
プレテンション部材の製造方法およびコンクリート構造物の構築方法
【課題】安価かつ容易にプレテンション部材を製作することを可能としたプレテンション部材の製造方法およびこのプレテンション部材を利用したコンクリート構造物の構築方法を提供する。
【解決手段】対向して配置された一対の緊張用アバット40,40間に緊張材20,20を引き渡し、緊張用アバット40,40を介して緊張材20,20に緊張ひずみを導入する工程と、プレテンション部材1の端面の形状に応じて形成された仕切型枠30を所定の位置に固定するとともに緊張材20上の仕切型枠30の近傍に定着装置21を固定する工程と、外型枠33内にコンクリート14を打設する工程と、コンクリート14に所定の強度が発現してコンクリート体10が形成された後、外型枠33を脱型するとともに緊張材20を開放して該コンクリート体10に圧縮力を導入する工程と、仕切型枠30を切断して緊張材20を切断する工程とを備えている。
【解決手段】対向して配置された一対の緊張用アバット40,40間に緊張材20,20を引き渡し、緊張用アバット40,40を介して緊張材20,20に緊張ひずみを導入する工程と、プレテンション部材1の端面の形状に応じて形成された仕切型枠30を所定の位置に固定するとともに緊張材20上の仕切型枠30の近傍に定着装置21を固定する工程と、外型枠33内にコンクリート14を打設する工程と、コンクリート14に所定の強度が発現してコンクリート体10が形成された後、外型枠33を脱型するとともに緊張材20を開放して該コンクリート体10に圧縮力を導入する工程と、仕切型枠30を切断して緊張材20を切断する工程とを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プレテンション部材の製造方法およびコンクリート構造物の構築方法に関するものである。
【背景技術】
【0002】
コンクリート構造物の構築に際し、プレキャスト製のコンクリート部材を現地にて接合することで、短期施工化を図る場合がある。
このような施工方法は、例えば、長径間のコンクリート橋梁やコンクリート床版の建設に使用される。
【0003】
プレキャスト部材を利用した長径間構造物の構築は、マッチキャストで個々に製作されたプレキャスト部材を、接合端面にエポキシ樹脂を塗布し、ポストテンション用の緊張材を介して、現地にて部材全長にわたってプレストレスを導入した状態で接合するのが一般的である。
【0004】
プレキャスト部材のポストテンションによる接合は、緊張力を導入する際の緊張反力を受けるために、プレキャスト部材の緊張端部を補強する必要があり、プレキャスト部材の端部は一般的にマッシブに形成されている。そのため、部材(構造物)の軽量化の妨げになるとともに、プレキャスト部材の製造コストが高価になっていた。
【0005】
また、ポストテンションを実施するためには、プレキャスト部材の製造時に予めシース管を設置しておき、架設時には、シース管への緊張材の挿入、緊張材への緊張力の導入、シース管へのグラウト材の充填など、作業に手間を要するとともに、費用がかさむという問題点を有していた。
【0006】
そのため、比較的安価に製作することが可能なプレテンションプレキャスト部材(以下、単に「プレテンション部材」という場合がある)を使用することで、施工コストの削減を図る場合がある。
【0007】
特許文献1には、複数のプレテンション部材を簡易かつ短時間に形成する方法として、緊張材が配設された型枠内にコンクリートを打設し、コンクリートが硬化した後に緊張材を切断し、所望長さのプレテンション部材を形成することで、複数のプレテンション部材を同時に製作することを可能としたプレテンション部材の形成方法が開示されている。
【0008】
このプレテンション部材の形成方法では、切断箇所に対応して、仕切型枠と開口用型枠とを配置しておき、コンクリートが硬化した後、開口用型枠を取り外して緊張材を露出させて切断することで、所定長さのプレテンション部材を形成している。
【0009】
【特許文献1】特開平10−58427号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
ところが、前記従来のプレテンション部材の形成方法は、個別に形成された仕切型枠と開口用型枠とをそれぞれ所定の位置に設置する作業に手間がかかるという問題点を有していた。また、コンクリートが硬化した後、緊張材を切断する前に行う開口用型枠の脱型作業と、緊張材を切断した後に行う仕切型枠の脱型作業とを要していたため、作業に手間がかかるという問題点を有していた。
【0011】
また、前記従来のプレテンション部材は、部材の端部まで配設された緊張材により、プレストレス力が導入されているため、部材の端部において割裂ひびわれや割裂破壊が生じるおそれがあった。
【0012】
本発明は、このような問題点を解決するためになされたものであり、安価かつ容易にプレテンション部材を製作することを可能としたプレテンション部材の製造方法およびこのプレテンション部材を利用したコンクリート構造物の構築方法を提供することを課題とする。
【課題を解決するための手段】
【0013】
前記課題を解決するために、請求項1に記載の発明は、マッチキャストによる接合を可能とするような複数のプレテンション部材を同時に製造することを可能としたプレテンション部材の製造方法であって、対向して配置された一対の緊張用アバット間に緊張材を引き渡し、前記緊張用アバットを介して前記緊張材に緊張ひずみを導入する工程と、プレテンション部材の端面の形状に応じて形成された仕切型枠を所定の位置に固定するとともに前記緊張材上の前記仕切型枠の近傍に定着装置を固定する工程と、外型枠内にコンクリートを打設する工程と、前記コンクリートに所定の強度が発現してコンクリート体が形成された後、前記外型枠を脱型するとともに前記緊張材を開放して該コンクリート体に圧縮力を導入する工程と、前記仕切型枠を切断して前記緊張材を切断する工程と、前記仕切型枠を撤去する工程と、を備えることを特徴としている。
【0014】
また、請求項2に記載の発明は、マッチキャストによる接合を可能とするような複数のプレテンション部材を一括して製造するプレテンション部材の製造方法であって、対向して配置された一対の緊張用アバット間に、予め所定の位置に定着装置が固定された緊張材を引き渡し、前記緊張用アバットを介して前記緊張材に緊張ひずみを導入する工程と、プレテンション部材の端面の形状に応じて形成された仕切型枠を所定の位置に固定する工程と、外型枠内にコンクリートを打設する工程と、前記コンクリートに所定の強度が発現してコンクリート体が形成された後、前記外型枠を脱型するとともに前記緊張材を開放して該コンクリート体に圧縮力を導入する工程と、前記仕切型枠を切断して前記緊張材を切断する工程と、前記仕切型枠を撤去する工程と、を備えることを特徴としている。
【0015】
かかるプレテンション部材の製造方法によれば、仕切装置を撤去する前に緊張材を切断するため、脱型の手間が1回ですみ、複数のプレテンション部材の製作を容易に行える。また、製作の手間を容易にすることで、製造コストの削減も可能である。
