
プレス成形品、並びにその製造方法及び製造装置
【課題】加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置;物性劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品及びの提供。
【解決手段】炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、i)プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、iii)プレス成形品の厚さが0.25〜30mmである、プレス成形品により、上記課題を解決する。
【解決手段】炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、i)プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、iii)プレス成形品の厚さが0.25〜30mmである、プレス成形品により、上記課題を解決する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、炭素繊維及び熱可塑性樹脂を有するプレス成形品、並びに該プレス成形品の製造方法及び製造装置に関する。
【背景技術】
【0002】
炭素繊維及び熱可塑性樹脂を有する複合材料は、従来技術において公知であり、軽量でありつつも強度を有するため、航空機部品、自動車構造部材などの種々の部品、製品に用いられている。
【0003】
それらの製品は、炭素繊維及び熱可塑性樹脂を有するシート状材料から、熱間プレス成形法を用いて、所望の形状へと成形して得ていた。具体的には、該熱間プレス成形法は、外部加熱法、例えば遠赤外又は赤外ヒーター、もしくはIHヒーターなどの外部加熱法により熱可塑性樹脂をその融解温度近辺又はそれ以上に昇温させ、その後、所望の形状へと熱間プレス成形して得ていた(特許文献1を参照のこと)。なお、特許文献1は、熱間プレス成形法の他に通電加熱法についても一行記載しているが、それは、熱硬化性樹脂を用いた場合について言及している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】WO2007/013544号公報。
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の熱間プレス成形法では、シート状材料が厚くなると、外部から加熱する時間が長くなり、熱間プレス成形の時間も長くなり、効率が悪くなる、という問題を有していた。また、シート状材料の面積が大きくなると、該シートを均一に加熱できない、という問題があり、その問題を解決するために、加熱時間が長くなる、即ち製造効率が悪くなる、という問題があった。
また、製造効率だけでなく、得られるプレス成形品も、構成される樹脂の酸化劣化により材料固有の性能が低下すると問題もあった。
【0006】
そこで、本発明の目的は、上記問題を解決することにある。
具体的には、本発明の目的は、加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置を提供することにある。
また、本発明の目的は、上記目的と共に、又は上記目的以外に、材料固有の性能、例えば機械的性能の劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、次の発明を見出した。
<1> 炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、
i)プレス成形品100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有し、
ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであり、
iii)プレス成形品の厚さが0.25〜30mmである、上記プレス成形品。
なお、プレス成形品は、その全体において厚さが2〜25mmの範囲に属する部分を有するのが好ましい。
【0008】
<2> 上記<1>において、iv)プレス成形品の、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度が0.05以下、好ましくは0.03以下であるのがよい。
<3> 上記<1>又は<2>において、炭素繊維は、プレス成形品中、炭素繊維層を有するのがよい。
<4> 上記<1>〜<3>のいずれかにおいて、熱可塑性樹脂は、ポリエステル類、ポリオレフィン類、ポリスチレン類、ポリウレタン類、ポリアミド類、ポリイミド類、ポリケトン類、ポリカーボーネート類、ポリスルホン類、及びポリエーテル類からなる群から選ばれる少なくとも1種であるのがよく、好ましくは熱可塑性樹脂は、ポリプロピレン、ポリアミド、ポリフェニレンスルフィド、又は変性ポリフェニレンエーテルであるのがよい。
【0009】
<5> 炭素繊維及び熱可塑性樹脂を有するシートから炭素繊維及び熱可塑性樹脂を有するプレス成形品を製造する方法であって、
A)炭素繊維及び熱可塑性樹脂を有するシート、特に厚さが0.25〜30mmであるシートを準備する工程;
B)シートを通電加熱して可塑状態とする工程;及び
C)可塑状態のシートをプレス成形する工程;
を有することにより、上記プレス成形品を製造する、上記方法。
なお、上記A)のシートは、その全体において厚さが2〜25mmの範囲に属する部分を有するのが好ましい。
【0010】
<6> 上記<5>において、シート100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
<7> 上記<5>又は<6>において、シートの体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。
【0011】
<8> 上記<5>〜<7>のいずれかにおいて、プレス成形品100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
<9> 上記<5>〜<8>のいずれかにおいて、プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。
<10> 上記<5>〜<9>のいずれかにおいて、プレス成形品の厚さが0.25〜30mmであるのがよい。好ましくは、プレス成形品は、その全体において厚さが2〜25mmの範囲に属する部分を有するのがよい。
<11> 上記<5>〜<10>のいずれかにおいて、プレス成形品の、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度が0.05以下、好ましくは0.03以下であるのがよい。
【0012】
<12> 炭素繊維及び熱可塑性樹脂を有するプレス成形品の製造装置であって、
X)炭素繊維及び熱可塑性樹脂を有するシート、特に厚さが0.25〜30mmであるシートを通電加熱する通電加熱手段;及び
Y)通電加熱手段により得られる可塑状態のシートをプレス成形するプレス成形手段;
を有する、上記装置。
なお、上記X)のシートは、その全体において厚さが2〜25mmの範囲に属する部分を有するのが好ましい。
<13> 上記<12>において、通電加熱手段により得られる可塑状態のシートを、即座にプレス成形できるように、X)通電加熱手段とY)プレス成形手段とを配置するのがよい。
【0013】
<14> 上記<12>又は<13>において、シート100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
<15> 上記<12>〜<14>のいずれかにおいて、シートの体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。
