
ヘアライン仕上げの高耐候性加飾シートおよびこの製造方法
本発明は、ヘアライン仕上げの高耐候性加飾シートおよびこの製造方法に関する。
本発明は、被貼着物の表面に貼着されて前記被貼着物を外部環境から保護する高耐候性加飾シートであって、前記被貼着物に貼着される下面を有するPVC層と、前記PVC層の上面と接する下面およびヘアライン仕上げの上面を有し、アルミニウムとアクリルとの混合材質から形成されるヘアライン印刷層と、前記ヘアライン印刷層の上面と接する下面および前記外部環境に露出される上面を有するアクリル層と、を備えることを特徴とするヘアライン仕上げの高耐候性加飾シートを提供する。

本発明は、被貼着物の表面に貼着されて前記被貼着物を外部環境から保護する高耐候性加飾シートであって、前記被貼着物に貼着される下面を有するPVC層と、前記PVC層の上面と接する下面およびヘアライン仕上げの上面を有し、アルミニウムとアクリルとの混合材質から形成されるヘアライン印刷層と、前記ヘアライン印刷層の上面と接する下面および前記外部環境に露出される上面を有するアクリル層と、を備えることを特徴とするヘアライン仕上げの高耐候性加飾シートを提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被貼着物に貼着される加飾シートに係り、さらに詳しくは、前記被貼着物を紫外線、水分などの外部環境から保護するために、高耐候性を持たせるとともに、金属調の質感のヘアライン加工を施したヘアライン仕上げの高耐候性加飾シートに関する。また、本発明は、前記加飾シートの製造方法に関する。
【背景技術】
【0002】
一般に、建物には、採光および換気のために窓戸が設けられる。また、窓戸は、建物に直接的に設けられる窓枠と、前記窓枠に引違い窓または開き窓として取り付けられる窓と、を備える。窓は、窓枠と結合する枠体と、前記枠体に固定されるガラス板と、を備える。
【0003】
窓枠および枠体の外表面のうち、建物の外部に露出されている表面には、普通、高耐候性加飾シートが貼着される。高耐候性加飾シートは、紫外線、水分などの外部環境から窓枠および枠体を保護する必要があるため、紫外線、水分などに対する抵抗性が高いといった特性がある。
【0004】
一方で、窓枠および枠体の見栄えを良くするために、最近、金属調の高耐候性加飾シートが求められている。このニーズに応えるために、PVCシートにヘアライン加工を施した加飾シート、PETシートにヘアライン加工を施した加飾シートなどが上市されているが、前者の場合、金属調の質感を表現することに限界があり、後者の場合、PETの耐候性が悪いため高耐候性シートとしては不向きであるという問題がある。
【0005】
特開第2004−142439号公報には、高耐候性及び金属調の質感を併せ持つ金属光沢シートが開示されている。前記金属光沢シートは、被貼着物と接触する基材シートと、基材シートの上面に積層された金属光沢層と、金属光沢層の上面に積層された微細凹凸層と、微細凹凸層の上面に積層された保護シートと、を備える。基材シートは、アクリル、PVC、PETなどから形成され、金属光沢層は、アルミニウム、ニッケル、クロムなどから形成され、微細凹凸層は、アクリル、PVCなどから形成され、保護シートは、アクリルなどから形成される。
【0006】
前記金属光沢シートは、金属材質からなる金属光沢層を備え、前記金属光沢層にヘアライン加工が施されるため、金属調の質感が得られる。なお、金属光沢層の下側および上側のそれぞれに耐候性に優れた基材シートおよび保護シートが配設されるため、高耐候性が得られる。
【0007】
しかしながら、前記特開第2004−142439号公報に記載の金属光沢シートによれば、微細凹凸層を介してアルミニウム、ニッケル、クロムなどの金属からなる金属光沢層にヘアラインが形成される。この理由から、前記金属光沢シートは、金属光沢層と保護シートとの間に必ず微細凹凸層が配設されなければならないという問題がある。
【0008】