また、仕切装置の近傍(プレテンション部材の端部近傍)に定着装置を配設することで、プレテンション部材の端部までプレストレスを導入することが可能となるとともに、プレテンション部材の端部における割裂ひびわれや割裂破壊の発生を防止する。
【0016】
また、かかるプレテンション部材の製造方法により製造されたプレテンション部材は、マッチキャストによる接合を可能とするように高品質に製造されているため、プレテンション部材同士の連結を高品質に行うことが可能である。
【0017】
また、前記仕切装置として、前記緊張材の位置に対応して肉厚に形成されたせん断キー部を備えたものを使用してもよい。
【0018】
かかるプレテンション部材の製造方法によれば、仕切装置の肉厚に形成されたせん断キー部により、コアドリルやディスクカッタ等の切断装置により緊張材を切断するためのスペースが確保されているため、切断装置によりプレテンション部材に損傷を与えることが防止されている。
また、仕切装置のせん断キー部により形成された空間を利用して、プレテンション部材同士を接合した際にせん断キーとして機能させれば、接合部のせん断力を伝達することが可能となるため、より優れた構造物を構築することが可能となる。
【0019】
また、前記コンクリートが、セメントと、ポゾラン系反応粒子と、最大骨材粒径が2.5mm以下の骨材と、高性能減水剤と、水と、を混入して得られるセメント系マトリックスに、直径が0.1mm〜0.3mm、長さが10mm〜30mmの形状を有する繊維を容積比で1%〜4%混入して得られる繊維補強コンクリートであってもよい。
【0020】
かかるプレテンション部材の製造方法によれば、繊維を、容積比で0.5%〜6.0%の範囲内での混入することで、高流動で自己充填性能のフレッシュ性状を示すとともに、硬化後は高い引張補強効果を得ることができるため好適である。
なお、繊維には、有機系の繊維や鋼繊維等を使用してもよいし、これらの繊維材料が混合されていてもよい。
【0021】
また、本発明のコンクリート構造物の構築方法は、前記プレテンション部材の製造方法により製造されたプレテンション部材同士を互いに連結するものであって、前記プレテンション部材を現地に搬送する工程と、現地にて前記プレテンション部材の端面に接着剤を塗布し、該端面同士を互いに突き合わせる工程と、前記プレテンション部材同士の突合せ部に配設された連結部材を介して該プレテンション部材同士を連結する工程と、を備えており、前記連結部材により前記プレテンション部材の端面に所定の押圧力を付与することを特徴としている。
【0022】
かかるコンクリート構造物の構築方法によれば、プレテンション部材同士の突合せ部に配設された連結部材により簡易にプレテンション部材同士の連結を行うことが可能である。また、プレテンション部材の端面に押圧力が作用した状態で連結されているため、コンクリート構造物の全長に亘ってプレストレスの連続性が維持されている。
【発明の効果】
【0023】
本発明のプレテンション部材の製造方法によれば、安価かつ容易にプレテンション部材を製作することを可能となる。また、本発明のコンクリート構造物の構築方法によれば、簡易に高品質のコンクリート構造物を構築することが可能となる。
【発明を実施するための最良の形態】
【0024】
本発明の補強方法の好適な実施の形態について、図面を参照して詳細に説明する。なお、以下の説明において、同一要素には同一の符号を用い、重複する説明は省略する。
【0025】
本実施形態では、複数のプレテンション部材を一括して製造するプレテンション部材の製造方法について説明する。
本実施形態では、60mのスパンで建設されたアバットを利用してプレテンション部材を製造するものとし、各プレテンション部材は、架設地点までの運搬可能な形状として、20m以下の長さに形成する(図2参照)。なお、アバットのスパン長は限定されるものではなく、適宜設定することが可能である。また、各プレテンション部材の長さも限定されるものではなく、適宜設定することが可能である。
【0026】
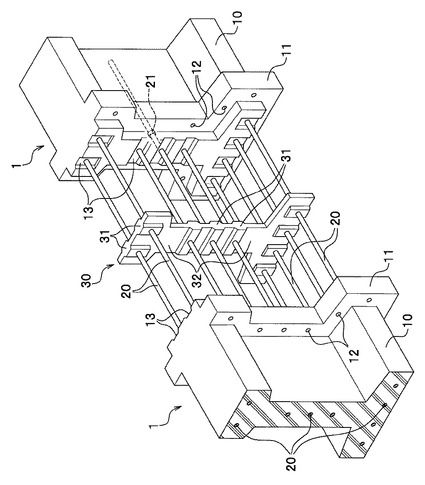
本実施形態に係るプレテンション部材1は、図1に示すように、コンクリート体10と、このコンクリート体10に埋設されて、当該コンクリート体10に圧縮力を導入する複数本の緊張材20,20,…とを備えている。
【0027】
緊張材20の配置や本数は限定されるものではなく、プレテンション部材1の用途や断面形状等に応じて適宜設定することが可能である。なお、本実施形態では、9本の緊張材を配置するものとする。
【0028】
本実施形態では、緊張材20として、鋼製の緊張ケーブルを使用するものとするが、緊張材を構成する材料は限定されるものではなく、例えば炭素繊維やアラミド繊維を使用するなど、適宜公知の材料から選定して採用すればよい。
【0029】
プレテンション部材1の端面近傍には、コンクリート体10の側面に凸状に形成されたブラケット部11が形成されている。
このブラケット部11には、プレテンション部材1同士を連結する際に使用する連結ボルトを挿通するための挿通孔12,12,…が、複数形成されている。
【0030】
また、コンクリート体10の端面(接合面)には、緊張材20,20,…に対応する位置にそれぞれ凹部13,13,…が形成されている。
【0031】
コンクリート体10に埋設された緊張材20には、プレテンション部材1の端面から所定の間隔を有した位置に、それぞれ定着装置21が固定されている。
【0032】
本実施形態に係るプレテンション部材の製造方法は、(1)緊張材設置工程と、(2)緊張ひずみ導入工程と、(3)型枠設置工程と、(4)打設工程と、(5)圧縮力導入工程と、(6)切断工程と、(7)型枠撤去工程と、を備えている。
【0033】
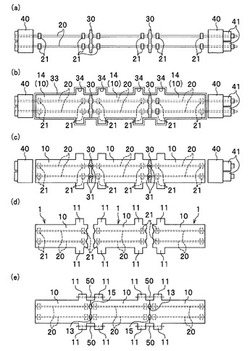
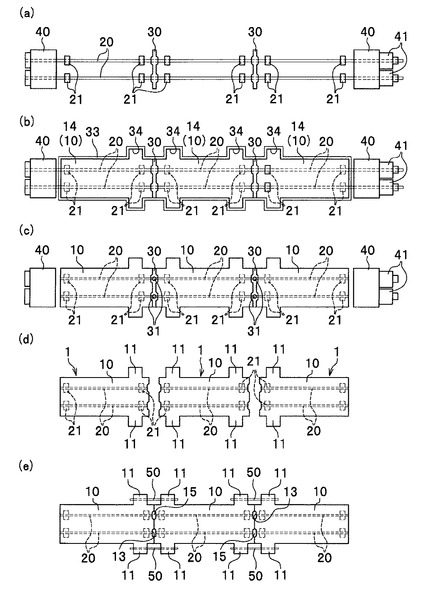
(1)緊張材設置工程
緊張材設置工程は、図2(a)に示すように、所定の間隔をあけて配置された一対の緊張用アバット40,40間に緊張材20,20を引き渡す工程である。このとき、緊張材20には、製造するプレテンション部材1の数に対応して、複数(本実施形態では2つ)の仕切型枠30,30と定着装置21,21,…が挿通されている。
【0034】
仕切型枠30は、図1に示すように、プレテンション部材1の端面の形状を転写した表面形状に形成されており、緊張材20の位置に対応する箇所には前後(プレテンション部材1側)に凸となるように肉厚に形成されたせん断キー部31,31,…と、プレテンション部材1の端面の形状におけるせん断キー部31,31,…以外の部分を覆う仕切部32とを備えて構成されている。なお、せん断キー部31には、緊張材20が挿通される貫通孔が形成されている。
【0035】
仕切型枠を構成する材料は限定されるものではなく、ディスクカッタやコアドリル、金のこ等により切断が可能な材料であれば制限されないが、例えば木製、ゴム製、硬質の発泡スチロール製、プラスチック製等とすることができる。
【0036】
また、仕切部32は、厚さが等しく形成されており、仕切部32により成形されるプレテンション部材1の端面が、接合時に当該端面同士が隙間なく密着するように構成される。
【0037】
(2)緊張ひずみ導入工程
