
プレート一体型ガスケット
【課題】互いに積層される複数のプレート1,2に設けられるシール部材3の装着に必要な幅を小さくし、かつ生産性の向上を図ることの可能なプレート一体型ガスケットを提供する。
【解決手段】一方のプレート1と他方のプレート2が互いに積層されると共に、一方のプレート1の外周面1aが他方のプレート2に形成された段差面21aに嵌合又は遊嵌され、ゴム状弾性を有する弾性材料からなるシール部材3が、一方のプレート1及び他方のプレート2の双方に跨って一体に成形されると共に、一方のプレート1と他方のプレート2の間に形成されたシール固定溝4に充填された被固定部31を有する。
【解決手段】一方のプレート1と他方のプレート2が互いに積層されると共に、一方のプレート1の外周面1aが他方のプレート2に形成された段差面21aに嵌合又は遊嵌され、ゴム状弾性を有する弾性材料からなるシール部材3が、一方のプレート1及び他方のプレート2の双方に跨って一体に成形されると共に、一方のプレート1と他方のプレート2の間に形成されたシール固定溝4に充填された被固定部31を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば燃料電池のように、複数のプレートを積層させてその間の流路をシールする構造体に用いられ、ゴム状弾性を有する弾性材料からなるシール部材が、プレートに一体化されたプレート一体型ガスケットに関する。
【背景技術】
【0002】
図23は、従来の技術によるプレート一体型ガスケットとして、ゴム状弾性を有する弾性材料からなるシール部材が、燃料電池のセパレータに一体化された燃料電池用ガスケットの一例を示すものである。
【0003】
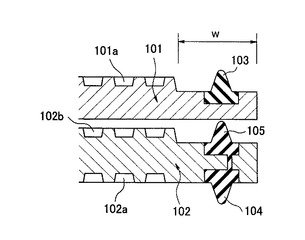
この燃料電池用ガスケットにおいて、参照符号101,102はそれぞれカーボン等の導電性材料からなる板状のセパレータである。このうち図23における上側の第一セパレータ101の上面には、例えば燃料ガス(水素ガス)及び酸化剤ガス(空気)のうち一方を供給するための流路用溝101aが形成されると共に、この流路用溝101aを流通するガスをシールするためのシール部材103が一体に接合されている。また、図23における下側に積層される第二セパレータ102の下面には、例えば燃料ガス(水素ガス)及び酸化剤ガス(空気)のうち他方を供給するための流路用溝102aが形成されると共に、この流路用溝102aを流通するガスをシールするためのシール部材104が一体に接合され、第一セパレータ101の下面と重合される第二セパレータ102の上面には、例えば冷却水などの流体を流通させるための流路用溝102bが形成されると共に、この流路用溝102bを流通する流体シールするためのシール部材105が一体に接合されている(例えば下記の特許文献1参照)。
【0004】
すなわち、この種の燃料電池用ガスケットは、組み付け性の向上を図るために、セパレータ101,102に、シール部材103〜105を一体化したものであるが、セパレータ101側のシール部材103と第二セパレータ102側のシール部材104,105を別々に成形しなければならず、その分、生産性が低かった。
【0005】
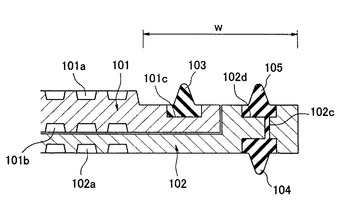
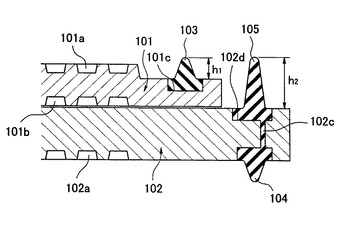
また、図24及び図25は、従来の技術によるプレート一体型ガスケットとして、セパレータにゴム状弾性を有する弾性材料からなるシール部材を一体化した燃料電池用ガスケットの他の例を示すものである。
【0006】
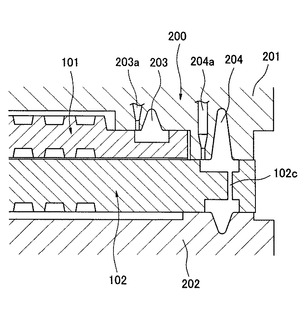
すなわち、図24あるいは図25に示す従来例の場合は、第一セパレータ101よりも第二セパレータ102の外周寸法を大きくすることによって、第一セパレータ101側のシール部材103と第二セパレータ102側のシール部材104,105を互いにずれた位置に設けると共に、第二セパレータ102に設けた連通孔102cを介してシール部材104,105が互いに連続した構造としているため、例えば図26に示すように、第一セパレータ101と第二セパレータ102を積層した状態で上型201及び下型202からなる金型200にセットすることによって、1回の成形工程でセパレータ101,102にシール部材103〜105を成形することができ、したがって図23のものに比較して生産性が向上する。なお、この例では冷却水を流通させるための流路用溝101bが第一セパレータ101側に形成されている。
【0007】
しかしながら、図25に示す例のように第一セパレータ101と第二セパレータ102間に積層方向の段差があることによって、セパレータ101側のシール部材103と第二セパレータ102側のシール部材105の高さh1,h2が異なっているものの場合は、組み付け状態でのシール部材103,105の圧縮率などによる特性を合わせるのが困難になってしまう。
【0008】
しかも、図24及び図25の従来例では、第一セパレータ101よりも第二セパレータ102の外周寸法を大きくしていることに加え、シール部材103,105を内外周方向に対して拘束するためのシール固定溝101c,102dが、第一セパレータ101と第二セパレータ102に別個に設けられた構造となっているため、シール部材103,105を設けている領域の幅wが図23の例に比較して大きくなってしまい、その結果、燃料電池全体のサイズの増大を来たす。
【0009】
さらには、図26に示すように、成形に用いられる金型200は、第一セパレータ101側のシール部材103を成形するためのキャビティ203と、第二セパレータ102側のシール部材104,105を成形するためのキャビティ204へ、成形用ゴム材料を別個に充填するための複数の注入口203a,204aが必要であるため、金型200の構造も複雑になるといった問題も指摘される。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2005−222708号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、以上のような点に鑑みてなされたものであって、その技術的課題は、互いに積層される複数のプレートに設けられるシール部材の装着に必要な幅を小さくし、かつ生産性の向上を図ることの可能なプレート一体型ガスケットを提供することにある。
【課題を解決するための手段】
【0012】
上述した技術的課題を有効に解決するための手段として、請求項1の発明に係るプレート一体型ガスケットは、一方のプレートと他方のプレートが互いに積層されると共に、一方のプレートの外周面が他方のプレートに形成された段差面に嵌合又は遊嵌され、ゴム状弾性を有する弾性材料からなるシール部材が、前記一方のプレート及び他方のプレートの双方に跨って一体に成形されると共に、前記一方のプレートと他方のプレートの間に形成されたシール固定溝に充填された被固定部を有するものである。
【0013】
また、請求項2の発明に係るプレート一体型ガスケットは、請求項1に記載の構成において、シール固定溝が一方のプレートの外周面と他方のプレートの段差面との間に形成されたものである。
【0014】
また、請求項3の発明に係るプレート一体型ガスケットは、請求項1又は2に記載の構成において、シール部材に、シール固定溝から被固定部が抜け出すのを規制するストッパが形成されたものである。
【0015】
また、請求項4の発明に係るプレート一体型ガスケットは、請求項3に記載の構成において、ストッパが被固定部から延在されると共に、シール固定溝内に形成された拡張部に係止されたものである。
【0016】
また、請求項5の発明に係るプレート一体型ガスケットは、請求項1〜4のいずれかに記載の構成において、一方のプレートと他方のプレートの互いの積層面のうちの一方に、他方と密接されるバリ止め突起が設けられたものである。
【0017】
また、請求項6の発明に係るプレート一体型ガスケットは、請求項1〜4のいずれかに記載の構成において、一方のプレートと他方のプレートの互いの積層面のうちの一方に突起が設けられ、他方に前記突起と遊嵌される溝が設けられ、互いに遊嵌したこれら突起と溝によりバリ止めラビリンス隙間が形成されたものである。
【発明の効果】
【0018】
本発明に係るプレート一体型ガスケットによれば、シール部材が、一方のプレート及び他方のプレートの双方に跨って一体に成形されると共に、前記一方のプレートと他方のプレートの間に形成されたシール固定溝に充填された被固定部を有するため、シール固定溝が双方のプレートに別個に設けられると共にこのシール固定溝に別々にシール部材が設けられる場合に比較して、プレートにおけるシール部材の装着に必要な幅を小さくすることができ、前記一方のプレートと他方のプレートの間に形成されたシール固定溝に充填された被固定部を有するため、シール対象流体の圧力によるシール部材のずれを防止することができ、しかも、一方のプレート及び他方のプレートに設けられるシール部材が互いに連続したものであるため、一度の成形工程で製作することができ、生産性の向上を図ることができる。
【0019】
また、双方のプレート間に流体圧力が作用しても、この流体圧力によってシール部材の被固定部がシール固定溝から抜け出すのを、シール部材に形成したストッパによって確実に防止し、シール機能の信頼性を確保することができる。
【0020】
また、バリ止め突起あるいはバリ止めラビリンス隙間を設けることによって、シール部材の成形の際に、成形圧力によって成形材料が一方のプレートと他方のプレートの間の隙間へ流出するのを防止し、品質の高い製品とすることができる。