また、前記金属光沢シートによれば、金属からなる金属光沢層が高分子樹脂からなる微細凹凸層および基材シートと接触しているため、金属光沢層と微細凹凸層との間の接着力、または、金属光沢層と基材シートとの間の接着力が十分に確保されないという問題がある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開第2004−142439号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は上述の従来の問題点を解消するために案出されたものであり、従来に比べて簡単な構造に製造することができ、ヘアライン仕上げの金属材質のシートと、これと隣り合う非金属材質のシートとの間の接着力を向上させることのできるヘアライン仕上げの高耐候性加飾シートを提供することを目的としている。
【0011】
また、本発明は、前記加飾シートの製造方法を提供することを他の目的としている。
【課題を解決するための手段】
【0012】
上述した目的を達成するために、本発明は、被貼着物の表面に貼着されて前記被貼着物を外部環境から保護する高耐候性加飾シートであって、前記被貼着物に貼着される下面を有するPVC層と、前記PVC層の上面と接する下面およびヘアライン仕上げの上面を有し、アルミニウムとアクリルとの混合材質から形成されるヘアライン印刷層と、前記ヘアライン印刷層の上面と接する下面および前記外部環境に露出される上面を有するアクリル層と、を備えることを特徴とするヘアライン仕上げの高耐候性加飾シートを提供する。
【0013】
好ましくは、前記ヘアライン印刷層の膜厚は、3μm〜10μmである。
【0014】
また、本発明は、被貼着物の表面に貼着されて前記被貼着物を外部環境から保護する高耐候性加飾シートの製造方法であって、(a)転写フィルムの一方の面にヘアラインを形成するステップと、(b)ヘアラインの形成された前記転写フィルムの一方の面にアルミニウムとアクリルメディアムとの混合コーティング液をコーティングし、前記コーティング液を硬化させるステップと、(c)硬化済みの前記コーティング液とPVCシートとが接するように前記転写フィルムを前記PVCシートに熱転写させた後、前記転写フィルムを引き剥がすステップと、(d)硬化済みの前記コーティング液の一方の面にアクリルフィルムを積層するステップと、を備えることを特徴とするヘアライン仕上げの高耐候性加飾シートの製造方法を提供する。
【0015】
好ましくは、前記ステップ(b)において、前記コーティング液が3μm〜10μmの厚さにコーティングされる。
【0016】
好ましくは、前記ステップ(c)において、前記転写フィルムが、前記PVCシートに、110℃〜170℃の温度で熱転写される。
【0017】
好ましくは、前記アクリルメディアムの重量は、前記コーティング液の総重量の75%〜98%である。
【発明の効果】
【0018】
本発明によれば、別途の補助層がなくても、ヘアライン印刷層の一方の面にヘアライン加工を施すことができるので、加飾シートの構造が簡単である。
【0019】
また、本発明によれば、ヘアライン印刷層がアルミニウムとアクリルとの混合材質から形成されるので、ヘアライン印刷層と、これと隣り合う非金属材質の層との間の接着力が良好である。
【0020】
さらに、本発明によれば、ヘアライン印刷層が耐候性を保証して、ヘアライン印刷層に接しているアクリル層およびPVC層もまた耐候性を有するので、加飾シートの高耐候性が保証される。
【0021】
さらにまた、本発明によれば、アルミニウムなどの金属にヘアラインを容易に形成することができる。
【図面の簡単な説明】
【0022】
【図1】本発明に係るヘアライン仕上げの高耐候性加飾シートの一実施の形態を示す断面図である。
【図2】図1の加飾シートの製造過程を概念的に示す工程手順図である。
【発明を実施するための形態】
【0023】
以下、添付図面に基づき、本発明に係るヘアライン仕上げの高耐候性加飾シートおよびこの製造方法についての好適な実施形態を詳述する。以下で用いられる用語や単語は通常的または辞書的な意味に限定して解釈されてはならず、発明者は、自分の発明を最良の方法により説明するために用語の概念を適切に定義することができるという原則に即して、本発明の技術的思想に見合う意味と概念として解釈さるべきである。
【0024】
図1は、本発明に係るヘアライン仕上げの高耐候性加飾シートの一実施の形態を示す断面図であり、図2は、図1の加飾シートの製造過程を概念的に示す工程手順図である。
【0025】
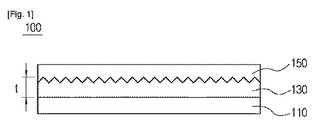
