
プリーツ加工布、及びその製造方法
【課題】必要な部分に膨らんだプリーツが形成できて、意匠性にも風合いにも優れたプリーツ加工布を提供すること。
【解決手段】衣服を含む布製品を形成するための、プリーツ加工部を施した布であって、プリーツ加工部として、布製品のポイントとなるべく表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とにより構成したこと。
【解決手段】衣服を含む布製品を形成するための、プリーツ加工部を施した布であって、プリーツ加工部として、布製品のポイントとなるべく表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とにより構成したこと。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、衣服を含む布製品を形成するための布に関し、特に、ボリューム感や風合い感の向上を図るためのプリーツ加工を施した布、及びその製造方法に関するものである。
【背景技術】
【0002】
プリーツ加工を施した布にあっては、衣服等の布製品を形成したとき、そのプリーツによってボリューム感や風合い感が向上するため、近年では種々なものが提案されてきており、利用されてきている。
【0003】
プリーツ加工といっても種々なものがある。例えば、スカートの「サイドプリーツ」や「ボックスプリーツ」は、所謂「襞」となってシャキッとしたスカートに仕上げることができるものであり、「ウエーブプリーツ」や「マジョリカプリーツ」は、曲線の美しさを十分出せるプリーツとなっている。
【0004】
以上のような「サイドプリーツ」や「ウエーブプリーツ」は、型紙を使用して加工するものであり、手間と時間が掛かるものであるため、最近では、例えば特許文献1にて提案されているようなプリーツあるいはその加工方法が採用され始めてきている。
【特許文献1】特開2001−20174号公報、要約
【発明の開示】
【発明が解決しようとする課題】
【0005】
この特許文献1にて提案されている「布帛にしぼ加工を施す方法」は、「布帛に、その風合を害することなく、多種多様な、自然なクレープ状のしぼ模様を付与することができる方法を提供する」ことを目的としてなされたもので、「布帛の片面に熱収縮性フィルムを貼着し、熱処理後、前記熱収縮性フィルムを剥離し、布帛にフィルムの収縮時に生じた皺を残すことにより布帛にしぼ加工を施す」という構成を有するものである。
【0006】
この特許文献1の方法によれば、「布帛に捺染糊を模様状に印捺し、乾燥した後に、熱収縮性フィルムを貼着することにより、布帛の捺染糊印捺部分に、しぼが生じ難くしたり、また、布帛の片面に熱収縮性フィルムを貼着した後に、布帛の他面に、フロック加工をするなどして、より意匠性に富んだ製品を得ることができる」といった作用あるいは効果が得られるものと考えられる。
【0007】
そして、何よりも、この特許文献1の方法によれば、型紙は全く使用せずにプリーツ加工を施すことができて、所謂「蒸気釜」のような大型の装置も不要となり、より意匠性に富んだ製品を得ることができるもので、非常に有効な手段である。
【0008】
しかしながら、この特許文献1の方法では、熱収縮性フィルム(シュリンクフィルム)の熱収縮によりプリーツを形成するものであるから、プリーツの凹凸を調整することができない。つまり、ある部分には必ず膨らんだプリーツが欲しい、といった要望には応えられないものであり、ランダムなプリーツしか形成できない欠点がある。
【0009】
また、この特許文献1の方法では、ランダムなプリーツしか形成できないものであるから、ランダムなプリーツの中に、アクセントとなる「バラの花」を浮かび上がらせる、といったプリーツ加工は全くできないものとなっている。
【0010】
そこで、本発明者等は、ある部分に必ず膨らんだプリーツが形成でき、さらにはランダムプリーツの中に浮かび上がったアクセントプリーツを形成するにはどうしたらよいか、について種々検討を重ねてきた結果、本発明を完成したのである。
【0011】
すなわち、まず、請求項1及び請求項3に係る発明の目的とするところは、必要な部分に膨らんだプリーツが形成できて、意匠性にも風合いにも優れたプリーツ加工布、及びその製造方法を提供することであり、請求項2及び請求項4に係る発明の目的とするところは、必要な部分に膨らんだプリーツが形成できることは勿論、ランダムプリーツの中にアクセントプリーツを浮かび上がらせることのできるプリーツ加工布、及びその製造方法を提供することにある。
【課題を解決するための手段】
【0012】
以上の課題を解決するために、まず、請求項1に係る発明の採った手段は、後述する最良の形態の説明中において使用する符号を付して説明すると、
「衣服を含む布製品を形成するための、プリーツ加工部を施した布であって、
プリーツ加工部として、布製品のポイントとなるべく表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とにより構成したことを特徴とするプリーツ加工布10」
である。
【0013】
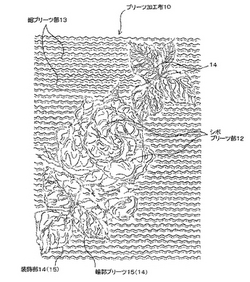
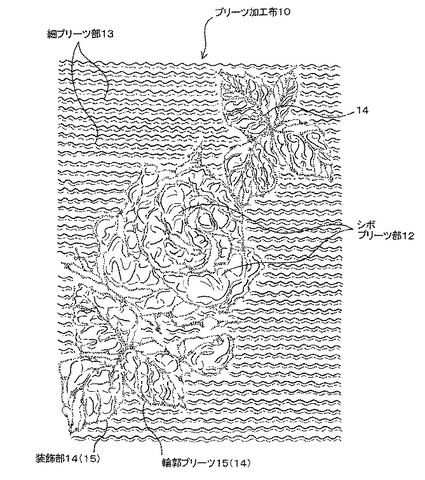
すなわち、この請求項1のプリーツ加工布10は、図1に示すように、布製品のポイントとなるべく表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とを有するものであり、特に、細プリーツ部13によって囲まれた部分にシボプリーツ部12を形成したものである。
【0014】
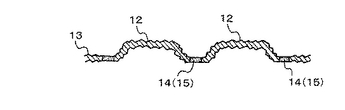
各シボプリーツ部12は、図2にも示すように、当該プリーツ加工布10の表面側に全て盛り上がったものであり、その周囲にある各細プリーツ部13よりも大きく形成したものである。このため、これらのシボプリーツ部12が集合して形成された部分は、当該プリーツ加工布10のアクセント部分となるのであり、このプリーツ加工布10を使用して衣服を含む布製品を形成した場合に、プリーツ加工によるシボプリーツ部12と細プリーツ部13とによって、豪華で風合いが優れたものとなるのである。
【0015】
ところで、前述した特許文献1の方法では、熱収縮性フィルム(シュリンクフィルム)の熱収縮によりプリーツを形成するものであったから、プリーツの凹凸を調整することができなかった。この点、本発明に係るプリーツ加工布10では、図1に示すように、必要な部分にシボプリーツ部12、またはこれらの集合した部分によって膨らんだ部分を存在させることができるものであり、必ず膨らんだプリーツ加工部分が欲しいといった要望に応えることができるのである。
【0016】
換言すれば、特許文献1の方法ではランダムなプリーツしか形成できないものであったから、ランダムなプリーツの中に、アクセントとなる例えば「バラの花」を浮かび上がらせる、といったプリーツ加工は全くできなかったのであるが、当該プリーツ加工布10によればそのようなアクセント部分を、図1に示すように、各シボプリーツ部12によって形成できるのである。
【0017】
一方、各細プリーツ部13は、上述した各シボプリーツ部12の周囲を囲むように形成したものであり、殆ど均等の凹凸になっているものである。本発明に係るプリーツ加工布10は、プリーツ加工が施されることによって全体として縮んだ状態となるのであるが、各細プリーツ部13は当該プリーツ加工布10のバランス、換言すれば、各シボプリーツ部12の縮みを含んだプリーツ加工布10全体の縮みを均等にして、当該プリーツ加工布10を衣服として仕立て上げるための平面性を確保するものである。そのために、各細プリーツ部13は、当該プリーツ加工布10全体に形成するのがより好ましいものである。
