
プレスマッフル

【課題】品質の低下を少しも伴うことなく実用性ならびにサイクル時間の点に関してプレスマッフルを明確に改善した歯科補綴部材製造用の埋封材から形成されたプレスマッフルを提供する。
【解決手段】埋封材から形成され、前記埋封材が特にセラミック等の少なくとも1種類の低熱伝導性の基礎粉末からなる歯科補綴部材製造用のプレスマッフルに係り、埋封材(12)全体のうちの最大70%、特に2ないし40%が前記基礎粉末よりも高い熱伝導率を有する添加剤から形成される。
【解決手段】埋封材から形成され、前記埋封材が特にセラミック等の少なくとも1種類の低熱伝導性の基礎粉末からなる歯科補綴部材製造用のプレスマッフルに係り、埋封材(12)全体のうちの最大70%、特に2ないし40%が前記基礎粉末よりも高い熱伝導率を有する添加剤から形成される。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、請求項1前段に記載の埋封材から形成されたプレスマッスルに関する。
【背景技術】
【0002】
歯科技術用のプレスマッフルは通常クリストバライトを含み歯科補綴部材の雄型の周りで鋳造されたセラミック埋封材から形成される。歯科補綴部材はマッフル内で中央位置に収容されることが好適である。マッフルは硬化した後加熱され、それによってワックス成分が完全に除去されて歯科補綴部材のための造型空間が残留し、プレス管路を介してそこに歯科セラミックを充填することができる。
【0003】
コスト上の理由のから一度に多数の歯科補綴部材を成形できるようにすることが好適であり、そのためプレス管路が木の枝状に分かれるとともに個々の造型空間が接続管路を介してプレス管路と結合される。
【0004】
複数の造型空間の制約のため、各造型空間と外周との間の距離がそれぞれ異なったものとなる。しかしながら、歯科補綴部材の品質のために成形プロセスの間に正確な温度プロフィールを監視することが重要である。
【0005】
焼成窯、すなわち非プレス窯における埋封材の実用に関して、独国特許出願公開第3844151号明細書によって熱の滞留を防止するために埋封材がクロム粒子あるいはタングステンを有することが知られている。このことは、このことは歯科補綴部材の直近で実施され、従ってクロム粒子がその場所にある一次成分と接触する。しかしながら、このことは容易に一次成分の酸化ならびに変色につながり、これは特に歯科補綴部材を前歯領域に使用する場合には許容できない。
【0006】
マッフル内で温度プロフィールを均一化するために、マッフルの外周上に延在する金属リングを使用することが提案されている。これは支持効果を提供すると同時に成形プロセスの間にマッフルを破損あるいは破断から防護するものである。他方で金属は一般に大きな熱膨張率を有し、従って所要の支持効果が成形中に充分に提供されない。
【0007】
適宜な待機時間を通じて温度均一化を問題なく達成することもできるが、そのサイクル時間は容易に8時間、すなわち稼働日1日に達し、例えば10本のブリッジからからなる複数の造型空間を有する大型のマッフルの場合にはいずれにしても不適格である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】独国特許出願公開第3844151号明細書
【発明の概要】
【発明が解決しようとする課題】
【0009】
従って本発明の目的は、品質の低下を少しも伴うことなく実用性ならびにサイクル時間の点に関してプレスマッフルを明確に改善した、請求項1前段に記載の歯科補綴部材製造用の埋封材から形成されたプレスマッフルを提供することにある。
【課題を解決するための手段】
【0010】
前記の課題は、本発明に従って請求項1によって解決される。従属請求項によって好適な追加構成が示される。
【0011】
本発明によれば、低い熱伝導率を有するセラミック粉末を大きな割合で含んだ埋封材から形成されたプレスマッフルが前記セラミック粉末よりも高い熱伝導率を有する添加剤を含有するものとされる。この基本的な処置によって既に埋封材中の熱伝導率の明確に改善につながり、従って温度均一化がより迅速に達成される。さらに、意外なことにセラミック粉末からなる埋封材の好適な特性、特に埋封材が硬化するまでの比較的短い反応時間は維持することができる。
【0012】
例えばSiC粒子から形成することができる添加剤が均等に分布され、添加剤の吸収係数は基礎粉末のものより著しく高いため、既にマッフルの外周からも見られるように熱結合が大幅に改善される。しかしながら、意外なことに造型空間の周りに添加剤を雲状に延在させれば顕著に改善された温度均一化が可能になる。既に予加熱窯内において比較的高速に温度が調節され、従来から知られているプレスマッフル窯に比べて極めて迅速に温度均一化が達成される。
【0013】
好適な実施形態によれば、プレスマッフルの外周上にも添加剤を付加しかつ着色、すなわち白以外の色とする。このことによって、特にチューブ状加熱体を備えた従来の窯を使用する際の吸収を顕著に改善することが可能になり、熱吸収が大幅に効率的になる。
【0014】
