
ヘッドアップディスプレイおよびそれを用いた移動機器
【課題】表示部の外観不良が少なく、後加工成形が可能であり、さらに表示部での風景などの外部情報および情報の視認性が向上するヘッドアップディスプレイを提供する。
【解決手段】情報を投影する投影機10と、該情報が投影されて視認可能となる表示部とを備えたヘッドアップディスプレイであって、表示部が透明基材11、接着層12、熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)を交互に50層以上積層したハーフミラー材13の順で構成されており、ハーフミラー材の反射率が13%以上70%以下であり、表示部の欠点輝度分布むらが40%以下である。
【解決手段】情報を投影する投影機10と、該情報が投影されて視認可能となる表示部とを備えたヘッドアップディスプレイであって、表示部が透明基材11、接着層12、熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)を交互に50層以上積層したハーフミラー材13の順で構成されており、ハーフミラー材の反射率が13%以上70%以下であり、表示部の欠点輝度分布むらが40%以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ハーフミラー材を画像表示部に用いたヘッドアップディスプレイに関する。
【背景技術】
【0002】
人間の視野に直接情報を映し出す手段として、ヘッドアップディスプレイが知られている。これは、例えば、自動車の運転中、車両内で計器類の速度などの情報を直接、フロントガラスに虚像として映し出すため、視野を変化させることなく運転でき、事故防止につながる特徴をもつ。通常、小型の液晶プロジェクターなどの投影機から放たれた光が、ハーフミラー材を含んだ透明基材からなる表示部で、透過および反射される。観測者は、表示部に表示された情報を取得するとともに、表示部を透かして外の風景などの外部情報を同時に取得する。
【0003】
従来のハーフミラー材としては、表示部となるガラスや透明樹脂基材上に、反射率の高い金属のハーフ蒸着やSiO2やTiO2などの金属酸化物の多層膜が用いられることが知られている。これらは、スパッタなどの蒸着法や印刷・焼成などの湿式法で作製されており、一層ずつ積み上げて積層するため、工程上の問題である蒸着ムラや印刷ムラが頻発しやすく、外観不良となるケースが多く、コスト高が問題となっていた。また、これらの膜は、ひびや割れが原因で、透明基材との一体成形は困難であるため、基材が曲面形状になると、その製法も限定されていた。さらに、紫外・可視光領域に吸収帯をもっていることが原因で、情報の視認性を高めるため、反射率を高くすると、逆に風景などの透過光による外部情報の視界が、着色などによる透明性の低下にともない悪くなる問題があった。(特許文献1〜3)
近年、異なる熱可塑性樹脂を交互に積層したハーフミラー材が登場し、液晶表示装置の反射フィルムや輝度向上フィルム(特許文献4)、自動車・家電製品などの加飾・成形フィルム(特許文献5)、ヘッドアップディスプレイ用途の偏光反射フィルム(特許文献6)として提案されている。しかしながら、これらのハーフミラー材は、成形性不良や層間剥離などの問題が発生し易く、また、単に接着剤を介して透明基材と貼り合わせると、接着剤中の樹脂の凹凸状のうねりがフィルムに転写し、フィルムと接着剤の界面で柚子肌(またはオレンジピール)と呼ばれる欠点が複数発生し、さらに、偏光性能起因の色付きが発生する外観不良となる問題が生じていた。また、フィルムの絶縁性が原因で、静電気が帯電しやすく、異物が貼り合わせ工程で混入し、外観不良となる問題もあった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平7−257226公報(第2頁)
【特許文献2】特許3223845公報(第2項)
【特許文献3】特開2010−230771公報(第2頁)
【特許文献4】特表平9−506837号公報(第2頁)
【特許文献5】国際公開WO2007/020861(第2頁)
【特許文献6】特表2006−51622号公報(第2項)
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題とするところは、従来のヘッドアップディスプレイに比べて、表示部の外観不良が少なく、後加工成形が可能であり、さらに表示部での風景などの外部情報および情報の視認性が向上するヘッドアップディスプレイを提供する。
【課題を解決するための手段】
【0006】
係る課題を解決するため、本発明は、次のような構成である。すなわち、情報を投影する投影機と、情報が投影される表示部を備えたヘッドアップディスプレイであって、表示部が透明基材、接着層、熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)を交互に50層以上積層したハーフミラー材の順で構成されており、ハーフミラー材の反射率が13%以上70%以下であり、表示部の欠点輝度分布むらが40%以下であることを特徴とするヘッドアップディスプレイである。
【発明の効果】
【0007】
本発明は、従来のヘッドアップディスプレイに比べて、表示部の外観不良が少なく、後加工成形が可能であり、さらに表示部での外部情報および情報の視認性が向上する。
【図面の簡単な説明】
【0008】
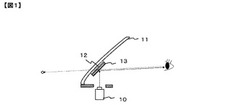
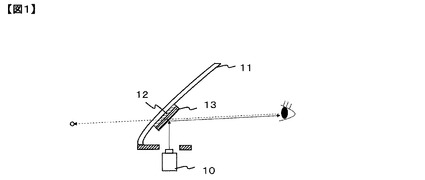
【図1】自動車用ヘッドアップディスプレイの模式図
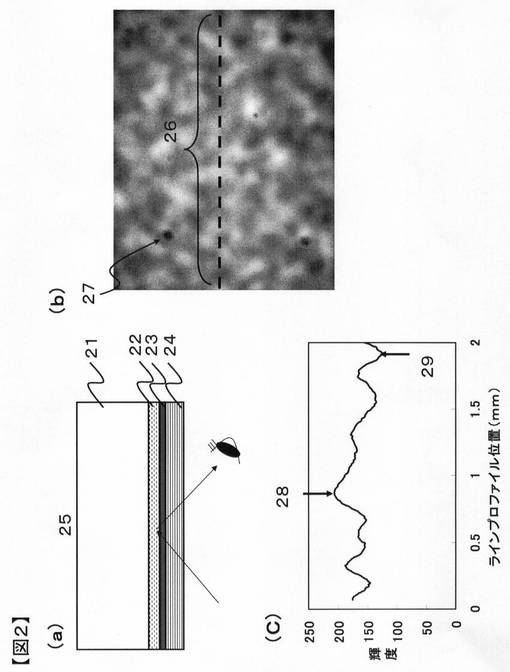
【図2】(a)の図はヘッドアップディスプレイの表示部の断面図、(b)の図は欠点輝度分布むら画像、(c)の図は(b)の図の破線(26)上における輝度分布図
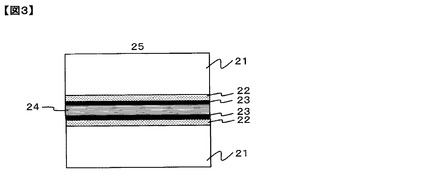
【図3】ヘッドアップディスプレイの表示部の断面図
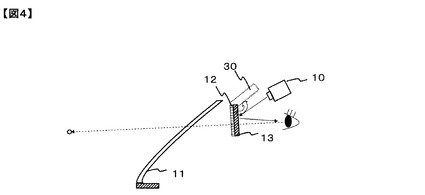
【図4】ヘッドアップディスプレイの可動式の表示部の模式図
【図5】ヘッドアップディスプレイの性能評価試験を説明するための図
【発明を実施するための形態】
【0009】
以下に、本発明について説明する。図1は、本発明に係るヘッドアップディスプレイを自動車に適用したときの例を示している。
【0010】
投影機からの情報としては、文字、記号、数字、図形、写真、映像などの情報がある。自動車用途では、車の速度、エンジンの回転数、カーナビゲーション映像など、従来の車のインパネ (instrument panel)部に設置された計器類の表示情報やナビゲーション情報のことである。投影機10としては、情報が表示された液晶パネル、または情報を投射するプロジェクターなどが挙げられる。液晶パネルは、バックライトユニット、液晶ユニット、前面板ユニットから構成されているものが代表的なものであり、その液晶の表示方式は、STN(Super Twisted Nematic) 方式やTFT(Thin Film Transistor)方式、さらにDSTN(Dual Super Twisted Nematic) 、FSTN(Film-compensated STN)方式などがある。また、プロジェクターとは、スクリーン(表示部)に画像情報を拡大投射する装置のことであり、具体的には、従来から知られるCRTプロジェクター、および光源からの光が液晶パネルを透過し、この液晶パネル上の画像を、レンズを用いてスクリーン上に拡大投影する液晶プロジェクター、反射型のLCOS(Liquid Crystal On Silicon)プロジェクター、透過型のHTPS(High Temprature Poly−Silicon)プロジェクター、MEMSを利用した方式が異なるDLP(Digital Light Processing )プロジェクター、GLV(Grating Light Valve)プロジェクタのことである。これらの光源には、水銀、メタルハライド、ハロゲン、蛍光ランプ、白色LEDランプ、RGBの3波長LEDランプなどが搭載されており、低消費電力の面で優れているLEDランプが好ましい。拡大投射する際に、焦点を合わせる必要がないなどの利便性の面から、レーザープロジェクターがより好ましい。
【0011】
本発明のヘッドアップディスプレイは、図1の情報の投影機10から光として取り出された情報が、透明基材11,接着層12、ハーフミラー材13の順で構成された表示部に投射されて、次いでハーフミラー材13に映し出された情報を観測者は取得し、同時に、ハーフミラー材からなる表示部を透かして外部情報を取得する。
【0012】
表示部は、透明基材、接着層、ハーフミラー材の順で構成されている。透明基材は、透明性が求められるためガラスや透明プラスチック基材を用いることが必要である。ここでのプラスチック基材としては、シートやフィルムも含まれる。厚みとしては、5〜0.2mmが強度の面で好ましい。透明性が良好なプラスチックとしては、日本ゼオン製ゼオノアやJSR社製アートンなどの環状ポリオレフィン、ポリエーテルサルフォン、ポリアリレート、ポリエチレンテレフタレート、ポリカーボネート、ポリメチルメタクリレート、ABS、トリアセチルセルロースなどの熱可塑性樹脂が好ましい。中でも光線透過率85%以上の高い透明性の観点と、成形加工のし易さの観点から、ポリカーボネート、ポリメチルメタクリレート、ABSが好ましく、中でも耐衝撃性の観点から、ポリカーボネートが最も好ましい。
【0013】
