
プレキャストコンクリートの加熱養生装置、及びプレキャストコンクリートの加熱養生方法
【課題】プレキャストコンクリートの加熱養生時に発生する養生温度のムラを低減し、また、熱源からの熱が外部へ放出するのを抑制することできる加熱養生装置、及び加熱養生方法を提供する。
【解決手段】内部が帯状の板により格子状に区切られた型枠に、加熱機に接続された2本の給排気ホースを接続する。帯状の板には型枠内に給気された暖気が型枠内を通気するための暖気通気孔が形成されている。加熱機は、自身に接続された一方の給排気ホースへ暖気を送風して型枠内に給気する。給気された暖気は、型枠内を通気して他方の給排気ホースから型枠外部へ排気される。また、型枠内には2つの温度センサが配されおり、制御装置は、これらの温度センサで計測された温度を比較し、型枠内部の温度にムラが発生しないように、温度が低い側に接続した給排気ホースから暖気を給気する。
【解決手段】内部が帯状の板により格子状に区切られた型枠に、加熱機に接続された2本の給排気ホースを接続する。帯状の板には型枠内に給気された暖気が型枠内を通気するための暖気通気孔が形成されている。加熱機は、自身に接続された一方の給排気ホースへ暖気を送風して型枠内に給気する。給気された暖気は、型枠内を通気して他方の給排気ホースから型枠外部へ排気される。また、型枠内には2つの温度センサが配されおり、制御装置は、これらの温度センサで計測された温度を比較し、型枠内部の温度にムラが発生しないように、温度が低い側に接続した給排気ホースから暖気を給気する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はプレキャストコンクリートの加熱養生装置、及びプレキャストコンクリートの加熱養生方法に係り、特にコンクリートの養生時に発生する養生温度のムラを抑制できるとともに、エネルギー効率を高めたプレキャストコンクリートの加熱養生装置、及び方法に関する。
【背景技術】
【0002】
低温度下のコンクリートは強度発現が遅れるほか、初期材齢で凍結すると強度低下やひび割れなどを引き起こす。そのため、冬期においてコンクリートを打設する場合、コンクリートを加熱しながら養生する加熱養生が一般に行われている。このような養生方法は、コンクリートを打設した型枠に保温シートを覆い、ジェットヒータ等により保温シート内の空気を暖め、あるいは、高温蒸気を保温シート内に充填してコンクリートを養生する。
【0003】
特許文献1には、コンクリートと電熱ヒータを組み込んだ絶縁材とを積層していき、電熱ヒータの熱を直接コンクリートに伝えて養生するプレキャストコンクリート版の製造方法が開示されている。このプレキャストコンクリート版の製造方法によれば、冬期にもコンクリート温度を適温に保つことができるため、高品位のプレキャストコンクリート版が製造される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−52330号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、上述したジェットヒータ等で保温シート内の空気を暖めてコンクリートを加熱養生する方法は、シートから漏出する空気が多く、エネルギー効率が悪いという問題があった。また、このような加熱養生は、保温シート内の空気が大きく対流するため、打設されたコンクリートの部位により養生温度が異なり易く、適切な加熱養生が行えないという問題があった。
【0006】
また、特許文献1に開示されたプレキャストコンクリート版の製造方法は、コンクリート版のような平板状のコンクリート部材の製造には適用できるが、柱部材や梁部材のように厚く、比較的大きな部材には適用することはできないという問題があった。
【0007】
本発明は、このような問題点を解決するためになされたものであり、プレキャストコンクリートの加熱養生時に発生する養生温度のムラを低減できるとともに、熱源からの熱が外部へ放出するのを抑制することでエネルギー効率を高めたプレキャストコンクリートの加熱養生装置、及びプレキャストコンクリートの加熱養生方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明に係るプレキャストコンクリートの加熱養生装置は、内部に暖気が通風する空間が形成されたプレキャストコンクリート用の型枠と、暖気を放出するノズルを備えた加熱機と、一端が前記型枠に挿入され、他端が前記加熱機の前記ノズルに接続された通気ホースと、を備え、前記通気ホースが接続された前記ノズルから暖気が放出されて、放出された暖気は前記型枠の内部に導かれ、前記型枠の内部に導かれた暖気は、該型枠内部を通気して、前記型枠の外部へ排気されることを特徴とする。
【0009】
前記型枠の内部は、帯状の板によって格子状に区切られており、加熱機により給気された暖気が前記型枠内を通気するための暖気通気孔が、格子状の区画を形成した帯状の板に形成されていることが好ましい。
【0010】
また、前記暖気通気孔は、格子状に区切られた各区画において、暖気を給気する前記暖気通気孔と、暖気を排気する前記暖気通気孔とを直線で結ぶと、前記各区画を略対角に横断する位置に形成されていることが好ましい。
【0011】
また、前記暖気通気孔は、前記型枠の内部に導かれた暖気が、格子状に区切られた全区画を通気して前記型枠の外部に排気されるように形成されていることが好ましい。
【0012】
また、前記型枠の内部に配された温度センサと、前記加熱機と前記温度センサとに電気的に接続された制御装置と、を更に備え、前記制御装置は、前記温度センサにより計測された温度が所定の温度以下である場合、前記加熱機に前記通気ホースへ暖気を放出させることが好ましい。
【0013】
また、前記加熱機は前記ノズルを複数備えており、前記通気ホースは、第1の通気ホース及び第2の通気ホースから構成され、前記第1の通気ホース及び前記第2の通気ホースは、それぞれの一端が前記型枠の異なる位置に挿入されるとともに、それぞれの他端が異なる前記ノズルに接続され、前記第1の通気ホース及び前記第2の通気ホースのうち、一方の通気ホースを介して前記型枠の内部に暖気が給気される場合、前記型枠の内部に給気された暖気は他方の通気ホースを介して外部へ排気されることが好ましい。
【0014】
また、前記温度センサは、前記第1の通気ホースの挿入位置の近傍に配された第1の温度センサと、前記第2の通気ホースの挿入位置の近傍に配された第2の温度センサと、から構成され、前記制御装置は、前記第1の温度センサと前記第2の温度センサとが計測した温度を比較し、低い温度が計測された温度センサ側に挿入された通気ホースを介して、前記加熱機から暖気を給気させることが好ましい。
【0015】
また、前記第1の通気ホース及び前記第2の通気ホースは、前記加熱機から前記型枠内部へ暖気を導くとともに、前記型枠内部から排出される暖気を通気ホースの中途で外部へ排気する給排気切替手段を備えることが好ましい。
【0016】
本発明に係るプレキャストコンクリートの加熱養生方法は、上記プレキャストコンクリートの加熱養生装置を用いて、打設したコンクリートを加熱養生することを特徴とする。
【発明の効果】
【0017】
以上のように、本発明によれば、プレキャストコンクリートの加熱養生時に発生する養生温度のムラを低減できるとともに、熱源からの熱が外部へ放出するのを抑制することでエネルギー効率を高めたプレキャストコンクリートの加熱養生装置、及びプレキャストコンクリートの加熱養生方法を提供することができる。
【図面の簡単な説明】
【0018】
【図1】本願発明の実施形態に係るプレキャストコンクリートの加熱養生装置の斜視図。
【図2】プレキャストコンクリートの加熱養生装置を構成する軽量型枠の分解斜視図。
【図3】図1中の矢視III−IIIで示したプレキャストコンクリートの加熱養生装置の断面図。
【図4】図3中の破線(IV)で囲われた給排気ホースと排気口との分岐部の拡大断面図。
【図5】軽量型枠を構成する格子状リブ枠内の暖気の流れを示した断面図。
【図6】プレキャストコンクリートの加熱養生装置の加熱システムのブロック図。
【図7】プレキャストコンクリートの加熱養生の流れを示したフローチャート。
【図8】本願発明の他の実施形態に係るプレキャストコンクリートの加熱養生装置の斜視図。
【発明を実施するための形態】
【0019】
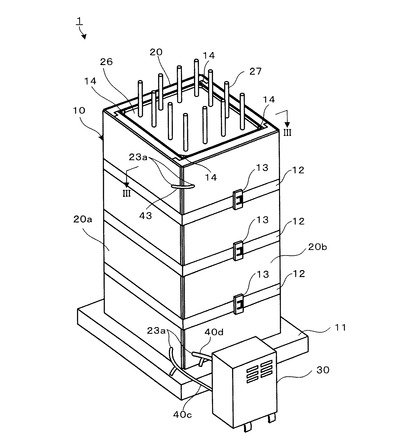
本願発明の実施形態に係るプレキャストコンクリートの加熱養生装置の構成について、添付図面を参照して説明する。図1は、本願発明の実施形態に係るプレキャストコンクリート(以下、PCaと記載する)の加熱養生装置の斜視図を示している。
【0020】
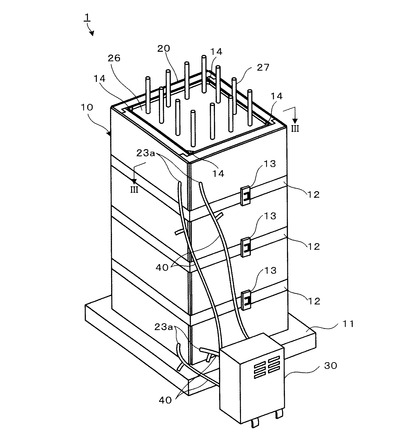
図1に示すPCaの加熱養生装置1は、PCa部材の型枠となるPCa用型枠10と、PCa用型枠10内に暖気を送る2つの加熱機30(図1において、もう1機の加熱機30はPCa用型枠10の奥に設置)と、一方をPCa用型枠10に他方を加熱機30に接続されて、加熱機30から送風された暖気をPCa用型枠10に導いたり、PCa用型枠10内の暖気をPCa用型枠10の外部に導く給排気ホース40と、PCa用型枠10内部の温度を計測する、後述する第1の温度センサ60a及び第2の温度センサ60b(図5)(以下、両者を区別しない場合は単に温度センサ60と記載する)と、温度センサ60と加熱機30とに接続されたデータ処理機50(図5)とを備えている。
【0021】
まず、PCa部材の型枠となるPCa用型枠10の構成及び構造について、詳細に説明する。PCa用型枠10は、製造工場等の床スラブ(図示せず)上に敷設され、PCa用型枠10のベースとなるベッド11と、ベッド11上に立設され、打設されるPCa柱部材の外周を取り囲むように配置された4枚の軽量型枠20と、立設された軽量型枠20の初期形状を保持するとともに、型枠内にコンクリート26が打設された際に、コンクリート26の側圧による軽量型枠20の変形を抑制する締付ベルト12と、隣接する軽量型枠20の交差部(打設されたPCa部材の出隅部に相当)に配された面木14とを備えている。
