
プレス成形後の成形体のネッキング検出方法及び装置
【課題】 プレス装置のストローク数によらず、プレス成形終了後の成形体にネッキングが発生しているのか、否かを迅速にかつ確実に検出する方法及び装置を提供する。
【解決手段】 成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って成形体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出する及び装置。
【解決手段】 成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って成形体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出する及び装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プレス成形後の成形体にネッキングが発生しているか、否かを迅速に、かつ確実に検出する方法及び装置に関する。
【背景技術】
【0002】
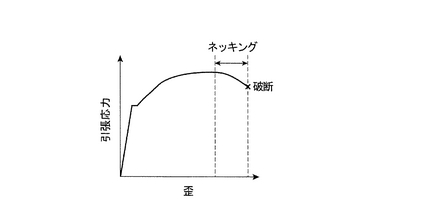
金属板からプレス成形により自動車部品などを製造するプレスラインにおいて、プレス成形終了後の成形体にネッキングと称される欠陥が発生する場合がある。ネッキングは、図6に示すように、金属材料の歪と引張応力の関係において、最大応力から破断に至る間の不安定な塑性変形を受けた部分である。従って、正常部に比べてネッキングにより生じた異常部は、プレス成形時その分だけ加工発熱量が多い部位である。このようなネッキングにより生じた異常部は微小な亀裂を含む局部的な薄肉部ではあるが、そのまま見逃すことができない不具合であり、従来からプレスラインでは、熟練の検査員が成形体の検査を行っている。
【0003】
しかし、プレスラインは生産性が高く、また上記した異常部は目視により検出するのが難しいことなどにより、塗装工程や実車テスト中に顕在化して見つかることがある。このようなことを防ぐには、多くの熟練した検査員をプレスラインに配置して検査を行う必要があるが、実現性が低い。
そこで、プレス成形終了直後の冷却過程においてパネルの表面を赤外線カメラなどにより撮像し、得た画像信号を処理してパネルに異常部があるのか、ないのかを検査する装置が提案されている(特許文献1)。
【0004】
特許文献1の欠陥検査装置では、パネルの温度分布状態に基づいて、同一種類の成形体であるのに温度分布状態が欠陥がないものに比較して異なる場合に異常部があると判定している。その際、プレス成形終了直後の冷却過程において変形量の大きな部分からは多くの赤外線が放射されており、同一種類の成形体に対して温度が高い部分を異常部であると判定している。
【特許文献1】特開平4−80645号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1の欠陥検査方法は、プレス成形終了直後の冷却過程において、同一種類の成形体に対して温度が高い部分を異常部であると判定しているため、ネッキングを確実に検出できない場合がある。
すなわち、プレス成形終了直後の冷却過程において、正常部に比べて肉厚が薄い異常部は冷却速度が大きいため、プレス成形終了時点からある時間経過した以降では、異常部の温度が正常部よりも低くなっている。従って、特許文献1の欠陥検査方法では、温度が高い部分を異常部であると判定する結果、正常部を異常部であると判定するという問題がある。
【0006】
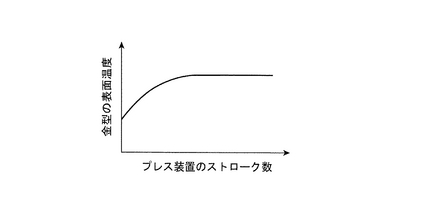
また、現実のプレスラインでは、プレス成形終了後、短時間ではあるが成形体は金型で挟まれているので、金型との間で熱の授受が生じ、プレス成形のストローク数によって成形体の温度が変わる。図7には、ストローク数が増えるに従って金型の表面温度が上昇することを示した。すなわち、成形体の温度は、プレス装置のストローク数の影響を受けて成形体毎に変化している。
【0007】
特許文献1の欠陥検査方法は、それ以前にプレス成形した同一種類の成形体の温度に対して、当該プレス成形時の成形体の温度を比較しているため、プレス装置のストローク数の影響を受け、異常部を確実に検出することが困難であるという、問題があった。
本発明は、係る従来技術の問題点を解消し、プレス装置のストローク数によらず、プレス成形終了後の成形体にネッキングが発生しているのか、否かを迅速にかつ確実に検出する方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、以下のとおりである。
1.プレス成形後の成形体のネッキングを検出する方法であって、前記成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って前記成形体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
2.プレス成形後の成形体のネッキングを検出する方法であって、プレス成形後の金型表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って金型の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