本発明によれば、高い熱伝導率を有した添加剤が歯科補綴部材の造型空間を完全に包囲することが極めて好適である。このことは、例えば添加剤を追加的な粉末の形式で埋封材中に均一に分布させることによって達成される。他方、追加的な粉末あるいは追加的な粒子を一種のケージ、一種の被覆、あるいは雲の状態で造型空間の周りに延在させ、温度均一化を実施することも提案される。意外なことに、埋封材のセラミック粉末の低い熱伝導率にもかかわらず、この方式は埋封材の中央部分内における高い温度均一化の実現につながり、それによって所要の温度プロフィールが可能になる。埋封材のセラミック粉末が既知のようにむしろ低い熱伝導率を有するとしても、予加熱プロセスを既により急速に実行することができ、さらに歯科補綴部材の焼結を所要の温度プロフィールに極めて正確に適合して実施することがきる。
【0015】
意外なことに、添加剤のためマッフルの熱結合が大幅に改善される。このことは、高い割合で従来の埋封材が使用され例えば造型空間の周りのみあるいはマッフルの外周上のみに添加剤が付加される場合でも有効である。
【0016】
好適な構成形態によれば、添加剤の熱伝導率がセラミック基礎粉末の熱伝導率とは顕著に異なったものとされる。例えば、その差は10倍の単位とすることが可能であり、すなわちセラミック基礎粉末が断熱材とみなされ、添加剤は熱伝導材とみなされる。
【0017】
一方でセラミック粉末の粒子の粒径と他方で添加剤の粒子の粒径を要求に適応するものとすれば極めて好適である。基本的に、添加剤の熱膨張係数がセラミック粉末のものと比べて顕著に大きいことを除いて、添加剤の粒径をセラミック粉末の粒径より大きく選択することに問題はない。そのような場合、同様な大きさあるいはより小さい粒径を添加剤に選択することもできる。
【0018】
歯科補綴部材が添加剤の非貴金属粒子と接触することを防止するための処置を実施すれば極めて好適である。このことは、例えば造型空間の直近を包囲する領域に対していわばセラミック基礎粉末の保護層を設けることによって実現可能である。前記の保護層はむしろ薄く選択することができ、また例えば1500℃あるいは1600℃の高温で酸化してその酸化の結果色が変化する添加剤の非貴金属の粒子が歯科補綴部材を変色させることを防止する。他方、添加剤に貴金属粒子を使用することも可能であり、それが造型空間まで到達することができる。
【0019】
追加的な粉末は、例えば炭化珪素あるいは窒化珪素、または高い熱伝導率を有するその他の任意の好適な材料とすることができる。例えば炭化珪素は30ないし200W/mKの熱伝導率と1000℃で観察して4.3ないし5.8×10−6/Kの熱膨張係数を有する。炭化珪素を添加剤として使用する場合極めて好適なことは、低い熱膨張係数と高い熱伝導率の組み合わせである。加えて、2300℃の融点は歯科補綴部材を焼成する際に実用上発生する温度範囲よりも顕著に高いものなる。
【0020】
好適には石英粉末を埋封材として使用し、その粉末が主にクリストバライトを含有するとともに例えば2W/mKの低い熱伝導率を有する。少量、例えば5%のSiC粉末を混合するとそれがプレスマッフルの全体的な熱伝導率の40%の改善につながり、それによってサイクル時間の大幅な短縮が可能になる。
【0021】
本発明に係るプレスマッフルの特に好適な構造は、添加剤の帯域レイアウトを用いても達成可能である。例えば、造型空間を包囲してまず純粋な基礎粉末を成形し、それに近接して(特にマッフルの脚部領域内において)SiCを含んだ埋封材を成形することができる。SiCを含んだ帯域を円盤形状に形成することによって内部への良好な熱伝導が達成される。
【0022】
さらに、プレスマッフルの外周が直接SiCを含んだ帯域によって形成されるか、または添加剤が主に外周上に配置されることが極めて好適である。このことが顕著な表面の粗さ増加につながり、また熱伝導が意外なほど顕著に改善される。この効果も同様な方式で小型の粒子を付加するか、またプレスマッフルの外周上でSiC粉末を増加させることによって達成することができる。
【0023】
その点に関して本発明によれば、炭化珪素の吸収係数を比較的高くし、すなわちε=0.9とすることが極めて好適である。このことが伝導される熱量の極めて良好な吸収につながる。
【0024】
帯域化と添加剤の全体的な分布は必要に応じて広範囲に調節可能であることが理解される。埋封材に対して添加剤を最大5%増加させた結果、埋封材の固化時間は全く変化しないかまたは顕著には変化せず;このことは極めて形状が安定した埋封材にも該当する。
【0025】
好適な実施形態によれば、埋封材全体のうちの最大70%、特に2ないし40%が基礎粉末よりも高い熱伝導率を有する添加剤から形成される。
【0026】
好適な実施形態によれば、添加剤の熱伝導率が基礎粉末の熱伝導率と比べて3ないし100倍、特に8ないし60倍、特に好適には10ないし40倍高いものとなる。
【0027】
好適な実施形態によれば、添加剤が特に金属粒子、中でも貴金属粒子からなる追加的な粉末から形成される。
【0028】
好適な実施形態によれば、追加的な粉末が炭化珪素および/または窒化珪素からなる。