【0022】
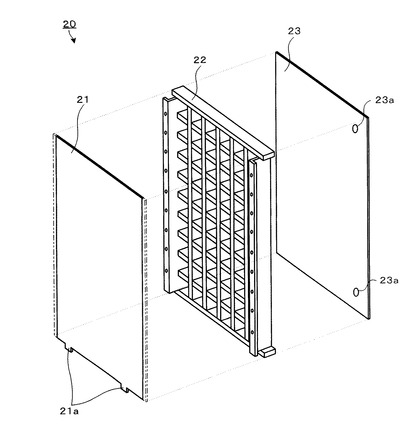
軽量型枠20は、図1に示したように、4枚の軽量型枠20の各端部が直交するように、PCa柱部材寸法に合わされた状態でベッド11上に組み立てられ、製造されるPCa柱部材の側面型枠として機能する。この軽量型枠20は、3つの主要な部材から構成されている。図2は、軽量型枠20の分解斜視図である。同図に示すように、軽量型枠20は、打設されるコンクリート26に面するせき板21と、せき板21の変形を防止するとともに軽量型枠20全体の剛性を高める格子状リブ枠22と、加熱機30から送られた暖気や養生中のコンクリート26の水和熱を軽量型枠20内に保持するための保温用板材23とから構成されている。
【0023】
せき板21は、薄肉の平板からなり、打設されたコンクリート26に接し、コンクリート26の形状を規定するとともに、打設直後のコンクリート26のノロ(セメントペースト分)がPCa用型枠10から漏出するのを防止する。せき板21の図中の下辺には、所定量突出した爪21aが形成されており、爪21aをベッド11(図1)の表面に形成された図示しない溝に嵌め込むことで、せき板21はベッド11の所定位置に立設される。せき板21には、例えば、既製の繊維強化プラスチック板(以下、FRPと記す)や合板(木製板)を用いることができる。板厚は、格子状リブ枠22等との一体化が図れるため、従来の型枠のせき板より薄くできる。格子状リブ枠22の格子の目合い寸法にもよるが、板厚3〜5mm程度とすることができる。
【0024】
格子状リブ枠22は、例えば、FRP板や木製合板からなる帯状板が、格子内法寸法(目合い寸法)を約175mm□として格子状に組み立てられたもので、せき板21の背面(PCa用型枠10の外側)に取り付けられる。このように、FRP板等が格子状に組み立てられた格子状リブ枠22は、その重量と比較して高い曲げ剛性を有する。そして、せき板21は、その背面で細かく仕切られた各帯状板に面支持される。これにより、格子状リブ枠22は、コンクリート26による側圧を受けたせき板21の変形を確実に防止することができる。また、後述するように、加熱機30から格子状リブ枠22内に給気された暖気が、格子状リブ枠22の格子板材で区切られた全ての区画を通るように、帯状板には格子状リブ枠22に形成された各区画に通じる暖気通気孔22a(図5)が形成されている。
【0025】
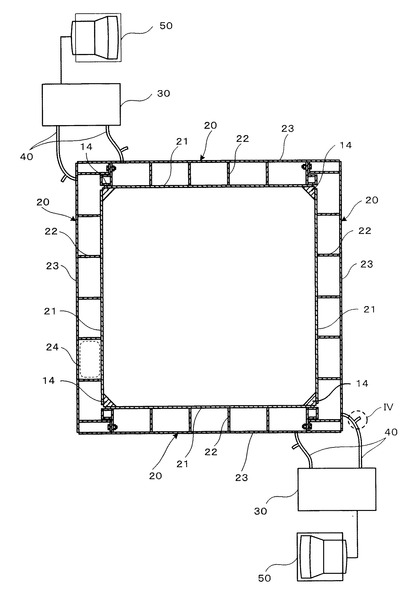
保温用板材23は、例えば、FRP板や木製合板等の平板からなり、格子状リブ枠22の背面に取り付けられる。保温用板材23は、加熱機30からPCa用型枠内10に送られた暖気による熱や、コンクリート26養生時に発生する水和熱がPCa用型枠10から外部に発散するのを防止する。この作用を具体的に説明すると、せき板21と格子状リブ枠22と保温用板材23とが重ね合わされると、図3に示すように軽量型枠20内にこれら3部材に囲まれた空間部24が形成される。なお、図3は図1中の矢視III−IIIで示したPCaの加熱養生装置10の断面図である。そして、軽量型枠20が打設されたコンクリートの側圧に抵抗するように、保温用板材23が締付ベルト12(図1)で押圧されることで、空間部24は前述した暖気通気孔22a(図5)や後述する給排気ホース挿入孔23a(図2)による開口を除いて閉じられた状態となる。このように、閉じられた状態となった空間部24は、加熱機30から給気された暖気による熱やコンクリート26から発生した水和熱の発散を抑制する。また、図2に示すように、保温用板材23には、給排気ホース挿入孔23aが上下2箇所に形成されている。この給排気ホース挿入孔23aは、加熱機30から送風された暖気を軽量型枠20内に給気するための給気孔、あるいは給気孔から給気された暖気を軽量型枠20外に排気するための排気孔として機能する。そのため、2箇所の給排気ホース挿入孔23aのうち、1箇所の給排気ホース挿入孔が給気孔として機能している場合には、もう1箇所の給排気ホース挿入孔は排気孔として機能する。
【0026】
締付ベルト12は、図1に示すように、例えばポリエステル製のベルトで、軽量型枠20の外周を取り囲むように配されている。この締付ベルト12は、ベルト12の端部に設けられたベルト締付機13により、軽量型枠20全体を締め付けることができ、打設されたコンクリート26の側圧を受けた軽量型枠20が外側に変形しないように、軽量型枠20を拘束支持する。
【0027】
面木14は、図1及び図3に示すように、隣接する軽量型枠20同士が接続する隅角部と、ベッド11と軽量型枠20とが接続するPCa用型枠10内部の図示しない隅角部とに取り付けられている。本実施例では面木14はプラスチック製が用いられ、製造されたPCa柱部材の面取り部材としても機能する。これにより、製造されたPCa部材の角欠け等の損傷を防ぐことができる。
【0028】
上述したPCa用型枠10を構成する各部材を組立て、図1に示すように、その内部に鉄筋27(図1)を配筋してコンクリート26を打設することで、PCa用型枠10内に鉄筋コンクリートを形成することができる。そして、コンクリート26を打設してから所定の期間養生した後、脱型することで、所望のPCa部材が製造される。なお、PCa用型枠10の脱型の際に、PCa部材との剥離を容易にするために、コンクリート26と接触するせき板21、面木14、及びベッド11の表面に予め剥離材を塗布しておくことが好ましい。
【0029】
なお、コンクリートの養生温度が低くなる冬期には、上述した加熱機30によりPCa用型枠10内に暖気を給気して、コンクリートの養生温度を適切な温度に保持する必要がある。次に、PCaの加熱養生装置1を構成する加熱機30や給排気ホース40等のPCa部材を加熱養生するための構成について説明する。
【0030】
加熱機30は、暖気を送り出す複数のノズル(不図示)を備え、このノズルに接続された給排気ホース40を介して、PCa用型枠10内に暖気を給気する。図1に示すように、1つの軽量型枠20の上下部に形成された2つの給排気ホース挿入口23aには、それぞれ1本の給排気ホース40の一端が挿入、装着されている。そして、給排気ホース40の他端は加熱機30の別個のノズルに接続されている。本実施形態では、2つの軽量型枠20に挿入、装着された給排気ホース40、すなわち、合計4本の給排気ホース40が1つの加熱機30の別個のノズルに接続されている。なお、加熱機30は後述する制御部55(図6)からの指示を受け、所定の温度に暖めた暖気を指示されたノズルから送り出すことができる。このような構成とすることで、1つの軽量型枠20おいて、一方の給排気ホース40から暖気が給気されると、給気された暖気は軽量型枠20内を通気して他方の給排気ホース40から軽量型枠20外に排気される。
【0031】
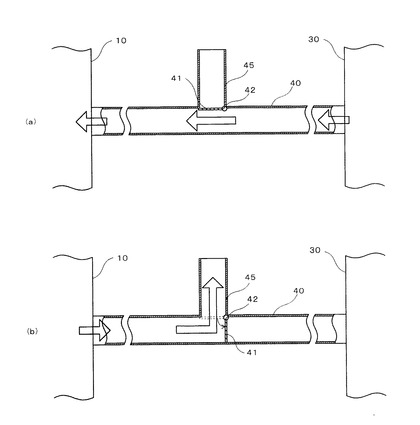
給排気ホース40は、ポリウレタンやポリ塩化ビニル製等のエアホース(通気ホース)であり、前述したように、PCa用型枠10と加熱機30とを接続して、加熱機30から送られた暖気をPCa用型枠10内に導いたり、PCa用型枠10内の暖気をPCa用型枠10外に導く。なお、図1及び図3に示すように、それぞれの給排気ホース40は、加熱機30からPCa用型枠10に連なるホースから分岐した排気ホース45を有している。図4は、図3中の破線で囲った“IV”で示した部分の拡大断面図を示している。図4(a)は、加熱機30からPCa用型枠10内に暖気が送気されている状態、図4(b)は、PCa用型枠10内の暖気が給排気ホース40を介してPCa用型枠10外に排気されている状態を示している。なお、図4中の矢印は、暖気の流れを示している。図に示すように、給排気ホース40と排気ホース45との分岐部には、弁体41と弁体用ヒンジ42から構成されたスイング式の逆止弁が取り付けられている。そして、図4(a)に示すように、加熱機30からPCa用型枠10内へ暖気が送気される場合には、弁体41は、排気ホース45への通風路を閉塞し、加熱機30から送られた暖気が排気ホース45から放出されるのを防止する。また、図4(b)に示すように、PCa用型枠10内から暖気を外部へ排気する場合には、弁体41は図4(a)に示す状態から弁体用ヒンジ42を中心に回動して、PCa用型枠10から加熱機30へ通じる通風路を閉塞する。これにより、PCa用型枠10から放出された暖気は、給排気ホース40から排気ホース45へ通気して外部へ放出される。このように、給排気ホース40の分岐部に逆止弁を設けることにより、給排気ホース40は、加熱機30からPCa用型枠10へ暖気を導くための給気ホースとして、あるいは、PCa用型枠10内から外部へ暖気を排気する排気ホースとして機能する。
【0032】
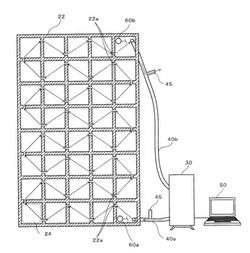
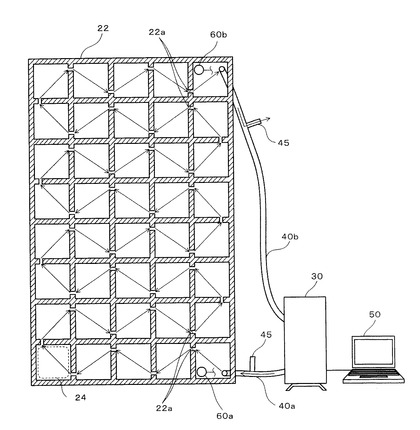
次に、PCa用型枠10内における暖気の流れと、コンクリートの養生温度の管理について図5、図6、及び図7を参照して説明する。図5は、PCa用型枠10を構成する格子状リブ枠22内の暖気の流れを示した断面図、図6は、プレキャストコンクリートの加熱システム70を示したブロック図、図7はプレキャストコンクリートの加熱養生の流れを示したフローチャートである。なお、図5に示した矢印は、加熱機30からPCa用型枠10内に給気された暖気の流れを示す。また、図5においては、PCa用型枠10の下部に接続された第1の給排気ホース40aからPCa用型枠10内に暖気が給気されている。そして、給気された暖気は、格子状リブ枠22で区画された各空間部24を通気して、PCa用型枠10の上部に接続された第2の給排気ホース40bから排出されている。