本発明に係るヘアライン仕上げの高耐候性加飾シート100は、窓枠、窓の枠体などの被貼着物の表面に貼着されて前記被貼着物を紫外線、水分などの外部環境から保護するためのものであり、図1に示すように、PCV層110と、ヘアライン印刷層130と、アクリル層150と、を備える。
【0026】
PVC層110は、加飾シート100の最下層であり、その下面は被貼着物に貼着される。なお、PVC層110は、耐候性を保証するためにポリ塩化ビニール(PVC)から製造される。
【0027】
ヘアライン印刷層130は、PVC層110に積層される層であり、その下面はPVC層110の上面と接し、その上面にはヘアラインが形成される。なお、ヘアライン印刷層130は、アルミニウムとアクリルとの混合材質から形成される。
【0028】
ヘアライン印刷層130の材質に金属であるアルミニウムが含有され、ヘアライン印刷層130の上面にヘアラインが形成される場合、加飾シート100に金属調の質感が表現可能になる。なお、アルミニウムは、他の金属に比べて安価であるため、ヘアライン印刷層130の材質としてアルミニウムが用いられる場合、加飾シート100が安価に製造可能になる。
【0029】
ヘアライン印刷層130がアルミニウム単独からなる場合、ヘアライン印刷層130の耐候性が良好ではない。また、金属材質のヘアライン印刷層130と非金属材質のPCV層110との間、及び、金属材質のヘアライン印刷層130と非金属材質のアクリル層150との間の接着力が良好ではない。このため、アクリル及びアルミニウムがヘアライン印刷層130の材質として併用される。アクリルは、高耐候性を有しているため、アクリルがヘアライン印刷層130の材質に含有されると、ヘアライン印刷層130は、金属調の質感の形成機能だけではなく、耐候性の保証機能も行うことができる。なお、アクリルは非金属であるため、アクリルがヘアライン印刷層130の材質に含有されると、ヘアライン印刷層130とPCV層110との間、及び、ヘアライン印刷層130とアクリル層150との間の良好な接着力が保証される。
【0030】
このとき、ヘアライン印刷層130の膜厚tは、3μm〜10μmであることが好ましい。これは、ヘアライン印刷層130の膜厚が上記の膜厚の下限よりも厚ければ、ヘアライン印刷層130が形成し難く、前記上限よりも薄ければ、材料の無駄使いが発生するためである。
【0031】
アクリル層150は、加飾シート100の最上層であり、その下面はヘアライン印刷層130の上面と接し、その上面は外部環境に露出される。なお、アクリル層150は、耐候性を保証するために、アクリルから製造される。
【0032】
以下、図2に基づき、上述した加飾シート100の製造方法を説明する。
【0033】
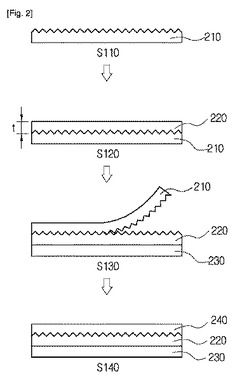
本発明に係るヘアライン仕上げの高耐候性加飾シートの製造方法は、第1のステップから第4のステップS110からS140を含む。
【0034】
第1のステップ(S110)においては、転写フィルム210の一方の面にヘアラインが形成される。転写フィルム210は、ヘアラインが形成し易い材質、例えば、ポリエチレンテレフタレート(PET)などからなる。
【0035】
第2のステップ(S120)においては、ヘアラインの形成された転写フィルム210の一方の面にアルミニウムとアクリルメディアムとが混合されたコーティング液220がコーティングされ、前記コーティング液220が硬化される。前記アクリルメディアムは、アクリルと溶剤とが混合された液状の物質である。前記溶剤は、コーティング液220の硬化時に蒸発する。このため、硬化済みのコーティング液220は、アルミニウム及びアクリルのみを含む。
【0036】
アクリルメディアムは、硬化済みのコーティング液220と、これに接する非金属物質(PVCシート)230およびアクリルフィルム240間の良好な接着力を保証する。前記接着力は、アクリルメディアムの含量が高くなるにつれて向上するが、アクリルメディアムの含量が高過ぎると、ヘアラインの形成効果が低減するという問題がある。このため、アクリルメディアムの重量は、コーティング液220の総重量の75%〜98%であることが好ましい。
【0037】
