
プレテンション部材の製造方法
【課題】プレテンション部材を直列配置で複数個同時に製造する場合において、高品質のプレテンション部材を、材料の無駄を最小限に抑えた上で製造可能とする。
【解決手段】縦方向の各箇所において型枠200内に自己充填型コンクリートCを打設するに当たり、製作ベッド10の両側壁0B、10Cに跨るように設置された縦方向移動用台車212を、縦方向に移動させて各箇所に順次停止させるとともに、この縦方向移動用台車212に設置された横方向移動用台車214を、該箇所において横方向に移動させながら、この横方向移動用台車214に装着されたコンクリートホッパ216内の収容された自己充填型コンクリートCを、該箇所の打設位置に設置された型枠200内に打設する。これにより、自己充填型コンクリートCが、型枠200内における横方向の各位置に略均等に供給されるようにし、そして型枠200内の隅々まで行きわたるようにする。
【解決手段】縦方向の各箇所において型枠200内に自己充填型コンクリートCを打設するに当たり、製作ベッド10の両側壁0B、10Cに跨るように設置された縦方向移動用台車212を、縦方向に移動させて各箇所に順次停止させるとともに、この縦方向移動用台車212に設置された横方向移動用台車214を、該箇所において横方向に移動させながら、この横方向移動用台車214に装着されたコンクリートホッパ216内の収容された自己充填型コンクリートCを、該箇所の打設位置に設置された型枠200内に打設する。これにより、自己充填型コンクリートCが、型枠200内における横方向の各位置に略均等に供給されるようにし、そして型枠200内の隅々まで行きわたるようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明は、プレテンション部材を直列配置で複数個同時に製造する方法に関するものである。
【背景技術】
【0002】
プレテンション部材は、複数本のPC鋼材がコンクリート部材内に配置された構成となっているが、このようなプレテンション部材は、例えば「特許文献1」に記載されているように、直列配置で複数個同時に製造されることが多い。
【0003】
また「特許文献2」の図4には、縦方向に延びる複数本の縦方向PC鋼材と、これら縦方向PC鋼材と交差するようにして横方向に延びる複数本の横方向PC鋼材とが、コンクリート部材内に配置されてなる二方向プレテンション部材を、縦方向の複数箇所で複数個同時に製造する方法が記載されている。
【0004】
なお「特許文献3」には、打設用コンクリートとして流動性に優れた自己充填型コンクリートを用いることが記載されている。
【0005】
【特許文献1】特開平10−58427号公報
【特許文献2】特開2005−47233号公報
【特許文献3】特開平9−194247号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
プレテンション部材を、複数箇所で複数個同時に製造するためには、複数本のPC鋼材を緊張させた状態で、複数箇所の各々においてコンクリートの打設を行う必要がある。
【0007】
この場合において、各プレテンション部材の製造に必要なコンクリートの量は一定であるので、所定量の自己充填型コンクリートをコンクリートホッパに収容した状態で、このコンクリートホッパを複数箇所の各々において適宜移動させて、そのコンクリート吐出口から各箇所の打設位置に設置された型枠内に自己充填型コンクリートを打設するようにすれば、施工効率を高めることが可能である。
【0008】
その際、コンクリートホッパの移動は、一般に天井クレーンに吊り下げられた状態で行われるので、自己充填型コンクリートの打設作業は、天井クレーンを操作する作業員が、コンクリート吐出口からの吐出量が適量になるように目視で判断しながら、型枠内の隅々まで行きわたるように自己充填型コンクリートを供給することにより行われることとなる。
【0009】
しかしながら、このようなコンクリート打設方法では、打設の良し悪しが作業員(あるいは作業指導者)の判断能力に大きく依存することとなるので、出来上がったプレテンション部材の品質が安定しにくい、という問題がある。
【0010】
また、このようなコンクリート打設方法では、自己充填型コンクリートの打設量にバラツキが生じてしまうので、コンクリートホッパに収容すべき自己充填型コンクリートの量を、プレテンション部材1個分(あるいは複数個分)の打設必要量よりもかなり多目に設定しておく必要があり、その余った分が無駄になってしまう、という問題もある。
【0011】
特に、自己充填型コンクリートとして、超高強度繊維補強コンクリート(UFC)を用いるようにした場合には、その鋼繊維の配向性がコンクリート強度に影響を及ぼすこととなるが、従来の天井クレーンを用いたコンクリート打設作業では、鋼繊維の配向性に偏りが生じやすく、このためコンクリート強度にバラツキが生じやすくなってしまうので、これを解決することが望まれる。
【0012】
本願発明は、このような事情に鑑みてなされたものであって、プレテンション部材を直列配置で複数個同時に製造する場合において、高品質のプレテンション部材を、材料の無駄を最小限に抑えた上で製造することができるプレテンション部材の製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0013】
本願発明は、コンクリートホッパの移動方法に工夫を施すことにより、上記目的達成を図るようにしたものである。
【0014】
すなわち、本願発明に係るプレテンション部材の製造方法は、
縦方向および横方向のうちの少なくとも一方に延びる複数本のPC鋼材が、コンクリート部材内に配置されてなるプレテンション部材を、縦方向の複数箇所で複数個同時に製造する方法において、
横方向の鉛直断面形状が略U字形に設定された製作ベッドを用い、この製作ベッドの両側壁間において上記複数個のプレテンション部材を製造するようにし、
その際、上記製作ベッドに沿って縦方向に移動可能な縦方向移動用台車を、上記製作ベッドの両側壁に跨るように設置しておくとともに、この縦方向移動用台車に、横方向に移動可能な横方向移動用台車を設置しておき、さらに、この横方向移動用台車にコンクリートホッパを装着しておき、
上記縦方向移動用台車を縦方向に移動させて上記複数箇所の各々に順次停止させ、これら各箇所において、上記コンクリートホッパに所定量の自己充填型コンクリートを収容した状態で、上記横方向移動用台車を横方向に移動させながら、該箇所の打設位置に設置された型枠内に上記コンクリートホッパ内の自己充填型コンクリートを打設する、ことを特徴とするものである。
【0015】
上記「プレテンション部材」は、縦方向に延びる複数本の縦方向PC鋼材がコンクリート部材内に配置されたものであってもよいし、横方向に延びる複数本の縦方向PC鋼材がコンクリート部材内に配置されたものであってもよいし、あるいは、複数本の縦方向PC鋼材と複数本の横方向PC鋼材とがコンクリート部材内に配置されたものであってもよい。
【0016】
上記「複数本のPC鋼材」の具体的な配置や本数は、特に限定されるものではない。
【0017】
上記「縦方向の複数箇所」の具体的な数は特に限定されるものではない。
【0018】
上記「製作ベッド」は、その横方向の鉛直断面形状が略U字形に設定されたものであれば、その縦方向の鉛直断面形状については特に限定されるものではない。
【0019】
上記「縦方向移動用台車」および「横方向移動用台車」の移動は、自動制御により行うようにしてもよいし、作業員のリモコン操作等により手動で行うようにしてもよい。
【0020】
上記「横方向移動用台車」のコンクリート打設時における横方向の移動は、予め設定された一方向のみの移動であってもよいし、両方向の往復動であってもよい。
【0021】
上記「コンクリートホッパ」は、所定量の自己充填型コンクリートを収容し得るように構成されたものであれば、その具体的な形状や大きさ等は特に限定されるものではない。
【0022】
上記コンクリートホッパに収容する「所定量」の自己充填型コンクリートは、プレテンション部材1個分の自己充填型コンクリートであってもよいし、プレテンション部材複数個分の自己充填型コンクリートであってもよい。
【0023】
上記「自己充填型コンクリート」とは、普通コンクリートに比して流動性の高いコンクリートを意味するものであり、本願発明においてはスランプフローの値が50cm以上のコンクリートを意味するものとする。
【発明の効果】
【0024】
上記構成に示すように、本願発明に係るプレテンション部材の製造方法においては、縦方向および横方向のうちの少なくとも一方に延びる複数本のPC鋼材がコンクリート部材内に配置されてなるプレテンション部材を、横方向の鉛直断面形状が略U字形に設定された製作ベッドの両側壁間における縦方向の複数箇所で複数個同時に製造するようになっているが、その際、製作ベッドに沿って縦方向に移動可能な縦方向移動用台車を、製作ベッドの両側壁に跨るように設置しておくとともに、この縦方向移動用台車に、横方向に移動可能な横方向移動用台車を設置しておき、さらに、この横方向移動用台車にコンクリートホッパを装着しておき、縦方向移動用台車を縦方向に移動させて上記複数箇所の各々に順次停止させ、これら各箇所において、コンクリートホッパに所定量の自己充填型コンクリートを収容した状態で、横方向移動用台車を横方向に移動させながら、該箇所の打設位置に設置された型枠内にコンクリートホッパ内の自己充填型コンクリートを打設するようになっているので、次のような作用効果を得ることができる。
【0025】
すなわち、縦方向の各箇所において型枠内に自己充填型コンクリートを打設するに当たり、製作ベッドの両側壁に跨るように設置された縦方向移動用台車を、この製作ベッドに沿って縦方向に移動させて上記各箇所に順次停止させるようになっているので、コンクリートホッパを縦方向に関して各箇所の打設位置に精度良く位置決めすることができる。
【0026】
また、この縦方向移動用台車に設置された横方向移動用台車を、縦方向の各箇所において横方向に移動させながら、この横方向移動用台車に装着されたコンクリートホッパ内の収容された自己充填型コンクリートを、該箇所の打設位置に設置された型枠内に打設するようになっているので、自己充填型コンクリートを型枠内における横方向の各位置に略均等に供給することができ、これにより自己充填型コンクリートを型枠内の隅々まで行きわたらせることができる。
【0027】
しかも、この打設作業は、従来のように作業員等の判断能力に左右されることなく行われるので、出来上がったプレテンション部材の品質を安定させることができる。また、この打設作業においては、自己充填型コンクリートの打設量にほとんどバラツキが生じないので、コンクリートホッパに収容すべき自己充填型コンクリートの量を、プレテンション部材1個分(あるいは複数個分)の打設必要量よりも僅かに多目に設定しておけば足り、このため無駄な自己充填型コンクリートがほとんど生じないようにすることができる。