接着層としては、ウェットやドライラミネート法による接着剤とホットメルトやテープラミネート法による粘着剤がある。ウェットやドライラミネート法とは、例えば、リバースコート法、グラビアコート法、ロッドコート法、バーコート法、マイヤーバーコート法、ダイコート法、スプレーコート法などにより、基材もしくはハーフミラー材に、水や溶剤系の接着剤を塗布する方法である。接着剤としては、フェノール樹脂系接着剤、レゾルシノール樹脂系接着剤、フェノール−レゾルシノール樹脂系接着剤、エポキシ樹脂系接着剤、ユリア樹脂系接着剤、ウレタン樹脂系接着剤、ポリウレタン樹脂系接着剤、ポリエステルウレタン樹脂系接着剤ポリアロマチック系接着剤、などの熱硬化性樹脂系接着剤;エチレン−不飽和カルボン酸共重合体などを用いた反応型接着剤;酢酸ビニル樹脂、アクリル樹脂、エチレン酢酸ビニル樹脂、ポリビニルアルコール、ポリビニルアセタール、ポリビニルブチラール、塩化ビニル樹脂、ナイロン、シアノアクリレート樹脂等の熱可塑性樹脂系接着剤;クロロプレン系接着剤、ニトリルゴム系接着剤、SBR系接着剤、天然ゴム系接着剤などのゴム系接着剤、;メタクリル樹脂、光硬化型ポリクロロビフェニール、脂環エポキシ樹脂、光カチオン重合開始剤、アクリレート系樹脂(Si、F含有)、光ラジカル、重合開始剤、フッ素化ポリイミドなどを用いた光硬化性接着剤などが挙げられる。これらの樹脂は単一の高分子からなる場合であっても混合物であっても良い。
また、テープラミネート法とは、フイルムやシート基材上の粘着剤を直接、透明基材やハーフミラー材に貼り合わせる方法である。貼り合わせ後、芯となる基材は剥離除去されることとなる。粘着剤としてはアクリル系粘着剤、ゴム系粘着剤、ポリアルキルシリコン系粘着剤、ウレタン系粘着剤、ポリエステル系粘着剤などが挙げられる。ホットメルト法とは、熱可塑性樹脂系粘着剤を熱により溶かして接着する方法である。熱可塑性樹脂としては、酢酸ビニル樹脂、アクリル樹脂、エチレン酢酸ビニル樹脂共重合体、ポリビニルアルコール共重合体、ポリビニルアセタール、ポリビニルブチラール、塩化ビニル樹脂、ナイロン、シアノアクリレート樹脂、ポリエステル樹脂、および、これら混合物や共重合体等などが挙げられる。中でも、熱圧着が容易なエチレン酢酸ビニル共重合体やポリビニルブチラールが好ましい。また、ホットメルト法による接合方法としては、押出ラミネート法や、フィルムインサート成形法などを用いることが可能である。
【0014】
本発明に用いる接着層は、ディスプレイ用途に求められる高い視認性、美観や外観の観点から、高い透明性が求められるため、光学用透明粘着剤(OCA:Optically Clear Adhesive)を用いることが好ましい。ここでの光学用透明粘着剤とは、フイルムやシートなどの支持基材がない両面粘着剤のことである。特に、本発明では、ハーフミラー材の積層フィルムとの密着性、延伸、成型時の追随性からアクリル系粘着剤が好ましい。アクリル系樹脂を構成するモノマー成分としては、例えばアルキルアクリレート、アルキルメタクリレート(アルキル基とメチル基、エチル基、n−プロピル基、イソプロピル基、n−ブチル基、イソブチル基、t−ブチル基、2−エチルヘキシル基、ラウリル基、ステアリル基、シクロヘキシル基、フェニル基、ベンジル基、フェニルエチル基など)、2−ヒドロキシアクリレート、2−ヒドロキシエチルメタクリレート、2−ヒドロキシプロピルアクリレート、2−ヒドロキシプロピルメタクリレート、などのヒドロキシ基含有モノマー、アクリルアミド、メタクリルアミド、N−メチルアクリルアミド、N−メチルメタクリルアミド、N−メチロールアクリルアミド、N−メチロールメタクリルアミド、N,N−ジメチロールアクリルアミド、N−メトキシメチルアクリルアミド、N−メトキシメチルメタクリルアミド、N−フェニルアクリルアミドなどのアミド基含有モノマー、N,N―ジエチルアミノエチルアクリレート、N,N―ジエチルアミノエチルメタクリレートなどのアミノ基含有モノマー、グリシジルアクリレート、グリシジルメタクリレートなどのアミノ基含有モノマー、アクリル酸、メタクリル酸およびそれらの塩(リチウム塩、ナトリウム塩、カリウム塩など)などのカルボキシル基またはその塩を含有するモノマーなどを用いることができ、これら1種もしくは2種以上のモノマーを用いて共重合される。さらに、これらは多種のモノマーと共重合することができる。多種のモノマーとしては例えば、アクリルグリシジルエーテルなどのエポキシ基含有モノマー、スチレンスルホン酸、ビニルスルホン酸、およびそれらの塩(リチウム塩、ナトリウム塩、カリウム塩、アンモニウム塩など)などのスルホン酸基またはその塩を含有するモノマー、クロトン酸、イタコン酸、マレイン酸、フマール酸およびそれらの塩(リチウム塩、ナトリウム塩、カリウム塩、アンモニウム塩など)などのカルボキシル基またはその塩を含有するモノマー、無水マレイン酸、無水イタコンなどの酸無水物を含有するモノマー、ビニルイソシアネート、アリルイソシアネート、スチレン、ビニルメチルエーテル、ビニルトリスアルコキシシラン、アルキルマレイン酸モノエステル、アルキルフマール酸モノエステル、アクリロニトリル、メタクリロニトリル、アルキルイタコン酸モノエステル、塩化ビニリデン、酢酸ビニル、塩化ビニルなどを用いることができる。
【0015】
また、変性アクリル共重合体、例えば、ポリエステル、ウレタン、エポキシなどで変性
したブロック共重合体、グラフト共重合体なども可能である。
【0016】
さらに、市販のアクリル系粘着剤としては、例えば、米国3M社、または住友3M製OCA、8146、8171,8172,8173D,8180,8182,8185,8187,8188,8189,8191,8192,8095,9483、8146、CEF08A04,05、06、07シリーズ、リンテック社製MO−3005C/G、MO−3006C/G、MO−2105G/I、MO−2106G/I、日東電工社製CR9707、CS9621T、CS9622T、CS3623、CS9663L、CS9662L、巴川製紙社製TD06A、TI14A、MA54A、サンエー化研社製SANCUARY OP,DH,DKタイプ、積水化学社製5400シリーズ 5402,5405、DIC社製ダイタック 8080、8080NR、0835N、LT6003W、Z87011W、Z87012W、東洋インキ社製FS601、日立化成社製ファインセットTE−250S121、パナック社製PDS1などが挙げられる。これらの厚みは、接着層の厚みが厚いほど、欠点輝度分布むらが小さくなる観点から、25μm以上が好ましい。接着層が厚すぎると、貼り合わせ後に、バリなどの欠点が発生しやすい観点から上限は、400μm以下である。より好ましくは、50μm以上200μm以下である。接着層には各種の添加剤、例えば粘度調整剤、可塑剤、レベリング剤、ゲル化防止剤、酸化防止剤、耐熱安定剤、耐光安定剤、紫外線吸収剤、易滑剤、顔料、染料、有機または無機微粒子、充填剤、耐電防止剤、核剤、硬化剤などが配合されてもよい。
【0017】
ハーフミラー材は、熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)を交互に50層以上積層した積層フィルムであることが必要である。
【0018】
本発明に好適に用いられる熱可塑性樹脂としては、ポリエチレン、ポリプロピレン、ポリ(4−メチルペンテン−1)、ポリアセタールなどの鎖状ポリオレフィン、ノルボルネン類の開環メタセシス重合,付加重合,他のオレフィン類との付加共重合体である脂環族ポリオレフィン、ポリ乳酸、ポリブチルサクシネートなどの生分解性ポリマー、ナイロン6、ナイロン11、ナイロン12、ナイロン66などのポリアミド、アラミド、ポリメチルメタクリレート、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、ポリビニルブチラール、エチレン酢酸ビニルコポリマー、ポリアセタール、ポリグルコール酸、ポリスチレン、スチレンアクリロニトリルコポリマー、スチレン共重合ポリメタクリル酸メチル、ポリカーボーネート、ポリプロピレンテレフタレート、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレン−2,6−ナフタレートなどのポリエステル、ポリエーテルサルフォン、ポリエーテルエーテルケトン、変性ポリフェニレンエーテル、ポリフェニレンサルファイド、ポリエーテルイミド、ポリイミド、ポリアリレート、4フッ化エチレン樹脂、3フッ化エチレン樹脂、3フッ化塩化エチレン樹脂、4フッ化エチレン−6フッ化プロピレン共重合体、ポリフッ化ビニリデンなどを用いることができる。この中で、押出成形が良く、強度・耐熱性・透明性および汎用性の観点から、特にポリエステルを用いることがより好ましい。これらは、ホモポリマーでも共重合ポリマー、さらには混合物であってもよい。
【0019】
このポリエステルとしては、芳香族ジカルボン酸または脂肪族ジカルボン酸とジオールを主たる構成成分とする単量体からの重合により得られるポリエステルが好ましい。ここで、芳香族ジカルボン酸として、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4-ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、4,4′-ジフェニルジカルボン酸、4,4′-ジフェニルエーテルジカルボン酸、4,4′-ジフェニルスルホンジカルボン酸などを挙げることができる。脂肪族ジカルボン酸としては、例えば、アジピン酸、スベリン酸、セバシン酸、ダイマー酸、ドデカンジオン酸、シクロヘキサンジカルボン酸とそれらのエステル誘導体などが挙げられる。中でも高い屈折率を発現するテレフタル酸と2,6ナフタレンジカルボン酸が好ましい。これらの酸成分は1種のみ用いてもよく、2種以上併用してもよく、さらには、ヒドロキシ安息香酸等のオキシ酸などを一部共重合してもよい。
【0020】
また、ジオール成分としては、例えば、エチレングリコール、1,2-プロパンジオール、1,3-プロパンジオール、ネオペンチルグリコール、1,3-ブタンジオール、1,4-ブタンジオール、1,5-ペンタンジオール、1,6-ヘキサンジオール、1,2-シクロヘキサンジメタノール、1,3-シクロヘキサンジメタノール、1,4-シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ポリアルキレングリコール、2,2-ビス(4-ヒドロキシエトキシフェニル)プロパン、イソソルベート、スピログリコールなどを挙げることができる。中でもエチレングリコールが好ましく用いられる。これらのジオール成分は1種のみ用いてもよく、2種以上併用してもよい。
【0021】
