
プレキャストコンクリート用型枠
【課題】高強度のプレキャストコンクリート構造体を製造することが可能なプレキャストコンクリート用型枠を提供する。
【解決手段】本発明にプレキャストコンクリート用型枠100は、原材料が投入され、当該原材料を硬化させる際に用いられるプレキャストコンクリート用型枠100において、線膨張係数が2μ/℃以下である鋼材によって形成されることを特徴とする。
【解決手段】本発明にプレキャストコンクリート用型枠100は、原材料が投入され、当該原材料を硬化させる際に用いられるプレキャストコンクリート用型枠100において、線膨張係数が2μ/℃以下である鋼材によって形成されることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コンクリート構造体を製造するために用いられるプレキャストコンクリート用型枠に関する。
【背景技術】
【0002】
近年、品質管理、および現場施工の時間短縮等の理由から工場で生産するプレキャストコンクリート構造体が建設現場で使用されるようになってきている。
【0003】
このようなプレキャストコンクリート構造体は、コンクリート原材料を所定の型枠に投入し、これを高温蒸気下で養生させ、所定時間経過の後、型枠から硬化物を取り外すことにより製造される。例えば、特許文献1(特開2002−249386号公報)には、このようなプレキャストコンクリート構造体の製造工程が開示されている。
【特許文献1】特開2002−249386号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来のプレキャストコンクリート用型枠としては、一般的に、普通鋼材が用いられていた。このような鋼材の線膨張係数は約10μ/℃であるのに対して、コンクリートの線膨張係数は6〜12μ/℃であり、これら線膨張係数の差に基づいて膨張量の差が生じることとなる。プレキャストコンクリート構造体の製造時における蒸気養生などの高温環境下では、原材料には所定の圧力が加えられた方が、原材料が緻密化し、製造されたプレキャストコンクリート構造体の強度特性や耐久性能が向上することが知られている。
【0005】
しかしながら、上記のように鋼材の線膨張係数は約10μ/℃であるのに対して、コンクリートの線膨張係数は6〜12μ/℃であり、コンクリート原材料の配合によっては、原材料に対し型枠からの加圧力を加えることができず、より高い強度のプレキャストコンクリート構造体を製造することができない、という問題があった。
【0006】
また、型枠の線膨張係数が10μ/℃と比較的に高いことから、型枠の全体にわたって生じる温度分布に基づいて、型枠に反りやねじれが生じることとなり、これらがプレキャストコンクリート製造時に悪影響を及ぼす、という問題があった。
【課題を解決するための手段】
【0007】
この発明は、上記課題を解決するものであって、請求項1に係る発明は、原材料が投入され、当該原材料を硬化させる際に用いられるプレキャストコンクリート用型枠において、線膨張係数が2μ/℃以下である鋼材によって形成されることを特徴とする。
【0008】
また、請求項2に係る発明は、原材料が投入され、当該原材料を硬化させる際に用いられるプレキャストコンクリート用型枠において、少なくとも一部に線膨張係数が2μ/℃以下である鋼材が用いられることを特徴とする。
【0009】
また、請求項3に係る発明は、請求項1又は請求項2に記載のプレキャストコンクリート用型枠において、前記鋼材がインバー鋼であることを特徴とする。
【発明の効果】
【0010】
本発明に係るプレキャストコンクリート用型枠によれば、プレキャストコンクリート用型枠としてインバー鋼などの線膨張係数が2μ/℃以下である鋼材を用いるので、線膨張
係数が6〜12μ/℃であるコンクリートに対して、それぞれの線膨張係数の差分に相当する圧力を型枠から印加することが可能となり、コンクリートを緻密化でき、高い強度のプレキャストコンクリート構造体を製造することが可能となる。
【0011】
また、本発明に係るプレキャストコンクリート用型枠によれば、インバー鋼などの線膨張係数が2μ/℃以下である比較的線膨張係数が低い鋼材をプレキャストコンクリート用型枠として用いるので、型枠の全体にわたって生じる温度分布に基づいて、型枠に反りやねじれが生じることがあまりなく、プレキャストコンクリート製造時における型枠の反りやねじれに基づく悪影響が皆無となる。
【図面の簡単な説明】
【0012】
【図1】本発明の実施形態に係るプレキャストコンクリート用型枠及びこれを用いたプレキャストコンクリート構造体の製造工程の概略を示す図である。
【図2】本発明の他の実施形態に係るプレキャストコンクリート用型枠及びこれを用いたプレキャストコンクリート構造体の製造工程の概略を示す図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施の形態を図面を参照しつつ説明する。図1は本発明の実施形態に係るプレキャストコンクリート用型枠及びこれを用いたプレキャストコンクリート構造体の製造工程の概略を示す図である。
【0014】
