
プレスシステム
本発明は、部分発泡ポリマー体を製造するプレスシステム(10、11、12、13、14)に関する。本発明によるプレスシステムは、容積可変の型キャビティ(20)と、温度制御手段(30)と、成形中の型キャビティの拡大に対して反対方向に作用するように構成されたカウンタ圧力手段(40)を有する。カウンタ圧力手段によって付与される圧力は、型キャビティの拡大に応じて増大するように構成される。本発明はまた、部分発泡ポリマー体の成形方法を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明はプレスシステムに関し、より詳しくは、部分発泡ポリマー体を製造するためのプレスシステムに関する。
【背景技術】
【0002】
今日、PVCを主成分とする剛性又は硬質発泡ポリマー材料が、主として造船又は航空機分野におけるサンドイッチ構造内のコア材料として、又は、建築分野における断熱材/防音材として広く用いられている。サンドイッチ構造では、コアは、構造的に更に剛性である2つの材料、例えば繊維強化プラスチック(FRP)、金属等を分離する。かかるサンドイッチ構造は、従来の単層構造と比較して、多くの利点を有し、かかる利点は、例えば、軽量であること、断熱/防音特性が優れていることである。他の硬質発泡ポリマー材料、例えば発泡ポリウレタン等は、能率的な連続押出し法を使用することによって製造されるけれども、PVCを主成分とする硬質発泡ポリマー材料の製造は、部分的に発泡した不連続の物体(以下、エンブリオ体(embryo body)という)をプレス機内において高圧下で成形することを含む。引き続いて、エンブリオ体を化学的物理的に処理して、硬質発泡ポリマー材料を得る。
【0003】
より詳細には、PVCを主成分とする硬質発泡ポリマー材料の製造プロセスは、粉末(PVC及びその他の化合物)と液体物質(特に、イソシアネート)の混合物からなるプラスチゾルペーストを形成することを最初に含む。ペーストを、閉鎖した型キャビティ内に充填し、高圧下で加熱プロセス及びそれに引き続く冷却プロセスを行い、部分的に膨張(発泡)したエンブリオ体を生じさせる。次に、エンブリオ体を、水及び/又はスチームオーブン内で追加の熱処理によって更に膨張(発泡)させる。最終の硬質発泡材料の形成は、材料中に存在するイソシアネート基の加水分解反応の結果であり、引き続いて、化学構造を架橋するポリマーが生じる。
【0004】
現在、エンブリオ体を製造する方法は、各型に、最終製品中のポリマー含有量よりも過剰な量のペーストを充填することを含む。このため、過剰な量のペーストは、成形プロセス中、型から漏れ出ることが可能である。成形プロセスは、プラスチゾルを、閉鎖した型内で加熱することを含み、それにより、プラスチゾルの熱膨張(発泡)及びその中に溶解している発泡剤の活性化によって、高圧を生じさせる。この膨張(発泡)工程中、過剰な量のペーストは、漏れ出ることが可能である。プラスチゾルは、予め定められた時間、高温に保たれ、それにより、エンブリオ体を型から取出すのに十分に低い温度まで型キャビティを冷却させた後で、プラスチゾルがゼラチン化することが可能である。過剰な量のペーストは、型から離れる製品の約8%の重量に等しい。
【0005】
過剰なペーストは、型の一番上の縁から出る。PVCがゼラチン化し、いくらかの発泡剤物質が高温で劣化するので、結果的に、回収できない無駄な材料がある。
【0006】
特許文献1は、加熱工程中、ペーストが型から逃げる問題を解決し、かかる問題は、加熱工程中に過剰なペーストが供給される2次的な型コンパートメントを設け、少量の過剰なペーストが2次的な型コンパートメントから周囲の無駄材料収集溝内に逃げることを可能にすることによって解決される。この開示された方法によれば、ペーストが1次的な型ツールコンパートメント内の一番上まで充填され、加熱工程中、ペーストが約8%膨張し、過剰なペーストが連結溝によって2次的なコンパートメントに供給される。2次的なコンパートメントは、1次的なコンパートメントの容積の8%よりも僅かに小さい容積を有する。そのため、無駄なペーストの量は、2次的なコンパートメントの容積の約8%まで減少し、これは、1次的なコンパートメントの容積の約0.64%に等しい。
【0007】
特許文献2は、独立気泡セル体を熱可塑性マスから製造することに関する。従来技術の問題は、加熱段階中、発泡剤を含有したマスで充たされた型を完全に密封された状態に保つことが事実上不可能であることであるといわれている。この問題の解決策が提案されており、それは、ガスを圧力下でマスの中に溶解させ、マスを完全にゼラチン化した後、型の容量を元の容量の1/5〜2/5だけ拡張させることによる。移動可能なダイを有する型の使用が提案され、発泡剤の分解を遅らせると共にガスを溶解させるために、高い圧力、例えば150〜300気圧(バール)(0.015〜0.03MPa)を付与することが必要であるといわれている。また、適当な熱可塑性樹脂は、ポリ塩化ビニルを含むということがいわれている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】米国特許第6352421号明細書(オリバー・ジアコーマ(Olivier Giacoma);2000年2月15日出願)
【特許文献2】米国特許第2,768,407号(リンデマン(Lindemann);1950年12月5日出願)
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、従来技術の欠点を解消する、硬質発泡ポリマーエンブリオ体を製造するための新規なプレスシステムを提供することにある。
【課題を解決するための手段】
【0010】
上記目的は、特許請求の範囲の独立項に記載のプレスシステム及び方法により達成される。
【0011】
全ての材料の製造プロセスにおけるように、硬質発泡ポリマー材料を製造するときにエンブリオ体を成形するための重要なパラメータは、例えば、材料消費、エネルギ消費、ワークフロー(作業の流れ)及び処理時間である。ここに提案するプレスシステムは、これらのパラメータのうちの少なくとも1つに関して、従来技術より優れている。
【0012】
本発明の実施形態は、従属請求項によって定められる。
【0013】
以下、図面を参照して、本発明を詳細に説明する。
【図面の簡単な説明】
【0014】
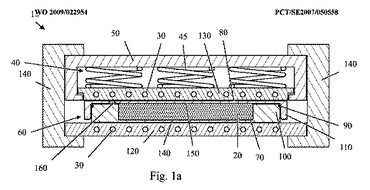
【図1a】エンブリオ体を成形する或る段階における、部分発泡ポリマー体を製造するプレスシステムの概略的な断面図である。
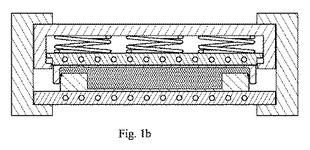
【図1b】エンブリオ体を成形する或る段階における、部分発泡ポリマー体を製造するプレスシステムの概略的な断面図である。
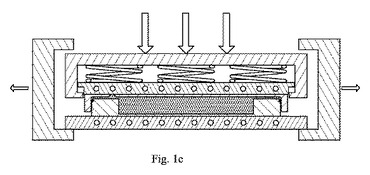
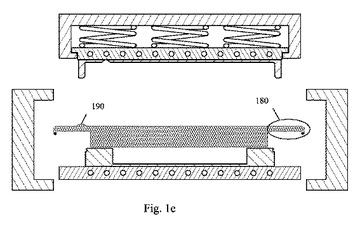
【図1c】エンブリオ体を成形する或る段階における、部分発泡ポリマー体を製造するプレスシステムの概略的な断面図である。
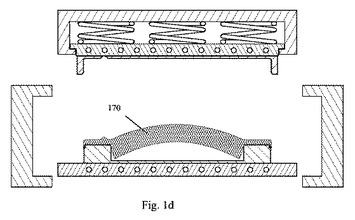
【図1d】エンブリオ体を成形する或る段階における、部分発泡ポリマー体を製造するプレスシステムの概略的な断面図である。
【図1e】エンブリオ体を成形する或る段階における、部分発泡ポリマー体を製造するプレスシステムの概略的な断面図である。
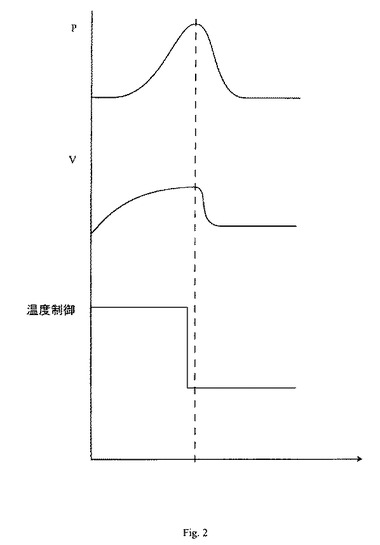
【図2】図1a〜図1dの実施形態によるプレスシステムにおける成形プロセスの選択されたプロセスパラメータの概略的なダイアグラムである。
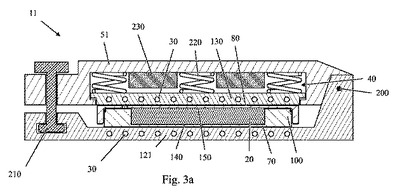
【図3a】プレスシステムの他の実施形態の概略図である。
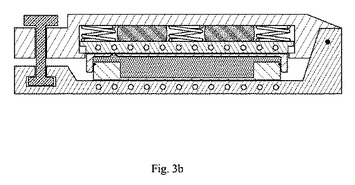
【図3b】プレスシステムの他の実施形態の概略図である。
【図3c】プレスシステムの他の実施形態の概略図である。
【図3d】プレスシステムの他の実施形態の概略図である。
【図4】図3a〜図3dの実施形態によるプレスシステムにおける成形プロセスの選択されたプロセスパラメータの概略的なダイアグラムである。
【図5a】プレスシステムの他の実施形態の概略図である。
【図5b】プレスシステムの他の実施形態の概略図である。
【図5c】プレスシステムの他の実施形態の概略図である。
【図6】図5a〜図5cの実施形態によるプレスシステムにおける成形プロセスの選択されたプロセスパラメータの概略的なダイアグラムである。