上記ポリエステルのうち、干渉反射により高い反射率を発現させるために、熱可塑性樹脂Aは、二軸延伸と熱処理により配向結晶化が付与できる観点から、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート、ポリブチレンナフタレート、ポリヘキサメチレンテレフタレート、ポリヘキサメチレンナフタレートが好ましく、汎用性と成形性の面からポリエチレンテレフタレート、またはポリエチレンナフタレートが特に好ましい。配向結晶化は、屈折率の上昇を伴い、高い耐熱性や腰の強さを付与できる。一方、熱可塑性樹脂Bは、層間剥離および積層性の観点から、これらの共重合体を用いることが好ましい。ここでの積層性とは、積層乱れによるフローマークなどの外観不良を示す。
【0022】
熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)を交互に50層以上積層した積層フィルムは、公知の特許番号4552936記載の積層装置を用いて製造することができる。但し、スリット板の間隙、長さは層厚みを決定する設計値のため異なる。すなわち、結果的に得られる積層フィルムの層厚み分布は異なることになり、一つ一つの層の厚み、およびその配列は異なる。
【0023】
本発明であるヘッドアップディスプレイに用いられるハーフミラー材の反射率は、13%以上70%以下であることが必要である。反射率が13%未満であると、表示部に映し出された情報が視覚認識できない。一方、反射率が70%を越えると、観測者からみて、透明基材の外側にある外部情報を視覚認識できない。この視認性の低下は、航空機、自動車などの乗り物用途では、安全性の面において問題であり、本来の目的である視野を変更することなく、情報と外部情報を得ることを両立する主旨と異なる。好ましくは、55%以下15%以上である。より好ましくは、40%以下20%以上である。反射率の調整は、A層とB層を交互に積層し、これらの層の配列、積層数およびA層とB層の面内屈折率差を調整することで達成可能である。面内屈折率差は、干渉反射を起こす観点から、0.01以上が好ましく、余り面内屈折率差が大きいと反射率が高くなり、外部の視認性が低下するため、0.12以下であることが好ましい。ハーフミラー材としては、0.02〜0.06が最も好ましい。また、層の配列は、層厚みが30〜500nm以下となる隣接するA層とB層を、下記(1)式の干渉反射の理論に従って、所望の反射波長λに相当する層厚みを選択することが好ましい。
【0024】
2×(Na・da+Nb・db)=n×λ (1)式
Na、Nbは、それぞれ、積層フィルムのA層、B層の面内屈折率であり、da,dbは、A層とB層のそれぞれの層の厚みである。λは、反射波長であり、nは、自然数である。n=1を満足する反射現象を1次の反射と呼ぶ。積層フィルムの腰を強くし、柚子肌を低減させる観点から、2〜4次の反射を利用することが好ましい。
A層およびB層の層厚み分布は、層番号と一層一層の層厚みの関係において、層厚みが一定、傾斜(直線)、複数の傾斜を含んだ構造とすることができる。本発明の積層フィルムのA層およびB層、それぞれの層厚み分布は、3つの傾斜構造を有し、表層付近が薄くなる傾斜構造を採用することによって、可視光の波長を均一に反射させる。具体的には、特開2011−129110公報〔0034〕〜〔0036〕に記載した複数の傾斜を含んだ構造とすることが好ましい。さらに、本発明の積層フィルムの最表層は、層厚みが1μm以上の厚膜層を設けることが好ましい。厚膜層は、接着層の凹凸が内部の薄膜層へ転写することを防止する役割を果たすため好ましい。厚膜層は、5μm以上がより好ましく、さらに好ましくは、10μm以上である。余り厚膜層が厚すぎると、内部の層厚み分布にも影響を与えるため、50μm以下が好ましい。
【0025】
可視光の波長の均一な反射は、表示部が色付かなく、視認性が向上するため好ましい。このましい反射光の彩度C*は、8以下であり、より好ましくは3以下である。また、積層数が少ないと、全体厚みが薄くなり、積層フィルムの腰が弱くなるため、透明基材との貼り合わせ加工、および成形時に、柚子肌と呼ばれる外観不良が接着層との界面に発生する。その結果、欠点輝度分布むらが大きくなる。従って、200層以上が好ましく、より好ましくは、500層以上、さらに好ましくは、800層以上である。
【0026】
また、ハーフミラー材の光線透過率は、30%以上85%以下が好ましい。透過率が30%未満であると、外部情報が視覚し難く、一方、透過率が85%を越えると、情報が視覚できないからである。より好ましくは、40%以上80%以下である。さらにこのましくは、50%以上75%以下である。
【0027】
ヘッドアップディスプレイの表示部の欠点輝度分布むらは、40%以下であることが必要である。40%を超えると、柚子肌と呼ばれる外観不良が酷く、品質上の問題であるばかりでなく、画像の歪みが発生して、情報を正確に視覚できなくなる。より好ましくは、表示部の欠点輝度分布むらは、30%以下が好ましい。さらに好ましくは、20%以下であり、殆ど柚子肌は認識できなくなる。本発明の欠点輝度分布むらについて、図2を用いて説明する。図2(a)に透明基材21、接着層22、易接着層23、ハーフミラー材である積層フィルム24からなる表示部25の断面図を示す。目視検査において、この表示部25に柚子肌状の外観不良がある場合、光学顕微鏡で観察して得られる画像の一例を図2(b)に示す。柚子肌状の外観不良は、接着層22とハーフミラー材との界面に発生する数百ミクロンからミリオーダーのうねり界面に起因している。光学顕微鏡の反射光観察において、焦点をこの界面に合わせるとうねり構造に起因した明暗の欠点輝度分布の像が観察される。図2(c)は、図2(b)の欠点輝度分布むら画像中の破線26を、画像解析ソフトにより、ラインプロファイルとして、位置と輝度の関係で表したものである。なお、黒点27は、異物や気泡が、表面など観察界面以外にある場合に影としてみられるものであり、解析対象外の点である。得られたライン上の輝度分布図の最大値28と最小値29の差を、破線26上のデータの平均輝度で除し、100を乗じた値が、欠点輝度分布むらである。
【0028】
本発明のヘッドアップディスプレイの表示部において、接着層とハーフミラー材の間にポリエチレンテレフタレートまたは、ポリエチレンナフタレートフィルムを含んでいることが好ましい。
【0029】
欠点輝度分布むらは、接着層表面の凹凸が、ハーフミラー材の積層フィルム表面に転写するために発生すると考えられる観点から、腰が強く、転写されにくい2軸延伸されたポリエチレンテレフタレートまたは、ポリエチレンナフタレートフィルムを挿入することにより、積層フィルムへの凹凸転写を防止することができる。フイルム厚みは、腰の強さの観点から、50μm以上が好ましい。余り厚すぎると、成形不良などを起こしやすくなるため、200μm以下が好ましい。
【0030】
ハーフミラー材の動的粘弾性測定におけるα緩和温度が85℃以上であることが好ましい。85℃以上であると、加熱成形加工時に、軟化し難いため、接着層の凹凸が転写し難くなり、外観不良となる柚子肌が抑制される。より好ましくは、動的粘弾性測定におけるα緩和温度は、90℃以上である。α緩和温度は、高すぎると成形性が悪くなるため、この好ましくは、150℃以下である。α緩和温度を上げるためには、高いガラス転移点の熱可塑性樹脂を用いることが好ましい。本発明のハーフミラー材の熱可塑性樹脂Aとしては、二軸延伸したときに、配向結晶化により延伸温度までガラス転移点が向上するポリエチレンテレフタレート、またはポリエチレンナフタレートが好ましい。熱可塑性樹脂Bとしては、イソフタル酸、ナフタレンジカルボン酸、ジフェニン酸、シクロヘキサンジカルボン酸成分を含んだポリエステル、または、スピログリコール、シクロヘキサンジメタノール、ビスフェノキシエタノールフルオレン、ビスフェノールA成分を含んだポリエステルが好ましい。これらの成分の好ましい範囲は、4%以上70モル%以下である。
【0031】
本発明であるヘッドアップディスプレイのハーフミラー材の片面もしくは両面にアクリル・ウレタン共重合樹脂、2種類以上の架橋剤およびポリチオフェンを原材料として用いた易接着層が設けることが好ましい。
【0032】
本発明で用いるアクリル・ウレタン共重合樹脂(A)に用いるアクリル系モノマーとしては、例えばアルキルアクリレート(アルキル基としてはメチル、エチル、n−プロピル、n−ブチル、イソブチル、t−ブチル、2−エチルヘキシル、シクロヘキシルなど)、アルキルメタクリレート(アルキル基としてはメチル、エチル、n−プロピル、n−ブチル、イソブチル、t−ブチル、2−エチルヘキシル、シクロヘキシルなど)、2−ヒドロキシエチルアクリレート、2−ヒドロキシエチルメタクリレート、2−ヒドロキシプロピルアクリレート、2−ヒドロキシプロピルメタクリレートなどのヒドロキシ基含有モノマー、アクリルアミド、メタクリルアミド、N−メチルメタクリルアミド、N−メチルアクリルアミド、N−メチロールアクリルアミド、N−メチロールメタクリルアミド、N,N−ジメチロールアクリルアミド、N−メトキシメチルアクリルアミド、N−メトキシメチルメタクリルアミド、N−ブトキシメチルアクリルアミド、N−フェニルアクリルアミドなどのアミド基含有モノマー、N,N−ジエチルアミノエチルアクリレート、N,N−ジエチルアミノエチルメタクリレートなどのアミノ基含有モノマー、グリシジルアクリレート、グリシジルメタクリレートなどのグリシジル基含有モノマー、アクリル酸、メタクリル酸およびそれらの塩(ナトリウム塩、カリウム塩、アンモニウム塩など)などのカルボキシル基またはその塩を含有するモノマーなどを用いることができる。本発明においては、架橋性官能基を共重合することが好ましく、特にN−メチロールアクリルアミドを共重合することが、自己架橋性や架橋密度向上点で特に好ましい。N−メチロールアクリルアミドの共重合比率は、共重合性や架橋度の点で0.5〜5重量%が好ましく、特に塗布外観の点を考慮すると、1〜3重量%がより好ましい。0.5重量%より少ない場合、例えば耐湿接着性が劣る傾向があり、5重量%を越える場合、例えば樹脂の水分散体の安定性が劣ったり、塗布外観が悪くなったりする傾向がある。架橋剤としては、例えば、メラミン系架橋剤、イソシアネート系架橋剤、アジリジン系架橋剤、エポキシ系架橋剤、メチロール化あるいはアルキロール化した尿素系、アクリルアミド系、ポリアミド系樹脂、オキサゾリン系架橋剤、カルボジイミド系架橋剤、各種シランカップリング剤、各種チタネート系カップリング剤などを用いることができる。印刷層や接着層との耐湿熱接着性の観点から、架橋剤の少なくとも1種がオキサゾリン系架橋剤およびカルボジイミド系架橋剤を含有していることが好ましい。