【0018】
従って、この請求項1のプリーツ加工布10は、必要な部分に膨らんだプリーツが形成できて、意匠性にも風合いにも優れたものとなっているのである。
【0019】
上記課題を解決するために、請求項2に係る発明の採った手段は、上記請求項1に記載のプリーツ加工布10について、
「原料布11の少なくともシボプリーツ部12またはその近傍を構成する部分に、シボプリーツ部12の輪郭や模様となるべき装飾部14を形成したこと」
である。
【0020】
すなわち、この請求項2に係るプリーツ加工布10では、プリーツ加工布10となる原料布11の、上述したシボプリーツ部12またはその近傍を構成する部分に、このシボプリーツ部12等の輪郭や模様となるべき装飾部14を形成したものであり、その他の部分は、上記請求項1のプリーツ加工布10の場合と同様である。
【0021】
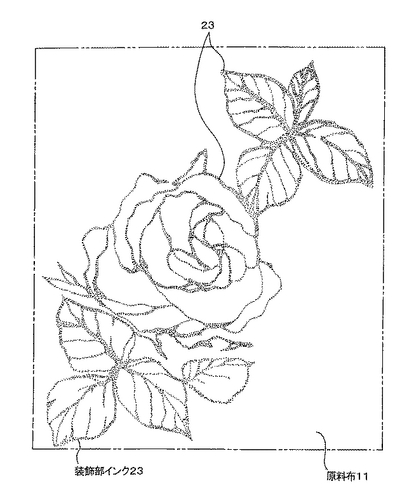
各装飾部14は、刺繍で形成したり、色糸を織り込んで形成したりして形成できるが、後述する最良形態のものでは、原料布11に装飾部インク23を予めプリントまたは転写して形成するようにしている。つまり、この装飾部14は、原料布11の地の色とは異なる色(装飾部インク23)や素材(刺繍糸やラメ等)を使用して形成されるものであり、各シボプリーツ部12をより一層浮かび上がらせるものである。
【0022】
従って、この請求項2のプリーツ加工布10では、上記請求項1のそれと同様な効果を発揮する他、多数の細プリーツ部13からなるランダムプリーツの中に、シボプリーツ部12からなるアクセントプリーツを浮かび上がらせることができるのである。
【0023】
さて、上記課題を解決するために、請求項3に係る発明の採った手段は、
「表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とを有したプリーツ加工布10を、次の各工程を含んで製造することを特徴とするプリーツ加工布10の製造方法。
【0024】
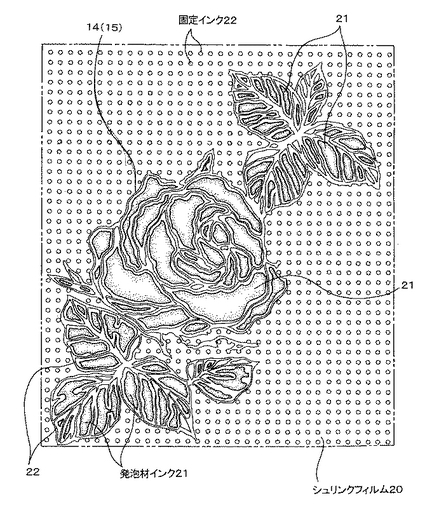
(1)シュリンクフィルム20に、シボプリーツ部12を形成するための発泡材インク21と、シボプリーツ部12の周囲に位置する細プリーツ部13を形成するための固定インク22とを印刷する工程;
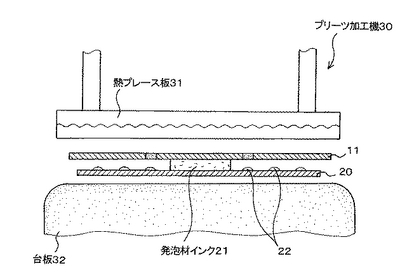
(2)原料布11の裏側に、発泡材インク21が接触するようにしながら、原料布11とシュリンクフィルム20とを合わせて、これら両原料布11及びシュリンクフィルム20を加熱する工程;
(3)上記加熱工程において熱プレス板31の圧力を調整しながら、シュリンクフィルム20の収縮と、発泡材インク21の発泡とを行い、原料布11にシボプリーツ部12と細プリーツ部13とをプリーツ加工してプリーツ加工布10とする工程;
(4)プリーツ加工布10から、シュリンクフィルム20及び発泡した発泡材インク21を除去する工程」
である。
【0025】
つまり、この請求項3の製造方法は、上述した請求項1に係るプリーツ加工布10を製造するためのものであり、シボプリーツ部12と細プリーツ部13とを有するプリーツ加工布10の製造方法である。
【0026】
この請求項3の方法では、工程(1)において、図4に示すように、シュリンクフィルム20に、シボプリーツ部12を形成するための発泡材インク21と、シボプリーツ部12の周囲に位置する細プリーツ部13を形成するための固定インク22とを印刷するのである。
【0027】
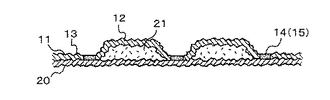
発泡材インク21は、具体的には発泡性のウレタン樹脂を主剤としたものであり、加熱すると所定の発泡率で発泡し、図6に示すように、各シボプリーツ部12の下側に所定の空間を形成して当該シボプリーツ部12を盛り上がらせるものである。また、固定インク22は、原料布11とシュリンクフィルム20とを多数箇所で一体化するものであり、プリーツ加工機30の熱プレス板31によって加熱されて収縮するシュリンクフィルム20と一緒に原料布11も収縮するようにするものである。
【0028】
工程(2)では、原料布11の裏側に、発泡材インク21が接触するようにしながら、原料布11とシュリンクフィルム20とを合わせて、これら両原料布11及びシュリンクフィルム20を加熱するのである。これにより、シュリンクフィルム20は均等に収縮するのであるが、各固定インク22によって一体化されている原料布11も多数のシワを形成しながら収縮することになるのである。
【0029】
そして、工程(3)において、上記加熱工程において熱プレス板31の圧力を調整しながら、シュリンクフィルム20の収縮と、発泡材インク21の発泡とを行い、原料布11にシボプリーツ部12と細プリーツ部13とをプリーツ加工してプリーツ加工布10とするのである。
【0030】
つまり、この工程(3)において、シュリンクフィルム20の収縮と、発泡材インク21の発泡とが行われるのであり、これに応じて、原料布11は多数のシワを形成しながらの収縮することになるのである。この原料布11について多数のシワが発生するためには、図5に示した熱プレス板31の圧力を調整して、シワが発生するための空間を形成しなければならない。このときの発泡材インク21の作用は前述した通りである。
【0031】
また、この工程(3)において、熱プレス板31によって原料布11の加熱も行われる。このため、原料布11に形成されている、各シボプリーツ部12の盛り上がりや細プリーツ部13によるシワがプリーツとして形成されるのである。従って、原料布11としては、プリーツ加工が行える材質のものである必要があり、後述する最良形態ではポリエステルを採用している。勿論、原料布11の材質としては、ポリエステルを主材としながら、これにウール、レーヨンを混紡したものも採用できるのであり、その場合には、ポリエステルを60〜70%含んでいることが好ましい。
【0032】
そして、工程(4)において、プリーツ加工布10から、シュリンクフィルム20及び発泡した発泡材インク21を除去するのである。つまり、プリーツ加工機30から出したばかりのプリーツ加工布10には、シュリンクフィルム20及び発泡した発泡材インク21が付着したままとなっているから、これらのシュリンクフィルム20及び発泡した発泡材インク21を除去して、完全なプリーツ加工布10とするのである。
【0033】
従って、この請求項3の製造方法によれば、請求項1に係るプリーツ加工布10を、従来より使用しているプリーツ加工機30に変更を加えることなく確実に製造することができるのである。
【0034】
上記課題を解決するために、請求項4に係る発明の採った手段は、
「表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13と、原料布11の少なくともシボプリーツ部12またはその近傍を構成する部分に形成されて、シボプリーツ部12の輪郭や模様となるべき装飾部14とを有したプリーツ加工布10を、次の各工程を含んで製造することを特徴とするプリーツ加工布10の製造方法。
【0035】
(1)プリーツ加工を施してない原料布11に、装飾部14を形成する工程;
(2)シュリンクフィルム20に、シボプリーツ部12を形成するための発泡材インク21と、シボプリーツ部12の周囲に位置する細プリーツ部13を形成するための固定インク22とを印刷する工程;
(3)原料布11の装飾部14の裏側になる部分に、発泡材インク21が接触するようにしながら、原料布11とシュリンクフィルム20とを合わせて、これら両原料布11及びシュリンクフィルム20を加熱する工程;