【図面の簡単な説明】
【0021】
【図1】本発明に係るプレート一体型ガスケットの第一の形態としての燃料電池用両面リップ型ガスケットを示す部分断面図である。
【図2】第一の形態におけるセパレータの分離状態及び組み合わせ状態を示す部分断面図である。
【図3】第一の形態による燃料電池用両面リップ型ガスケットを製作するための金型及びそれにセットされたセパレータを示す部分断面図である。
【図4】本発明に係るプレート一体型ガスケットの第二の形態としての燃料電池用両面リップ型ガスケットを示す部分断面図である。
【図5】第二の形態におけるセパレータの分離状態及び組み合わせ状態を示す部分断面図である。
【図6】本発明に係るプレート一体型ガスケットの第三の形態としての燃料電池用両面リップ型ガスケットを示す部分断面図である。
【図7】本発明に係るプレート一体型ガスケットの第一〜第三の形態を、燃料電池用片面リップ型ガスケットにそれぞれ適用した複数の例を示す部分断面図である。
【図8】本発明に係るプレート一体型ガスケットにおいて、ガスケットがセパレータから離脱する可能性を説明するための図である。
【図9】本発明に係るプレート一体型ガスケットの第四の形態としての燃料電池用片面リップ型ガスケットを示す部分断面図である。
【図10】本発明に係るプレート一体型ガスケットの第四の形態としての燃料電池用片面リップ型ガスケットを示す組み込み状態の部分断面図である。
【図11】本発明に係るプレート一体型ガスケットの第四の形態としての燃料電池用片面リップ型ガスケットの他の例を示す部分断面図である。
【図12】本発明に係るプレート一体型ガスケットの第五の形態としての燃料電池用片面リップ型ガスケットを示す部分断面図である。
【図13】本発明に係るプレート一体型ガスケットの第五の形態としての燃料電池用両面リップ型ガスケットを示す部分断面図である。
【図14】図7(B)に示す燃料電池用片面リップ型ガスケットを製作するための金型及びそれにセットされたセパレータを示す部分断面図である。
【図15】図14に示す成形の過程で生じたバリが流路側へ達した状態を示す部分断面図である。
【図16】本発明に係るプレート一体型ガスケットの第六の形態としての燃料電池用片面リップ型ガスケットを示す部分断面図である。
【図17】第六の形態におけるセパレータの分離状態を示す部分断面図である。
【図18】第六の形態による燃料電池用ガスケットを製作するための金型及びそれにセットされたセパレータを示す部分断面図である。
【図19】第六の形態による燃料電池用ガスケットを製作するための金型及びそれにセットされたセパレータの比較例を示す部分断面図である。
【図20】本発明に係るプレート一体型ガスケットの第七の形態としての燃料電池用片面リップ型ガスケットを示す部分断面図である。
【図21】第七の形態におけるセパレータの分離状態を示す部分断面図である。
【図22】第七の形態による燃料電池用ガスケットを製作するための金型及びそれにセットされたセパレータを示す部分断面図である。
【図23】従来技術に係るプレート一体型ガスケットの一例として燃料電池用ガスケットを示す部分断面図である。
【図24】従来技術に係るプレート一体型ガスケットの他の例として燃料電池用ガスケットを示す部分断面図である。
【図25】従来技術に係るプレート一体型ガスケットの他の例として燃料電池用ガスケットを示す部分断面図である。
【図26】図25の燃料電池用ガスケットを製作するための金型及びそれにセットされたセパレータを示す部分断面図である。
【発明を実施するための形態】
【0022】
以下、本発明に係るプレート一体型ガスケットを燃料電池用ガスケットに適用した好ましい実施の形態について、図面を参照しながら詳細に説明する。
【0023】
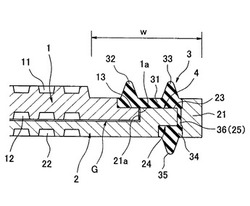
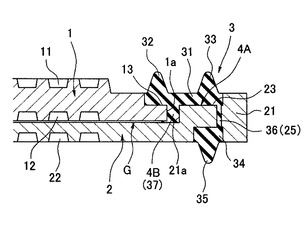
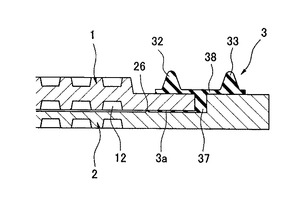
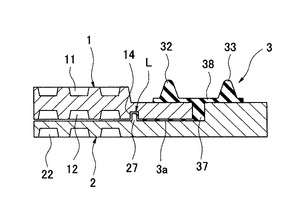
まず図1は、第一の形態としての燃料電池用両面リップ型ガスケットを示すものである。このシール構造体において、参照符号1,2はそれぞれカーボン等の導電性材料からなる板状のセパレータで、請求項1に記載されたプレートに相当するものである。セパレータ1,2は互いに積層されると共に、図における上側の第一セパレータ1の外周面1aが、下側の第二セパレータ2の外周部21に沿って内周側を向いて形成された段差面21aに嵌合されている。
【0024】
第一セパレータ1の上面には第一の流路用溝11が形成され、その反対側の面、すなわち第二セパレータ2の上面と重合される下面には第二の流路用溝12が形成されている。一方、第二セパレータ2の下面には第三の流路用溝22が形成されている。
【0025】
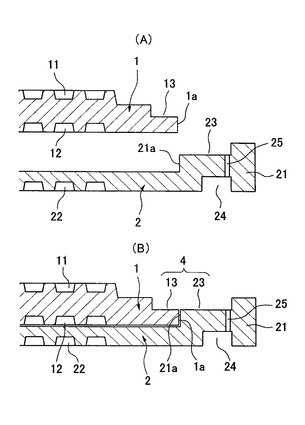
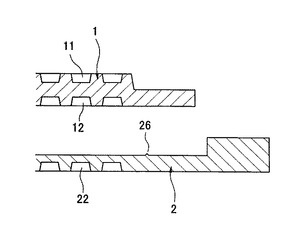
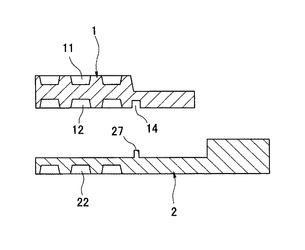
図2(A)に示すように、第一セパレータ1の外周部上面には上側及び外周側を向いた段差状溝13が形成されており、第二セパレータ2の外周部21の上面における段差面21a側には上側及び内周側を向いた段差状溝23が形成されており、図2(B)に示すように、第一セパレータ1と第二セパレータ2を互いに積層すると共に第一セパレータ1の外周面1aを第二セパレータ2の段差面21aに嵌合した状態では、第一セパレータ1の段差状溝13と第二セパレータ2の段差状溝23が前記外周面1aと段差面21aの嵌合部を介して連続したシール固定溝4をなしている。
【0026】
また、第二セパレータ2の外周部21の下面にはシール固定溝24が形成されており、段差状溝23(シール固定溝4)との間が、前記外周部21に開設された連通孔25を介して互いに連通している。
【0027】
参照符号3は、第一セパレータ1及び第二セパレータ2の双方の上面に跨って一体に成形されたシール部材で、ゴム状弾性を有する弾性材料(ゴム材料又はゴム状弾性を有する合成樹脂材料)からなる。
【0028】
詳しくは、シール部材3は、第一セパレータ1の段差状溝13と第二セパレータ2の段差状溝23からなるシール固定溝4に充填されることによって、第一セパレータ1及び第二セパレータ2に跨ってシール固定溝4の内面に一体接合され、内外周方向に対して拘束された板状の被固定基部31と、第一セパレータ1の段差状溝13上に位置して前記被固定基部31から突出した断面山形の第一シールリップ32と、第二セパレータ2の段差状溝23上に位置して前記被固定基部31から突出した断面山形の第二シールリップ33と、第二セパレータ2のシール固定溝24に充填されることによってこのシール固定溝24の内面に一体接合され、内外周方向に対して拘束された第二被固定基部34と、この第二被固定基部34から突出した断面山形の第三シールリップ35とを有する。第二被固定基部34は、第二セパレータ2の連通孔25に充填されたゴム状弾性を有する弾性材料からなる橋絡部36を介して、被固定基部31と互いに連続している。なお、図1における被固定基部31は、請求項1に記載された被固定部に相当するものである。
【0029】
第一シールリップ32及び第二シールリップ33は、第一の流路用溝11を流れる流体をシールするものであり、被固定基部31は、第一セパレータ1の外周面1aと第二セパレータ2の段差面21aの嵌合部を塞ぐようにシール固定溝4に充填されることによって、第二の流路用溝12を流れる流体をシールするものであり、第三シールリップ35は、第三の流路用溝22を流れる流体をシールするものである。なお被固定基部31の弾性材料の一部は、前記嵌合部の一部にも介入している。
【0030】
以上のように構成された第一の形態のプレート一体型ガスケット(燃料電池用両面リップ型ガスケット)によれば、シール部材3は、その被固定基部31が、第一セパレータ1の段差状溝13と第二セパレータ2の段差状溝23からなるシール固定溝4に充填されると共に、第一セパレータ1と第二セパレータ2の双方に跨って一体に成形されたものであるため、先に説明した図24に示す従来技術のように、シール固定溝101c,102dを、第一セパレータ101と第二セパレータ102に別個に設けると共にこのシール固定溝101c,102dに別々にシール部材103,105を設けた場合に比較して、シール部材3の装着に必要な幅wを小さくすることができる。
【0031】
また、シール部材3は、図1における上側の被固定基部31及び第一、第二シールリップ32,33と下側の第二被固定基部34及び第三シールリップ35が、第二セパレータ2の外周部21に開設された連通孔25に充填された橋絡部36を介して互いに連続しているため、一度の成形工程で製作することができる。
【0032】
詳しくは図3に示すように、第一セパレータ1と第二セパレータ2を互いに積層・嵌合した状態で上型201及び下型202からなる金型200にセットして型締めし、例えば上型201の内面と第一セパレータ1及び第二セパレータ2との間に画成されるキャビティ210Aすなわち被固定基部31及び第一、第二シールリップ32,33を成形するキャビティ210Aに、上型201に開設した注入口220を介して未加硫の成形用ゴム材料を充填すると、この成形用ゴム材料は第二セパレータ2の連通孔25を通じて、反対側の第二被固定基部34及び第三シールリップ35を成形するキャビティ210Bにも充填され、賦形される。したがって、単一の注入口220からの材料供給で、上側の被固定基部31及び第一、第二シールリップ32,33と下側の第二被固定基部34及び第三シールリップ35が同時に成形され、生産性の向上を図ることができる。