3.プレス成形後の成形体のネッキングを検出する方法であって、前記成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って前記成形体の各部分の温度降下速度を求め、該温度降下速度を積分して逆解析により求めたプレス成形終了時点での成形体の温度分布に基づいて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
4.上記1.〜3.のいずれかに記載のネッキング検出方法を2つ以上組み合わせて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
5.上記1.〜4.のいずれかに記載のネッキング検出方法おいて、前記赤外線カメラの撮像間隔を1〜10msとすることを特徴とするプレス成形後のネッキング検出方法。
6.等冷却速度曲線を用いて、異常部およびその周囲を表示することを特徴とする上記1.〜5.のいずれか1つに記載のプレス成形後のネッキング検出方法。
7.プレス成形後の成形体のネッキングを検出する装置であって、物体表面を異なる撮像間隔で撮像可能な赤外線カメラと、該赤外線カメラからの画像信号を処理する画像処理装置と、画像処理装置で処理した結果を表示する画像表示装置とを具備し、前記画像処理装置は、異なる時点で撮像して得た画像同士の差を取って前記成形体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出するように構成されていることを特徴とするプレス成形後のネッキング検出装置。
8.上記7.のネッキング検出装置に、前記成形体の各部分の温度降下速度積分して逆解析を行う逆解析手段と、該逆解析手段によって求めた成形体の温度分布に基づいて温度が高い部分が成形体の異常部であると抽出して、特定する異常部抽出・特定手段とを付帯したことを特徴とするプレス成形後のネッキング検出装置。
【発明の効果】
【0009】
本発明によれば、プレス装置のストローク数によらず、プレス成形後の成形体にネッキングが発生しているのか、否かを迅速にかつ確実に検出することができる。
【発明を実施するための最良の形態】
【0010】
以下、実施の形態について図を用いて説明する。
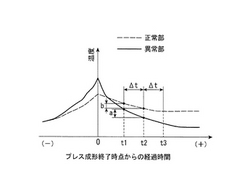
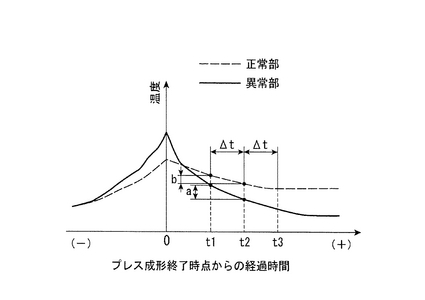
図1は、本発明の方法を説明する特性図であり、図2は、本発明の方法の温度測定原理を説明するグラフである。図1中、t1,t2,t3は、赤外線カメラを用い、プレス成形終了後の成形体表面を撮像した撮像時点をそれぞれ示す。これ以降も必要により、撮像間隔Δtで撮像信号を得るようにしてもよい。
【0011】
aは、t1、t2間における異常部の温度降下量を示し、またbは、t1、t2間における正常部の温度降下量を示す。t1、t2間における、異常部の冷却速度はa/Δt、正常部の冷却速度はb/Δtである。
ここで本発明では、ネッキングにより生じた異常部は、微小な亀裂を含む局部的な薄肉部であるため、正常部に比べて冷却速度が速いことを利用し、プレス成形後の冷却過程において成形体にネッキングが発生しているか、否かを検出する。
【0012】
すなわち、本発明のネッキング検出方法は、プレス成形後、成形体にネッキングが発生しているか、否かを検出する方法であって、成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って成形体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出することを特徴とする。
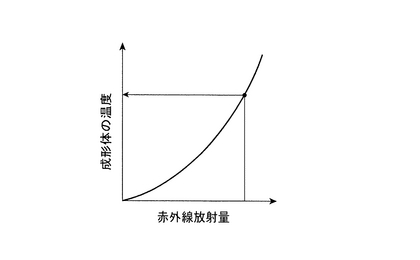
なお、図2に示すように、物体表面から放射される赤外線放射量と物体表面の温度との間には一対一の関係があるから、赤外線カメラによって成形体表面を撮像することによって成形体の各部分の温度を検知できる。また、異なる時点で撮像して得た画像同士の差を取る理由は、赤外線カメラで撮像して得た画像には、成形体のネッキング検出を行う場所の高温体や照明光などの温度外乱、油や表面性状などの放射率外乱が含まれているため、画像同士の差を取ることによって、温度外乱や放射率外乱を除去し、成形体の各部分からの赤外線だけを検知して成形体の各部分の温度降下量を精度よく求めるためである。なお、金属板としてプレス成形によく用いられる鋼板の熱伝導率は50W/m・Kであり、コンクリートやシリコンなどの熱伝導率の約50倍と大きい。このため、プレス成形が終了した後、出来るだけ早い時点で成形体表面を赤外線カメラによって撮像することが重要である。
【0013】
本発明においては、赤外線カメラの撮像間隔Δtを1〜10msとすることが好ましい。赤外線カメラの撮像間隔Δtを10msより大きくした場合、商用周波数50H〜60Hzに基づく高温体や照明光の変化が温度外乱となることがある。このため、その1/2以下を撮像間隔とするのが良い。一方、赤外線カメラの撮像間隔Δtを1msより小さくした場合、成形体の温度降下量が過小となって、確実に異常部を検出することが困難となる。従って、赤外線カメラの撮像間隔Δtを1〜10msとすることが好ましい。例えば赤外線カメラとして撮像間隔Δtを短くできる高性能カメラ(例えばCEDIP社製赤外線カメラ)を用いることにより、撮像間隔Δtを10ms以下に設定して撮像することが可能となる。