(4)上記加熱工程において熱プレス板31の圧力を調整しながら、シュリンクフィルム20の収縮と、発泡材インク21の発泡とを行い、原料布11にシボプリーツ部12と細プリーツ部13とをプリーツ加工してプリーツ加工布10とする工程;
(5)プリーツ加工布10から、シュリンクフィルム20及び発泡した発泡材インク21を除去する工程」
である。
【0036】
すなわち、この請求項4の製造方法は、上述した請求項2に係るプリーツ加工布10を製造するためのものであり、装飾部14が形成されたプリーツ加工布10とする点以外は、請求項3の方法と基本的には同じである。つまり、この請求項4の製造方法では、工程(1)として、プリーツ加工を施してない原料布11に装飾部14を形成する工程が最初に加わるものである。
【0037】
各装飾部14は、前述したように、刺繍で形成したり、色糸を織り込んで形成したりして形成できるが、後述する最良形態のものでは、原料布11に装飾部インク23を予めプリントまたは転写して形成するようにしている。つまり、この装飾部14は、原料布11の地の色とは異なる色(装飾部インク23)や素材(刺繍糸やラメ等)を使用して形成されるものであり、各シボプリーツ部12をより一層浮かび上がらせるものである。
【0038】
この請求項4の製造方法における工程(2)〜工程(5)は、前述した請求項3製造方法における工程(1)〜工程(4)にそれぞれ対応するものであるから、その詳細な説明は省略することとするが、プリーツ加工を施してない原料布11に装飾部14を形成する工程(1)を最初に行うことによって、最終製品のプリーツ加工布10では、少なくともシボプリーツ部12またはその近傍を構成する部分に、シボプリーツ部12の輪郭や模様となるべき装飾部14が形成されることになるのである。
【0039】
従って、この請求項4の製造方法によれば、請求項2に係るプリーツ加工布10を、従来より使用しているプリーツ加工機30に変更を加えることなく確実に製造することができるのである。
【発明の効果】
【0040】
以上詳述した通り、請求項1に係るプリーツ加工布10によれば、
「衣服を含む布製品を形成するための、プリーツ加工部を施した布であって、
プリーツ加工部として、布製品のポイントとなるべく表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とにより構成したこと」
にその構成上の特徴があり、これにより、必要な部分に膨らんだプリーツが形成できて、意匠性にも風合いにも優れたプリーツ加工布10を提供することができるのである。
【0041】
また、請求項2に係るプリーツ加工布10によれば、上記請求項1プリーツ加工布10について、
「原料布11の少なくともシボプリーツ部12またはその近傍を構成する部分に、シボプリーツ部12の輪郭や模様となるべき装飾部14を形成したこと」
にその構成上の特徴があり、これにより、必要な部分に膨らんだプリーツが形成できることは勿論、ランダムプリーツの中にアクセントプリーツを浮かび上がらせることのできるプリーツ加工布10を提供することができるのである。
【0042】
さらに、請求項3の発明は、
「表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とを有したプリーツ加工布10を、次の各工程を含んで製造することを特徴とするプリーツ加工布10の製造方法。
【0043】
(1)シュリンクフィルム20に、シボプリーツ部12を形成するための発泡材インク21と、シボプリーツ部12の周囲に位置する細プリーツ部13を形成するための固定インク22とを印刷する工程;
(2)原料布11の裏側に、発泡材インク21が接触するようにしながら、原料布11とシュリンクフィルム20とを合わせて、これら両原料布11及びシュリンクフィルム20を加熱する工程;
(3)上記加熱工程において熱プレス板31の圧力を調整しながら、シュリンクフィルム20の収縮と、発泡材インク21の発泡とを行い、原料布11にシボプリーツ部12と細プリーツ部13とをプリーツ加工してプリーツ加工布10とする工程;
(4)プリーツ加工布10から、シュリンクフィルム20及び発泡した発泡材インク21を除去する工程」
にその構成上の特徴があり、これにより、必要な部分に膨らんだプリーツが形成できて、意匠性にも風合いにも優れたプリーツ加工布10を確実に製造することのできる方法を提供することができるのである。
【0044】
そして、請求項4に係る発明によれば、
「表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13と、原料布11の少なくともシボプリーツ部12またはその近傍を構成する部分に形成されて、シボプリーツ部12の輪郭や模様となるべき装飾部14とを有したプリーツ加工布10を、次の各工程を含んで製造することを特徴とするプリーツ加工布10の製造方法。
【0045】
(1)プリーツ加工を施してない原料布11に、装飾部14を形成する工程;
(2)シュリンクフィルム20に、シボプリーツ部12を形成するための発泡材インク21と、シボプリーツ部12の周囲に位置する細プリーツ部13を形成するための固定インク22とを印刷する工程;
(3)原料布11の装飾部14の裏側になる部分に、発泡材インク21が接触するようにしながら、原料布11とシュリンクフィルム20とを合わせて、これら両原料布11及びシュリンクフィルム20を加熱する工程;
(4)上記加熱工程において熱プレス板31の圧力を調整しながら、シュリンクフィルム20の収縮と、発泡材インク21の発泡とを行い、原料布11にシボプリーツ部12と細プリーツ部13とをプリーツ加工してプリーツ加工布10とする工程;
(5)プリーツ加工布10から、シュリンクフィルム20及び発泡した発泡材インク21を除去する工程」
にその構成上の特徴があり、これにより、必要な部分に膨らんだプリーツが形成できることは勿論、ランダムプリーツの中にアクセントプリーツを浮かび上がらせることのできるプリーツ加工布10を確実に製造することのできる方法を提供することができるのである。
【発明を実施するための最良の形態】
【0046】
次に、上述した各請求項に係る発明を、図面に示した最良の形態であるプリーツ加工布10について、その製造方法とも絡めて説明することとする。なお、最良形態のプリーツ加工布10は、シボプリーツ部12、細プリーツ部13、及び装飾部14を有する請求項2に係るものであるが、この最良形態のプリーツ加工布10は、装飾部14を要件としていない請求項1のプリーツ加工布10をも実質的に含むものである。
【0047】
図1には、本発明に係るプリーツ加工布10の表面側からみた斜視図が示してあるが、このプリーツ加工布10は、布製品のポイントとなるべく表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とを有したものである。つまり、このプリーツ加工布10は、衣服を含む布製品を形成するためのプリーツ加工部を施したものであって、プリーツ加工部を、表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とにより構成したものである。
【0048】
なお、この最良形態に係るプリーツ加工布10では、装飾部14の一部が輪郭プリーツ15となるようにしてある。輪郭プリーツ15は、装飾部14自体がより目立つようにするためと、この装飾部14の内側になっているシボプリーツ部12の形状維持とを行うもので、一部の装飾部14自体をプリーツにしたものである。
【0049】
また、この最良形態に係るプリーツ加工布10では、少なくともシボプリーツ部12またはその近傍を構成する部分に、シボプリーツ部12の輪郭や模様となるべき装飾部14を形成したものであるが、この装飾部14は、請求項1のプリーツ加工布10のように省略することもある。
【0050】