【0029】
好適な実施形態によれば、添加剤、特に追加的な粉末が歯科補綴部材を包囲しかつそれに近接して配分される。
【0030】
好適な実施形態によれば、歯科補綴部材の造型空間を包囲する全領域内において添加剤の分布、特に追加的な粉末の濃度がプレスマッフルのその他の部分に比べて高くされる。
【0031】
好適な実施形態によれば、プレスマッフルが基本的に円筒形状を有するとともに造型空間を水平に包囲する周囲領域が増大された添加剤の割合を有し、前記周囲領域が造型空間の温度を均一化する。
【0032】
好適な実施形態によれば、プレスマッフルが基本的に円筒形状を有するとともに造型空間を垂直に包囲する周囲領域が増大された添加剤の割合を有し、前記周囲領域が造型空間の温度を均一化する。
【0033】
好適な実施形態によれば、追加的な粉末ならびにセラミック粉末が均質になるよう混合される。
【0034】
好適な実施形態によれば、添加剤がセラミック粉末と異なった色を有する。
【0035】
好適な実施形態によれば、添加剤の色が白とは異なる。
【0036】
好適な実施形態によれば、添加剤が特に球形および/または棒形および/またはリング形の形状の小型の粒子から形成される。
【0037】
好適な実施形態によれば、歯科補綴部材の造型空間を直近で包囲するプレスマッフルの部分がいずれの添加剤も伴わずに専ら基礎粉末から形成され、特にプレスマッフルの直径の10分の1未満の厚さの層である。
【0038】
好適な実施形態によれば、添加剤がプレスマッフルの外周上で高い濃度で付加され、特に基礎粉末に比べてより大きな直径の粒子を有する。
【0039】
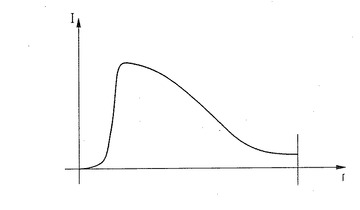
好適な実施形態によれば、添加剤が雲状に濃度が分布する方式で埋封材中に付加され、前記濃度分布がプレスマッフルの周囲にわたって見て実質的に均等であるとともに歯科補綴部材の造型空間の近くで小さくなり、そこから急激に増加するとともにその後低下し、その際濃度の最大値が特に造型空間から出発して半径の1/2内に存在する。
【0040】
本発明のその他の詳細、特徴ならびに利点は、添付図面を参照しながら以下に記述する2つの実施例の説明によって明らかにされる。
【図面の簡単な説明】
【0041】
【図1】本発明の一実施例に係るプレスマッフルを示した概略図である。
【図2】図1のプレスマッフルを半径方向に見た添加剤分布を示した説明図である。
【図3】本発明に係るプレスマッフルの別の実施例を示した概略図である。
【図4】図3の実施例の添加剤の濃度変化を示した説明図である。
【発明を実施するための形態】
【0042】
図1に示されたプレスマッフル10は、既知の方式によって硬化した実質的に円筒形状に延在する埋封材12から形成され、前記円筒形がプレスマッフル10の上部境界域に周知のテーパ部14を有する。
【0043】
ワックス部材の融解によってプレス管路18と造型空間20,22および24がプレスマッフル10内に形成され、各造型空間が接続管路26を介してプレス管路18と接続される。
【0044】
プレスマッフル10は基本的に軸28の周りで円対称形の方式で延在し、プレスマッフルの高さよりも小さな半径30を有する。
【0045】
図1に示された本発明に係るプレスマッフル10の実施例は、粒子形状の添加剤32を含み、本発明に従って前記粒子が造型空間20ないし24の周りに均等に分布する。その分布はここでは粒子32として概略的に図示されているが、実際そこに適宜な粒子の帯域のみが存在し、それによってプレスマッフルのその部分の熱伝導率が増大することが理解される。この実施形態は造型空間22,22および24の間の温度を均一化するために特に適している。また、半径方向外側に向かっても粒子32が付加されるが、この実施例においては少ない量とされ、従って添加剤の粒子32の増大した熱伝導率と改善された熱吸収容量が共に有効な効果をもたらす。
【0046】
この実施例において、造型空間20ないし24を直近で包囲する領域には添加剤粒子32が存在しない。このことによって、歯科補綴セラミック材料に対して不活性である炭化珪素のみでなく、金属粒子を使用することが可能になる。プレス窯は今日例えば1000℃を僅かに超えるか、または900℃の低い温度で使用される。このことによっても、金属化合物を使用することと添加剤粒子を造型空間の直近に付加することが可能になる。
【0047】
本発明に係るプレスマッフルの変更された実施例が図3に示されている。ここで、上記実施例と同一の構成要素は同一の参照符号を付して示される。この実施例においては、粒子32を備えた特殊な形状の帯域34が設けられる。帯域34はプレスマッフル10の底部領域36にわたって延在し、そこで一種の円盤を形成する。加えて、円筒形状のプレスマッフル10の外壁38全体にわたって延在し、そこで一種の中空シリンダを形成する。それらの組み合わせによって粒子32を有する帯域34の実質的に鉢型のレイアウトが構成される。
【0048】