図1(A)は本発明に係るプレキャストコンクリート用型枠100の一構成例を示す図である。本実施形態においては、プレキャストコンクリート用型枠100は、コンクリート原材料が投入される中空部120を有する型枠部材110と、中空部120における原材料投入口を覆うことによって略閉じた空間を形成する蓋部材130とから構成される。なお、型枠部材110と蓋部材130との間などには多少の隙間が生じるような設計とされ、当該隙間が原材料のセメントの水和以外に利用される水分等の揮発性物質の逃げ場として機能するようにされる。コンクリート原材料としては、セメント、水、砂、砂利などの骨材、混和剤、分散剤などの添加剤、必要に応じてスラグ、フライアッシュ、シリカフュームなどが用いられる。
【0015】
なお、本実施形態においては、プレキャストコンクリート用型枠100における型枠部材110は1つの部品によって構成されたものであるが、本発明のプレキャストコンクリ
ート用型枠100における型枠部材110はこれに限定されず、複数部材をボルトナットなどの固着手段によって組み上げたものとすることも可能である。
【0016】
ここで、本実施形態に係るプレキャストコンクリート用型枠100を構成する型枠部材110及び蓋部材130は、線膨張係数が2μ/℃以下である鋼材によって構成されることを特徴としている。このような線膨張係数が2μ/℃以下である鋼材としては、より具体的にはインバー鋼を例に挙げることができる。インバー鋼の代表的な物性値を下記に掲げる。
【0017】
線膨張係数:1〜2μ/℃
引張強度:400(N/mm2)以上
0.2%耐力:250(N/mm2)以上
ヤング係数:1.5×105(N/mm2)程度
なお、本発明に係るプレキャストコンクリート用型枠100としては、線膨張係数が2μ/℃以下であるものを用いることができれば、鋼材に限らず他の物質も使用することができる。例えば、プレキャストコンクリート用型枠100を構成する材料としてガラスや、或いは線膨張係数が負の値をもつ材料を用いることも可能である。
【0018】
これまで、プレキャストコンクリート用型枠としては、一般的に、普通鋼材が用いられていた。このような鋼材の線膨張係数は約10μ/℃であるのに対して、コンクリートの線膨張係数は6〜12μ/℃であり、これら線膨張係数の差に基づいて膨張量の差が生じることとなる。プレキャストコンクリート構造体の製造時における蒸気養生などの高温環境下では、原材料には所定の圧力が加えられた方が、原材料が緻密化し、製造されたプレキャストコンクリート構造体の強度特性や耐久性能が向上することが知られている。
【0019】
しかしながら、上記のように鋼材の線膨張係数は約10μ/℃であるのに対して、コンクリートの線膨張係数は6〜12μ/℃であり、コンクリート原材料の配合によっては、原材料に対し型枠からの加圧力を加えることができず、より高い強度のプレキャストコンクリート構造体を製造することができない、という問題があった。
【0020】
また、型枠の線膨張係数が10μ/℃と比較的に高いことから、型枠の全体にわたって生じる温度分布に基づいて、型枠に反りやねじれが生じることとなり、これらがプレキャストコンクリート製造時に悪影響を及ぼす、という問題があった。
【0021】
そこで、本発明に係るプレキャストコンクリート用型枠100は、線膨張係数が2μ/℃以下である鋼材によって形成する。より、具体的には、この線膨張係数が2μ/℃以下である鋼材として、インバー鋼を用いるようにする。
【0022】
このように、本発明に係るプレキャストコンクリート用型枠100によれば、プレキャストコンクリート用型枠100としてインバー鋼などの線膨張係数が2μ/℃以下である鋼材を用いるので、線膨張係数が6〜12μ/℃であるコンクリートに対して、それぞれの線膨張係数の差分に相当する圧力を型枠から印加することが可能となり、コンクリートを緻密化でき、高い強度のプレキャストコンクリート構造体を製造することが可能となる。
【0023】
また、本発明に係るプレキャストコンクリート用型枠100によれば、インバー鋼などの線膨張係数が2μ/℃以下である比較的線膨張係数が低い鋼材をプレキャストコンクリート用型枠100として用いるので、型枠の全体にわたって生じる温度分布に基づいて、型枠に反りやねじれが生じることがあまりなく、プレキャストコンクリート製造時における型枠の反りやねじれに基づく悪影響が皆無となる。
【0024】
図1(B)は本発明に係るプレキャストコンクリート用型枠100を用いて、コンクリート原材料を養生している様子を示している。このような養生は、オートクレーブ装置内などの高温多湿環境下での養生により実現することが可能である。
【0025】
図1(C)は、図1(B)に示すような状態での養生後に、プレキャストコンクリート用型枠100から脱型されたプレキャストコンクリート構造体200を示す図である。これまで説明したように、プレキャストコンクリート用型枠100の材料としてインバー鋼などの線膨張係数が2μ/℃以下である鋼材を用いるに対して、コンクリートの線膨張係数は6〜12μ/℃である。これによれば、加熱養生後に温度を低下させることで、コンクリートは比較的に大きく収縮するのに対して、プレキャストコンクリート用型枠100の収縮は小さくなることから、その差を利用して、容易に脱型することができる。