【0033】
格子状リブ枠22には、加熱機30から給気された暖気が格子状に形成された各空間部24を通気できるように暖気通気口22aが形成されている。図5に示すように、この暖気通気口22aは、格子状に区切られた区画を暖気が対角に通気するように、各空間部24に2箇所形成されている。これにより、加熱機30から給気された暖気を、格子状リブ枠22の各空間部24にムラなく通気させることができるとともに、PCa用型枠22内で通気する暖気の経路を一定にすることができる。このように、暖気を格子状リブ枠22に形成された空間にムラなく通気させることができるため、PCa用型枠10内における空気の温度のムラを抑制できる。また、PCa用型枠10内において暖気の経路を一定にできることにより、熱対流の範囲を狭くすることができ、断熱効果を向上させることができる。
【0034】
また、第1の給排気ホース40aが挿入された空間部24には第1の温度センサ60aが、第2の給排気ホース40bが挿入された空間部には第2の温度センサ60bが設置されている。第1の温度センサ60a及び第2の温度センサ60bは温度を計測し、計測したデータを電気的に接続されたデータ処理機50に送信する。
【0035】
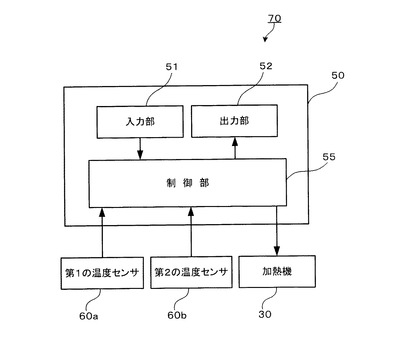
なお、加熱機30によるPCaの加熱養生は、データ処理機50の制御により自動的に行われる。図6に示すように、PCaの加熱養生を実行する加熱システム70は、データ処理機50と、第1の温度センサ60aと、第2の温度センサ60bと、加熱機30とを備えている。以下、これらデータ処理機50等の構成や動作について説明する。
【0036】
データ処理機50は、図6に示すように、作業者の指示を受け付ける入力部51と、PCaの加熱養生を行うための各装置を制御する制御部55と、制御部55の制御により所定の画面表示を行う出力部52とから構成されている。データ処理機50は、例えばコンピュータから構成される。
【0037】
制御部55は、例えば、ROM(Read Only Memory)、CPU(Central Processing Unit:中央演算処理装置)、及び、RAM(Random Access Memory)等を備える。ROMは、動作プログラムを記憶し、CPUは、その動作プログラムに従って加熱システム70全体を制御し、RAMは、CPUのワークエリアとして機能する。制御部55は、入力部51と出力部52と第1の温度センサ60aと第2の温度センサ60bと加熱機30とに接続され、それらを制御する。
【0038】
具体的には、制御部55は、入力部51に入力された作業者による指示、及び動作プログラムに従い、暖気を放出するノズルを選択する。そして、制御部55は、加熱機30に選択したノズルから暖気を放出させる。この際、制御部55は、暖気を放出するノズルを、第1の温度センサ60a及び第2の温度センサ60bの計測温度に基づいて決定する。すなわち、制御部55は、温度センサの計測温度に基づいて加熱する軽量型枠20(図1)を決定し、計測温度が低い側に接続された1つのノズルを決定する。また、制御部55は、設定された養生温度に基づいて放出する暖気の温度を設定し、加熱機30に設定温度まで加熱させた暖気を放出させる。
【0039】
第1の温度センサ60a、及び第2の温度センサ60bは連続的に温度を計測し、計測データを制御部55に出力する。制御部55は、PCa用型枠10に暖気を給気している間も温度センサ60からの計測データを受信する。そして、制御部55は、暖気の排出側に設けられた温度センサ60(図5に示すように、格子状リブ枠22の下部から暖気を給気する場合は、上部に位置する第2の温度センサ60b)で計測された温度が、暖気の給気側に設けられた温度センサ60(図5においては、第1の温度センサ60a)で計測された温度より低い場合には、暖気を放出しているノズルを止め、加熱機30に暖気を放出していなかったノズルから暖気を放出させる。すなわち、図5に示す暖気が流れている状態において、第2の温度センサ60bで計測された温度が第1の温度センサ60aで計測された温度よりも低い場合には、制御部55は加熱機30に第2の給排気ホース40bから格子状リブ枠22内に暖気を給気させて、第1の給排気ホース40aを介して格子状リブ枠22内の暖気を外部へ排気させる。
【0040】
このような、プレキャストコンクリートの加熱養生の流れを図6、及び図7を用いて説明する。なお、図7で示したフローチャートは、一つの軽量型枠20に暖気を給気する場合について示したもので、複数の軽量型枠20に暖気を給気する場合には、制御部55は、以下の作業を並行して行う。
【0041】
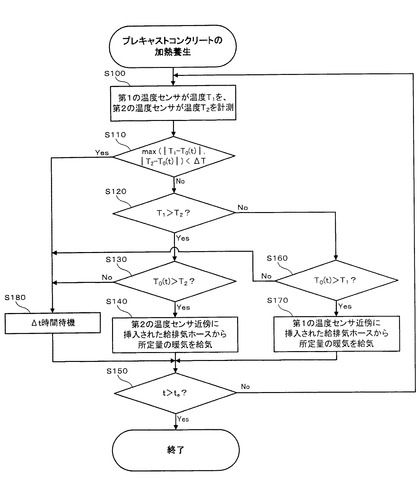
まず、作業者により、PCa用型枠10が組み立てられ、加熱機30等の各装置がPCa用型枠10に接続され、PCa用型枠10内にコンクリートが打設される。そして、予め作業者により、養生目標温度T0(t)、加熱養生期間te、及び許容温度誤差ΔTが入力部51を介して設定される。養生目標温度T0(t)は、加熱養生開始からの積算時間tにおけるPCa用型枠10内の目標とする温度を示すもので、おおよそ20乃至60℃の範囲で設定される。積算時間tにおける養生目標温度T0(t)は自由に設定可能であり、一定の温度でもよいし、積算時間tに応じて異なる値としてもよい。これにより、PCa部材に応じた加熱養生温度で管理することができる。なお、加熱養生開始からの積算時間tは、加熱養生終了まで制御部55により計測される。加熱養生期間teは、加熱養生装置1による加熱養生期間を示すもので、PCaの加熱養生装置1が作動する期間を示している。この加熱養生期間は、おおよそ24時間を目安に設定される。また、許容温度誤差ΔTは、温度センサ60により計測された温度と養生目標温度T0(t)との差を検討するにあたり、加熱養生装置1を作動させるかどうかの基準となる値である。許容温度誤差ΔTは、おおよそ2℃に設定される。
【0042】
このように、作業者により加熱養生装置1の準備、設定が完了すると、制御部55は、第1の温度センサ60aにPCa用型枠10内の温度T1を、第2の温度センサ60bにPCa用型枠10内の温度T2を計測させる(S100)。
【0043】
次に、制御部55は、温度センサ60から受信した計測温度が適切であるか判断する(S110)。制御部55は、温度センサ60から受信した温度T1、T2と養生目標温度T0(t)との差の絶対値をそれぞれ計算し、得られた絶対値のうち最大の絶対値と許容温度誤差ΔTとを比較する。そして、制御部55は、得られた最大の絶対値が許容温度誤差ΔTより小さい場合、Yesと判断し、最大の絶対値が許容温度誤差ΔTより大きい場合Noと判断する。
【0044】
ステップS110において、得られた最大の絶対値が許容温度誤差ΔTよりも大きいと判断すると(S110:No)、続いて制御部55は、第1の温度センサで計測された温度T1と、第2の温度センサで計測された温度T2とを比較する(S120)。ここで、制御部55は、温度T1が温度T2より高い場合、Yesと判断し、逆に温度T1が温度T2より低い場合、Noと判断する。
【0045】
ステップS120において、温度T1が温度T2よりも高いと判断すると(S120:Yes)、次に制御部55は、温度T2と、予め設定された養生目標温度T0(t)とを比較する(S130)。ここで、制御部55は、温度T2が養生目標温度T0(t)より低い場合、Yesと判断し、逆に温度T2が養生目標温度T0(t)より高い場合、Noと判断する。
【0046】
ステップS130において、温度T2が養生目標温度T0(t)より低いと判断すると(S130:Yes)、続いて制御部55は、加熱機30に第2の温度センサ60b付近に給排気ホース40を介して通じるノズルから暖気を放出させる(S140)。このように、PCaの加熱養生のフローがステップS140を経る場合とは、温度T2が養生目標温度T0(t)より低い場合である。すなわち、制御部55は、第2の温度センサ60b付近の温度が低下しているため、第2の温度センサ60bの近傍に挿入された給排気ホース40から優先的に暖気を給気する。
【0047】
ステップS140において、給気される暖気の容量は、個々のPCa用型枠10内の容量をもとに設定される。例えば、加熱機30は、少なくとも個々のPCa用型枠10内の容量以上の暖気を給気するように設定されている。この給気量の設定の際、ある程度暖気の給気量を多めに設定することで、加熱機30の作動頻度が抑制される。
【0048】
ステップS140において、暖気の給気が終了すると、制御部55は、加熱養生開始からの積算時間tと、予め設定された加熱養生期間teとを比較し、積算時間tが加熱養生期間teを経過したか判断する(S150)。
【0049】
ステップS150において、加熱養生開始からの時間が加熱養生期間teを経過したと判断すると(S150:Yes)、制御部55は、PCaの加熱養生を終了する。
【0050】
なおステップS150において、加熱養生開始からの時間が加熱養生期間teを経過していないと判断すると(S150:No)、制御部55はステップをS100に戻し、再度温度センサ60にPCa用型枠10内の温度を計測させる。
【0051】
ステップS110において、得られた最大の絶対値が許容温度誤差ΔTよりも小さいと判断すると(S110:Yes)、制御部55は、待機時間Δtの間、加熱養生装置1を待機させる(S180)。この待機時間Δtは、例えば5分程度に設定されている。このように加熱養生装置1を待機させた後、制御部55は、ステップをS150に進める。すなわち、制御部55は、PCa用型枠10内の温度が適切な範囲にある場合には、加熱養生期間teが経過した場合を除き、温度センサ60による温度計測を待機時間Δt毎に実行する。