さらに、図3の実施例において一種の内側鉢部40が設けられ、これは図3中に概略的に図示され、中空の造型空間20,22および24を包囲する領域内へ延伸する粒子32が高濃度である領域が示されている。このことがその場所の極めて良好な熱結合を保証し、その際内側鉢部40の帯域と造型空間20,22および24の間の距離が均一に選択され、従って熱の伝導を極めて良好に均一化して提供することができる。
【0049】
異なったレベルA,B,Cにおける半径Rに対する粒子32の濃度の変化が図4に示されている。外周上において粒子32の濃度が全体的に高くなることが示されているが、形状安定性を維持するために造型空間のレベルAに比べて底部領域Cにおいて幾らか低くされる。
【0050】
図示されているように、曲線Aのように造型空間を包囲して全くセラミック基礎粉末を伴わずに埋封材が設けられ、すなわち全く添加剤32を伴わない。他方、曲線Bに対応する造型空間の下方においては、破線の曲線Bによって示されているように造型空間20ないし24に近接してより高い粒子32の濃度を有する領域が設けられる。
【0051】
底部領域、すなわち円盤36の領域においては、粒子の濃度がプレスマッフル10の半径方向の全ての領域において均一である。
【0052】
図示された本発明の実施例は単に例示のためのものであり、種々の要求に適応して埋封材を形成し得ることが理解される。
【符号の説明】
【0053】
10 プレスマッフル
12 埋封材
14 テーパ部
18 プレス管路
20,22,24 造型空間
26 接続管路
28 軸
30 半径
32 添加剤(粒子)
34 帯域
36 底部領域
38 外壁
40 内側鉢部
【技術分野】
【0001】
この発明は、請求項1前段に記載の埋封材から形成されたプレスマッスルに関する。
【背景技術】
【0002】
歯科技術用のプレスマッフルは通常クリストバライトを含み歯科補綴部材の雄型の周りで鋳造されたセラミック埋封材から形成される。歯科補綴部材はマッフル内で中央位置に収容されることが好適である。マッフルは硬化した後加熱され、それによってワックス成分が完全に除去されて歯科補綴部材のための造型空間が残留し、プレス管路を介してそこに歯科セラミックを充填することができる。
【0003】
コスト上の理由のから一度に多数の歯科補綴部材を成形できるようにすることが好適であり、そのためプレス管路が木の枝状に分かれるとともに個々の造型空間が接続管路を介してプレス管路と結合される。
【0004】
複数の造型空間の制約のため、各造型空間と外周との間の距離がそれぞれ異なったものとなる。しかしながら、歯科補綴部材の品質のために成形プロセスの間に正確な温度プロフィールを監視することが重要である。
【0005】
焼成窯、すなわち非プレス窯における埋封材の実用に関して、独国特許出願公開第3844151号明細書によって熱の滞留を防止するために埋封材がクロム粒子あるいはタングステンを有することが知られている。このことは、このことは歯科補綴部材の直近で実施され、従ってクロム粒子がその場所にある一次成分と接触する。しかしながら、このことは容易に一次成分の酸化ならびに変色につながり、これは特に歯科補綴部材を前歯領域に使用する場合には許容できない。
【0006】
マッフル内で温度プロフィールを均一化するために、マッフルの外周上に延在する金属リングを使用することが提案されている。これは支持効果を提供すると同時に成形プロセスの間にマッフルを破損あるいは破断から防護するものである。他方で金属は一般に大きな熱膨張率を有し、従って所要の支持効果が成形中に充分に提供されない。
【0007】
適宜な待機時間を通じて温度均一化を問題なく達成することもできるが、そのサイクル時間は容易に8時間、すなわち稼働日1日に達し、例えば10本のブリッジからからなる複数の造型空間を有する大型のマッフルの場合にはいずれにしても不適格である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】独国特許出願公開第3844151号明細書
【発明の概要】
【発明が解決しようとする課題】
【0009】
従って本発明の目的は、品質の低下を少しも伴うことなく実用性ならびにサイクル時間の点に関してプレスマッフルを明確に改善した、請求項1前段に記載の歯科補綴部材製造用の埋封材から形成されたプレスマッフルを提供することにある。
【課題を解決するための手段】
【0010】
前記の課題は、本発明に従って請求項1によって解決される。従属請求項によって好適な追加構成が示される。
【0011】
本発明によれば、低い熱伝導率を有するセラミック粉末を大きな割合で含んだ埋封材から形成されたプレスマッフルが前記セラミック粉末よりも高い熱伝導率を有する添加剤を含有するものとされる。この基本的な処置によって既に埋封材中の熱伝導率の明確に改善につながり、従って温度均一化がより迅速に達成される。さらに、意外なことにセラミック粉末からなる埋封材の好適な特性、特に埋封材が硬化するまでの比較的短い反応時間は維持することができる。
【0012】