【0033】
さらに、上記易接着層成分だけであると帯電しやすく、その結果、静電気により易接着層と接着層の間に異物が混入し、外観不良の原因となる品質問題を引き起こす。本発明のハーフミラー材である積層フィルムの易接着層には、帯電防止の観点から、導電性高分子を含んでなることが好ましい。導電性高分子としては、ポリピロール、ポリアニリン、ポリアセチレン、ポリチオフェン、ポリフェニレン・ビニレン、ポリフェニレンスルフィド、ポリ−p−フェニレン、ポリへテロサイクル・ビニレン、特に好ましくは、(3,4−エチレンジオキシチオフェン)(PEDOT)である。
【0034】
本発明のヘッドアップディスプレイに用いられるハーフミラー材である積層フィルムの腰の強さは、3N・(mm)2以上であることが、接着層の凹凸が転写し難くなる観点から、好ましい。より好ましくは、10N・mm2以上である。腰の強さは、ヤング率に比例し、かつ、厚みの3乗に比例する。そのため、厚みとヤング率を高く調整することが好ましく、厚みは、150μm以上が好ましく、ヤング率は、3.5GPa以上とすることが好ましい。高いヤング率を達成する樹脂としては、延伸により配向結晶化するポリエチレンテレフタレート、またはポリエチレンナフタレートを熱可塑性樹脂Aに用いることが好ましい。延伸条件としては、高いヤング率を延伸による高分子鎖の高次構造の形成により引き出すため、前者は延伸温度80〜95℃、延伸倍率は3.3倍以上5倍以下が好ましく、熱処理温度は200℃以上230℃未満が好ましい。さらに、配向結晶化が強く付与されるA層を、B層の厚みに比べて厚くしておくことが好ましい。隣接するA層とB層の厚み比に面内屈折率比を乗じた光学積層比は、2以上5以下が好ましい。光学積層比が5を越えると、干渉反射現象が起きにくく、反射率が低下するからである。
【0035】
本発明のヘッドアップディスプレイの表示部の60℃、湿度90%、72時間処理後のクロスカット試験において、100マス中の剥離数が5以下であることが好ましい。耐湿密着性は、易接着層と接着層間の界面接着力が起因しており、好ましい組み合わせは、アクリル・ウレタン共重合樹脂と2種類以上の架橋剤から成る易接着層とアクリル系接着層である。また、積層フィルムの層間の耐湿熱密着性の観点からは、B層には、ビスフェノールAを含むポリエステルを用いることが好ましい。
【0036】
本発明のハーフミラー材は、逐次二軸延伸されていることが好ましい。情報を投影する投影機としては、液晶パネルでもプロジェクターでも可能である。液晶パネルでは、液晶パネルから、直線偏光の光が放たれているが、逐次二軸延伸されているため、偏光の影響を受けがたい。同様に、プロジェクターでは、その光学系の理由から、赤、青、緑の偏光方向が全て同じでないため、一軸延伸フィルム等の偏光反射体の場合、主配向方向との関係において、黄色や紫などに着色するため好ましくはないが、等方性に近い本発明のハーフミラー材では、殆ど影響がない。
【0037】
ハーフミラー材を構成する熱可塑性樹脂Aは、成形性、腰の強さなどの観点から、ポリエチレンテレフタレートまたはポリエチレンナフタレートであることが好ましい。樹脂AからなるA層としては、二軸延伸により配向結晶化が付与されるとフイルムの腰が強くなるため、さらに好ましい。
【0038】
ハーフミラー材を構成する熱可塑性樹脂Bが、屈折率の上昇を抑制しつつ、α緩和温度の上昇を達成する観点から、ビスフェノールAおよびシクロヘキサンジメタノールをジオール成分の全部若しくは一部として用いたポリエステルであることが好ましい。これらは、共重合でもポリマーアロイでも良い。特に、シクロヘキサンジメタノールを30モル%以上70モル%以下共重合したポリエステルとポリカーボネートのポリマーアロイが、性能面で好ましい。ポリカーボネートの重量濃度は、共延伸性の観点から、30%以下が好まし。
【0039】
投影機は、レーザープロジェクターであることが好ましい。レーザープロジェクターは、小型軽量化や画像の焦点合わせなどを必要としない特徴をもち、本発明のヘッドアップディスプレイに用いると、画像の鮮明性はもとより、低消費電力に役立つ。さらに、本発明のヘッドアップディスプレイは、自動車、航空機、および遊戯機器などの用途に最適である。
【0040】
本発明の表示部の構成が、図3に示す透明基材21、接着層22、ハーフミラー材である積層フィルム24、接着層22、透明基材21であることが好ましい。このようなサンドイッチ構造であると、ハーフミラー材への損傷を防止できる点から好ましい。作製方法は、接着層の材料に依存するが、通常、透明基材とハーフミラー材の密着には、真空条件下での予備圧着、次いで熱圧着が接着性の面で好ましい。
【0041】
本発明の表示部は、可動式であることが好ましい。可動式の場合は、窓部材に固定配置されるのではなく、図4に示すような配置が好ましい。図4に可動式の表示部の模式図の例を示す。本発明の表示部は、利便性の観点から、可動式の表示部を利用しないときは、収納場所30に配置することができる。可動式表示部を自動車に用いた場合、利用時はサンバイザーとしても利用することができるため好ましい。
【0042】
本発明のヘッドアップディスプレイの表示部は、フィルムインサート成形および後加工成形により、作成が可能である。フィルムインサート成形とは、射出樹脂との密着性を付与する接着層、デザイン印刷、ハードコート処理などを施したハーフミラー材である積層フィルムをプラスチック成形の金型(モールド)に挿入し、次いで加熱流動化した成形材料(射出樹脂)を、その金型に流し込むことによって製造されるフィルム一体型の射出成形品工法のことである。成形品の仕上がり具合の観点から、事前に積層フィルムをプレス成形、真空成形、真空圧空成形などのプレ成形しておくことが好ましい。本発明の積層フィルムは、インサート成形し易くなる観点から、フィルム厚みは50μm以上350μm以下であることが好ましい。より好ましくは、80μm以上200μm以下である。フィルム厚みは、フィルム製造工程におけるキャスト速度、押出量などを変更することで調整することができる。
【0043】
フィルムインサート成形の条件としては、成形樹脂の射出温度は、樹脂の溶融温度であり、一般的に透明性が求められるアクリル系、メチルメタクリレートでは240℃前後、ポリカーボネートなどのポリエステル系では280℃前後、アクリロニトリル・ブタジエン・スチレン共重合体(ABS)系では、230℃前後であることが知られている。その他、ポリスチレン、ポリカーボネートなどは270℃前後であり、用いる樹脂に合わせて決定すれば良い。また、金型温度は、本発明のハーフミラー材の成形性と接着性の観点から、70℃以上150℃以下であることが好ましい。
【0044】
後加工成形とは、成形前の表示部を、プレス成形、真空成形、真空圧空成形などの後加工により成形品とすることである。成形温度は、透明基材のガラス点以上の温度で行うことが好ましく、70℃以上240℃以下である。
【実施例】
【0045】
本発明に使用した物性値の評価法を記載する。
(物性値の評価法)
(1)層厚み、積層数、積層構造
ハーフミラー材である積層フィルムの層構成は、ミクロトームを用いて断面を切り出したサンプルについて、透過型電子顕微鏡(TEM)観察により求めた。すなわち、透過型電子顕微鏡H−7100FA型((株)日立製作所製)を用い、加速電圧75kVの条件でフィルムの断面を10000〜40000倍に拡大観察し、断面写真を撮影、層構成および各層厚みを測定した。尚、場合によっては、コントラストを高く得るために、公知のRuO4やOsO4などを使用した染色技術を用いた。
【0046】
上記装置から得た約4万倍のTEM写真画像を、プリント倍率6.2万倍の処理で、画像を圧縮画像ファイル(JPEG)でパーソナルコンピューターに保存し、次に、画像処理ソフト Image-Pro Plus ver.4(販売元 プラネトロン(株))を用いて、このファイルを開き、画像解析を行った。画像解析処理は、垂直シックプロファイルモードで、厚み方向位置と幅方向の2本のライン間で挟まれた領域の平均明るさとの関係を数値データとして読み取った。表計算ソフト(Excel 2000)を用いて、位置(nm)と明るさのデータに対してサンプリングステップ6(間引き6)でデータ採用した後に、3点移動平均の数値処理を施した。さらに、この得られた周期的に明るさが変化するデータを微分し、VBA(ビジュアル・ベーシック・フォア・アプリケーションズ)プログラムにより、その微分曲線の極大値と極小値を読み込み、隣り合うこれらの間隔を1層の層厚みとして算出した。この操作を写真毎に行い、全ての層の層厚みを算出した。得られた層厚みのうち、薄膜層は500nm以下の厚みの層とした。一方、500nmを越える層を厚膜層とした。
(2)反射率の測定
ハーフミラー材である積層フィルムのフィルム幅方向中央部から5cm四方のサンプルを切り出した。次いで、日立製作所製 分光光度計(U−4100 Spectrophotomater)を用いて、入射角度φ=10度における相対反射率を測定した。付属の積分球の内壁は、硫酸バリウムであり、標準板は、酸化アルミニウムである。測定波長は、250nm〜1200nm、スリットは5nm(可視)/自動制御(赤外)とし、ゲインは2と設定し、走査速度を600nm/分で測定した。サンプル測定時は、サンプルの裏面からの反射による干渉をなくすために、サンプルの裏面を油性インキで黒塗りした。次いで、波長範囲400〜700nmの平均反射率を求めた。
【0047】
一方、フィルムの面内方位における反射率は、付属のグランテーラ社製偏光子を設置して、偏光成分を0〜180°において、10度刻みで回転させた方位角で波長250〜1200nmの反射率を測定した。測定結果での波長400〜700nmの反射率の最大値と最小値の差を求めた。