【0014】
本発明のネッキング検出方法によれば、成形体の表面を撮像する撮像開始時点t1(第1の撮像時点)からの経過時間を短くすることにより迅速に、また成形体の各部分の温度降下速度に基づいて異常部を検出するようにしているので確実に、プレス成形後の成形体にネッキングが発生しているか、否かを検出することができる。
ところで、成形体にネッキングが発生した場合には、金型側にもその影響が残り、プレス成形中、ネッキングが発生した異常部と接触していた金型の温度が正常部と接触していた箇所より高くなる。このため、プレス成形後の冷却過程において、ネッキングが発生した異常部と接触していた金型の部分の冷却速度が正常部と接触していた箇所より早くなる。
【0015】
これを利用した本発明の第2実施の形態に係るネッキング検出方法は、プレス成形後の金型表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って金型の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出する方法である。この本発明の第2実施の形態に係るネッキング検出方法でも、第1実施の形態に係るネッキング検出方法と同様に、迅速にかつ確実にプレス成形後の成形体にネッキングが発生しているか、否かを検出することができる。
【0016】
また、本発明の第3実施の形態に係るネッキング検出方法は、成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って成形体の各部分の温度降下速度を求め、該温度降下速度を積分して逆解析により求めたプレス成形終了時点での成形体の温度分布に基づいて異常部を検出する方法である。
この本発明の第3実施の形態に係るネッキング検出方法によれば、逆解析により、図1に示したプレス成形終了時点(=0)での成形体の温度分布を求めることができる。このようにして求めたプレス成形終了時点(=0)での成形体の温度分布に基づいて、成形体の温度の高い部分が異常部であるとして抽出し、特定する。
【0017】
その際、赤外線カメラとしては上述した撮像間隔Δtを短くできる高性能カメラを用いることにより外乱を排除し、迅速に、かつプレス成形終了時点(=0)での成形体の温度分布に基づいて異常部を検出するようにしているので、確実にプレス成形終了後の成形体にネッキングが発生しているか、否かを検出することができる。
以上説明した本発明の第1,2,3実施の形態に係るネッキング検出方法を、2つ以上組み合わせて成形体の異常部を検出することが好ましい。第1,2,3実施の形態に係るネッキング検出方法を2つ以上組み合わせることにより、一つだけのネッキング検出方法を採用した場合に比べてより確実にプレス成形後の成形体にネッキングが発生しているか、否かを検出することができる。
【0018】
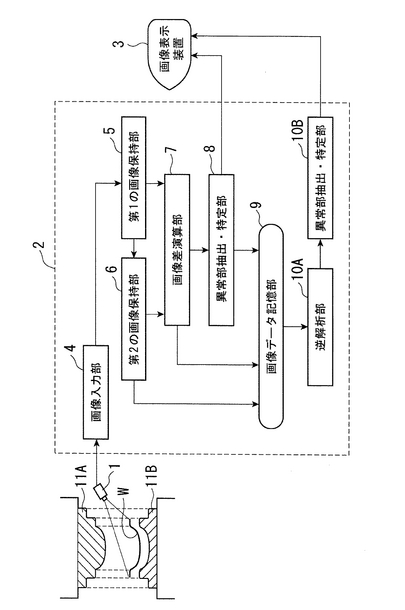
図3には、本発明の実施の形態に係るネッキング検出装置の概念図を示した。図3中の金型11A、11Bは、アンビルが上昇した以降のプレス装置内の成形体Wの表面が観察できる状態である。図3中、1は赤外線カメラ、2は画像処理装置、3は画像表示装置を示す。
本発明の実施の形態に係るネッキング検出装置は、物体表面を異なる撮像間隔で撮像可能な赤外線カメラ1と、該赤外線カメラ1からの画像信号を処理する画像処理装置2と、画像処理装置2で処理した結果を表示する画像表示装置3とを具備している。上記の記画像処理装置2は、異なる時点で撮像して得た画像同士の差を取って物体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出するように構成されている。
【0019】
例えば画像処理装置2は、赤外線カメラ1からの画像信号を画像入力部4で受け、一旦第1の画像保持部に保持する。次の画像信号が受信されたときに、第1の画像保持部の画像を第2の画像保持部に移すと同時に、次の画像を第1の画像保持部に保持する。続いて画像差演算部では、第2の画像保持部内の画像と第1の画像保持部内の画像との画像差を演算し、画像差データを異常部抽出・特定部に送る。異常部抽出・特定部では、画像差データに基づいて異常部を抽出・特定し、その結果を画像信号にしてCRTなどの画像表示装置3に送る。
【0020】
そこで赤外線カメラ1により成形体Wの表面を異なる時点で撮像し、得た画像同士の差を取って成形体Wの各部分の温度降下速度を求めることができる。あるいは、赤外線カメラ1により金型の表面を異なる時点で撮像し、得た画像同士の差を取って金型の各部分の温度降下速度を求めることができる。
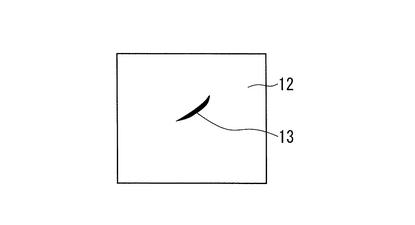
このような構成のネッキング検出装置によれば、図4に示すような画像を画像表示装置3の画面上に迅速かつ確実に表示させることができる。図4中、12は、正常部の画像を示し、13は異常部の画像を示す。