【0028】
このように本願発明によれば、プレテンション部材を直列配置で複数個同時に製造する場合において、高品質のプレテンション部材を、材料の無駄を最小限に抑えた上で製造することができる。しかも本願発明によれば、コンクリート打設作業を簡素化することができ、これによりプレテンション部材の製造コスト低減を図ることができる。
【0029】
特に、自己充填型コンクリートとして、超高強度繊維補強コンクリートを用いるようにした場合には、その鋼繊維の配向性がコンクリート強度に影響を及ぼすこととなるが、本願発明においては、コンクリート打設作業が作業員等の判断能力に左右されることなく略均一に行われるので、鋼繊維の配向性に偏りが生じにくく、このため安定した品質のプレテンション部材を製造することが可能となる。
【0030】
上記構成において、縦方向移動用台車に、横方向に移動可能な補助台車を設置しておくとともに、この補助台車に、縦方向に延びるフィニッシャ梁を取り付けておき、自己充填型コンクリートの打設後、フィニッシャ梁を型枠の縦方向両側の上端縁に架け渡すように配置した状態で、補助台車を横方向に移動させることにより、型枠内に打設された自己充填型コンクリートの上面を均すようにすれば、次のような作用効果を得ることができる。
【0031】
すなわち、コンクリート打設時における天端仕上げについては、作業員による手作業で行うことも可能であるが、このようにする代わりに、フィニッシャ梁を補助台車に取り付けてこれを移動させることにより行うようにすれば、天端仕上げを容易にかつ精度良く行うことができ、これによりプレテンション部材の品質を一層向上させることができるとともに、その製造コスト低減を一層推進することができる。
【0032】
このフィニッシャ梁による天端仕上げは、自己充填型コンクリートの打設後であれば、横方向移動用台車の移動とは無関係に補助台車を移動させて行うことが可能であるが、この補助台車の移動を、横方向移動用台車が自己充填型コンクリートの打設を行いながら横方向に移動する際に、コンクリートホッパのコンクリート吐出口よりも移動方向後方側にフィニッシャ梁を配置した状態で、横方向移動用台車と同じ方向へ向けて行うようにすれば、コンクリート吐出口から供給される自己充填型コンクリートを型枠内の隅々まで行きわたらせることが一層容易に可能となる。
【発明を実施するための最良の形態】
【0033】
以下、図面を用いて、本願発明の実施の形態について説明する。
【0034】
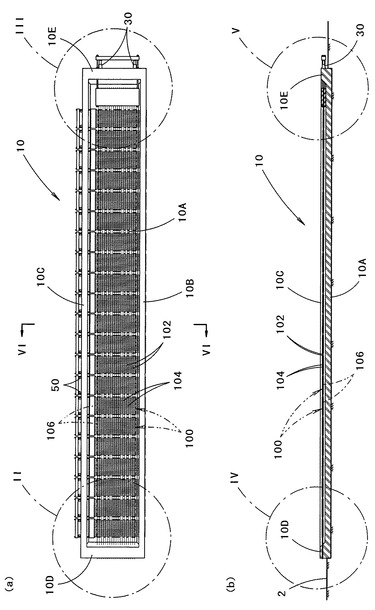
図1は、本願発明の一実施形態に係るプレテンション部材の製造方法に用いられる製作ベッド10を、所定の付属装置が装着された状態で示す図であって、同図(a)が平面図、同図(b)が側断面図である。
【0035】
同図に示すように、この製作ベッド10は、鉄筋コンクリート製であって、平面視において細長矩形状の外形形状を有しており、その縦方向(長尺方向)の長さは100m程度、その横方向の長さは13m程度の値に設定されている。この製作ベッド10は、自碇式の製作ベッドとして構成されており、平坦な地盤2に設置された状態で使用されるようになっている。なお、本実施形態においては、地盤2が軟弱地盤であり、この地盤2に対して所定量(具体的には0.8m程度)沈み込むようにして製作ベッド10が設置されている状態を示している。
【0036】
この製作ベッド10は、底面壁10Aと、この底面壁10Aの横方向の両端縁部において上方へ立ち上がる1対の側壁10B、10Cと、底面壁10Aの縦方向の両端縁部において上方へ立ち上がる1対の端部壁10D、10Eとで構成されており、その縦方向および横方向の鉛直断面形状はいずれも略U字形に設定されている。その際、この製作ベッド10は、その両端部壁10D、10Eと両側壁10B、10Cとが連続的に形成された箱形の製作ベッドとして構成されており、その内側に縦長矩形状の作業用空間が形成されるようになっている。
【0037】
本実施形態において製造の対象となるプレテンション部材100は、縦方向に延びる38本(19本ずつ上下2段)の縦方向PC鋼材102と、これら縦方向PC鋼材と交差するようにして横方向に延びる22本の横方向PC鋼材104とが、コンクリート部材106内に配置されてなる二方向プレテンション部材であって、横長矩形状のコンクリートスラブとして構成されている。そして、本実施形態においては、このプレテンション部材100が、製作ベッド10の作業用空間内における縦方向の21箇所で、21個同時に製造されるようになっている。
【0038】
これら21個のプレテンション部材100を製造する工程において、これら各プレテンション部材100に対して、横方向のプレストレスと縦方向のプレストレスとが導入されるようになっている。これら二方向のプレストレス導入は、次のようにして行われるようになっている。
【0039】
すなわち、一方の側壁10Bに各横方向PC鋼材104の一端部を定着した状態で、他方の側壁10Cに設置した各1対のジャッキ50を用いて、22本の横方向PC鋼材104の緊張および緊張解除を行うことにより、両側壁10B、10C間において打設される各コンクリート部材106に対して、横方向のプレストレスが導入されるようになっている。
【0040】
また、一方の端部壁10Dに、各縦方向PC鋼材102の一端部を定着した状態で、他方の端部壁10Eに設置した各1対のジャッキ30を用いて38本の縦方向PC鋼材102の緊張および緊張解除を行うことにより、両端部壁10D、10E間において打設される21個のコンクリート部材106に対して、縦方向のプレストレスが一括して導入されるようになっている。
【0041】
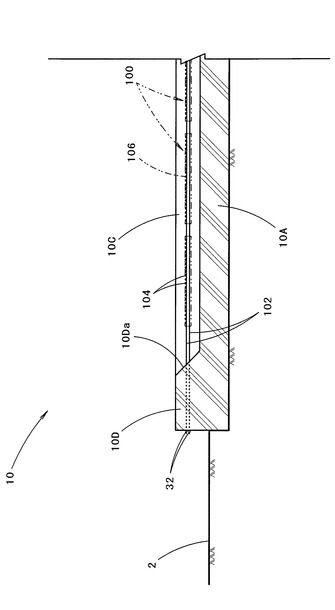
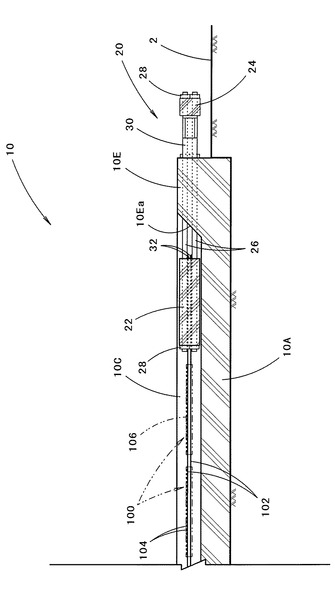
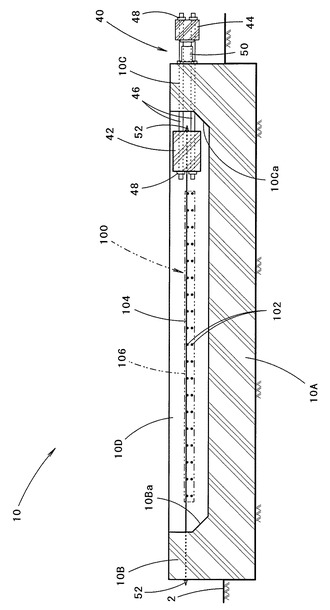
図2、3、4および5は、図1のII部詳細図、III 部詳細図、IV部詳細図およびV部詳細図である。また、図6は、図1のVI-VI 線断面詳細図である。
【0042】
これらの図にも示すように、この製作ベッド10の底面壁10Aは、その壁厚が1.2m程度の値に設定されており、この底面壁10Aの下面は、その全域にわたって平面状に形成されている。
【0043】
そして、この製作ベッド10の各側壁10B、10Cは、その壁厚が1.2m程度の値に設定されており、その高さは、底面壁10Aの下面から2.2m程度の値に設定されている。これら各側壁10B、10Cの内側面には、その下端部に傾斜角45°程度のハンチ部10Ba、10Caが形成されている。
【0044】
また、この製作ベッド10の各端部壁10D、10Eは、その壁厚が該端部壁10D、10Eの上端面において2.2m程度の値に設定されており、その高さは、各側壁10B、10Cの高さと同じ値に設定されている。これら各端部壁10D、10Eの内側面は、傾斜角45°程度の傾斜面10Da、10Eaとして形成されている。
【0045】
その際、一方の端部壁10Dには、38本の縦方向PC鋼材102を挿通させるための38本の挿通孔(図示せず)が、横方向に所定間隔をおいて上下2段配置で縦方向に貫通するようにして形成されている。
【0046】
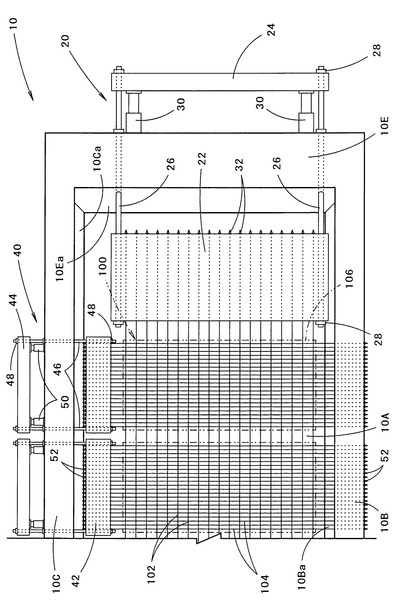
また、他方の端部壁10Eには、プレテンション導入装置20が装着されている。このプレテンション導入装置20は、端部壁10Eの内側近傍に配置された定着用ブロック22と、端部壁10Eの外側近傍に配置された受け梁24と、これら定着用ブロック22、端部壁10Eおよび受け梁24を縦方向に貫通するようにして上下2段で配置され、両端部が定着用ブロック22および受け梁24に各々ナット28で固定された2対のテンションロッド26と、端部壁10Eと受け梁24との間に設置された1対のジャッキ30とを備えた構成となっている。その際、定着用ブロック22には、38本の縦方向PC鋼材102を挿通させるための38本の挿通孔(図示せず)が、横方向に所定間隔をおいて上下2段配置で縦方向に貫通するようにして形成されている。
【0047】
同様に、一方の側壁10Bには、上記21箇所の各々に対応する位置に、22本の横方向PC鋼材104を挿通させるための22本の挿通孔(図示せず)が、縦方向に所定間隔をおいて横方向に貫通するようにして形成されている。
【0048】
また、他方の側壁10Cには、縦方向に等間隔をおいて21箇所にプレテンション導入装置40が装着されている。このプレテンション導入装置40は、側壁10Cの内側近傍に配置された定着用ブロック42と、側壁10Cの外側近傍に配置された受け梁44と、これら定着用ブロック42、側壁10Cおよび受け梁44を横方向に貫通するように配置され、両端部が定着用ブロック42および受け梁44に各々ナット48で固定された2対のテンションロッド46と、側壁10Cと受け梁44との間に設置された1対のジャッキ50とを備えた構成となっている。その際、各定着用ブロック42には、22本の横方向PC鋼材104を挿通させるための22本の挿通孔(図示せず)が、縦方向に所定間隔をおいて横方向に貫通するようにして形成されている。
【0049】
次に、プレテンション部材100の製造工程について説明する。
【0050】
まず、製作ベッド10における縦長の作業用空間の21箇所に、コンクリート部材106の形状に対応する型枠(図示せず)を設置し、38本の縦方向PC鋼材102を上下2段で横方向に等間隔をおいて配置するとともに、各箇所において22本の横方向PC鋼材104を、上段に位置する縦方向PC鋼材102の上方近傍において縦方向に等間隔をおいて配置する。
【0051】
各縦方向PC鋼材102は、その一端部を、一方の端部壁10Dに形成された挿通孔に挿通させた状態で、該端部壁10Dの外面において定着具32で定着するとともに、その他端部を、定着用ブロック22に形成された挿通孔に挿通させた状態で、該定着用ブロック22における縦方向外側の端面において定着具32で定着する。そして、他方の端部壁10Eと受け梁24との間に設置された1対のジャッキ30により、受け梁24を縦方向外側へ移動させ、これに伴い、テンションロッド26を介して定着用ブロック22を縦方向外側へ移動させ、これにより38本の縦方向PC鋼材102を一括して緊張する。
【0052】
一方、各横方向PC鋼材104は、その一端部を、一方の側壁10Bに形成された挿通孔に挿通させた状態で、該側壁10Bの外面において定着具52で定着するとともに、その他端部を、定着用ブロック42に形成された挿通孔に挿通させた状態で、該定着用ブロック42における横方向外側の端面において定着具52で定着する。そして、他方の側壁10Cと受け梁44との間に設置された1対のジャッキ50により、受け梁44を横方向外側へ移動させ、これに伴い、テンションロッド46を介して定着用ブロック42を横方向外側へ移動させ、これにより各プレテンション部材100用の22本の横方向PC鋼材104を一括して緊張する。この作業は、21箇所のプレテンション導入装置40毎に個別に行う。