一方、コーティング液220のコーティング厚さtが薄すぎると、第3のステップ(S130)において転写フィルム210が引き剥がされるときに硬化済みのコーティング液220が損傷する虞があり、コーティング液220のコーティング厚さtが厚過ぎると、材料の無駄使いにつながる。このため、コーティング液220は、3μm〜10μmの厚さにコーティングされることが好ましい。
【0038】
第3のステップ(S130)においては、硬化済みの前記コーティング液220とPVCシート230とが接するように転写フィルム210がPVCシート230に熱転写された後に、前記転写フィルム210が引き剥がされる。
【0039】
ステップ(S130)が行われた後、PCVシート230の上に硬化済みのコーティング液220が積層され、コーティング液220の上面にはヘアラインが形成される。一方、PVCシート230と硬化済みのコーティング液220との間の接着力を保証すると共に、硬化済みのコーティング液220が溶ける現象を防ぐために、熱転写は、110℃〜170℃の温度で行われることが好ましい。
【0040】
第4のステップ(S140)においては、硬化済みのコーティング液220の上面にアクリルフィルム240が積層される。アクリルフィルム240の積層は熱処理により行われる。
【0041】
上述した過程を経て製造された加飾シートは、PVCシート230と、ここに積層されたコーティング液220と、コーティング液220に積層されたアクリルフィルム240と、を備える。
【0042】
PVCシート230はPVC層110を形成し、硬化済みのコーティング液220はヘアライン印刷層130を形成し、アクリルフィルム240はアクリル層150を形成する。
【0043】
アルミニウムなどの金属にヘアラインを形成することは困難である。しかしながら、上述した如き製造方法を用いる場合、アルミニウムなどの金属にヘアラインを極めて容易に形成することができる。
【0044】
以上、本発明はたとえ限定された実施形態と図面によって説明されたが、本発明はこれらによって何ら限定されず、本発明が属する技術分野において通常の知識を持った者によって本発明の技術思想と特許請求の範囲の均等範囲内において種々に修正および変形可能であることはいうまでもない。
【符号の説明】
【0045】
100 高耐候性加飾シート
110 PVC層
130 ヘアライン印刷層
150 アクリル層
210 転写フィルム
220 コーティング液
230 非金属物質(PVCシート)
240 アクリルフィルム
【技術分野】
【0001】
本発明は、被貼着物に貼着される加飾シートに係り、さらに詳しくは、前記被貼着物を紫外線、水分などの外部環境から保護するために、高耐候性を持たせるとともに、金属調の質感のヘアライン加工を施したヘアライン仕上げの高耐候性加飾シートに関する。また、本発明は、前記加飾シートの製造方法に関する。
【背景技術】
【0002】
一般に、建物には、採光および換気のために窓戸が設けられる。また、窓戸は、建物に直接的に設けられる窓枠と、前記窓枠に引違い窓または開き窓として取り付けられる窓と、を備える。窓は、窓枠と結合する枠体と、前記枠体に固定されるガラス板と、を備える。
【0003】
窓枠および枠体の外表面のうち、建物の外部に露出されている表面には、普通、高耐候性加飾シートが貼着される。高耐候性加飾シートは、紫外線、水分などの外部環境から窓枠および枠体を保護する必要があるため、紫外線、水分などに対する抵抗性が高いといった特性がある。
【0004】
一方で、窓枠および枠体の見栄えを良くするために、最近、金属調の高耐候性加飾シートが求められている。このニーズに応えるために、PVCシートにヘアライン加工を施した加飾シート、PETシートにヘアライン加工を施した加飾シートなどが上市されているが、前者の場合、金属調の質感を表現することに限界があり、後者の場合、PETの耐候性が悪いため高耐候性シートとしては不向きであるという問題がある。
【0005】
特開第2004−142439号公報には、高耐候性及び金属調の質感を併せ持つ金属光沢シートが開示されている。前記金属光沢シートは、被貼着物と接触する基材シートと、基材シートの上面に積層された金属光沢層と、金属光沢層の上面に積層された微細凹凸層と、微細凹凸層の上面に積層された保護シートと、を備える。基材シートは、アクリル、PVC、PETなどから形成され、金属光沢層は、アルミニウム、ニッケル、クロムなどから形成され、微細凹凸層は、アクリル、PVCなどから形成され、保護シートは、アクリルなどから形成される。