例えばSiC粒子から形成することができる添加剤が均等に分布され、添加剤の吸収係数は基礎粉末のものより著しく高いため、既にマッフルの外周からも見られるように熱結合が大幅に改善される。しかしながら、意外なことに造型空間の周りに添加剤を雲状に延在させれば顕著に改善された温度均一化が可能になる。既に予加熱窯内において比較的高速に温度が調節され、従来から知られているプレスマッフル窯に比べて極めて迅速に温度均一化が達成される。
【0013】
好適な実施形態によれば、プレスマッフルの外周上にも添加剤を付加しかつ着色、すなわち白以外の色とする。このことによって、特にチューブ状加熱体を備えた従来の窯を使用する際の吸収を顕著に改善することが可能になり、熱吸収が大幅に効率的になる。
【0014】
本発明によれば、高い熱伝導率を有した添加剤が歯科補綴部材の造型空間を完全に包囲することが極めて好適である。このことは、例えば添加剤を追加的な粉末の形式で埋封材中に均一に分布させることによって達成される。他方、追加的な粉末あるいは追加的な粒子を一種のケージ、一種の被覆、あるいは雲の状態で造型空間の周りに延在させ、温度均一化を実施することも提案される。意外なことに、埋封材のセラミック粉末の低い熱伝導率にもかかわらず、この方式は埋封材の中央部分内における高い温度均一化の実現につながり、それによって所要の温度プロフィールが可能になる。埋封材のセラミック粉末が既知のようにむしろ低い熱伝導率を有するとしても、予加熱プロセスを既により急速に実行することができ、さらに歯科補綴部材の焼結を所要の温度プロフィールに極めて正確に適合して実施することがきる。
【0015】
意外なことに、添加剤のためマッフルの熱結合が大幅に改善される。このことは、高い割合で従来の埋封材が使用され例えば造型空間の周りのみあるいはマッフルの外周上のみに添加剤が付加される場合でも有効である。
【0016】
好適な構成形態によれば、添加剤の熱伝導率がセラミック基礎粉末の熱伝導率とは顕著に異なったものとされる。例えば、その差は10倍の単位とすることが可能であり、すなわちセラミック基礎粉末が断熱材とみなされ、添加剤は熱伝導材とみなされる。
【0017】
一方でセラミック粉末の粒子の粒径と他方で添加剤の粒子の粒径を要求に適応するものとすれば極めて好適である。基本的に、添加剤の熱膨張係数がセラミック粉末のものと比べて顕著に大きいことを除いて、添加剤の粒径をセラミック粉末の粒径より大きく選択することに問題はない。そのような場合、同様な大きさあるいはより小さい粒径を添加剤に選択することもできる。
【0018】
歯科補綴部材が添加剤の非貴金属粒子と接触することを防止するための処置を実施すれば極めて好適である。このことは、例えば造型空間の直近を包囲する領域に対していわばセラミック基礎粉末の保護層を設けることによって実現可能である。前記の保護層はむしろ薄く選択することができ、また例えば1500℃あるいは1600℃の高温で酸化してその酸化の結果色が変化する添加剤の非貴金属の粒子が歯科補綴部材を変色させることを防止する。他方、添加剤に貴金属粒子を使用することも可能であり、それが造型空間まで到達することができる。
【0019】
追加的な粉末は、例えば炭化珪素あるいは窒化珪素、または高い熱伝導率を有するその他の任意の好適な材料とすることができる。例えば炭化珪素は30ないし200W/mKの熱伝導率と1000℃で観察して4.3ないし5.8×10−6/Kの熱膨張係数を有する。炭化珪素を添加剤として使用する場合極めて好適なことは、低い熱膨張係数と高い熱伝導率の組み合わせである。加えて、2300℃の融点は歯科補綴部材を焼成する際に実用上発生する温度範囲よりも顕著に高いものなる。
【0020】
好適には石英粉末を埋封材として使用し、その粉末が主にクリストバライトを含有するとともに例えば2W/mKの低い熱伝導率を有する。少量、例えば5%のSiC粉末を混合するとそれがプレスマッフルの全体的な熱伝導率の40%の改善につながり、それによってサイクル時間の大幅な短縮が可能になる。
【0021】
本発明に係るプレスマッフルの特に好適な構造は、添加剤の帯域レイアウトを用いても達成可能である。例えば、造型空間を包囲してまず純粋な基礎粉末を成形し、それに近接して(特にマッフルの脚部領域内において)SiCを含んだ埋封材を成形することができる。SiCを含んだ帯域を円盤形状に形成することによって内部への良好な熱伝導が達成される。
【0022】
さらに、プレスマッフルの外周が直接SiCを含んだ帯域によって形成されるか、または添加剤が主に外周上に配置されることが極めて好適である。このことが顕著な表面の粗さ増加につながり、また熱伝導が意外なほど顕著に改善される。この効果も同様な方式で小型の粒子を付加するか、またプレスマッフルの外周上でSiC粉末を増加させることによって達成することができる。
【0023】
その点に関して本発明によれば、炭化珪素の吸収係数を比較的高くし、すなわちε=0.9とすることが極めて好適である。このことが伝導される熱量の極めて良好な吸収につながる。
【0024】
帯域化と添加剤の全体的な分布は必要に応じて広範囲に調節可能であることが理解される。埋封材に対して添加剤を最大5%増加させた結果、埋封材の固化時間は全く変化しないかまたは顕著には変化せず;このことは極めて形状が安定した埋封材にも該当する。