【0014】
<16> 上記<12>〜<15>のいずれかにおいて、プレス成形品100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
<17> 上記<12>〜<16>のいずれかにおいて、プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。
<18> 上記<12>〜<17>のいずれかにおいて、プレス成形品の厚さが0.25〜30mmであるのがよい。好ましくは、プレス成形品は、その全体において厚さが2〜25mmの範囲に属する部分を有するのがよい。
<19> 上記<12>〜<18>のいずれかにおいて、プレス成形品の、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度が0.05以下、好ましくは0.03以下であるのがよい。
【発明の効果】
【0015】
本発明により、上記問題を解決することができる。
具体的には、本発明により、加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置を提供することができる。
また、本発明により、上記効果と共に、又は上記効果以外に、材料固有の性能、例えば機械的性能の劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品を提供することができる。
【図面の簡単な説明】
【0016】
【図1】プレス成形品の製造装置の一態様を示す図であり、通電加熱状態、及びその後のプレス状態(腑形状態)を概略説明する図である。
【発明を実施するための形態】
【0017】
以下、本発明を詳細に説明する。
本願は、炭素繊維及び熱可塑性樹脂を有するプレス成形品、特に構成される樹脂の酸化劣化による、材料固有の性能劣化、例えば機械的性能劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品を提供する。
また、本願は、該プレス成形品を製造する方法及び装置、特に、炭素繊維及び熱可塑性樹脂を有するシートから該プレス成形品を製造する方法及び装置を提供する。
以下、それらを順に説明する。
【0018】
<プレス成形品>
本願は、炭素繊維及び熱可塑性樹脂を有するプレス成形品、特に構成される樹脂の酸化劣化による、材料固有の性能劣化、例えば機械的性能劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品を提供する。
本願のプレス成形品は、該プレス成形品100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
本願のプレス成形品は、その体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。本願のプレス成形品中の炭素繊維が電気伝導性を有するため、上記範囲の体積充填率であるのがよく、より具体的には、上記範囲の体積抵抗率を有するのがよい。
【0019】
本願のプレス成形品は、その厚さが0.25〜30mmであるのがよい。
なお、本明細書において、「厚さが0.25〜30mm」とは、ある物の厚さが均一の場合、その均一の厚さが0.25〜30mmの範囲内にあることをいい、ある物の厚さが不均一の場合、該不均一の厚さがすべて、0.25〜30mmの範囲にあることをいう。
好ましくは、プレス成形品は、その全体において厚さが2〜25mmの範囲に属する部分を有するのがよい。
なお、本明細書において、「全体において厚さが2〜25mmの範囲に属する部分を有する」とは、ある物の厚さが均一の場合、その均一の厚さが2〜25mmの範囲内にあることをいい、ある物の厚さが不均一の場合、一部でも2〜25mmの厚さの部分があれば、その範囲に属する部分を有することを意味する。
【0020】
本願のプレス成形品の、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度が0.05以下、好ましくは0.03以下であるのがよい。ここで、1720〜1770cm−1における赤外線吸収スペクトル強度は、プレス成形品中の熱可塑性樹脂の酸化度合い、具体的には酸化物質であるカルボニル基に由来する赤外線吸収スペクトルを測定している。この強度が、上記範囲であると酸化の度合いが低く、プレス成形品として好ましい。
【0021】
本願のプレス成形品の熱可塑性樹脂は、汎用樹脂からスーパーエンジニアリングプラスチックまでほとんどの熱可塑性樹脂を用いることができる。具体的には、ポリエステル類、ポリオレフィン類、ポリスチレン類、ポリウレタン類、ポリアミド類、ポリイミド類、ポリケトン類、ポリカーボーネート類、ポリスルホン類、及びポリエーテル類からなる群から選ばれる少なくとも1種であるのがよい。好ましくは熱可塑性樹脂は、ポリプロピレン、ポリアミド、ポリフェニレンスルフィド、又は変性ポリフェニレンエーテルであるのがよい。
【0022】
本願のプレス成形品中、炭素繊維は、上記体積充填率及び/又は体積抵抗率を示す限り、いかなる形態で含まれていてもよい。例えば、本願のプレス成形品は、熱可塑性樹脂に炭素繊維が所定の配向で分散したものであるのがよいが、これに限定されない。炭素繊維が所定の配向で分散する場合、その形態は特に限定されず、例えば、プレス成形品中、炭素繊維が層を形成していてもよい。なお、配向例として、ロービング、ランダム、平織り、ウェブなどを挙げることができるがこれらに限定されない。
各々の炭素繊維は、その形態は、特に限定されないが、例えば、直径約1μm〜約30μm、長さ約1mm〜約100mmであるのがよい。
【0023】
<炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法>及び<炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造装置>
次いで、炭素繊維及び熱可塑性樹脂を有するシートからプレス成形品を製造する方法及び装置を説明する。以降、製造方法について主に説明し、装置については、その都度、付言する。
【0024】
本願のプレス成形品の製造方法は、
A)炭素繊維及び熱可塑性樹脂を有するシート、特に厚さが0.25〜30mmであるシートを準備する工程;
B)シートを通電加熱して可塑状態とする工程;及び
C)可塑状態のシートをプレス成形する工程;
を有することにより、炭素繊維及び熱可塑性樹脂を有するプレス成形品を製造することができる。
【0025】
また、本願のプレス成形品の製造装置は、
X)炭素繊維及び熱可塑性樹脂を有するシート、特に厚さが0.25〜30mmであるシートを通電加熱する通電加熱手段;及び
Y)通電加熱手段により得られる可塑状態のシートをプレス成形するプレス成形手段;
を有することにより、炭素繊維及び熱可塑性樹脂を有するプレス成形品を製造することができる。
【0026】
<<工程A>>
本願のプレス成形品の製造方法の工程Aは、炭素繊維及び熱可塑性樹脂を有するシートを準備する工程である。
シートは、炭素繊維及び熱可塑性樹脂を有する。なお、炭素繊維及び熱可塑性樹脂については、上述したものを用いるのがよい。
シートの厚さは特に限定されないが、厚さが0.25〜30mmであるのがよい。好ましくは、シートは、その全体において厚さが2〜25mmの範囲に属する部分を有するのがよい。なお、従来法である、外部から加熱する方法で、特に厚さが2〜25mmの範囲に属する部分を有するシートからプレス成形品を得ようとする場合、該部分への加熱に時間がかかりプレス成形できたとしてもプレス成形品のコストが高くなるか、及び/又は所定の機械的性能を有しないプレス成形品しか得られないか、及び/又はプレス成形品自体が得られないという問題が生じる。
【0027】