【0052】
ステップS120において、温度T1が温度T2よりも低いと判断すると(S120:No)、次に制御部55は、温度T1と、予め設定された養生目標温度T0(t)とを比較しする(S160)。なお、ステップS160は、対象とする温度が異なるだけで、前述したステップS130と同様のステップである。
【0053】
ステップS160において、温度T1が養生目標温度T0(t)よりも低いと判断すると(S160:Yes)、続いて制御部55は、加熱機30に第1の温度センサ60a付近に給排気ホース40を介して通じるノズルから暖気を放出させる(S170)。次に、制御部55は、ステップをS150に進める。ステップS170においては、ステップS140と異なり、温度が低いと判断した第1の温度センサ60aの近傍に挿入された給排気ホース40から優先的に暖気を給気する。このように、本実施形態に係るプレキャストコンクリートの加熱養生方法を用いることで、PCa用型枠10内で温度の低い部分から優先的に暖気を給気することが可能となる。
【0054】
ステップS130、あるいはステップS160において、温度T2、あるいは温度T1が、養生目標温度T0(t)よりも高いと判断すると(S130、S160:No)、制御部55は、ステップをS180に進め、待機時間Δtの間、加熱養生装置1を待機させる(S180)。このように、ステップS130あるいはステップ160において、Noと判断される場合とは、温度センサ60により計測された温度T1,T2のいずれもが養生目標温度T0(t)よりも高い場合である。本実施形態に係る加熱養生装置1は、冬期における加熱養生を想定しているため、ステップS180により加熱養生装置1を待機させることにより、PCa用型枠10内は冷却される。
【0055】
なお、上述したプレキャストコンクリートの加熱養生の説明の中で、加熱機30は所定量の暖気を給気すると説明したが、加熱機30により暖気を給気している間、温度センサ60を作動させ、この温度センサ60が計測した温度データをもとに加熱機30を制御するようにしてもよい。例えば、制御部55は、温度センサ60が計測した温度が養生目標温度T0(t)に達することにより、加熱機30の給気を停止するようにしてもよい。
【0056】
また、上述したように、本実施形態に係る加熱養生装置1は冬期での使用を想定しているため、PCa用型枠10内の温度が養生目標温度T0(t)以上の場合は、自然に冷却されるまで待機することとなる。仮に、短期間にPCa用型枠10内の温度を下げる必要がある場合には、別途冷却機をPCa用型枠10に接続してもよい。
【0057】
このように、制御部55が、軽量型枠20内に配された温度センサ60の計測温度に基づいて、加熱機30に暖気を放出させることで、PCaの養生温度を適切に維持することができるとともに、軽量型枠20内の温度のムラを抑制することができる。そのため、高品位のPCa部材を製造することが可能となる。
【0058】
また、加熱機30より給気された暖気は、図2に示すせき板21と格子状リブ枠22と保温用板材23とに囲まれた空間部を通気するため、暖気がPCa用型枠10から漏出するのを防止することができ、エネルギー効率を高めることができる。
【0059】
なお、上述した実施形態では、側面の型枠(軽量型枠)に暖気を送気する場合について説明したが、例えば、下面の型枠においても内部を格子状に区切り、暖気を下面の型枠内に送気して加熱養生することも可能である。
【0060】
また、上記実施形態では、温度センサ60を軽量型枠に形成された2箇所の給排気ホース挿入孔23aのそれぞれの近傍に配置する場合について説明したが、温度センサ60の設置個数や、設置位置を特に限定するものではなく、軽量型枠内の空気の温度分布が計測できる態様であればよい。
【0061】
また、格子リブ枠22に形成する暖気通気口22aは、格子状リブ枠22の厚さ方向に同位置としてもよいし、異なる位置としてもよい。なお、それぞれの暖気通気口22aの形成位置を格子状リブ枠22の厚さ方向に同位置とする場合には、格子状リブ枠22厚の中央付近に暖気通気口22aを形成するのがよい。これにより、加熱機30から送風された暖気を格子状リブ枠22の各空間部24にムラなく通気させることができる。
【0062】
また、上述した実施形態では、1つの軽量型枠20の上下2箇所に給排気ホース挿入孔23a(図2)を形成し、それぞれの挿入孔に給排気ホース40を挿入した場合について説明した。しかしながら、いずれか一方の給排気ホース挿入孔23a(図2)に給排気ホース40を挿入して暖気を給気し、他方の給排気ホース挿入孔23aからは暖気の排気のみを行うようにしてもよい。これにより、加熱養生装置の構成を簡略化することができ、PCaの製造コストを抑制することが可能となる。
【0063】
また、上述した給排気ホース40は、加熱機30からPCa用型枠10に連なるホースから分岐した排気ホース45を有し、その分岐部にスイング式の逆止弁を備えていると説明した。しかしながら給排気ホースは、このような構成に限定されるものではなく、1方向から流れる暖気はそのまま通気させ、この1方向とは逆の方向に流れる暖気をホース外に排出する機能を有するホースであればよい。
【0064】
また、上述した実施形態では、軽量型枠20(図1)毎に、加熱機30に接続された2本の給排気ホース40(図1)が取り付けられた実施形態について説明したが、例えば図8に示すように、隣接する軽量型枠20a,20bの給排気ホース挿入孔23a間を接続ホース43を介して接続してもよい。このような構成により、例えば、給排気ホース40cから軽量型枠20aに給気された暖気は、軽量型枠20a内を通り、接続ホース43を介して軽量型枠20bに送られる。そして、軽量型枠20bへ給気された暖気は、軽量型枠20b内を通り、給排気ホース40dを介して排出される。このように、2つの軽量型枠20a,20bを接続ホース43を介して接続することで、用いられる給排気ホース40は半減し、加熱養生装置1の構成を簡略化することができる。なお、このように簡略化した加熱養生装置1においても、上述したように、PCa用型枠10内に配された温度センサ60の計測結果に基づいて、加熱機30から給気する給排気ホース40c,40dを選択してもよい。
【0065】
また、上記では、2つの軽量型枠20a,20bを接続ホース43を介して接続する場合について説明したが、打設されたPCaを取り囲む4つの軽量型枠20をそれぞれ接続ホース43を介して接続してもよい。こうすることにより、加熱養生装置1全体で2本の給排気ホース40を接続すればよく、PCa用型枠10内の温度管理も容易となる。
【符号の説明】
【0066】
1 加熱養生装置
10 プレキャストコンクリート用型枠
11 ベッド
12 締付ベルト
20 軽量型枠
21 せき板
22 格子状リブ枠
22a 暖気通気口
23 保温用板材
23a 給排気ホース挿入孔
30 加熱機
40a 第1の給排気ホース
40b 第2の給排気ホース
41 弁体
45 排気ホース
50 データ処理機
60a 第1の温度センサ
60b 第2の温度センサ
【技術分野】
【0001】
本発明はプレキャストコンクリートの加熱養生装置、及びプレキャストコンクリートの加熱養生方法に係り、特にコンクリートの養生時に発生する養生温度のムラを抑制できるとともに、エネルギー効率を高めたプレキャストコンクリートの加熱養生装置、及び方法に関する。
【背景技術】
【0002】
低温度下のコンクリートは強度発現が遅れるほか、初期材齢で凍結すると強度低下やひび割れなどを引き起こす。そのため、冬期においてコンクリートを打設する場合、コンクリートを加熱しながら養生する加熱養生が一般に行われている。このような養生方法は、コンクリートを打設した型枠に保温シートを覆い、ジェットヒータ等により保温シート内の空気を暖め、あるいは、高温蒸気を保温シート内に充填してコンクリートを養生する。
【0003】
特許文献1には、コンクリートと電熱ヒータを組み込んだ絶縁材とを積層していき、電熱ヒータの熱を直接コンクリートに伝えて養生するプレキャストコンクリート版の製造方法が開示されている。このプレキャストコンクリート版の製造方法によれば、冬期にもコンクリート温度を適温に保つことができるため、高品位のプレキャストコンクリート版が製造される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−52330号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、上述したジェットヒータ等で保温シート内の空気を暖めてコンクリートを加熱養生する方法は、シートから漏出する空気が多く、エネルギー効率が悪いという問題があった。また、このような加熱養生は、保温シート内の空気が大きく対流するため、打設されたコンクリートの部位により養生温度が異なり易く、適切な加熱養生が行えないという問題があった。
【0006】
また、特許文献1に開示されたプレキャストコンクリート版の製造方法は、コンクリート版のような平板状のコンクリート部材の製造には適用できるが、柱部材や梁部材のように厚く、比較的大きな部材には適用することはできないという問題があった。
【0007】