【0025】
好適な実施形態によれば、埋封材全体のうちの最大70%、特に2ないし40%が基礎粉末よりも高い熱伝導率を有する添加剤から形成される。
【0026】
好適な実施形態によれば、添加剤の熱伝導率が基礎粉末の熱伝導率と比べて3ないし100倍、特に8ないし60倍、特に好適には10ないし40倍高いものとなる。
【0027】
好適な実施形態によれば、添加剤が特に金属粒子、中でも貴金属粒子からなる追加的な粉末から形成される。
【0028】
好適な実施形態によれば、追加的な粉末が炭化珪素および/または窒化珪素からなる。
【0029】
好適な実施形態によれば、添加剤、特に追加的な粉末が歯科補綴部材を包囲しかつそれに近接して配分される。
【0030】
好適な実施形態によれば、歯科補綴部材の造型空間を包囲する全領域内において添加剤の分布、特に追加的な粉末の濃度がプレスマッフルのその他の部分に比べて高くされる。
【0031】
好適な実施形態によれば、プレスマッフルが基本的に円筒形状を有するとともに造型空間を水平に包囲する周囲領域が増大された添加剤の割合を有し、前記周囲領域が造型空間の温度を均一化する。
【0032】
好適な実施形態によれば、プレスマッフルが基本的に円筒形状を有するとともに造型空間を垂直に包囲する周囲領域が増大された添加剤の割合を有し、前記周囲領域が造型空間の温度を均一化する。
【0033】
好適な実施形態によれば、追加的な粉末ならびにセラミック粉末が均質になるよう混合される。
【0034】
好適な実施形態によれば、添加剤がセラミック粉末と異なった色を有する。
【0035】
好適な実施形態によれば、添加剤の色が白とは異なる。
【0036】
好適な実施形態によれば、添加剤が特に球形および/または棒形および/またはリング形の形状の小型の粒子から形成される。
【0037】
好適な実施形態によれば、歯科補綴部材の造型空間を直近で包囲するプレスマッフルの部分がいずれの添加剤も伴わずに専ら基礎粉末から形成され、特にプレスマッフルの直径の10分の1未満の厚さの層である。
【0038】
好適な実施形態によれば、添加剤がプレスマッフルの外周上で高い濃度で付加され、特に基礎粉末に比べてより大きな直径の粒子を有する。
【0039】
好適な実施形態によれば、添加剤が雲状に濃度が分布する方式で埋封材中に付加され、前記濃度分布がプレスマッフルの周囲にわたって見て実質的に均等であるとともに歯科補綴部材の造型空間の近くで小さくなり、そこから急激に増加するとともにその後低下し、その際濃度の最大値が特に造型空間から出発して半径の1/2内に存在する。
【0040】
本発明のその他の詳細、特徴ならびに利点は、添付図面を参照しながら以下に記述する2つの実施例の説明によって明らかにされる。
【図面の簡単な説明】
【0041】
【図1】本発明の一実施例に係るプレスマッフルを示した概略図である。
【図2】図1のプレスマッフルを半径方向に見た添加剤分布を示した説明図である。
【図3】本発明に係るプレスマッフルの別の実施例を示した概略図である。
【図4】図3の実施例の添加剤の濃度変化を示した説明図である。
【発明を実施するための形態】
【0042】
図1に示されたプレスマッフル10は、既知の方式によって硬化した実質的に円筒形状に延在する埋封材12から形成され、前記円筒形がプレスマッフル10の上部境界域に周知のテーパ部14を有する。
【0043】
ワックス部材の融解によってプレス管路18と造型空間20,22および24がプレスマッフル10内に形成され、各造型空間が接続管路26を介してプレス管路18と接続される。
【0044】
プレスマッフル10は基本的に軸28の周りで円対称形の方式で延在し、プレスマッフルの高さよりも小さな半径30を有する。
【0045】
図1に示された本発明に係るプレスマッフル10の実施例は、粒子形状の添加剤32を含み、本発明に従って前記粒子が造型空間20ないし24の周りに均等に分布する。その分布はここでは粒子32として概略的に図示されているが、実際そこに適宜な粒子の帯域のみが存在し、それによってプレスマッフルのその部分の熱伝導率が増大することが理解される。この実施形態は造型空間22,22および24の間の温度を均一化するために特に適している。また、半径方向外側に向かっても粒子32が付加されるが、この実施例においては少ない量とされ、従って添加剤の粒子32の増大した熱伝導率と改善された熱吸収容量が共に有効な効果をもたらす。
【0046】
この実施例において、造型空間20ないし24を直近で包囲する領域には添加剤粒子32が存在しない。このことによって、歯科補綴セラミック材料に対して不活性である炭化珪素のみでなく、金属粒子を使用することが可能になる。プレス窯は今日例えば1000℃を僅かに超えるか、または900℃の低い温度で使用される。このことによっても、金属化合物を使用することと添加剤粒子を造型空間の直近に付加することが可能になる。
【0047】