【0026】
ここで、本発明に係るプレキャストコンクリート用型枠100において、型枠側からコンクリート原材料に加えられる圧力について簡単に計算を試みる。
【0027】
以下に、計算ための条件(コンクリートの線膨張係数、インバー鋼の線膨張係数、加熱
養生の温度、コンクリートのヤング係数)を示す。
<計算条件>
コンクリートの線膨張係数(αc): 9.0μ/℃
インバー鋼の線膨張係数(αi): 1.5μ/℃
加熱養生の温度: 20℃から80℃に昇温
コンクリートのヤング係数: 2.1×104(N/mm2)
上記の条件から、コンクリートの温度が20℃から80℃に昇温した場合に生じるひずみ量は以下のように計算できる。
ε=αc×Δt=540(μ) (1)
また、上記条件から、インバー鋼の温度が20℃から80℃に昇温した場合に生じるひずみ量は以下のように計算できる。
ε=αi×Δt=90(μ) (2)
(1)と(2)とから、コンクリートのインバー鋼製のプレキャストコンクリート用型枠100との間の差分のひずみ量は以下のように計算できる。
Δε=540(μ)−90(μ)=450(μ) (3)
上記差分のひずみ量に基づいて生じる応力σは、下記の通りとなる。
σ=E×Δε=2.1×104×450×10―6=9.45 (N/mm2) (
4)
上記のような設定条件で計算を行うと、本発明に係るプレキャストコンクリート用型枠100内のコンクリート原材料に対しては、内部圧力は9.45(N/mm2)となる。
上記の計算は、加熱によって生じる膨張圧に基づくものであるため、オートクレーブ養生時の圧力状況(約1.0N/mm2)とは一概に比較できないが、本発明に係るプレキャ
ストコンクリート用型枠100によれば、型枠内において大きな圧力を得ることが可能であることがわかる。
【0028】
また、プレキャストコンクリートを製造する際に硬化前、加圧する加圧成型技術がこれまで知られているが、このような加圧成型で用いられる圧力は5N/mm2〜100N/
mm2で、圧力が9.8N/mm2〜19.6N/mm2におけるコンクリートの強度増進
効果(加圧なしに比べると強度上昇率は150%から170%)が大きいことが分かっている。本発明に係るプレキャストコンクリート用型枠100においては、上記のように内部圧力9.45(N/mm2)を得ることができるので、加圧成型と比較しても、遜色の
ない圧力をコンクリートに印加することが可能であることがわかる。
【0029】
次に、本発明に係るプレキャストコンクリート用型枠100によって、図1に示すようなプレキャストコンクリート構造体200を製造する際に、内部応力(膨張圧)が生じた場合の「型枠の厚さ」と「試験体の半径」に関する考察を行い、おおよそ「型枠の厚さ」をどの程度に設定すればよいかを
図1に示すようなプレキャストコンクリート用型枠100の場合は、内圧を受ける箔肉円筒の問題と捉えることができ、力の釣り合い式より、円周方向については下記の(5)式、軸線方向には下記の(6)式が成立することが知られている。同じ内圧が生じた場合には、ポアソン比の関係から円周方向に生じるひずみの方が大きくなるため「型枠の厚さ」と「試験体の半径」を考察する上で支配的な円周方向に関する検討を行う。
εθ=1/Es・(1−ν/2)・P・r/t・・・・(5)
ただし、
εθ:円周方向のひずみ量
Es:型枠(インバー鋼)のヤング係数(N/mm2)
ν:型枠(インバー鋼)のポアソン比
P:圧力(N/mm2)
r:試験体の半径(mm)
t:型枠(インバー鋼)の肉厚(mm)
εz=1/Es・(1−2ν)・P・r/t・・・・(6)
ただし、
εz:軸方向のひずみ量
Es:型枠(インバー鋼)のヤング係数(N/mm2)
ν:型枠(インバー鋼)のポアソン比
P:圧力(N/mm2)
r:試験体の半径(mm)
t:型枠(インバー鋼)の肉厚(mm)
プレキャストコンクリート用型枠100の半径・型枠の厚さ比をr/tとすると(5)式は(7)式のように表すことができる。なお、r及びtについては、図1(A)に示すように、プレキャストコンクリート用型枠100を円柱としてみたときその中心軸である軸線(X−X’)からの型枠内壁面までの距離(r)と、型枠内壁面と型枠外壁面との間の距離(t)として定義することができる。
r/t=εθ・Es/P・(1−ν/2)・・・・(7)
r/t:試験体の半径・型枠の厚さ比
εθ:円周方向の許容ひずみ量:0.0005(0.05%)
Es:インバー鋼のヤング係数:1.5×105(N/mm2)
P:圧力:10(N/mm2)
ν:インバー鋼のポアソン比:0.3
一般的に、インバー鋼は0.2%耐力で降伏強度が評価されており、許容応力度を降伏強度の1/2倍程度とし、0.1%ひずみが生じる時を許容ひずみ量と仮定して、それぞれの数値を代入してr/tを計算すると、17.65となる。例えば、半径r=500(mm)のプレキャストコンクリート構造体200を作製する場合には、プレキャストコンクリート用型枠100(インバー鋼)の肉厚:tは28.3(mm)程度の厚さが必要であることを示している。28.3(mm)程度の肉厚の型枠(インバー鋼)であれば、十分製作が可能である。