【0053】
次に、上記21箇所の各々に設置された型枠内にコンクリートを打設し、所定時間養生する。この打設作業は、後述するように自己充填型コンクリートを用いて行う。
【0054】
その後、各プレテンション導入装置40において、その1対のジャッキ50による22本の横方向PC鋼材104の緊張を一括して解除する。その際、この緊張解除による各プレテンション部材100の変位を最小限に抑えるため、この緊張解除は、各プレテンション導入装置40毎に順次少しずつ行うようにする。この緊張解除が完了した後、プレテンション導入装置20において、その1対のジャッキ30による38本の縦方向PC鋼材102の緊張を一括して解除する。
【0055】
最後に、各縦方向PC鋼材102および各横方向PC鋼材104における各型枠からの突出部分を切り落とした後、これら各型枠からプレテンション部材100を取り出す。
【0056】
次に、上記プレテンション部材100の製造工程におけるコンクリート打設工程について説明する。
【0057】
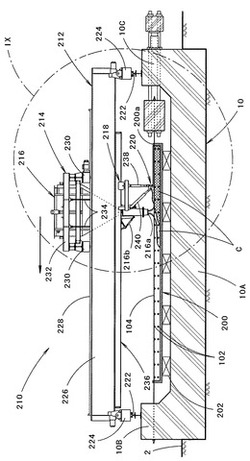
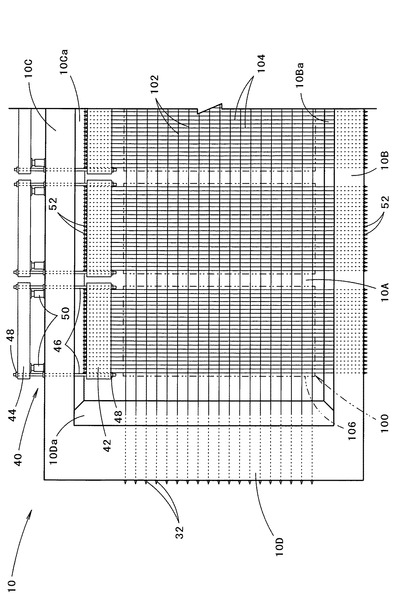
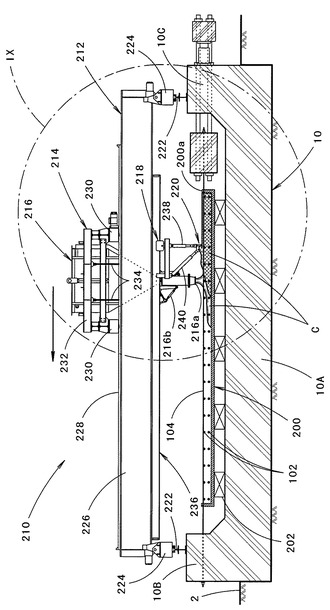
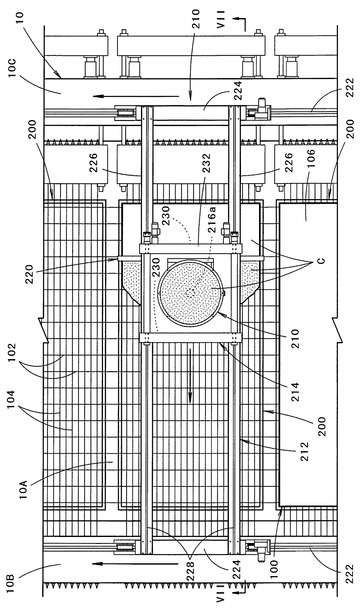
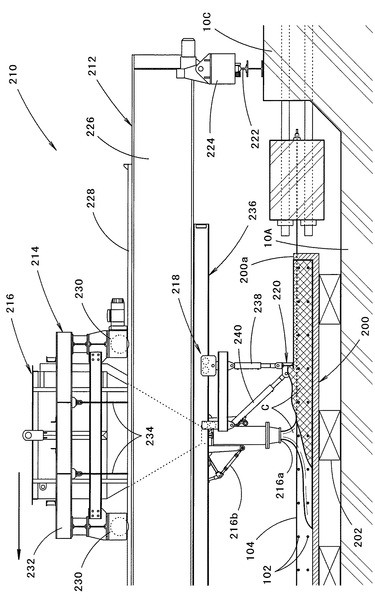
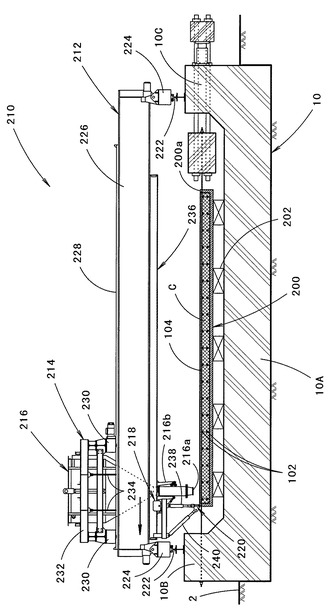
図7は、このコンクリート打設工程を示す、図6と同様の図(正確には図8のVII−VII線断面図)であり、図8は、その平面図である。また、図9は、図7の要部詳細図である。
【0058】
これらの図に示すように、このコンクリート打設工程においては、製作ベッド10に設置された打設装置210を用い、上記21箇所の各々の打設位置に予め設置された型枠200に対して、その型枠200内に自己充填型コンクリートCを打設するようになっている。その際、各型枠200の設置は、製作ベッド10の底面壁10Aの上面に設置された複数の支持部材202を介して行われるようになっている。
【0059】
このコンクリート打設工程における具体的な打設手順について説明する前に、打設装置210の構成について説明する。
【0060】
この打設装置210は、製作ベッド10の両側壁10B、10Cに跨るように設置された縦方向移動用台車212と、この縦方向移動用台車212に設置された横方向移動用台車214と、この横方向移動用台車214に装着されたコンクリートホッパ216と、縦方向移動用台車212に設置された補助台車218と、この補助台車218に取り付けられたフィニッシャ梁220とを備えてなっている。
【0061】
縦方向移動用台車212は、製作ベッド10に沿って縦方向に移動し得るように構成されている。具体的には、この縦方向移動用台車212は、製作ベッド10の両側壁10B、10Cの上面に、H形鋼を介して固定された縦方向に延びる1対のレール222に載置された1対の走行台車224と、これら1対の走行台車224に対して、縦方向に所定間隔をおいて架け渡されたH形鋼からなる1対の横梁226とを備えてなり、両走行台車224を駆動することにより縦方向に移動し得るようになっている。
【0062】
横方向移動用台車214は、縦方向移動用台車212上を横方向に移動し得るように構成されている。具体的には、この横方向移動用台車214は、縦方向移動用台車212の横梁226の上面に固定された横方向に延びる角形鋼管からなる1対のレール228に、横方向に所定間隔をおいて架け渡されるようにして載置された1対の走行台車230と、これら1対の走行台車230の上部に井桁状に組まれた状態で固定されたフレーム構造部232とを備えてなり、側壁10C寄りの走行台車230を駆動することにより横方向に移動し得るようになっている。
【0063】
コンクリートホッパ216は、横方向移動用台車214におけるフレーム構造部232の内部に配置された状態で、このフレーム構造部232に支持されている。その際、このコンクリートホッパ216は、フレーム構造部232に対して複数の吊りワイヤ234を介して吊下げ支持されており、これによりコンクリートホッパ216の下端部に形成されたコンクリート吐出口216aを型枠200の上端縁200aよりもやや上方の所定高さに位置決めするようになっている。
【0064】
このコンクリートホッパ216は、丸バケット状のホッパであって、プレテンション部材1個分の打設必要量(すなわち、各プレテンション部材100のコンクリート部材106を打設形成するのに必要な量)よりもある程度多目の自己充填型コンクリートCを収容し得るように構成されている。そして、このコンクリートホッパ216においては、その開閉機構216bの駆動によりコンクリート吐出口216aから自己充填型コンクリートCを供給するようになっている。
【0065】
補助台車218は、縦方向移動用台車212の下方において横方向に移動し得るように構成されている。具体的には、この補助台車218は、縦方向移動用台車212における1対の横梁226の下面に固定された横方向に延びるI形鋼からなる1対のレール236に懸架されており、横方向移動用台車214の移動と連動して移動する態様と、横方向移動用台車214の移動とは独立して移動する態様とを採り得るようになっている。
【0066】
フィニッシャ梁220は、縦方向に延びるI型鋼からなり、その縦方向2箇所において、2組の鉛直ジャッキ238および斜めジャッキ240を介して補助台車218に吊下げ支持されている。その際、各鉛直ジャッキ238は、鉛直方向に延びるようにして配置された棒状の油圧ジャッキであり、一方、各斜めジャッキ240は、フィニッシャ梁220から側壁10B寄りに斜め上方へ向けて延びる棒状の油圧ジャッキであり、これら2組の鉛直ジャッキ238および斜めジャッキ240により、フィニッシャ梁220の高さ調整および角度調整を行い得るようなっている。
【0067】
なお、このフィニッシャ梁220には、箱形バイブレータ等の振動機(図示せず)が装着されている。また、縦方向移動用台車212および横方向移動用台車214には、作業用通路および外周手摺り(いずれも図示せず)が取り付けられている。
【0068】
次に、このコンクリート打設工程における具体的な打設手順について説明する。
【0069】
まず、図8に示すように、縦方向移動用台車212を、上記21箇所のうちコンクリート打設が完了した箇所から次にコンクリート打設を行うべき箇所まで縦方向(具体的には端部壁10Eから端部壁10Dへ向かう方向)に移動させて、該箇所の打設位置に設置された型枠200における縦方向の中心位置に停止させる。このとき、横方向移動用台車214は、縦方向移動用台車212上における側壁10C寄りの端部位置に待機させておく。また、この横方向移動用台車214に装着されたコンクリートホッパ216に、プレテンション部材1個分の自己充填型コンクリートCを充填しておく。具体的には、各プレテンション部材100のコンクリート部材106の打設形成に必要なコンクリート量は3.8立方メートル程度であり、これよりも僅かに多い4立方メートル程度の自己充填型コンクリートCをコンクリートホッパ216に充填しておく。
【0070】
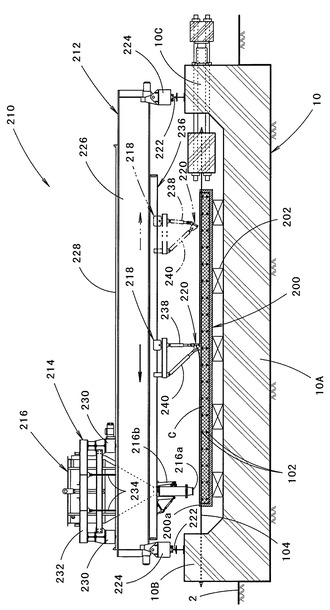
次に、横方向移動用台車214を側壁10Bへ向けて横方向に一定速度で移動させる。このとき、補助台車218も横方向移動用台車214と共に側壁10Bへ向けて横方向に一定速度で移動させる。その際、この補助台車218の移動は、フィニッシャ梁220をコンクリートホッパ216のコンクリート吐出口216aよりも側壁10C側(すなわち移動方向後方側)において型枠200の縦方向両側の上端縁200aに架け渡した状態で行う。
【0071】
そして、このようにして横方向移動用台車214を側壁10Bへ向けて移動させながら、その下方に位置する型枠200内に、コンクリートホッパ216内の自己充填型コンクリートCを打設する。このとき、流動性に優れた自己充填型コンクリートCは、コンクリートホッパ216のコンクリート吐出口216aから型枠200内に供給された後、各縦方向PC鋼材102および各横方向PC鋼材104を覆うようにして型枠200の周壁内側面まで速やかに拡がる。またこのとき、このコンクリート吐出口216aを追い掛けるようにして、フィニッシャ梁220も側壁10Bへ向けて移動するので、このフィニッシャ梁220により、型枠200内に供給された自己充填型コンクリートCにおいて型枠200の上端縁200aよりも上方へ盛り上がった部分が側壁10Bへ向けて押し拡げられ、これにより自己充填型コンクリートCの上面が、型枠200の上端縁200aと略同じ高さになるように均される。
【0072】
そして、図10に示すように、横方向移動用台車214が側壁10B側の端部位置まで移動し、コンクリートホッパ216からの自己充填型コンクリートCの供給も完了するが、補助台車218はそのまま移動を続け、フィニッシャ梁220を型枠200の側壁10B側の端部位置まで導く。そしてこれにより、自己充填型コンクリートCの上面をその全面にわたって均すとともに、自己充填型コンクリートCを型枠200内の隅々まで完全に行きわたらせる。
【0073】
その後、図11に示すように、横方向移動用台車214を側壁10B側の端部位置に停止させたままの状態で、補助台車218を側壁10C側の端部位置まで逆方向に移動させ、再度これを側壁10B側の端部位置まで移動させる。そしてこれにより、補助台車218と共に移動するフィニッシャ梁220により自己充填型コンクリートCの上面をもう一度均し、その天端仕上げの精度を高めるようにする。なお、同図において2点鎖線で示すように、補助台車218を逆方向に移動させる際、鉛直ジャッキ238および斜めジャッキ240を作動させて、フィニッシャ梁220を幾分上方へ移動させ、自己充填型コンクリートCとの干渉回避を図るようにする。
【0074】
以上詳述したように、本実施形態においては、箱形の製作ベッド10を用いて38本の縦方向PC鋼材102と22本の横方向PC鋼材104とがコンクリート部材106内に配置されてなるプレテンション部材100を、縦方向の21箇所で21個同時に製造するようになっているが、その際、製作ベッド10に沿って縦方向に移動可能な縦方向移動用台車212を、製作ベッド10の両側壁10B、10Cに跨るように設置しておくとともに、この縦方向移動用台車212に、横方向に移動可能な横方向移動用台車214を設置しておき、さらに、この横方向移動用台車214にコンクリートホッパ216を装着しておき、縦方向移動用台車212を縦方向に移動させて上記21箇所の各々に順次停止させ、これら各箇所において、コンクリートホッパ216にプレテンション部材1個分の自己充填型コンクリートCを収容した状態で、横方向移動用台車214を横方向に移動させながら、該箇所の打設位置に設置された型枠200内にコンクリートホッパ216内の自己充填型コンクリートCを打設するようになっているので、次のような作用効果を得ることができる。