本発明は、このような問題点を解決するためになされたものであり、プレキャストコンクリートの加熱養生時に発生する養生温度のムラを低減できるとともに、熱源からの熱が外部へ放出するのを抑制することでエネルギー効率を高めたプレキャストコンクリートの加熱養生装置、及びプレキャストコンクリートの加熱養生方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明に係るプレキャストコンクリートの加熱養生装置は、内部に暖気が通風する空間が形成されたプレキャストコンクリート用の型枠と、暖気を放出するノズルを備えた加熱機と、一端が前記型枠に挿入され、他端が前記加熱機の前記ノズルに接続された通気ホースと、を備え、前記通気ホースが接続された前記ノズルから暖気が放出されて、放出された暖気は前記型枠の内部に導かれ、前記型枠の内部に導かれた暖気は、該型枠内部を通気して、前記型枠の外部へ排気されることを特徴とする。
【0009】
前記型枠の内部は、帯状の板によって格子状に区切られており、加熱機により給気された暖気が前記型枠内を通気するための暖気通気孔が、格子状の区画を形成した帯状の板に形成されていることが好ましい。
【0010】
また、前記暖気通気孔は、格子状に区切られた各区画において、暖気を給気する前記暖気通気孔と、暖気を排気する前記暖気通気孔とを直線で結ぶと、前記各区画を略対角に横断する位置に形成されていることが好ましい。
【0011】
また、前記暖気通気孔は、前記型枠の内部に導かれた暖気が、格子状に区切られた全区画を通気して前記型枠の外部に排気されるように形成されていることが好ましい。
【0012】
また、前記型枠の内部に配された温度センサと、前記加熱機と前記温度センサとに電気的に接続された制御装置と、を更に備え、前記制御装置は、前記温度センサにより計測された温度が所定の温度以下である場合、前記加熱機に前記通気ホースへ暖気を放出させることが好ましい。
【0013】
また、前記加熱機は前記ノズルを複数備えており、前記通気ホースは、第1の通気ホース及び第2の通気ホースから構成され、前記第1の通気ホース及び前記第2の通気ホースは、それぞれの一端が前記型枠の異なる位置に挿入されるとともに、それぞれの他端が異なる前記ノズルに接続され、前記第1の通気ホース及び前記第2の通気ホースのうち、一方の通気ホースを介して前記型枠の内部に暖気が給気される場合、前記型枠の内部に給気された暖気は他方の通気ホースを介して外部へ排気されることが好ましい。
【0014】
また、前記温度センサは、前記第1の通気ホースの挿入位置の近傍に配された第1の温度センサと、前記第2の通気ホースの挿入位置の近傍に配された第2の温度センサと、から構成され、前記制御装置は、前記第1の温度センサと前記第2の温度センサとが計測した温度を比較し、低い温度が計測された温度センサ側に挿入された通気ホースを介して、前記加熱機から暖気を給気させることが好ましい。
【0015】
また、前記第1の通気ホース及び前記第2の通気ホースは、前記加熱機から前記型枠内部へ暖気を導くとともに、前記型枠内部から排出される暖気を通気ホースの中途で外部へ排気する給排気切替手段を備えることが好ましい。
【0016】
本発明に係るプレキャストコンクリートの加熱養生方法は、上記プレキャストコンクリートの加熱養生装置を用いて、打設したコンクリートを加熱養生することを特徴とする。
【発明の効果】
【0017】
以上のように、本発明によれば、プレキャストコンクリートの加熱養生時に発生する養生温度のムラを低減できるとともに、熱源からの熱が外部へ放出するのを抑制することでエネルギー効率を高めたプレキャストコンクリートの加熱養生装置、及びプレキャストコンクリートの加熱養生方法を提供することができる。
【図面の簡単な説明】
【0018】
【図1】本願発明の実施形態に係るプレキャストコンクリートの加熱養生装置の斜視図。
【図2】プレキャストコンクリートの加熱養生装置を構成する軽量型枠の分解斜視図。
【図3】図1中の矢視III−IIIで示したプレキャストコンクリートの加熱養生装置の断面図。
【図4】図3中の破線(IV)で囲われた給排気ホースと排気口との分岐部の拡大断面図。
【図5】軽量型枠を構成する格子状リブ枠内の暖気の流れを示した断面図。
【図6】プレキャストコンクリートの加熱養生装置の加熱システムのブロック図。
【図7】プレキャストコンクリートの加熱養生の流れを示したフローチャート。
【図8】本願発明の他の実施形態に係るプレキャストコンクリートの加熱養生装置の斜視図。
【発明を実施するための形態】
【0019】
本願発明の実施形態に係るプレキャストコンクリートの加熱養生装置の構成について、添付図面を参照して説明する。図1は、本願発明の実施形態に係るプレキャストコンクリート(以下、PCaと記載する)の加熱養生装置の斜視図を示している。
【0020】
図1に示すPCaの加熱養生装置1は、PCa部材の型枠となるPCa用型枠10と、PCa用型枠10内に暖気を送る2つの加熱機30(図1において、もう1機の加熱機30はPCa用型枠10の奥に設置)と、一方をPCa用型枠10に他方を加熱機30に接続されて、加熱機30から送風された暖気をPCa用型枠10に導いたり、PCa用型枠10内の暖気をPCa用型枠10の外部に導く給排気ホース40と、PCa用型枠10内部の温度を計測する、後述する第1の温度センサ60a及び第2の温度センサ60b(図5)(以下、両者を区別しない場合は単に温度センサ60と記載する)と、温度センサ60と加熱機30とに接続されたデータ処理機50(図5)とを備えている。
【0021】
まず、PCa部材の型枠となるPCa用型枠10の構成及び構造について、詳細に説明する。PCa用型枠10は、製造工場等の床スラブ(図示せず)上に敷設され、PCa用型枠10のベースとなるベッド11と、ベッド11上に立設され、打設されるPCa柱部材の外周を取り囲むように配置された4枚の軽量型枠20と、立設された軽量型枠20の初期形状を保持するとともに、型枠内にコンクリート26が打設された際に、コンクリート26の側圧による軽量型枠20の変形を抑制する締付ベルト12と、隣接する軽量型枠20の交差部(打設されたPCa部材の出隅部に相当)に配された面木14とを備えている。
【0022】
軽量型枠20は、図1に示したように、4枚の軽量型枠20の各端部が直交するように、PCa柱部材寸法に合わされた状態でベッド11上に組み立てられ、製造されるPCa柱部材の側面型枠として機能する。この軽量型枠20は、3つの主要な部材から構成されている。図2は、軽量型枠20の分解斜視図である。同図に示すように、軽量型枠20は、打設されるコンクリート26に面するせき板21と、せき板21の変形を防止するとともに軽量型枠20全体の剛性を高める格子状リブ枠22と、加熱機30から送られた暖気や養生中のコンクリート26の水和熱を軽量型枠20内に保持するための保温用板材23とから構成されている。
【0023】
せき板21は、薄肉の平板からなり、打設されたコンクリート26に接し、コンクリート26の形状を規定するとともに、打設直後のコンクリート26のノロ(セメントペースト分)がPCa用型枠10から漏出するのを防止する。せき板21の図中の下辺には、所定量突出した爪21aが形成されており、爪21aをベッド11(図1)の表面に形成された図示しない溝に嵌め込むことで、せき板21はベッド11の所定位置に立設される。せき板21には、例えば、既製の繊維強化プラスチック板(以下、FRPと記す)や合板(木製板)を用いることができる。板厚は、格子状リブ枠22等との一体化が図れるため、従来の型枠のせき板より薄くできる。格子状リブ枠22の格子の目合い寸法にもよるが、板厚3〜5mm程度とすることができる。
【0024】
格子状リブ枠22は、例えば、FRP板や木製合板からなる帯状板が、格子内法寸法(目合い寸法)を約175mm□として格子状に組み立てられたもので、せき板21の背面(PCa用型枠10の外側)に取り付けられる。このように、FRP板等が格子状に組み立てられた格子状リブ枠22は、その重量と比較して高い曲げ剛性を有する。そして、せき板21は、その背面で細かく仕切られた各帯状板に面支持される。これにより、格子状リブ枠22は、コンクリート26による側圧を受けたせき板21の変形を確実に防止することができる。また、後述するように、加熱機30から格子状リブ枠22内に給気された暖気が、格子状リブ枠22の格子板材で区切られた全ての区画を通るように、帯状板には格子状リブ枠22に形成された各区画に通じる暖気通気孔22a(図5)が形成されている。
【0025】
保温用板材23は、例えば、FRP板や木製合板等の平板からなり、格子状リブ枠22の背面に取り付けられる。保温用板材23は、加熱機30からPCa用型枠内10に送られた暖気による熱や、コンクリート26養生時に発生する水和熱がPCa用型枠10から外部に発散するのを防止する。この作用を具体的に説明すると、せき板21と格子状リブ枠22と保温用板材23とが重ね合わされると、図3に示すように軽量型枠20内にこれら3部材に囲まれた空間部24が形成される。なお、図3は図1中の矢視III−IIIで示したPCaの加熱養生装置10の断面図である。そして、軽量型枠20が打設されたコンクリートの側圧に抵抗するように、保温用板材23が締付ベルト12(図1)で押圧されることで、空間部24は前述した暖気通気孔22a(図5)や後述する給排気ホース挿入孔23a(図2)による開口を除いて閉じられた状態となる。このように、閉じられた状態となった空間部24は、加熱機30から給気された暖気による熱やコンクリート26から発生した水和熱の発散を抑制する。また、図2に示すように、保温用板材23には、給排気ホース挿入孔23aが上下2箇所に形成されている。この給排気ホース挿入孔23aは、加熱機30から送風された暖気を軽量型枠20内に給気するための給気孔、あるいは給気孔から給気された暖気を軽量型枠20外に排気するための排気孔として機能する。そのため、2箇所の給排気ホース挿入孔23aのうち、1箇所の給排気ホース挿入孔が給気孔として機能している場合には、もう1箇所の給排気ホース挿入孔は排気孔として機能する。
【0026】