【0030】
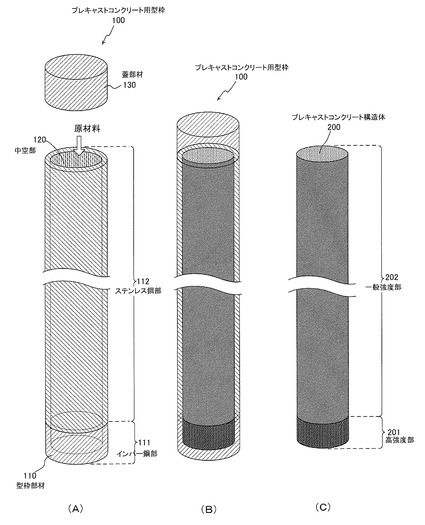
次に、本発明の他の実施形態について説明する。図2は本発明の他の実施形態に係るプレキャストコンクリート用型枠及びこれを用いたプレキャストコンクリート構造体の製造工程の概略を示す図である。図2に示す実施形態においては、例えば、杭などのプレキャストコンクリート構造体200の製造が想定されている。
【0031】
先の実施形態においては、プレキャストコンクリート用型枠100全体がインバー鋼などの低線膨張係数材料によって構成されているに対して、本実施形態に係るプレキャストコンクリート用型枠100においては、型枠部材110の一部が低線膨張係数材料によって構成されており、その余の部分についてはステンレス鋼などの他の比較的線膨張係数が高い鋼材によって構成されてなる。
【0032】
すなわち、他の実施形態は、原材料が投入され、当該原材料を硬化させる際に用いられる型枠部材110の、少なくとも一部に線膨張係数が2μ/℃以下である鋼材が用いられる点に特徴を有している。そして、このような線膨張係数が2μ/℃以下である鋼材としては、インバー鋼を例に挙げることができる。
【0033】
図2(A)は他の実施形態に係るプレキャストコンクリート用型枠100の一構成例を示す図である。本実施形態においては、プレキャストコンクリート用型枠100は、コンクリート原材料が投入される中空部120を有する型枠部材110と、中空部120における原材料投入口を覆うことによって略閉じた空間を形成する蓋部材130とから構成される。さらに、型枠部材110の底面側の一部分はインバー鋼によって構成されるインバー鋼部111とされ、その他の部分はステンレス鋼によって構成されるステンレス鋼部112とされている。また、型枠部材110と蓋部材130との間などには多少の隙間が生
じるような設計とされ、当該隙間が原材料のセメントの水和以外に利用される水分等の揮発性物質の逃げ場として機能するようにされる。
【0034】
図2(B)は本発明に係るプレキャストコンクリート用型枠100を用いて、コンクリート原材料を養生している様子を示している。このような硬化は、オートクレーブ装置内などの高温多湿環境下で実現することが可能である。
【0035】
図2(C)は、図2(B)に示すような状態での養生後に、プレキャストコンクリート用型枠100から脱型されたプレキャストコンクリート構造体200を示す図である。これまで説明したように、プレキャストコンクリート用型枠100における型枠部材110のインバー鋼部111は線膨張係数が2μ/℃以下である鋼材であるのに対して、コンクリートの線膨張係数は6〜12μ/℃である。これによれば、プレキャストコンクリート構造体200の一方の端部には高強度部201が形成され、その他の部分にはこれより強度が低い一般強度部202が形成されることとなる。杭などのプレキャストコンクリート構造体200においては、地中に埋設される際における先端部の強度が高いことが好ましい。本実施形態に係るプレキャストコンクリート用型枠100によれば、プレキャストコンクリート構造体200の一部に高強度部201を形成することができるので、杭などの製造に非常に適したものとなる。
【0036】
以上、本発明に係るプレキャストコンクリート用型枠によれば、プレキャストコンクリート用型枠としてインバー鋼などの線膨張係数が2μ/℃以下である鋼材を用いるので、線膨張係数が6〜12μ/℃であるコンクリートに対して、それぞれの線膨張係数の差分に相当する圧力を型枠から印加することが可能となり、コンクリートを緻密化でき、高い強度のプレキャストコンクリート構造体を製造することが可能となる。
【0037】
また、本発明に係るプレキャストコンクリート用型枠によれば、インバー鋼などの線膨張係数が2μ/℃以下である比較的線膨張係数が低い鋼材をプレキャストコンクリート用型枠として用いるので、型枠の全体にわたって生じる温度分布に基づいて、型枠に反りやねじれが生じることがあまりなく、プレキャストコンクリート製造時における型枠の反りやねじれに基づく悪影響が皆無となる。
【符号の説明】
【0038】
100・・・プレキャストコンクリート用型枠
110・・・型枠部材
111・・・インバー鋼部
112・・・ステンレス鋼部
120・・・中空部
130・・・蓋部材
200・・・プレキャストコンクリート構造体
201・・・高強度部
202・・・一般強度部
【技術分野】
【0001】
本発明は、コンクリート構造体を製造するために用いられるプレキャストコンクリート用型枠に関する。
【背景技術】
【0002】
近年、品質管理、および現場施工の時間短縮等の理由から工場で生産するプレキャストコンクリート構造体が建設現場で使用されるようになってきている。
【0003】
このようなプレキャストコンクリート構造体は、コンクリート原材料を所定の型枠に投入し、これを高温蒸気下で養生させ、所定時間経過の後、型枠から硬化物を取り外すことにより製造される。例えば、特許文献1(特開2002−249386号公報)には、このようなプレキャストコンクリート構造体の製造工程が開示されている。