【図7a】プレスシステムの他の実施形態の概略図である。
【図7b】プレスシステムの他の実施形態の概略図である。
【図8】プレスシステムの他の実施形態の概略図である。
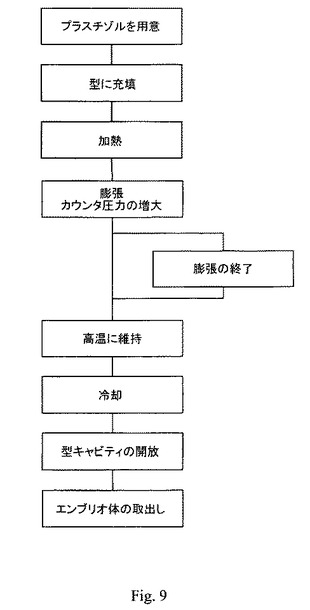
【図9】本発明による方法全体のフローチャートである。
【発明を実施するための形態】
【0015】
図1a〜図1dは、部分発泡ポリマー体を成形する種々の段階における本発明によるプレスシステム10の概略的な断面図である。1つの実施形態によれば、プレスシステム10は、容積可変の型キャビティ20と、温度制御手段30と、成形中の型キャビティ20の拡大に対して反対方向に作用するように配置されたカウンタ圧力手段40とを有し、カウンタ圧力手段40によって付与される圧力は、型キャビティ20の拡大に応じて増大するように構成されている。図1a〜図1dに開示した実施形態では、プレスシステム10は、更に、プレス構造を有し、プレス構造は、プレスベース120と、カウンタ圧力手段40によって下方に押圧される移動可能なプレス部材130を備えたプレストップ50と、プレスベース120と移動可能なプレス部材130との間に配置された交換可能な型ツール60とを有している。プレスベース120及びプレストップ50は、相対移動を阻止するクランプ140によって、しっかりと互いに連結されている。
【0016】
図1a〜図1dに示す実施形態では、型キャビティ20は、第1の型部材70及び第2の型部材80を有する交換可能な型ツール60として形成されている。第1の型部材70の凹部は、型キャビティ20の容積の一部分を形成し、互いに噛合う横フランジ100、110の間に、シール手段90嵌められている。図1a及び図1bから分かるように、第1の型部材70及び第2の型部材80は、成形中、互いに対して移動可能であり、シール手段90は、型キャビティ20のかかる容積拡大の少なくとも一部分の間、第1の型部材70と第2の型部材80との間の本質的に密封されたシールを形成するように構成されている。後で示すように、他の実施形態では、容積可変の型キャビティ20は、プレスシステム10の一体部分として形成されてもよいし、他の適当な仕方で形成されてもよい。
【0017】
温度制御手段30は、成形プロセス中の型キャビティ20内のプラスチゾルの温度を有効に制御するように構成されている。最初、部分発泡ポリマー体の形成は、発泡剤を活性化し且つプラスチゾルのゼラチン化を開始させる熱を必要とし、その後、ゼラチン化が或る時点に達すると、成形プロセスによって生じた熱が消費される量を超え、プラスチゾルを、過剰加熱を回避するために冷却しなければならない。このことは、後でより詳細に説明される。1つの実施形態によれば、温度制御手段30は、水等の加熱/冷却媒体用の導管を有している。変形例として、温度制御手段は、別々の加熱手段及び冷却手段として構成されてもよく、例えば、電気加熱手段と、冷却媒体のための冷却導管である。
【0018】
図1a〜図1dに開示した実施形態では、型キャビティ20は、平らな矩形パネル形状のエンブリオ体を生産するように形成され、成形プロセスの後の段階で、エンブリオ体を更に発泡させ且つ硬化させ、良好な機械的特性を有する硬質ポリマー発泡材料のパネルを形成する。仕上げられる硬質発泡材料の適用例に応じて、型キャビティ20は、異なる形状のものであり、かかる形状は、例えば、球形、管、円筒形である。
【0019】
開示された実施形態によれば、交換可能な型ツール60の第1の型部材70及び第2の型部材80はそれぞれ、主壁140、150を有し、主壁140、150はそれぞれ、第1のプレス部材120及び第2のプレス部材130と平行であり且つそれと隣接するように配列されている。第1の型部材70は、主壁140を包囲し且つ本質的に垂直方向に延びる横フランジ100を有し、第2の型部材80は、横フランジ100と噛合う相手方の横フランジ110を有し、横フランジ100と横フランジ110の間に、細い隙間が構成され、シール手段90が細い隙間内に嵌められている。上述したように、第1の型部材70及びプレスベース120をプレス型ベースとして形成し、且つ、第2の型部材80及び移動可能なプレス部材130を移動可能なプレス型部材として形成することによって、交換可能な型ツール60がプレスシステム10と一体化されるのがよい。
【0020】
図1a〜図1dにおいて、カウンタ圧力手段40は、螺旋ばね45の配列によって形成され、螺旋ばね45は、移動可能なプレス部材130を、型キャビティ20の拡大方向と反対の方向に押す。開示された実施形態において、拡大方向は上向きであるが、プレスシステムは、拡大方向が下向きになるように、又は、上向きと下向きの間の任意の向きになるように設計されてもよい。ばねの配列の形態をなすカウンタ圧力手段40は、拡大が開始するとき、付与するカウンタ圧力を増大させるが、成形段階中、カウンタ圧力手段40を積極的に制御することはできない。カウンタ圧力手段40は、付与される圧力が型の拡大に応答して本質的に線形に又は指数関数的に増大するように構成されるのがよい。カウンタ圧力手段40は、付与される圧力が拡大の1つ又は2つ以上の時点でステップ式に増大するように構成されてもよい。更に、カウンタ圧力手段40は、付与される圧力の線形的な増大、指数関数的な増大、又はステップ式の増大の任意適当な組合せが行われるように構成されてもよい。従って、型キャビティの拡大及び型キャビティ内の圧力を、適宜制御することができる。
【0021】
他の種類の受動的カウンタ圧力手段40は、増大する制御不可能な力を移動可能な部材130に付与する任意の種類の構成を含む。他の実施形態によれば、カウンタ圧力手段40は、移動可能なプレス部材130に付与される力を、拡大プロセス中の予め定められた計画に従って制御することを可能にする構成を有する。制御可能な形式のかかるカウンタ圧力手段40の1つの例は、液圧プレスシステムであり、この場合、プレスシステム内の液圧を上昇又は下降させることによって、付与される圧力を制御することができる。かかる液圧プレスシステムは、後の説明に従って、圧力制御式リリーフ弁によって制御されるのがよい。
【0022】
上述したように、図1aでは、型キャビティ20は、プラスチゾルで充填されている。エンブリオ体の表面欠陥を回避するために、成形サイクルを開始する前、本質的に全ての空気を型キャビティ20から排気することが非常に重要である。型キャビティ20をプラスチゾルで充填するときに第1の型部材100と第2の型部材110の間に捕捉される空気の排気を達成するために、開示された実施形態の第2の型部材110(上方の型部材)は、小さい排気開口160を有している。排気開口160は、空気の通行を許すが、プラスチゾルが型キャビティ20から逃げることを防止するように形成されている。1つの実施形態によれば、排気開口160は、非常に小さいので、プラスチゾル自体は、高粘性により排気開口160を閉じ、それにより、少量のプラスチゾルしか型キャビティ20から漏れ出ない。しかしながら、その他の種類の自動閉鎖式の排気開口を使用してもよく、かかる排気開口は、例えば、弁付きの開口であり、弁付きの開口では、プラスチゾルが弁本体に作用して、開口を閉じる。第1の型部材100及び第2の型部材110からのエンブリオ体の取出しを容易にするために、排気開口160は、ゼラチン化されたエンブリオ体が排気開口160内に付着することを防止するように形成される。これを回避する1つの仕方は、円錐形状の排気開口160を作ることであり、円錐形状は、型キャビティ20に通じる広い方の端部と、型ツール60の外側に通じる小さい方の上開口とを有する。図示のように、型ツール60は、互いに平行なプレス平面を有するプレスシステムで使用されるように構成され、それにより、小さい方の上開口は、移動可能なプレス部材130のプレス平面によって覆われ、開口面積が、更に小さくなる。
【0023】