炭素繊維及び熱可塑性樹脂を有するシートの構造は、特に限定されないが、次の条件であるのがよい。
即ち、シート100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
また、シートの体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。
【0028】
<<工程B>>
工程Bは、シートを通電加熱して可塑状態とする工程である。なお、製造装置においては、通電加熱手段が工程Bを行う。
通電とは、シートに直流電流を印加することを意味する。直流電流は、略長方形状のシートの、長辺又は短辺に沿って、印加するのがよい。
通電時間は、用いるシート、具体的には、用いるシートの熱可塑性樹脂の種類、用いるシートの体積抵抗率、用いるシートの寸法、印加電流値などに依存する。例えば、熱可塑性樹脂がポリプロピレンの場合、シートが200℃に達すればプレス成形可能な可塑状態となるため、電流値を約200〜2000Aとし、印加時間:約2〜5秒で可塑状態とすることができる。
【0029】
<<工程C>>
工程Cは、可塑状態のシートをプレス成形する工程である。なお、製造装置においては、プレス成形手段が工程Cを行う。
プレス成形手段は、用いるシートの特性、具体的にはシートの熱可塑性樹脂の種類などに依存するが、従来公知の手段を用いることができる。
工程B後に工程Cを行うが、工程Bで可塑状態となった後、速やかに工程Cを行うのが望ましい。したがって、装置において、通電加熱手段により得られる可塑状態のシートを、即座にプレス成形できるように、X)通電加熱手段とY)プレス成形手段とを配置するのがよい。
【0030】
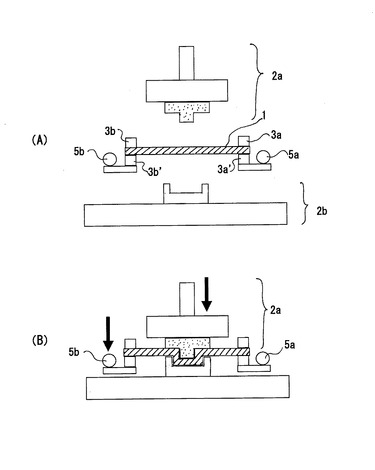
具体的には、通電加熱手段及びプレス成形手段は、図1に示すように、配置するのがよい。
図1は、プレス成形品の製造装置の一態様において、通電加熱状態、及びその後のプレス状態(腑形状態)を概略説明する図である。
【0031】
図1(A)は、シート1が通電加熱されている状態を示す図である。この状態において、プレス成形手段2a及び2bは、シート1から離れて配置される。ここで、シート1は、把持部3a及び3a’並びに3b及び3b’により把持される。また、該把持部3a及び3a’並びに3b及び3b’は、シート1を加熱・プレスする所定の位置まで搬送する(紙面の垂直方向に搬送する)搬送部5a及び5bによって、保持されている。
把持部3a及び3a’並びに3b及び3b’は、電気伝導性を有するため、通電加熱手段を兼ねており、図示しない電極から電流が印加されるとシート1に電流が印加され、シート1は通電加熱される。
【0032】
図1(B)は、通電加熱後、可塑状態であるシート1をプレス成形する図である。プレス成形手段2aが、シート1、把持部3a、3a’、3b及び3b’、並びに搬送部5a及び5bと共に、図1(B)の矢印方向に移動し、シート1は、所望の形状にプレス成形される。
図1に示すように、通電加熱手段及びプレス成形手段を配置することにより、通電加熱手段により得られる可塑状態のシートを、即座にプレス成形することができる。なお、図1に示す通電加熱手段及びプレス成形手段の配置は、一例であって、これに限定されない。
【0033】
上記の製造方法及び/又は製造装置により、プレス成形品を製造することができる。
なお、プレス成形品は、上述のように、次の特性を有するのがよい。
即ち、プレス成形品100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。
プレス成形品の厚さが0.25〜30mmであるのがよい。好ましくは、プレス成形品は、その全体において厚さが2〜25mmの範囲に属する部分を有するのがよい。
プレス成形品の、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度が0.05以下、好ましくは0.03以下であるのがよい。
【0034】
以下、実施例に基づいて、本発明をさらに詳細に説明するが、本発明は本実施例に限定されるものではない。
【実施例1】
【0035】
<シート>
直径6μm、長さ6〜7mmの炭素繊維を用いてウェブを形成し、これにポリプロピレンを含浸させて得られた、炭素繊維及び熱可塑性樹脂を有するシートA−1は、0.5〜8mmの不均一な厚さを有し、シート100vol%中、炭素繊維を20vol%含んでいた。なお、シートA−1は、2〜8mmの部分を有するため、2〜25mmの範囲に属する部分を有していた。
また、シートA−1の体積抵抗率は、2×10−2〜3×10−2Ω・cmであった。
<通電加熱>
シートA−1を、図示しない装置を用いて、通電加熱した。
電流値:400A、時間:2秒、通電することにより、シートA−1の温度が200℃になることを一旦確認し、同条件で通電加熱を行った。
【0036】
<プレス成形>
通電加熱後、速やかに、プレス成形を行い、プレス成形品B−1を得た。プレス成形条件は、圧力が掛かるまでの時間:約5秒、保圧時間:60秒、加圧力:20MPaであった。
得られたプレス成形品B−1は、用いたシートA−1と同様に、厚さ:0.5〜8mm、体積抵抗率:2×10−2〜3×10−2Ω・cmであった。
なお、プレス成形品B−1は、2〜8mmの部分を有するため、2〜25mmの範囲に属する部分を有していた。
<赤外線吸収スペクトル>
また、プレス成形品B−1について、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.03であることがわかった。
【0037】
(比較例1)
実施例1で調製したものと同じシートA−1を用いて、外部加熱により、プレス成形を行い、外部加熱によるプレス成形品B−C1を得た。
外部加熱手段として、IRヒーターを用いたところ、該IRヒーターの設定温度を240℃にすると、10分で、可塑状態である200℃に達することがわかった。この条件で加熱しプレス成形した。なお、この加熱では、シート全体が加熱されない、熱不均衡が観察された(一方、実施例1では、そのような熱不均衡は観察されなかった)。
このことから、2〜8mmの部分を有するシートA−1は、外部加熱では熱不均衡が生じる一方、本発明(実施例1)では、そのような熱不均衡が生じないことがわかった。
【0038】
得られたプレス成形品B−C1について、実施例1と同様に、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.1であることがわかった。
実施例1の赤外線吸収スペクトルの測定値と比較例1のそれとを比較すると、比較例1では、カルボニル基の存在が確認されたこと、即ち比較例1のプレス成形品では明かな酸化が確認された。一方、実施例1では、比較例1の酸化はほとんど確認されなかった。これらの結果から、本発明により、酸化劣化による機械的性質の低下のないプレス成形品が提供できることがわかる。
【実施例2】
【0039】
<シート>
無限長炭素繊維束を網目状に編み込んだ、平織り状炭素繊維と、ポリアミド樹脂(ナイロン6)を用いて得たシートA−2は、0.5〜3mmの不均一な厚さを有し、シート100vol%中、炭素繊維を45vol%含んでいた。なお、シートA−2は、2〜3mmの部分を有するため、2〜25mmの範囲に属する部分を有していた。
また、シートA−2の体積抵抗率は、5×10−3〜1.5×10−2Ω・cmであった。
<通電加熱>
シートA−2を、図示しない装置を用いて、通電加熱した。
電流値:600A、時間:2秒、通電することにより、シートの温度が250℃になることを一旦確認し、同条件で通電加熱を行った。
【0040】
<プレス成形>
通電加熱後、速やかに、プレス成形を行い、プレス成形品B−2を得た。プレス成形条件は、圧力が掛かるまでの時間:約5秒、保圧時間:60秒、加圧力:20MPaであった。