(3)光線透過率
光線透過率の測定は、23℃、相対湿度65%の条件下で、積層フィルムをスガ試験機(株)製全自動直読ヘイズコンピューター「HGM−2DP」を用いて行った。3回測定した平均値を該サンプルの光線透過率(%)とした。
(4)表示部の欠点輝度分布むら
Leica社製光学顕微鏡DMLMを用いて、表示部を観察した。撮影条件は、反射モード、対物レンズ:×5、分解能 1300×1030standard、 color mode B/W、Automatic Exposure、光量メモリを5〜8で鮮明な画像が得られるように適宜調整した。さらにハーフミラー材と接着層間の柚子肌となっている界面の像が得られるように焦点距離を調整した。撮影した画像は、付属のソフトAxioVision3.0で画像データとしてコンピュータへ保存した。撮影画像の一例としては、図2(b)である。
次に、保存した画像データを用いて、画像処理ソフト Image-Pro Plus ver.4(販売元 プラネトロン(株))により、欠点輝度分布むらを評価した。解析モードは、図2(b)の26に示すラインプロファイルを用いて、画像中央部に、幅方向に延びる破線26上の輝度データを採取した。
得られた長さ2mm間の輝度データをExcelのVBA(ビジュアル・ベーシック・フォア・アプリケーションズ)プログラムにより、平均化処理を行った。データサンプリングは、6点毎に行い、採取したデータに対して10点移動平均処理を行った(図2(c)参照。)。これらのデータの平均値を求め、最大値と最小値の差を平均値で除し、100を乗じることにより、欠点輝度分布むらを算出した。ラインプロファイルモードの画像上において、等間隔に3箇所の輝度データを採取し、それぞれに付いて、欠点輝度分布むらを算出し、その平均値を欠点輝度分布むらとした。なお、画像から輝度データを採取する過程において、表面やラミネート界面にある微少な異物起因の黒点や輝点などは、欠点輝度分布むらの対象としないため、除外とした。
(5)α緩和温度
積層フィルムの動的粘弾性測定を、以下の条件でセイコーインスツルメント社製DMS−6100を利用して測定した。
【0048】
サンプル長:20mm(幅5mm)
最小荷重:50mN
周波数 :1Hz
変位 :5μm
温度プログラム:25℃start→250℃end 5min保持 (2℃/min)
次いで得られたtanδの温度依存性の図からα緩和温度を求めた。本発明の積層フィルムのα緩和温度は、樹脂A層とB層のガラス転移点近傍にみられるピークの事であり、α緩和温度が2つ確認される場合は、低い方をα緩和温度として採用した。
(6)彩度C*
積層フィルムの幅方向中央部から5cm×5cmで切り出し、次いでサンプル裏面をマジックインキ(登録商標)で黒く塗り、コニカミノルタ(株)製CM−3600dを用いて、測定径φ8mmのターゲットマスク(CM−A106)条件下で、正反射光を除去したSCE方式、および正反射光を含めたSCI方式でそれぞれ、L*,a*,b*値を測定し、n数5の平均値を求めた。なお、白色校正板、およびゼロ校正ボックスは下記のものを用いて校正を行った。さらに、彩度C*は、SCIのa*,b*のそれぞれの2乗の和の平方根として求めた。なお、測色値の計算に用いる光源はD65を選択した。
白色校正板 :CM−A103
ゼロ校正ボックス:CM−A104
(7)腰の強さ
引っ張り弾性率は、インストロンタイプの引張試験機(オリエンテック(株)製フィルム強伸度自動測定装置“テンシロンAMF/RTA−100”)を用いて、25℃、65%RHの環境下にてJIS−K7127に準拠して測定した。フィルム幅方向中央部からフィルム長手方向(MD方向:Machine Direction)およびフィルム幅方向(TD方向:Transevers Direction)それぞれについて、幅10mmの試料フィルムを、試長間100mm、引張り速度200mm/分の条件で引張り、フィルム長手方向および幅方向の引っ張り弾性率(ヤング率)を求めた。なお、試行回数であるn数は5回とし、その平均値を採用した。ヤング率は、長手方向と幅方向の平均値を採用した。次いで、下記式(3)に基づき、積層フィルムの腰の強さ(N・(mm)2)を求めた。
X = 1/12×E×W×t^3 (3)式
E:積層フィルムのMDとTDのヤング率の平均値(GPa(=10^9 N/m2))
W:フィルム幅=10mm
t:フィルム厚み(mm)
(8)外観検査
光源種がF10である蛍光灯を用いて、表示部への光の入射角度が45°近辺になるように配置し、その正反射光として、表示部の表面に映し出される蛍光灯の映り込み像を下記の基準で評価を行った。
◎:像の歪みが、全ての視野角からみても全くない。
○:像の歪みが、ある視野角で少しある。
△:像の歪みが、全ての視野角で少しある。
×:像に柚子肌状の歪が、全ての視野角で強くある。
(9)成形性
ハーフミラー材である積層フィルムの成形性を評価するために、縦80mm×横80mm×高さ10mmの四角柱の金型を用いて、IRヒータの予熱温度280℃、金型温度70℃、圧空10MPaの条件で超高圧成形を行った。得られた成形品を目視確認して、下記指標で成形性を判断した。金型の四角柱の四隅のエッジ部のテーパ角5°,10°、15°、20°とした。
○:問題なく成形されている。
△:成形されているが、フィルム破れがある。
×:成形できない。
(10)耐湿熱密着性
作製した表示部を70℃、湿度90%の雰囲気下にて72時間放置した後、積層フィルムの面に1mm^2のクロスカットを100個入れ、ニチバン(株)製セロハンテープをその上に貼り付け、1.5kg/cm 2 の荷重で押し付けた後、90°方向に剥離した。残存した個数により評価以下の基準により評価した。
○:95〜100個残存
△:50〜94残存
×:0〜49残存
(11)粗大異物の数
表示部の100cm2当りの領域中に存在する平均粒径50μm以上の粗大異物を透明PET製の一般用ドットゲージ(きょう雑物測定図表:参考規格 JIS P8208/P8145)を用いて観察し、数えた。透過粗大異物の平均粒径としては、長軸を採用し、測長した。下記の基準で評価した。
○:平均粒径50μm以上の粗大異物の数が10個未満
△:平均粒径50μm以上の粗大異物の数が10個以上49個未満
×:平均粒径50μm以上の粗大異物の数が50個以上
(12)ヘッドアップディスプレイの性能
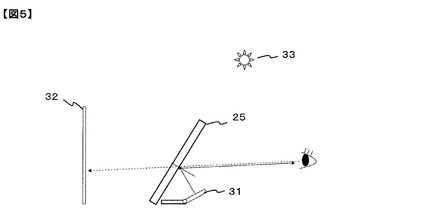
蛍光灯42、作成した表示部25、ノートパソコン40(10インチの画面サイズ/Gateway社製LTseries)、視力検査表41を図4に示したように配置した。観測者は、ノートパソコンの液晶パネルの画像と視力検査表の記号を同時に目視し、下記の評価基準でヘッドアップディスプレイの性能を判断した。
◎:液晶パネルの画像、及び視力検査表の記号が非常に鮮明に見える。
○:液晶パネルの画像、及び視力検査表の記号が鮮明に見える。
△:液晶パネルの画像は鮮明に見えるが、視力検査表の記号は、やや見えにくい。
または、液晶パネルの画像は、やや見えにくいが、視力検査表の記号は、鮮明に見える。
×:液晶パネルの画像、及び視力検査表の記号も像がぼけて、見えにくい。
(熱可塑性樹脂)
樹脂Aとして、以下のものを準備した。
(樹脂A−1)テレフタル酸ジメチル100重量部、エチレングリコール60重量部の混合物に、テレフタル酸ジメチル量に対して酢酸マグネシウム0.09重量部、三酸化アンチモン0.03重量部を添加して、常法により加熱昇温してエステル交換反応を行う。次いで、該エステル交換反応生成物に、テレフタル酸ジメチル量に対して、リン酸85%水溶液0.020重量部を添加した後、重縮合反応層に移行する。さらに、加熱昇温しながら反応系を徐々に減圧して1mmHgの減圧下、290℃で常法により重縮合反応を行い、IV=0.61のポリエチレンテレフタレートを得た。
(樹脂A−2)
IV=0.57のポリエチレンナフタレート。
【0049】
一方、樹脂Bとしては、以下のものを準備した。
(樹脂B−1)IV=0.72シクロヘキサンジメタノール(CHDM 30モル%)を共重合したポリエチレンテレフタレート。
(樹脂B−2)樹脂A−1と樹脂B−1を1:3で混合した共重合ポリエチレンテレフタレート。
(樹脂B−3)樹脂A−1と樹脂B−1を1:1で混合した共重合ポリエチレンテレフタレート。
(樹脂B−4)IV=0.73 シクロヘキサンジメタノール(CHDM 60モル%)を共重合したポリエチレンテレフタレートとポリカーボネート(出光興産A1700)を85:15で混合したポリエステル樹脂。
(樹脂B−5)IV=0.73 ビスフェノキシエタノールフルオレン(BPEF 5モル%)を共重合したポリエチレンテレフタレート。
(樹脂B−6)IV=0.73 スピログリコール(SPG 30モル%)を共重合したポリエチレンテレフタレート。
(樹脂B−7)IV=0.63 テレフタル酸(TPA 30モル%)を共重合したポリエチレンナフタレート。
(樹脂B−8)IV=0.75 アジピン酸15モル%を共重合したポリエチレンテレフタレート。
(樹脂B−9)IV=0.77 イソフタル酸(IPA 15モル%)を共重合したポリエチレンテレフタレート。
(樹脂B−10)樹脂A−2と樹脂B−7を1:3で混合した共重合ポリエチレンナフタレート。
(樹脂B−11)ポリカーボネート(出光興産A1700)
易接着層と以下のものを準備した。
(易接着I)
粒径80nmのコロイダルシリカ5重量部に対して、下記組成のアクリル・ウレタン共重合樹脂および架橋剤125重量部の水系塗剤
「組成」
アクリル・ウレタン共重合樹脂(A):アクリル・ウレタン共重合樹脂アニオン性水分散体(山南合成化学製“サンナロン”WG−353(試作品))。アクリル樹脂成分/ウレタン樹脂成分(ポリカーボネート系)の固形分重量比が12/23、トリエチルアミンを2重量部用いて水分散体化。
オキサゾリン化合物(B):
オキサゾリン含有ポリマー水系分散体(日本触媒製“エポクロス”WS−500)
カルボジイミド化合物(C):
カルボジイミド水系架橋剤(日清紡ケミカル(株)“カルボジライト”V−04)
ポリチオフェン樹脂(D):
ポリエチレンジオキシチオフェン(化研産業製Bytron PEDOT)
固形分重量比:
(A)/(B)/(C)/(D)=100重量部/30重量部/30重量部/8重量部
(易接着II)
易接着Iの組成において、前記ポリチオフェン樹脂のみ取り除いた組成
(易接着III)
粒径100nmのコロイダルシリカを5重量部に対して、下記組成の酢酸ビニル・アクリル系樹脂および架橋剤125重量部の水系塗剤
「組成」
酢酸ビニル・アクリル系水性分散体 1 0 0 重量部
メラミン系架橋剤 2 5 重量部
(接着層)
接着層の材料として以下の透明粘着剤を準備した。
【0050】
・ 3M社製アクリル系粘着剤(OCA)8172 厚み50μm
・ 3M社製アクリル系粘着剤(OCA)8171 厚み25μm
・ 3M社製アクリル系粘着剤(OCA)8146−2 厚み50μm
・ 3M社製アクリル系粘着剤(OCA)8146−3 厚み75μm
・ 3M社製アクリル系粘着剤(OCA)8146−4 厚み100μm
・ 巴川製紙製アクリル系粘着剤TD06A 厚み50μm
・ 巴川製紙製アクリル系粘着剤TD06A 厚み25μm
・ 巴川製紙製アクリル系粘着剤TD06A 厚み10μm
・ リンテック製MO−3006G 厚み50μm
[実施例1]
(ハーフミラー材の製膜)
樹脂A−1を180℃、3時間の真空乾燥後、一方、樹脂B−1を100℃の窒素下の乾燥後、それぞれ閉鎖系の搬送ラインにて、2台の二軸押出機に投入し、280℃で溶融させて、混練した。なお、ホッパー下部には、窒素パージを行った。次いで、2つのベント孔で、その真空圧を0.1kPa以下で真空ベントにより、オリゴマーや不純物などの異物を除去した。また、二軸押出機への供給原料とスクリュー回転数の比であるQ/Nsを、それぞれ、2と1.5に設定した。それぞれ、濾過精度6μmのFSSタイプのリーフディスクフィルタを10枚介した後、ギアポンプにて吐出比(積層比)が熱可塑性樹脂A/熱可塑性樹脂B=3/1になるように計量しながら、特許番号4552936記載の積層装置と同じ方法で801層積層装置にて合流させて、厚み方向に交互に801層積層された積層体とした。但し、層厚み分布は、特開2011−129110公報〔0034〕〜〔0036〕に記載した、A層、B層それぞれについて、3つの傾斜構造を有する積層体とし、最表層を厚膜層とした。一つの傾斜構造には、A層とB層が交互に267層積層されており、積層フィルムの両表面近傍が、最も層厚みが薄くなるように、3つの傾斜構造を配置する設計とした。また、3つの傾斜構造において、A層、もしくはB層の傾斜構造の薄膜層の設計において、最大層厚み/最小厚みの比である傾斜度を2.8とするスリット設計を採用した。次いで、該積層体をTダイに供給し、シート状に成形した後、ワイヤーで8kVの静電印可電圧をかけながら、表面温度が25℃に保たれたキャスティングドラム上で急冷固化し、未延伸フィルムを得た。この未延伸フィルムを、縦延伸機でラジエーションヒータで加熱し、延伸温度105℃、フイルム長手方向に3.3倍の延伸を行い、コロナ処理を施し、#4のメタバーで易接着層Iを両面に付与した。次いで、両端部をクリップで把持するテンターに導き110〜130℃、フイルム幅方向に4.2倍横延伸した後、次いで230℃の熱処理を施し、150℃で約3%のフイルム幅方向に弛緩処理を実施し、厚み95μmの積層フィルムを得た。得られた積層フィルムの層厚み分布は、A層、およびB層それぞれについて、3つの傾斜構造を含んでおり、薄膜層について、表層側から267層番目まで、A層およびB層とも表層側から層厚みが単調増加していく傾斜構造を有していた。フィルム厚み方向中央部の残りの267層分についても、同様に傾斜構造を有していた。また、表層の厚膜層は、1.5μmであった。適度な光沢感および腰の強いハーフミラー材を得ることができた。分光光度計による相対反射率は、波長400〜900nmの範囲において均一であり、無色であった。
また、α緩和温度は、メインピークが110℃に確認され、その肩となるところの高温側に146℃のピークが確認された。
(表示部の作製)
寸法40cm×30cm×厚み3mmのポリカーボネートでできた透明基材を準備し、粘着層に3M社製アクリル系粘着剤(OCA)8172を準備した。粘着層の厚みは、50μmである。クリーンルームで、シートラミネート機を用いて、最初に粘着層とハーフミラー材である積層フィルムと貼り合わせ、次いで、粘着層が付いた積層フィルムと透明基材との貼り合わせを行った。得られた表示部は、外観検査において、柚子肌はなく、粗大異物もなく、湿熱試験後の層間剥離および発泡などもない透明な表示部が得られた。さらに、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。ハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。
【0051】
[実施例2]
実施例1から積層比と熱可塑性樹脂Bを、それぞれ1とB−1に変更し、縦延伸機での延伸温度95℃に変更する以外は、実施例1と同様にして、ハーフミラー材である積層フィルムを製膜した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。反射光による液晶パネルの画像は鮮明に見えるが、透過光でみる視力検査表の記号は、柚子肌が影響して、やや見えにくい程度のものであるが、ヘッドアップディスプレイ性能として、問題ないものであった。
【0052】
[実施例3〜4]
実施例2の樹脂B―1をそれぞれ、樹脂B−2、樹脂B−3に変更して、実施例2と同様にして、ハーフミラー材である積層フィルムを製膜した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。実施例3の表示部は、ある視野角で像が少し歪むものの、ヘッドアップディスプレイの性能としては、反射光による液晶パネルの画像、透過光でみる視力検査表の記号ともに鮮明に見え、ヘッドアップディスプレイ性能として良好な結果が得られた。一方、実施例4については、反射率が低いため液晶パネルの画像がやや見えにくいが、ヘッドアップディスプレイとして問題ないものであった。
【0053】
[実施例5]
次に実施例4の樹脂B―3を樹脂B−4へ変更し、実施例4と同様にして未延伸フィルムを得た。この未延伸フィルムを、縦延伸機で105℃、フイルム長手方向に3.3倍の延伸を行い、コロナ処理を施し、#4のメタバーで易接着層Iを両面に付与した。次いで、両端部をクリップで把持するテンターに導き110℃、フイルム幅方向に4.2倍横延伸した後、次いで230℃の熱処理を施し、150℃で約3%のフイルム幅方向に弛緩処理を実施し、厚み95μmの積層フィルムを得た。得られた表示部は、外観検査において、柚子肌はなく、粗大異物もなく、湿熱試験後の層間剥離および発泡などもない表示部が得られた。さらに、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。ハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。
【0054】
[実施例6]
実施例5から積層比を、3.5に変更する以外は、実施例5と同様にして、ハーフミラー材である積層フィルムを製膜した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。柚子肌は全くみられず、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。
【0055】
[実施例7]
実施例5の樹脂B−4を樹脂B−5へ変更し、実施例5と同様にして、ハーフミラー材である積層フィルムを製膜した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。柚子肌は全くみられず、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。
【0056】
[実施例8]
実施例5の樹脂B−4を樹脂B−6へ変更し、実施例5と同様にして、ハーフミラー材である積層フィルムを製膜した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。反射光による液晶パネルの画像は鮮明に見えるが、透過光でみる視力検査表の記号は、見えにくくなっているが、ヘッドアップディスプレイ性能として、問題ないものであった。
【0057】
[実施例9]
樹脂A−1を180℃、3時間の真空乾燥後、一方、樹脂B−10を100℃の窒素下の乾燥後、それぞれ閉鎖系の搬送ラインにて、2台の二軸押出機に投入し、280℃で溶融させて、混練した。なお、ホッパー下部には、窒素パージを行った。次いで、2つのベント孔で、その真空圧を0.1kPa以下で真空ベントにより、オリゴマーや不純物などの異物を除去した。また、二軸押出機への供給原料とスクリュー回転数の比であるQ/Nsを、それぞれ、2と1.5に設定した。それぞれ、濾過精度6μmのFSSタイプのリーフディスクフィルタを10枚介した後、ギアポンプにて吐出比(積層比)が熱可塑性樹脂A/熱可塑性樹脂B=1/1になるように計量しながら、特許番号4552936記載の積層装置と同じ方法で801層積層装置にて合流させて、厚み方向に交互に801層積層された積層体とした。但し、層厚み分布は、特開2011−129110公報〔0034〕〜〔0036〕に記載した、A層、B層それぞれについて、3つの傾斜構造を有する積層体とし、最表層を厚膜層とした。一つの傾斜構造には、A層とB層が交互に267層積層されており、積層フィルムの両表面近傍が、最も層厚みが薄くなるように、3つの傾斜構造を配置する設計とした。また、3つの傾斜構造において、A層、もしくはB層の傾斜構造の薄膜層の設計において、最大層厚み/最小厚みの比である傾斜度を2.8とするスリット設計を採用した。次いで、該積層体をTダイに供給し、シート状に成形した後、ワイヤーで8kVの静電印可電圧をかけながら、表面温度が25℃に保たれたキャスティングドラム上で急冷固化し、未延伸フィルムを得た。この未延伸フィルムを、縦延伸機で145℃、フイルム長手方向に3.3倍の延伸を行い、コロナ処理を施し、#4のメタバーで易接着層Iを両面に付与した。次いで、両端部をクリップで把持するテンターに導き155℃、フイルム幅方向に4.2倍横延伸した後、次いで240℃の熱処理を施し、150℃で約3%のフイルム幅方向に弛緩処理を実施し、厚み95μmの積層フィルムを得た。得られた積層フィルムの層厚み分布は、A層、およびB層それぞれについて、3つの傾斜構造を含んでおり、薄膜層について、表層側から267層番目まで、A層およびB層とも表層側から層厚みが単調増加していく傾斜構造を有していた。フィルム厚み方向中央部の残りの267層分についても、同様に傾斜構造を有していた。また、表層の厚膜層は、1.5μmであった。適度な光沢感および腰の強いハーフミラー材を得ることができた。分光光度計による相対反射率は、波長400〜900nmの範囲において均一であり、無色であった。また、α緩和温度は、メインピークが144℃に確認され、その肩となるところに110℃のピークが確認された。ハーフミラー材の成形性においては、成形後に過度に伸ばされたところに破れがみられた。