【0033】
しかも、第一セパレータ1と第二セパレータ2は、シール部材3を介して一体化されるので、第一セパレータ1、第二セパレータ2及びシール部材3を互いに一つの組立体として取り扱うことができ、組み込み性を一層向上することができる。
【0034】
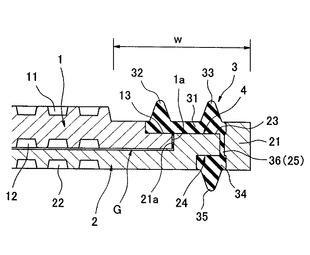
次に図4は、本発明に係るプレート一体型ガスケットの第二の形態としての燃料電池用両面リップ型ガスケットを示すものである。
【0035】
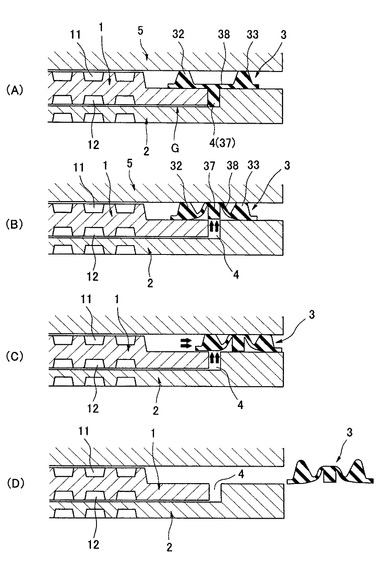
この実施の形態において、上述した図1の形態と異なる点について説明すると、シール固定溝4は、第一セパレータ1の外周面1aとこれに対向する第二セパレータ2の段差面21aとの間に形成されている。また、シール部材3は、前記シール固定溝4に充填されることによって、このシール固定溝4の内面に一体接合され、内外周方向に対して拘束された被固定凸部37と、この被固定凸部37から延在され第一セパレータ1の外周部の上面1b及び第二セパレータ2の外周部21の上面21bに跨って一体接合された板状のシート状基部38を有し、第一シールリップ32が第一セパレータ1上に位置して前記シート状基部38から突出し、第二シールリップ33が第二セパレータ2上に位置して前記基部38から突出している。なお、被固定凸部37は、請求項1に記載された被固定部に相当するものである。
【0036】
すなわち図5(A)に示すように、第一セパレータ1の外周部の上面1b及び第二セパレータ2の外周部21の上面21bは平坦に形成され、図5(B)に示すように、第一セパレータ1と第二セパレータ2を互いに積層すると共に第一セパレータ1の外周面1aを第二セパレータ2の段差面21aの内周に遊嵌することによって、前記上面1b,21bが互いに略同一平面をなすと共に、第一セパレータ1の外周面1aと第二セパレータ2の段差面21aとの間にシール固定溝4が形成される。
【0037】
以上のように構成された第二の形態も、先に説明した第一の形態と同様の効果を実現するものである。すなわちシール部材3は、第一セパレータ1と第二セパレータ2の双方に跨って一体に成形されたものであるため、先に説明した図24に示す従来技術に比較して、シール部材の装着に必要な幅を小さくすることができ、しかも上側のシート状基部38及び第一、第二シールリップ32,33と下側の第二被固定基部34及び第三シールリップ35が同時に成形可能であるため、生産性の向上を図ることができ、第一セパレータ1、第二セパレータ2及びシール部材3を互いに一つの組立体として取り扱うことができる。
【0038】
また、シール固定溝4が第一セパレータ1の外周面1aとこれに対向する第二セパレータ2の段差面21aとの間に形成されたものであるため、形状を簡素化することができる。
【0039】
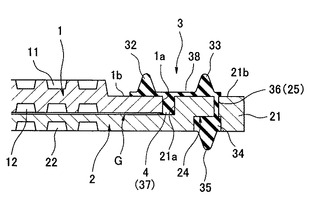
次に図6は、本発明に係るプレート一体型ガスケットの第三の形態としての燃料電池用両面リップ型ガスケットを示すものである。
【0040】
この実施の形態は、上述した第一の形態と第二の形態の双方の特徴を備えており、すなわち第一セパレータ1の外周部上面には上側及び外周側を向いた段差状溝13が形成されており、第二セパレータ2の外周部21の上面における段差面21a側には上側及び内周側を向いた段差状溝23が形成されており、第一セパレータ1と第二セパレータ2を互いに積層すると共に第一セパレータ1の外周面1aを第二セパレータ2の段差面21aに嵌合した状態では、第一セパレータ1の段差状溝13と第二セパレータ2の段差状溝23がシール固定溝4Aをなすと共に、第一セパレータ1の外周面1aと第二セパレータ2の段差面21aが前記シール固定溝4Aの中間部から延びるシール固定溝4Bをなしている。
【0041】
このため、シール部材3は、シール固定溝4Aの内面に一体接合された板状の被固定基部31と、この被固定基部31から延びてシール固定溝4Bの内面に一体接合された被固定凸部37を有するものとなっている。その他の構成は、図1の形態と同様である。
【0042】
したがって第三の形態も、先に説明した第一の形態と同様の効果を実現することができる。
【0043】
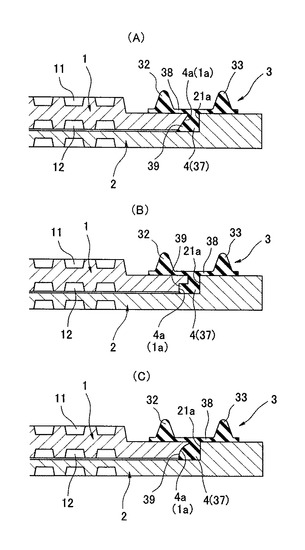
図7の(A)〜(C)は、本発明に係るプレート一体型ガスケットを、燃料電池用片面リップ型ガスケットにそれぞれ適用した例を示すもので、第三シールリップ35が存在しない点のみが、上述した第一〜第三の形態と相違するものである。
【0044】
ここで、上述した各実施の形態の構成では、シール部材3における被固定基部31や、被固定凸部37及びシート状基部38は、第一セパレータ1の外周面1aと第二セパレータ2の段差面21aの嵌合部を塞ぐようにシール固定溝4に充填されることによって、第二の流路用溝12を流れる流体をシールするものであり、第一セパレータ1と第二セパレータ2の積層面間の隙間Gからの流体に対する受圧面積も小さいため、十分なシール性を有する。しかしながら、図8(A)に示すように第一及び第二シールリップ32,33が相手材(例えば膜−電極複合体)5に適宜圧縮状態で密接していても、その間にあって第一及び第二シールリップ32,33の圧縮反力を受けない被固定凸部37(あるいは図1における被固定基部31の中間部)は、前記隙間Gを介して作用する第二の流路用溝12の流体圧力が高くなった場合、図8(B)に示すように浮き上がることが懸念される。そしてこのような場合はシール部材3の拘束状態が損なわれるため、図8(C)に示すように、さらに第一の流路用溝11の流体圧力によって、シール部材3が外側へ押し出され、極端な場合は図8(D)に示すように脱落してしまうおそれがある。
【0045】
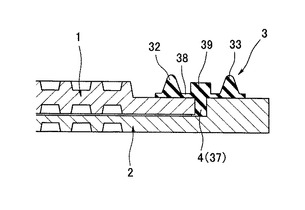
そこで、このようなシール部材3の脱落を防止するために、図9に示す第四の形態は、図7(B)に示す燃料電池用片面リップ型ガスケットについて、シート状基部38に、第一及び第二シールリップ32,33の間に位置して被固定凸部37と背向するストッパ39を突設したものである。
【0046】
すなわち第四の形態によれば、図10の組み込み状態に示すように、第一及び第二シールリップ32,33が適宜圧縮状態で密接される相手材5にストッパ39が近接対向しており、隙間Gを介して作用する第二の流路用溝12の流体圧力によってシール固定溝4から被固定凸部37が浮き上がろうとするのを、ストッパ39が前記相手材5と接触することによって規制するため、これによって、シール部材3の脱落を防止することができる。
【0047】
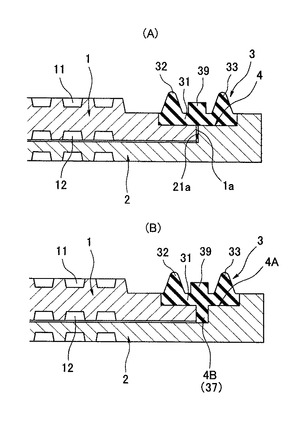
図11(A)(B)は、第四の形態の他の例として、それぞれ図7(A)(C)に示す燃料電池用片面リップ型ガスケットについて、シール固定溝4の内面に一体接合された板状の被固定基部31に、第一及び第二シールリップ32,33の間に位置してストッパ39が突設されたものである。図11(A)に示す例は、ストッパ39が第一セパレータ1の外周面1aと第二セパレータ2の段差面21aの嵌合部と背向する位置にあり、図11(B)に示す例は、被固定凸部37(シール固定溝4B)と背向する位置にあり、いずれも図9と同様の効果が実現される。
【0048】
なお、ストッパ39は、シール固定溝4から被固定凸部37が浮き上がっていない初期状態でも、相手材5と接触される構成としても良い。またこのストッパ39は、図1、図4、図6のような燃料電池用両面リップ型ガスケットに適用することもできる。
【0049】
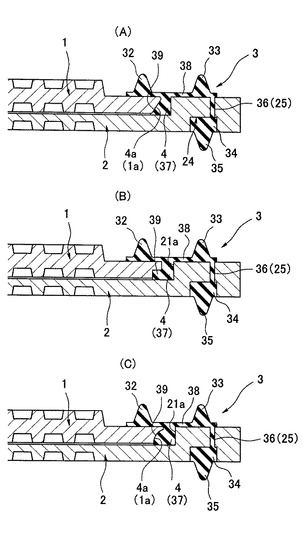
また図12は、本発明に係るプレート一体型ガスケットの第五の形態としての燃料電池用片面リップ型ガスケットを示すものである。
【0050】
この形態は、図7(B)に示す燃料電池用片面リップ型ガスケットについて、ストッパ39が被固定凸部37から延在されると共に、互いに対向する第一セパレータ1の外周面1aと第二セパレータ2の段差面21aによるシール固定溝4内に形成された拡張部4aに係止されたもので、言い換えれば、シール固定溝4とこれに充填された被固定凸部37がアンダーカットをなしているものである。すなわちシール固定溝4の拡張部4aは、図12(A)に示す例では第一セパレータ1の外周面1aを斜面とすることによって形成されており、図12(B)に示す例では第一セパレータ1の外周面1aを段差面とすることによって形成されており、図12(C)に示す例では第一セパレータ1の外周面1aを湾曲面とすることによって形成されており、したがって、シール部材3の成形に際してこのシール固定溝4に成形用ゴム材料が充填されることによって被固定凸部37と共に形成されたストッパ39は、拡張部4aと対応する断面形状に形成されている。
【0051】
このため第五の形態によれば、第二の流路用溝12の流体圧力によるシール固定溝4からの被固定凸部37の浮き上がりを、ストッパ39とシール固定溝4の拡張部4aによるアンダーカット構造によって規制するため、これによって、シール部材3の脱落を防止することができる。しかも上述のように、第一セパレータ1の外周面1aを無理抜き形状とすることなく、斜面、段差面あるいは湾曲面とするだけでアンダーカット構造とすることができ、したがって、第一セパレータ1の成形コストが上昇することもない。