図2は、図1a〜図1dの実施形態によるプレスシステム10における成形プロセスの幾つかのプロセスパラメータの概略的なダイアグラムである。図2の成形プロセスは、閉鎖された型キャビティ20内のプラスチゾルを加熱(温度制御)する工程を有し、プラスチゾルの熱膨張及びプラスチゾル中に溶解された発泡剤の活性化によって、高圧Pを生じさせる。カウンタ圧力手段40のための適当な特性を選択することによって、型キャビティ20内の圧力Pは、加熱(温度制御)の結果として、カウンタ圧力手段40によって付与される圧力を超え、それにより、型キャビティ20の容積Vを増大させる。プラスチゾルを、ゼラチン化することを可能にする高温で所定時間保ち、その後、エンブリオ体170を型キャビティ20から取出すことができるのに充分に低い温度まで、型キャビティを冷却する。上述したように、ゼラチン化プロセスは、熱を生じさせ、過剰な加熱を回避するために、冷却が行われなければならない。図2では、温度制御を冷却に切換えた後の短い期間、ゼラチン化プロセスによって生じた熱により、圧力Pが上昇し続けることが示されている。最大圧力の時点は、図2において破線で指示されている。同じ理由で、型キャビティ20の容積は、圧力がその最大値に到達するまで増大し続ける。いったん冷却プロセスが最大圧力時点に到達すると、冷却のプロセスにより、主としてエンブリオ体170の負の熱膨張に一致する型キャビティ20の容積の減少を生じさせる。図1bは、型キャビティ20の容積が最大容積に到達したときのプレスシステム10を示し、最大容積は、カウンタ圧力手段40の特性、プラスチゾル混合物の種類、及び使用するプロセスパラメータによって定められる。典型的には、容積拡大は、充填容積の5〜20%以上に一致する。
【0024】
図1cは、この実施形態によるプレスシステムのロックを解除する工程を示し、この工程において、部分発泡ポリマー体170の弾性を利用して、相互連結クランプ部材140を解放する。型キャビティ20内の最終圧力を超える圧縮力を、プレストップ50に付与し、それにより、カウンタ圧力手段40及びエンブリオ体170を圧縮し、クランプ140を引いて、プレスシステム10のロックを解除する。
【0025】
図1dは、プレストップ50及び第2の型部材110が第1の型部材100及びプレスベース120から持上げられ、それにより、圧縮されたエンブリオ体170が内部膨張力によって型ツール60から飛出し始めたときのプレスシステム10を示し、図1eは、第1の型部材100から飛出した後の弛緩したエンブリオ体を示す。図1b〜図1dでは、第1の型部材100と第2の型部材110との間に生じる相対移動が、図示の目的のために誇張して示されており、このため、フランジ100の上面と第2の型部材80の主壁150との間に形成される過剰の材料180は、除去しなければならない廃棄材料の大きい容積を表している。しかしながら、製造規模(scale)の型ツール60では、過剰材料180は、予め許容された8%の漏れ容積よりも小さい。排気開口160は、ゼラチン化されたエンブリオ体の上にニップル190を形成するが、ニップル190は、過剰材料180と一緒に除去される。
【0026】
第1の型部材70、第2の型部材80、プレスベース120及び移動可能なプレス部材130は、適当な熱伝導率を有する任意適当な材料で構成されるのがよい。これらは、例えばアルミニウム、ステンレス鋼等の金属で構成されるのがよい。変形例として、これらは、繊維強化プラスチック等の複合材料で構成されてもよいし、かかる複合材料と組合わされてもよい。成形プロセス中における型内の200気圧までの及びそれを超える高圧のため、プレスシステムの全ての部品は、それに応じて設計されなければならない。
【0027】
上述したように、成形プロセス中のプラスチゾルの膨張は、5%〜20%であり、この成形プロセス中、高圧が型ツール内に保たれることが重要である。しかしながら、或る環境下では、型ツール内に生じる圧力が、不適当なプラスチゾルの混合又は過剰充填により、極端なレベルに達することがある。1つの実施形態によれば、型ツールは、移動可能な型部材が予め決められた値の型キャビティ20の容積を充填容積に対して6%〜20%増加したときに本質的に気密の効果を発揮するように設計され、その後、気密効果は、型キャビティ内の過剰圧力を回避するために低下されるように構成される。変形実施形態によれば、気密効果は、徐々に低下される。更に、型部材のうちの一方は、調節可能な膨張限度を付与するように設計されるのがよい。
【0028】
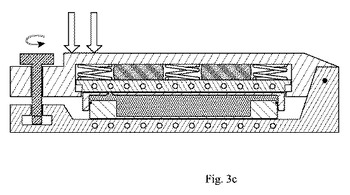
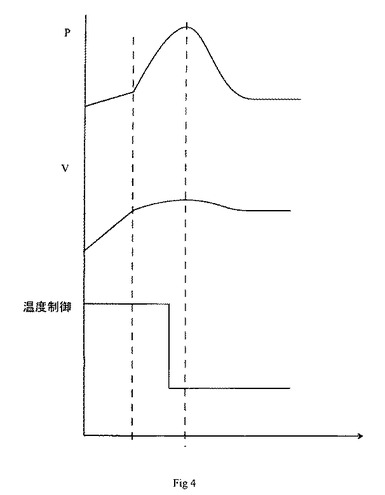
図3a〜図3dは、プレスシステムの1つの実施形態を示し、この実施形態では、プレスベース121及びプレストップ51が、一方の側部に沿ったヒンジ構造200によって互いに取付けられ、反対側の側部において相互ロック手段210によって互いに取付けられている。開示された実施形態では、相互ロック手段210は、回転式ロック機構として示されているが、任意適当な相互ロック機構であってもよい。図3a〜図3dの実施形態では、カウンタ圧力手段40は、圧縮ばね220及び2次圧縮部材230を有している。この実施形態によるカウンタ圧力手段40は、圧縮ばね220によるカウンタ圧力の下における型キャビティ20の最初の拡大に続いて、圧縮ばね220及び2次圧縮部材230による組合せ力の形態の大きいカウンタ圧力の下における2次的な拡大を可能にするように構成されている。図3a〜図3dでは、カウンタ圧力手段40は、圧縮ばね220と、ゴム等の可撓性材料の中実部材の形態をなす2次圧縮部材230の組合せとして示され、この組合せは、型キャビティの拡大に応答して増大するカウンタ圧力を付与することが可能な手段の任意の組合せの例示である。図4は、図3a〜図3dの実施形態によるプレスシステム10における成形プロセスの幾つかのプロセスパラメータの概略的なダイアクグラムである。図4では、型キャビティ20の拡大が2次的な拡大に到達した時点を、左側の破線で示している。図4に示すように、2次的な拡大の間の圧力Pの増大の結果として、容積Vの拡大速度が減少している。
【0029】
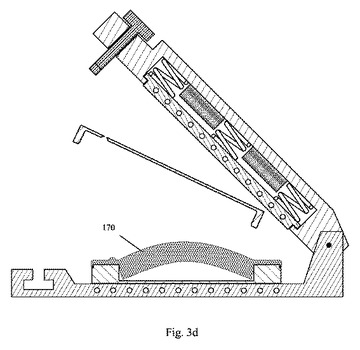
図3cは、プレスシステム11のロックを解除する工程を示し、この工程において、力をプレストップ51の左側に付与し、エンブリオ体170を圧縮し、回転式ロック機構210を解除し、その後、図3dに示すように、プレスシステムを跳ね上げ式に開放する。
【0030】
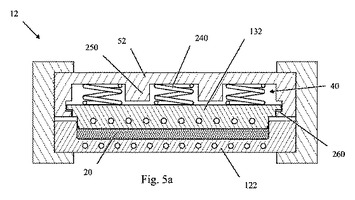
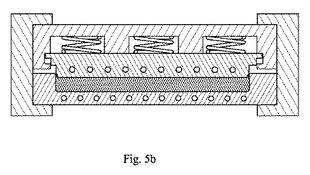
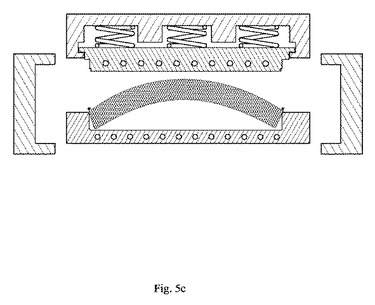
図5a〜図5cは、プレスシステム12の1つの実施形態を示し、この実施形態では、型キャビティ20が、プレスベース122及び移動可能なプレス部材132と一体化されている。型キャビティ20をプレスシステム12内に一体化することによって、別個の型ツール60の取扱いが省略される。開示された実施形態では、プレスベース122及び移動可能なプレス部材132は、プランジャ式構造として示され、型キャビティ20は、プレスベース122の凹部によって形成され、プレス部材132は、型キャビティ20の上壁を定める相手方のプランジャとして形成されている。上記実施形態の場合のように、プレスベース122とプレス部材132との間の本質的に密封されたシールを形成するために、それらの間にシール部材が設けられている。
【0031】
開示された実施形態では、プレス部材132は、下側ショルダ260によって定められる下位置と、プレス部材132の拡大方向の更なる移動を阻止する拡大終了手段250によって定められる上位置との間を移動可能であるように構成される。かくして、開示された実施形態では、最終の所定の型キャビティ容積は、拡大終了手段250の位置によって設定され、それによって生じるピーク圧力は、型の中に充填されるプラスチゾルの容量に依存する。かくして、型キャビティ20の容積は、拡大終了手段250によって定められ、且つ、使用されるプラスチゾル混合物の種類及びプロセスパラメータに応じて、充填容量の5〜20%又はそれよりも大きい容積拡大に一致する。
【0032】
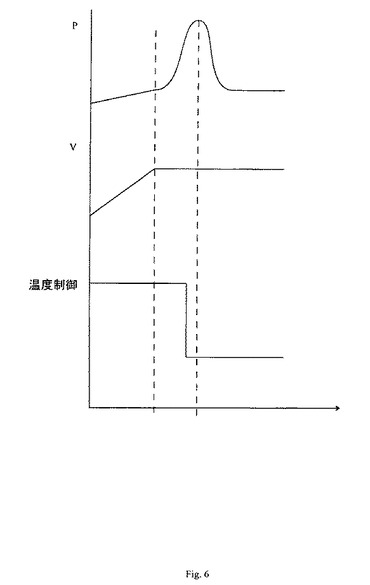
図6は、図5a〜図5cの実施形態によるプレスシステム12における、成形プロセスの幾つかのプロセスパラメータの概略的なダイアグラムである。図3a〜図3dの実施形態と同様、プレスシステム12のカウンタ圧力手段40は、圧縮ばね240によるカウンタ圧力の下での型キャビティ20の最初の拡大に続いて、拡大終了手段250によって引起こされる大きいカウンタ圧力の下での2次的な拡大を可能にするように構成されている。この図では、圧力ばね240は、本質的に線形的に上昇するカウンタ圧力を付与するのに続いて、終了した容積拡大によって引起こされる最大カウンタ圧力を付与するように構成されている。
【0033】