【0075】
すなわち、縦方向の各箇所において型枠200内に自己充填型コンクリートCを打設するに当たり、製作ベッド10の両側壁0B、10Cに跨るように設置された縦方向移動用台車212を、この製作ベッド10に沿って縦方向に移動させて上記各箇所に順次停止させるようになっているので、コンクリートホッパ216を縦方向に関して各箇所の打設位置に精度良く位置決めすることができる。
【0076】
また、この縦方向移動用台車212に設置された横方向移動用台車214を、縦方向の各箇所において横方向に移動させながら、この横方向移動用台車214に装着されたコンクリートホッパ216内の収容された自己充填型コンクリートCを、該箇所の打設位置に設置された型枠200内に打設するようになっているので、自己充填型コンクリートCを型枠200内における横方向の各位置に略均等に供給することができ、これにより自己充填型コンクリートCを型枠200内の隅々まで行きわたらせることができる。
【0077】
しかも、この打設作業は、従来のように作業員等の判断能力に左右されることなく行われるので、出来上がったプレテンション部材の品質を安定させることができる。また、この打設作業においては、自己充填型コンクリートCの打設量にほとんどバラツキが生じないので、コンクリートホッパ216に収容すべき自己充填型コンクリートCの量を、プレテンション部材1個分の打設必要量よりも僅かに多目に設定しておけば足り、このため無駄な自己充填型コンクリートCがほとんど生じないようにすることができる。
【0078】
このように本実施形態によれば、プレテンション部材100を直列配置で複数個同時に製造する場合において、高品質のプレテンション部材100を、材料の無駄を最小限に抑えた上で製造することができる。しかも本願発明によれば、コンクリート打設作業を簡素化することができ、これによりプレテンション部材100の製造コスト低減を図ることができる。
【0079】
特に、自己充填型コンクリートCとして、超高強度繊維補強コンクリートを用いるようにした場合には、その鋼繊維の配向性がコンクリート強度に影響を及ぼすこととなるが、本実施形態においては、コンクリート打設作業が作業員等の判断能力に左右されることなく略均一に行われるので、鋼繊維の配向性に偏りが生じにくく、このため安定した品質のプレテンション部材100を製造することが可能となる。
【0080】
さらに本実施形態においては、縦方向移動用台車212に、横方向に移動可能な補助台車218を設置しておくとともに、この補助台車218に、縦方向に延びるフィニッシャ梁220を取り付けておき、自己充填型コンクリートCの打設後、フィニッシャ梁220を型枠200の縦方向両側の上端縁200aに架け渡すように配置した状態で、補助台車218を横方向に移動させることにより、型枠200内に打設された自己充填型コンクリートCの上面を均すようになっているので、コンクリート打設時における天端仕上げを、作業員による手作業で行うようにした場合に比して容易にかつ精度良く行うことができ、これによりプレテンション部材100の品質を一層向上させることができるとともに、その製造コスト低減を一層推進することができる。
【0081】
しかも本実施形態においては、横方向移動用台車214が自己充填型コンクリートCの打設を行いながら横方向に移動する際に、これと同じ方向へ向けて補助台車218を移動させるようになっており、その際、この補助台車218に取り付けられたフィニッシャ梁220をコンクリートホッパ216のコンクリート吐出口216aよりも移動方向後方側に配置しておくようになっているので、そのコンクリート吐出口216aから供給される自己充填型コンクリートCを型枠200内の隅々まで行きわたらせることが一層容易に可能となる。さらに本実施形態においては、自己充填型コンクリートCの打設完了後も、補助台車218を移動させて、フィニッシャ梁220による自己充填型コンクリートCの上面の均しを、繰り返して行うようになっているので、天端仕上げ精度を高めることができる。
【0082】
なお、上記実施形態においては、フィニッシャ梁220による自己充填型コンクリートCの上面の均しを1回だけ繰り返すものとして説明したが、2回以上繰り返すようにしてもよく、このようにすることにより天端仕上げ精度をさらに高めることができる。
【0083】
また、上記実施形態において、補助台車218が側壁10B側の端部位置へ向けて移動する際、フィニッシャ梁220を該フィニッシャ梁220に装着された振動機により振動させるようにしてもよく、このようにすればフィニッシャ梁220による均し効果をより一層高めることができる。
【0084】
さらに、上記実施形態においては、縦方向の各箇所におけるコンクリート打設を、コンクリートホッパ216にプレテンション部材1個分の自己充填型コンクリートCを収容した状態で、横方向移動用台車214を横方向に移動させながら、コンクリートホッパ216内の収容された自己充填型コンクリートCを型枠200内に打設することにより行うものとして説明したが、このようにする代わりに、コンクリートホッパ216を大容量ホッパで構成し、このコンクリートホッパ216にプレテンション部材複数個分の自己充填型コンクリートCを収容した状態で、横方向移動用台車214を横方向に移動させながら、コンクリートホッパ216内の収容された自己充填型コンクリートCのうちの一部を型枠200内に打設し、残りの自己充填型コンクリートCを次の箇所(あるいはさらにその次の箇所)におけるコンクリート打設に用いるようにすることも可能である。その際、コンクリートホッパ216の開閉機構216bを、横方向移動用台車214の移動と連動させて適宜開閉制御するようにすれば、自己充填型コンクリートCの打設量を適正な量に調節することが可能である。
【0085】
ところで、上記実施形態においては、コンクリート打設時に横方向移動用台車214が側壁10Bへ向けて移動するものとして説明したが、このようにする代わりに、側壁10Cへ向けて移動する構成とすることももちろん可能である。あるいは、このようにする代わりに、ある箇所では、側壁10B側へ移動しながらコンクリート打設を行い、次の箇所では、側壁10C側へ移動しながらコンクリート打設を行うようにすることも可能である。
【0086】
また、上記実施形態においては、フィニッシャ梁220による自己充填型コンクリートCの上面の均しが、該フィニッシャ梁220の一方向の移動により行われるものとして説明したが、フィニッシャ梁220の補助台車218への取付構造を適宜工夫することにより、フィニッシャ梁220がいずれの方向へ移動する際にも、該フィニッシャ梁220による均しが行われるようにすることが可能である。
【0087】
なお、上記実施形態においては、その製造対象となるプレテンション部材100が横長矩形状のコンクリートスラブであるものとして説明したが、これ以外の形状を有する部材である場合においても、上記実施形態の製造方法を採用することにより上記実施形態の場合と同様の作用効果を得ることができる。
【0088】
また、上記実施形態においては、その製造対象となるプレテンション部材100が二方向プレテンション部材である場合について説明したが、一方向にのみPC鋼材が配置されたプレテンション部材である場合においても、上記実施形態の製造方法を採用することにより上記実施形態の場合と同様の作用効果を得ることができる。
【0089】
さらに、上記実施形態においては、製作ベッド10として箱形の製作ベッドを用いているが、縦方向移動用台車212を設置し得るように横方向の鉛直断面形状が略U字形に設定されたものであれば、箱形以外の形状を有する製作ベッドを用いることも可能である。
【0090】
なお、上記実施形態において諸元として示した数値は一例にすぎず、これらを適宜異なる値に設定してもよいことはもちろんである。
【図面の簡単な説明】
【0091】
【図1】本願発明の一実施形態に係るプレテンション部材の製造方法に用いられる製作ベッドを、所定の付属装置が装着された状態で示す図であって、同図(a)が平面図、同図(b)が側断面図
【図2】図1のII部詳細図
【図3】図1のIII 部詳細図
【図4】図1のIV部詳細図
【図5】図1のV部詳細図
【図6】図1のVI-VI 線断面詳細図
【図7】上記プレテンション部材の製造方法におけるコンクリート打設工程を示す、図6と同様の図(正確には図8のVII−VII線断面図)
【図8】上記コンクリート打設工程を示す平面図
【図9】図7の要部詳細図
【図10】上記コンクリート打設工程(その2)を示す、図7と同様の図
【図11】上記コンクリート打設工程(その3)を示す、図7と同様の図
【符号の説明】
【0092】
2 地盤
10 製作ベッド
10A 底面壁
10B、10C 側壁
10Ba、10Ca ハンチ部
10D、10E 端部壁
10Da、10Ea 傾斜面
20、40 プレテンション導入装置
22、42 定着用ブロック
24、44 受け梁
26、46 テンションロッド
28、48 ナット
30、50 ジャッキ
32、52 定着具
100 プレテンション部材
102 縦方向PC鋼材
104 横方向PC鋼材
106 コンクリート部材
200 型枠
200a 上端縁
202 支持部材
210 打設装置
212 縦方向移動用台車
214 横方向移動用台車
216 コンクリートホッパ
216a コンクリート吐出口
216b 開閉機構
218 補助台車
220 フィニッシャ梁
222、228、236 レール
224、230 走行台車
226 横梁
232 フレーム構造部
234 吊りワイヤ
238 鉛直ジャッキ
240 斜めジャッキ
C 自己充填型コンクリート
【技術分野】
【0001】
本願発明は、プレテンション部材を直列配置で複数個同時に製造する方法に関するものである。
【背景技術】
【0002】
プレテンション部材は、複数本のPC鋼材がコンクリート部材内に配置された構成となっているが、このようなプレテンション部材は、例えば「特許文献1」に記載されているように、直列配置で複数個同時に製造されることが多い。
【0003】
また「特許文献2」の図4には、縦方向に延びる複数本の縦方向PC鋼材と、これら縦方向PC鋼材と交差するようにして横方向に延びる複数本の横方向PC鋼材とが、コンクリート部材内に配置されてなる二方向プレテンション部材を、縦方向の複数箇所で複数個同時に製造する方法が記載されている。
【0004】
なお「特許文献3」には、打設用コンクリートとして流動性に優れた自己充填型コンクリートを用いることが記載されている。
【0005】
【特許文献1】特開平10−58427号公報
【特許文献2】特開2005−47233号公報