【0052】
図13は、第五の形態の他の例として、図4に示す燃料電池用両面リップ型ガスケットについて、上述した図12(A)〜(C)に示すストッパ39とシール固定溝4の拡張部4aによるアンダーカット構造を適用したものであり、いずれも図12と同様の効果が実現される。
【0053】
なお、図12及び図13に示す例では、いずれもシール固定溝4の拡張部4aを第一セパレータ1の外周面1aによって形成しているが、第二セパレータ2の段差面21aを斜面、段差面あるいは湾曲面などの形状とすることによって、外周側をアンダーカット構造とし、すなわちストッパ39及び拡張部4aが被固定凸部37及びシール固定溝4の外周側に形成された構成とすることもできる。
【0054】
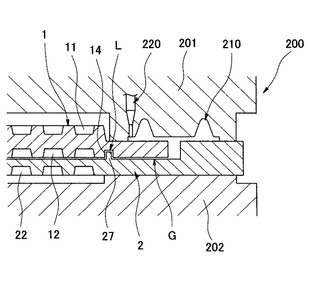
ここで、図14は、図7(B)に示す形態の燃料電池用片面リップ型ガスケットを製作するための金型200を示すものである。すなわち図7(B)に示す燃料電池用片面リップ型ガスケットは、第一セパレータ1と第二セパレータ2を積層した状態で、上型201及び下型202からなる金型200にセットし、型締めした上型201及び下型202の内面と第一セパレータ1及び第二セパレータ2との間に画成されるキャビティ210に注入口220を介して未加硫の成形用ゴム材料を充填し、加熱・加圧することによって第一セパレータ1及び第二セパレータ2にシール部材3を一体成形して製作される。
【0055】
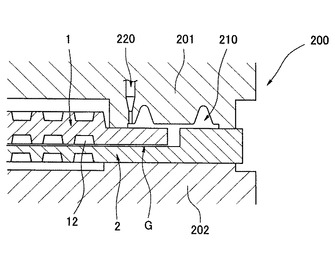
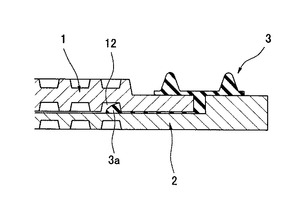
しかしながら、キャビティ210に充填された液状の成形用ゴム材料の一部は、その充填圧力によって第一セパレータ1と第二セパレータ2の積層隙間Gへ流出するため、充填圧力や成形用ゴム材料の粘度によっては、図15に示すように、このような成形用ゴム材料の流出により形成されるバリ3aが、第一セパレータ1と第二セパレータ2の間の第二の流路用溝12内に達するような事態も懸念される。そしてこのような場合は、バリ3aによって第二の流路用溝12内の流体の円滑な流通が妨げられるおそれがある。そこで図16に示す第六の形態としての燃料電池用片面リップ型ガスケットは、バリ止め突起26によってバリ3aを適切な長さに形成したものである。
【0056】
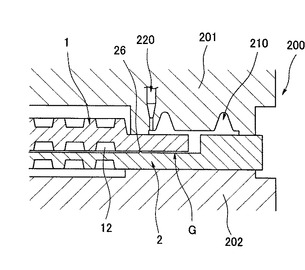
詳しくは図17に示すように、第一セパレータ1の下面と積層される第二セパレータ2の上面に、第一セパレータ1における第二の流路用溝12の形成領域より外周側の下面と密接されるバリ止め突起26を設け、シール部材3の成形に際しては、前記第一セパレータ1と第二セパレータ2を積層した状態で、図18に示すように上型201及び下型202からなる金型200にセットして型締めし、上型201及び下型202の内面と第一セパレータ1及び第二セパレータ2との間に画成されるキャビティ210に注入口220を介して未加硫の成形用ゴム材料を充填し、加熱・加圧する。
【0057】
このとき、キャビティ210に充填された液状の成形用ゴム材料の一部は、その充填圧力によって第一セパレータ1と第二セパレータ2の積層隙間Gへ流出しようとするが、その流出は、第一セパレータ1の下面と密接されたバリ止め突起26によって、第一セパレータ1における第二の流路用溝12の形成領域より外周側の位置で堰き止められる。このため、成形用ゴム材料の流出により形成されるバリ3aは、バリ止め突起26によって適切な長さに設定される。したがってこの構成によれば、バリ3aによって第二の流路用溝12内の流体の流通が妨げられるようなことはなく、しかも第一セパレータ1と第二セパレータ2の積層面間に、適切な長さ(幅)のバリ3aによる接着層が形成されるので、第一セパレータ1と第二セパレータ2が良好に一体化され、さらには、バリ3aが先に説明した図12及び図13におけるストッパ39と同様の機能を奏するので、流体圧力によるシール固定溝4からの被固定凸部37の浮き上がりを有効に防止することができる。
【0058】
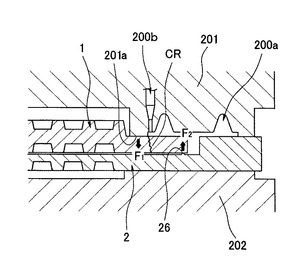
また、図19に示す比較例のように、第二セパレータ2のバリ止め突起26が第一セパレータ1の先端近傍に密接されるものである場合、このバリ止め突起26は、第一セパレータ1側のキャビティ200aの端部を締め切る上型201の衝合面201aからずれた位置関係となり、衝合面201aから第一セパレータ1に加えられる型締め力F1と、これに伴い第一セパレータ1の先端部がバリ止め突起26に押し付けられることによる反力F2によって、第一セパレータ1に曲げ荷重が加わり、クラックCRを生じるおそれがある。このため、図18のように、バリ止め突起26は衝合面201aと対応する位置に形成することが好ましい。
【0059】
また、このようにすれば、キャビティ210に充填される成形用ゴム材料の圧力と、積層隙間Gへ廻り込んだ成形用ゴム材料の圧力が、第一セパレータ1の両側で均衡するので、成形用ゴム材料の圧力による曲げ荷重も生じない。
【0060】
なお、このバリ止め突起26は、先に説明した各実施の形態にも同様に適用することができる。
【0061】
図20に示す第七の形態としての燃料電池用片面リップ型ガスケットも、第六の形態と同様の目的で、バリ3aを適切な長さに形成したものである。
【0062】
詳しくは、第一セパレータ1の下面と積層される第二セパレータ2の上面に、この第二セパレータ2における第三の流路用溝22の形成領域より外周側に位置して突起27を設けると共に、第一セパレータ1における第二の流路用溝12の形成領域より外周側の下面に、前記突起27と遊嵌される溝14を設けることによって、互いに遊嵌したこれら突起27と溝14の間に、ジグザグの屈曲形状のバリ止めラビリンス隙間Lを形成してある。
【0063】
すなわち、シール部材3の成形に際して、第一セパレータ1と第二セパレータ2を積層した状態で、図22に示すように上型201及び下型202からなる金型200にセットして型締めし、上型201及び下型202の内面と第一セパレータ1及び第二セパレータ2との間に画成されるキャビティ210に注入口220を介して未加硫の成形用ゴム材料を充填し、加熱・加圧すると、キャビティ210に充填された液状の成形用ゴム材料の一部は、その充填圧力によって第一セパレータ1と第二セパレータ2の積層隙間Gへ流出しようとするが、その流出圧力は、互いに遊嵌した突起27と溝14の間でジグザグに屈曲したバリ止めラビリンス隙間Lの流動抵抗によって減衰し、第一セパレータ1における第二の流路用溝12の形成領域より外周側の位置で堰き止められる。このため、成形用ゴム材料の流出により形成されるバリ3aは、バリ止めラビリンス隙間Lによって適切な長さに設定される。
【0064】
したがってこの構成によれば、先に説明した第六の形態と同様、バリ3aの流出が適切に規定されるので、第二の流路用溝12内へバリ3aが形成されるようなことはなく、しかも第一セパレータ1と第二セパレータ2の積層面間にバリ3aによる接着層が形成されるので、第一セパレータ1と第二セパレータ2が良好に一体化され、さらには、バリ3aが先に説明した図12及び図13におけるストッパ39と同様の機能を奏するので、流体圧力によるシール固定溝4からの被固定凸部37の浮き上がりを有効に防止することができる。
【0065】
また、第一セパレータ1と第二セパレータ2を積層する際に、突起27と溝14を互いに遊嵌することで互いの位置決めとなるので、高精度に積層することができる。
【0066】
そして、突起27と溝14は互いに遊嵌されるものであるため、先に説明した第六の形態のバリ止め突起26のように金型200の衝合面201aの直下位置に形成する必要はなく、このため設計の自由度が高くなる。また、第一セパレータ1と第二セパレータ2の内部の成形用ゴム材料の流出長さ(バリ3aの長さ)は非破壊検査が困難であることから、突起27と溝14によるバリ3aの長さがバリ止めラビリンス隙間Lによって確実に規定されることで、検査工数を削減することができ、これによってコストダウンを図ることができる。
【0067】
また、この突起27と溝14によるラビリンス隙間Lは、先に説明した各実施の形態にも同様に適用することができる。
【0068】
なお、図示の例とは逆に、突起は第一セパレータ1側に、溝は第二セパレータ2側に形成しても良い。
【符号の説明】
【0069】
1 第一セパレータ(プレート)
1a 外周面
14 溝
2 第二セパレータ(プレート)
21a 段差面
23 段差状溝
24 シール固定溝
25 連通孔
26 バリ止め突起
27 突起
3 シール部材
31 被固定基部(被固定部)
32 第一シールリップ
33 第二シールリップ
34 第二被固定基部
35 第三シールリップ
36 橋絡部
37 被固定凸部(被固定部)
38 シート状基部
39 ストッパ
4,4A,4B シール固定溝
5 相手材
200 金型
200a キャビティ
【技術分野】
【0001】
本発明は、例えば燃料電池のように、複数のプレートを積層させてその間の流路をシールする構造体に用いられ、ゴム状弾性を有する弾性材料からなるシール部材が、プレートに一体化されたプレート一体型ガスケットに関する。
【背景技術】
【0002】