本発明に係るプレスマッフルの変更された実施例が図3に示されている。ここで、上記実施例と同一の構成要素は同一の参照符号を付して示される。この実施例においては、粒子32を備えた特殊な形状の帯域34が設けられる。帯域34はプレスマッフル10の底部領域36にわたって延在し、そこで一種の円盤を形成する。加えて、円筒形状のプレスマッフル10の外壁38全体にわたって延在し、そこで一種の中空シリンダを形成する。それらの組み合わせによって粒子32を有する帯域34の実質的に鉢型のレイアウトが構成される。
【0048】
さらに、図3の実施例において一種の内側鉢部40が設けられ、これは図3中に概略的に図示され、中空の造型空間20,22および24を包囲する領域内へ延伸する粒子32が高濃度である領域が示されている。このことがその場所の極めて良好な熱結合を保証し、その際内側鉢部40の帯域と造型空間20,22および24の間の距離が均一に選択され、従って熱の伝導を極めて良好に均一化して提供することができる。
【0049】
異なったレベルA,B,Cにおける半径Rに対する粒子32の濃度の変化が図4に示されている。外周上において粒子32の濃度が全体的に高くなることが示されているが、形状安定性を維持するために造型空間のレベルAに比べて底部領域Cにおいて幾らか低くされる。
【0050】
図示されているように、曲線Aのように造型空間を包囲して全くセラミック基礎粉末を伴わずに埋封材が設けられ、すなわち全く添加剤32を伴わない。他方、曲線Bに対応する造型空間の下方においては、破線の曲線Bによって示されているように造型空間20ないし24に近接してより高い粒子32の濃度を有する領域が設けられる。
【0051】
底部領域、すなわち円盤36の領域においては、粒子の濃度がプレスマッフル10の半径方向の全ての領域において均一である。
【0052】
図示された本発明の実施例は単に例示のためのものであり、種々の要求に適応して埋封材を形成し得ることが理解される。
【符号の説明】
【0053】
10 プレスマッフル
12 埋封材
14 テーパ部
18 プレス管路
20,22,24 造型空間
26 接続管路
28 軸
30 半径
32 添加剤(粒子)
34 帯域
36 底部領域
38 外壁
40 内側鉢部
【特許請求の範囲】
【請求項1】
埋封材から形成され、前記埋封材が特にセラミック等の少なくとも1種類の低熱伝導性の基礎粉末からなる歯科補綴部材製造用のプレスマッフルであり、埋封材(12)全体のうちの最大70%、特に2ないし40%が前記基礎粉末よりも高い熱伝導率を有する添加剤から形成されることを特徴とするプレスマッフル。
【請求項2】
添加剤の熱伝導率が基礎粉末の熱伝導率と比べて3ないし120倍、特に8ないし80倍、特に好適には10ないし40倍高いものであることを特徴とする請求項1記載のプレスマッフル。
【請求項3】
添加剤が特に金属粒子(32)、中でも貴金属粒子からなる追加的な粉末から形成されることを特徴とする請求項1または2記載のプレスマッフル。
【請求項4】
追加的な粉末が炭化珪素および/または窒化珪素からなることを特徴とする請求項2または3記載のプレスマッフル。
【請求項5】
添加剤、特に追加的な粉末が歯科補綴部材を包囲しかつそれに近接して配分されることを特徴とする請求項1ないし4のいずれかに記載のプレスマッフル。
【請求項6】
歯科補綴部材の造型空間(20,22,24)を包囲する全領域内において添加剤の分布、特に追加的な粉末の濃度がプレスマッフルのその他の部分に比べて高くされることを特徴とする請求項1ないし5のいずれかに記載のプレスマッフル。
【請求項7】
プレスマッフル(10)が基本的に円筒形状を有するとともに造型空間(20,22,24)を水平に包囲する周囲領域が増大された添加剤の割合を有し、前記周囲領域が造型空間の温度を均一化することを特徴とする請求項1ないし6のいずれかに記載のプレスマッフル。
【請求項8】
プレスマッフル(10)が基本的に円筒形状を有するとともに造型空間(20,22,24)を垂直に包囲する周囲領域が増大された添加剤の割合を有し、前記周囲領域が造型空間の温度を均一化することを特徴とする請求項1ないし7のいずれかに記載のプレスマッフル。
【請求項9】
追加的な粉末ならびにセラミック粉末が均質になるよう混合されることを特徴とする請求項1ないし4のいずれかに記載のプレスマッフル。
【請求項10】
添加剤がセラミック粉末と異なった色を有することを特徴とする請求項1ないし9のいずれかに記載のプレスマッフル。
【請求項11】
添加剤の色が白とは異なることを特徴とする請求項1ないし10のいずれかに記載のプレスマッフル。
【請求項12】
添加剤が特に球形および/または棒形および/またはリング形の形状の小型の粒子から形成されることを特徴とする請求項1ないし11のいずれかに記載のプレスマッフル。
【請求項13】
歯科補綴部材の造型空間を直近で包囲するプレスマッフル(10)の部分がいずれの添加剤も伴わずに専ら基礎粉末から形成され、特にプレスマッフル(10)の直径の10分の1未満の厚さの層であることを特徴とする請求項1ないし12のいずれかに記載のプレスマッフル。
【請求項14】