得られたプレス成形品B−2は、用いたシートと同様に、厚さ:0.5〜3mm、体積抵抗率:5×10−3〜1.5×10−2Ω・cmであった。
<赤外線吸収スペクトル>
また、プレス成形品B−2について、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.03であることがわかった。
【実施例3】
【0041】
<シート>
短長炭素繊をポリプロピレン樹脂にランダムに分散配向させて得たシートA−3は、0.5〜5mmの不均一な厚さを有し、シート100vol%中、炭素繊維を30vol%含んでいた。なお、シートA−3は、2〜5mmの部分を有するため、2〜25mmの範囲に属する部分を有していた。
また、シートA−3の体積抵抗率は、6×10−2〜9×10−2Ω・cmであった。
<通電加熱>
シートA−3を、図示しない装置を用いて、通電加熱した。
電流値:400A、時間:2秒、通電することにより、シートの温度が200℃になることを一旦確認し、同条件で通電加熱を行った。
【0042】
<プレス成形>
通電加熱後、速やかに、プレス成形を行い、プレス成形品B−3を得た。プレス成形条件は、圧力が掛かるまでの時間:約5秒、保圧時間:60秒、加圧力:20MPaであった。
得られたプレス成形品は、用いたシートと同様に、厚さ:0.5〜5mm、体積抵抗率:6×10−2〜9×10−2Ω・cmであった。
<赤外線吸収スペクトル>
また、プレス成形品について、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.03であることがわかった。
【実施例4】
【0043】
<シート>
無限長炭素繊維束を幅5〜30mmのテープ状に芳香族ナイロン樹脂で固めたものを編み込んだシートA−4は、0.5〜2mmの不均一な厚さを有し、シート100vol%中、炭素繊維を30%含んでいた。
また、シートA−4の体積抵抗率は、5×10−3〜9×10−3Ω・cmであった。
<通電加熱>
シートA−4を、図示しない装置を用いて、通電加熱した。
電流値:600A、時間:2秒、通電することにより、シートの温度が270℃になることを一旦確認し、同条件で通電加熱を行った。
【0044】
<プレス成形>
通電加熱後、速やかに、プレス成形を行い、プレス成形品B−4を得た。プレス成形条件は、圧力が掛かるまでの時間:約5秒、保圧時間:60秒、加圧力:20MPaであった。
得られたプレス成形品は、用いたシートと同様に、厚さ:0.5〜2mm、体積抵抗率:5×10−3〜9×10−3Ω・cmであった。
<赤外線吸収スペクトル>
また、プレス成形品について、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.03であることがわかった。
【実施例5】
【0045】
<シート>
実施例1で得たシートA−1及び実施例3で得たシートA−3を積層させた2層積層シートA−5を用いた。
2層積層シートA−5は、1〜13mmの不均一な厚さを有し、シート100vol%中、炭素繊維を25vol%含んでいた。なお、2層積層シートA−5は、2〜13mmの部分を有するため、2〜25mmの範囲に属する部分を有していた。
また、2層積層シートA−5の体積抵抗率は、3.5×10−2〜8×10−2Ω・cmであった。
<通電加熱>
2層積層シートA−5を、図示しない装置を用いて、通電加熱した。
電流値:400A、時間:2秒、通電することにより、シートの温度が200℃になることを一旦確認し、同条件で通電加熱を行った。
【0046】
<プレス成形>
通電加熱後、速やかに、プレス成形を行い、プレス成形品B−5を得た。プレス成形条件は、圧力が掛かるまでの時間:約5秒、保圧時間:60秒、加圧力:20MPaであった。
得られたプレス成形品B−5は、用いたシートA−5と同様に、厚さ:1〜13mm、体積抵抗率:3.5×10−2〜8×10−2Ω・cmであった。
<赤外線吸収スペクトル>
また、プレス成形品B−5について、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.03であることがわかった。
【実施例6】
【0047】
<シート>
実施例3で得たシートA−3の上下に実施例1で得たシートA−1は配置、積層させた3層積層シートA−6を用いた。
3層積層シートA−6は、1.5〜21mmの不均一な厚さを有し、シート100vol%中、炭素繊維を25vol%含んでいた。なお、3層積層シートA−6は、2〜21mmの部分を有するため、2〜25mmの範囲に属する部分を有していた。
また、積層シートA−6の体積抵抗率は、2.5×10−2〜6×10−2Ω・cmであった。
<通電加熱>
3層積層シートA−6を、図示しない装置を用いて、通電加熱した。
電流値:400A、時間:2秒、通電することにより、シート全体の温度が200℃になることを一旦確認し、同条件で通電加熱を行った。
【0048】
<プレス成形>
通電加熱後、速やかに、プレス成形を行い、プレス成形品B−6を得た。プレス成形条件は、圧力が掛かるまでの時間:約5秒、保圧時間:60秒、加圧力:20MPaであった。
得られたプレス成形品B−6は、用いたシートA−6と同様に、厚さ:1.5〜21mm、体積抵抗率:2.5×10−2〜6×10−2Ω・cmであった。
<赤外線吸収スペクトル>
また、プレス成形品B−6について、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.03であることがわかった。
【0049】
(比較例2)
実施例6で調製したものと同じ3層積層シートA−6を用いて、外部加熱、具体的には比較例1で用いたIRヒーターを外部加熱手段として用いて外部加熱を行った。
しかしながら、IRヒーターでは、3層積層シートA−6の内部までの加熱が困難であり、プレス成形に必要な可塑状態とはならないことを確認した。
実施例6と比較例2を比較すると、2〜21mmの部分を有する3層積層シートA−6を用いる場合、比較例2では外部加熱及びその後のプレス成形が困難であった一方、実施例6では加熱及びプレス成形できることが確認できた。
【技術分野】
【0001】
本発明は、炭素繊維及び熱可塑性樹脂を有するプレス成形品、並びに該プレス成形品の製造方法及び製造装置に関する。
【背景技術】
【0002】
炭素繊維及び熱可塑性樹脂を有する複合材料は、従来技術において公知であり、軽量でありつつも強度を有するため、航空機部品、自動車構造部材などの種々の部品、製品に用いられている。
【0003】
それらの製品は、炭素繊維及び熱可塑性樹脂を有するシート状材料から、熱間プレス成形法を用いて、所望の形状へと成形して得ていた。具体的には、該熱間プレス成形法は、外部加熱法、例えば遠赤外又は赤外ヒーター、もしくはIHヒーターなどの外部加熱法により熱可塑性樹脂をその融解温度近辺又はそれ以上に昇温させ、その後、所望の形状へと熱間プレス成形して得ていた(特許文献1を参照のこと)。なお、特許文献1は、熱間プレス成形法の他に通電加熱法についても一行記載しているが、それは、熱硬化性樹脂を用いた場合について言及している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】WO2007/013544号公報。
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の熱間プレス成形法では、シート状材料が厚くなると、外部から加熱する時間が長くなり、熱間プレス成形の時間も長くなり、効率が悪くなる、という問題を有していた。また、シート状材料の面積が大きくなると、該シートを均一に加熱できない、という問題があり、その問題を解決するために、加熱時間が長くなる、即ち製造効率が悪くなる、という問題があった。