【0021】
なお、9は画像データ記憶部を示す。画像データ記憶部9には、ある撮像開始時点t1から所定の撮像間隔Δtで撮像した物体の各部分の温度差データや、撮像終了時点で撮像した物体の各部分の温度データなどが記憶される。
ここで、逆解析部10Aには、画像データ記憶部9内に記憶された温度データおよび成形体Wの寸法、形状や成形体Wの熱伝導率等の熱特性値を考慮し、温度差を積分して逆解析を行う逆解析プログラムが内蔵されている。また、異常部抽出・特定手段10Bは、成形体Wの温度分布に基づいて温度が高い部分が成形体の異常部であると抽出して、特定する。従って、逆解析部10A内の逆解析プログラムを実行することにより成形終了時点での物体の温度分布を求めることができ、異常部抽出・特定手段10Bで確実にプレス成形終了後の成形体にネッキングが発生しているか、否かを検出することができる。
【0022】
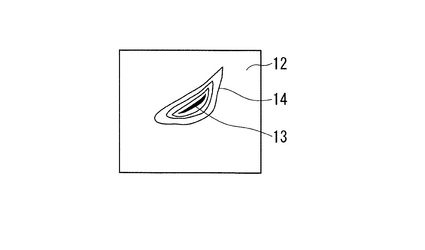
第3実施の形態に係るネッキング検出方法は、上記逆解析部10Aと、異常部抽出・特定手段10Bを具備したネッキング検出装置により実施できる。図5には、第3実施の形態に係るネッキング検出装置により得られた、異常部13の周囲の等温度曲線14を示した。赤外線カメラ1により撮像した画像信号に基づいて異常部の画像13の周囲に等温度曲線14を表示させて、異常部13を検出するのが好ましい。この理由は、画面上に異常部13だけではなく、異常部13の周囲に波紋のように等温度曲線14を表示させることにより、プレス成形後の成形体Wにネッキングが発生しているか、否かを確実に検査員に知らせることができるからである。また、第1、2実施の形態における冷却速度分布も同様に等冷却速度曲線を波紋のように表示して異常部を容易に検査員に知らせることが出来る。
【図面の簡単な説明】
【0023】
【図1】本発明方法を説明する特性図である。
【図2】本発明の方法による温度測定の原理を説明するグラフである。
【図3】本発明を実施するのに好適な装置の概念図である。
【図4】本発明によって表示される画像の概念図である。
【図5】本発明によって表示される画像の他の概念図である。
【図6】ネッキングの発生メカニズムを説明する特性図である。
【図7】プレス装置のストローク数と金型の表面温度の関係を示す特性図である。
【符号の説明】
【0024】
t1 撮像開始時点(第1の撮像時点)
t2,t3 第2、第3の撮像時点
Δt 撮像間隔
a 異常部の降下量
b 正常部の降下量
1 赤外線カメラ
2 画像処理装置
3 画像表示装置
4 画像入力部
5 第1の画像保持部
6 第2の画像保持部
7 画像差演算部
8 異常部抽出・特定部
9 画像データ記憶部
10A 逆解析部
10B 異常部抽出・特定部
11A、11B 金型
12 正常部の画像
13 異常部の画像
14 等温度曲線
W 成形体
【技術分野】
【0001】
本発明は、プレス成形後の成形体にネッキングが発生しているか、否かを迅速に、かつ確実に検出する方法及び装置に関する。
【背景技術】
【0002】
金属板からプレス成形により自動車部品などを製造するプレスラインにおいて、プレス成形終了後の成形体にネッキングと称される欠陥が発生する場合がある。ネッキングは、図6に示すように、金属材料の歪と引張応力の関係において、最大応力から破断に至る間の不安定な塑性変形を受けた部分である。従って、正常部に比べてネッキングにより生じた異常部は、プレス成形時その分だけ加工発熱量が多い部位である。このようなネッキングにより生じた異常部は微小な亀裂を含む局部的な薄肉部ではあるが、そのまま見逃すことができない不具合であり、従来からプレスラインでは、熟練の検査員が成形体の検査を行っている。
【0003】
しかし、プレスラインは生産性が高く、また上記した異常部は目視により検出するのが難しいことなどにより、塗装工程や実車テスト中に顕在化して見つかることがある。このようなことを防ぐには、多くの熟練した検査員をプレスラインに配置して検査を行う必要があるが、実現性が低い。
そこで、プレス成形終了直後の冷却過程においてパネルの表面を赤外線カメラなどにより撮像し、得た画像信号を処理してパネルに異常部があるのか、ないのかを検査する装置が提案されている(特許文献1)。
【0004】
特許文献1の欠陥検査装置では、パネルの温度分布状態に基づいて、同一種類の成形体であるのに温度分布状態が欠陥がないものに比較して異なる場合に異常部があると判定している。その際、プレス成形終了直後の冷却過程において変形量の大きな部分からは多くの赤外線が放射されており、同一種類の成形体に対して温度が高い部分を異常部であると判定している。
【特許文献1】特開平4−80645号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1の欠陥検査方法は、プレス成形終了直後の冷却過程において、同一種類の成形体に対して温度が高い部分を異常部であると判定しているため、ネッキングを確実に検出できない場合がある。