まず、このプリーツ加工布10を製造するための原料布11としては、本最良形態のものではポリエステルを使用している。ポリエステルは、熱を掛けることにより簡単にプリーツが形成できるからであるが、このポリエステルが60〜70%含まれていれば、ウールまたはレーヨンとの混紡品であってもよい。
【0051】
さて、この最良形態のプリーツ加工布10を製造するためには、図4に示したように、プリーツ加工を施してない原料布11に、装飾部14を形成するのである。各装飾部14は、刺繍で形成したり、色糸を織り込だり、あるいは所定のインク(例えば蛍光等の光を発するもの)をプリントしたりして形成できるが、本最良形態では、原料布11に装飾部インク23を転写して形成するようにしている。すなわち、ポリエステルの原料布11にインクを直接プリントすることは、インクの滲みが発生して綺麗な装飾部14を形成することが困難であるから、本最良形態では、インクを紙に一端印刷し、これを熱を掛けて原料布11側に転写するようにしているのである。
【0052】
一方、シュリンクフィルム20については、図4に示したように、シボプリーツ部12を形成するための発泡材インク21と、シボプリーツ部12の周囲に位置する細プリーツ部13を形成するための固定インク22とを印刷するのである。
【0053】
発泡材インク21は、上述したように、発泡性のウレタン樹脂を主剤としたものであり、加熱すると所定の発泡率で発泡し、図6に示したように、各シボプリーツ部12の下側に所定の空間を形成して当該シボプリーツ部12を盛り上がらせるものである。また、固定インク22は、原料布11とシュリンクフィルム20とを多数箇所で一体化するものであり、プリーツ加工機30の熱プレス板31によって加熱されて収縮するシュリンクフィルム20と一緒に原料布11も収縮するようにするものである。
【0054】
なお、この最良形態に係るプリーツ加工布10では、装飾部14の一部が輪郭プリーツ15となるようにしてあった。この輪郭プリーツ15は、一部の装飾部14を積極的にプリーツ化させるものであり、図4に示したように、シュリンクフィルム20の該当部分に印刷した装飾部インク23によって形成するものである。この装飾部インク23は、固定インク22と同様に、原料布11の装飾部14となる部分をシュリンクフィルム20の該当部分に固定するものである。従って、この装飾部インク23は、シュリンクフィルム20の収縮に伴って、装飾部14を積極的に収縮させて、この装飾部14をプリーツ化するものである。
【0055】
以上のように形成した原料布11とシュリンクフィルム20とを合わせて、これら両原料布11及びシュリンクフィルム20を、図5に示したように、プリーツ加工機30に掛けてその熱プレス板31により加熱するのである。このときには、原料布11の裏側に発泡材インク21が接触するように、両原料布11及びシュリンクフィルム20の位置合わせを行う。これにより、シュリンクフィルム20は均等に収縮するのであるが、各固定インク22によって一体化されている原料布11も多数のシワを形成しながら収縮することになる。
【0056】
そして、上記加熱工程において熱プレス板31の台板32に対する押圧力を調整しながら、シュリンクフィルム20の収縮と、発泡材インク21の発泡とを行い、原料布11にシボプリーツ部12と細プリーツ部13とをプリーツ加工してプリーツ加工布10とする。
【0057】
つまり、この工程において、シュリンクフィルム20の収縮と、発泡材インク21の発泡とが行われるのであり、これに応じて、原料布11は多数のシワを形成しながらの収縮することになる。この原料布11について多数のシワが発生するためには、上述したように、図5に示した熱プレス板31の圧力を調整して、シワが発生するための空間を形成しなければならない。また、このとき、熱プレス板31による原料布11の加熱も行われているから、原料布11に形成されている、各シボプリーツ部12の盛り上がりや細プリーツ部13によるシワがプリーツとして形成されるのである。
【0058】
そして、最終工程において、プリーツ加工布10から、シュリンクフィルム20及び発泡した発泡材インク21を除去するのである。つまり、プリーツ加工機30から出したばかりのプリーツ加工布10には、シュリンクフィルム20及び発泡した発泡材インク21が付着したままとなっているから、これらのシュリンクフィルム20及び発泡した発泡材インク21を除去して、完全なプリーツ加工布10とするのである。この除去作業は、例えば水蒸気を掛けることにより簡単になされる。
【図面の簡単な説明】
【0059】
【図1】本発明に係るプリーツ加工布の表側からみた斜視図である。
【図2】同プリーツ加工布の、図1中の1−1線に沿ってみた部分拡大断面図である。
【図3】原料布の表面に装飾部インクを印刷した状態を示す平面図である。
【図4】発泡材インクと固定インクとを印刷したシュリンクフィルムの平面図である。
【図5】原料布とシュリンクフィルムとを合わせて加熱及びプレスをしようとしている状態のプリーツ加工機30の部分断面図である。
【図6】発泡材インクが発泡したときの原料布の部分拡大断面図である。
【符号の説明】
【0060】
10 プリーツ加工布
11 原料布
12 シボプリーツ部
13 細プリーツ部
14 装飾部
15 輪郭プリーツ
20 シュリンクフィルム
21 発泡材インク
22 固定インク
23 装飾部インク
30 プリーツ加工機
31 熱プレス板
32 台板
【技術分野】
【0001】
本発明は、衣服を含む布製品を形成するための布に関し、特に、ボリューム感や風合い感の向上を図るためのプリーツ加工を施した布、及びその製造方法に関するものである。
【背景技術】
【0002】
プリーツ加工を施した布にあっては、衣服等の布製品を形成したとき、そのプリーツによってボリューム感や風合い感が向上するため、近年では種々なものが提案されてきており、利用されてきている。
【0003】
プリーツ加工といっても種々なものがある。例えば、スカートの「サイドプリーツ」や「ボックスプリーツ」は、所謂「襞」となってシャキッとしたスカートに仕上げることができるものであり、「ウエーブプリーツ」や「マジョリカプリーツ」は、曲線の美しさを十分出せるプリーツとなっている。
【0004】
以上のような「サイドプリーツ」や「ウエーブプリーツ」は、型紙を使用して加工するものであり、手間と時間が掛かるものであるため、最近では、例えば特許文献1にて提案されているようなプリーツあるいはその加工方法が採用され始めてきている。
【特許文献1】特開2001−20174号公報、要約
【発明の開示】
【発明が解決しようとする課題】
【0005】
この特許文献1にて提案されている「布帛にしぼ加工を施す方法」は、「布帛に、その風合を害することなく、多種多様な、自然なクレープ状のしぼ模様を付与することができる方法を提供する」ことを目的としてなされたもので、「布帛の片面に熱収縮性フィルムを貼着し、熱処理後、前記熱収縮性フィルムを剥離し、布帛にフィルムの収縮時に生じた皺を残すことにより布帛にしぼ加工を施す」という構成を有するものである。
【0006】
この特許文献1の方法によれば、「布帛に捺染糊を模様状に印捺し、乾燥した後に、熱収縮性フィルムを貼着することにより、布帛の捺染糊印捺部分に、しぼが生じ難くしたり、また、布帛の片面に熱収縮性フィルムを貼着した後に、布帛の他面に、フロック加工をするなどして、より意匠性に富んだ製品を得ることができる」といった作用あるいは効果が得られるものと考えられる。
【0007】
そして、何よりも、この特許文献1の方法によれば、型紙は全く使用せずにプリーツ加工を施すことができて、所謂「蒸気釜」のような大型の装置も不要となり、より意匠性に富んだ製品を得ることができるもので、非常に有効な手段である。
【0008】