また、製造効率だけでなく、得られるプレス成形品も、構成される樹脂の酸化劣化により材料固有の性能が低下すると問題もあった。
【0006】
そこで、本発明の目的は、上記問題を解決することにある。
具体的には、本発明の目的は、加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置を提供することにある。
また、本発明の目的は、上記目的と共に、又は上記目的以外に、材料固有の性能、例えば機械的性能の劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品を提供することにある。
【課題を解決するための手段】
【0007】
本発明者らは、次の発明を見出した。
<1> 炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、
i)プレス成形品100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有し、
ii)プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであり、
iii)プレス成形品の厚さが0.25〜30mmである、上記プレス成形品。
なお、プレス成形品は、その全体において厚さが2〜25mmの範囲に属する部分を有するのが好ましい。
【0008】
<2> 上記<1>において、iv)プレス成形品の、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度が0.05以下、好ましくは0.03以下であるのがよい。
<3> 上記<1>又は<2>において、炭素繊維は、プレス成形品中、炭素繊維層を有するのがよい。
<4> 上記<1>〜<3>のいずれかにおいて、熱可塑性樹脂は、ポリエステル類、ポリオレフィン類、ポリスチレン類、ポリウレタン類、ポリアミド類、ポリイミド類、ポリケトン類、ポリカーボーネート類、ポリスルホン類、及びポリエーテル類からなる群から選ばれる少なくとも1種であるのがよく、好ましくは熱可塑性樹脂は、ポリプロピレン、ポリアミド、ポリフェニレンスルフィド、又は変性ポリフェニレンエーテルであるのがよい。
【0009】
<5> 炭素繊維及び熱可塑性樹脂を有するシートから炭素繊維及び熱可塑性樹脂を有するプレス成形品を製造する方法であって、
A)炭素繊維及び熱可塑性樹脂を有するシート、特に厚さが0.25〜30mmであるシートを準備する工程;
B)シートを通電加熱して可塑状態とする工程;及び
C)可塑状態のシートをプレス成形する工程;
を有することにより、上記プレス成形品を製造する、上記方法。
なお、上記A)のシートは、その全体において厚さが2〜25mmの範囲に属する部分を有するのが好ましい。
【0010】
<6> 上記<5>において、シート100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
<7> 上記<5>又は<6>において、シートの体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。
【0011】
<8> 上記<5>〜<7>のいずれかにおいて、プレス成形品100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
<9> 上記<5>〜<8>のいずれかにおいて、プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。
<10> 上記<5>〜<9>のいずれかにおいて、プレス成形品の厚さが0.25〜30mmであるのがよい。好ましくは、プレス成形品は、その全体において厚さが2〜25mmの範囲に属する部分を有するのがよい。
<11> 上記<5>〜<10>のいずれかにおいて、プレス成形品の、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度が0.05以下、好ましくは0.03以下であるのがよい。
【0012】
<12> 炭素繊維及び熱可塑性樹脂を有するプレス成形品の製造装置であって、
X)炭素繊維及び熱可塑性樹脂を有するシート、特に厚さが0.25〜30mmであるシートを通電加熱する通電加熱手段;及び
Y)通電加熱手段により得られる可塑状態のシートをプレス成形するプレス成形手段;
を有する、上記装置。
なお、上記X)のシートは、その全体において厚さが2〜25mmの範囲に属する部分を有するのが好ましい。
<13> 上記<12>において、通電加熱手段により得られる可塑状態のシートを、即座にプレス成形できるように、X)通電加熱手段とY)プレス成形手段とを配置するのがよい。
【0013】
<14> 上記<12>又は<13>において、シート100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
<15> 上記<12>〜<14>のいずれかにおいて、シートの体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。
【0014】
<16> 上記<12>〜<15>のいずれかにおいて、プレス成形品100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
<17> 上記<12>〜<16>のいずれかにおいて、プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。
<18> 上記<12>〜<17>のいずれかにおいて、プレス成形品の厚さが0.25〜30mmであるのがよい。好ましくは、プレス成形品は、その全体において厚さが2〜25mmの範囲に属する部分を有するのがよい。
<19> 上記<12>〜<18>のいずれかにおいて、プレス成形品の、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度が0.05以下、好ましくは0.03以下であるのがよい。
【発明の効果】
【0015】
本発明により、上記問題を解決することができる。
具体的には、本発明により、加熱時間を短縮させて、製造効率を高めた、炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法及び製造装置を提供することができる。
また、本発明により、上記効果と共に、又は上記効果以外に、材料固有の性能、例えば機械的性能の劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品を提供することができる。
【図面の簡単な説明】
【0016】
【図1】プレス成形品の製造装置の一態様を示す図であり、通電加熱状態、及びその後のプレス状態(腑形状態)を概略説明する図である。
【発明を実施するための形態】
【0017】
以下、本発明を詳細に説明する。
本願は、炭素繊維及び熱可塑性樹脂を有するプレス成形品、特に構成される樹脂の酸化劣化による、材料固有の性能劣化、例えば機械的性能劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品を提供する。
また、本願は、該プレス成形品を製造する方法及び装置、特に、炭素繊維及び熱可塑性樹脂を有するシートから該プレス成形品を製造する方法及び装置を提供する。
以下、それらを順に説明する。
【0018】
<プレス成形品>
本願は、炭素繊維及び熱可塑性樹脂を有するプレス成形品、特に構成される樹脂の酸化劣化による、材料固有の性能劣化、例えば機械的性能劣化を防止した、炭素繊維及び熱可塑性樹脂を有するプレス成形品を提供する。
本願のプレス成形品は、該プレス成形品100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