緊張ひずみ導入工程は、図2(a)に示すように、緊張用アバット40,40間に張設された緊張材20に、緊張用アバット40に設置された緊張ジャッキ41,41を使用して緊張ひずみを導入する工程である。
緊張材20に導入される緊張力は限定されるものではなく、適宜設定すればよい。
【0038】
(3)型枠設置工程
型枠設置工程は、図2(b)に示すように、緊張材20が挿通された状態の仕切型枠30,30および定着装置21,21,…を所定の位置に移動固定するとともに、外型枠33を設置する工程である。
【0039】
なお、仕切型枠30を所定の位置に固定した後に、外型枠33を設置してもよいし、外型枠を設置した後に仕切型枠を所定位置に固定してもよい。このとき、仕切型枠30は、プレテンション部材1の長さに応じて所定の間隔をあけて配置される。
【0040】
また、外型枠33には、各仕切型枠30の設置箇所の近傍に、凹部34が形成されており、各プレテンション部材1の端部(接合面近傍)にブラケット部11が形成されるように構成されている。なお、凹部34は必要に応じて形成すればよく、省略することも可能である。
【0041】
定着装置21は、緊張用アバット40(外型枠33)の近傍と、仕切型枠30の近傍とに固定する。仕切型枠30の近傍においては、仕切型枠30を挟んで対向するように一対の定着装置21,21を固定する。
【0042】
なお、緊張ひずみを導入した時の緊張材20の伸張長さを考慮して、仕切型枠30および定着装置21を予め緊張材20に固定しておいてもよい。
また、本実施形態では、仕切型枠30を予め緊張材20に挿通させておくものとしたが、型枠設置工程において、仕切型枠30を固定した後に緊張材を挿通させてもよい。
【0043】
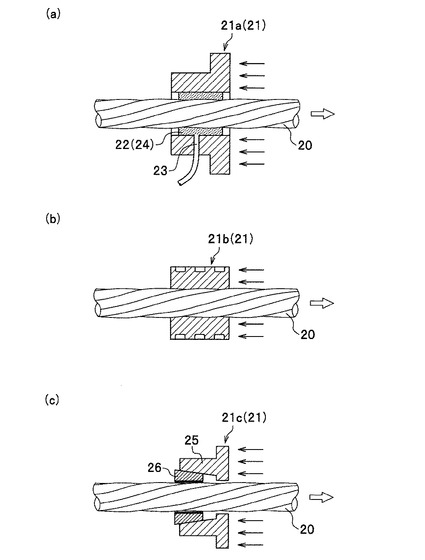
ここで、定着装置21は、緊張材20への緊張ひずみを導入した際に緊張材20が伸張することにより位置が変化するため、緊張ひずみの導入後に移動および固定が可能となるように構成されたものを使用する。
このような定着装置21の構成は、限定されるものではなく、適宜設定することが可能である。
【0044】
例えば、図3(a)に示すように、内径が緊張材20の外径よりも大きく形成されていることにより、緊張材20と定着装置21との間に隙間22が形成されたリング状の定着装置21aが採用可能である。
定着装置21aは、外周面から内周面側(隙間22)に貫通する注入孔23を有しており、緊張材20への固定時には、この注入孔23から隙間22に充填材24を充填することにより固定する。
【0045】
また、図3(b)に示すように、押しつぶすことが可能なリング状の定着装置21bを採用してもよい。この定着装置21bは、例えば軟鋼により形成すればよい。この定着装置は、緊張材20上の所定の位置において当該定着装置21bを押しつぶして塑性変形させることで、緊張材20に固定される。
【0046】
また、図3(c)に示すように、本体部25と楔部26とを備えた定着装置21cを採用してもよい。この定着装置21cによれば、緊張材20上の所定の位置において本体部25と緊張材20との間の隙間に楔部26を挿入することにより緊張材20の所定箇所において定着装置21cを固定することが可能となる。
【0047】
(4)打設工程
打設工程は、外型枠33内にコンクリート14を打設する工程である。
本実施形態では、コンクリート14として、セメントと、ポゾラン系反応粒子と、最大骨材粒径が2.5mm以下の骨材と、高性能減水剤と、水と、を混入して得られるセメント系マトリックスに、直径が0.1mm〜0.3mm、長さが10mm〜30mmの形状を有する繊維を容積比で1%〜4%混入して得られる繊維補強コンクリートを使用する。
ここで、ポゾラン系反応粒子としては、例えばシリカフュームやフライアッシュ、高炉スラグ等が採用可能である。かかる繊維補強コンクリートによれば、硬化後の圧縮強度が150〜200N/mm2、曲げ引張強度が25〜45N/mm2、割裂引張強度が10〜25N/mm2のコンクリート体10が形成される。
【0048】
(5)圧縮力導入工程
圧縮力導入工程は、図2(c)に示すように、コンクリート14を養生し、コンクリート14に所定の強度が発現した後(すなわち、仕切型枠30により分断された複数のコンクリート体10,10,10が形成された後)に行われる工程であって、外型枠33を脱型するとともにアバット40から緊張材20を開放してコンクリート体10,10,10に圧縮力を導入する工程である。
このとき、各コンクリート体10には、緊張材20により、同じ大きさの圧縮力が作用する。
【0049】
(6)切断工程
切断工程は、仕切型枠30を切断して緊張材20を切断する工程である。
緊張材20の切断は、仕切型枠30のせん断キー部31を、コアドリルにより切り進むことにより行う。
【0050】
なお、緊張材20の切断方法(仕切型枠30の切断方法)は限定されるものではなく、例えばディスクカッタにより行う等、適宜公知の手段により行えばよい。
緊張材20が切断されることにより、コンクリート体10毎にコンクリート体10と緊張材20との付着力とともに定着装置21による圧縮力が作用する。
【0051】
(7)型枠撤去工程
型枠撤去工程は、図2(d)に示すように、仕切型枠30を撤去することにより、プレテンション部材1を完成させる工程である。
【0052】
次にプレテンション部材1を利用したコンクリート構造物の構築方法について説明する。
本実施形態に係るコンクリート構造物の構築方法は、前記プレテンション部材の製造方法により製造されたプレテンション部材1同士を互いに突き合わせた状態で連結することにより行うものである。
【0053】
まず、所定の施工箇所にプレテンション部材1を搬送する。このとき、プレテンション部材1の搬送方法は限定されるものではなく、適宜公知の方法の中から選定して行えばよい。
【0054】
次に、図2(e)に示すように、まず、コンクリート体10,10の端面同士を突き合わせる。なお、プレテンション部材1の端面近傍(突合せ部)に形成されたブラケット部11は、隣接する他のプレテンション部材1のブラケット部11と隙間をあけて対向する。このときプレテンション部材1の端面は、マッチキャストによる接合を可能とするように高品質に形成されているため、端面同士が隙間なく密着する。
【0055】
そして、ブラケット部11,11の挿通孔に、連結ボルト(連結部材)50を挿通し、プレテンション部材1,1を連結する。このとき、プレテンション部材1同士の当接面(コンクリート体10の端面)にはアクリル系またはエポキシ系接着剤を塗布しておく。
【0056】
連結ボルト50は、コンクリート体10の端面に所定の押圧力が発生するまで締め付ける。締め付けの方法としては、トルクレンチによりトルクを管理しながら行う方法、電動トルクレンチを用いる方法、単線引きジャッキを用いる方法等、適宜公知の方法の中から選定して採用すればよい。
なお、連結ボルト50としては、鋼製ボルトや高張力ボルト等が採用可能である。また、連結ボルト50に代えてPC鋼線を使用してもよい。
【0057】
ブラケット部11を利用してプレテンション部材1同士を連結することにより、個々のプレテンション部材1が備える緊張材20の有効プレストレス量の連続性が維持される。