【0006】
前記金属光沢シートは、金属材質からなる金属光沢層を備え、前記金属光沢層にヘアライン加工が施されるため、金属調の質感が得られる。なお、金属光沢層の下側および上側のそれぞれに耐候性に優れた基材シートおよび保護シートが配設されるため、高耐候性が得られる。
【0007】
しかしながら、前記特開第2004−142439号公報に記載の金属光沢シートによれば、微細凹凸層を介してアルミニウム、ニッケル、クロムなどの金属からなる金属光沢層にヘアラインが形成される。この理由から、前記金属光沢シートは、金属光沢層と保護シートとの間に必ず微細凹凸層が配設されなければならないという問題がある。
【0008】
また、前記金属光沢シートによれば、金属からなる金属光沢層が高分子樹脂からなる微細凹凸層および基材シートと接触しているため、金属光沢層と微細凹凸層との間の接着力、または、金属光沢層と基材シートとの間の接着力が十分に確保されないという問題がある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開第2004−142439号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は上述の従来の問題点を解消するために案出されたものであり、従来に比べて簡単な構造に製造することができ、ヘアライン仕上げの金属材質のシートと、これと隣り合う非金属材質のシートとの間の接着力を向上させることのできるヘアライン仕上げの高耐候性加飾シートを提供することを目的としている。
【0011】
また、本発明は、前記加飾シートの製造方法を提供することを他の目的としている。
【課題を解決するための手段】
【0012】
上述した目的を達成するために、本発明は、被貼着物の表面に貼着されて前記被貼着物を外部環境から保護する高耐候性加飾シートであって、前記被貼着物に貼着される下面を有するPVC層と、前記PVC層の上面と接する下面およびヘアライン仕上げの上面を有し、アルミニウムとアクリルとの混合材質から形成されるヘアライン印刷層と、前記ヘアライン印刷層の上面と接する下面および前記外部環境に露出される上面を有するアクリル層と、を備えることを特徴とするヘアライン仕上げの高耐候性加飾シートを提供する。
【0013】
好ましくは、前記ヘアライン印刷層の膜厚は、3μm〜10μmである。
【0014】
また、本発明は、被貼着物の表面に貼着されて前記被貼着物を外部環境から保護する高耐候性加飾シートの製造方法であって、(a)転写フィルムの一方の面にヘアラインを形成するステップと、(b)ヘアラインの形成された前記転写フィルムの一方の面にアルミニウムとアクリルメディアムとの混合コーティング液をコーティングし、前記コーティング液を硬化させるステップと、(c)硬化済みの前記コーティング液とPVCシートとが接するように前記転写フィルムを前記PVCシートに熱転写させた後、前記転写フィルムを引き剥がすステップと、(d)硬化済みの前記コーティング液の一方の面にアクリルフィルムを積層するステップと、を備えることを特徴とするヘアライン仕上げの高耐候性加飾シートの製造方法を提供する。
【0015】
好ましくは、前記ステップ(b)において、前記コーティング液が3μm〜10μmの厚さにコーティングされる。
【0016】
好ましくは、前記ステップ(c)において、前記転写フィルムが、前記PVCシートに、110℃〜170℃の温度で熱転写される。
【0017】
好ましくは、前記アクリルメディアムの重量は、前記コーティング液の総重量の75%〜98%である。
【発明の効果】
【0018】
本発明によれば、別途の補助層がなくても、ヘアライン印刷層の一方の面にヘアライン加工を施すことができるので、加飾シートの構造が簡単である。
【0019】
また、本発明によれば、ヘアライン印刷層がアルミニウムとアクリルとの混合材質から形成されるので、ヘアライン印刷層と、これと隣り合う非金属材質の層との間の接着力が良好である。
【0020】
さらに、本発明によれば、ヘアライン印刷層が耐候性を保証して、ヘアライン印刷層に接しているアクリル層およびPVC層もまた耐候性を有するので、加飾シートの高耐候性が保証される。
【0021】
さらにまた、本発明によれば、アルミニウムなどの金属にヘアラインを容易に形成することができる。