しかしながら、この特許文献1の方法では、熱収縮性フィルム(シュリンクフィルム)の熱収縮によりプリーツを形成するものであるから、プリーツの凹凸を調整することができない。つまり、ある部分には必ず膨らんだプリーツが欲しい、といった要望には応えられないものであり、ランダムなプリーツしか形成できない欠点がある。
【0009】
また、この特許文献1の方法では、ランダムなプリーツしか形成できないものであるから、ランダムなプリーツの中に、アクセントとなる「バラの花」を浮かび上がらせる、といったプリーツ加工は全くできないものとなっている。
【0010】
そこで、本発明者等は、ある部分に必ず膨らんだプリーツが形成でき、さらにはランダムプリーツの中に浮かび上がったアクセントプリーツを形成するにはどうしたらよいか、について種々検討を重ねてきた結果、本発明を完成したのである。
【0011】
すなわち、まず、請求項1及び請求項3に係る発明の目的とするところは、必要な部分に膨らんだプリーツが形成できて、意匠性にも風合いにも優れたプリーツ加工布、及びその製造方法を提供することであり、請求項2及び請求項4に係る発明の目的とするところは、必要な部分に膨らんだプリーツが形成できることは勿論、ランダムプリーツの中にアクセントプリーツを浮かび上がらせることのできるプリーツ加工布、及びその製造方法を提供することにある。
【課題を解決するための手段】
【0012】
以上の課題を解決するために、まず、請求項1に係る発明の採った手段は、後述する最良の形態の説明中において使用する符号を付して説明すると、
「衣服を含む布製品を形成するための、プリーツ加工部を施した布であって、
プリーツ加工部として、布製品のポイントとなるべく表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とにより構成したことを特徴とするプリーツ加工布10」
である。
【0013】
すなわち、この請求項1のプリーツ加工布10は、図1に示すように、布製品のポイントとなるべく表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とを有するものであり、特に、細プリーツ部13によって囲まれた部分にシボプリーツ部12を形成したものである。
【0014】
各シボプリーツ部12は、図2にも示すように、当該プリーツ加工布10の表面側に全て盛り上がったものであり、その周囲にある各細プリーツ部13よりも大きく形成したものである。このため、これらのシボプリーツ部12が集合して形成された部分は、当該プリーツ加工布10のアクセント部分となるのであり、このプリーツ加工布10を使用して衣服を含む布製品を形成した場合に、プリーツ加工によるシボプリーツ部12と細プリーツ部13とによって、豪華で風合いが優れたものとなるのである。
【0015】
ところで、前述した特許文献1の方法では、熱収縮性フィルム(シュリンクフィルム)の熱収縮によりプリーツを形成するものであったから、プリーツの凹凸を調整することができなかった。この点、本発明に係るプリーツ加工布10では、図1に示すように、必要な部分にシボプリーツ部12、またはこれらの集合した部分によって膨らんだ部分を存在させることができるものであり、必ず膨らんだプリーツ加工部分が欲しいといった要望に応えることができるのである。
【0016】
換言すれば、特許文献1の方法ではランダムなプリーツしか形成できないものであったから、ランダムなプリーツの中に、アクセントとなる例えば「バラの花」を浮かび上がらせる、といったプリーツ加工は全くできなかったのであるが、当該プリーツ加工布10によればそのようなアクセント部分を、図1に示すように、各シボプリーツ部12によって形成できるのである。
【0017】
一方、各細プリーツ部13は、上述した各シボプリーツ部12の周囲を囲むように形成したものであり、殆ど均等の凹凸になっているものである。本発明に係るプリーツ加工布10は、プリーツ加工が施されることによって全体として縮んだ状態となるのであるが、各細プリーツ部13は当該プリーツ加工布10のバランス、換言すれば、各シボプリーツ部12の縮みを含んだプリーツ加工布10全体の縮みを均等にして、当該プリーツ加工布10を衣服として仕立て上げるための平面性を確保するものである。そのために、各細プリーツ部13は、当該プリーツ加工布10全体に形成するのがより好ましいものである。
【0018】
従って、この請求項1のプリーツ加工布10は、必要な部分に膨らんだプリーツが形成できて、意匠性にも風合いにも優れたものとなっているのである。
【0019】
上記課題を解決するために、請求項2に係る発明の採った手段は、上記請求項1に記載のプリーツ加工布10について、
「原料布11の少なくともシボプリーツ部12またはその近傍を構成する部分に、シボプリーツ部12の輪郭や模様となるべき装飾部14を形成したこと」
である。
【0020】
すなわち、この請求項2に係るプリーツ加工布10では、プリーツ加工布10となる原料布11の、上述したシボプリーツ部12またはその近傍を構成する部分に、このシボプリーツ部12等の輪郭や模様となるべき装飾部14を形成したものであり、その他の部分は、上記請求項1のプリーツ加工布10の場合と同様である。
【0021】
各装飾部14は、刺繍で形成したり、色糸を織り込んで形成したりして形成できるが、後述する最良形態のものでは、原料布11に装飾部インク23を予めプリントまたは転写して形成するようにしている。つまり、この装飾部14は、原料布11の地の色とは異なる色(装飾部インク23)や素材(刺繍糸やラメ等)を使用して形成されるものであり、各シボプリーツ部12をより一層浮かび上がらせるものである。
【0022】
従って、この請求項2のプリーツ加工布10では、上記請求項1のそれと同様な効果を発揮する他、多数の細プリーツ部13からなるランダムプリーツの中に、シボプリーツ部12からなるアクセントプリーツを浮かび上がらせることができるのである。
【0023】
さて、上記課題を解決するために、請求項3に係る発明の採った手段は、
「表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とを有したプリーツ加工布10を、次の各工程を含んで製造することを特徴とするプリーツ加工布10の製造方法。
【0024】
(1)シュリンクフィルム20に、シボプリーツ部12を形成するための発泡材インク21と、シボプリーツ部12の周囲に位置する細プリーツ部13を形成するための固定インク22とを印刷する工程;
(2)原料布11の裏側に、発泡材インク21が接触するようにしながら、原料布11とシュリンクフィルム20とを合わせて、これら両原料布11及びシュリンクフィルム20を加熱する工程;
(3)上記加熱工程において熱プレス板31の圧力を調整しながら、シュリンクフィルム20の収縮と、発泡材インク21の発泡とを行い、原料布11にシボプリーツ部12と細プリーツ部13とをプリーツ加工してプリーツ加工布10とする工程;
(4)プリーツ加工布10から、シュリンクフィルム20及び発泡した発泡材インク21を除去する工程」
である。
【0025】
つまり、この請求項3の製造方法は、上述した請求項1に係るプリーツ加工布10を製造するためのものであり、シボプリーツ部12と細プリーツ部13とを有するプリーツ加工布10の製造方法である。
【0026】
この請求項3の方法では、工程(1)において、図4に示すように、シュリンクフィルム20に、シボプリーツ部12を形成するための発泡材インク21と、シボプリーツ部12の周囲に位置する細プリーツ部13を形成するための固定インク22とを印刷するのである。
【0027】