すなわち、プレス成形終了直後の冷却過程において、正常部に比べて肉厚が薄い異常部は冷却速度が大きいため、プレス成形終了時点からある時間経過した以降では、異常部の温度が正常部よりも低くなっている。従って、特許文献1の欠陥検査方法では、温度が高い部分を異常部であると判定する結果、正常部を異常部であると判定するという問題がある。
【0006】
また、現実のプレスラインでは、プレス成形終了後、短時間ではあるが成形体は金型で挟まれているので、金型との間で熱の授受が生じ、プレス成形のストローク数によって成形体の温度が変わる。図7には、ストローク数が増えるに従って金型の表面温度が上昇することを示した。すなわち、成形体の温度は、プレス装置のストローク数の影響を受けて成形体毎に変化している。
【0007】
特許文献1の欠陥検査方法は、それ以前にプレス成形した同一種類の成形体の温度に対して、当該プレス成形時の成形体の温度を比較しているため、プレス装置のストローク数の影響を受け、異常部を確実に検出することが困難であるという、問題があった。
本発明は、係る従来技術の問題点を解消し、プレス装置のストローク数によらず、プレス成形終了後の成形体にネッキングが発生しているのか、否かを迅速にかつ確実に検出する方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、以下のとおりである。
1.プレス成形後の成形体のネッキングを検出する方法であって、前記成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って前記成形体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
2.プレス成形後の成形体のネッキングを検出する方法であって、プレス成形後の金型表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って金型の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
3.プレス成形後の成形体のネッキングを検出する方法であって、前記成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って前記成形体の各部分の温度降下速度を求め、該温度降下速度を積分して逆解析により求めたプレス成形終了時点での成形体の温度分布に基づいて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
4.上記1.〜3.のいずれかに記載のネッキング検出方法を2つ以上組み合わせて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
5.上記1.〜4.のいずれかに記載のネッキング検出方法おいて、前記赤外線カメラの撮像間隔を1〜10msとすることを特徴とするプレス成形後のネッキング検出方法。
6.等冷却速度曲線を用いて、異常部およびその周囲を表示することを特徴とする上記1.〜5.のいずれか1つに記載のプレス成形後のネッキング検出方法。
7.プレス成形後の成形体のネッキングを検出する装置であって、物体表面を異なる撮像間隔で撮像可能な赤外線カメラと、該赤外線カメラからの画像信号を処理する画像処理装置と、画像処理装置で処理した結果を表示する画像表示装置とを具備し、前記画像処理装置は、異なる時点で撮像して得た画像同士の差を取って前記成形体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出するように構成されていることを特徴とするプレス成形後のネッキング検出装置。
8.上記7.のネッキング検出装置に、前記成形体の各部分の温度降下速度積分して逆解析を行う逆解析手段と、該逆解析手段によって求めた成形体の温度分布に基づいて温度が高い部分が成形体の異常部であると抽出して、特定する異常部抽出・特定手段とを付帯したことを特徴とするプレス成形後のネッキング検出装置。
【発明の効果】
【0009】
本発明によれば、プレス装置のストローク数によらず、プレス成形後の成形体にネッキングが発生しているのか、否かを迅速にかつ確実に検出することができる。
【発明を実施するための最良の形態】
【0010】
以下、実施の形態について図を用いて説明する。
図1は、本発明の方法を説明する特性図であり、図2は、本発明の方法の温度測定原理を説明するグラフである。図1中、t1,t2,t3は、赤外線カメラを用い、プレス成形終了後の成形体表面を撮像した撮像時点をそれぞれ示す。これ以降も必要により、撮像間隔Δtで撮像信号を得るようにしてもよい。
【0011】
aは、t1、t2間における異常部の温度降下量を示し、またbは、t1、t2間における正常部の温度降下量を示す。t1、t2間における、異常部の冷却速度はa/Δt、正常部の冷却速度はb/Δtである。
ここで本発明では、ネッキングにより生じた異常部は、微小な亀裂を含む局部的な薄肉部であるため、正常部に比べて冷却速度が速いことを利用し、プレス成形後の冷却過程において成形体にネッキングが発生しているか、否かを検出する。
【0012】