図23は、従来の技術によるプレート一体型ガスケットとして、ゴム状弾性を有する弾性材料からなるシール部材が、燃料電池のセパレータに一体化された燃料電池用ガスケットの一例を示すものである。
【0003】
この燃料電池用ガスケットにおいて、参照符号101,102はそれぞれカーボン等の導電性材料からなる板状のセパレータである。このうち図23における上側の第一セパレータ101の上面には、例えば燃料ガス(水素ガス)及び酸化剤ガス(空気)のうち一方を供給するための流路用溝101aが形成されると共に、この流路用溝101aを流通するガスをシールするためのシール部材103が一体に接合されている。また、図23における下側に積層される第二セパレータ102の下面には、例えば燃料ガス(水素ガス)及び酸化剤ガス(空気)のうち他方を供給するための流路用溝102aが形成されると共に、この流路用溝102aを流通するガスをシールするためのシール部材104が一体に接合され、第一セパレータ101の下面と重合される第二セパレータ102の上面には、例えば冷却水などの流体を流通させるための流路用溝102bが形成されると共に、この流路用溝102bを流通する流体シールするためのシール部材105が一体に接合されている(例えば下記の特許文献1参照)。
【0004】
すなわち、この種の燃料電池用ガスケットは、組み付け性の向上を図るために、セパレータ101,102に、シール部材103〜105を一体化したものであるが、セパレータ101側のシール部材103と第二セパレータ102側のシール部材104,105を別々に成形しなければならず、その分、生産性が低かった。
【0005】
また、図24及び図25は、従来の技術によるプレート一体型ガスケットとして、セパレータにゴム状弾性を有する弾性材料からなるシール部材を一体化した燃料電池用ガスケットの他の例を示すものである。
【0006】
すなわち、図24あるいは図25に示す従来例の場合は、第一セパレータ101よりも第二セパレータ102の外周寸法を大きくすることによって、第一セパレータ101側のシール部材103と第二セパレータ102側のシール部材104,105を互いにずれた位置に設けると共に、第二セパレータ102に設けた連通孔102cを介してシール部材104,105が互いに連続した構造としているため、例えば図26に示すように、第一セパレータ101と第二セパレータ102を積層した状態で上型201及び下型202からなる金型200にセットすることによって、1回の成形工程でセパレータ101,102にシール部材103〜105を成形することができ、したがって図23のものに比較して生産性が向上する。なお、この例では冷却水を流通させるための流路用溝101bが第一セパレータ101側に形成されている。
【0007】
しかしながら、図25に示す例のように第一セパレータ101と第二セパレータ102間に積層方向の段差があることによって、セパレータ101側のシール部材103と第二セパレータ102側のシール部材105の高さh1,h2が異なっているものの場合は、組み付け状態でのシール部材103,105の圧縮率などによる特性を合わせるのが困難になってしまう。
【0008】
しかも、図24及び図25の従来例では、第一セパレータ101よりも第二セパレータ102の外周寸法を大きくしていることに加え、シール部材103,105を内外周方向に対して拘束するためのシール固定溝101c,102dが、第一セパレータ101と第二セパレータ102に別個に設けられた構造となっているため、シール部材103,105を設けている領域の幅wが図23の例に比較して大きくなってしまい、その結果、燃料電池全体のサイズの増大を来たす。
【0009】
さらには、図26に示すように、成形に用いられる金型200は、第一セパレータ101側のシール部材103を成形するためのキャビティ203と、第二セパレータ102側のシール部材104,105を成形するためのキャビティ204へ、成形用ゴム材料を別個に充填するための複数の注入口203a,204aが必要であるため、金型200の構造も複雑になるといった問題も指摘される。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2005−222708号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、以上のような点に鑑みてなされたものであって、その技術的課題は、互いに積層される複数のプレートに設けられるシール部材の装着に必要な幅を小さくし、かつ生産性の向上を図ることの可能なプレート一体型ガスケットを提供することにある。
【課題を解決するための手段】
【0012】
上述した技術的課題を有効に解決するための手段として、請求項1の発明に係るプレート一体型ガスケットは、一方のプレートと他方のプレートが互いに積層されると共に、一方のプレートの外周面が他方のプレートに形成された段差面に嵌合又は遊嵌され、ゴム状弾性を有する弾性材料からなるシール部材が、前記一方のプレート及び他方のプレートの双方に跨って一体に成形されると共に、前記一方のプレートと他方のプレートの間に形成されたシール固定溝に充填された被固定部を有するものである。
【0013】
また、請求項2の発明に係るプレート一体型ガスケットは、請求項1に記載の構成において、シール固定溝が一方のプレートの外周面と他方のプレートの段差面との間に形成されたものである。
【0014】
また、請求項3の発明に係るプレート一体型ガスケットは、請求項1又は2に記載の構成において、シール部材に、シール固定溝から被固定部が抜け出すのを規制するストッパが形成されたものである。
【0015】
また、請求項4の発明に係るプレート一体型ガスケットは、請求項3に記載の構成において、ストッパが被固定部から延在されると共に、シール固定溝内に形成された拡張部に係止されたものである。
【0016】
また、請求項5の発明に係るプレート一体型ガスケットは、請求項1〜4のいずれかに記載の構成において、一方のプレートと他方のプレートの互いの積層面のうちの一方に、他方と密接されるバリ止め突起が設けられたものである。
【0017】
また、請求項6の発明に係るプレート一体型ガスケットは、請求項1〜4のいずれかに記載の構成において、一方のプレートと他方のプレートの互いの積層面のうちの一方に突起が設けられ、他方に前記突起と遊嵌される溝が設けられ、互いに遊嵌したこれら突起と溝によりバリ止めラビリンス隙間が形成されたものである。
【発明の効果】
【0018】
本発明に係るプレート一体型ガスケットによれば、シール部材が、一方のプレート及び他方のプレートの双方に跨って一体に成形されると共に、前記一方のプレートと他方のプレートの間に形成されたシール固定溝に充填された被固定部を有するため、シール固定溝が双方のプレートに別個に設けられると共にこのシール固定溝に別々にシール部材が設けられる場合に比較して、プレートにおけるシール部材の装着に必要な幅を小さくすることができ、前記一方のプレートと他方のプレートの間に形成されたシール固定溝に充填された被固定部を有するため、シール対象流体の圧力によるシール部材のずれを防止することができ、しかも、一方のプレート及び他方のプレートに設けられるシール部材が互いに連続したものであるため、一度の成形工程で製作することができ、生産性の向上を図ることができる。
【0019】
また、双方のプレート間に流体圧力が作用しても、この流体圧力によってシール部材の被固定部がシール固定溝から抜け出すのを、シール部材に形成したストッパによって確実に防止し、シール機能の信頼性を確保することができる。
【0020】
また、バリ止め突起あるいはバリ止めラビリンス隙間を設けることによって、シール部材の成形の際に、成形圧力によって成形材料が一方のプレートと他方のプレートの間の隙間へ流出するのを防止し、品質の高い製品とすることができる。
【図面の簡単な説明】
【0021】
【図1】本発明に係るプレート一体型ガスケットの第一の形態としての燃料電池用両面リップ型ガスケットを示す部分断面図である。
【図2】第一の形態におけるセパレータの分離状態及び組み合わせ状態を示す部分断面図である。
【図3】第一の形態による燃料電池用両面リップ型ガスケットを製作するための金型及びそれにセットされたセパレータを示す部分断面図である。
【図4】本発明に係るプレート一体型ガスケットの第二の形態としての燃料電池用両面リップ型ガスケットを示す部分断面図である。
【図5】第二の形態におけるセパレータの分離状態及び組み合わせ状態を示す部分断面図である。
【図6】本発明に係るプレート一体型ガスケットの第三の形態としての燃料電池用両面リップ型ガスケットを示す部分断面図である。
【図7】本発明に係るプレート一体型ガスケットの第一〜第三の形態を、燃料電池用片面リップ型ガスケットにそれぞれ適用した複数の例を示す部分断面図である。
【図8】本発明に係るプレート一体型ガスケットにおいて、ガスケットがセパレータから離脱する可能性を説明するための図である。
【図9】本発明に係るプレート一体型ガスケットの第四の形態としての燃料電池用片面リップ型ガスケットを示す部分断面図である。
【図10】本発明に係るプレート一体型ガスケットの第四の形態としての燃料電池用片面リップ型ガスケットを示す組み込み状態の部分断面図である。
【図11】本発明に係るプレート一体型ガスケットの第四の形態としての燃料電池用片面リップ型ガスケットの他の例を示す部分断面図である。
【図12】本発明に係るプレート一体型ガスケットの第五の形態としての燃料電池用片面リップ型ガスケットを示す部分断面図である。
【図13】本発明に係るプレート一体型ガスケットの第五の形態としての燃料電池用両面リップ型ガスケットを示す部分断面図である。