なお、隣り合うプレテンション部材1のブラケット部11が隙間をあけて対向しているため、プレテンション部材1(コンクリート体10)の端面同士が確実に密着する。
【0058】
また、プレテンション部材1の端面に形成された凹部13を互いに突き合わせることにより形成された空間15には、空間15と略同形の鋼製部材やコンクリート製部材等を挿入するか、あるいは繊維補強コンクリートや無収縮のモルタル等を充填し、せん断キーとして機能させる。
ここで、プレテンション部材1の端面に形成された凹部13は、当該端面に当接する他のプレテンション部材1の端面の対向する位置に形成された凹部13と同形状に形成されており、せん断キーとして機能する際に、せん断力の伝達性能に差が生じることがないように構成されている。
【0059】
以上、本実施形態に係るプレテンション部材の製造方法によれば、安価にマッチキャストにより製作された従来のプレキャスト部材と同様の品質を有したプレキャスト部材(プレンテンション部材1)を製造し、互いに接合することができるので、プレテンション部材1の製作からプレテンション部材1同士の接合まで、簡易かつ安価に行うことが可能となる。
【0060】
また、プレテンション部材1は、従来のポストテンション部材において必要とされていた接合端部のマッシブな補強が不要なため、長スパンの構造物を構築する場合であっても、構造物の軽量化を図ることができる。
【0061】
また、複数のプレテンション部材1,1,1を同時に製作することが可能なため、プレテンション部材1の製作日数を大幅に短縮することが可能となる。
【0062】
また、定着装置21により、プレテンション部材1の端部においてもプレストレスを導入できる。また、ブラケット11,11に挿通した連結ボルト50(連結部材)を利用してプレテンション部材1同士圧着することにより、プレストレスの連続性が維持される。
【0063】
仕切型枠30のせん断キー部31が、プレテンション部材1,1同士を分割(緊張材20を切断)する際のコアドリルやディスクカッタなどの施工空間を提供するとともに、プレテンション部材1同士の接合後のせん断力を伝達するせん断キーとしての機能をも有している。
【0064】
コンクリート14として、繊維補強コンクリートを採用しているため、鉄筋による補強が不要となり、部材製作にあたり、緊張材の配置が容易となる。また、付着強度が40〜60N/mm2程度あるので、部材端部における緊張材の定着ロスが少なくなる。
また、セメント系マトリックスが緻密で、引張応力に抵抗できるので、エポキシ系接着剤を使用してプレテンション部材同士を接合した際に、相互の引き剥がしに対しても引張抵抗を期待することができる。したがって、接合部における接着剤の塗布を反映した引張抵抗を設計に取り入れることが可能となる。
【0065】
以上、本発明について、好適な実施形態について説明した。しかし、本発明は、前述の各実施形態に限られず、前記の各構成要素については、本発明の趣旨を逸脱しない範囲で、適宜設計変更が可能であることはいうまでもない。
例えば、前記実施形態では、仕切型枠としてせん断キー部を備えるものを使用したが、緊張材の切断が可能であれば、必ずしもせん断キー部を備えている必要はない。
【0066】
また、前記実施形態では、コンクリートとして、繊維補強コンクリートを採用したが、プレテンション部材として必要な強度を発現することが可能であれば、従来のコンクリートを採用してものよく、コンクリートを構成する材料や配合等は、適宜設定することが可能である。
また、前記実施形態では、鉄筋を省略するものとしたが、必要に応じて鉄筋を配筋してもよい。
【0067】
また、プレテンション部材の断面形状は限定されるものではなく、I桁断面や箱型断面等、適宜設定することが可能である。また、プレテンション部材は桁構造として使用してもよいし、床版構造として使用してもよい。また、上下方向にプレテンション部材同士を接合することで塔状構造物として適用してもよい。さらに、上下左右にプレテンション部材を接合することで複合的な構造物を構築してもよい。
また、ブラケットは必要に応じて形成すればよく、省略してもよい。
【図面の簡単な説明】
【0068】
【図1】本発明の好適な実施の形態に係るプレテンション部材の概略を示す斜視図である。
【図2】(a)〜(d)は本発明の好適な実施の形態に係るプレテンション部材の製造方法の各段階を示す平面図であって、(e)はこのプレテンション部材を利用したコンクリート構造物の構築方法を示す平面図である。
【図3】(a)〜(c)は図1に示すプレテンション部材の定着装置の例を示す断面図である。
【符号の説明】
【0069】
1 プレテンション部材
10 コンクリート体
11 ブラケット部
20 緊張材
21 定着装置
30 仕切型枠
31 せん断キー部
32 仕切部
33 外型枠
40 アバット
【技術分野】
【0001】
本発明は、プレテンション部材の製造方法およびコンクリート構造物の構築方法に関するものである。
【背景技術】
【0002】
コンクリート構造物の構築に際し、プレキャスト製のコンクリート部材を現地にて接合することで、短期施工化を図る場合がある。
このような施工方法は、例えば、長径間のコンクリート橋梁やコンクリート床版の建設に使用される。
【0003】
プレキャスト部材を利用した長径間構造物の構築は、マッチキャストで個々に製作されたプレキャスト部材を、接合端面にエポキシ樹脂を塗布し、ポストテンション用の緊張材を介して、現地にて部材全長にわたってプレストレスを導入した状態で接合するのが一般的である。
【0004】
プレキャスト部材のポストテンションによる接合は、緊張力を導入する際の緊張反力を受けるために、プレキャスト部材の緊張端部を補強する必要があり、プレキャスト部材の端部は一般的にマッシブに形成されている。そのため、部材(構造物)の軽量化の妨げになるとともに、プレキャスト部材の製造コストが高価になっていた。
【0005】
また、ポストテンションを実施するためには、プレキャスト部材の製造時に予めシース管を設置しておき、架設時には、シース管への緊張材の挿入、緊張材への緊張力の導入、シース管へのグラウト材の充填など、作業に手間を要するとともに、費用がかさむという問題点を有していた。
【0006】
そのため、比較的安価に製作することが可能なプレテンションプレキャスト部材(以下、単に「プレテンション部材」という場合がある)を使用することで、施工コストの削減を図る場合がある。
【0007】
特許文献1には、複数のプレテンション部材を簡易かつ短時間に形成する方法として、緊張材が配設された型枠内にコンクリートを打設し、コンクリートが硬化した後に緊張材を切断し、所望長さのプレテンション部材を形成することで、複数のプレテンション部材を同時に製作することを可能としたプレテンション部材の形成方法が開示されている。
【0008】
このプレテンション部材の形成方法では、切断箇所に対応して、仕切型枠と開口用型枠とを配置しておき、コンクリートが硬化した後、開口用型枠を取り外して緊張材を露出させて切断することで、所定長さのプレテンション部材を形成している。
【0009】
【特許文献1】特開平10−58427号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