従って、同じ特性を有する部分発泡ポリマー体を製造することを可能にするするために、全ての部分発泡ポリマー体について、同じ容量のプラスチゾルが型の中に充填されることが非常に重要である。かくして、異なる特性を有する部分発泡ポリマー体は、型の中に充填するプラスチゾルの容量を変えることによって、及び/又は、拡大終了手段250の位置を変えて最終の型キャビティ容積を変えることによって形成される。1つの実施形態によれば、拡大終了手段250、かくして最終の型キャビティ容積は調節可能である。
【0034】
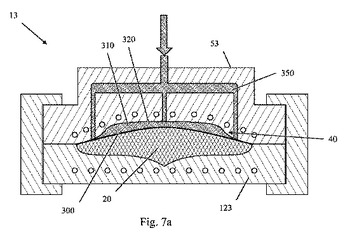
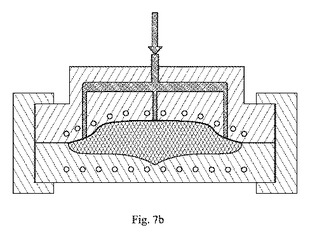
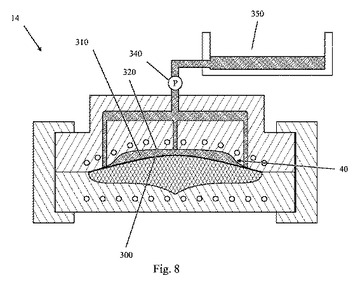
図7a及び図7bは、プレスシステム13の更に別の実施形態を示し、この実施形態では、型キャビティ20は、少なくとも部分的に、可撓性壁部材300によって定められ、可撓性壁部材300は、型キャビティ20内のプラスチゾルを、所望のカウンタ圧力を膜表面の上にわたって付与する液圧流体310の形態をなすカウンタ圧力手段40から分離する。図5a〜図5dの実施形態の場合と同様、この実施形態は、拡大終了手段320を有し、拡大終了手段320は、可撓性壁部材300の液圧流体側に位置する剛性の終了部材又は剛性壁を有する。開示された実施形態では、プレスシステム13は、プレストップ53及びプレスベース123を有し、プレストップ53及びプレスベース123は、クランプ140によって強固に相互に連結されている。プレストップ53は、温度制御手段30と、可撓性壁部材300と、流体導管350とを有し、流体導管350は、可撓性壁部材300の液圧流体側と、矢印で示す液圧流体源330とを接続している。液圧流体310によって付与された圧力は、液圧流体源330によって供給され且つ制御される。プレスベース123は、型キャビティ20の下側部分を構成し、温度制御手段30を有している。
【0035】
図7bに示すように、プラスチゾル内の高圧は、圧力流体を可撓性壁部材300の流体側から導管350を介してリザーバ等に押しやり、可撓性壁部材300を、最終の型キャビティ容積を定める拡大終了手段320に当接させる。この実施形態は、複雑な最終形状をもつ部分発泡ポリマー体の製造を可能にし、部分発泡ポリマー体は、後の工程で、更に発泡され且つ硬化され、硬質発泡ポリマー物体になる。
【0036】
図8に開示する1つの実施形態によれば、液圧流体310によって付与されるカウンタ圧力は、圧力制御式リリーフ弁340によって制御される。圧力制御式リリーフ弁340は、所定の又は制御可能な圧力閾値に到達したときに開くように構成され、そのとき、液圧流体がリリーフ弁340からリザーバ350に供給される。圧力閾値は静圧であってもよいし、型キャビティ内の圧力を所定スキームに従って制御することができるように制御可能であってもよい。
【0037】
また、上記実施形態による部分発泡ポリマー体を成形する方法も提供され、この方法は、発泡剤を含むプラスチゾルを用意する段階と、プラスチゾルを容積可変の型キャビティ内に充填する段階と、プラスチゾルを加熱して発泡剤を活性化させる段階と、型キャビティをカウンタ圧力下で拡大させ、カウンタ圧力を、型の拡大に応じて増大させる段階と、プラスチゾルを所定時間高温に維持し、プラスチゾルをゼラチン化して、部分発泡ポリマー体に変態させる段階と、部分発泡ポリマー体を冷却する段階と、型キャビティを開く段階と、部分発泡ポリマー体を取出す段階と、を有している。
【0038】
上記方法を、本発明によるプレスシステムによって行ってもよいし、容積可変の型ツールを有する大型プレスシステムで行ってもよい。カウンタ圧力は、例えば液圧システムによって積極的に制御してもよいし、所定の特性をもつカウンタ圧力部材の選択によって受動的に制御してもよい。
【0039】
上述したように、型キャビティの拡大中、カウンタ圧力を線形的に又は指数関数的に変化させてもよいし、所定の計画に従って変化させてもよい。1つの実施形態によれば、カウンタ圧力をステップ式に増大させる。
【0040】
1つの実施形態によれば、本発明の方法は、更に、所定容積の拡大後、型キャビティの拡大を終了させる段階を有する。
【0041】
適当な容積で拡大を終了させることにより、型キャビティ内に圧力を発生させることができ、所望の高圧を達成できる。
【技術分野】
【0001】
本発明はプレスシステムに関し、より詳しくは、部分発泡ポリマー体を製造するためのプレスシステムに関する。
【背景技術】
【0002】
今日、PVCを主成分とする剛性又は硬質発泡ポリマー材料が、主として造船又は航空機分野におけるサンドイッチ構造内のコア材料として、又は、建築分野における断熱材/防音材として広く用いられている。サンドイッチ構造では、コアは、構造的に更に剛性である2つの材料、例えば繊維強化プラスチック(FRP)、金属等を分離する。かかるサンドイッチ構造は、従来の単層構造と比較して、多くの利点を有し、かかる利点は、例えば、軽量であること、断熱/防音特性が優れていることである。他の硬質発泡ポリマー材料、例えば発泡ポリウレタン等は、能率的な連続押出し法を使用することによって製造されるけれども、PVCを主成分とする硬質発泡ポリマー材料の製造は、部分的に発泡した不連続の物体(以下、エンブリオ体(embryo body)という)をプレス機内において高圧下で成形することを含む。引き続いて、エンブリオ体を化学的物理的に処理して、硬質発泡ポリマー材料を得る。
【0003】
より詳細には、PVCを主成分とする硬質発泡ポリマー材料の製造プロセスは、粉末(PVC及びその他の化合物)と液体物質(特に、イソシアネート)の混合物からなるプラスチゾルペーストを形成することを最初に含む。ペーストを、閉鎖した型キャビティ内に充填し、高圧下で加熱プロセス及びそれに引き続く冷却プロセスを行い、部分的に膨張(発泡)したエンブリオ体を生じさせる。次に、エンブリオ体を、水及び/又はスチームオーブン内で追加の熱処理によって更に膨張(発泡)させる。最終の硬質発泡材料の形成は、材料中に存在するイソシアネート基の加水分解反応の結果であり、引き続いて、化学構造を架橋するポリマーが生じる。
【0004】
現在、エンブリオ体を製造する方法は、各型に、最終製品中のポリマー含有量よりも過剰な量のペーストを充填することを含む。このため、過剰な量のペーストは、成形プロセス中、型から漏れ出ることが可能である。成形プロセスは、プラスチゾルを、閉鎖した型内で加熱することを含み、それにより、プラスチゾルの熱膨張(発泡)及びその中に溶解している発泡剤の活性化によって、高圧を生じさせる。この膨張(発泡)工程中、過剰な量のペーストは、漏れ出ることが可能である。プラスチゾルは、予め定められた時間、高温に保たれ、それにより、エンブリオ体を型から取出すのに十分に低い温度まで型キャビティを冷却させた後で、プラスチゾルがゼラチン化することが可能である。過剰な量のペーストは、型から離れる製品の約8%の重量に等しい。
【0005】
過剰なペーストは、型の一番上の縁から出る。PVCがゼラチン化し、いくらかの発泡剤物質が高温で劣化するので、結果的に、回収できない無駄な材料がある。
【0006】
特許文献1は、加熱工程中、ペーストが型から逃げる問題を解決し、かかる問題は、加熱工程中に過剰なペーストが供給される2次的な型コンパートメントを設け、少量の過剰なペーストが2次的な型コンパートメントから周囲の無駄材料収集溝内に逃げることを可能にすることによって解決される。この開示された方法によれば、ペーストが1次的な型ツールコンパートメント内の一番上まで充填され、加熱工程中、ペーストが約8%膨張し、過剰なペーストが連結溝によって2次的なコンパートメントに供給される。2次的なコンパートメントは、1次的なコンパートメントの容積の8%よりも僅かに小さい容積を有する。そのため、無駄なペーストの量は、2次的なコンパートメントの容積の約8%まで減少し、これは、1次的なコンパートメントの容積の約0.64%に等しい。
【0007】
特許文献2は、独立気泡セル体を熱可塑性マスから製造することに関する。従来技術の問題は、加熱段階中、発泡剤を含有したマスで充たされた型を完全に密封された状態に保つことが事実上不可能であることであるといわれている。この問題の解決策が提案されており、それは、ガスを圧力下でマスの中に溶解させ、マスを完全にゼラチン化した後、型の容量を元の容量の1/5〜2/5だけ拡張させることによる。移動可能なダイを有する型の使用が提案され、発泡剤の分解を遅らせると共にガスを溶解させるために、高い圧力、例えば150〜300気圧(バール)(0.015〜0.03MPa)を付与することが必要であるといわれている。また、適当な熱可塑性樹脂は、ポリ塩化ビニルを含むということがいわれている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】米国特許第6352421号明細書(オリバー・ジアコーマ(Olivier Giacoma);2000年2月15日出願)