【特許文献3】特開平9−194247号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
プレテンション部材を、複数箇所で複数個同時に製造するためには、複数本のPC鋼材を緊張させた状態で、複数箇所の各々においてコンクリートの打設を行う必要がある。
【0007】
この場合において、各プレテンション部材の製造に必要なコンクリートの量は一定であるので、所定量の自己充填型コンクリートをコンクリートホッパに収容した状態で、このコンクリートホッパを複数箇所の各々において適宜移動させて、そのコンクリート吐出口から各箇所の打設位置に設置された型枠内に自己充填型コンクリートを打設するようにすれば、施工効率を高めることが可能である。
【0008】
その際、コンクリートホッパの移動は、一般に天井クレーンに吊り下げられた状態で行われるので、自己充填型コンクリートの打設作業は、天井クレーンを操作する作業員が、コンクリート吐出口からの吐出量が適量になるように目視で判断しながら、型枠内の隅々まで行きわたるように自己充填型コンクリートを供給することにより行われることとなる。
【0009】
しかしながら、このようなコンクリート打設方法では、打設の良し悪しが作業員(あるいは作業指導者)の判断能力に大きく依存することとなるので、出来上がったプレテンション部材の品質が安定しにくい、という問題がある。
【0010】
また、このようなコンクリート打設方法では、自己充填型コンクリートの打設量にバラツキが生じてしまうので、コンクリートホッパに収容すべき自己充填型コンクリートの量を、プレテンション部材1個分(あるいは複数個分)の打設必要量よりもかなり多目に設定しておく必要があり、その余った分が無駄になってしまう、という問題もある。
【0011】
特に、自己充填型コンクリートとして、超高強度繊維補強コンクリート(UFC)を用いるようにした場合には、その鋼繊維の配向性がコンクリート強度に影響を及ぼすこととなるが、従来の天井クレーンを用いたコンクリート打設作業では、鋼繊維の配向性に偏りが生じやすく、このためコンクリート強度にバラツキが生じやすくなってしまうので、これを解決することが望まれる。
【0012】
本願発明は、このような事情に鑑みてなされたものであって、プレテンション部材を直列配置で複数個同時に製造する場合において、高品質のプレテンション部材を、材料の無駄を最小限に抑えた上で製造することができるプレテンション部材の製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0013】
本願発明は、コンクリートホッパの移動方法に工夫を施すことにより、上記目的達成を図るようにしたものである。
【0014】
すなわち、本願発明に係るプレテンション部材の製造方法は、
縦方向および横方向のうちの少なくとも一方に延びる複数本のPC鋼材が、コンクリート部材内に配置されてなるプレテンション部材を、縦方向の複数箇所で複数個同時に製造する方法において、
横方向の鉛直断面形状が略U字形に設定された製作ベッドを用い、この製作ベッドの両側壁間において上記複数個のプレテンション部材を製造するようにし、
その際、上記製作ベッドに沿って縦方向に移動可能な縦方向移動用台車を、上記製作ベッドの両側壁に跨るように設置しておくとともに、この縦方向移動用台車に、横方向に移動可能な横方向移動用台車を設置しておき、さらに、この横方向移動用台車にコンクリートホッパを装着しておき、
上記縦方向移動用台車を縦方向に移動させて上記複数箇所の各々に順次停止させ、これら各箇所において、上記コンクリートホッパに所定量の自己充填型コンクリートを収容した状態で、上記横方向移動用台車を横方向に移動させながら、該箇所の打設位置に設置された型枠内に上記コンクリートホッパ内の自己充填型コンクリートを打設する、ことを特徴とするものである。
【0015】
上記「プレテンション部材」は、縦方向に延びる複数本の縦方向PC鋼材がコンクリート部材内に配置されたものであってもよいし、横方向に延びる複数本の縦方向PC鋼材がコンクリート部材内に配置されたものであってもよいし、あるいは、複数本の縦方向PC鋼材と複数本の横方向PC鋼材とがコンクリート部材内に配置されたものであってもよい。
【0016】
上記「複数本のPC鋼材」の具体的な配置や本数は、特に限定されるものではない。
【0017】
上記「縦方向の複数箇所」の具体的な数は特に限定されるものではない。
【0018】
上記「製作ベッド」は、その横方向の鉛直断面形状が略U字形に設定されたものであれば、その縦方向の鉛直断面形状については特に限定されるものではない。
【0019】
上記「縦方向移動用台車」および「横方向移動用台車」の移動は、自動制御により行うようにしてもよいし、作業員のリモコン操作等により手動で行うようにしてもよい。
【0020】
上記「横方向移動用台車」のコンクリート打設時における横方向の移動は、予め設定された一方向のみの移動であってもよいし、両方向の往復動であってもよい。
【0021】
上記「コンクリートホッパ」は、所定量の自己充填型コンクリートを収容し得るように構成されたものであれば、その具体的な形状や大きさ等は特に限定されるものではない。
【0022】
上記コンクリートホッパに収容する「所定量」の自己充填型コンクリートは、プレテンション部材1個分の自己充填型コンクリートであってもよいし、プレテンション部材複数個分の自己充填型コンクリートであってもよい。
【0023】
上記「自己充填型コンクリート」とは、普通コンクリートに比して流動性の高いコンクリートを意味するものであり、本願発明においてはスランプフローの値が50cm以上のコンクリートを意味するものとする。
【発明の効果】
【0024】
上記構成に示すように、本願発明に係るプレテンション部材の製造方法においては、縦方向および横方向のうちの少なくとも一方に延びる複数本のPC鋼材がコンクリート部材内に配置されてなるプレテンション部材を、横方向の鉛直断面形状が略U字形に設定された製作ベッドの両側壁間における縦方向の複数箇所で複数個同時に製造するようになっているが、その際、製作ベッドに沿って縦方向に移動可能な縦方向移動用台車を、製作ベッドの両側壁に跨るように設置しておくとともに、この縦方向移動用台車に、横方向に移動可能な横方向移動用台車を設置しておき、さらに、この横方向移動用台車にコンクリートホッパを装着しておき、縦方向移動用台車を縦方向に移動させて上記複数箇所の各々に順次停止させ、これら各箇所において、コンクリートホッパに所定量の自己充填型コンクリートを収容した状態で、横方向移動用台車を横方向に移動させながら、該箇所の打設位置に設置された型枠内にコンクリートホッパ内の自己充填型コンクリートを打設するようになっているので、次のような作用効果を得ることができる。
【0025】
すなわち、縦方向の各箇所において型枠内に自己充填型コンクリートを打設するに当たり、製作ベッドの両側壁に跨るように設置された縦方向移動用台車を、この製作ベッドに沿って縦方向に移動させて上記各箇所に順次停止させるようになっているので、コンクリートホッパを縦方向に関して各箇所の打設位置に精度良く位置決めすることができる。
【0026】
また、この縦方向移動用台車に設置された横方向移動用台車を、縦方向の各箇所において横方向に移動させながら、この横方向移動用台車に装着されたコンクリートホッパ内の収容された自己充填型コンクリートを、該箇所の打設位置に設置された型枠内に打設するようになっているので、自己充填型コンクリートを型枠内における横方向の各位置に略均等に供給することができ、これにより自己充填型コンクリートを型枠内の隅々まで行きわたらせることができる。
【0027】
しかも、この打設作業は、従来のように作業員等の判断能力に左右されることなく行われるので、出来上がったプレテンション部材の品質を安定させることができる。また、この打設作業においては、自己充填型コンクリートの打設量にほとんどバラツキが生じないので、コンクリートホッパに収容すべき自己充填型コンクリートの量を、プレテンション部材1個分(あるいは複数個分)の打設必要量よりも僅かに多目に設定しておけば足り、このため無駄な自己充填型コンクリートがほとんど生じないようにすることができる。
【0028】
このように本願発明によれば、プレテンション部材を直列配置で複数個同時に製造する場合において、高品質のプレテンション部材を、材料の無駄を最小限に抑えた上で製造することができる。しかも本願発明によれば、コンクリート打設作業を簡素化することができ、これによりプレテンション部材の製造コスト低減を図ることができる。
【0029】
特に、自己充填型コンクリートとして、超高強度繊維補強コンクリートを用いるようにした場合には、その鋼繊維の配向性がコンクリート強度に影響を及ぼすこととなるが、本願発明においては、コンクリート打設作業が作業員等の判断能力に左右されることなく略均一に行われるので、鋼繊維の配向性に偏りが生じにくく、このため安定した品質のプレテンション部材を製造することが可能となる。
【0030】
上記構成において、縦方向移動用台車に、横方向に移動可能な補助台車を設置しておくとともに、この補助台車に、縦方向に延びるフィニッシャ梁を取り付けておき、自己充填型コンクリートの打設後、フィニッシャ梁を型枠の縦方向両側の上端縁に架け渡すように配置した状態で、補助台車を横方向に移動させることにより、型枠内に打設された自己充填型コンクリートの上面を均すようにすれば、次のような作用効果を得ることができる。
【0031】
すなわち、コンクリート打設時における天端仕上げについては、作業員による手作業で行うことも可能であるが、このようにする代わりに、フィニッシャ梁を補助台車に取り付けてこれを移動させることにより行うようにすれば、天端仕上げを容易にかつ精度良く行うことができ、これによりプレテンション部材の品質を一層向上させることができるとともに、その製造コスト低減を一層推進することができる。
【0032】
このフィニッシャ梁による天端仕上げは、自己充填型コンクリートの打設後であれば、横方向移動用台車の移動とは無関係に補助台車を移動させて行うことが可能であるが、この補助台車の移動を、横方向移動用台車が自己充填型コンクリートの打設を行いながら横方向に移動する際に、コンクリートホッパのコンクリート吐出口よりも移動方向後方側にフィニッシャ梁を配置した状態で、横方向移動用台車と同じ方向へ向けて行うようにすれば、コンクリート吐出口から供給される自己充填型コンクリートを型枠内の隅々まで行きわたらせることが一層容易に可能となる。
【発明を実施するための最良の形態】
【0033】
以下、図面を用いて、本願発明の実施の形態について説明する。
【0034】
図1は、本願発明の一実施形態に係るプレテンション部材の製造方法に用いられる製作ベッド10を、所定の付属装置が装着された状態で示す図であって、同図(a)が平面図、同図(b)が側断面図である。
【0035】