【特許文献1】特開2002−249386号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来のプレキャストコンクリート用型枠としては、一般的に、普通鋼材が用いられていた。このような鋼材の線膨張係数は約10μ/℃であるのに対して、コンクリートの線膨張係数は6〜12μ/℃であり、これら線膨張係数の差に基づいて膨張量の差が生じることとなる。プレキャストコンクリート構造体の製造時における蒸気養生などの高温環境下では、原材料には所定の圧力が加えられた方が、原材料が緻密化し、製造されたプレキャストコンクリート構造体の強度特性や耐久性能が向上することが知られている。
【0005】
しかしながら、上記のように鋼材の線膨張係数は約10μ/℃であるのに対して、コンクリートの線膨張係数は6〜12μ/℃であり、コンクリート原材料の配合によっては、原材料に対し型枠からの加圧力を加えることができず、より高い強度のプレキャストコンクリート構造体を製造することができない、という問題があった。
【0006】
また、型枠の線膨張係数が10μ/℃と比較的に高いことから、型枠の全体にわたって生じる温度分布に基づいて、型枠に反りやねじれが生じることとなり、これらがプレキャストコンクリート製造時に悪影響を及ぼす、という問題があった。
【課題を解決するための手段】
【0007】
この発明は、上記課題を解決するものであって、請求項1に係る発明は、原材料が投入され、当該原材料を硬化させる際に用いられるプレキャストコンクリート用型枠において、線膨張係数が2μ/℃以下である鋼材によって形成されることを特徴とする。
【0008】
また、請求項2に係る発明は、原材料が投入され、当該原材料を硬化させる際に用いられるプレキャストコンクリート用型枠において、少なくとも一部に線膨張係数が2μ/℃以下である鋼材が用いられることを特徴とする。
【0009】
また、請求項3に係る発明は、請求項1又は請求項2に記載のプレキャストコンクリート用型枠において、前記鋼材がインバー鋼であることを特徴とする。
【発明の効果】
【0010】
本発明に係るプレキャストコンクリート用型枠によれば、プレキャストコンクリート用型枠としてインバー鋼などの線膨張係数が2μ/℃以下である鋼材を用いるので、線膨張
係数が6〜12μ/℃であるコンクリートに対して、それぞれの線膨張係数の差分に相当する圧力を型枠から印加することが可能となり、コンクリートを緻密化でき、高い強度のプレキャストコンクリート構造体を製造することが可能となる。
【0011】
また、本発明に係るプレキャストコンクリート用型枠によれば、インバー鋼などの線膨張係数が2μ/℃以下である比較的線膨張係数が低い鋼材をプレキャストコンクリート用型枠として用いるので、型枠の全体にわたって生じる温度分布に基づいて、型枠に反りやねじれが生じることがあまりなく、プレキャストコンクリート製造時における型枠の反りやねじれに基づく悪影響が皆無となる。
【図面の簡単な説明】
【0012】
【図1】本発明の実施形態に係るプレキャストコンクリート用型枠及びこれを用いたプレキャストコンクリート構造体の製造工程の概略を示す図である。
【図2】本発明の他の実施形態に係るプレキャストコンクリート用型枠及びこれを用いたプレキャストコンクリート構造体の製造工程の概略を示す図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施の形態を図面を参照しつつ説明する。図1は本発明の実施形態に係るプレキャストコンクリート用型枠及びこれを用いたプレキャストコンクリート構造体の製造工程の概略を示す図である。
【0014】
図1(A)は本発明に係るプレキャストコンクリート用型枠100の一構成例を示す図である。本実施形態においては、プレキャストコンクリート用型枠100は、コンクリート原材料が投入される中空部120を有する型枠部材110と、中空部120における原材料投入口を覆うことによって略閉じた空間を形成する蓋部材130とから構成される。なお、型枠部材110と蓋部材130との間などには多少の隙間が生じるような設計とされ、当該隙間が原材料のセメントの水和以外に利用される水分等の揮発性物質の逃げ場として機能するようにされる。コンクリート原材料としては、セメント、水、砂、砂利などの骨材、混和剤、分散剤などの添加剤、必要に応じてスラグ、フライアッシュ、シリカフュームなどが用いられる。
【0015】
なお、本実施形態においては、プレキャストコンクリート用型枠100における型枠部材110は1つの部品によって構成されたものであるが、本発明のプレキャストコンクリ
ート用型枠100における型枠部材110はこれに限定されず、複数部材をボルトナットなどの固着手段によって組み上げたものとすることも可能である。
【0016】
ここで、本実施形態に係るプレキャストコンクリート用型枠100を構成する型枠部材110及び蓋部材130は、線膨張係数が2μ/℃以下である鋼材によって構成されることを特徴としている。このような線膨張係数が2μ/℃以下である鋼材としては、より具体的にはインバー鋼を例に挙げることができる。インバー鋼の代表的な物性値を下記に掲げる。