【図14】図7(B)に示す燃料電池用片面リップ型ガスケットを製作するための金型及びそれにセットされたセパレータを示す部分断面図である。
【図15】図14に示す成形の過程で生じたバリが流路側へ達した状態を示す部分断面図である。
【図16】本発明に係るプレート一体型ガスケットの第六の形態としての燃料電池用片面リップ型ガスケットを示す部分断面図である。
【図17】第六の形態におけるセパレータの分離状態を示す部分断面図である。
【図18】第六の形態による燃料電池用ガスケットを製作するための金型及びそれにセットされたセパレータを示す部分断面図である。
【図19】第六の形態による燃料電池用ガスケットを製作するための金型及びそれにセットされたセパレータの比較例を示す部分断面図である。
【図20】本発明に係るプレート一体型ガスケットの第七の形態としての燃料電池用片面リップ型ガスケットを示す部分断面図である。
【図21】第七の形態におけるセパレータの分離状態を示す部分断面図である。
【図22】第七の形態による燃料電池用ガスケットを製作するための金型及びそれにセットされたセパレータを示す部分断面図である。
【図23】従来技術に係るプレート一体型ガスケットの一例として燃料電池用ガスケットを示す部分断面図である。
【図24】従来技術に係るプレート一体型ガスケットの他の例として燃料電池用ガスケットを示す部分断面図である。
【図25】従来技術に係るプレート一体型ガスケットの他の例として燃料電池用ガスケットを示す部分断面図である。
【図26】図25の燃料電池用ガスケットを製作するための金型及びそれにセットされたセパレータを示す部分断面図である。
【発明を実施するための形態】
【0022】
以下、本発明に係るプレート一体型ガスケットを燃料電池用ガスケットに適用した好ましい実施の形態について、図面を参照しながら詳細に説明する。
【0023】
まず図1は、第一の形態としての燃料電池用両面リップ型ガスケットを示すものである。このシール構造体において、参照符号1,2はそれぞれカーボン等の導電性材料からなる板状のセパレータで、請求項1に記載されたプレートに相当するものである。セパレータ1,2は互いに積層されると共に、図における上側の第一セパレータ1の外周面1aが、下側の第二セパレータ2の外周部21に沿って内周側を向いて形成された段差面21aに嵌合されている。
【0024】
第一セパレータ1の上面には第一の流路用溝11が形成され、その反対側の面、すなわち第二セパレータ2の上面と重合される下面には第二の流路用溝12が形成されている。一方、第二セパレータ2の下面には第三の流路用溝22が形成されている。
【0025】
図2(A)に示すように、第一セパレータ1の外周部上面には上側及び外周側を向いた段差状溝13が形成されており、第二セパレータ2の外周部21の上面における段差面21a側には上側及び内周側を向いた段差状溝23が形成されており、図2(B)に示すように、第一セパレータ1と第二セパレータ2を互いに積層すると共に第一セパレータ1の外周面1aを第二セパレータ2の段差面21aに嵌合した状態では、第一セパレータ1の段差状溝13と第二セパレータ2の段差状溝23が前記外周面1aと段差面21aの嵌合部を介して連続したシール固定溝4をなしている。
【0026】
また、第二セパレータ2の外周部21の下面にはシール固定溝24が形成されており、段差状溝23(シール固定溝4)との間が、前記外周部21に開設された連通孔25を介して互いに連通している。
【0027】
参照符号3は、第一セパレータ1及び第二セパレータ2の双方の上面に跨って一体に成形されたシール部材で、ゴム状弾性を有する弾性材料(ゴム材料又はゴム状弾性を有する合成樹脂材料)からなる。
【0028】
詳しくは、シール部材3は、第一セパレータ1の段差状溝13と第二セパレータ2の段差状溝23からなるシール固定溝4に充填されることによって、第一セパレータ1及び第二セパレータ2に跨ってシール固定溝4の内面に一体接合され、内外周方向に対して拘束された板状の被固定基部31と、第一セパレータ1の段差状溝13上に位置して前記被固定基部31から突出した断面山形の第一シールリップ32と、第二セパレータ2の段差状溝23上に位置して前記被固定基部31から突出した断面山形の第二シールリップ33と、第二セパレータ2のシール固定溝24に充填されることによってこのシール固定溝24の内面に一体接合され、内外周方向に対して拘束された第二被固定基部34と、この第二被固定基部34から突出した断面山形の第三シールリップ35とを有する。第二被固定基部34は、第二セパレータ2の連通孔25に充填されたゴム状弾性を有する弾性材料からなる橋絡部36を介して、被固定基部31と互いに連続している。なお、図1における被固定基部31は、請求項1に記載された被固定部に相当するものである。
【0029】
第一シールリップ32及び第二シールリップ33は、第一の流路用溝11を流れる流体をシールするものであり、被固定基部31は、第一セパレータ1の外周面1aと第二セパレータ2の段差面21aの嵌合部を塞ぐようにシール固定溝4に充填されることによって、第二の流路用溝12を流れる流体をシールするものであり、第三シールリップ35は、第三の流路用溝22を流れる流体をシールするものである。なお被固定基部31の弾性材料の一部は、前記嵌合部の一部にも介入している。
【0030】
以上のように構成された第一の形態のプレート一体型ガスケット(燃料電池用両面リップ型ガスケット)によれば、シール部材3は、その被固定基部31が、第一セパレータ1の段差状溝13と第二セパレータ2の段差状溝23からなるシール固定溝4に充填されると共に、第一セパレータ1と第二セパレータ2の双方に跨って一体に成形されたものであるため、先に説明した図24に示す従来技術のように、シール固定溝101c,102dを、第一セパレータ101と第二セパレータ102に別個に設けると共にこのシール固定溝101c,102dに別々にシール部材103,105を設けた場合に比較して、シール部材3の装着に必要な幅wを小さくすることができる。
【0031】
また、シール部材3は、図1における上側の被固定基部31及び第一、第二シールリップ32,33と下側の第二被固定基部34及び第三シールリップ35が、第二セパレータ2の外周部21に開設された連通孔25に充填された橋絡部36を介して互いに連続しているため、一度の成形工程で製作することができる。
【0032】
詳しくは図3に示すように、第一セパレータ1と第二セパレータ2を互いに積層・嵌合した状態で上型201及び下型202からなる金型200にセットして型締めし、例えば上型201の内面と第一セパレータ1及び第二セパレータ2との間に画成されるキャビティ210Aすなわち被固定基部31及び第一、第二シールリップ32,33を成形するキャビティ210Aに、上型201に開設した注入口220を介して未加硫の成形用ゴム材料を充填すると、この成形用ゴム材料は第二セパレータ2の連通孔25を通じて、反対側の第二被固定基部34及び第三シールリップ35を成形するキャビティ210Bにも充填され、賦形される。したがって、単一の注入口220からの材料供給で、上側の被固定基部31及び第一、第二シールリップ32,33と下側の第二被固定基部34及び第三シールリップ35が同時に成形され、生産性の向上を図ることができる。
【0033】
しかも、第一セパレータ1と第二セパレータ2は、シール部材3を介して一体化されるので、第一セパレータ1、第二セパレータ2及びシール部材3を互いに一つの組立体として取り扱うことができ、組み込み性を一層向上することができる。
【0034】
次に図4は、本発明に係るプレート一体型ガスケットの第二の形態としての燃料電池用両面リップ型ガスケットを示すものである。
【0035】
この実施の形態において、上述した図1の形態と異なる点について説明すると、シール固定溝4は、第一セパレータ1の外周面1aとこれに対向する第二セパレータ2の段差面21aとの間に形成されている。また、シール部材3は、前記シール固定溝4に充填されることによって、このシール固定溝4の内面に一体接合され、内外周方向に対して拘束された被固定凸部37と、この被固定凸部37から延在され第一セパレータ1の外周部の上面1b及び第二セパレータ2の外周部21の上面21bに跨って一体接合された板状のシート状基部38を有し、第一シールリップ32が第一セパレータ1上に位置して前記シート状基部38から突出し、第二シールリップ33が第二セパレータ2上に位置して前記基部38から突出している。なお、被固定凸部37は、請求項1に記載された被固定部に相当するものである。
【0036】
すなわち図5(A)に示すように、第一セパレータ1の外周部の上面1b及び第二セパレータ2の外周部21の上面21bは平坦に形成され、図5(B)に示すように、第一セパレータ1と第二セパレータ2を互いに積層すると共に第一セパレータ1の外周面1aを第二セパレータ2の段差面21aの内周に遊嵌することによって、前記上面1b,21bが互いに略同一平面をなすと共に、第一セパレータ1の外周面1aと第二セパレータ2の段差面21aとの間にシール固定溝4が形成される。
【0037】
以上のように構成された第二の形態も、先に説明した第一の形態と同様の効果を実現するものである。すなわちシール部材3は、第一セパレータ1と第二セパレータ2の双方に跨って一体に成形されたものであるため、先に説明した図24に示す従来技術に比較して、シール部材の装着に必要な幅を小さくすることができ、しかも上側のシート状基部38及び第一、第二シールリップ32,33と下側の第二被固定基部34及び第三シールリップ35が同時に成形可能であるため、生産性の向上を図ることができ、第一セパレータ1、第二セパレータ2及びシール部材3を互いに一つの組立体として取り扱うことができる。