同図に示すように、この製作ベッド10は、鉄筋コンクリート製であって、平面視において細長矩形状の外形形状を有しており、その縦方向(長尺方向)の長さは100m程度、その横方向の長さは13m程度の値に設定されている。この製作ベッド10は、自碇式の製作ベッドとして構成されており、平坦な地盤2に設置された状態で使用されるようになっている。なお、本実施形態においては、地盤2が軟弱地盤であり、この地盤2に対して所定量(具体的には0.8m程度)沈み込むようにして製作ベッド10が設置されている状態を示している。
【0036】
この製作ベッド10は、底面壁10Aと、この底面壁10Aの横方向の両端縁部において上方へ立ち上がる1対の側壁10B、10Cと、底面壁10Aの縦方向の両端縁部において上方へ立ち上がる1対の端部壁10D、10Eとで構成されており、その縦方向および横方向の鉛直断面形状はいずれも略U字形に設定されている。その際、この製作ベッド10は、その両端部壁10D、10Eと両側壁10B、10Cとが連続的に形成された箱形の製作ベッドとして構成されており、その内側に縦長矩形状の作業用空間が形成されるようになっている。
【0037】
本実施形態において製造の対象となるプレテンション部材100は、縦方向に延びる38本(19本ずつ上下2段)の縦方向PC鋼材102と、これら縦方向PC鋼材と交差するようにして横方向に延びる22本の横方向PC鋼材104とが、コンクリート部材106内に配置されてなる二方向プレテンション部材であって、横長矩形状のコンクリートスラブとして構成されている。そして、本実施形態においては、このプレテンション部材100が、製作ベッド10の作業用空間内における縦方向の21箇所で、21個同時に製造されるようになっている。
【0038】
これら21個のプレテンション部材100を製造する工程において、これら各プレテンション部材100に対して、横方向のプレストレスと縦方向のプレストレスとが導入されるようになっている。これら二方向のプレストレス導入は、次のようにして行われるようになっている。
【0039】
すなわち、一方の側壁10Bに各横方向PC鋼材104の一端部を定着した状態で、他方の側壁10Cに設置した各1対のジャッキ50を用いて、22本の横方向PC鋼材104の緊張および緊張解除を行うことにより、両側壁10B、10C間において打設される各コンクリート部材106に対して、横方向のプレストレスが導入されるようになっている。
【0040】
また、一方の端部壁10Dに、各縦方向PC鋼材102の一端部を定着した状態で、他方の端部壁10Eに設置した各1対のジャッキ30を用いて38本の縦方向PC鋼材102の緊張および緊張解除を行うことにより、両端部壁10D、10E間において打設される21個のコンクリート部材106に対して、縦方向のプレストレスが一括して導入されるようになっている。
【0041】
図2、3、4および5は、図1のII部詳細図、III 部詳細図、IV部詳細図およびV部詳細図である。また、図6は、図1のVI-VI 線断面詳細図である。
【0042】
これらの図にも示すように、この製作ベッド10の底面壁10Aは、その壁厚が1.2m程度の値に設定されており、この底面壁10Aの下面は、その全域にわたって平面状に形成されている。
【0043】
そして、この製作ベッド10の各側壁10B、10Cは、その壁厚が1.2m程度の値に設定されており、その高さは、底面壁10Aの下面から2.2m程度の値に設定されている。これら各側壁10B、10Cの内側面には、その下端部に傾斜角45°程度のハンチ部10Ba、10Caが形成されている。
【0044】
また、この製作ベッド10の各端部壁10D、10Eは、その壁厚が該端部壁10D、10Eの上端面において2.2m程度の値に設定されており、その高さは、各側壁10B、10Cの高さと同じ値に設定されている。これら各端部壁10D、10Eの内側面は、傾斜角45°程度の傾斜面10Da、10Eaとして形成されている。
【0045】
その際、一方の端部壁10Dには、38本の縦方向PC鋼材102を挿通させるための38本の挿通孔(図示せず)が、横方向に所定間隔をおいて上下2段配置で縦方向に貫通するようにして形成されている。
【0046】
また、他方の端部壁10Eには、プレテンション導入装置20が装着されている。このプレテンション導入装置20は、端部壁10Eの内側近傍に配置された定着用ブロック22と、端部壁10Eの外側近傍に配置された受け梁24と、これら定着用ブロック22、端部壁10Eおよび受け梁24を縦方向に貫通するようにして上下2段で配置され、両端部が定着用ブロック22および受け梁24に各々ナット28で固定された2対のテンションロッド26と、端部壁10Eと受け梁24との間に設置された1対のジャッキ30とを備えた構成となっている。その際、定着用ブロック22には、38本の縦方向PC鋼材102を挿通させるための38本の挿通孔(図示せず)が、横方向に所定間隔をおいて上下2段配置で縦方向に貫通するようにして形成されている。
【0047】
同様に、一方の側壁10Bには、上記21箇所の各々に対応する位置に、22本の横方向PC鋼材104を挿通させるための22本の挿通孔(図示せず)が、縦方向に所定間隔をおいて横方向に貫通するようにして形成されている。
【0048】
また、他方の側壁10Cには、縦方向に等間隔をおいて21箇所にプレテンション導入装置40が装着されている。このプレテンション導入装置40は、側壁10Cの内側近傍に配置された定着用ブロック42と、側壁10Cの外側近傍に配置された受け梁44と、これら定着用ブロック42、側壁10Cおよび受け梁44を横方向に貫通するように配置され、両端部が定着用ブロック42および受け梁44に各々ナット48で固定された2対のテンションロッド46と、側壁10Cと受け梁44との間に設置された1対のジャッキ50とを備えた構成となっている。その際、各定着用ブロック42には、22本の横方向PC鋼材104を挿通させるための22本の挿通孔(図示せず)が、縦方向に所定間隔をおいて横方向に貫通するようにして形成されている。
【0049】
次に、プレテンション部材100の製造工程について説明する。
【0050】
まず、製作ベッド10における縦長の作業用空間の21箇所に、コンクリート部材106の形状に対応する型枠(図示せず)を設置し、38本の縦方向PC鋼材102を上下2段で横方向に等間隔をおいて配置するとともに、各箇所において22本の横方向PC鋼材104を、上段に位置する縦方向PC鋼材102の上方近傍において縦方向に等間隔をおいて配置する。
【0051】
各縦方向PC鋼材102は、その一端部を、一方の端部壁10Dに形成された挿通孔に挿通させた状態で、該端部壁10Dの外面において定着具32で定着するとともに、その他端部を、定着用ブロック22に形成された挿通孔に挿通させた状態で、該定着用ブロック22における縦方向外側の端面において定着具32で定着する。そして、他方の端部壁10Eと受け梁24との間に設置された1対のジャッキ30により、受け梁24を縦方向外側へ移動させ、これに伴い、テンションロッド26を介して定着用ブロック22を縦方向外側へ移動させ、これにより38本の縦方向PC鋼材102を一括して緊張する。
【0052】
一方、各横方向PC鋼材104は、その一端部を、一方の側壁10Bに形成された挿通孔に挿通させた状態で、該側壁10Bの外面において定着具52で定着するとともに、その他端部を、定着用ブロック42に形成された挿通孔に挿通させた状態で、該定着用ブロック42における横方向外側の端面において定着具52で定着する。そして、他方の側壁10Cと受け梁44との間に設置された1対のジャッキ50により、受け梁44を横方向外側へ移動させ、これに伴い、テンションロッド46を介して定着用ブロック42を横方向外側へ移動させ、これにより各プレテンション部材100用の22本の横方向PC鋼材104を一括して緊張する。この作業は、21箇所のプレテンション導入装置40毎に個別に行う。
【0053】
次に、上記21箇所の各々に設置された型枠内にコンクリートを打設し、所定時間養生する。この打設作業は、後述するように自己充填型コンクリートを用いて行う。
【0054】
その後、各プレテンション導入装置40において、その1対のジャッキ50による22本の横方向PC鋼材104の緊張を一括して解除する。その際、この緊張解除による各プレテンション部材100の変位を最小限に抑えるため、この緊張解除は、各プレテンション導入装置40毎に順次少しずつ行うようにする。この緊張解除が完了した後、プレテンション導入装置20において、その1対のジャッキ30による38本の縦方向PC鋼材102の緊張を一括して解除する。
【0055】
最後に、各縦方向PC鋼材102および各横方向PC鋼材104における各型枠からの突出部分を切り落とした後、これら各型枠からプレテンション部材100を取り出す。
【0056】
次に、上記プレテンション部材100の製造工程におけるコンクリート打設工程について説明する。
【0057】
図7は、このコンクリート打設工程を示す、図6と同様の図(正確には図8のVII−VII線断面図)であり、図8は、その平面図である。また、図9は、図7の要部詳細図である。
【0058】
これらの図に示すように、このコンクリート打設工程においては、製作ベッド10に設置された打設装置210を用い、上記21箇所の各々の打設位置に予め設置された型枠200に対して、その型枠200内に自己充填型コンクリートCを打設するようになっている。その際、各型枠200の設置は、製作ベッド10の底面壁10Aの上面に設置された複数の支持部材202を介して行われるようになっている。
【0059】
このコンクリート打設工程における具体的な打設手順について説明する前に、打設装置210の構成について説明する。
【0060】
この打設装置210は、製作ベッド10の両側壁10B、10Cに跨るように設置された縦方向移動用台車212と、この縦方向移動用台車212に設置された横方向移動用台車214と、この横方向移動用台車214に装着されたコンクリートホッパ216と、縦方向移動用台車212に設置された補助台車218と、この補助台車218に取り付けられたフィニッシャ梁220とを備えてなっている。
【0061】
縦方向移動用台車212は、製作ベッド10に沿って縦方向に移動し得るように構成されている。具体的には、この縦方向移動用台車212は、製作ベッド10の両側壁10B、10Cの上面に、H形鋼を介して固定された縦方向に延びる1対のレール222に載置された1対の走行台車224と、これら1対の走行台車224に対して、縦方向に所定間隔をおいて架け渡されたH形鋼からなる1対の横梁226とを備えてなり、両走行台車224を駆動することにより縦方向に移動し得るようになっている。
【0062】
横方向移動用台車214は、縦方向移動用台車212上を横方向に移動し得るように構成されている。具体的には、この横方向移動用台車214は、縦方向移動用台車212の横梁226の上面に固定された横方向に延びる角形鋼管からなる1対のレール228に、横方向に所定間隔をおいて架け渡されるようにして載置された1対の走行台車230と、これら1対の走行台車230の上部に井桁状に組まれた状態で固定されたフレーム構造部232とを備えてなり、側壁10C寄りの走行台車230を駆動することにより横方向に移動し得るようになっている。