(表示部の作製)
寸法40cm×30cm×厚み3mmのポリカーボネートでできた透明基材を準備し、粘着層に3M社製アクリル系粘着剤(OCA)8172を準備した。粘着層の厚みは、50μmである。クリーンルームで、シートラミネート機を用いて、最初に粘着層とハーフミラー材である積層フィルムと貼り合わせ、次いで、粘着層が付いた積層フィルムと透明基材との貼り合わせを行った。得られた表示部は、外観検査において、柚子肌はなく、粗大異物もなく、湿熱試験後の層間剥離および発泡などもない表示部が得られた。反射光による液晶パネルの画像は鮮明に見えるが、透過光でみる視力検査表の記号は、見えにくくなっているが、ヘッドアップディスプレイ性能として、問題ないものであった。ハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。
【0058】
[実施例10]
実施例3の粘着層を厚み75μmの3M社製アクリル系粘着剤(OCA)8146―3へ変更する以外は、実施例3と同様にした。実施例3よりも柚子肌が、見えにくく、ヘッドアップディスプレイの性能としては、良好な結果が得られた。
【0059】
[実施例11〜12]
実施例2、3で得られた積層フィルムに、それぞれ、東レ製ポリエステルフィルム タイプU46の100μm、50μmのフィルムをポリエステル系熱硬化性接着剤を用いて、厚みが7μmとなるようにグラビア式のロールラミネータで貼り合わせを行い、60℃で乾燥し、貼り合わせ品でのハーフミラー材を作製した。以下、実施例2と同様にして、表示部を作製し、ヘッドアップディスプレイの性能を評価した。但し、粘着層との貼り合わせ面は、U46ポリエステルフィルム側とした。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。柚子肌は全くみられず、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。
【0060】
[実施例13]
実施例2の積層フィルムの易接着Iを易接着IIに変更し、次いで、表示部作製時の粘着層を厚み25μm、巴川製紙製アクリル系粘着剤TD06Aに変更した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。柚子肌は少しみられ、異物、耐湿熱密着性の面で少し劣る結果となった。
【0061】
[実施例14〜16]
実施例5のハーフミラー材を用いて、透明基材をそれぞれ、実施例14は2mm厚のポリメチルメタクリレート板、実施例15は3mm厚のソーダガラス板に変更し、さらに、粘着層を、実施例15では、厚み50μmの3M社製アクリル系粘着剤(OCA)8146―2、実施例16では、厚み50μmの巴川製紙製アクリル系粘着剤TD06Aへ変更し、実施5と同様にして、表示部を作製した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。柚子肌は全くみられず、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。
【0062】
[実施例17]
積層装置を構成するスリット板において、積層フィルムの最表層が厚くなるようにスリットの間隙加工を行った積層装置を用いて、積層比を1.5と変更し、実施例5と同様にして、積層フィルムを得た。但し、易接着層を易接着IIへ変更。得られた積層フィルムの最表層厚みの厚膜層は、10μmの厚みを有していた。さらに、表示部の実施例5の粘着層を厚み50μmのリンテック製MO−3006Gへ変更して、表示部を作製した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。柚子肌は全くみられず、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。
【0063】
[参考例1]
実施例9の樹脂B−10を樹脂B−7へ変更し、易接着層を変更する以外は、実施例9と同様にして、未延伸フィルムを得た。次いで、この未延伸フィルムを、縦延伸機をパスし、両端部をクリップで把持するテンターに導き150℃、フイルム幅方向に4.2倍横延伸した後、次いで160℃の熱処理を施し、120℃で約3%のフイルム幅方向に弛緩処理を実施し、厚み95μmの積層フィルムを得た。得られたフィルムの面内方位における反射率を調べた結果、最大値と最小値の差が60%以上あったため、偏光反射体であることを確認した。なお、得られたフィルムは、フィルム幅方向中央部から切り出したため、主配向方位は、フィルム幅方向である。また、成形時にフィルム幅方向に裂けやすい特性を有していた。
(表示部の作製)
寸法40cm×30cm×厚み3mmのポリカーボネートでできた透明基材を準備し、粘着層に3M社製アクリル系粘着剤(OCA)8172を準備した。粘着層の厚みは、50μmである。クリーンルームで、シートラミネート機を用いて、透明基材において、ハーフミラー材の主配向方位が45°となるように、最初に粘着層とハーフミラー材である積層フィルムと貼り合わせ、次いで、粘着層が付いた積層フィルムと透明基材との貼り合わせを行った。得られた表示部は、外観検査において、線状の柚子肌が少し確認され、易接着層がないために帯電しやすく、粗大異物が少しみられた。
(ヘッドアップディスプレイ性能評価)
次いで、ヘッドアップディスプレイの性能評価を行った。本サンプルは、直線偏光の方位とハーフミラー材の偏光方位とでなす角度のうち狭角が10度以下のときは、画像が鮮明に見え、逆に80〜90度では、不鮮明に見える傾向がみられる傾向を示し、非常に設計し難いものであることを確認した。また、同じ基材、接着材料を用いて図3に示した構成の表示部を作製したところ、色付きもみられた。偏光サングラスでの観察でも同様であった。一方、他の実施例においては、色付きは確認されなかった。ハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。
【0064】
[実施例18]
実施例2の積層比を3に変更して、積層フィルムを得、さらに、粘着層をして厚み100μmの3M社製アクリル系粘着剤(OCA)8146―4へ変更して、表示部を作製した。
得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。
【0065】
[比較例1]
実施例4の積層比を3に変更して、積層フィルムを得、さらに、実施例4と同様にして、表示部を作製した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。ヘッドアップディスプレイとしての性能について、柚子肌はみられないが、液晶パネルの情報の視認性が悪く、良好な結果が得られなかった。
【0066】
[比較例2]
実施例2の樹脂B−1を樹脂B−8へ変更し、さらに、易接着Iを易接着IIへ変更して、実施例2と同様にして、積層フィルムを得た。粘着層の厚みを25μmへ変更した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。ヘッドアップディスプレイとしての性能について、柚子肌が酷く、液晶パネルの情報が正しく認識できないものであった。
【0067】
[比較例3]
実施例9の樹脂B−10を樹脂B−9へ変更し、さらに、易接着Iを易接着IIへ変更して、実施例9と同様にして、積層フィルムを得た。粘着層の厚みを25μmへ変更した。反射率が高すぎて、外部情報が認識できず、ヘッドアップディスプレイとして性能不良であった。また、輝度分布むらも測定不可能であった。
【0068】
[比較例4]
実施例2の表示部に用いる粘着層を変更し、得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。ヘッドアップディスプレイとしての性能について、50μm厚みの3M社製アクリル系粘着剤(OCA)8172から10μm厚みの巴川製紙製アクリル系粘着剤TD06Aに変更した。外観評価において、柚子肌が酷く、液晶パネルの情報が正しく認識できないものであった。
【0069】
【表1】

【0070】
【表1−1】
【産業上の利用可能性】
【0071】
本発明のヘッドアップディスプレイは、自動車、航空機などの乗り物、および遊戯機器用途に用いることができる。また、本発明のヘッドアップディスプレイに用いられるハーフミラー材は、ヘッドマウントディスプレイに用いることができる。
【符号の説明】
【0072】
10 :情報の投影機
11 :透明基材
12 :接着層
13 :ハーフミラー材
21 :透明基材
22 :接着層
23 :易接着層
24 :ハーフミラー材である積層フィルム
25 :表示部
26 :輝度分布婦むらの測定位置を示す破線
27 :黒点
28 :輝度の最大値
29 :輝度の最小値
30 :表示部の収納場所
31 :ノートパソコン
32 :視力検査表
33 :蛍光灯
【技術分野】
【0001】
本発明は、ハーフミラー材を画像表示部に用いたヘッドアップディスプレイに関する。
【背景技術】
【0002】