添加剤がプレスマッフル(10)の外周上で高い濃度で付加され、特に基礎粉末に比べてより大きな直径の粒子を有することを特徴とする請求項1ないし13のいずれかに記載のプレスマッフル。
【請求項15】
添加剤が雲状に濃度が分布する方式で埋封材(12)中に付加され、前記濃度分布がプレスマッフル(10)の周囲にわたって見て実質的に均等であるとともに歯科補綴部材の造型空間の近くで小さくなり、そこから急激に増加するとともにその後低下し、その際前記濃度の最大値が特に造型空間から出発して半径(30)の1/2内に存在することを特徴とする請求項1ないし14のいずれかに記載のプレスマッフル。
【請求項1】
埋封材から形成され、前記埋封材が特にセラミック等の少なくとも1種類の低熱伝導性の基礎粉末からなる歯科補綴部材製造用のプレスマッフルであり、埋封材(12)全体のうちの最大70%、特に2ないし40%が前記基礎粉末よりも高い熱伝導率を有する添加剤から形成されることを特徴とするプレスマッフル。
【請求項2】
添加剤の熱伝導率が基礎粉末の熱伝導率と比べて3ないし120倍、特に8ないし80倍、特に好適には10ないし40倍高いものであることを特徴とする請求項1記載のプレスマッフル。
【請求項3】
添加剤が特に金属粒子(32)、中でも貴金属粒子からなる追加的な粉末から形成されることを特徴とする請求項1または2記載のプレスマッフル。
【請求項4】
追加的な粉末が炭化珪素および/または窒化珪素からなることを特徴とする請求項2または3記載のプレスマッフル。
【請求項5】
添加剤、特に追加的な粉末が歯科補綴部材を包囲しかつそれに近接して配分されることを特徴とする請求項1ないし4のいずれかに記載のプレスマッフル。
【請求項6】
歯科補綴部材の造型空間(20,22,24)を包囲する全領域内において添加剤の分布、特に追加的な粉末の濃度がプレスマッフルのその他の部分に比べて高くされることを特徴とする請求項1ないし5のいずれかに記載のプレスマッフル。
【請求項7】
プレスマッフル(10)が基本的に円筒形状を有するとともに造型空間(20,22,24)を水平に包囲する周囲領域が増大された添加剤の割合を有し、前記周囲領域が造型空間の温度を均一化することを特徴とする請求項1ないし6のいずれかに記載のプレスマッフル。
【請求項8】
プレスマッフル(10)が基本的に円筒形状を有するとともに造型空間(20,22,24)を垂直に包囲する周囲領域が増大された添加剤の割合を有し、前記周囲領域が造型空間の温度を均一化することを特徴とする請求項1ないし7のいずれかに記載のプレスマッフル。
【請求項9】
追加的な粉末ならびにセラミック粉末が均質になるよう混合されることを特徴とする請求項1ないし4のいずれかに記載のプレスマッフル。
【請求項10】
添加剤がセラミック粉末と異なった色を有することを特徴とする請求項1ないし9のいずれかに記載のプレスマッフル。
【請求項11】
添加剤の色が白とは異なることを特徴とする請求項1ないし10のいずれかに記載のプレスマッフル。
【請求項12】
添加剤が特に球形および/または棒形および/またはリング形の形状の小型の粒子から形成されることを特徴とする請求項1ないし11のいずれかに記載のプレスマッフル。
【請求項13】
歯科補綴部材の造型空間を直近で包囲するプレスマッフル(10)の部分がいずれの添加剤も伴わずに専ら基礎粉末から形成され、特にプレスマッフル(10)の直径の10分の1未満の厚さの層であることを特徴とする請求項1ないし12のいずれかに記載のプレスマッフル。
【請求項14】
添加剤がプレスマッフル(10)の外周上で高い濃度で付加され、特に基礎粉末に比べてより大きな直径の粒子を有することを特徴とする請求項1ないし13のいずれかに記載のプレスマッフル。
【請求項15】
添加剤が雲状に濃度が分布する方式で埋封材(12)中に付加され、前記濃度分布がプレスマッフル(10)の周囲にわたって見て実質的に均等であるとともに歯科補綴部材の造型空間の近くで小さくなり、そこから急激に増加するとともにその後低下し、その際前記濃度の最大値が特に造型空間から出発して半径(30)の1/2内に存在することを特徴とする請求項1ないし14のいずれかに記載のプレスマッフル。
【図1】



【図2】
【図3】

【図4】

【図2】
【図3】
【図4】
【公開番号】特開2012−101064(P2012−101064A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−242922(P2011−242922)
【出願日】平成23年11月4日(2011.11.4)
【出願人】(596032878)イボクラール ビバデント アクチェンゲゼルシャフト (63)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2011−242922(P2011−242922)
【出願日】平成23年11月4日(2011.11.4)
【出願人】(596032878)イボクラール ビバデント アクチェンゲゼルシャフト (63)
【Fターム(参考)】
[ Back to top ]