締付ベルト12は、図1に示すように、例えばポリエステル製のベルトで、軽量型枠20の外周を取り囲むように配されている。この締付ベルト12は、ベルト12の端部に設けられたベルト締付機13により、軽量型枠20全体を締め付けることができ、打設されたコンクリート26の側圧を受けた軽量型枠20が外側に変形しないように、軽量型枠20を拘束支持する。
【0027】
面木14は、図1及び図3に示すように、隣接する軽量型枠20同士が接続する隅角部と、ベッド11と軽量型枠20とが接続するPCa用型枠10内部の図示しない隅角部とに取り付けられている。本実施例では面木14はプラスチック製が用いられ、製造されたPCa柱部材の面取り部材としても機能する。これにより、製造されたPCa部材の角欠け等の損傷を防ぐことができる。
【0028】
上述したPCa用型枠10を構成する各部材を組立て、図1に示すように、その内部に鉄筋27(図1)を配筋してコンクリート26を打設することで、PCa用型枠10内に鉄筋コンクリートを形成することができる。そして、コンクリート26を打設してから所定の期間養生した後、脱型することで、所望のPCa部材が製造される。なお、PCa用型枠10の脱型の際に、PCa部材との剥離を容易にするために、コンクリート26と接触するせき板21、面木14、及びベッド11の表面に予め剥離材を塗布しておくことが好ましい。
【0029】
なお、コンクリートの養生温度が低くなる冬期には、上述した加熱機30によりPCa用型枠10内に暖気を給気して、コンクリートの養生温度を適切な温度に保持する必要がある。次に、PCaの加熱養生装置1を構成する加熱機30や給排気ホース40等のPCa部材を加熱養生するための構成について説明する。
【0030】
加熱機30は、暖気を送り出す複数のノズル(不図示)を備え、このノズルに接続された給排気ホース40を介して、PCa用型枠10内に暖気を給気する。図1に示すように、1つの軽量型枠20の上下部に形成された2つの給排気ホース挿入口23aには、それぞれ1本の給排気ホース40の一端が挿入、装着されている。そして、給排気ホース40の他端は加熱機30の別個のノズルに接続されている。本実施形態では、2つの軽量型枠20に挿入、装着された給排気ホース40、すなわち、合計4本の給排気ホース40が1つの加熱機30の別個のノズルに接続されている。なお、加熱機30は後述する制御部55(図6)からの指示を受け、所定の温度に暖めた暖気を指示されたノズルから送り出すことができる。このような構成とすることで、1つの軽量型枠20おいて、一方の給排気ホース40から暖気が給気されると、給気された暖気は軽量型枠20内を通気して他方の給排気ホース40から軽量型枠20外に排気される。
【0031】
給排気ホース40は、ポリウレタンやポリ塩化ビニル製等のエアホース(通気ホース)であり、前述したように、PCa用型枠10と加熱機30とを接続して、加熱機30から送られた暖気をPCa用型枠10内に導いたり、PCa用型枠10内の暖気をPCa用型枠10外に導く。なお、図1及び図3に示すように、それぞれの給排気ホース40は、加熱機30からPCa用型枠10に連なるホースから分岐した排気ホース45を有している。図4は、図3中の破線で囲った“IV”で示した部分の拡大断面図を示している。図4(a)は、加熱機30からPCa用型枠10内に暖気が送気されている状態、図4(b)は、PCa用型枠10内の暖気が給排気ホース40を介してPCa用型枠10外に排気されている状態を示している。なお、図4中の矢印は、暖気の流れを示している。図に示すように、給排気ホース40と排気ホース45との分岐部には、弁体41と弁体用ヒンジ42から構成されたスイング式の逆止弁が取り付けられている。そして、図4(a)に示すように、加熱機30からPCa用型枠10内へ暖気が送気される場合には、弁体41は、排気ホース45への通風路を閉塞し、加熱機30から送られた暖気が排気ホース45から放出されるのを防止する。また、図4(b)に示すように、PCa用型枠10内から暖気を外部へ排気する場合には、弁体41は図4(a)に示す状態から弁体用ヒンジ42を中心に回動して、PCa用型枠10から加熱機30へ通じる通風路を閉塞する。これにより、PCa用型枠10から放出された暖気は、給排気ホース40から排気ホース45へ通気して外部へ放出される。このように、給排気ホース40の分岐部に逆止弁を設けることにより、給排気ホース40は、加熱機30からPCa用型枠10へ暖気を導くための給気ホースとして、あるいは、PCa用型枠10内から外部へ暖気を排気する排気ホースとして機能する。
【0032】
次に、PCa用型枠10内における暖気の流れと、コンクリートの養生温度の管理について図5、図6、及び図7を参照して説明する。図5は、PCa用型枠10を構成する格子状リブ枠22内の暖気の流れを示した断面図、図6は、プレキャストコンクリートの加熱システム70を示したブロック図、図7はプレキャストコンクリートの加熱養生の流れを示したフローチャートである。なお、図5に示した矢印は、加熱機30からPCa用型枠10内に給気された暖気の流れを示す。また、図5においては、PCa用型枠10の下部に接続された第1の給排気ホース40aからPCa用型枠10内に暖気が給気されている。そして、給気された暖気は、格子状リブ枠22で区画された各空間部24を通気して、PCa用型枠10の上部に接続された第2の給排気ホース40bから排出されている。
【0033】
格子状リブ枠22には、加熱機30から給気された暖気が格子状に形成された各空間部24を通気できるように暖気通気口22aが形成されている。図5に示すように、この暖気通気口22aは、格子状に区切られた区画を暖気が対角に通気するように、各空間部24に2箇所形成されている。これにより、加熱機30から給気された暖気を、格子状リブ枠22の各空間部24にムラなく通気させることができるとともに、PCa用型枠22内で通気する暖気の経路を一定にすることができる。このように、暖気を格子状リブ枠22に形成された空間にムラなく通気させることができるため、PCa用型枠10内における空気の温度のムラを抑制できる。また、PCa用型枠10内において暖気の経路を一定にできることにより、熱対流の範囲を狭くすることができ、断熱効果を向上させることができる。
【0034】
また、第1の給排気ホース40aが挿入された空間部24には第1の温度センサ60aが、第2の給排気ホース40bが挿入された空間部には第2の温度センサ60bが設置されている。第1の温度センサ60a及び第2の温度センサ60bは温度を計測し、計測したデータを電気的に接続されたデータ処理機50に送信する。
【0035】
なお、加熱機30によるPCaの加熱養生は、データ処理機50の制御により自動的に行われる。図6に示すように、PCaの加熱養生を実行する加熱システム70は、データ処理機50と、第1の温度センサ60aと、第2の温度センサ60bと、加熱機30とを備えている。以下、これらデータ処理機50等の構成や動作について説明する。
【0036】
データ処理機50は、図6に示すように、作業者の指示を受け付ける入力部51と、PCaの加熱養生を行うための各装置を制御する制御部55と、制御部55の制御により所定の画面表示を行う出力部52とから構成されている。データ処理機50は、例えばコンピュータから構成される。
【0037】
制御部55は、例えば、ROM(Read Only Memory)、CPU(Central Processing Unit:中央演算処理装置)、及び、RAM(Random Access Memory)等を備える。ROMは、動作プログラムを記憶し、CPUは、その動作プログラムに従って加熱システム70全体を制御し、RAMは、CPUのワークエリアとして機能する。制御部55は、入力部51と出力部52と第1の温度センサ60aと第2の温度センサ60bと加熱機30とに接続され、それらを制御する。
【0038】
具体的には、制御部55は、入力部51に入力された作業者による指示、及び動作プログラムに従い、暖気を放出するノズルを選択する。そして、制御部55は、加熱機30に選択したノズルから暖気を放出させる。この際、制御部55は、暖気を放出するノズルを、第1の温度センサ60a及び第2の温度センサ60bの計測温度に基づいて決定する。すなわち、制御部55は、温度センサの計測温度に基づいて加熱する軽量型枠20(図1)を決定し、計測温度が低い側に接続された1つのノズルを決定する。また、制御部55は、設定された養生温度に基づいて放出する暖気の温度を設定し、加熱機30に設定温度まで加熱させた暖気を放出させる。
【0039】
第1の温度センサ60a、及び第2の温度センサ60bは連続的に温度を計測し、計測データを制御部55に出力する。制御部55は、PCa用型枠10に暖気を給気している間も温度センサ60からの計測データを受信する。そして、制御部55は、暖気の排出側に設けられた温度センサ60(図5に示すように、格子状リブ枠22の下部から暖気を給気する場合は、上部に位置する第2の温度センサ60b)で計測された温度が、暖気の給気側に設けられた温度センサ60(図5においては、第1の温度センサ60a)で計測された温度より低い場合には、暖気を放出しているノズルを止め、加熱機30に暖気を放出していなかったノズルから暖気を放出させる。すなわち、図5に示す暖気が流れている状態において、第2の温度センサ60bで計測された温度が第1の温度センサ60aで計測された温度よりも低い場合には、制御部55は加熱機30に第2の給排気ホース40bから格子状リブ枠22内に暖気を給気させて、第1の給排気ホース40aを介して格子状リブ枠22内の暖気を外部へ排気させる。
【0040】
このような、プレキャストコンクリートの加熱養生の流れを図6、及び図7を用いて説明する。なお、図7で示したフローチャートは、一つの軽量型枠20に暖気を給気する場合について示したもので、複数の軽量型枠20に暖気を給気する場合には、制御部55は、以下の作業を並行して行う。
【0041】