発泡材インク21は、具体的には発泡性のウレタン樹脂を主剤としたものであり、加熱すると所定の発泡率で発泡し、図6に示すように、各シボプリーツ部12の下側に所定の空間を形成して当該シボプリーツ部12を盛り上がらせるものである。また、固定インク22は、原料布11とシュリンクフィルム20とを多数箇所で一体化するものであり、プリーツ加工機30の熱プレス板31によって加熱されて収縮するシュリンクフィルム20と一緒に原料布11も収縮するようにするものである。
【0028】
工程(2)では、原料布11の裏側に、発泡材インク21が接触するようにしながら、原料布11とシュリンクフィルム20とを合わせて、これら両原料布11及びシュリンクフィルム20を加熱するのである。これにより、シュリンクフィルム20は均等に収縮するのであるが、各固定インク22によって一体化されている原料布11も多数のシワを形成しながら収縮することになるのである。
【0029】
そして、工程(3)において、上記加熱工程において熱プレス板31の圧力を調整しながら、シュリンクフィルム20の収縮と、発泡材インク21の発泡とを行い、原料布11にシボプリーツ部12と細プリーツ部13とをプリーツ加工してプリーツ加工布10とするのである。
【0030】
つまり、この工程(3)において、シュリンクフィルム20の収縮と、発泡材インク21の発泡とが行われるのであり、これに応じて、原料布11は多数のシワを形成しながらの収縮することになるのである。この原料布11について多数のシワが発生するためには、図5に示した熱プレス板31の圧力を調整して、シワが発生するための空間を形成しなければならない。このときの発泡材インク21の作用は前述した通りである。
【0031】
また、この工程(3)において、熱プレス板31によって原料布11の加熱も行われる。このため、原料布11に形成されている、各シボプリーツ部12の盛り上がりや細プリーツ部13によるシワがプリーツとして形成されるのである。従って、原料布11としては、プリーツ加工が行える材質のものである必要があり、後述する最良形態ではポリエステルを採用している。勿論、原料布11の材質としては、ポリエステルを主材としながら、これにウール、レーヨンを混紡したものも採用できるのであり、その場合には、ポリエステルを60〜70%含んでいることが好ましい。
【0032】
そして、工程(4)において、プリーツ加工布10から、シュリンクフィルム20及び発泡した発泡材インク21を除去するのである。つまり、プリーツ加工機30から出したばかりのプリーツ加工布10には、シュリンクフィルム20及び発泡した発泡材インク21が付着したままとなっているから、これらのシュリンクフィルム20及び発泡した発泡材インク21を除去して、完全なプリーツ加工布10とするのである。
【0033】
従って、この請求項3の製造方法によれば、請求項1に係るプリーツ加工布10を、従来より使用しているプリーツ加工機30に変更を加えることなく確実に製造することができるのである。
【0034】
上記課題を解決するために、請求項4に係る発明の採った手段は、
「表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13と、原料布11の少なくともシボプリーツ部12またはその近傍を構成する部分に形成されて、シボプリーツ部12の輪郭や模様となるべき装飾部14とを有したプリーツ加工布10を、次の各工程を含んで製造することを特徴とするプリーツ加工布10の製造方法。
【0035】
(1)プリーツ加工を施してない原料布11に、装飾部14を形成する工程;
(2)シュリンクフィルム20に、シボプリーツ部12を形成するための発泡材インク21と、シボプリーツ部12の周囲に位置する細プリーツ部13を形成するための固定インク22とを印刷する工程;
(3)原料布11の装飾部14の裏側になる部分に、発泡材インク21が接触するようにしながら、原料布11とシュリンクフィルム20とを合わせて、これら両原料布11及びシュリンクフィルム20を加熱する工程;
(4)上記加熱工程において熱プレス板31の圧力を調整しながら、シュリンクフィルム20の収縮と、発泡材インク21の発泡とを行い、原料布11にシボプリーツ部12と細プリーツ部13とをプリーツ加工してプリーツ加工布10とする工程;
(5)プリーツ加工布10から、シュリンクフィルム20及び発泡した発泡材インク21を除去する工程」
である。
【0036】
すなわち、この請求項4の製造方法は、上述した請求項2に係るプリーツ加工布10を製造するためのものであり、装飾部14が形成されたプリーツ加工布10とする点以外は、請求項3の方法と基本的には同じである。つまり、この請求項4の製造方法では、工程(1)として、プリーツ加工を施してない原料布11に装飾部14を形成する工程が最初に加わるものである。
【0037】
各装飾部14は、前述したように、刺繍で形成したり、色糸を織り込んで形成したりして形成できるが、後述する最良形態のものでは、原料布11に装飾部インク23を予めプリントまたは転写して形成するようにしている。つまり、この装飾部14は、原料布11の地の色とは異なる色(装飾部インク23)や素材(刺繍糸やラメ等)を使用して形成されるものであり、各シボプリーツ部12をより一層浮かび上がらせるものである。
【0038】
この請求項4の製造方法における工程(2)〜工程(5)は、前述した請求項3製造方法における工程(1)〜工程(4)にそれぞれ対応するものであるから、その詳細な説明は省略することとするが、プリーツ加工を施してない原料布11に装飾部14を形成する工程(1)を最初に行うことによって、最終製品のプリーツ加工布10では、少なくともシボプリーツ部12またはその近傍を構成する部分に、シボプリーツ部12の輪郭や模様となるべき装飾部14が形成されることになるのである。
【0039】
従って、この請求項4の製造方法によれば、請求項2に係るプリーツ加工布10を、従来より使用しているプリーツ加工機30に変更を加えることなく確実に製造することができるのである。
【発明の効果】
【0040】
以上詳述した通り、請求項1に係るプリーツ加工布10によれば、
「衣服を含む布製品を形成するための、プリーツ加工部を施した布であって、
プリーツ加工部として、布製品のポイントとなるべく表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とにより構成したこと」
にその構成上の特徴があり、これにより、必要な部分に膨らんだプリーツが形成できて、意匠性にも風合いにも優れたプリーツ加工布10を提供することができるのである。
【0041】
また、請求項2に係るプリーツ加工布10によれば、上記請求項1プリーツ加工布10について、
「原料布11の少なくともシボプリーツ部12またはその近傍を構成する部分に、シボプリーツ部12の輪郭や模様となるべき装飾部14を形成したこと」
にその構成上の特徴があり、これにより、必要な部分に膨らんだプリーツが形成できることは勿論、ランダムプリーツの中にアクセントプリーツを浮かび上がらせることのできるプリーツ加工布10を提供することができるのである。
【0042】
さらに、請求項3の発明は、
「表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とを有したプリーツ加工布10を、次の各工程を含んで製造することを特徴とするプリーツ加工布10の製造方法。
【0043】
(1)シュリンクフィルム20に、シボプリーツ部12を形成するための発泡材インク21と、シボプリーツ部12の周囲に位置する細プリーツ部13を形成するための固定インク22とを印刷する工程;
(2)原料布11の裏側に、発泡材インク21が接触するようにしながら、原料布11とシュリンクフィルム20とを合わせて、これら両原料布11及びシュリンクフィルム20を加熱する工程;