【図面の簡単な説明】
【0022】
【図1】本発明に係るヘアライン仕上げの高耐候性加飾シートの一実施の形態を示す断面図である。
【図2】図1の加飾シートの製造過程を概念的に示す工程手順図である。
【発明を実施するための形態】
【0023】
以下、添付図面に基づき、本発明に係るヘアライン仕上げの高耐候性加飾シートおよびこの製造方法についての好適な実施形態を詳述する。以下で用いられる用語や単語は通常的または辞書的な意味に限定して解釈されてはならず、発明者は、自分の発明を最良の方法により説明するために用語の概念を適切に定義することができるという原則に即して、本発明の技術的思想に見合う意味と概念として解釈さるべきである。
【0024】
図1は、本発明に係るヘアライン仕上げの高耐候性加飾シートの一実施の形態を示す断面図であり、図2は、図1の加飾シートの製造過程を概念的に示す工程手順図である。
【0025】
本発明に係るヘアライン仕上げの高耐候性加飾シート100は、窓枠、窓の枠体などの被貼着物の表面に貼着されて前記被貼着物を紫外線、水分などの外部環境から保護するためのものであり、図1に示すように、PCV層110と、ヘアライン印刷層130と、アクリル層150と、を備える。
【0026】
PVC層110は、加飾シート100の最下層であり、その下面は被貼着物に貼着される。なお、PVC層110は、耐候性を保証するためにポリ塩化ビニール(PVC)から製造される。
【0027】
ヘアライン印刷層130は、PVC層110に積層される層であり、その下面はPVC層110の上面と接し、その上面にはヘアラインが形成される。なお、ヘアライン印刷層130は、アルミニウムとアクリルとの混合材質から形成される。
【0028】
ヘアライン印刷層130の材質に金属であるアルミニウムが含有され、ヘアライン印刷層130の上面にヘアラインが形成される場合、加飾シート100に金属調の質感が表現可能になる。なお、アルミニウムは、他の金属に比べて安価であるため、ヘアライン印刷層130の材質としてアルミニウムが用いられる場合、加飾シート100が安価に製造可能になる。
【0029】
ヘアライン印刷層130がアルミニウム単独からなる場合、ヘアライン印刷層130の耐候性が良好ではない。また、金属材質のヘアライン印刷層130と非金属材質のPCV層110との間、及び、金属材質のヘアライン印刷層130と非金属材質のアクリル層150との間の接着力が良好ではない。このため、アクリル及びアルミニウムがヘアライン印刷層130の材質として併用される。アクリルは、高耐候性を有しているため、アクリルがヘアライン印刷層130の材質に含有されると、ヘアライン印刷層130は、金属調の質感の形成機能だけではなく、耐候性の保証機能も行うことができる。なお、アクリルは非金属であるため、アクリルがヘアライン印刷層130の材質に含有されると、ヘアライン印刷層130とPCV層110との間、及び、ヘアライン印刷層130とアクリル層150との間の良好な接着力が保証される。
【0030】
このとき、ヘアライン印刷層130の膜厚tは、3μm〜10μmであることが好ましい。これは、ヘアライン印刷層130の膜厚が上記の膜厚の下限よりも厚ければ、ヘアライン印刷層130が形成し難く、前記上限よりも薄ければ、材料の無駄使いが発生するためである。
【0031】
アクリル層150は、加飾シート100の最上層であり、その下面はヘアライン印刷層130の上面と接し、その上面は外部環境に露出される。なお、アクリル層150は、耐候性を保証するために、アクリルから製造される。
【0032】
以下、図2に基づき、上述した加飾シート100の製造方法を説明する。
【0033】
本発明に係るヘアライン仕上げの高耐候性加飾シートの製造方法は、第1のステップから第4のステップS110からS140を含む。
【0034】
第1のステップ(S110)においては、転写フィルム210の一方の面にヘアラインが形成される。転写フィルム210は、ヘアラインが形成し易い材質、例えば、ポリエチレンテレフタレート(PET)などからなる。
【0035】