本願のプレス成形品は、その体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。本願のプレス成形品中の炭素繊維が電気伝導性を有するため、上記範囲の体積充填率であるのがよく、より具体的には、上記範囲の体積抵抗率を有するのがよい。
【0019】
本願のプレス成形品は、その厚さが0.25〜30mmであるのがよい。
なお、本明細書において、「厚さが0.25〜30mm」とは、ある物の厚さが均一の場合、その均一の厚さが0.25〜30mmの範囲内にあることをいい、ある物の厚さが不均一の場合、該不均一の厚さがすべて、0.25〜30mmの範囲にあることをいう。
好ましくは、プレス成形品は、その全体において厚さが2〜25mmの範囲に属する部分を有するのがよい。
なお、本明細書において、「全体において厚さが2〜25mmの範囲に属する部分を有する」とは、ある物の厚さが均一の場合、その均一の厚さが2〜25mmの範囲内にあることをいい、ある物の厚さが不均一の場合、一部でも2〜25mmの厚さの部分があれば、その範囲に属する部分を有することを意味する。
【0020】
本願のプレス成形品の、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度が0.05以下、好ましくは0.03以下であるのがよい。ここで、1720〜1770cm−1における赤外線吸収スペクトル強度は、プレス成形品中の熱可塑性樹脂の酸化度合い、具体的には酸化物質であるカルボニル基に由来する赤外線吸収スペクトルを測定している。この強度が、上記範囲であると酸化の度合いが低く、プレス成形品として好ましい。
【0021】
本願のプレス成形品の熱可塑性樹脂は、汎用樹脂からスーパーエンジニアリングプラスチックまでほとんどの熱可塑性樹脂を用いることができる。具体的には、ポリエステル類、ポリオレフィン類、ポリスチレン類、ポリウレタン類、ポリアミド類、ポリイミド類、ポリケトン類、ポリカーボーネート類、ポリスルホン類、及びポリエーテル類からなる群から選ばれる少なくとも1種であるのがよい。好ましくは熱可塑性樹脂は、ポリプロピレン、ポリアミド、ポリフェニレンスルフィド、又は変性ポリフェニレンエーテルであるのがよい。
【0022】
本願のプレス成形品中、炭素繊維は、上記体積充填率及び/又は体積抵抗率を示す限り、いかなる形態で含まれていてもよい。例えば、本願のプレス成形品は、熱可塑性樹脂に炭素繊維が所定の配向で分散したものであるのがよいが、これに限定されない。炭素繊維が所定の配向で分散する場合、その形態は特に限定されず、例えば、プレス成形品中、炭素繊維が層を形成していてもよい。なお、配向例として、ロービング、ランダム、平織り、ウェブなどを挙げることができるがこれらに限定されない。
各々の炭素繊維は、その形態は、特に限定されないが、例えば、直径約1μm〜約30μm、長さ約1mm〜約100mmであるのがよい。
【0023】
<炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造方法>及び<炭素繊維及び熱可塑性樹脂を有するシートからのプレス成形品の製造装置>
次いで、炭素繊維及び熱可塑性樹脂を有するシートからプレス成形品を製造する方法及び装置を説明する。以降、製造方法について主に説明し、装置については、その都度、付言する。
【0024】
本願のプレス成形品の製造方法は、
A)炭素繊維及び熱可塑性樹脂を有するシート、特に厚さが0.25〜30mmであるシートを準備する工程;
B)シートを通電加熱して可塑状態とする工程;及び
C)可塑状態のシートをプレス成形する工程;
を有することにより、炭素繊維及び熱可塑性樹脂を有するプレス成形品を製造することができる。
【0025】
また、本願のプレス成形品の製造装置は、
X)炭素繊維及び熱可塑性樹脂を有するシート、特に厚さが0.25〜30mmであるシートを通電加熱する通電加熱手段;及び
Y)通電加熱手段により得られる可塑状態のシートをプレス成形するプレス成形手段;
を有することにより、炭素繊維及び熱可塑性樹脂を有するプレス成形品を製造することができる。
【0026】
<<工程A>>
本願のプレス成形品の製造方法の工程Aは、炭素繊維及び熱可塑性樹脂を有するシートを準備する工程である。
シートは、炭素繊維及び熱可塑性樹脂を有する。なお、炭素繊維及び熱可塑性樹脂については、上述したものを用いるのがよい。
シートの厚さは特に限定されないが、厚さが0.25〜30mmであるのがよい。好ましくは、シートは、その全体において厚さが2〜25mmの範囲に属する部分を有するのがよい。なお、従来法である、外部から加熱する方法で、特に厚さが2〜25mmの範囲に属する部分を有するシートからプレス成形品を得ようとする場合、該部分への加熱に時間がかかりプレス成形できたとしてもプレス成形品のコストが高くなるか、及び/又は所定の機械的性能を有しないプレス成形品しか得られないか、及び/又はプレス成形品自体が得られないという問題が生じる。
【0027】
炭素繊維及び熱可塑性樹脂を有するシートの構造は、特に限定されないが、次の条件であるのがよい。
即ち、シート100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
また、シートの体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。
【0028】
<<工程B>>
工程Bは、シートを通電加熱して可塑状態とする工程である。なお、製造装置においては、通電加熱手段が工程Bを行う。
通電とは、シートに直流電流を印加することを意味する。直流電流は、略長方形状のシートの、長辺又は短辺に沿って、印加するのがよい。
通電時間は、用いるシート、具体的には、用いるシートの熱可塑性樹脂の種類、用いるシートの体積抵抗率、用いるシートの寸法、印加電流値などに依存する。例えば、熱可塑性樹脂がポリプロピレンの場合、シートが200℃に達すればプレス成形可能な可塑状態となるため、電流値を約200〜2000Aとし、印加時間:約2〜5秒で可塑状態とすることができる。
【0029】
<<工程C>>
工程Cは、可塑状態のシートをプレス成形する工程である。なお、製造装置においては、プレス成形手段が工程Cを行う。
プレス成形手段は、用いるシートの特性、具体的にはシートの熱可塑性樹脂の種類などに依存するが、従来公知の手段を用いることができる。
工程B後に工程Cを行うが、工程Bで可塑状態となった後、速やかに工程Cを行うのが望ましい。したがって、装置において、通電加熱手段により得られる可塑状態のシートを、即座にプレス成形できるように、X)通電加熱手段とY)プレス成形手段とを配置するのがよい。
【0030】
具体的には、通電加熱手段及びプレス成形手段は、図1に示すように、配置するのがよい。
図1は、プレス成形品の製造装置の一態様において、通電加熱状態、及びその後のプレス状態(腑形状態)を概略説明する図である。
【0031】
図1(A)は、シート1が通電加熱されている状態を示す図である。この状態において、プレス成形手段2a及び2bは、シート1から離れて配置される。ここで、シート1は、把持部3a及び3a’並びに3b及び3b’により把持される。また、該把持部3a及び3a’並びに3b及び3b’は、シート1を加熱・プレスする所定の位置まで搬送する(紙面の垂直方向に搬送する)搬送部5a及び5bによって、保持されている。
把持部3a及び3a’並びに3b及び3b’は、電気伝導性を有するため、通電加熱手段を兼ねており、図示しない電極から電流が印加されるとシート1に電流が印加され、シート1は通電加熱される。
【0032】