【0063】
コンクリートホッパ216は、横方向移動用台車214におけるフレーム構造部232の内部に配置された状態で、このフレーム構造部232に支持されている。その際、このコンクリートホッパ216は、フレーム構造部232に対して複数の吊りワイヤ234を介して吊下げ支持されており、これによりコンクリートホッパ216の下端部に形成されたコンクリート吐出口216aを型枠200の上端縁200aよりもやや上方の所定高さに位置決めするようになっている。
【0064】
このコンクリートホッパ216は、丸バケット状のホッパであって、プレテンション部材1個分の打設必要量(すなわち、各プレテンション部材100のコンクリート部材106を打設形成するのに必要な量)よりもある程度多目の自己充填型コンクリートCを収容し得るように構成されている。そして、このコンクリートホッパ216においては、その開閉機構216bの駆動によりコンクリート吐出口216aから自己充填型コンクリートCを供給するようになっている。
【0065】
補助台車218は、縦方向移動用台車212の下方において横方向に移動し得るように構成されている。具体的には、この補助台車218は、縦方向移動用台車212における1対の横梁226の下面に固定された横方向に延びるI形鋼からなる1対のレール236に懸架されており、横方向移動用台車214の移動と連動して移動する態様と、横方向移動用台車214の移動とは独立して移動する態様とを採り得るようになっている。
【0066】
フィニッシャ梁220は、縦方向に延びるI型鋼からなり、その縦方向2箇所において、2組の鉛直ジャッキ238および斜めジャッキ240を介して補助台車218に吊下げ支持されている。その際、各鉛直ジャッキ238は、鉛直方向に延びるようにして配置された棒状の油圧ジャッキであり、一方、各斜めジャッキ240は、フィニッシャ梁220から側壁10B寄りに斜め上方へ向けて延びる棒状の油圧ジャッキであり、これら2組の鉛直ジャッキ238および斜めジャッキ240により、フィニッシャ梁220の高さ調整および角度調整を行い得るようなっている。
【0067】
なお、このフィニッシャ梁220には、箱形バイブレータ等の振動機(図示せず)が装着されている。また、縦方向移動用台車212および横方向移動用台車214には、作業用通路および外周手摺り(いずれも図示せず)が取り付けられている。
【0068】
次に、このコンクリート打設工程における具体的な打設手順について説明する。
【0069】
まず、図8に示すように、縦方向移動用台車212を、上記21箇所のうちコンクリート打設が完了した箇所から次にコンクリート打設を行うべき箇所まで縦方向(具体的には端部壁10Eから端部壁10Dへ向かう方向)に移動させて、該箇所の打設位置に設置された型枠200における縦方向の中心位置に停止させる。このとき、横方向移動用台車214は、縦方向移動用台車212上における側壁10C寄りの端部位置に待機させておく。また、この横方向移動用台車214に装着されたコンクリートホッパ216に、プレテンション部材1個分の自己充填型コンクリートCを充填しておく。具体的には、各プレテンション部材100のコンクリート部材106の打設形成に必要なコンクリート量は3.8立方メートル程度であり、これよりも僅かに多い4立方メートル程度の自己充填型コンクリートCをコンクリートホッパ216に充填しておく。
【0070】
次に、横方向移動用台車214を側壁10Bへ向けて横方向に一定速度で移動させる。このとき、補助台車218も横方向移動用台車214と共に側壁10Bへ向けて横方向に一定速度で移動させる。その際、この補助台車218の移動は、フィニッシャ梁220をコンクリートホッパ216のコンクリート吐出口216aよりも側壁10C側(すなわち移動方向後方側)において型枠200の縦方向両側の上端縁200aに架け渡した状態で行う。
【0071】
そして、このようにして横方向移動用台車214を側壁10Bへ向けて移動させながら、その下方に位置する型枠200内に、コンクリートホッパ216内の自己充填型コンクリートCを打設する。このとき、流動性に優れた自己充填型コンクリートCは、コンクリートホッパ216のコンクリート吐出口216aから型枠200内に供給された後、各縦方向PC鋼材102および各横方向PC鋼材104を覆うようにして型枠200の周壁内側面まで速やかに拡がる。またこのとき、このコンクリート吐出口216aを追い掛けるようにして、フィニッシャ梁220も側壁10Bへ向けて移動するので、このフィニッシャ梁220により、型枠200内に供給された自己充填型コンクリートCにおいて型枠200の上端縁200aよりも上方へ盛り上がった部分が側壁10Bへ向けて押し拡げられ、これにより自己充填型コンクリートCの上面が、型枠200の上端縁200aと略同じ高さになるように均される。
【0072】
そして、図10に示すように、横方向移動用台車214が側壁10B側の端部位置まで移動し、コンクリートホッパ216からの自己充填型コンクリートCの供給も完了するが、補助台車218はそのまま移動を続け、フィニッシャ梁220を型枠200の側壁10B側の端部位置まで導く。そしてこれにより、自己充填型コンクリートCの上面をその全面にわたって均すとともに、自己充填型コンクリートCを型枠200内の隅々まで完全に行きわたらせる。
【0073】
その後、図11に示すように、横方向移動用台車214を側壁10B側の端部位置に停止させたままの状態で、補助台車218を側壁10C側の端部位置まで逆方向に移動させ、再度これを側壁10B側の端部位置まで移動させる。そしてこれにより、補助台車218と共に移動するフィニッシャ梁220により自己充填型コンクリートCの上面をもう一度均し、その天端仕上げの精度を高めるようにする。なお、同図において2点鎖線で示すように、補助台車218を逆方向に移動させる際、鉛直ジャッキ238および斜めジャッキ240を作動させて、フィニッシャ梁220を幾分上方へ移動させ、自己充填型コンクリートCとの干渉回避を図るようにする。
【0074】
以上詳述したように、本実施形態においては、箱形の製作ベッド10を用いて38本の縦方向PC鋼材102と22本の横方向PC鋼材104とがコンクリート部材106内に配置されてなるプレテンション部材100を、縦方向の21箇所で21個同時に製造するようになっているが、その際、製作ベッド10に沿って縦方向に移動可能な縦方向移動用台車212を、製作ベッド10の両側壁10B、10Cに跨るように設置しておくとともに、この縦方向移動用台車212に、横方向に移動可能な横方向移動用台車214を設置しておき、さらに、この横方向移動用台車214にコンクリートホッパ216を装着しておき、縦方向移動用台車212を縦方向に移動させて上記21箇所の各々に順次停止させ、これら各箇所において、コンクリートホッパ216にプレテンション部材1個分の自己充填型コンクリートCを収容した状態で、横方向移動用台車214を横方向に移動させながら、該箇所の打設位置に設置された型枠200内にコンクリートホッパ216内の自己充填型コンクリートCを打設するようになっているので、次のような作用効果を得ることができる。
【0075】
すなわち、縦方向の各箇所において型枠200内に自己充填型コンクリートCを打設するに当たり、製作ベッド10の両側壁0B、10Cに跨るように設置された縦方向移動用台車212を、この製作ベッド10に沿って縦方向に移動させて上記各箇所に順次停止させるようになっているので、コンクリートホッパ216を縦方向に関して各箇所の打設位置に精度良く位置決めすることができる。
【0076】
また、この縦方向移動用台車212に設置された横方向移動用台車214を、縦方向の各箇所において横方向に移動させながら、この横方向移動用台車214に装着されたコンクリートホッパ216内の収容された自己充填型コンクリートCを、該箇所の打設位置に設置された型枠200内に打設するようになっているので、自己充填型コンクリートCを型枠200内における横方向の各位置に略均等に供給することができ、これにより自己充填型コンクリートCを型枠200内の隅々まで行きわたらせることができる。
【0077】
しかも、この打設作業は、従来のように作業員等の判断能力に左右されることなく行われるので、出来上がったプレテンション部材の品質を安定させることができる。また、この打設作業においては、自己充填型コンクリートCの打設量にほとんどバラツキが生じないので、コンクリートホッパ216に収容すべき自己充填型コンクリートCの量を、プレテンション部材1個分の打設必要量よりも僅かに多目に設定しておけば足り、このため無駄な自己充填型コンクリートCがほとんど生じないようにすることができる。
【0078】
このように本実施形態によれば、プレテンション部材100を直列配置で複数個同時に製造する場合において、高品質のプレテンション部材100を、材料の無駄を最小限に抑えた上で製造することができる。しかも本願発明によれば、コンクリート打設作業を簡素化することができ、これによりプレテンション部材100の製造コスト低減を図ることができる。
【0079】
特に、自己充填型コンクリートCとして、超高強度繊維補強コンクリートを用いるようにした場合には、その鋼繊維の配向性がコンクリート強度に影響を及ぼすこととなるが、本実施形態においては、コンクリート打設作業が作業員等の判断能力に左右されることなく略均一に行われるので、鋼繊維の配向性に偏りが生じにくく、このため安定した品質のプレテンション部材100を製造することが可能となる。
【0080】
さらに本実施形態においては、縦方向移動用台車212に、横方向に移動可能な補助台車218を設置しておくとともに、この補助台車218に、縦方向に延びるフィニッシャ梁220を取り付けておき、自己充填型コンクリートCの打設後、フィニッシャ梁220を型枠200の縦方向両側の上端縁200aに架け渡すように配置した状態で、補助台車218を横方向に移動させることにより、型枠200内に打設された自己充填型コンクリートCの上面を均すようになっているので、コンクリート打設時における天端仕上げを、作業員による手作業で行うようにした場合に比して容易にかつ精度良く行うことができ、これによりプレテンション部材100の品質を一層向上させることができるとともに、その製造コスト低減を一層推進することができる。
【0081】