【0038】
また、シール固定溝4が第一セパレータ1の外周面1aとこれに対向する第二セパレータ2の段差面21aとの間に形成されたものであるため、形状を簡素化することができる。
【0039】
次に図6は、本発明に係るプレート一体型ガスケットの第三の形態としての燃料電池用両面リップ型ガスケットを示すものである。
【0040】
この実施の形態は、上述した第一の形態と第二の形態の双方の特徴を備えており、すなわち第一セパレータ1の外周部上面には上側及び外周側を向いた段差状溝13が形成されており、第二セパレータ2の外周部21の上面における段差面21a側には上側及び内周側を向いた段差状溝23が形成されており、第一セパレータ1と第二セパレータ2を互いに積層すると共に第一セパレータ1の外周面1aを第二セパレータ2の段差面21aに嵌合した状態では、第一セパレータ1の段差状溝13と第二セパレータ2の段差状溝23がシール固定溝4Aをなすと共に、第一セパレータ1の外周面1aと第二セパレータ2の段差面21aが前記シール固定溝4Aの中間部から延びるシール固定溝4Bをなしている。
【0041】
このため、シール部材3は、シール固定溝4Aの内面に一体接合された板状の被固定基部31と、この被固定基部31から延びてシール固定溝4Bの内面に一体接合された被固定凸部37を有するものとなっている。その他の構成は、図1の形態と同様である。
【0042】
したがって第三の形態も、先に説明した第一の形態と同様の効果を実現することができる。
【0043】
図7の(A)〜(C)は、本発明に係るプレート一体型ガスケットを、燃料電池用片面リップ型ガスケットにそれぞれ適用した例を示すもので、第三シールリップ35が存在しない点のみが、上述した第一〜第三の形態と相違するものである。
【0044】
ここで、上述した各実施の形態の構成では、シール部材3における被固定基部31や、被固定凸部37及びシート状基部38は、第一セパレータ1の外周面1aと第二セパレータ2の段差面21aの嵌合部を塞ぐようにシール固定溝4に充填されることによって、第二の流路用溝12を流れる流体をシールするものであり、第一セパレータ1と第二セパレータ2の積層面間の隙間Gからの流体に対する受圧面積も小さいため、十分なシール性を有する。しかしながら、図8(A)に示すように第一及び第二シールリップ32,33が相手材(例えば膜−電極複合体)5に適宜圧縮状態で密接していても、その間にあって第一及び第二シールリップ32,33の圧縮反力を受けない被固定凸部37(あるいは図1における被固定基部31の中間部)は、前記隙間Gを介して作用する第二の流路用溝12の流体圧力が高くなった場合、図8(B)に示すように浮き上がることが懸念される。そしてこのような場合はシール部材3の拘束状態が損なわれるため、図8(C)に示すように、さらに第一の流路用溝11の流体圧力によって、シール部材3が外側へ押し出され、極端な場合は図8(D)に示すように脱落してしまうおそれがある。
【0045】
そこで、このようなシール部材3の脱落を防止するために、図9に示す第四の形態は、図7(B)に示す燃料電池用片面リップ型ガスケットについて、シート状基部38に、第一及び第二シールリップ32,33の間に位置して被固定凸部37と背向するストッパ39を突設したものである。
【0046】
すなわち第四の形態によれば、図10の組み込み状態に示すように、第一及び第二シールリップ32,33が適宜圧縮状態で密接される相手材5にストッパ39が近接対向しており、隙間Gを介して作用する第二の流路用溝12の流体圧力によってシール固定溝4から被固定凸部37が浮き上がろうとするのを、ストッパ39が前記相手材5と接触することによって規制するため、これによって、シール部材3の脱落を防止することができる。
【0047】
図11(A)(B)は、第四の形態の他の例として、それぞれ図7(A)(C)に示す燃料電池用片面リップ型ガスケットについて、シール固定溝4の内面に一体接合された板状の被固定基部31に、第一及び第二シールリップ32,33の間に位置してストッパ39が突設されたものである。図11(A)に示す例は、ストッパ39が第一セパレータ1の外周面1aと第二セパレータ2の段差面21aの嵌合部と背向する位置にあり、図11(B)に示す例は、被固定凸部37(シール固定溝4B)と背向する位置にあり、いずれも図9と同様の効果が実現される。
【0048】
なお、ストッパ39は、シール固定溝4から被固定凸部37が浮き上がっていない初期状態でも、相手材5と接触される構成としても良い。またこのストッパ39は、図1、図4、図6のような燃料電池用両面リップ型ガスケットに適用することもできる。
【0049】
また図12は、本発明に係るプレート一体型ガスケットの第五の形態としての燃料電池用片面リップ型ガスケットを示すものである。
【0050】
この形態は、図7(B)に示す燃料電池用片面リップ型ガスケットについて、ストッパ39が被固定凸部37から延在されると共に、互いに対向する第一セパレータ1の外周面1aと第二セパレータ2の段差面21aによるシール固定溝4内に形成された拡張部4aに係止されたもので、言い換えれば、シール固定溝4とこれに充填された被固定凸部37がアンダーカットをなしているものである。すなわちシール固定溝4の拡張部4aは、図12(A)に示す例では第一セパレータ1の外周面1aを斜面とすることによって形成されており、図12(B)に示す例では第一セパレータ1の外周面1aを段差面とすることによって形成されており、図12(C)に示す例では第一セパレータ1の外周面1aを湾曲面とすることによって形成されており、したがって、シール部材3の成形に際してこのシール固定溝4に成形用ゴム材料が充填されることによって被固定凸部37と共に形成されたストッパ39は、拡張部4aと対応する断面形状に形成されている。
【0051】
このため第五の形態によれば、第二の流路用溝12の流体圧力によるシール固定溝4からの被固定凸部37の浮き上がりを、ストッパ39とシール固定溝4の拡張部4aによるアンダーカット構造によって規制するため、これによって、シール部材3の脱落を防止することができる。しかも上述のように、第一セパレータ1の外周面1aを無理抜き形状とすることなく、斜面、段差面あるいは湾曲面とするだけでアンダーカット構造とすることができ、したがって、第一セパレータ1の成形コストが上昇することもない。
【0052】
図13は、第五の形態の他の例として、図4に示す燃料電池用両面リップ型ガスケットについて、上述した図12(A)〜(C)に示すストッパ39とシール固定溝4の拡張部4aによるアンダーカット構造を適用したものであり、いずれも図12と同様の効果が実現される。
【0053】
なお、図12及び図13に示す例では、いずれもシール固定溝4の拡張部4aを第一セパレータ1の外周面1aによって形成しているが、第二セパレータ2の段差面21aを斜面、段差面あるいは湾曲面などの形状とすることによって、外周側をアンダーカット構造とし、すなわちストッパ39及び拡張部4aが被固定凸部37及びシール固定溝4の外周側に形成された構成とすることもできる。
【0054】
ここで、図14は、図7(B)に示す形態の燃料電池用片面リップ型ガスケットを製作するための金型200を示すものである。すなわち図7(B)に示す燃料電池用片面リップ型ガスケットは、第一セパレータ1と第二セパレータ2を積層した状態で、上型201及び下型202からなる金型200にセットし、型締めした上型201及び下型202の内面と第一セパレータ1及び第二セパレータ2との間に画成されるキャビティ210に注入口220を介して未加硫の成形用ゴム材料を充填し、加熱・加圧することによって第一セパレータ1及び第二セパレータ2にシール部材3を一体成形して製作される。
【0055】
しかしながら、キャビティ210に充填された液状の成形用ゴム材料の一部は、その充填圧力によって第一セパレータ1と第二セパレータ2の積層隙間Gへ流出するため、充填圧力や成形用ゴム材料の粘度によっては、図15に示すように、このような成形用ゴム材料の流出により形成されるバリ3aが、第一セパレータ1と第二セパレータ2の間の第二の流路用溝12内に達するような事態も懸念される。そしてこのような場合は、バリ3aによって第二の流路用溝12内の流体の円滑な流通が妨げられるおそれがある。そこで図16に示す第六の形態としての燃料電池用片面リップ型ガスケットは、バリ止め突起26によってバリ3aを適切な長さに形成したものである。
【0056】
詳しくは図17に示すように、第一セパレータ1の下面と積層される第二セパレータ2の上面に、第一セパレータ1における第二の流路用溝12の形成領域より外周側の下面と密接されるバリ止め突起26を設け、シール部材3の成形に際しては、前記第一セパレータ1と第二セパレータ2を積層した状態で、図18に示すように上型201及び下型202からなる金型200にセットして型締めし、上型201及び下型202の内面と第一セパレータ1及び第二セパレータ2との間に画成されるキャビティ210に注入口220を介して未加硫の成形用ゴム材料を充填し、加熱・加圧する。
【0057】