【特許文献2】米国特許第2,768,407号(リンデマン(Lindemann);1950年12月5日出願)
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、従来技術の欠点を解消する、硬質発泡ポリマーエンブリオ体を製造するための新規なプレスシステムを提供することにある。
【課題を解決するための手段】
【0010】
上記目的は、特許請求の範囲の独立項に記載のプレスシステム及び方法により達成される。
【0011】
全ての材料の製造プロセスにおけるように、硬質発泡ポリマー材料を製造するときにエンブリオ体を成形するための重要なパラメータは、例えば、材料消費、エネルギ消費、ワークフロー(作業の流れ)及び処理時間である。ここに提案するプレスシステムは、これらのパラメータのうちの少なくとも1つに関して、従来技術より優れている。
【0012】
本発明の実施形態は、従属請求項によって定められる。
【0013】
以下、図面を参照して、本発明を詳細に説明する。
【図面の簡単な説明】
【0014】
【図1a】エンブリオ体を成形する或る段階における、部分発泡ポリマー体を製造するプレスシステムの概略的な断面図である。
【図1b】エンブリオ体を成形する或る段階における、部分発泡ポリマー体を製造するプレスシステムの概略的な断面図である。
【図1c】エンブリオ体を成形する或る段階における、部分発泡ポリマー体を製造するプレスシステムの概略的な断面図である。
【図1d】エンブリオ体を成形する或る段階における、部分発泡ポリマー体を製造するプレスシステムの概略的な断面図である。
【図1e】エンブリオ体を成形する或る段階における、部分発泡ポリマー体を製造するプレスシステムの概略的な断面図である。
【図2】図1a〜図1dの実施形態によるプレスシステムにおける成形プロセスの選択されたプロセスパラメータの概略的なダイアグラムである。
【図3a】プレスシステムの他の実施形態の概略図である。
【図3b】プレスシステムの他の実施形態の概略図である。
【図3c】プレスシステムの他の実施形態の概略図である。
【図3d】プレスシステムの他の実施形態の概略図である。
【図4】図3a〜図3dの実施形態によるプレスシステムにおける成形プロセスの選択されたプロセスパラメータの概略的なダイアグラムである。
【図5a】プレスシステムの他の実施形態の概略図である。
【図5b】プレスシステムの他の実施形態の概略図である。
【図5c】プレスシステムの他の実施形態の概略図である。
【図6】図5a〜図5cの実施形態によるプレスシステムにおける成形プロセスの選択されたプロセスパラメータの概略的なダイアグラムである。
【図7a】プレスシステムの他の実施形態の概略図である。
【図7b】プレスシステムの他の実施形態の概略図である。
【図8】プレスシステムの他の実施形態の概略図である。
【図9】本発明による方法全体のフローチャートである。
【発明を実施するための形態】
【0015】
図1a〜図1dは、部分発泡ポリマー体を成形する種々の段階における本発明によるプレスシステム10の概略的な断面図である。1つの実施形態によれば、プレスシステム10は、容積可変の型キャビティ20と、温度制御手段30と、成形中の型キャビティ20の拡大に対して反対方向に作用するように配置されたカウンタ圧力手段40とを有し、カウンタ圧力手段40によって付与される圧力は、型キャビティ20の拡大に応じて増大するように構成されている。図1a〜図1dに開示した実施形態では、プレスシステム10は、更に、プレス構造を有し、プレス構造は、プレスベース120と、カウンタ圧力手段40によって下方に押圧される移動可能なプレス部材130を備えたプレストップ50と、プレスベース120と移動可能なプレス部材130との間に配置された交換可能な型ツール60とを有している。プレスベース120及びプレストップ50は、相対移動を阻止するクランプ140によって、しっかりと互いに連結されている。
【0016】
図1a〜図1dに示す実施形態では、型キャビティ20は、第1の型部材70及び第2の型部材80を有する交換可能な型ツール60として形成されている。第1の型部材70の凹部は、型キャビティ20の容積の一部分を形成し、互いに噛合う横フランジ100、110の間に、シール手段90嵌められている。図1a及び図1bから分かるように、第1の型部材70及び第2の型部材80は、成形中、互いに対して移動可能であり、シール手段90は、型キャビティ20のかかる容積拡大の少なくとも一部分の間、第1の型部材70と第2の型部材80との間の本質的に密封されたシールを形成するように構成されている。後で示すように、他の実施形態では、容積可変の型キャビティ20は、プレスシステム10の一体部分として形成されてもよいし、他の適当な仕方で形成されてもよい。
【0017】
温度制御手段30は、成形プロセス中の型キャビティ20内のプラスチゾルの温度を有効に制御するように構成されている。最初、部分発泡ポリマー体の形成は、発泡剤を活性化し且つプラスチゾルのゼラチン化を開始させる熱を必要とし、その後、ゼラチン化が或る時点に達すると、成形プロセスによって生じた熱が消費される量を超え、プラスチゾルを、過剰加熱を回避するために冷却しなければならない。このことは、後でより詳細に説明される。1つの実施形態によれば、温度制御手段30は、水等の加熱/冷却媒体用の導管を有している。変形例として、温度制御手段は、別々の加熱手段及び冷却手段として構成されてもよく、例えば、電気加熱手段と、冷却媒体のための冷却導管である。
【0018】
図1a〜図1dに開示した実施形態では、型キャビティ20は、平らな矩形パネル形状のエンブリオ体を生産するように形成され、成形プロセスの後の段階で、エンブリオ体を更に発泡させ且つ硬化させ、良好な機械的特性を有する硬質ポリマー発泡材料のパネルを形成する。仕上げられる硬質発泡材料の適用例に応じて、型キャビティ20は、異なる形状のものであり、かかる形状は、例えば、球形、管、円筒形である。
【0019】
開示された実施形態によれば、交換可能な型ツール60の第1の型部材70及び第2の型部材80はそれぞれ、主壁140、150を有し、主壁140、150はそれぞれ、第1のプレス部材120及び第2のプレス部材130と平行であり且つそれと隣接するように配列されている。第1の型部材70は、主壁140を包囲し且つ本質的に垂直方向に延びる横フランジ100を有し、第2の型部材80は、横フランジ100と噛合う相手方の横フランジ110を有し、横フランジ100と横フランジ110の間に、細い隙間が構成され、シール手段90が細い隙間内に嵌められている。上述したように、第1の型部材70及びプレスベース120をプレス型ベースとして形成し、且つ、第2の型部材80及び移動可能なプレス部材130を移動可能なプレス型部材として形成することによって、交換可能な型ツール60がプレスシステム10と一体化されるのがよい。
【0020】
図1a〜図1dにおいて、カウンタ圧力手段40は、螺旋ばね45の配列によって形成され、螺旋ばね45は、移動可能なプレス部材130を、型キャビティ20の拡大方向と反対の方向に押す。開示された実施形態において、拡大方向は上向きであるが、プレスシステムは、拡大方向が下向きになるように、又は、上向きと下向きの間の任意の向きになるように設計されてもよい。ばねの配列の形態をなすカウンタ圧力手段40は、拡大が開始するとき、付与するカウンタ圧力を増大させるが、成形段階中、カウンタ圧力手段40を積極的に制御することはできない。カウンタ圧力手段40は、付与される圧力が型の拡大に応答して本質的に線形に又は指数関数的に増大するように構成されるのがよい。カウンタ圧力手段40は、付与される圧力が拡大の1つ又は2つ以上の時点でステップ式に増大するように構成されてもよい。更に、カウンタ圧力手段40は、付与される圧力の線形的な増大、指数関数的な増大、又はステップ式の増大の任意適当な組合せが行われるように構成されてもよい。従って、型キャビティの拡大及び型キャビティ内の圧力を、適宜制御することができる。
【0021】