すなわち、本発明のネッキング検出方法は、プレス成形後、成形体にネッキングが発生しているか、否かを検出する方法であって、成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って成形体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出することを特徴とする。
なお、図2に示すように、物体表面から放射される赤外線放射量と物体表面の温度との間には一対一の関係があるから、赤外線カメラによって成形体表面を撮像することによって成形体の各部分の温度を検知できる。また、異なる時点で撮像して得た画像同士の差を取る理由は、赤外線カメラで撮像して得た画像には、成形体のネッキング検出を行う場所の高温体や照明光などの温度外乱、油や表面性状などの放射率外乱が含まれているため、画像同士の差を取ることによって、温度外乱や放射率外乱を除去し、成形体の各部分からの赤外線だけを検知して成形体の各部分の温度降下量を精度よく求めるためである。なお、金属板としてプレス成形によく用いられる鋼板の熱伝導率は50W/m・Kであり、コンクリートやシリコンなどの熱伝導率の約50倍と大きい。このため、プレス成形が終了した後、出来るだけ早い時点で成形体表面を赤外線カメラによって撮像することが重要である。
【0013】
本発明においては、赤外線カメラの撮像間隔Δtを1〜10msとすることが好ましい。赤外線カメラの撮像間隔Δtを10msより大きくした場合、商用周波数50H〜60Hzに基づく高温体や照明光の変化が温度外乱となることがある。このため、その1/2以下を撮像間隔とするのが良い。一方、赤外線カメラの撮像間隔Δtを1msより小さくした場合、成形体の温度降下量が過小となって、確実に異常部を検出することが困難となる。従って、赤外線カメラの撮像間隔Δtを1〜10msとすることが好ましい。例えば赤外線カメラとして撮像間隔Δtを短くできる高性能カメラ(例えばCEDIP社製赤外線カメラ)を用いることにより、撮像間隔Δtを10ms以下に設定して撮像することが可能となる。
【0014】
本発明のネッキング検出方法によれば、成形体の表面を撮像する撮像開始時点t1(第1の撮像時点)からの経過時間を短くすることにより迅速に、また成形体の各部分の温度降下速度に基づいて異常部を検出するようにしているので確実に、プレス成形後の成形体にネッキングが発生しているか、否かを検出することができる。
ところで、成形体にネッキングが発生した場合には、金型側にもその影響が残り、プレス成形中、ネッキングが発生した異常部と接触していた金型の温度が正常部と接触していた箇所より高くなる。このため、プレス成形後の冷却過程において、ネッキングが発生した異常部と接触していた金型の部分の冷却速度が正常部と接触していた箇所より早くなる。
【0015】
これを利用した本発明の第2実施の形態に係るネッキング検出方法は、プレス成形後の金型表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って金型の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出する方法である。この本発明の第2実施の形態に係るネッキング検出方法でも、第1実施の形態に係るネッキング検出方法と同様に、迅速にかつ確実にプレス成形後の成形体にネッキングが発生しているか、否かを検出することができる。
【0016】
また、本発明の第3実施の形態に係るネッキング検出方法は、成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って成形体の各部分の温度降下速度を求め、該温度降下速度を積分して逆解析により求めたプレス成形終了時点での成形体の温度分布に基づいて異常部を検出する方法である。
この本発明の第3実施の形態に係るネッキング検出方法によれば、逆解析により、図1に示したプレス成形終了時点(=0)での成形体の温度分布を求めることができる。このようにして求めたプレス成形終了時点(=0)での成形体の温度分布に基づいて、成形体の温度の高い部分が異常部であるとして抽出し、特定する。
【0017】
その際、赤外線カメラとしては上述した撮像間隔Δtを短くできる高性能カメラを用いることにより外乱を排除し、迅速に、かつプレス成形終了時点(=0)での成形体の温度分布に基づいて異常部を検出するようにしているので、確実にプレス成形終了後の成形体にネッキングが発生しているか、否かを検出することができる。
以上説明した本発明の第1,2,3実施の形態に係るネッキング検出方法を、2つ以上組み合わせて成形体の異常部を検出することが好ましい。第1,2,3実施の形態に係るネッキング検出方法を2つ以上組み合わせることにより、一つだけのネッキング検出方法を採用した場合に比べてより確実にプレス成形後の成形体にネッキングが発生しているか、否かを検出することができる。
【0018】
図3には、本発明の実施の形態に係るネッキング検出装置の概念図を示した。図3中の金型11A、11Bは、アンビルが上昇した以降のプレス装置内の成形体Wの表面が観察できる状態である。図3中、1は赤外線カメラ、2は画像処理装置、3は画像表示装置を示す。