【0017】
線膨張係数:1〜2μ/℃
引張強度:400(N/mm2)以上
0.2%耐力:250(N/mm2)以上
ヤング係数:1.5×105(N/mm2)程度
なお、本発明に係るプレキャストコンクリート用型枠100としては、線膨張係数が2μ/℃以下であるものを用いることができれば、鋼材に限らず他の物質も使用することができる。例えば、プレキャストコンクリート用型枠100を構成する材料としてガラスや、或いは線膨張係数が負の値をもつ材料を用いることも可能である。
【0018】
これまで、プレキャストコンクリート用型枠としては、一般的に、普通鋼材が用いられていた。このような鋼材の線膨張係数は約10μ/℃であるのに対して、コンクリートの線膨張係数は6〜12μ/℃であり、これら線膨張係数の差に基づいて膨張量の差が生じることとなる。プレキャストコンクリート構造体の製造時における蒸気養生などの高温環境下では、原材料には所定の圧力が加えられた方が、原材料が緻密化し、製造されたプレキャストコンクリート構造体の強度特性や耐久性能が向上することが知られている。
【0019】
しかしながら、上記のように鋼材の線膨張係数は約10μ/℃であるのに対して、コンクリートの線膨張係数は6〜12μ/℃であり、コンクリート原材料の配合によっては、原材料に対し型枠からの加圧力を加えることができず、より高い強度のプレキャストコンクリート構造体を製造することができない、という問題があった。
【0020】
また、型枠の線膨張係数が10μ/℃と比較的に高いことから、型枠の全体にわたって生じる温度分布に基づいて、型枠に反りやねじれが生じることとなり、これらがプレキャストコンクリート製造時に悪影響を及ぼす、という問題があった。
【0021】
そこで、本発明に係るプレキャストコンクリート用型枠100は、線膨張係数が2μ/℃以下である鋼材によって形成する。より、具体的には、この線膨張係数が2μ/℃以下である鋼材として、インバー鋼を用いるようにする。
【0022】
このように、本発明に係るプレキャストコンクリート用型枠100によれば、プレキャストコンクリート用型枠100としてインバー鋼などの線膨張係数が2μ/℃以下である鋼材を用いるので、線膨張係数が6〜12μ/℃であるコンクリートに対して、それぞれの線膨張係数の差分に相当する圧力を型枠から印加することが可能となり、コンクリートを緻密化でき、高い強度のプレキャストコンクリート構造体を製造することが可能となる。
【0023】
また、本発明に係るプレキャストコンクリート用型枠100によれば、インバー鋼などの線膨張係数が2μ/℃以下である比較的線膨張係数が低い鋼材をプレキャストコンクリート用型枠100として用いるので、型枠の全体にわたって生じる温度分布に基づいて、型枠に反りやねじれが生じることがあまりなく、プレキャストコンクリート製造時における型枠の反りやねじれに基づく悪影響が皆無となる。
【0024】
図1(B)は本発明に係るプレキャストコンクリート用型枠100を用いて、コンクリート原材料を養生している様子を示している。このような養生は、オートクレーブ装置内などの高温多湿環境下での養生により実現することが可能である。
【0025】
図1(C)は、図1(B)に示すような状態での養生後に、プレキャストコンクリート用型枠100から脱型されたプレキャストコンクリート構造体200を示す図である。これまで説明したように、プレキャストコンクリート用型枠100の材料としてインバー鋼などの線膨張係数が2μ/℃以下である鋼材を用いるに対して、コンクリートの線膨張係数は6〜12μ/℃である。これによれば、加熱養生後に温度を低下させることで、コンクリートは比較的に大きく収縮するのに対して、プレキャストコンクリート用型枠100の収縮は小さくなることから、その差を利用して、容易に脱型することができる。
【0026】
ここで、本発明に係るプレキャストコンクリート用型枠100において、型枠側からコンクリート原材料に加えられる圧力について簡単に計算を試みる。
【0027】
以下に、計算ための条件(コンクリートの線膨張係数、インバー鋼の線膨張係数、加熱
養生の温度、コンクリートのヤング係数)を示す。
<計算条件>
コンクリートの線膨張係数(αc): 9.0μ/℃
インバー鋼の線膨張係数(αi): 1.5μ/℃
加熱養生の温度: 20℃から80℃に昇温
コンクリートのヤング係数: 2.1×104(N/mm2)
上記の条件から、コンクリートの温度が20℃から80℃に昇温した場合に生じるひずみ量は以下のように計算できる。
ε=αc×Δt=540(μ) (1)
また、上記条件から、インバー鋼の温度が20℃から80℃に昇温した場合に生じるひずみ量は以下のように計算できる。
ε=αi×Δt=90(μ) (2)
(1)と(2)とから、コンクリートのインバー鋼製のプレキャストコンクリート用型枠100との間の差分のひずみ量は以下のように計算できる。
Δε=540(μ)−90(μ)=450(μ) (3)
上記差分のひずみ量に基づいて生じる応力σは、下記の通りとなる。