(3)上記加熱工程において熱プレス板31の圧力を調整しながら、シュリンクフィルム20の収縮と、発泡材インク21の発泡とを行い、原料布11にシボプリーツ部12と細プリーツ部13とをプリーツ加工してプリーツ加工布10とする工程;
(4)プリーツ加工布10から、シュリンクフィルム20及び発泡した発泡材インク21を除去する工程」
にその構成上の特徴があり、これにより、必要な部分に膨らんだプリーツが形成できて、意匠性にも風合いにも優れたプリーツ加工布10を確実に製造することのできる方法を提供することができるのである。
【0044】
そして、請求項4に係る発明によれば、
「表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13と、原料布11の少なくともシボプリーツ部12またはその近傍を構成する部分に形成されて、シボプリーツ部12の輪郭や模様となるべき装飾部14とを有したプリーツ加工布10を、次の各工程を含んで製造することを特徴とするプリーツ加工布10の製造方法。
【0045】
(1)プリーツ加工を施してない原料布11に、装飾部14を形成する工程;
(2)シュリンクフィルム20に、シボプリーツ部12を形成するための発泡材インク21と、シボプリーツ部12の周囲に位置する細プリーツ部13を形成するための固定インク22とを印刷する工程;
(3)原料布11の装飾部14の裏側になる部分に、発泡材インク21が接触するようにしながら、原料布11とシュリンクフィルム20とを合わせて、これら両原料布11及びシュリンクフィルム20を加熱する工程;
(4)上記加熱工程において熱プレス板31の圧力を調整しながら、シュリンクフィルム20の収縮と、発泡材インク21の発泡とを行い、原料布11にシボプリーツ部12と細プリーツ部13とをプリーツ加工してプリーツ加工布10とする工程;
(5)プリーツ加工布10から、シュリンクフィルム20及び発泡した発泡材インク21を除去する工程」
にその構成上の特徴があり、これにより、必要な部分に膨らんだプリーツが形成できることは勿論、ランダムプリーツの中にアクセントプリーツを浮かび上がらせることのできるプリーツ加工布10を確実に製造することのできる方法を提供することができるのである。
【発明を実施するための最良の形態】
【0046】
次に、上述した各請求項に係る発明を、図面に示した最良の形態であるプリーツ加工布10について、その製造方法とも絡めて説明することとする。なお、最良形態のプリーツ加工布10は、シボプリーツ部12、細プリーツ部13、及び装飾部14を有する請求項2に係るものであるが、この最良形態のプリーツ加工布10は、装飾部14を要件としていない請求項1のプリーツ加工布10をも実質的に含むものである。
【0047】
図1には、本発明に係るプリーツ加工布10の表面側からみた斜視図が示してあるが、このプリーツ加工布10は、布製品のポイントとなるべく表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とを有したものである。つまり、このプリーツ加工布10は、衣服を含む布製品を形成するためのプリーツ加工部を施したものであって、プリーツ加工部を、表面側に全て盛り上がったシボプリーツ部12と、このシボプリーツ部12の周囲に位置する細プリーツ部13とにより構成したものである。
【0048】
なお、この最良形態に係るプリーツ加工布10では、装飾部14の一部が輪郭プリーツ15となるようにしてある。輪郭プリーツ15は、装飾部14自体がより目立つようにするためと、この装飾部14の内側になっているシボプリーツ部12の形状維持とを行うもので、一部の装飾部14自体をプリーツにしたものである。
【0049】
また、この最良形態に係るプリーツ加工布10では、少なくともシボプリーツ部12またはその近傍を構成する部分に、シボプリーツ部12の輪郭や模様となるべき装飾部14を形成したものであるが、この装飾部14は、請求項1のプリーツ加工布10のように省略することもある。
【0050】
まず、このプリーツ加工布10を製造するための原料布11としては、本最良形態のものではポリエステルを使用している。ポリエステルは、熱を掛けることにより簡単にプリーツが形成できるからであるが、このポリエステルが60〜70%含まれていれば、ウールまたはレーヨンとの混紡品であってもよい。
【0051】
さて、この最良形態のプリーツ加工布10を製造するためには、図4に示したように、プリーツ加工を施してない原料布11に、装飾部14を形成するのである。各装飾部14は、刺繍で形成したり、色糸を織り込だり、あるいは所定のインク(例えば蛍光等の光を発するもの)をプリントしたりして形成できるが、本最良形態では、原料布11に装飾部インク23を転写して形成するようにしている。すなわち、ポリエステルの原料布11にインクを直接プリントすることは、インクの滲みが発生して綺麗な装飾部14を形成することが困難であるから、本最良形態では、インクを紙に一端印刷し、これを熱を掛けて原料布11側に転写するようにしているのである。
【0052】
一方、シュリンクフィルム20については、図4に示したように、シボプリーツ部12を形成するための発泡材インク21と、シボプリーツ部12の周囲に位置する細プリーツ部13を形成するための固定インク22とを印刷するのである。
【0053】
発泡材インク21は、上述したように、発泡性のウレタン樹脂を主剤としたものであり、加熱すると所定の発泡率で発泡し、図6に示したように、各シボプリーツ部12の下側に所定の空間を形成して当該シボプリーツ部12を盛り上がらせるものである。また、固定インク22は、原料布11とシュリンクフィルム20とを多数箇所で一体化するものであり、プリーツ加工機30の熱プレス板31によって加熱されて収縮するシュリンクフィルム20と一緒に原料布11も収縮するようにするものである。
【0054】
なお、この最良形態に係るプリーツ加工布10では、装飾部14の一部が輪郭プリーツ15となるようにしてあった。この輪郭プリーツ15は、一部の装飾部14を積極的にプリーツ化させるものであり、図4に示したように、シュリンクフィルム20の該当部分に印刷した装飾部インク23によって形成するものである。この装飾部インク23は、固定インク22と同様に、原料布11の装飾部14となる部分をシュリンクフィルム20の該当部分に固定するものである。従って、この装飾部インク23は、シュリンクフィルム20の収縮に伴って、装飾部14を積極的に収縮させて、この装飾部14をプリーツ化するものである。
【0055】
以上のように形成した原料布11とシュリンクフィルム20とを合わせて、これら両原料布11及びシュリンクフィルム20を、図5に示したように、プリーツ加工機30に掛けてその熱プレス板31により加熱するのである。このときには、原料布11の裏側に発泡材インク21が接触するように、両原料布11及びシュリンクフィルム20の位置合わせを行う。これにより、シュリンクフィルム20は均等に収縮するのであるが、各固定インク22によって一体化されている原料布11も多数のシワを形成しながら収縮することになる。
【0056】
そして、上記加熱工程において熱プレス板31の台板32に対する押圧力を調整しながら、シュリンクフィルム20の収縮と、発泡材インク21の発泡とを行い、原料布11にシボプリーツ部12と細プリーツ部13とをプリーツ加工してプリーツ加工布10とする。
【0057】
つまり、この工程において、シュリンクフィルム20の収縮と、発泡材インク21の発泡とが行われるのであり、これに応じて、原料布11は多数のシワを形成しながらの収縮することになる。この原料布11について多数のシワが発生するためには、上述したように、図5に示した熱プレス板31の圧力を調整して、シワが発生するための空間を形成しなければならない。また、このとき、熱プレス板31による原料布11の加熱も行われているから、原料布11に形成されている、各シボプリーツ部12の盛り上がりや細プリーツ部13によるシワがプリーツとして形成されるのである。