まず、作業者により、PCa用型枠10が組み立てられ、加熱機30等の各装置がPCa用型枠10に接続され、PCa用型枠10内にコンクリートが打設される。そして、予め作業者により、養生目標温度T0(t)、加熱養生期間te、及び許容温度誤差ΔTが入力部51を介して設定される。養生目標温度T0(t)は、加熱養生開始からの積算時間tにおけるPCa用型枠10内の目標とする温度を示すもので、おおよそ20乃至60℃の範囲で設定される。積算時間tにおける養生目標温度T0(t)は自由に設定可能であり、一定の温度でもよいし、積算時間tに応じて異なる値としてもよい。これにより、PCa部材に応じた加熱養生温度で管理することができる。なお、加熱養生開始からの積算時間tは、加熱養生終了まで制御部55により計測される。加熱養生期間teは、加熱養生装置1による加熱養生期間を示すもので、PCaの加熱養生装置1が作動する期間を示している。この加熱養生期間は、おおよそ24時間を目安に設定される。また、許容温度誤差ΔTは、温度センサ60により計測された温度と養生目標温度T0(t)との差を検討するにあたり、加熱養生装置1を作動させるかどうかの基準となる値である。許容温度誤差ΔTは、おおよそ2℃に設定される。
【0042】
このように、作業者により加熱養生装置1の準備、設定が完了すると、制御部55は、第1の温度センサ60aにPCa用型枠10内の温度T1を、第2の温度センサ60bにPCa用型枠10内の温度T2を計測させる(S100)。
【0043】
次に、制御部55は、温度センサ60から受信した計測温度が適切であるか判断する(S110)。制御部55は、温度センサ60から受信した温度T1、T2と養生目標温度T0(t)との差の絶対値をそれぞれ計算し、得られた絶対値のうち最大の絶対値と許容温度誤差ΔTとを比較する。そして、制御部55は、得られた最大の絶対値が許容温度誤差ΔTより小さい場合、Yesと判断し、最大の絶対値が許容温度誤差ΔTより大きい場合Noと判断する。
【0044】
ステップS110において、得られた最大の絶対値が許容温度誤差ΔTよりも大きいと判断すると(S110:No)、続いて制御部55は、第1の温度センサで計測された温度T1と、第2の温度センサで計測された温度T2とを比較する(S120)。ここで、制御部55は、温度T1が温度T2より高い場合、Yesと判断し、逆に温度T1が温度T2より低い場合、Noと判断する。
【0045】
ステップS120において、温度T1が温度T2よりも高いと判断すると(S120:Yes)、次に制御部55は、温度T2と、予め設定された養生目標温度T0(t)とを比較する(S130)。ここで、制御部55は、温度T2が養生目標温度T0(t)より低い場合、Yesと判断し、逆に温度T2が養生目標温度T0(t)より高い場合、Noと判断する。
【0046】
ステップS130において、温度T2が養生目標温度T0(t)より低いと判断すると(S130:Yes)、続いて制御部55は、加熱機30に第2の温度センサ60b付近に給排気ホース40を介して通じるノズルから暖気を放出させる(S140)。このように、PCaの加熱養生のフローがステップS140を経る場合とは、温度T2が養生目標温度T0(t)より低い場合である。すなわち、制御部55は、第2の温度センサ60b付近の温度が低下しているため、第2の温度センサ60bの近傍に挿入された給排気ホース40から優先的に暖気を給気する。
【0047】
ステップS140において、給気される暖気の容量は、個々のPCa用型枠10内の容量をもとに設定される。例えば、加熱機30は、少なくとも個々のPCa用型枠10内の容量以上の暖気を給気するように設定されている。この給気量の設定の際、ある程度暖気の給気量を多めに設定することで、加熱機30の作動頻度が抑制される。
【0048】
ステップS140において、暖気の給気が終了すると、制御部55は、加熱養生開始からの積算時間tと、予め設定された加熱養生期間teとを比較し、積算時間tが加熱養生期間teを経過したか判断する(S150)。
【0049】
ステップS150において、加熱養生開始からの時間が加熱養生期間teを経過したと判断すると(S150:Yes)、制御部55は、PCaの加熱養生を終了する。
【0050】
なおステップS150において、加熱養生開始からの時間が加熱養生期間teを経過していないと判断すると(S150:No)、制御部55はステップをS100に戻し、再度温度センサ60にPCa用型枠10内の温度を計測させる。
【0051】
ステップS110において、得られた最大の絶対値が許容温度誤差ΔTよりも小さいと判断すると(S110:Yes)、制御部55は、待機時間Δtの間、加熱養生装置1を待機させる(S180)。この待機時間Δtは、例えば5分程度に設定されている。このように加熱養生装置1を待機させた後、制御部55は、ステップをS150に進める。すなわち、制御部55は、PCa用型枠10内の温度が適切な範囲にある場合には、加熱養生期間teが経過した場合を除き、温度センサ60による温度計測を待機時間Δt毎に実行する。
【0052】
ステップS120において、温度T1が温度T2よりも低いと判断すると(S120:No)、次に制御部55は、温度T1と、予め設定された養生目標温度T0(t)とを比較しする(S160)。なお、ステップS160は、対象とする温度が異なるだけで、前述したステップS130と同様のステップである。
【0053】
ステップS160において、温度T1が養生目標温度T0(t)よりも低いと判断すると(S160:Yes)、続いて制御部55は、加熱機30に第1の温度センサ60a付近に給排気ホース40を介して通じるノズルから暖気を放出させる(S170)。次に、制御部55は、ステップをS150に進める。ステップS170においては、ステップS140と異なり、温度が低いと判断した第1の温度センサ60aの近傍に挿入された給排気ホース40から優先的に暖気を給気する。このように、本実施形態に係るプレキャストコンクリートの加熱養生方法を用いることで、PCa用型枠10内で温度の低い部分から優先的に暖気を給気することが可能となる。
【0054】
ステップS130、あるいはステップS160において、温度T2、あるいは温度T1が、養生目標温度T0(t)よりも高いと判断すると(S130、S160:No)、制御部55は、ステップをS180に進め、待機時間Δtの間、加熱養生装置1を待機させる(S180)。このように、ステップS130あるいはステップ160において、Noと判断される場合とは、温度センサ60により計測された温度T1,T2のいずれもが養生目標温度T0(t)よりも高い場合である。本実施形態に係る加熱養生装置1は、冬期における加熱養生を想定しているため、ステップS180により加熱養生装置1を待機させることにより、PCa用型枠10内は冷却される。
【0055】
なお、上述したプレキャストコンクリートの加熱養生の説明の中で、加熱機30は所定量の暖気を給気すると説明したが、加熱機30により暖気を給気している間、温度センサ60を作動させ、この温度センサ60が計測した温度データをもとに加熱機30を制御するようにしてもよい。例えば、制御部55は、温度センサ60が計測した温度が養生目標温度T0(t)に達することにより、加熱機30の給気を停止するようにしてもよい。
【0056】
また、上述したように、本実施形態に係る加熱養生装置1は冬期での使用を想定しているため、PCa用型枠10内の温度が養生目標温度T0(t)以上の場合は、自然に冷却されるまで待機することとなる。仮に、短期間にPCa用型枠10内の温度を下げる必要がある場合には、別途冷却機をPCa用型枠10に接続してもよい。
【0057】
このように、制御部55が、軽量型枠20内に配された温度センサ60の計測温度に基づいて、加熱機30に暖気を放出させることで、PCaの養生温度を適切に維持することができるとともに、軽量型枠20内の温度のムラを抑制することができる。そのため、高品位のPCa部材を製造することが可能となる。
【0058】
また、加熱機30より給気された暖気は、図2に示すせき板21と格子状リブ枠22と保温用板材23とに囲まれた空間部を通気するため、暖気がPCa用型枠10から漏出するのを防止することができ、エネルギー効率を高めることができる。
【0059】
なお、上述した実施形態では、側面の型枠(軽量型枠)に暖気を送気する場合について説明したが、例えば、下面の型枠においても内部を格子状に区切り、暖気を下面の型枠内に送気して加熱養生することも可能である。
【0060】
また、上記実施形態では、温度センサ60を軽量型枠に形成された2箇所の給排気ホース挿入孔23aのそれぞれの近傍に配置する場合について説明したが、温度センサ60の設置個数や、設置位置を特に限定するものではなく、軽量型枠内の空気の温度分布が計測できる態様であればよい。
【0061】
また、格子リブ枠22に形成する暖気通気口22aは、格子状リブ枠22の厚さ方向に同位置としてもよいし、異なる位置としてもよい。なお、それぞれの暖気通気口22aの形成位置を格子状リブ枠22の厚さ方向に同位置とする場合には、格子状リブ枠22厚の中央付近に暖気通気口22aを形成するのがよい。これにより、加熱機30から送風された暖気を格子状リブ枠22の各空間部24にムラなく通気させることができる。
【0062】
また、上述した実施形態では、1つの軽量型枠20の上下2箇所に給排気ホース挿入孔23a(図2)を形成し、それぞれの挿入孔に給排気ホース40を挿入した場合について説明した。しかしながら、いずれか一方の給排気ホース挿入孔23a(図2)に給排気ホース40を挿入して暖気を給気し、他方の給排気ホース挿入孔23aからは暖気の排気のみを行うようにしてもよい。これにより、加熱養生装置の構成を簡略化することができ、PCaの製造コストを抑制することが可能となる。
【0063】