他の種類の受動的カウンタ圧力手段40は、増大する制御不可能な力を移動可能な部材130に付与する任意の種類の構成を含む。他の実施形態によれば、カウンタ圧力手段40は、移動可能なプレス部材130に付与される力を、拡大プロセス中の予め定められた計画に従って制御することを可能にする構成を有する。制御可能な形式のかかるカウンタ圧力手段40の1つの例は、液圧プレスシステムであり、この場合、プレスシステム内の液圧を上昇又は下降させることによって、付与される圧力を制御することができる。かかる液圧プレスシステムは、後の説明に従って、圧力制御式リリーフ弁によって制御されるのがよい。
【0022】
上述したように、図1aでは、型キャビティ20は、プラスチゾルで充填されている。エンブリオ体の表面欠陥を回避するために、成形サイクルを開始する前、本質的に全ての空気を型キャビティ20から排気することが非常に重要である。型キャビティ20をプラスチゾルで充填するときに第1の型部材100と第2の型部材110の間に捕捉される空気の排気を達成するために、開示された実施形態の第2の型部材110(上方の型部材)は、小さい排気開口160を有している。排気開口160は、空気の通行を許すが、プラスチゾルが型キャビティ20から逃げることを防止するように形成されている。1つの実施形態によれば、排気開口160は、非常に小さいので、プラスチゾル自体は、高粘性により排気開口160を閉じ、それにより、少量のプラスチゾルしか型キャビティ20から漏れ出ない。しかしながら、その他の種類の自動閉鎖式の排気開口を使用してもよく、かかる排気開口は、例えば、弁付きの開口であり、弁付きの開口では、プラスチゾルが弁本体に作用して、開口を閉じる。第1の型部材100及び第2の型部材110からのエンブリオ体の取出しを容易にするために、排気開口160は、ゼラチン化されたエンブリオ体が排気開口160内に付着することを防止するように形成される。これを回避する1つの仕方は、円錐形状の排気開口160を作ることであり、円錐形状は、型キャビティ20に通じる広い方の端部と、型ツール60の外側に通じる小さい方の上開口とを有する。図示のように、型ツール60は、互いに平行なプレス平面を有するプレスシステムで使用されるように構成され、それにより、小さい方の上開口は、移動可能なプレス部材130のプレス平面によって覆われ、開口面積が、更に小さくなる。
【0023】
図2は、図1a〜図1dの実施形態によるプレスシステム10における成形プロセスの幾つかのプロセスパラメータの概略的なダイアグラムである。図2の成形プロセスは、閉鎖された型キャビティ20内のプラスチゾルを加熱(温度制御)する工程を有し、プラスチゾルの熱膨張及びプラスチゾル中に溶解された発泡剤の活性化によって、高圧Pを生じさせる。カウンタ圧力手段40のための適当な特性を選択することによって、型キャビティ20内の圧力Pは、加熱(温度制御)の結果として、カウンタ圧力手段40によって付与される圧力を超え、それにより、型キャビティ20の容積Vを増大させる。プラスチゾルを、ゼラチン化することを可能にする高温で所定時間保ち、その後、エンブリオ体170を型キャビティ20から取出すことができるのに充分に低い温度まで、型キャビティを冷却する。上述したように、ゼラチン化プロセスは、熱を生じさせ、過剰な加熱を回避するために、冷却が行われなければならない。図2では、温度制御を冷却に切換えた後の短い期間、ゼラチン化プロセスによって生じた熱により、圧力Pが上昇し続けることが示されている。最大圧力の時点は、図2において破線で指示されている。同じ理由で、型キャビティ20の容積は、圧力がその最大値に到達するまで増大し続ける。いったん冷却プロセスが最大圧力時点に到達すると、冷却のプロセスにより、主としてエンブリオ体170の負の熱膨張に一致する型キャビティ20の容積の減少を生じさせる。図1bは、型キャビティ20の容積が最大容積に到達したときのプレスシステム10を示し、最大容積は、カウンタ圧力手段40の特性、プラスチゾル混合物の種類、及び使用するプロセスパラメータによって定められる。典型的には、容積拡大は、充填容積の5〜20%以上に一致する。
【0024】
図1cは、この実施形態によるプレスシステムのロックを解除する工程を示し、この工程において、部分発泡ポリマー体170の弾性を利用して、相互連結クランプ部材140を解放する。型キャビティ20内の最終圧力を超える圧縮力を、プレストップ50に付与し、それにより、カウンタ圧力手段40及びエンブリオ体170を圧縮し、クランプ140を引いて、プレスシステム10のロックを解除する。
【0025】
図1dは、プレストップ50及び第2の型部材110が第1の型部材100及びプレスベース120から持上げられ、それにより、圧縮されたエンブリオ体170が内部膨張力によって型ツール60から飛出し始めたときのプレスシステム10を示し、図1eは、第1の型部材100から飛出した後の弛緩したエンブリオ体を示す。図1b〜図1dでは、第1の型部材100と第2の型部材110との間に生じる相対移動が、図示の目的のために誇張して示されており、このため、フランジ100の上面と第2の型部材80の主壁150との間に形成される過剰の材料180は、除去しなければならない廃棄材料の大きい容積を表している。しかしながら、製造規模(scale)の型ツール60では、過剰材料180は、予め許容された8%の漏れ容積よりも小さい。排気開口160は、ゼラチン化されたエンブリオ体の上にニップル190を形成するが、ニップル190は、過剰材料180と一緒に除去される。
【0026】
第1の型部材70、第2の型部材80、プレスベース120及び移動可能なプレス部材130は、適当な熱伝導率を有する任意適当な材料で構成されるのがよい。これらは、例えばアルミニウム、ステンレス鋼等の金属で構成されるのがよい。変形例として、これらは、繊維強化プラスチック等の複合材料で構成されてもよいし、かかる複合材料と組合わされてもよい。成形プロセス中における型内の200気圧までの及びそれを超える高圧のため、プレスシステムの全ての部品は、それに応じて設計されなければならない。
【0027】
上述したように、成形プロセス中のプラスチゾルの膨張は、5%〜20%であり、この成形プロセス中、高圧が型ツール内に保たれることが重要である。しかしながら、或る環境下では、型ツール内に生じる圧力が、不適当なプラスチゾルの混合又は過剰充填により、極端なレベルに達することがある。1つの実施形態によれば、型ツールは、移動可能な型部材が予め決められた値の型キャビティ20の容積を充填容積に対して6%〜20%増加したときに本質的に気密の効果を発揮するように設計され、その後、気密効果は、型キャビティ内の過剰圧力を回避するために低下されるように構成される。変形実施形態によれば、気密効果は、徐々に低下される。更に、型部材のうちの一方は、調節可能な膨張限度を付与するように設計されるのがよい。
【0028】
図3a〜図3dは、プレスシステムの1つの実施形態を示し、この実施形態では、プレスベース121及びプレストップ51が、一方の側部に沿ったヒンジ構造200によって互いに取付けられ、反対側の側部において相互ロック手段210によって互いに取付けられている。開示された実施形態では、相互ロック手段210は、回転式ロック機構として示されているが、任意適当な相互ロック機構であってもよい。図3a〜図3dの実施形態では、カウンタ圧力手段40は、圧縮ばね220及び2次圧縮部材230を有している。この実施形態によるカウンタ圧力手段40は、圧縮ばね220によるカウンタ圧力の下における型キャビティ20の最初の拡大に続いて、圧縮ばね220及び2次圧縮部材230による組合せ力の形態の大きいカウンタ圧力の下における2次的な拡大を可能にするように構成されている。図3a〜図3dでは、カウンタ圧力手段40は、圧縮ばね220と、ゴム等の可撓性材料の中実部材の形態をなす2次圧縮部材230の組合せとして示され、この組合せは、型キャビティの拡大に応答して増大するカウンタ圧力を付与することが可能な手段の任意の組合せの例示である。図4は、図3a〜図3dの実施形態によるプレスシステム10における成形プロセスの幾つかのプロセスパラメータの概略的なダイアクグラムである。図4では、型キャビティ20の拡大が2次的な拡大に到達した時点を、左側の破線で示している。図4に示すように、2次的な拡大の間の圧力Pの増大の結果として、容積Vの拡大速度が減少している。
【0029】
図3cは、プレスシステム11のロックを解除する工程を示し、この工程において、力をプレストップ51の左側に付与し、エンブリオ体170を圧縮し、回転式ロック機構210を解除し、その後、図3dに示すように、プレスシステムを跳ね上げ式に開放する。
【0030】