σ=E×Δε=2.1×104×450×10―6=9.45 (N/mm2) (
4)
上記のような設定条件で計算を行うと、本発明に係るプレキャストコンクリート用型枠100内のコンクリート原材料に対しては、内部圧力は9.45(N/mm2)となる。
上記の計算は、加熱によって生じる膨張圧に基づくものであるため、オートクレーブ養生時の圧力状況(約1.0N/mm2)とは一概に比較できないが、本発明に係るプレキャ
ストコンクリート用型枠100によれば、型枠内において大きな圧力を得ることが可能であることがわかる。
【0028】
また、プレキャストコンクリートを製造する際に硬化前、加圧する加圧成型技術がこれまで知られているが、このような加圧成型で用いられる圧力は5N/mm2〜100N/
mm2で、圧力が9.8N/mm2〜19.6N/mm2におけるコンクリートの強度増進
効果(加圧なしに比べると強度上昇率は150%から170%)が大きいことが分かっている。本発明に係るプレキャストコンクリート用型枠100においては、上記のように内部圧力9.45(N/mm2)を得ることができるので、加圧成型と比較しても、遜色の
ない圧力をコンクリートに印加することが可能であることがわかる。
【0029】
次に、本発明に係るプレキャストコンクリート用型枠100によって、図1に示すようなプレキャストコンクリート構造体200を製造する際に、内部応力(膨張圧)が生じた場合の「型枠の厚さ」と「試験体の半径」に関する考察を行い、おおよそ「型枠の厚さ」をどの程度に設定すればよいかを
図1に示すようなプレキャストコンクリート用型枠100の場合は、内圧を受ける箔肉円筒の問題と捉えることができ、力の釣り合い式より、円周方向については下記の(5)式、軸線方向には下記の(6)式が成立することが知られている。同じ内圧が生じた場合には、ポアソン比の関係から円周方向に生じるひずみの方が大きくなるため「型枠の厚さ」と「試験体の半径」を考察する上で支配的な円周方向に関する検討を行う。
εθ=1/Es・(1−ν/2)・P・r/t・・・・(5)
ただし、
εθ:円周方向のひずみ量
Es:型枠(インバー鋼)のヤング係数(N/mm2)
ν:型枠(インバー鋼)のポアソン比
P:圧力(N/mm2)
r:試験体の半径(mm)
t:型枠(インバー鋼)の肉厚(mm)
εz=1/Es・(1−2ν)・P・r/t・・・・(6)
ただし、
εz:軸方向のひずみ量
Es:型枠(インバー鋼)のヤング係数(N/mm2)
ν:型枠(インバー鋼)のポアソン比
P:圧力(N/mm2)
r:試験体の半径(mm)
t:型枠(インバー鋼)の肉厚(mm)
プレキャストコンクリート用型枠100の半径・型枠の厚さ比をr/tとすると(5)式は(7)式のように表すことができる。なお、r及びtについては、図1(A)に示すように、プレキャストコンクリート用型枠100を円柱としてみたときその中心軸である軸線(X−X’)からの型枠内壁面までの距離(r)と、型枠内壁面と型枠外壁面との間の距離(t)として定義することができる。
r/t=εθ・Es/P・(1−ν/2)・・・・(7)
r/t:試験体の半径・型枠の厚さ比
εθ:円周方向の許容ひずみ量:0.0005(0.05%)
Es:インバー鋼のヤング係数:1.5×105(N/mm2)
P:圧力:10(N/mm2)
ν:インバー鋼のポアソン比:0.3
一般的に、インバー鋼は0.2%耐力で降伏強度が評価されており、許容応力度を降伏強度の1/2倍程度とし、0.1%ひずみが生じる時を許容ひずみ量と仮定して、それぞれの数値を代入してr/tを計算すると、17.65となる。例えば、半径r=500(mm)のプレキャストコンクリート構造体200を作製する場合には、プレキャストコンクリート用型枠100(インバー鋼)の肉厚:tは28.3(mm)程度の厚さが必要であることを示している。28.3(mm)程度の肉厚の型枠(インバー鋼)であれば、十分製作が可能である。
【0030】
次に、本発明の他の実施形態について説明する。図2は本発明の他の実施形態に係るプレキャストコンクリート用型枠及びこれを用いたプレキャストコンクリート構造体の製造工程の概略を示す図である。図2に示す実施形態においては、例えば、杭などのプレキャストコンクリート構造体200の製造が想定されている。
【0031】
先の実施形態においては、プレキャストコンクリート用型枠100全体がインバー鋼などの低線膨張係数材料によって構成されているに対して、本実施形態に係るプレキャストコンクリート用型枠100においては、型枠部材110の一部が低線膨張係数材料によって構成されており、その余の部分についてはステンレス鋼などの他の比較的線膨張係数が高い鋼材によって構成されてなる。
【0032】
すなわち、他の実施形態は、原材料が投入され、当該原材料を硬化させる際に用いられる型枠部材110の、少なくとも一部に線膨張係数が2μ/℃以下である鋼材が用いられる点に特徴を有している。そして、このような線膨張係数が2μ/℃以下である鋼材としては、インバー鋼を例に挙げることができる。
【0033】