しかも本実施形態においては、横方向移動用台車214が自己充填型コンクリートCの打設を行いながら横方向に移動する際に、これと同じ方向へ向けて補助台車218を移動させるようになっており、その際、この補助台車218に取り付けられたフィニッシャ梁220をコンクリートホッパ216のコンクリート吐出口216aよりも移動方向後方側に配置しておくようになっているので、そのコンクリート吐出口216aから供給される自己充填型コンクリートCを型枠200内の隅々まで行きわたらせることが一層容易に可能となる。さらに本実施形態においては、自己充填型コンクリートCの打設完了後も、補助台車218を移動させて、フィニッシャ梁220による自己充填型コンクリートCの上面の均しを、繰り返して行うようになっているので、天端仕上げ精度を高めることができる。
【0082】
なお、上記実施形態においては、フィニッシャ梁220による自己充填型コンクリートCの上面の均しを1回だけ繰り返すものとして説明したが、2回以上繰り返すようにしてもよく、このようにすることにより天端仕上げ精度をさらに高めることができる。
【0083】
また、上記実施形態において、補助台車218が側壁10B側の端部位置へ向けて移動する際、フィニッシャ梁220を該フィニッシャ梁220に装着された振動機により振動させるようにしてもよく、このようにすればフィニッシャ梁220による均し効果をより一層高めることができる。
【0084】
さらに、上記実施形態においては、縦方向の各箇所におけるコンクリート打設を、コンクリートホッパ216にプレテンション部材1個分の自己充填型コンクリートCを収容した状態で、横方向移動用台車214を横方向に移動させながら、コンクリートホッパ216内の収容された自己充填型コンクリートCを型枠200内に打設することにより行うものとして説明したが、このようにする代わりに、コンクリートホッパ216を大容量ホッパで構成し、このコンクリートホッパ216にプレテンション部材複数個分の自己充填型コンクリートCを収容した状態で、横方向移動用台車214を横方向に移動させながら、コンクリートホッパ216内の収容された自己充填型コンクリートCのうちの一部を型枠200内に打設し、残りの自己充填型コンクリートCを次の箇所(あるいはさらにその次の箇所)におけるコンクリート打設に用いるようにすることも可能である。その際、コンクリートホッパ216の開閉機構216bを、横方向移動用台車214の移動と連動させて適宜開閉制御するようにすれば、自己充填型コンクリートCの打設量を適正な量に調節することが可能である。
【0085】
ところで、上記実施形態においては、コンクリート打設時に横方向移動用台車214が側壁10Bへ向けて移動するものとして説明したが、このようにする代わりに、側壁10Cへ向けて移動する構成とすることももちろん可能である。あるいは、このようにする代わりに、ある箇所では、側壁10B側へ移動しながらコンクリート打設を行い、次の箇所では、側壁10C側へ移動しながらコンクリート打設を行うようにすることも可能である。
【0086】
また、上記実施形態においては、フィニッシャ梁220による自己充填型コンクリートCの上面の均しが、該フィニッシャ梁220の一方向の移動により行われるものとして説明したが、フィニッシャ梁220の補助台車218への取付構造を適宜工夫することにより、フィニッシャ梁220がいずれの方向へ移動する際にも、該フィニッシャ梁220による均しが行われるようにすることが可能である。
【0087】
なお、上記実施形態においては、その製造対象となるプレテンション部材100が横長矩形状のコンクリートスラブであるものとして説明したが、これ以外の形状を有する部材である場合においても、上記実施形態の製造方法を採用することにより上記実施形態の場合と同様の作用効果を得ることができる。
【0088】
また、上記実施形態においては、その製造対象となるプレテンション部材100が二方向プレテンション部材である場合について説明したが、一方向にのみPC鋼材が配置されたプレテンション部材である場合においても、上記実施形態の製造方法を採用することにより上記実施形態の場合と同様の作用効果を得ることができる。
【0089】
さらに、上記実施形態においては、製作ベッド10として箱形の製作ベッドを用いているが、縦方向移動用台車212を設置し得るように横方向の鉛直断面形状が略U字形に設定されたものであれば、箱形以外の形状を有する製作ベッドを用いることも可能である。
【0090】
なお、上記実施形態において諸元として示した数値は一例にすぎず、これらを適宜異なる値に設定してもよいことはもちろんである。
【図面の簡単な説明】
【0091】
【図1】本願発明の一実施形態に係るプレテンション部材の製造方法に用いられる製作ベッドを、所定の付属装置が装着された状態で示す図であって、同図(a)が平面図、同図(b)が側断面図
【図2】図1のII部詳細図
【図3】図1のIII 部詳細図
【図4】図1のIV部詳細図
【図5】図1のV部詳細図
【図6】図1のVI-VI 線断面詳細図
【図7】上記プレテンション部材の製造方法におけるコンクリート打設工程を示す、図6と同様の図(正確には図8のVII−VII線断面図)
【図8】上記コンクリート打設工程を示す平面図
【図9】図7の要部詳細図
【図10】上記コンクリート打設工程(その2)を示す、図7と同様の図
【図11】上記コンクリート打設工程(その3)を示す、図7と同様の図
【符号の説明】
【0092】
2 地盤
10 製作ベッド
10A 底面壁
10B、10C 側壁
10Ba、10Ca ハンチ部
10D、10E 端部壁
10Da、10Ea 傾斜面
20、40 プレテンション導入装置
22、42 定着用ブロック
24、44 受け梁
26、46 テンションロッド
28、48 ナット
30、50 ジャッキ
32、52 定着具
100 プレテンション部材
102 縦方向PC鋼材
104 横方向PC鋼材
106 コンクリート部材
200 型枠
200a 上端縁
202 支持部材
210 打設装置
212 縦方向移動用台車
214 横方向移動用台車
216 コンクリートホッパ
216a コンクリート吐出口
216b 開閉機構
218 補助台車
220 フィニッシャ梁
222、228、236 レール
224、230 走行台車
226 横梁
232 フレーム構造部
234 吊りワイヤ
238 鉛直ジャッキ
240 斜めジャッキ
C 自己充填型コンクリート
【特許請求の範囲】
【請求項1】
縦方向および横方向のうちの少なくとも一方に延びる複数本のPC鋼材が、コンクリート部材内に配置されてなるプレテンション部材を、縦方向の複数箇所で複数個同時に製造する方法において、
横方向の鉛直断面形状が略U字形に設定された製作ベッドを用い、この製作ベッドの両側壁間において上記複数個のプレテンション部材を製造するようにし、
その際、上記製作ベッドに沿って縦方向に移動可能な縦方向移動用台車を、上記製作ベッドの両側壁に跨るように設置しておくとともに、この縦方向移動用台車に、横方向に移動可能な横方向移動用台車を設置しておき、さらに、この横方向移動用台車にコンクリートホッパを装着しておき、
上記縦方向移動用台車を縦方向に移動させて上記複数箇所の各々に順次停止させ、これら各箇所において、上記コンクリートホッパに所定量の自己充填型コンクリートを収容した状態で、上記横方向移動用台車を横方向に移動させながら、該箇所の打設位置に設置された型枠内に上記コンクリートホッパ内の自己充填型コンクリートを打設する、ことを特徴とするプレテンション部材の製造方法。
【請求項2】
上記縦方向移動用台車に、横方向に移動可能な補助台車を設置しておくとともに、この補助台車に、縦方向に延びるフィニッシャ梁を取り付けておき、
上記自己充填型コンクリートの打設後、上記フィニッシャ梁を上記型枠の縦方向両側の上端縁に架け渡すように配置した状態で、上記補助台車を横方向に移動させることにより、上記型枠内に打設された自己充填型コンクリートの上面を均す、ことを特徴とする請求項1記載のプレテンション部材の製造方法。
【請求項3】
上記補助台車の移動を、上記横方向移動用台車が自己充填型コンクリートの打設を行いながら横方向に移動する際に、上記コンクリートホッパのコンクリート吐出口よりも移動方向後方側に上記フィニッシャ梁を配置した状態で、上記横方向移動用台車と同じ方向へ向けて行う、ことを特徴とする請求項2記載のプレテンション部材の製造方法。
【請求項1】
縦方向および横方向のうちの少なくとも一方に延びる複数本のPC鋼材が、コンクリート部材内に配置されてなるプレテンション部材を、縦方向の複数箇所で複数個同時に製造する方法において、
横方向の鉛直断面形状が略U字形に設定された製作ベッドを用い、この製作ベッドの両側壁間において上記複数個のプレテンション部材を製造するようにし、
その際、上記製作ベッドに沿って縦方向に移動可能な縦方向移動用台車を、上記製作ベッドの両側壁に跨るように設置しておくとともに、この縦方向移動用台車に、横方向に移動可能な横方向移動用台車を設置しておき、さらに、この横方向移動用台車にコンクリートホッパを装着しておき、
上記縦方向移動用台車を縦方向に移動させて上記複数箇所の各々に順次停止させ、これら各箇所において、上記コンクリートホッパに所定量の自己充填型コンクリートを収容した状態で、上記横方向移動用台車を横方向に移動させながら、該箇所の打設位置に設置された型枠内に上記コンクリートホッパ内の自己充填型コンクリートを打設する、ことを特徴とするプレテンション部材の製造方法。
【請求項2】
上記縦方向移動用台車に、横方向に移動可能な補助台車を設置しておくとともに、この補助台車に、縦方向に延びるフィニッシャ梁を取り付けておき、
上記自己充填型コンクリートの打設後、上記フィニッシャ梁を上記型枠の縦方向両側の上端縁に架け渡すように配置した状態で、上記補助台車を横方向に移動させることにより、上記型枠内に打設された自己充填型コンクリートの上面を均す、ことを特徴とする請求項1記載のプレテンション部材の製造方法。
【請求項3】
上記補助台車の移動を、上記横方向移動用台車が自己充填型コンクリートの打設を行いながら横方向に移動する際に、上記コンクリートホッパのコンクリート吐出口よりも移動方向後方側に上記フィニッシャ梁を配置した状態で、上記横方向移動用台車と同じ方向へ向けて行う、ことを特徴とする請求項2記載のプレテンション部材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2007−245508(P2007−245508A)
【公開日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願番号】特願2006−71420(P2006−71420)
【出願日】平成18年3月15日(2006.3.15)
【出願人】(000001373)鹿島建設株式会社 (1,387)
【出願人】(000174943)三井住友建設株式会社 (346)
【Fターム(参考)】
【公開日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願日】平成18年3月15日(2006.3.15)
【出願人】(000001373)鹿島建設株式会社 (1,387)
【出願人】(000174943)三井住友建設株式会社 (346)
【Fターム(参考)】
[ Back to top ]