウェブがアニールされている、請求項1に記載のフィルタ要素。
【請求項13】
前記ウェブがコロナ処理またはハイドロチャージされている、請求項1に記載のフィルタ要素。
【請求項14】
熱可塑性ファイバーを含む不織フィルトレーションウェブにプリーツの列を形成する工程であって、前記ファイバーの過半数が前記プリーツの列方向に対して90°±20°で位置合せされている工程と、
プリーツフィルタ要素を所望のサイズおよび形状に切断する工程と
を含むプリーツフィルタ要素を製造する方法。
【請求項15】
前記ファイバーの約55〜約90%が前記列方向に対して90°±20°で位置合せされている、請求項14に記載の方法。
【請求項16】
集められた前記ファイバーの約70〜約85%が前記列方向に対して90°±20°で位置合せされている、請求項14に記載の方法。
【請求項17】
長さが約2〜5cmのファイバーを前記ウェブからけば立てることができる、請求項14に記載の方法。
【請求項18】
前記ファイバーの平均有効ファイバー直径が約8〜約25μmである、請求項14に記載の方法。
【請求項19】
前記ウェブが、50mmゲージ長さを用いた、前記列方向に交差する方向における面内引張り強度対前記列方向における引張り強度の少なくとも2:1の比を有する、請求項14に記載の方法。
【請求項20】
7cm/秒の面速度で移動する10〜700nmのサイズ範囲を有する100ppmのジオクチルフタレート粒子を用いた前記ウェブのフィルトレーション品質係数QFが少なくとも約0.6である、請求項19に記載の方法。
【請求項21】
前記ウェブが、50mmゲージ長さを用いた、前記列方向に交差する方向における面内引張り強度対前記列方向における引張り強度の少なくとも4:1の比を有する、請求項14に記載の方法。
【請求項22】
前記ウェブが、前記列方向に交差する方向における面内テーバー剛度対前記列方向におけるテーバー剛度の少なくとも2:1の比を有する、請求項14に記載の方法。
【請求項23】
前記ウェブが、前記列方向に交差する方向における面内テーバー剛度対前記列方向におけるテーバー剛度の少なくとも2.2:1の比を有する、請求項14に記載の方法。
【請求項24】
前記ウェブの主面が、前記列方向に交差する個々のファイバーの実質的な位置合せに対応する細溝を示す、請求項14に記載の方法。
【請求項25】
前記ウェブに配置された湿潤流体が、前記列方向に交差して優先的に吸い上げられる、請求項14に記載の方法。
【請求項26】
前記ウェブがアニールされている、請求項14に記載の方法。
【請求項27】
前記ウェブがコロナ処理またはハイドロチャージされている、請求項14に記載の方法。
【請求項28】
7cm/秒の面速度で移動する10〜700nmのサイズ範囲を有する10ppmのジオクチルフタレート粒子を用いた前記ウェブのフィルトレーション品質係数QFが少なくとも約0.6である、請求項20に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2007−531617(P2007−531617A)
【公表日】平成19年11月8日(2007.11.8)
【国際特許分類】
【出願番号】特願2007−506196(P2007−506196)
【出願日】平成17年3月8日(2005.3.8)
【国際出願番号】PCT/US2005/007538
【国際公開番号】WO2005/102497
【国際公開日】平成17年11月3日(2005.11.3)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
【公表日】平成19年11月8日(2007.11.8)
【国際特許分類】
【出願日】平成17年3月8日(2005.3.8)
【国際出願番号】PCT/US2005/007538
【国際公開番号】WO2005/102497
【国際公開日】平成17年11月3日(2005.11.3)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
[ Back to top ]