ところが、前記従来のプレテンション部材の形成方法は、個別に形成された仕切型枠と開口用型枠とをそれぞれ所定の位置に設置する作業に手間がかかるという問題点を有していた。また、コンクリートが硬化した後、緊張材を切断する前に行う開口用型枠の脱型作業と、緊張材を切断した後に行う仕切型枠の脱型作業とを要していたため、作業に手間がかかるという問題点を有していた。
【0011】
また、前記従来のプレテンション部材は、部材の端部まで配設された緊張材により、プレストレス力が導入されているため、部材の端部において割裂ひびわれや割裂破壊が生じるおそれがあった。
【0012】
本発明は、このような問題点を解決するためになされたものであり、安価かつ容易にプレテンション部材を製作することを可能としたプレテンション部材の製造方法およびこのプレテンション部材を利用したコンクリート構造物の構築方法を提供することを課題とする。
【課題を解決するための手段】
【0013】
前記課題を解決するために、請求項1に記載の発明は、マッチキャストによる接合を可能とするような複数のプレテンション部材を同時に製造することを可能としたプレテンション部材の製造方法であって、対向して配置された一対の緊張用アバット間に緊張材を引き渡し、前記緊張用アバットを介して前記緊張材に緊張ひずみを導入する工程と、プレテンション部材の端面の形状に応じて形成された仕切型枠を所定の位置に固定するとともに前記緊張材上の前記仕切型枠の近傍に定着装置を固定する工程と、外型枠内にコンクリートを打設する工程と、前記コンクリートに所定の強度が発現してコンクリート体が形成された後、前記外型枠を脱型するとともに前記緊張材を開放して該コンクリート体に圧縮力を導入する工程と、前記仕切型枠を切断して前記緊張材を切断する工程と、前記仕切型枠を撤去する工程と、を備えることを特徴としている。
【0014】
また、請求項2に記載の発明は、マッチキャストによる接合を可能とするような複数のプレテンション部材を一括して製造するプレテンション部材の製造方法であって、対向して配置された一対の緊張用アバット間に、予め所定の位置に定着装置が固定された緊張材を引き渡し、前記緊張用アバットを介して前記緊張材に緊張ひずみを導入する工程と、プレテンション部材の端面の形状に応じて形成された仕切型枠を所定の位置に固定する工程と、外型枠内にコンクリートを打設する工程と、前記コンクリートに所定の強度が発現してコンクリート体が形成された後、前記外型枠を脱型するとともに前記緊張材を開放して該コンクリート体に圧縮力を導入する工程と、前記仕切型枠を切断して前記緊張材を切断する工程と、前記仕切型枠を撤去する工程と、を備えることを特徴としている。
【0015】
かかるプレテンション部材の製造方法によれば、仕切装置を撤去する前に緊張材を切断するため、脱型の手間が1回ですみ、複数のプレテンション部材の製作を容易に行える。また、製作の手間を容易にすることで、製造コストの削減も可能である。
また、仕切装置の近傍(プレテンション部材の端部近傍)に定着装置を配設することで、プレテンション部材の端部までプレストレスを導入することが可能となるとともに、プレテンション部材の端部における割裂ひびわれや割裂破壊の発生を防止する。
【0016】
また、かかるプレテンション部材の製造方法により製造されたプレテンション部材は、マッチキャストによる接合を可能とするように高品質に製造されているため、プレテンション部材同士の連結を高品質に行うことが可能である。
【0017】
また、前記仕切装置として、前記緊張材の位置に対応して肉厚に形成されたせん断キー部を備えたものを使用してもよい。
【0018】
かかるプレテンション部材の製造方法によれば、仕切装置の肉厚に形成されたせん断キー部により、コアドリルやディスクカッタ等の切断装置により緊張材を切断するためのスペースが確保されているため、切断装置によりプレテンション部材に損傷を与えることが防止されている。
また、仕切装置のせん断キー部により形成された空間を利用して、プレテンション部材同士を接合した際にせん断キーとして機能させれば、接合部のせん断力を伝達することが可能となるため、より優れた構造物を構築することが可能となる。
【0019】
また、前記コンクリートが、セメントと、ポゾラン系反応粒子と、最大骨材粒径が2.5mm以下の骨材と、高性能減水剤と、水と、を混入して得られるセメント系マトリックスに、直径が0.1mm〜0.3mm、長さが10mm〜30mmの形状を有する繊維を容積比で1%〜4%混入して得られる繊維補強コンクリートであってもよい。
【0020】
かかるプレテンション部材の製造方法によれば、繊維を、容積比で0.5%〜6.0%の範囲内での混入することで、高流動で自己充填性能のフレッシュ性状を示すとともに、硬化後は高い引張補強効果を得ることができるため好適である。
なお、繊維には、有機系の繊維や鋼繊維等を使用してもよいし、これらの繊維材料が混合されていてもよい。
【0021】
また、本発明のコンクリート構造物の構築方法は、前記プレテンション部材の製造方法により製造されたプレテンション部材同士を互いに連結するものであって、前記プレテンション部材を現地に搬送する工程と、現地にて前記プレテンション部材の端面に接着剤を塗布し、該端面同士を互いに突き合わせる工程と、前記プレテンション部材同士の突合せ部に配設された連結部材を介して該プレテンション部材同士を連結する工程と、を備えており、前記連結部材により前記プレテンション部材の端面に所定の押圧力を付与することを特徴としている。
【0022】
かかるコンクリート構造物の構築方法によれば、プレテンション部材同士の突合せ部に配設された連結部材により簡易にプレテンション部材同士の連結を行うことが可能である。また、プレテンション部材の端面に押圧力が作用した状態で連結されているため、コンクリート構造物の全長に亘ってプレストレスの連続性が維持されている。
【発明の効果】
【0023】
本発明のプレテンション部材の製造方法によれば、安価かつ容易にプレテンション部材を製作することを可能となる。また、本発明のコンクリート構造物の構築方法によれば、簡易に高品質のコンクリート構造物を構築することが可能となる。
【発明を実施するための最良の形態】
【0024】
本発明の補強方法の好適な実施の形態について、図面を参照して詳細に説明する。なお、以下の説明において、同一要素には同一の符号を用い、重複する説明は省略する。
【0025】
本実施形態では、複数のプレテンション部材を一括して製造するプレテンション部材の製造方法について説明する。
本実施形態では、60mのスパンで建設されたアバットを利用してプレテンション部材を製造するものとし、各プレテンション部材は、架設地点までの運搬可能な形状として、20m以下の長さに形成する(図2参照)。なお、アバットのスパン長は限定されるものではなく、適宜設定することが可能である。また、各プレテンション部材の長さも限定されるものではなく、適宜設定することが可能である。
【0026】
本実施形態に係るプレテンション部材1は、図1に示すように、コンクリート体10と、このコンクリート体10に埋設されて、当該コンクリート体10に圧縮力を導入する複数本の緊張材20,20,…とを備えている。