図1(B)は、通電加熱後、可塑状態であるシート1をプレス成形する図である。プレス成形手段2aが、シート1、把持部3a、3a’、3b及び3b’、並びに搬送部5a及び5bと共に、図1(B)の矢印方向に移動し、シート1は、所望の形状にプレス成形される。
図1に示すように、通電加熱手段及びプレス成形手段を配置することにより、通電加熱手段により得られる可塑状態のシートを、即座にプレス成形することができる。なお、図1に示す通電加熱手段及びプレス成形手段の配置は、一例であって、これに限定されない。
【0033】
上記の製造方法及び/又は製造装置により、プレス成形品を製造することができる。
なお、プレス成形品は、上述のように、次の特性を有するのがよい。
即ち、プレス成形品100vol%中、炭素繊維が5〜50vol%、好ましくは10〜30vol%を有するのがよい。
プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cm、好ましくは2×10−2〜9×10−2Ω・cmであるのがよい。
プレス成形品の厚さが0.25〜30mmであるのがよい。好ましくは、プレス成形品は、その全体において厚さが2〜25mmの範囲に属する部分を有するのがよい。
プレス成形品の、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度が0.05以下、好ましくは0.03以下であるのがよい。
【0034】
以下、実施例に基づいて、本発明をさらに詳細に説明するが、本発明は本実施例に限定されるものではない。
【実施例1】
【0035】
<シート>
直径6μm、長さ6〜7mmの炭素繊維を用いてウェブを形成し、これにポリプロピレンを含浸させて得られた、炭素繊維及び熱可塑性樹脂を有するシートA−1は、0.5〜8mmの不均一な厚さを有し、シート100vol%中、炭素繊維を20vol%含んでいた。なお、シートA−1は、2〜8mmの部分を有するため、2〜25mmの範囲に属する部分を有していた。
また、シートA−1の体積抵抗率は、2×10−2〜3×10−2Ω・cmであった。
<通電加熱>
シートA−1を、図示しない装置を用いて、通電加熱した。
電流値:400A、時間:2秒、通電することにより、シートA−1の温度が200℃になることを一旦確認し、同条件で通電加熱を行った。
【0036】
<プレス成形>
通電加熱後、速やかに、プレス成形を行い、プレス成形品B−1を得た。プレス成形条件は、圧力が掛かるまでの時間:約5秒、保圧時間:60秒、加圧力:20MPaであった。
得られたプレス成形品B−1は、用いたシートA−1と同様に、厚さ:0.5〜8mm、体積抵抗率:2×10−2〜3×10−2Ω・cmであった。
なお、プレス成形品B−1は、2〜8mmの部分を有するため、2〜25mmの範囲に属する部分を有していた。
<赤外線吸収スペクトル>
また、プレス成形品B−1について、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.03であることがわかった。
【0037】
(比較例1)
実施例1で調製したものと同じシートA−1を用いて、外部加熱により、プレス成形を行い、外部加熱によるプレス成形品B−C1を得た。
外部加熱手段として、IRヒーターを用いたところ、該IRヒーターの設定温度を240℃にすると、10分で、可塑状態である200℃に達することがわかった。この条件で加熱しプレス成形した。なお、この加熱では、シート全体が加熱されない、熱不均衡が観察された(一方、実施例1では、そのような熱不均衡は観察されなかった)。
このことから、2〜8mmの部分を有するシートA−1は、外部加熱では熱不均衡が生じる一方、本発明(実施例1)では、そのような熱不均衡が生じないことがわかった。
【0038】
得られたプレス成形品B−C1について、実施例1と同様に、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.1であることがわかった。
実施例1の赤外線吸収スペクトルの測定値と比較例1のそれとを比較すると、比較例1では、カルボニル基の存在が確認されたこと、即ち比較例1のプレス成形品では明かな酸化が確認された。一方、実施例1では、比較例1の酸化はほとんど確認されなかった。これらの結果から、本発明により、酸化劣化による機械的性質の低下のないプレス成形品が提供できることがわかる。
【実施例2】
【0039】
<シート>
無限長炭素繊維束を網目状に編み込んだ、平織り状炭素繊維と、ポリアミド樹脂(ナイロン6)を用いて得たシートA−2は、0.5〜3mmの不均一な厚さを有し、シート100vol%中、炭素繊維を45vol%含んでいた。なお、シートA−2は、2〜3mmの部分を有するため、2〜25mmの範囲に属する部分を有していた。
また、シートA−2の体積抵抗率は、5×10−3〜1.5×10−2Ω・cmであった。
<通電加熱>
シートA−2を、図示しない装置を用いて、通電加熱した。
電流値:600A、時間:2秒、通電することにより、シートの温度が250℃になることを一旦確認し、同条件で通電加熱を行った。
【0040】
<プレス成形>
通電加熱後、速やかに、プレス成形を行い、プレス成形品B−2を得た。プレス成形条件は、圧力が掛かるまでの時間:約5秒、保圧時間:60秒、加圧力:20MPaであった。
得られたプレス成形品B−2は、用いたシートと同様に、厚さ:0.5〜3mm、体積抵抗率:5×10−3〜1.5×10−2Ω・cmであった。
<赤外線吸収スペクトル>
また、プレス成形品B−2について、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.03であることがわかった。
【実施例3】
【0041】
<シート>
短長炭素繊をポリプロピレン樹脂にランダムに分散配向させて得たシートA−3は、0.5〜5mmの不均一な厚さを有し、シート100vol%中、炭素繊維を30vol%含んでいた。なお、シートA−3は、2〜5mmの部分を有するため、2〜25mmの範囲に属する部分を有していた。
また、シートA−3の体積抵抗率は、6×10−2〜9×10−2Ω・cmであった。
<通電加熱>
シートA−3を、図示しない装置を用いて、通電加熱した。
電流値:400A、時間:2秒、通電することにより、シートの温度が200℃になることを一旦確認し、同条件で通電加熱を行った。
【0042】
<プレス成形>
通電加熱後、速やかに、プレス成形を行い、プレス成形品B−3を得た。プレス成形条件は、圧力が掛かるまでの時間:約5秒、保圧時間:60秒、加圧力:20MPaであった。
得られたプレス成形品は、用いたシートと同様に、厚さ:0.5〜5mm、体積抵抗率:6×10−2〜9×10−2Ω・cmであった。
<赤外線吸収スペクトル>
また、プレス成形品について、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.03であることがわかった。
【実施例4】
【0043】
<シート>
無限長炭素繊維束を幅5〜30mmのテープ状に芳香族ナイロン樹脂で固めたものを編み込んだシートA−4は、0.5〜2mmの不均一な厚さを有し、シート100vol%中、炭素繊維を30%含んでいた。
また、シートA−4の体積抵抗率は、5×10−3〜9×10−3Ω・cmであった。
<通電加熱>
シートA−4を、図示しない装置を用いて、通電加熱した。
電流値:600A、時間:2秒、通電することにより、シートの温度が270℃になることを一旦確認し、同条件で通電加熱を行った。
【0044】
<プレス成形>
通電加熱後、速やかに、プレス成形を行い、プレス成形品B−4を得た。プレス成形条件は、圧力が掛かるまでの時間:約5秒、保圧時間:60秒、加圧力:20MPaであった。
得られたプレス成形品は、用いたシートと同様に、厚さ:0.5〜2mm、体積抵抗率:5×10−3〜9×10−3Ω・cmであった。