図2(A)は他の実施形態に係るプレキャストコンクリート用型枠100の一構成例を示す図である。本実施形態においては、プレキャストコンクリート用型枠100は、コンクリート原材料が投入される中空部120を有する型枠部材110と、中空部120における原材料投入口を覆うことによって略閉じた空間を形成する蓋部材130とから構成される。さらに、型枠部材110の底面側の一部分はインバー鋼によって構成されるインバー鋼部111とされ、その他の部分はステンレス鋼によって構成されるステンレス鋼部112とされている。また、型枠部材110と蓋部材130との間などには多少の隙間が生
じるような設計とされ、当該隙間が原材料のセメントの水和以外に利用される水分等の揮発性物質の逃げ場として機能するようにされる。
【0034】
図2(B)は本発明に係るプレキャストコンクリート用型枠100を用いて、コンクリート原材料を養生している様子を示している。このような硬化は、オートクレーブ装置内などの高温多湿環境下で実現することが可能である。
【0035】
図2(C)は、図2(B)に示すような状態での養生後に、プレキャストコンクリート用型枠100から脱型されたプレキャストコンクリート構造体200を示す図である。これまで説明したように、プレキャストコンクリート用型枠100における型枠部材110のインバー鋼部111は線膨張係数が2μ/℃以下である鋼材であるのに対して、コンクリートの線膨張係数は6〜12μ/℃である。これによれば、プレキャストコンクリート構造体200の一方の端部には高強度部201が形成され、その他の部分にはこれより強度が低い一般強度部202が形成されることとなる。杭などのプレキャストコンクリート構造体200においては、地中に埋設される際における先端部の強度が高いことが好ましい。本実施形態に係るプレキャストコンクリート用型枠100によれば、プレキャストコンクリート構造体200の一部に高強度部201を形成することができるので、杭などの製造に非常に適したものとなる。
【0036】
以上、本発明に係るプレキャストコンクリート用型枠によれば、プレキャストコンクリート用型枠としてインバー鋼などの線膨張係数が2μ/℃以下である鋼材を用いるので、線膨張係数が6〜12μ/℃であるコンクリートに対して、それぞれの線膨張係数の差分に相当する圧力を型枠から印加することが可能となり、コンクリートを緻密化でき、高い強度のプレキャストコンクリート構造体を製造することが可能となる。
【0037】
また、本発明に係るプレキャストコンクリート用型枠によれば、インバー鋼などの線膨張係数が2μ/℃以下である比較的線膨張係数が低い鋼材をプレキャストコンクリート用型枠として用いるので、型枠の全体にわたって生じる温度分布に基づいて、型枠に反りやねじれが生じることがあまりなく、プレキャストコンクリート製造時における型枠の反りやねじれに基づく悪影響が皆無となる。
【符号の説明】
【0038】
100・・・プレキャストコンクリート用型枠
110・・・型枠部材
111・・・インバー鋼部
112・・・ステンレス鋼部
120・・・中空部
130・・・蓋部材
200・・・プレキャストコンクリート構造体
201・・・高強度部
202・・・一般強度部
【特許請求の範囲】
【請求項1】
原材料が投入され、当該原材料を硬化させる際に用いられるプレキャストコンクリート用型枠において、
線膨張係数が2μ/℃以下である鋼材によって形成されることを特徴とするプレキャストコンクリート用型枠。
【請求項2】
原材料が投入され、当該原材料を硬化させる際に用いられるプレキャストコンクリート用型枠において、
少なくとも一部に線膨張係数が2μ/℃以下である鋼材が用いられることを特徴とするプレキャストコンクリート用型枠。
【請求項3】
前記鋼材がインバー鋼であることを特徴とする請求項1又は請求項2に記載のプレキャストコンクリート用型枠。
【請求項1】
原材料が投入され、当該原材料を硬化させる際に用いられるプレキャストコンクリート用型枠において、
線膨張係数が2μ/℃以下である鋼材によって形成されることを特徴とするプレキャストコンクリート用型枠。
【請求項2】
原材料が投入され、当該原材料を硬化させる際に用いられるプレキャストコンクリート用型枠において、
少なくとも一部に線膨張係数が2μ/℃以下である鋼材が用いられることを特徴とするプレキャストコンクリート用型枠。
【請求項3】
前記鋼材がインバー鋼であることを特徴とする請求項1又は請求項2に記載のプレキャストコンクリート用型枠。
【図1】


【図2】
【図2】
【公開番号】特開2012−111211(P2012−111211A)
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2010−264476(P2010−264476)
【出願日】平成22年11月29日(2010.11.29)
【出願人】(000002299)清水建設株式会社 (2,433)
【Fターム(参考)】
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成22年11月29日(2010.11.29)
【出願人】(000002299)清水建設株式会社 (2,433)
【Fターム(参考)】
[ Back to top ]