【0027】
緊張材20の配置や本数は限定されるものではなく、プレテンション部材1の用途や断面形状等に応じて適宜設定することが可能である。なお、本実施形態では、9本の緊張材を配置するものとする。
【0028】
本実施形態では、緊張材20として、鋼製の緊張ケーブルを使用するものとするが、緊張材を構成する材料は限定されるものではなく、例えば炭素繊維やアラミド繊維を使用するなど、適宜公知の材料から選定して採用すればよい。
【0029】
プレテンション部材1の端面近傍には、コンクリート体10の側面に凸状に形成されたブラケット部11が形成されている。
このブラケット部11には、プレテンション部材1同士を連結する際に使用する連結ボルトを挿通するための挿通孔12,12,…が、複数形成されている。
【0030】
また、コンクリート体10の端面(接合面)には、緊張材20,20,…に対応する位置にそれぞれ凹部13,13,…が形成されている。
【0031】
コンクリート体10に埋設された緊張材20には、プレテンション部材1の端面から所定の間隔を有した位置に、それぞれ定着装置21が固定されている。
【0032】
本実施形態に係るプレテンション部材の製造方法は、(1)緊張材設置工程と、(2)緊張ひずみ導入工程と、(3)型枠設置工程と、(4)打設工程と、(5)圧縮力導入工程と、(6)切断工程と、(7)型枠撤去工程と、を備えている。
【0033】
(1)緊張材設置工程
緊張材設置工程は、図2(a)に示すように、所定の間隔をあけて配置された一対の緊張用アバット40,40間に緊張材20,20を引き渡す工程である。このとき、緊張材20には、製造するプレテンション部材1の数に対応して、複数(本実施形態では2つ)の仕切型枠30,30と定着装置21,21,…が挿通されている。
【0034】
仕切型枠30は、図1に示すように、プレテンション部材1の端面の形状を転写した表面形状に形成されており、緊張材20の位置に対応する箇所には前後(プレテンション部材1側)に凸となるように肉厚に形成されたせん断キー部31,31,…と、プレテンション部材1の端面の形状におけるせん断キー部31,31,…以外の部分を覆う仕切部32とを備えて構成されている。なお、せん断キー部31には、緊張材20が挿通される貫通孔が形成されている。
【0035】
仕切型枠を構成する材料は限定されるものではなく、ディスクカッタやコアドリル、金のこ等により切断が可能な材料であれば制限されないが、例えば木製、ゴム製、硬質の発泡スチロール製、プラスチック製等とすることができる。
【0036】
また、仕切部32は、厚さが等しく形成されており、仕切部32により成形されるプレテンション部材1の端面が、接合時に当該端面同士が隙間なく密着するように構成される。
【0037】
(2)緊張ひずみ導入工程
緊張ひずみ導入工程は、図2(a)に示すように、緊張用アバット40,40間に張設された緊張材20に、緊張用アバット40に設置された緊張ジャッキ41,41を使用して緊張ひずみを導入する工程である。
緊張材20に導入される緊張力は限定されるものではなく、適宜設定すればよい。
【0038】
(3)型枠設置工程
型枠設置工程は、図2(b)に示すように、緊張材20が挿通された状態の仕切型枠30,30および定着装置21,21,…を所定の位置に移動固定するとともに、外型枠33を設置する工程である。
【0039】
なお、仕切型枠30を所定の位置に固定した後に、外型枠33を設置してもよいし、外型枠を設置した後に仕切型枠を所定位置に固定してもよい。このとき、仕切型枠30は、プレテンション部材1の長さに応じて所定の間隔をあけて配置される。
【0040】
また、外型枠33には、各仕切型枠30の設置箇所の近傍に、凹部34が形成されており、各プレテンション部材1の端部(接合面近傍)にブラケット部11が形成されるように構成されている。なお、凹部34は必要に応じて形成すればよく、省略することも可能である。
【0041】
定着装置21は、緊張用アバット40(外型枠33)の近傍と、仕切型枠30の近傍とに固定する。仕切型枠30の近傍においては、仕切型枠30を挟んで対向するように一対の定着装置21,21を固定する。
【0042】
なお、緊張ひずみを導入した時の緊張材20の伸張長さを考慮して、仕切型枠30および定着装置21を予め緊張材20に固定しておいてもよい。
また、本実施形態では、仕切型枠30を予め緊張材20に挿通させておくものとしたが、型枠設置工程において、仕切型枠30を固定した後に緊張材を挿通させてもよい。
【0043】
ここで、定着装置21は、緊張材20への緊張ひずみを導入した際に緊張材20が伸張することにより位置が変化するため、緊張ひずみの導入後に移動および固定が可能となるように構成されたものを使用する。
このような定着装置21の構成は、限定されるものではなく、適宜設定することが可能である。
【0044】
例えば、図3(a)に示すように、内径が緊張材20の外径よりも大きく形成されていることにより、緊張材20と定着装置21との間に隙間22が形成されたリング状の定着装置21aが採用可能である。
定着装置21aは、外周面から内周面側(隙間22)に貫通する注入孔23を有しており、緊張材20への固定時には、この注入孔23から隙間22に充填材24を充填することにより固定する。
【0045】
また、図3(b)に示すように、押しつぶすことが可能なリング状の定着装置21bを採用してもよい。この定着装置21bは、例えば軟鋼により形成すればよい。この定着装置は、緊張材20上の所定の位置において当該定着装置21bを押しつぶして塑性変形させることで、緊張材20に固定される。
【0046】
また、図3(c)に示すように、本体部25と楔部26とを備えた定着装置21cを採用してもよい。この定着装置21cによれば、緊張材20上の所定の位置において本体部25と緊張材20との間の隙間に楔部26を挿入することにより緊張材20の所定箇所において定着装置21cを固定することが可能となる。
【0047】
(4)打設工程
打設工程は、外型枠33内にコンクリート14を打設する工程である。
本実施形態では、コンクリート14として、セメントと、ポゾラン系反応粒子と、最大骨材粒径が2.5mm以下の骨材と、高性能減水剤と、水と、を混入して得られるセメント系マトリックスに、直径が0.1mm〜0.3mm、長さが10mm〜30mmの形状を有する繊維を容積比で1%〜4%混入して得られる繊維補強コンクリートを使用する。
ここで、ポゾラン系反応粒子としては、例えばシリカフュームやフライアッシュ、高炉スラグ等が採用可能である。かかる繊維補強コンクリートによれば、硬化後の圧縮強度が150〜200N/mm2、曲げ引張強度が25〜45N/mm2、割裂引張強度が10〜25N/mm2のコンクリート体10が形成される。
【0048】
(5)圧縮力導入工程
圧縮力導入工程は、図2(c)に示すように、コンクリート14を養生し、コンクリート14に所定の強度が発現した後(すなわち、仕切型枠30により分断された複数のコンクリート体10,10,10が形成された後)に行われる工程であって、外型枠33を脱型するとともにアバット40から緊張材20を開放してコンクリート体10,10,10に圧縮力を導入する工程である。