第2のステップ(S120)においては、ヘアラインの形成された転写フィルム210の一方の面にアルミニウムとアクリルメディアムとが混合されたコーティング液220がコーティングされ、前記コーティング液220が硬化される。前記アクリルメディアムは、アクリルと溶剤とが混合された液状の物質である。前記溶剤は、コーティング液220の硬化時に蒸発する。このため、硬化済みのコーティング液220は、アルミニウム及びアクリルのみを含む。
【0036】
アクリルメディアムは、硬化済みのコーティング液220と、これに接する非金属物質(PVCシート)230およびアクリルフィルム240間の良好な接着力を保証する。前記接着力は、アクリルメディアムの含量が高くなるにつれて向上するが、アクリルメディアムの含量が高過ぎると、ヘアラインの形成効果が低減するという問題がある。このため、アクリルメディアムの重量は、コーティング液220の総重量の75%〜98%であることが好ましい。
【0037】
一方、コーティング液220のコーティング厚さtが薄すぎると、第3のステップ(S130)において転写フィルム210が引き剥がされるときに硬化済みのコーティング液220が損傷する虞があり、コーティング液220のコーティング厚さtが厚過ぎると、材料の無駄使いにつながる。このため、コーティング液220は、3μm〜10μmの厚さにコーティングされることが好ましい。
【0038】
第3のステップ(S130)においては、硬化済みの前記コーティング液220とPVCシート230とが接するように転写フィルム210がPVCシート230に熱転写された後に、前記転写フィルム210が引き剥がされる。
【0039】
ステップ(S130)が行われた後、PCVシート230の上に硬化済みのコーティング液220が積層され、コーティング液220の上面にはヘアラインが形成される。一方、PVCシート230と硬化済みのコーティング液220との間の接着力を保証すると共に、硬化済みのコーティング液220が溶ける現象を防ぐために、熱転写は、110℃〜170℃の温度で行われることが好ましい。
【0040】
第4のステップ(S140)においては、硬化済みのコーティング液220の上面にアクリルフィルム240が積層される。アクリルフィルム240の積層は熱処理により行われる。
【0041】
上述した過程を経て製造された加飾シートは、PVCシート230と、ここに積層されたコーティング液220と、コーティング液220に積層されたアクリルフィルム240と、を備える。
【0042】
PVCシート230はPVC層110を形成し、硬化済みのコーティング液220はヘアライン印刷層130を形成し、アクリルフィルム240はアクリル層150を形成する。
【0043】
アルミニウムなどの金属にヘアラインを形成することは困難である。しかしながら、上述した如き製造方法を用いる場合、アルミニウムなどの金属にヘアラインを極めて容易に形成することができる。
【0044】
以上、本発明はたとえ限定された実施形態と図面によって説明されたが、本発明はこれらによって何ら限定されず、本発明が属する技術分野において通常の知識を持った者によって本発明の技術思想と特許請求の範囲の均等範囲内において種々に修正および変形可能であることはいうまでもない。
【符号の説明】
【0045】
100 高耐候性加飾シート
110 PVC層
130 ヘアライン印刷層
150 アクリル層
210 転写フィルム
220 コーティング液
230 非金属物質(PVCシート)
240 アクリルフィルム
【特許請求の範囲】
【請求項1】
被貼着物の表面に貼着されて前記被貼着物を外部環境から保護する高耐候性加飾シートであって、
前記被貼着物に貼着される下面を有するPVC層と、
前記PVC層の上面と接する下面およびヘアライン仕上げの上面を有し、アルミニウムとアクリルとの混合材質から形成されるヘアライン印刷層と、
前記ヘアライン印刷層の上面と接する下面および前記外部環境に露出される上面を有するアクリル層と、
を備えることを特徴とするヘアライン仕上げの高耐候性加飾シート。
【請求項2】
前記ヘアライン印刷層の膜厚は、3μm〜10μmであることを特徴とする請求項1に記載のヘアライン仕上げの高耐候性加飾シート。
【請求項3】
被貼着物の表面に貼着されて前記被貼着物を外部環境から保護する高耐候性加飾シートの製造方法であって、
(a)転写フィルムの一方の面にヘアラインを形成するステップと、
(b)ヘアラインの形成された前記転写フィルムの一方の面にアルミニウムとアクリルメディアムとの混合コーティング液をコーティングし、前記コーティング液を硬化させるステップと、