図5a〜図5cは、プレスシステム12の1つの実施形態を示し、この実施形態では、型キャビティ20が、プレスベース122及び移動可能なプレス部材132と一体化されている。型キャビティ20をプレスシステム12内に一体化することによって、別個の型ツール60の取扱いが省略される。開示された実施形態では、プレスベース122及び移動可能なプレス部材132は、プランジャ式構造として示され、型キャビティ20は、プレスベース122の凹部によって形成され、プレス部材132は、型キャビティ20の上壁を定める相手方のプランジャとして形成されている。上記実施形態の場合のように、プレスベース122とプレス部材132との間の本質的に密封されたシールを形成するために、それらの間にシール部材が設けられている。
【0031】
開示された実施形態では、プレス部材132は、下側ショルダ260によって定められる下位置と、プレス部材132の拡大方向の更なる移動を阻止する拡大終了手段250によって定められる上位置との間を移動可能であるように構成される。かくして、開示された実施形態では、最終の所定の型キャビティ容積は、拡大終了手段250の位置によって設定され、それによって生じるピーク圧力は、型の中に充填されるプラスチゾルの容量に依存する。かくして、型キャビティ20の容積は、拡大終了手段250によって定められ、且つ、使用されるプラスチゾル混合物の種類及びプロセスパラメータに応じて、充填容量の5〜20%又はそれよりも大きい容積拡大に一致する。
【0032】
図6は、図5a〜図5cの実施形態によるプレスシステム12における、成形プロセスの幾つかのプロセスパラメータの概略的なダイアグラムである。図3a〜図3dの実施形態と同様、プレスシステム12のカウンタ圧力手段40は、圧縮ばね240によるカウンタ圧力の下での型キャビティ20の最初の拡大に続いて、拡大終了手段250によって引起こされる大きいカウンタ圧力の下での2次的な拡大を可能にするように構成されている。この図では、圧力ばね240は、本質的に線形的に上昇するカウンタ圧力を付与するのに続いて、終了した容積拡大によって引起こされる最大カウンタ圧力を付与するように構成されている。
【0033】
従って、同じ特性を有する部分発泡ポリマー体を製造することを可能にするするために、全ての部分発泡ポリマー体について、同じ容量のプラスチゾルが型の中に充填されることが非常に重要である。かくして、異なる特性を有する部分発泡ポリマー体は、型の中に充填するプラスチゾルの容量を変えることによって、及び/又は、拡大終了手段250の位置を変えて最終の型キャビティ容積を変えることによって形成される。1つの実施形態によれば、拡大終了手段250、かくして最終の型キャビティ容積は調節可能である。
【0034】
図7a及び図7bは、プレスシステム13の更に別の実施形態を示し、この実施形態では、型キャビティ20は、少なくとも部分的に、可撓性壁部材300によって定められ、可撓性壁部材300は、型キャビティ20内のプラスチゾルを、所望のカウンタ圧力を膜表面の上にわたって付与する液圧流体310の形態をなすカウンタ圧力手段40から分離する。図5a〜図5dの実施形態の場合と同様、この実施形態は、拡大終了手段320を有し、拡大終了手段320は、可撓性壁部材300の液圧流体側に位置する剛性の終了部材又は剛性壁を有する。開示された実施形態では、プレスシステム13は、プレストップ53及びプレスベース123を有し、プレストップ53及びプレスベース123は、クランプ140によって強固に相互に連結されている。プレストップ53は、温度制御手段30と、可撓性壁部材300と、流体導管350とを有し、流体導管350は、可撓性壁部材300の液圧流体側と、矢印で示す液圧流体源330とを接続している。液圧流体310によって付与された圧力は、液圧流体源330によって供給され且つ制御される。プレスベース123は、型キャビティ20の下側部分を構成し、温度制御手段30を有している。
【0035】
図7bに示すように、プラスチゾル内の高圧は、圧力流体を可撓性壁部材300の流体側から導管350を介してリザーバ等に押しやり、可撓性壁部材300を、最終の型キャビティ容積を定める拡大終了手段320に当接させる。この実施形態は、複雑な最終形状をもつ部分発泡ポリマー体の製造を可能にし、部分発泡ポリマー体は、後の工程で、更に発泡され且つ硬化され、硬質発泡ポリマー物体になる。
【0036】
図8に開示する1つの実施形態によれば、液圧流体310によって付与されるカウンタ圧力は、圧力制御式リリーフ弁340によって制御される。圧力制御式リリーフ弁340は、所定の又は制御可能な圧力閾値に到達したときに開くように構成され、そのとき、液圧流体がリリーフ弁340からリザーバ350に供給される。圧力閾値は静圧であってもよいし、型キャビティ内の圧力を所定スキームに従って制御することができるように制御可能であってもよい。
【0037】
また、上記実施形態による部分発泡ポリマー体を成形する方法も提供され、この方法は、発泡剤を含むプラスチゾルを用意する段階と、プラスチゾルを容積可変の型キャビティ内に充填する段階と、プラスチゾルを加熱して発泡剤を活性化させる段階と、型キャビティをカウンタ圧力下で拡大させ、カウンタ圧力を、型の拡大に応じて増大させる段階と、プラスチゾルを所定時間高温に維持し、プラスチゾルをゼラチン化して、部分発泡ポリマー体に変態させる段階と、部分発泡ポリマー体を冷却する段階と、型キャビティを開く段階と、部分発泡ポリマー体を取出す段階と、を有している。
【0038】
上記方法を、本発明によるプレスシステムによって行ってもよいし、容積可変の型ツールを有する大型プレスシステムで行ってもよい。カウンタ圧力は、例えば液圧システムによって積極的に制御してもよいし、所定の特性をもつカウンタ圧力部材の選択によって受動的に制御してもよい。
【0039】
上述したように、型キャビティの拡大中、カウンタ圧力を線形的に又は指数関数的に変化させてもよいし、所定の計画に従って変化させてもよい。1つの実施形態によれば、カウンタ圧力をステップ式に増大させる。
【0040】
1つの実施形態によれば、本発明の方法は、更に、所定容積の拡大後、型キャビティの拡大を終了させる段階を有する。
【0041】
適当な容積で拡大を終了させることにより、型キャビティ内に圧力を発生させることができ、所望の高圧を達成できる。
【特許請求の範囲】
【請求項1】
部分発泡ポリマー体を製造するプレスシステム(10、11、12、13、14)であって、
容積可変の型キャビティ(20)と、
温度制御手段(30)と、
成形中の型キャビティの拡大に対して反対方向に作用するように構成されたカウンタ圧力手段(40)と、を有し、
前記カウンタ圧力手段によって付与される圧力は、型の拡大に応じて増大するように構成される、プレスシステム。
【請求項2】
前記カウンタ圧力手段によって付与される圧力は、型の拡大に対して本質的に線形的に増大する、請求項1に記載のプレスシステム。
【請求項3】
前記カウンタ圧力手段によって付与される圧力は、型キャビティの拡大に対して指数関数的に増大する、請求項1に記載のプレスシステム。
【請求項4】
前記カウンタ圧力手段によって付与される圧力は、拡大の1つ又は2つ以上の時点でステップ式に増大する、請求項1に記載のプレスシステム。
【請求項5】
更に、前記型キャビティの拡大をその所定の容積で終了させるように構成された拡大終了手段(250、320)を有する、請求項1に記載のプレスシステム。
【請求項6】
前記型キャビティは、剛性壁によって定められ、前記剛性壁の少なくとも1部分が移動可能であり、
前記カウンタ圧力手段は、前記剛性壁の移動可能な少なくとも1部分の拡大方向への移動に対して反対方向に作用し、
前記拡大終了手段は、前記剛性壁の移動可能な少なくとも1部分(150、132)の拡大方向への更なる移動を阻止する1つ又は2つ以上の停止部材(250)を有する、請求項1〜5の何れか1項に記載のプレスシステム。
【請求項7】
前記型キャビティは剛性壁により形成され、前記剛性壁の少なくとも1部分が移動可能であり、
前記カウンタ圧力手段は、前記剛性壁の移動可能な少なくとも1部分の拡大方向への移動に対して反対方向に作用する、請求項1に記載のプレスシステム。
【請求項8】
前記カウンタ圧力手段は、1つ又は2つ以上の圧縮ばね(45、220、240)を有する、請求項1に記載のプレスシステム。
【請求項9】
前記カウンタ圧力手段は、液圧プレスシステム(310)である、請求項1に記載のプレスシステム。
【請求項10】
液圧流体によって付与されるカウンタ圧力は、圧力制御式リリーフ弁(340)によって制御される、請求項1〜9の何れか1項に記載のプレスシステム。
【請求項11】