このとき、キャビティ210に充填された液状の成形用ゴム材料の一部は、その充填圧力によって第一セパレータ1と第二セパレータ2の積層隙間Gへ流出しようとするが、その流出は、第一セパレータ1の下面と密接されたバリ止め突起26によって、第一セパレータ1における第二の流路用溝12の形成領域より外周側の位置で堰き止められる。このため、成形用ゴム材料の流出により形成されるバリ3aは、バリ止め突起26によって適切な長さに設定される。したがってこの構成によれば、バリ3aによって第二の流路用溝12内の流体の流通が妨げられるようなことはなく、しかも第一セパレータ1と第二セパレータ2の積層面間に、適切な長さ(幅)のバリ3aによる接着層が形成されるので、第一セパレータ1と第二セパレータ2が良好に一体化され、さらには、バリ3aが先に説明した図12及び図13におけるストッパ39と同様の機能を奏するので、流体圧力によるシール固定溝4からの被固定凸部37の浮き上がりを有効に防止することができる。
【0058】
また、図19に示す比較例のように、第二セパレータ2のバリ止め突起26が第一セパレータ1の先端近傍に密接されるものである場合、このバリ止め突起26は、第一セパレータ1側のキャビティ200aの端部を締め切る上型201の衝合面201aからずれた位置関係となり、衝合面201aから第一セパレータ1に加えられる型締め力F1と、これに伴い第一セパレータ1の先端部がバリ止め突起26に押し付けられることによる反力F2によって、第一セパレータ1に曲げ荷重が加わり、クラックCRを生じるおそれがある。このため、図18のように、バリ止め突起26は衝合面201aと対応する位置に形成することが好ましい。
【0059】
また、このようにすれば、キャビティ210に充填される成形用ゴム材料の圧力と、積層隙間Gへ廻り込んだ成形用ゴム材料の圧力が、第一セパレータ1の両側で均衡するので、成形用ゴム材料の圧力による曲げ荷重も生じない。
【0060】
なお、このバリ止め突起26は、先に説明した各実施の形態にも同様に適用することができる。
【0061】
図20に示す第七の形態としての燃料電池用片面リップ型ガスケットも、第六の形態と同様の目的で、バリ3aを適切な長さに形成したものである。
【0062】
詳しくは、第一セパレータ1の下面と積層される第二セパレータ2の上面に、この第二セパレータ2における第三の流路用溝22の形成領域より外周側に位置して突起27を設けると共に、第一セパレータ1における第二の流路用溝12の形成領域より外周側の下面に、前記突起27と遊嵌される溝14を設けることによって、互いに遊嵌したこれら突起27と溝14の間に、ジグザグの屈曲形状のバリ止めラビリンス隙間Lを形成してある。
【0063】
すなわち、シール部材3の成形に際して、第一セパレータ1と第二セパレータ2を積層した状態で、図22に示すように上型201及び下型202からなる金型200にセットして型締めし、上型201及び下型202の内面と第一セパレータ1及び第二セパレータ2との間に画成されるキャビティ210に注入口220を介して未加硫の成形用ゴム材料を充填し、加熱・加圧すると、キャビティ210に充填された液状の成形用ゴム材料の一部は、その充填圧力によって第一セパレータ1と第二セパレータ2の積層隙間Gへ流出しようとするが、その流出圧力は、互いに遊嵌した突起27と溝14の間でジグザグに屈曲したバリ止めラビリンス隙間Lの流動抵抗によって減衰し、第一セパレータ1における第二の流路用溝12の形成領域より外周側の位置で堰き止められる。このため、成形用ゴム材料の流出により形成されるバリ3aは、バリ止めラビリンス隙間Lによって適切な長さに設定される。
【0064】
したがってこの構成によれば、先に説明した第六の形態と同様、バリ3aの流出が適切に規定されるので、第二の流路用溝12内へバリ3aが形成されるようなことはなく、しかも第一セパレータ1と第二セパレータ2の積層面間にバリ3aによる接着層が形成されるので、第一セパレータ1と第二セパレータ2が良好に一体化され、さらには、バリ3aが先に説明した図12及び図13におけるストッパ39と同様の機能を奏するので、流体圧力によるシール固定溝4からの被固定凸部37の浮き上がりを有効に防止することができる。
【0065】
また、第一セパレータ1と第二セパレータ2を積層する際に、突起27と溝14を互いに遊嵌することで互いの位置決めとなるので、高精度に積層することができる。
【0066】
そして、突起27と溝14は互いに遊嵌されるものであるため、先に説明した第六の形態のバリ止め突起26のように金型200の衝合面201aの直下位置に形成する必要はなく、このため設計の自由度が高くなる。また、第一セパレータ1と第二セパレータ2の内部の成形用ゴム材料の流出長さ(バリ3aの長さ)は非破壊検査が困難であることから、突起27と溝14によるバリ3aの長さがバリ止めラビリンス隙間Lによって確実に規定されることで、検査工数を削減することができ、これによってコストダウンを図ることができる。
【0067】
また、この突起27と溝14によるラビリンス隙間Lは、先に説明した各実施の形態にも同様に適用することができる。
【0068】
なお、図示の例とは逆に、突起は第一セパレータ1側に、溝は第二セパレータ2側に形成しても良い。
【符号の説明】
【0069】
1 第一セパレータ(プレート)
1a 外周面
14 溝
2 第二セパレータ(プレート)
21a 段差面
23 段差状溝
24 シール固定溝
25 連通孔
26 バリ止め突起
27 突起
3 シール部材
31 被固定基部(被固定部)
32 第一シールリップ
33 第二シールリップ
34 第二被固定基部
35 第三シールリップ
36 橋絡部
37 被固定凸部(被固定部)
38 シート状基部
39 ストッパ
4,4A,4B シール固定溝
5 相手材
200 金型
200a キャビティ
【特許請求の範囲】
【請求項1】
一方のプレートと他方のプレートが互いに積層されると共に、一方のプレートの外周面が他方のプレートに形成された段差面に嵌合又は遊嵌され、ゴム状弾性を有する弾性材料からなるシール部材が、前記一方のプレート及び他方のプレートの双方に跨って一体に成形されると共に、前記一方のプレートと他方のプレートの間に形成されたシール固定溝に充填された被固定部を有することを特徴とするプレート一体型ガスケット。
【請求項2】
シール固定溝が一方のプレートの外周面と他方のプレートの段差面との間に形成されたことを特徴とする請求項1に記載のプレート一体型ガスケット。
【請求項3】
シール部材に、シール固定溝から被固定部が抜け出すのを規制するストッパが形成されたことを特徴とする請求項1又は2に記載のプレート一体型ガスケット。
【請求項4】
ストッパが被固定部から延在されると共に、シール固定溝内に形成された拡張部に係止されたことを特徴とする請求項3に記載のプレート一体型ガスケット。
【請求項5】
一方のプレートと他方のプレートの互いの積層面のうちの一方に、他方と密接されるバリ止め突起が設けられたことを特徴とする請求項1〜4のいずれかに記載のプレート一体型ガスケット。
【請求項6】
一方のプレートと他方のプレートの互いの積層面のうちの一方に突起が設けられ、他方に前記突起と遊嵌される溝が設けられ、互いに遊嵌したこれら突起と溝によりバリ止めラビリンス隙間が形成されたことを特徴とする請求項1〜4のいずれかに記載のプレート一体型ガスケット。
【請求項1】
一方のプレートと他方のプレートが互いに積層されると共に、一方のプレートの外周面が他方のプレートに形成された段差面に嵌合又は遊嵌され、ゴム状弾性を有する弾性材料からなるシール部材が、前記一方のプレート及び他方のプレートの双方に跨って一体に成形されると共に、前記一方のプレートと他方のプレートの間に形成されたシール固定溝に充填された被固定部を有することを特徴とするプレート一体型ガスケット。
【請求項2】
シール固定溝が一方のプレートの外周面と他方のプレートの段差面との間に形成されたことを特徴とする請求項1に記載のプレート一体型ガスケット。
【請求項3】
シール部材に、シール固定溝から被固定部が抜け出すのを規制するストッパが形成されたことを特徴とする請求項1又は2に記載のプレート一体型ガスケット。
【請求項4】
ストッパが被固定部から延在されると共に、シール固定溝内に形成された拡張部に係止されたことを特徴とする請求項3に記載のプレート一体型ガスケット。
【請求項5】
一方のプレートと他方のプレートの互いの積層面のうちの一方に、他方と密接されるバリ止め突起が設けられたことを特徴とする請求項1〜4のいずれかに記載のプレート一体型ガスケット。
【請求項6】
一方のプレートと他方のプレートの互いの積層面のうちの一方に突起が設けられ、他方に前記突起と遊嵌される溝が設けられ、互いに遊嵌したこれら突起と溝によりバリ止めラビリンス隙間が形成されたことを特徴とする請求項1〜4のいずれかに記載のプレート一体型ガスケット。
【図1】


【図2】
【図3】

【図4】
【図5】

【図6】
【図7】

【図8】
【図9】
【図10】

【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【公開番号】特開2013−64486(P2013−64486A)
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願番号】特願2011−228868(P2011−228868)
【出願日】平成23年10月18日(2011.10.18)
【出願人】(000004385)NOK株式会社 (1,527)
【Fターム(参考)】
【公開日】平成25年4月11日(2013.4.11)
【国際特許分類】
【出願日】平成23年10月18日(2011.10.18)
【出願人】(000004385)NOK株式会社 (1,527)
【Fターム(参考)】
[ Back to top ]