本発明の実施の形態に係るネッキング検出装置は、物体表面を異なる撮像間隔で撮像可能な赤外線カメラ1と、該赤外線カメラ1からの画像信号を処理する画像処理装置2と、画像処理装置2で処理した結果を表示する画像表示装置3とを具備している。上記の記画像処理装置2は、異なる時点で撮像して得た画像同士の差を取って物体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出するように構成されている。
【0019】
例えば画像処理装置2は、赤外線カメラ1からの画像信号を画像入力部4で受け、一旦第1の画像保持部に保持する。次の画像信号が受信されたときに、第1の画像保持部の画像を第2の画像保持部に移すと同時に、次の画像を第1の画像保持部に保持する。続いて画像差演算部では、第2の画像保持部内の画像と第1の画像保持部内の画像との画像差を演算し、画像差データを異常部抽出・特定部に送る。異常部抽出・特定部では、画像差データに基づいて異常部を抽出・特定し、その結果を画像信号にしてCRTなどの画像表示装置3に送る。
【0020】
そこで赤外線カメラ1により成形体Wの表面を異なる時点で撮像し、得た画像同士の差を取って成形体Wの各部分の温度降下速度を求めることができる。あるいは、赤外線カメラ1により金型の表面を異なる時点で撮像し、得た画像同士の差を取って金型の各部分の温度降下速度を求めることができる。
このような構成のネッキング検出装置によれば、図4に示すような画像を画像表示装置3の画面上に迅速かつ確実に表示させることができる。図4中、12は、正常部の画像を示し、13は異常部の画像を示す。
【0021】
なお、9は画像データ記憶部を示す。画像データ記憶部9には、ある撮像開始時点t1から所定の撮像間隔Δtで撮像した物体の各部分の温度差データや、撮像終了時点で撮像した物体の各部分の温度データなどが記憶される。
ここで、逆解析部10Aには、画像データ記憶部9内に記憶された温度データおよび成形体Wの寸法、形状や成形体Wの熱伝導率等の熱特性値を考慮し、温度差を積分して逆解析を行う逆解析プログラムが内蔵されている。また、異常部抽出・特定手段10Bは、成形体Wの温度分布に基づいて温度が高い部分が成形体の異常部であると抽出して、特定する。従って、逆解析部10A内の逆解析プログラムを実行することにより成形終了時点での物体の温度分布を求めることができ、異常部抽出・特定手段10Bで確実にプレス成形終了後の成形体にネッキングが発生しているか、否かを検出することができる。
【0022】
第3実施の形態に係るネッキング検出方法は、上記逆解析部10Aと、異常部抽出・特定手段10Bを具備したネッキング検出装置により実施できる。図5には、第3実施の形態に係るネッキング検出装置により得られた、異常部13の周囲の等温度曲線14を示した。赤外線カメラ1により撮像した画像信号に基づいて異常部の画像13の周囲に等温度曲線14を表示させて、異常部13を検出するのが好ましい。この理由は、画面上に異常部13だけではなく、異常部13の周囲に波紋のように等温度曲線14を表示させることにより、プレス成形後の成形体Wにネッキングが発生しているか、否かを確実に検査員に知らせることができるからである。また、第1、2実施の形態における冷却速度分布も同様に等冷却速度曲線を波紋のように表示して異常部を容易に検査員に知らせることが出来る。
【図面の簡単な説明】
【0023】
【図1】本発明方法を説明する特性図である。
【図2】本発明の方法による温度測定の原理を説明するグラフである。
【図3】本発明を実施するのに好適な装置の概念図である。
【図4】本発明によって表示される画像の概念図である。
【図5】本発明によって表示される画像の他の概念図である。
【図6】ネッキングの発生メカニズムを説明する特性図である。
【図7】プレス装置のストローク数と金型の表面温度の関係を示す特性図である。
【符号の説明】
【0024】
t1 撮像開始時点(第1の撮像時点)
t2,t3 第2、第3の撮像時点
Δt 撮像間隔
a 異常部の降下量
b 正常部の降下量
1 赤外線カメラ
2 画像処理装置
3 画像表示装置
4 画像入力部
5 第1の画像保持部
6 第2の画像保持部
7 画像差演算部
8 異常部抽出・特定部
9 画像データ記憶部
10A 逆解析部
10B 異常部抽出・特定部
11A、11B 金型
12 正常部の画像
13 異常部の画像
14 等温度曲線
W 成形体
【特許請求の範囲】
【請求項1】
プレス成形後の成形体のネッキングを検出する方法であって、前記成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って前記成形体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
【請求項2】
プレス成形後の成形体のネッキングを検出する方法であって、プレス成形後の金型表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って金型の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
【請求項3】