(c)硬化済みの前記コーティング液とPVCシートとが接するように前記転写フィルムを前記PVCシートに熱転写させた後、前記転写フィルムを引き剥がすステップと、
(d)硬化済みの前記コーティング液の一方の面にアクリルフィルムを積層するステップと、
を備えることを特徴とするヘアライン仕上げの高耐候性加飾シートの製造方法。
【請求項4】
前記ステップ(b)において、前記コーティング液が3μm〜10μmの厚さにコーティングされることを特徴とする請求項3に記載のヘアライン仕上げの高耐候性加飾シートの製造方法。
【請求項5】
前記ステップ(c)において、前記転写フィルムが、前記PVCシートに、110℃〜170℃の温度で熱転写されることを特徴とする請求項3に記載のヘアライン仕上げの高耐候性加飾シートの製造方法。
【請求項6】
前記アクリルメディアムの重量は、前記コーティング液の総重量の75%〜98%であることを特徴とする請求項3に記載のヘアライン仕上げの高耐候性加飾シートの製造方法。
【請求項1】
被貼着物の表面に貼着されて前記被貼着物を外部環境から保護する高耐候性加飾シートであって、
前記被貼着物に貼着される下面を有するPVC層と、
前記PVC層の上面と接する下面およびヘアライン仕上げの上面を有し、アルミニウムとアクリルとの混合材質から形成されるヘアライン印刷層と、
前記ヘアライン印刷層の上面と接する下面および前記外部環境に露出される上面を有するアクリル層と、
を備えることを特徴とするヘアライン仕上げの高耐候性加飾シート。
【請求項2】
前記ヘアライン印刷層の膜厚は、3μm〜10μmであることを特徴とする請求項1に記載のヘアライン仕上げの高耐候性加飾シート。
【請求項3】
被貼着物の表面に貼着されて前記被貼着物を外部環境から保護する高耐候性加飾シートの製造方法であって、
(a)転写フィルムの一方の面にヘアラインを形成するステップと、
(b)ヘアラインの形成された前記転写フィルムの一方の面にアルミニウムとアクリルメディアムとの混合コーティング液をコーティングし、前記コーティング液を硬化させるステップと、
(c)硬化済みの前記コーティング液とPVCシートとが接するように前記転写フィルムを前記PVCシートに熱転写させた後、前記転写フィルムを引き剥がすステップと、
(d)硬化済みの前記コーティング液の一方の面にアクリルフィルムを積層するステップと、
を備えることを特徴とするヘアライン仕上げの高耐候性加飾シートの製造方法。
【請求項4】
前記ステップ(b)において、前記コーティング液が3μm〜10μmの厚さにコーティングされることを特徴とする請求項3に記載のヘアライン仕上げの高耐候性加飾シートの製造方法。
【請求項5】
前記ステップ(c)において、前記転写フィルムが、前記PVCシートに、110℃〜170℃の温度で熱転写されることを特徴とする請求項3に記載のヘアライン仕上げの高耐候性加飾シートの製造方法。
【請求項6】
前記アクリルメディアムの重量は、前記コーティング液の総重量の75%〜98%であることを特徴とする請求項3に記載のヘアライン仕上げの高耐候性加飾シートの製造方法。
【図1】

【図2】
【図2】
【公表番号】特表2013−514207(P2013−514207A)
【公表日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2012−544373(P2012−544373)
【出願日】平成22年12月7日(2010.12.7)
【国際出願番号】PCT/KR2010/008707
【国際公開番号】WO2011/074820
【国際公開日】平成23年6月23日(2011.6.23)
【出願人】(510244710)エルジー・ハウシス・リミテッド (17)
【Fターム(参考)】
【公表日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成22年12月7日(2010.12.7)
【国際出願番号】PCT/KR2010/008707
【国際公開番号】WO2011/074820
【国際公開日】平成23年6月23日(2011.6.23)
【出願人】(510244710)エルジー・ハウシス・リミテッド (17)
【Fターム(参考)】
[ Back to top ]