<赤外線吸収スペクトル>
また、プレス成形品について、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.03であることがわかった。
【実施例5】
【0045】
<シート>
実施例1で得たシートA−1及び実施例3で得たシートA−3を積層させた2層積層シートA−5を用いた。
2層積層シートA−5は、1〜13mmの不均一な厚さを有し、シート100vol%中、炭素繊維を25vol%含んでいた。なお、2層積層シートA−5は、2〜13mmの部分を有するため、2〜25mmの範囲に属する部分を有していた。
また、2層積層シートA−5の体積抵抗率は、3.5×10−2〜8×10−2Ω・cmであった。
<通電加熱>
2層積層シートA−5を、図示しない装置を用いて、通電加熱した。
電流値:400A、時間:2秒、通電することにより、シートの温度が200℃になることを一旦確認し、同条件で通電加熱を行った。
【0046】
<プレス成形>
通電加熱後、速やかに、プレス成形を行い、プレス成形品B−5を得た。プレス成形条件は、圧力が掛かるまでの時間:約5秒、保圧時間:60秒、加圧力:20MPaであった。
得られたプレス成形品B−5は、用いたシートA−5と同様に、厚さ:1〜13mm、体積抵抗率:3.5×10−2〜8×10−2Ω・cmであった。
<赤外線吸収スペクトル>
また、プレス成形品B−5について、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.03であることがわかった。
【実施例6】
【0047】
<シート>
実施例3で得たシートA−3の上下に実施例1で得たシートA−1は配置、積層させた3層積層シートA−6を用いた。
3層積層シートA−6は、1.5〜21mmの不均一な厚さを有し、シート100vol%中、炭素繊維を25vol%含んでいた。なお、3層積層シートA−6は、2〜21mmの部分を有するため、2〜25mmの範囲に属する部分を有していた。
また、積層シートA−6の体積抵抗率は、2.5×10−2〜6×10−2Ω・cmであった。
<通電加熱>
3層積層シートA−6を、図示しない装置を用いて、通電加熱した。
電流値:400A、時間:2秒、通電することにより、シート全体の温度が200℃になることを一旦確認し、同条件で通電加熱を行った。
【0048】
<プレス成形>
通電加熱後、速やかに、プレス成形を行い、プレス成形品B−6を得た。プレス成形条件は、圧力が掛かるまでの時間:約5秒、保圧時間:60秒、加圧力:20MPaであった。
得られたプレス成形品B−6は、用いたシートA−6と同様に、厚さ:1.5〜21mm、体積抵抗率:2.5×10−2〜6×10−2Ω・cmであった。
<赤外線吸収スペクトル>
また、プレス成形品B−6について、フーリエ変換赤外分光光度計(FT−IR)による1720〜1770cm−1にベースライン間における赤外線吸収スペクトル強度を測定した。その結果、1740cm−1における強度が0.03であることがわかった。
【0049】
(比較例2)
実施例6で調製したものと同じ3層積層シートA−6を用いて、外部加熱、具体的には比較例1で用いたIRヒーターを外部加熱手段として用いて外部加熱を行った。
しかしながら、IRヒーターでは、3層積層シートA−6の内部までの加熱が困難であり、プレス成形に必要な可塑状態とはならないことを確認した。
実施例6と比較例2を比較すると、2〜21mmの部分を有する3層積層シートA−6を用いる場合、比較例2では外部加熱及びその後のプレス成形が困難であった一方、実施例6では加熱及びプレス成形できることが確認できた。
【特許請求の範囲】
【請求項1】
炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、
i)前記プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、
ii)前記プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、
iii)前記プレス成形品の厚さが0.25〜30mmである、
上記プレス成形品。
【請求項2】
前記炭素繊維は、前記プレス成形品中、炭素繊維層を有する請求項1記載のプレス成形品。
【請求項3】
前記熱可塑性樹脂は、ポリエステル類、ポリオレフィン類、ポリスチレン類、ポリウレタン類、ポリアミド類、ポリイミド類、ポリケトン類、ポリカーボーネート類、ポリスルホン類、及びポリエーテル類からなる群から選ばれる少なくとも1種である請求項1又は2記載のプレス成形品。
【請求項4】
炭素繊維及び熱可塑性樹脂を有するシートから炭素繊維及び熱可塑性樹脂を有するプレス成形品を製造する方法であって、
A)炭素繊維及び熱可塑性樹脂を有するシートを準備する工程;
B)前記シートを通電加熱して可塑状態とする工程;及び
C)前記可塑状態のシートをプレス成形する工程;
を有することにより、上記プレス成形品を製造する、上記方法。
【請求項5】
炭素繊維及び熱可塑性樹脂を有するプレス成形品の製造装置であって、
X)炭素繊維及び熱可塑性樹脂を有するシートを通電加熱する通電加熱手段;及び
Y)通電加熱手段により得られる可塑状態のシートをプレス成形するプレス成形手段;
を有する、上記装置。
【請求項6】
前記通電加熱手段により得られる可塑状態のシートを、即座にプレス成形できるように、X)通電加熱手段とY)プレス成形手段とを配置する請求項5記載の装置。
【請求項1】
炭素繊維及び熱可塑性樹脂を有するプレス成形品であって、
i)前記プレス成形品100vol%中、炭素繊維が5〜50vol%を有し、
ii)前記プレス成形品の体積抵抗率が5×10−3〜1×10−1Ω・cmであり、
iii)前記プレス成形品の厚さが0.25〜30mmである、
上記プレス成形品。
【請求項2】
前記炭素繊維は、前記プレス成形品中、炭素繊維層を有する請求項1記載のプレス成形品。
【請求項3】
前記熱可塑性樹脂は、ポリエステル類、ポリオレフィン類、ポリスチレン類、ポリウレタン類、ポリアミド類、ポリイミド類、ポリケトン類、ポリカーボーネート類、ポリスルホン類、及びポリエーテル類からなる群から選ばれる少なくとも1種である請求項1又は2記載のプレス成形品。
【請求項4】
炭素繊維及び熱可塑性樹脂を有するシートから炭素繊維及び熱可塑性樹脂を有するプレス成形品を製造する方法であって、
A)炭素繊維及び熱可塑性樹脂を有するシートを準備する工程;
B)前記シートを通電加熱して可塑状態とする工程;及び
C)前記可塑状態のシートをプレス成形する工程;
を有することにより、上記プレス成形品を製造する、上記方法。
【請求項5】
炭素繊維及び熱可塑性樹脂を有するプレス成形品の製造装置であって、
X)炭素繊維及び熱可塑性樹脂を有するシートを通電加熱する通電加熱手段;及び
Y)通電加熱手段により得られる可塑状態のシートをプレス成形するプレス成形手段;
を有する、上記装置。
【請求項6】
前記通電加熱手段により得られる可塑状態のシートを、即座にプレス成形できるように、X)通電加熱手段とY)プレス成形手段とを配置する請求項5記載の装置。
【図1】


【公開番号】特開2013−95091(P2013−95091A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−241338(P2011−241338)
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000132932)株式会社タカギセイコー (29)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000132932)株式会社タカギセイコー (29)
【Fターム(参考)】
[ Back to top ]