このとき、各コンクリート体10には、緊張材20により、同じ大きさの圧縮力が作用する。
【0049】
(6)切断工程
切断工程は、仕切型枠30を切断して緊張材20を切断する工程である。
緊張材20の切断は、仕切型枠30のせん断キー部31を、コアドリルにより切り進むことにより行う。
【0050】
なお、緊張材20の切断方法(仕切型枠30の切断方法)は限定されるものではなく、例えばディスクカッタにより行う等、適宜公知の手段により行えばよい。
緊張材20が切断されることにより、コンクリート体10毎にコンクリート体10と緊張材20との付着力とともに定着装置21による圧縮力が作用する。
【0051】
(7)型枠撤去工程
型枠撤去工程は、図2(d)に示すように、仕切型枠30を撤去することにより、プレテンション部材1を完成させる工程である。
【0052】
次にプレテンション部材1を利用したコンクリート構造物の構築方法について説明する。
本実施形態に係るコンクリート構造物の構築方法は、前記プレテンション部材の製造方法により製造されたプレテンション部材1同士を互いに突き合わせた状態で連結することにより行うものである。
【0053】
まず、所定の施工箇所にプレテンション部材1を搬送する。このとき、プレテンション部材1の搬送方法は限定されるものではなく、適宜公知の方法の中から選定して行えばよい。
【0054】
次に、図2(e)に示すように、まず、コンクリート体10,10の端面同士を突き合わせる。なお、プレテンション部材1の端面近傍(突合せ部)に形成されたブラケット部11は、隣接する他のプレテンション部材1のブラケット部11と隙間をあけて対向する。このときプレテンション部材1の端面は、マッチキャストによる接合を可能とするように高品質に形成されているため、端面同士が隙間なく密着する。
【0055】
そして、ブラケット部11,11の挿通孔に、連結ボルト(連結部材)50を挿通し、プレテンション部材1,1を連結する。このとき、プレテンション部材1同士の当接面(コンクリート体10の端面)にはアクリル系またはエポキシ系接着剤を塗布しておく。
【0056】
連結ボルト50は、コンクリート体10の端面に所定の押圧力が発生するまで締め付ける。締め付けの方法としては、トルクレンチによりトルクを管理しながら行う方法、電動トルクレンチを用いる方法、単線引きジャッキを用いる方法等、適宜公知の方法の中から選定して採用すればよい。
なお、連結ボルト50としては、鋼製ボルトや高張力ボルト等が採用可能である。また、連結ボルト50に代えてPC鋼線を使用してもよい。
【0057】
ブラケット部11を利用してプレテンション部材1同士を連結することにより、個々のプレテンション部材1が備える緊張材20の有効プレストレス量の連続性が維持される。
なお、隣り合うプレテンション部材1のブラケット部11が隙間をあけて対向しているため、プレテンション部材1(コンクリート体10)の端面同士が確実に密着する。
【0058】
また、プレテンション部材1の端面に形成された凹部13を互いに突き合わせることにより形成された空間15には、空間15と略同形の鋼製部材やコンクリート製部材等を挿入するか、あるいは繊維補強コンクリートや無収縮のモルタル等を充填し、せん断キーとして機能させる。
ここで、プレテンション部材1の端面に形成された凹部13は、当該端面に当接する他のプレテンション部材1の端面の対向する位置に形成された凹部13と同形状に形成されており、せん断キーとして機能する際に、せん断力の伝達性能に差が生じることがないように構成されている。
【0059】
以上、本実施形態に係るプレテンション部材の製造方法によれば、安価にマッチキャストにより製作された従来のプレキャスト部材と同様の品質を有したプレキャスト部材(プレンテンション部材1)を製造し、互いに接合することができるので、プレテンション部材1の製作からプレテンション部材1同士の接合まで、簡易かつ安価に行うことが可能となる。
【0060】
また、プレテンション部材1は、従来のポストテンション部材において必要とされていた接合端部のマッシブな補強が不要なため、長スパンの構造物を構築する場合であっても、構造物の軽量化を図ることができる。
【0061】
また、複数のプレテンション部材1,1,1を同時に製作することが可能なため、プレテンション部材1の製作日数を大幅に短縮することが可能となる。
【0062】
また、定着装置21により、プレテンション部材1の端部においてもプレストレスを導入できる。また、ブラケット11,11に挿通した連結ボルト50(連結部材)を利用してプレテンション部材1同士圧着することにより、プレストレスの連続性が維持される。
【0063】
仕切型枠30のせん断キー部31が、プレテンション部材1,1同士を分割(緊張材20を切断)する際のコアドリルやディスクカッタなどの施工空間を提供するとともに、プレテンション部材1同士の接合後のせん断力を伝達するせん断キーとしての機能をも有している。
【0064】
コンクリート14として、繊維補強コンクリートを採用しているため、鉄筋による補強が不要となり、部材製作にあたり、緊張材の配置が容易となる。また、付着強度が40〜60N/mm2程度あるので、部材端部における緊張材の定着ロスが少なくなる。
また、セメント系マトリックスが緻密で、引張応力に抵抗できるので、エポキシ系接着剤を使用してプレテンション部材同士を接合した際に、相互の引き剥がしに対しても引張抵抗を期待することができる。したがって、接合部における接着剤の塗布を反映した引張抵抗を設計に取り入れることが可能となる。
【0065】
以上、本発明について、好適な実施形態について説明した。しかし、本発明は、前述の各実施形態に限られず、前記の各構成要素については、本発明の趣旨を逸脱しない範囲で、適宜設計変更が可能であることはいうまでもない。
例えば、前記実施形態では、仕切型枠としてせん断キー部を備えるものを使用したが、緊張材の切断が可能であれば、必ずしもせん断キー部を備えている必要はない。
【0066】
また、前記実施形態では、コンクリートとして、繊維補強コンクリートを採用したが、プレテンション部材として必要な強度を発現することが可能であれば、従来のコンクリートを採用してものよく、コンクリートを構成する材料や配合等は、適宜設定することが可能である。
また、前記実施形態では、鉄筋を省略するものとしたが、必要に応じて鉄筋を配筋してもよい。
【0067】
また、プレテンション部材の断面形状は限定されるものではなく、I桁断面や箱型断面等、適宜設定することが可能である。また、プレテンション部材は桁構造として使用してもよいし、床版構造として使用してもよい。また、上下方向にプレテンション部材同士を接合することで塔状構造物として適用してもよい。さらに、上下左右にプレテンション部材を接合することで複合的な構造物を構築してもよい。
また、ブラケットは必要に応じて形成すればよく、省略してもよい。
【図面の簡単な説明】
【0068】
【図1】本発明の好適な実施の形態に係るプレテンション部材の概略を示す斜視図である。
【図2】(a)〜(d)は本発明の好適な実施の形態に係るプレテンション部材の製造方法の各段階を示す平面図であって、(e)はこのプレテンション部材を利用したコンクリート構造物の構築方法を示す平面図である。