プレス成形後の成形体のネッキングを検出する方法であって、前記成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って前記成形体の各部分の温度降下速度を求め、該温度降下速度を積分して逆解析により求めたプレス成形終了時点での成形体の温度分布に基づいて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
【請求項4】
請求項1〜3のいずれかに記載のネッキング検出方法を2つ以上組み合わせて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
【請求項5】
請求項1〜4のいずれかに記載のネッキング検出方法おいて、前記赤外線カメラの撮像間隔を1〜10msとすることを特徴とするプレス成形後のネッキング検出方法。
【請求項6】
等冷却速度曲線を用いて、異常部およびその周囲を表示することを特徴とする請求項1〜5のいずれか1項に記載のプレス成形後のネッキング検出方法。
【請求項7】
プレス成形後の成形体のネッキングを検出する装置であって、物体表面を異なる撮像間隔で撮像可能な赤外線カメラと、該赤外線カメラからの画像信号を処理する画像処理装置と、画像処理装置で処理した結果を表示する画像表示装置とを具備し、前記画像処理装置は、異なる時点で撮像して得た画像同士の差を取って前記成形体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出するように構成されていることを特徴とするプレス成形後のネッキング検出装置。
【請求項8】
請求項7のネッキング検出装置に、前記成形体の各部分の温度降下速度を積分して逆解析を行う逆解析手段と、該逆解析手段によって求めた成形体の温度分布に基づいて温度が高い部分が成形体の異常部であると抽出して、特定する異常部抽出・特定手段とを付帯したことを特徴とするプレス成形後のネッキング検出装置。
【請求項1】
プレス成形後の成形体のネッキングを検出する方法であって、前記成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って前記成形体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
【請求項2】
プレス成形後の成形体のネッキングを検出する方法であって、プレス成形後の金型表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って金型の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
【請求項3】
プレス成形後の成形体のネッキングを検出する方法であって、前記成形体の表面を赤外線カメラにより異なる時点で撮像し、異なる時点で撮像して得た画像同士の差を取って前記成形体の各部分の温度降下速度を求め、該温度降下速度を積分して逆解析により求めたプレス成形終了時点での成形体の温度分布に基づいて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
【請求項4】
請求項1〜3のいずれかに記載のネッキング検出方法を2つ以上組み合わせて異常部を検出することを特徴とするプレス成形後のネッキング検出方法。
【請求項5】
請求項1〜4のいずれかに記載のネッキング検出方法おいて、前記赤外線カメラの撮像間隔を1〜10msとすることを特徴とするプレス成形後のネッキング検出方法。
【請求項6】
等冷却速度曲線を用いて、異常部およびその周囲を表示することを特徴とする請求項1〜5のいずれか1項に記載のプレス成形後のネッキング検出方法。
【請求項7】
プレス成形後の成形体のネッキングを検出する装置であって、物体表面を異なる撮像間隔で撮像可能な赤外線カメラと、該赤外線カメラからの画像信号を処理する画像処理装置と、画像処理装置で処理した結果を表示する画像表示装置とを具備し、前記画像処理装置は、異なる時点で撮像して得た画像同士の差を取って前記成形体の各部分の温度降下速度を求め、該温度降下速度に基づいて異常部を検出するように構成されていることを特徴とするプレス成形後のネッキング検出装置。
【請求項8】
請求項7のネッキング検出装置に、前記成形体の各部分の温度降下速度を積分して逆解析を行う逆解析手段と、該逆解析手段によって求めた成形体の温度分布に基づいて温度が高い部分が成形体の異常部であると抽出して、特定する異常部抽出・特定手段とを付帯したことを特徴とするプレス成形後のネッキング検出装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−250714(P2006−250714A)
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願番号】特願2005−67721(P2005−67721)
【出願日】平成17年3月10日(2005.3.10)
【出願人】(591006298)JFEテクノリサーチ株式会社 (52)
【Fターム(参考)】
【公開日】平成18年9月21日(2006.9.21)
【国際特許分類】
【出願日】平成17年3月10日(2005.3.10)
【出願人】(591006298)JFEテクノリサーチ株式会社 (52)
【Fターム(参考)】
[ Back to top ]