【0058】
そして、最終工程において、プリーツ加工布10から、シュリンクフィルム20及び発泡した発泡材インク21を除去するのである。つまり、プリーツ加工機30から出したばかりのプリーツ加工布10には、シュリンクフィルム20及び発泡した発泡材インク21が付着したままとなっているから、これらのシュリンクフィルム20及び発泡した発泡材インク21を除去して、完全なプリーツ加工布10とするのである。この除去作業は、例えば水蒸気を掛けることにより簡単になされる。
【図面の簡単な説明】
【0059】
【図1】本発明に係るプリーツ加工布の表側からみた斜視図である。
【図2】同プリーツ加工布の、図1中の1−1線に沿ってみた部分拡大断面図である。
【図3】原料布の表面に装飾部インクを印刷した状態を示す平面図である。
【図4】発泡材インクと固定インクとを印刷したシュリンクフィルムの平面図である。
【図5】原料布とシュリンクフィルムとを合わせて加熱及びプレスをしようとしている状態のプリーツ加工機30の部分断面図である。
【図6】発泡材インクが発泡したときの原料布の部分拡大断面図である。
【符号の説明】
【0060】
10 プリーツ加工布
11 原料布
12 シボプリーツ部
13 細プリーツ部
14 装飾部
15 輪郭プリーツ
20 シュリンクフィルム
21 発泡材インク
22 固定インク
23 装飾部インク
30 プリーツ加工機
31 熱プレス板
32 台板
【特許請求の範囲】
【請求項1】
衣服を含む布製品を形成するための、プリーツ加工部を施した布であって、
前記プリーツ加工部として、前記布製品のポイントとなるべく表面側に全て盛り上がったシボプリーツ部と、このシボプリーツ部の周囲に位置する細プリーツ部とにより構成したことを特徴とするプリーツ加工布。
【請求項2】
原料布の少なくとも前記シボプリーツ部またはその近傍を構成する部分に、前記シボプリーツ部の輪郭や模様となるべき装飾部を形成したことを特徴とする請求項1に記載のプリーツ加工布。
【請求項3】
表面側に全て盛り上がったシボプリーツ部と、このシボプリーツ部の周囲に位置する細プリーツ部とを有したプリーツ加工布を、次の各工程を含んで製造することを特徴とするプリーツ加工布の製造方法。
(1)シュリンクフィルムに、前記シボプリーツ部を形成するための発泡材インクと、前記シボプリーツ部の周囲に位置する前記細プリーツ部を形成するための固定インクとを印刷する工程;
(2)原料布の裏側に、前記発泡材インクが接触するようにしながら、前記原料布と前記シュリンクフィルムとを合わせて、これら両原料布及びシュリンクフィルムを加熱する工程;
(3)上記加熱工程において熱プレス板の圧力を調整しながら、前記シュリンクフィルムの収縮と、前記発泡材インクの発泡とを行い、原料布に前記シボプリーツ部と細プリーツ部とをプリーツ加工してプリーツ加工布とする工程;
(4)前記プリーツ加工布から、前記シュリンクフィルム及び発泡した発泡材インクを除去する工程。
【請求項4】
表面側に全て盛り上がったシボプリーツ部と、このシボプリーツ部の周囲に位置する細プリーツ部と、原料布の少なくとも前記シボプリーツ部またはその近傍を構成する部分に形成されて、前記シボプリーツ部の輪郭や模様となるべき装飾部とを有したプリーツ加工布を、次の各工程を含んで製造することを特徴とするプリーツ加工布の製造方法。
(1)プリーツ加工を施してない前記原料布に、前記装飾部を形成する工程;
(2)シュリンクフィルムに、前記シボプリーツ部を形成するための発泡材インクと、前記シボプリーツ部の周囲に位置する前記細プリーツ部を形成するための固定インクとを印刷する工程;
(3)前記原料布の前記装飾部の裏側になる部分に、前記発泡材インクが接触するようにしながら、前記原料布と前記シュリンクフィルムとを合わせて、これら両原料布及びシュリンクフィルムを加熱する工程;
(4)上記加熱工程において熱プレス板の圧力を調整しながら、前記シュリンクフィルムの収縮と、前記発泡材インクの発泡とを行い、原料布に前記シボプリーツ部と細プリーツ部とをプリーツ加工してプリーツ加工布とする工程;
(5)前記プリーツ加工布から、前記シュリンクフィルム及び発泡した発泡材インクを除去する工程。
【請求項1】
衣服を含む布製品を形成するための、プリーツ加工部を施した布であって、
前記プリーツ加工部として、前記布製品のポイントとなるべく表面側に全て盛り上がったシボプリーツ部と、このシボプリーツ部の周囲に位置する細プリーツ部とにより構成したことを特徴とするプリーツ加工布。
【請求項2】
原料布の少なくとも前記シボプリーツ部またはその近傍を構成する部分に、前記シボプリーツ部の輪郭や模様となるべき装飾部を形成したことを特徴とする請求項1に記載のプリーツ加工布。
【請求項3】
表面側に全て盛り上がったシボプリーツ部と、このシボプリーツ部の周囲に位置する細プリーツ部とを有したプリーツ加工布を、次の各工程を含んで製造することを特徴とするプリーツ加工布の製造方法。
(1)シュリンクフィルムに、前記シボプリーツ部を形成するための発泡材インクと、前記シボプリーツ部の周囲に位置する前記細プリーツ部を形成するための固定インクとを印刷する工程;
(2)原料布の裏側に、前記発泡材インクが接触するようにしながら、前記原料布と前記シュリンクフィルムとを合わせて、これら両原料布及びシュリンクフィルムを加熱する工程;
(3)上記加熱工程において熱プレス板の圧力を調整しながら、前記シュリンクフィルムの収縮と、前記発泡材インクの発泡とを行い、原料布に前記シボプリーツ部と細プリーツ部とをプリーツ加工してプリーツ加工布とする工程;
(4)前記プリーツ加工布から、前記シュリンクフィルム及び発泡した発泡材インクを除去する工程。
【請求項4】
表面側に全て盛り上がったシボプリーツ部と、このシボプリーツ部の周囲に位置する細プリーツ部と、原料布の少なくとも前記シボプリーツ部またはその近傍を構成する部分に形成されて、前記シボプリーツ部の輪郭や模様となるべき装飾部とを有したプリーツ加工布を、次の各工程を含んで製造することを特徴とするプリーツ加工布の製造方法。
(1)プリーツ加工を施してない前記原料布に、前記装飾部を形成する工程;
(2)シュリンクフィルムに、前記シボプリーツ部を形成するための発泡材インクと、前記シボプリーツ部の周囲に位置する前記細プリーツ部を形成するための固定インクとを印刷する工程;
(3)前記原料布の前記装飾部の裏側になる部分に、前記発泡材インクが接触するようにしながら、前記原料布と前記シュリンクフィルムとを合わせて、これら両原料布及びシュリンクフィルムを加熱する工程;
(4)上記加熱工程において熱プレス板の圧力を調整しながら、前記シュリンクフィルムの収縮と、前記発泡材インクの発泡とを行い、原料布に前記シボプリーツ部と細プリーツ部とをプリーツ加工してプリーツ加工布とする工程;
(5)前記プリーツ加工布から、前記シュリンクフィルム及び発泡した発泡材インクを除去する工程。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−70365(P2006−70365A)
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願番号】特願2004−251351(P2004−251351)
【出願日】平成16年8月31日(2004.8.31)
【出願人】(596126672)株式会社市川プリーツ (1)
【Fターム(参考)】
【公開日】平成18年3月16日(2006.3.16)
【国際特許分類】
【出願日】平成16年8月31日(2004.8.31)
【出願人】(596126672)株式会社市川プリーツ (1)
【Fターム(参考)】
[ Back to top ]