また、上述した給排気ホース40は、加熱機30からPCa用型枠10に連なるホースから分岐した排気ホース45を有し、その分岐部にスイング式の逆止弁を備えていると説明した。しかしながら給排気ホースは、このような構成に限定されるものではなく、1方向から流れる暖気はそのまま通気させ、この1方向とは逆の方向に流れる暖気をホース外に排出する機能を有するホースであればよい。
【0064】
また、上述した実施形態では、軽量型枠20(図1)毎に、加熱機30に接続された2本の給排気ホース40(図1)が取り付けられた実施形態について説明したが、例えば図8に示すように、隣接する軽量型枠20a,20bの給排気ホース挿入孔23a間を接続ホース43を介して接続してもよい。このような構成により、例えば、給排気ホース40cから軽量型枠20aに給気された暖気は、軽量型枠20a内を通り、接続ホース43を介して軽量型枠20bに送られる。そして、軽量型枠20bへ給気された暖気は、軽量型枠20b内を通り、給排気ホース40dを介して排出される。このように、2つの軽量型枠20a,20bを接続ホース43を介して接続することで、用いられる給排気ホース40は半減し、加熱養生装置1の構成を簡略化することができる。なお、このように簡略化した加熱養生装置1においても、上述したように、PCa用型枠10内に配された温度センサ60の計測結果に基づいて、加熱機30から給気する給排気ホース40c,40dを選択してもよい。
【0065】
また、上記では、2つの軽量型枠20a,20bを接続ホース43を介して接続する場合について説明したが、打設されたPCaを取り囲む4つの軽量型枠20をそれぞれ接続ホース43を介して接続してもよい。こうすることにより、加熱養生装置1全体で2本の給排気ホース40を接続すればよく、PCa用型枠10内の温度管理も容易となる。
【符号の説明】
【0066】
1 加熱養生装置
10 プレキャストコンクリート用型枠
11 ベッド
12 締付ベルト
20 軽量型枠
21 せき板
22 格子状リブ枠
22a 暖気通気口
23 保温用板材
23a 給排気ホース挿入孔
30 加熱機
40a 第1の給排気ホース
40b 第2の給排気ホース
41 弁体
45 排気ホース
50 データ処理機
60a 第1の温度センサ
60b 第2の温度センサ
【特許請求の範囲】
【請求項1】
内部に暖気が通風する空間が形成されたプレキャストコンクリート用の型枠と、
暖気を放出するノズルを備えた加熱機と、
一端が前記型枠に挿入され、他端が前記加熱機の前記ノズルに接続された通気ホースとを備え、
前記通気ホースが接続された前記ノズルから暖気が放出されて、放出された暖気は前記型枠の内部に導かれ、
前記型枠の内部に導かれた暖気は、該型枠内部を通気して、前記型枠の外部へ排気されることを特徴とするプレキャストコンクリートの加熱養生装置。
【請求項2】
前記型枠の内部は、帯状の板によって格子状に区切られており、
前記加熱機により給気された暖気が前記型枠内を通気するための暖気通気孔が、格子状の区画を形成した帯状の板に形成されていることを特徴とする請求項1に記載のプレキャストコンクリートの加熱養生装置。
【請求項3】
前記暖気通気孔は、格子状に区切られた各区画において、暖気を給気する前記暖気通気孔と、暖気を排気する前記暖気通気孔とを直線で結ぶと、前記各区画を略対角に横断する位置に形成されていることを特徴とする請求項2に記載のプレキャストコンクリートの加熱養生装置。
【請求項4】
前記暖気通気孔は、前記型枠の内部に導かれた暖気が、格子状に区切られた全区画を通気して前記型枠の外部に排気されるように形成されていることを特徴とする請求項2または請求項3に記載のプレキャストコンクリートの加熱養生装置。
【請求項5】
前記型枠の内部に配された温度センサと、
前記加熱機と前記温度センサとに電気的に接続された制御装置と、を更に備え、
前記制御装置は、前記温度センサにより計測された温度が所定の温度以下である場合、前記加熱機に前記通気ホースへ暖気を放出させることを特徴とする請求項1乃至4に記載のプレキャストコンクリートの加熱養生装置。
【請求項6】
前記加熱機は前記ノズルを複数備えており、
前記通気ホースは、第1の通気ホース及び第2の通気ホースから構成され、前記第1の通気ホース及び前記第2の通気ホースは、それぞれの一端が前記型枠の異なる位置に挿入されるとともに、それぞれの他端が異なる前記ノズルに接続され、
前記第1の通気ホース及び前記第2の通気ホースのうち、一方の通気ホースを介して前記型枠の内部に暖気が給気される場合、前記型枠の内部に給気された暖気は他方の通気ホースを介して外部へ排気されることを特徴とする請求項1乃至5に記載のプレキャストコンクリートの加熱養生装置。
【請求項7】
前記温度センサは、前記第1の通気ホースの挿入位置の近傍に配された第1の温度センサと、前記第2の通気ホースの挿入位置の近傍に配された第2の温度センサと、から構成され、
前記制御装置は、前記第1の温度センサと前記第2の温度センサとが計測した温度を比較し、低い温度が計測された温度センサ側に挿入された通気ホースを介して、前記加熱機から暖気を給気させることを特徴とする請求項6に記載のプレキャストコンクリートの加熱養生装置。
【請求項8】
前記第1の通気ホース及び前記第2の通気ホースは、前記加熱機から前記型枠内部へ暖気を導くとともに、前記型枠内部から排出される暖気を通気ホースの中途で外部へ排気する給排気切替手段を備えることを特徴とする請求項6または請求項7に記載のプレキャストコンクリートの加熱養生装置。
【請求項9】
請求項1乃至8のいずれか1項に記載のプレキャストコンクリートの加熱養生装置を用いて、打設したコンクリートを加熱養生するプレキャストコンクリートの加熱養生方法。
【請求項1】
内部に暖気が通風する空間が形成されたプレキャストコンクリート用の型枠と、
暖気を放出するノズルを備えた加熱機と、
一端が前記型枠に挿入され、他端が前記加熱機の前記ノズルに接続された通気ホースとを備え、
前記通気ホースが接続された前記ノズルから暖気が放出されて、放出された暖気は前記型枠の内部に導かれ、
前記型枠の内部に導かれた暖気は、該型枠内部を通気して、前記型枠の外部へ排気されることを特徴とするプレキャストコンクリートの加熱養生装置。
【請求項2】
前記型枠の内部は、帯状の板によって格子状に区切られており、
前記加熱機により給気された暖気が前記型枠内を通気するための暖気通気孔が、格子状の区画を形成した帯状の板に形成されていることを特徴とする請求項1に記載のプレキャストコンクリートの加熱養生装置。
【請求項3】
前記暖気通気孔は、格子状に区切られた各区画において、暖気を給気する前記暖気通気孔と、暖気を排気する前記暖気通気孔とを直線で結ぶと、前記各区画を略対角に横断する位置に形成されていることを特徴とする請求項2に記載のプレキャストコンクリートの加熱養生装置。
【請求項4】
前記暖気通気孔は、前記型枠の内部に導かれた暖気が、格子状に区切られた全区画を通気して前記型枠の外部に排気されるように形成されていることを特徴とする請求項2または請求項3に記載のプレキャストコンクリートの加熱養生装置。
【請求項5】
前記型枠の内部に配された温度センサと、
前記加熱機と前記温度センサとに電気的に接続された制御装置と、を更に備え、
前記制御装置は、前記温度センサにより計測された温度が所定の温度以下である場合、前記加熱機に前記通気ホースへ暖気を放出させることを特徴とする請求項1乃至4に記載のプレキャストコンクリートの加熱養生装置。
【請求項6】
前記加熱機は前記ノズルを複数備えており、
前記通気ホースは、第1の通気ホース及び第2の通気ホースから構成され、前記第1の通気ホース及び前記第2の通気ホースは、それぞれの一端が前記型枠の異なる位置に挿入されるとともに、それぞれの他端が異なる前記ノズルに接続され、
前記第1の通気ホース及び前記第2の通気ホースのうち、一方の通気ホースを介して前記型枠の内部に暖気が給気される場合、前記型枠の内部に給気された暖気は他方の通気ホースを介して外部へ排気されることを特徴とする請求項1乃至5に記載のプレキャストコンクリートの加熱養生装置。
【請求項7】
前記温度センサは、前記第1の通気ホースの挿入位置の近傍に配された第1の温度センサと、前記第2の通気ホースの挿入位置の近傍に配された第2の温度センサと、から構成され、
前記制御装置は、前記第1の温度センサと前記第2の温度センサとが計測した温度を比較し、低い温度が計測された温度センサ側に挿入された通気ホースを介して、前記加熱機から暖気を給気させることを特徴とする請求項6に記載のプレキャストコンクリートの加熱養生装置。
【請求項8】
前記第1の通気ホース及び前記第2の通気ホースは、前記加熱機から前記型枠内部へ暖気を導くとともに、前記型枠内部から排出される暖気を通気ホースの中途で外部へ排気する給排気切替手段を備えることを特徴とする請求項6または請求項7に記載のプレキャストコンクリートの加熱養生装置。
【請求項9】
請求項1乃至8のいずれか1項に記載のプレキャストコンクリートの加熱養生装置を用いて、打設したコンクリートを加熱養生するプレキャストコンクリートの加熱養生方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2011−5754(P2011−5754A)
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願番号】特願2009−151860(P2009−151860)
【出願日】平成21年6月26日(2009.6.26)
【出願人】(000002299)清水建設株式会社 (2,433)
【Fターム(参考)】
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願日】平成21年6月26日(2009.6.26)
【出願人】(000002299)清水建設株式会社 (2,433)
【Fターム(参考)】
[ Back to top ]