【図3】(a)〜(c)は図1に示すプレテンション部材の定着装置の例を示す断面図である。
【符号の説明】
【0069】
1 プレテンション部材
10 コンクリート体
11 ブラケット部
20 緊張材
21 定着装置
30 仕切型枠
31 せん断キー部
32 仕切部
33 外型枠
40 アバット
【特許請求の範囲】
【請求項1】
マッチキャストによる接合を可能とするような複数のプレテンション部材を一括して製造するプレテンション部材の製造方法であって、
対向して配置された一対の緊張用アバット間に緊張材を引き渡し、前記緊張用アバットを介して前記緊張材に緊張ひずみを導入する工程と、
プレテンション部材の端面の形状に応じて形成された仕切型枠を所定の位置に固定するとともに前記緊張材上の前記仕切型枠の近傍に定着装置を固定する工程と、
外型枠内にコンクリートを打設する工程と、
前記コンクリートに所定の強度が発現してコンクリート体が形成された後、前記外型枠を脱型するとともに前記緊張材を開放して該コンクリート体に圧縮力を導入する工程と、
前記仕切型枠を切断して前記緊張材を切断する工程と、
前記仕切型枠を撤去する工程と、
を備えることを特徴とするプレテンション部材の製造方法。
【請求項2】
マッチキャストによる接合を可能とするような複数のプレテンション部材を一括して製造するプレテンション部材の製造方法であって、
対向して配置された一対の緊張用アバット間に、予め所定の位置に定着装置が固定された緊張材を引き渡し、前記緊張用アバットを介して前記緊張材に緊張ひずみを導入する工程と、
プレテンション部材の端面の形状に応じて形成された仕切型枠を所定の位置に固定する工程と、
外型枠内にコンクリートを打設する工程と、
前記コンクリートに所定の強度が発現してコンクリート体が形成された後、前記外型枠を脱型するとともに前記緊張材を開放して該コンクリート体に圧縮力を導入する工程と、
前記仕切型枠を切断して前記緊張材を切断する工程と、
前記仕切型枠を撤去する工程と、
を備えることを特徴とするプレテンション部材の製造方法。
【請求項3】
前記仕切型枠として、前記緊張材の位置に対応して肉厚に形成されたせん断キー部を備えたものを使用することを特徴とする、請求項1または請求項2に記載のプレテンション部材の製造方法。
【請求項4】
前記コンクリートが、セメントと、ポゾラン系反応粒子と、最大骨材粒径が2.5mm以下の骨材と、高性能減水剤と、水と、を混入して得られるセメント系マトリックスに、直径が0.1mm〜0.3mm、長さが10mm〜30mmの形状を有する繊維を容積比で1%〜4%混入して得られる繊維補強コンクリートであることを特徴とする、請求項1乃至請求項3のいずれか1項に記載のプレテンション部材の製造方法。
【請求項5】
請求項1乃至請求項4のいずれか1項に記載のプレテンション部材の製造方法により製造されたプレテンション部材同士を互いに連結するコンクリート構造物の構築方法であって、
前記プレテンション部材を現地に搬送する工程と、
現地にて前記プレテンション部材の端面に接着剤を塗布し、該端面同士を互いに突き合わせる工程と、
前記プレテンション部材同士の突合せ部に配設された連結部材を介して該プレテンション部材同士を連結する工程と、を備えており、
前記連結部材により前記プレテンション部材の端面に所定の押圧力を付与することを特徴とする、コンクリート構造物の構築方法。
【請求項1】
マッチキャストによる接合を可能とするような複数のプレテンション部材を一括して製造するプレテンション部材の製造方法であって、
対向して配置された一対の緊張用アバット間に緊張材を引き渡し、前記緊張用アバットを介して前記緊張材に緊張ひずみを導入する工程と、
プレテンション部材の端面の形状に応じて形成された仕切型枠を所定の位置に固定するとともに前記緊張材上の前記仕切型枠の近傍に定着装置を固定する工程と、
外型枠内にコンクリートを打設する工程と、
前記コンクリートに所定の強度が発現してコンクリート体が形成された後、前記外型枠を脱型するとともに前記緊張材を開放して該コンクリート体に圧縮力を導入する工程と、
前記仕切型枠を切断して前記緊張材を切断する工程と、
前記仕切型枠を撤去する工程と、
を備えることを特徴とするプレテンション部材の製造方法。
【請求項2】
マッチキャストによる接合を可能とするような複数のプレテンション部材を一括して製造するプレテンション部材の製造方法であって、
対向して配置された一対の緊張用アバット間に、予め所定の位置に定着装置が固定された緊張材を引き渡し、前記緊張用アバットを介して前記緊張材に緊張ひずみを導入する工程と、
プレテンション部材の端面の形状に応じて形成された仕切型枠を所定の位置に固定する工程と、
外型枠内にコンクリートを打設する工程と、
前記コンクリートに所定の強度が発現してコンクリート体が形成された後、前記外型枠を脱型するとともに前記緊張材を開放して該コンクリート体に圧縮力を導入する工程と、
前記仕切型枠を切断して前記緊張材を切断する工程と、
前記仕切型枠を撤去する工程と、
を備えることを特徴とするプレテンション部材の製造方法。
【請求項3】
前記仕切型枠として、前記緊張材の位置に対応して肉厚に形成されたせん断キー部を備えたものを使用することを特徴とする、請求項1または請求項2に記載のプレテンション部材の製造方法。
【請求項4】
前記コンクリートが、セメントと、ポゾラン系反応粒子と、最大骨材粒径が2.5mm以下の骨材と、高性能減水剤と、水と、を混入して得られるセメント系マトリックスに、直径が0.1mm〜0.3mm、長さが10mm〜30mmの形状を有する繊維を容積比で1%〜4%混入して得られる繊維補強コンクリートであることを特徴とする、請求項1乃至請求項3のいずれか1項に記載のプレテンション部材の製造方法。
【請求項5】
請求項1乃至請求項4のいずれか1項に記載のプレテンション部材の製造方法により製造されたプレテンション部材同士を互いに連結するコンクリート構造物の構築方法であって、
前記プレテンション部材を現地に搬送する工程と、
現地にて前記プレテンション部材の端面に接着剤を塗布し、該端面同士を互いに突き合わせる工程と、
前記プレテンション部材同士の突合せ部に配設された連結部材を介して該プレテンション部材同士を連結する工程と、を備えており、
前記連結部材により前記プレテンション部材の端面に所定の押圧力を付与することを特徴とする、コンクリート構造物の構築方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−279837(P2009−279837A)
【公開日】平成21年12月3日(2009.12.3)
【国際特許分類】
【出願番号】特願2008−134352(P2008−134352)
【出願日】平成20年5月22日(2008.5.22)
【出願人】(000206211)大成建設株式会社 (1,602)
【Fターム(参考)】
【公開日】平成21年12月3日(2009.12.3)
【国際特許分類】
【出願日】平成20年5月22日(2008.5.22)
【出願人】(000206211)大成建設株式会社 (1,602)
【Fターム(参考)】
[ Back to top ]