前記型キャビティの少なくとも一部分は、カウンタ圧力を付与する液圧流体から前記型キャビティを分離する可撓性壁部材(300)によって定められ、
前記拡大終了手段(320)は、可撓性壁の流体側の剛性停止部材又は剛性壁を有する、請求項5に記載のプレスシステム。
【請求項12】
前記型キャビティは、交換可能な型ツール(60)によって構成される、請求項1に記載のプレスシステム。
【請求項13】
前記交換可能な型ツールは、互いに対して直線的に移動可能な第1型部材及び第2型部材(70、80)を有し、
前記カウンタ圧力手段は、前記第1型部材及び前記第2型部材の互いに対する移動方向に作用するように構成される、請求項1〜12の何れか1項に記載のプレスシステム。
【請求項14】
更に、移動可能なプレス部材(130、132、300)を備えたプレストップ(50、51、52、53)と、プレスベース(120、121、122、123)と、を有し、前記プレストップ及び前記プレスベースは、プレス形態に互いにロックされる、請求項1に記載のプレスシステム。
【請求項15】
前記プレストップ及び前記プレスベースは、1つ又は2つ以上のクランプ部材(140)によって互いにロックされる、請求項1〜14の何れか1項に記載のプレスシステム。
【請求項16】
前記前記プレストップ及び前記プレスベースは、その一方の側(200)に沿ってヒンジ連結され、その反対側において、相互ロック手段(210)によって互いにロックされる、請求項14に記載のプレスシステム。
【請求項17】
部分発泡ポリマー体を成形する方法であって、
発泡剤を含むプラスチゾルを用意する段階と、
プラスチゾルを容積可変の型キャビティ内に充填する段階と、
プラスチゾルを加熱して発泡剤を活性化させる段階と、
前記型キャビティをカウンタ圧力下で拡大させ、前記カウンタ圧力を、前記型の拡大に応じて増大させる段階と、
プラスチゾルを所定時間高温に維持し、プラスチゾルをゼラチン化して、部分発泡ポリマー体に変態させる段階と、
部分発泡ポリマー体を冷却する段階と、
型キャビティを開く段階と、
部分発泡ポリマー体を取出す段階と、を有する方法。
【請求項18】
前記型キャビティの拡大中、前記カウンタ圧力を所定の計画に従って変化させる、請求項17に記載の方法。
【請求項19】
前記型キャビティの拡大を、所定容積の拡大後に終了させる段階を有する、請求項17又は18に記載の方法。
【請求項1】
部分発泡ポリマー体を製造するプレスシステム(10、11、12、13、14)であって、
容積可変の型キャビティ(20)と、
温度制御手段(30)と、
成形中の型キャビティの拡大に対して反対方向に作用するように構成されたカウンタ圧力手段(40)と、を有し、
前記カウンタ圧力手段によって付与される圧力は、型の拡大に応じて増大するように構成される、プレスシステム。
【請求項2】
前記カウンタ圧力手段によって付与される圧力は、型の拡大に対して本質的に線形的に増大する、請求項1に記載のプレスシステム。
【請求項3】
前記カウンタ圧力手段によって付与される圧力は、型キャビティの拡大に対して指数関数的に増大する、請求項1に記載のプレスシステム。
【請求項4】
前記カウンタ圧力手段によって付与される圧力は、拡大の1つ又は2つ以上の時点でステップ式に増大する、請求項1に記載のプレスシステム。
【請求項5】
更に、前記型キャビティの拡大をその所定の容積で終了させるように構成された拡大終了手段(250、320)を有する、請求項1に記載のプレスシステム。
【請求項6】
前記型キャビティは、剛性壁によって定められ、前記剛性壁の少なくとも1部分が移動可能であり、
前記カウンタ圧力手段は、前記剛性壁の移動可能な少なくとも1部分の拡大方向への移動に対して反対方向に作用し、
前記拡大終了手段は、前記剛性壁の移動可能な少なくとも1部分(150、132)の拡大方向への更なる移動を阻止する1つ又は2つ以上の停止部材(250)を有する、請求項1〜5の何れか1項に記載のプレスシステム。
【請求項7】
前記型キャビティは剛性壁により形成され、前記剛性壁の少なくとも1部分が移動可能であり、
前記カウンタ圧力手段は、前記剛性壁の移動可能な少なくとも1部分の拡大方向への移動に対して反対方向に作用する、請求項1に記載のプレスシステム。
【請求項8】
前記カウンタ圧力手段は、1つ又は2つ以上の圧縮ばね(45、220、240)を有する、請求項1に記載のプレスシステム。
【請求項9】
前記カウンタ圧力手段は、液圧プレスシステム(310)である、請求項1に記載のプレスシステム。
【請求項10】
液圧流体によって付与されるカウンタ圧力は、圧力制御式リリーフ弁(340)によって制御される、請求項1〜9の何れか1項に記載のプレスシステム。
【請求項11】
前記型キャビティの少なくとも一部分は、カウンタ圧力を付与する液圧流体から前記型キャビティを分離する可撓性壁部材(300)によって定められ、
前記拡大終了手段(320)は、可撓性壁の流体側の剛性停止部材又は剛性壁を有する、請求項5に記載のプレスシステム。
【請求項12】
前記型キャビティは、交換可能な型ツール(60)によって構成される、請求項1に記載のプレスシステム。
【請求項13】
前記交換可能な型ツールは、互いに対して直線的に移動可能な第1型部材及び第2型部材(70、80)を有し、
前記カウンタ圧力手段は、前記第1型部材及び前記第2型部材の互いに対する移動方向に作用するように構成される、請求項1〜12の何れか1項に記載のプレスシステム。
【請求項14】
更に、移動可能なプレス部材(130、132、300)を備えたプレストップ(50、51、52、53)と、プレスベース(120、121、122、123)と、を有し、前記プレストップ及び前記プレスベースは、プレス形態に互いにロックされる、請求項1に記載のプレスシステム。
【請求項15】
前記プレストップ及び前記プレスベースは、1つ又は2つ以上のクランプ部材(140)によって互いにロックされる、請求項1〜14の何れか1項に記載のプレスシステム。
【請求項16】
前記前記プレストップ及び前記プレスベースは、その一方の側(200)に沿ってヒンジ連結され、その反対側において、相互ロック手段(210)によって互いにロックされる、請求項14に記載のプレスシステム。
【請求項17】
部分発泡ポリマー体を成形する方法であって、
発泡剤を含むプラスチゾルを用意する段階と、
プラスチゾルを容積可変の型キャビティ内に充填する段階と、
プラスチゾルを加熱して発泡剤を活性化させる段階と、
前記型キャビティをカウンタ圧力下で拡大させ、前記カウンタ圧力を、前記型の拡大に応じて増大させる段階と、
プラスチゾルを所定時間高温に維持し、プラスチゾルをゼラチン化して、部分発泡ポリマー体に変態させる段階と、
部分発泡ポリマー体を冷却する段階と、
型キャビティを開く段階と、
部分発泡ポリマー体を取出す段階と、を有する方法。
【請求項18】
前記型キャビティの拡大中、前記カウンタ圧力を所定の計画に従って変化させる、請求項17に記載の方法。
【請求項19】
前記型キャビティの拡大を、所定容積の拡大後に終了させる段階を有する、請求項17又は18に記載の方法。
【図1a】

【図1b】
【図1c】
【図1d】
【図1e】
【図2】
【図3a】
【図3b】
【図3c】
【図3d】
【図4】
【図5a】
【図5b】
【図5c】
【図6】
【図7a】
【図7b】
【図8】
【図9】
【図1b】
【図1c】
【図1d】
【図1e】
【図2】
【図3a】
【図3b】
【図3c】
【図3d】
【図4】
【図5a】
【図5b】
【図5c】
【図6】
【図7a】
【図7b】
【図8】
【図9】
【公表番号】特表2010−536603(P2010−536603A)
【公表日】平成22年12月2日(2010.12.2)
【国際特許分類】
【出願番号】特願2010−520961(P2010−520961)
【出願日】平成19年8月16日(2007.8.16)
【国際出願番号】PCT/SE2007/050558
【国際公開番号】WO2009/022954
【国際公開日】平成21年2月19日(2009.2.19)
【出願人】(509233460)ディアブ インターナショナル アクチボラゲット (2)
【Fターム(参考)】
【公表日】平成22年12月2日(2010.12.2)
【国際特許分類】
【出願日】平成19年8月16日(2007.8.16)
【国際出願番号】PCT/SE2007/050558
【国際公開番号】WO2009/022954
【国際公開日】平成21年2月19日(2009.2.19)
【出願人】(509233460)ディアブ インターナショナル アクチボラゲット (2)
【Fターム(参考)】
[ Back to top ]