人間の視野に直接情報を映し出す手段として、ヘッドアップディスプレイが知られている。これは、例えば、自動車の運転中、車両内で計器類の速度などの情報を直接、フロントガラスに虚像として映し出すため、視野を変化させることなく運転でき、事故防止につながる特徴をもつ。通常、小型の液晶プロジェクターなどの投影機から放たれた光が、ハーフミラー材を含んだ透明基材からなる表示部で、透過および反射される。観測者は、表示部に表示された情報を取得するとともに、表示部を透かして外の風景などの外部情報を同時に取得する。
【0003】
従来のハーフミラー材としては、表示部となるガラスや透明樹脂基材上に、反射率の高い金属のハーフ蒸着やSiO2やTiO2などの金属酸化物の多層膜が用いられることが知られている。これらは、スパッタなどの蒸着法や印刷・焼成などの湿式法で作製されており、一層ずつ積み上げて積層するため、工程上の問題である蒸着ムラや印刷ムラが頻発しやすく、外観不良となるケースが多く、コスト高が問題となっていた。また、これらの膜は、ひびや割れが原因で、透明基材との一体成形は困難であるため、基材が曲面形状になると、その製法も限定されていた。さらに、紫外・可視光領域に吸収帯をもっていることが原因で、情報の視認性を高めるため、反射率を高くすると、逆に風景などの透過光による外部情報の視界が、着色などによる透明性の低下にともない悪くなる問題があった。(特許文献1〜3)
近年、異なる熱可塑性樹脂を交互に積層したハーフミラー材が登場し、液晶表示装置の反射フィルムや輝度向上フィルム(特許文献4)、自動車・家電製品などの加飾・成形フィルム(特許文献5)、ヘッドアップディスプレイ用途の偏光反射フィルム(特許文献6)として提案されている。しかしながら、これらのハーフミラー材は、成形性不良や層間剥離などの問題が発生し易く、また、単に接着剤を介して透明基材と貼り合わせると、接着剤中の樹脂の凹凸状のうねりがフィルムに転写し、フィルムと接着剤の界面で柚子肌(またはオレンジピール)と呼ばれる欠点が複数発生し、さらに、偏光性能起因の色付きが発生する外観不良となる問題が生じていた。また、フィルムの絶縁性が原因で、静電気が帯電しやすく、異物が貼り合わせ工程で混入し、外観不良となる問題もあった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平7−257226公報(第2頁)
【特許文献2】特許3223845公報(第2項)
【特許文献3】特開2010−230771公報(第2頁)
【特許文献4】特表平9−506837号公報(第2頁)
【特許文献5】国際公開WO2007/020861(第2頁)
【特許文献6】特表2006−51622号公報(第2項)
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題とするところは、従来のヘッドアップディスプレイに比べて、表示部の外観不良が少なく、後加工成形が可能であり、さらに表示部での風景などの外部情報および情報の視認性が向上するヘッドアップディスプレイを提供する。
【課題を解決するための手段】
【0006】
係る課題を解決するため、本発明は、次のような構成である。すなわち、情報を投影する投影機と、情報が投影される表示部を備えたヘッドアップディスプレイであって、表示部が透明基材、接着層、熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)を交互に50層以上積層したハーフミラー材の順で構成されており、ハーフミラー材の反射率が13%以上70%以下であり、表示部の欠点輝度分布むらが40%以下であることを特徴とするヘッドアップディスプレイである。
【発明の効果】
【0007】
本発明は、従来のヘッドアップディスプレイに比べて、表示部の外観不良が少なく、後加工成形が可能であり、さらに表示部での外部情報および情報の視認性が向上する。
【図面の簡単な説明】
【0008】
【図1】自動車用ヘッドアップディスプレイの模式図
【図2】(a)の図はヘッドアップディスプレイの表示部の断面図、(b)の図は欠点輝度分布むら画像、(c)の図は(b)の図の破線(26)上における輝度分布図
【図3】ヘッドアップディスプレイの表示部の断面図
【図4】ヘッドアップディスプレイの可動式の表示部の模式図
【図5】ヘッドアップディスプレイの性能評価試験を説明するための図
【発明を実施するための形態】
【0009】
以下に、本発明について説明する。図1は、本発明に係るヘッドアップディスプレイを自動車に適用したときの例を示している。
【0010】
投影機からの情報としては、文字、記号、数字、図形、写真、映像などの情報がある。自動車用途では、車の速度、エンジンの回転数、カーナビゲーション映像など、従来の車のインパネ (instrument panel)部に設置された計器類の表示情報やナビゲーション情報のことである。投影機10としては、情報が表示された液晶パネル、または情報を投射するプロジェクターなどが挙げられる。液晶パネルは、バックライトユニット、液晶ユニット、前面板ユニットから構成されているものが代表的なものであり、その液晶の表示方式は、STN(Super Twisted Nematic) 方式やTFT(Thin Film Transistor)方式、さらにDSTN(Dual Super Twisted Nematic) 、FSTN(Film-compensated STN)方式などがある。また、プロジェクターとは、スクリーン(表示部)に画像情報を拡大投射する装置のことであり、具体的には、従来から知られるCRTプロジェクター、および光源からの光が液晶パネルを透過し、この液晶パネル上の画像を、レンズを用いてスクリーン上に拡大投影する液晶プロジェクター、反射型のLCOS(Liquid Crystal On Silicon)プロジェクター、透過型のHTPS(High Temprature Poly−Silicon)プロジェクター、MEMSを利用した方式が異なるDLP(Digital Light Processing )プロジェクター、GLV(Grating Light Valve)プロジェクタのことである。これらの光源には、水銀、メタルハライド、ハロゲン、蛍光ランプ、白色LEDランプ、RGBの3波長LEDランプなどが搭載されており、低消費電力の面で優れているLEDランプが好ましい。拡大投射する際に、焦点を合わせる必要がないなどの利便性の面から、レーザープロジェクターがより好ましい。
【0011】
本発明のヘッドアップディスプレイは、図1の情報の投影機10から光として取り出された情報が、透明基材11,接着層12、ハーフミラー材13の順で構成された表示部に投射されて、次いでハーフミラー材13に映し出された情報を観測者は取得し、同時に、ハーフミラー材からなる表示部を透かして外部情報を取得する。
【0012】
表示部は、透明基材、接着層、ハーフミラー材の順で構成されている。透明基材は、透明性が求められるためガラスや透明プラスチック基材を用いることが必要である。ここでのプラスチック基材としては、シートやフィルムも含まれる。厚みとしては、5〜0.2mmが強度の面で好ましい。透明性が良好なプラスチックとしては、日本ゼオン製ゼオノアやJSR社製アートンなどの環状ポリオレフィン、ポリエーテルサルフォン、ポリアリレート、ポリエチレンテレフタレート、ポリカーボネート、ポリメチルメタクリレート、ABS、トリアセチルセルロースなどの熱可塑性樹脂が好ましい。中でも光線透過率85%以上の高い透明性の観点と、成形加工のし易さの観点から、ポリカーボネート、ポリメチルメタクリレート、ABSが好ましく、中でも耐衝撃性の観点から、ポリカーボネートが最も好ましい。
【0013】
接着層としては、ウェットやドライラミネート法による接着剤とホットメルトやテープラミネート法による粘着剤がある。ウェットやドライラミネート法とは、例えば、リバースコート法、グラビアコート法、ロッドコート法、バーコート法、マイヤーバーコート法、ダイコート法、スプレーコート法などにより、基材もしくはハーフミラー材に、水や溶剤系の接着剤を塗布する方法である。接着剤としては、フェノール樹脂系接着剤、レゾルシノール樹脂系接着剤、フェノール−レゾルシノール樹脂系接着剤、エポキシ樹脂系接着剤、ユリア樹脂系接着剤、ウレタン樹脂系接着剤、ポリウレタン樹脂系接着剤、ポリエステルウレタン樹脂系接着剤ポリアロマチック系接着剤、などの熱硬化性樹脂系接着剤;エチレン−不飽和カルボン酸共重合体などを用いた反応型接着剤;酢酸ビニル樹脂、アクリル樹脂、エチレン酢酸ビニル樹脂、ポリビニルアルコール、ポリビニルアセタール、ポリビニルブチラール、塩化ビニル樹脂、ナイロン、シアノアクリレート樹脂等の熱可塑性樹脂系接着剤;クロロプレン系接着剤、ニトリルゴム系接着剤、SBR系接着剤、天然ゴム系接着剤などのゴム系接着剤、;メタクリル樹脂、光硬化型ポリクロロビフェニール、脂環エポキシ樹脂、光カチオン重合開始剤、アクリレート系樹脂(Si、F含有)、光ラジカル、重合開始剤、フッ素化ポリイミドなどを用いた光硬化性接着剤などが挙げられる。これらの樹脂は単一の高分子からなる場合であっても混合物であっても良い。
また、テープラミネート法とは、フイルムやシート基材上の粘着剤を直接、透明基材やハーフミラー材に貼り合わせる方法である。貼り合わせ後、芯となる基材は剥離除去されることとなる。粘着剤としてはアクリル系粘着剤、ゴム系粘着剤、ポリアルキルシリコン系粘着剤、ウレタン系粘着剤、ポリエステル系粘着剤などが挙げられる。ホットメルト法とは、熱可塑性樹脂系粘着剤を熱により溶かして接着する方法である。熱可塑性樹脂としては、酢酸ビニル樹脂、アクリル樹脂、エチレン酢酸ビニル樹脂共重合体、ポリビニルアルコール共重合体、ポリビニルアセタール、ポリビニルブチラール、塩化ビニル樹脂、ナイロン、シアノアクリレート樹脂、ポリエステル樹脂、および、これら混合物や共重合体等などが挙げられる。中でも、熱圧着が容易なエチレン酢酸ビニル共重合体やポリビニルブチラールが好ましい。また、ホットメルト法による接合方法としては、押出ラミネート法や、フィルムインサート成形法などを用いることが可能である。
【0014】
本発明に用いる接着層は、ディスプレイ用途に求められる高い視認性、美観や外観の観点から、高い透明性が求められるため、光学用透明粘着剤(OCA:Optically Clear Adhesive)を用いることが好ましい。ここでの光学用透明粘着剤とは、フイルムやシートなどの支持基材がない両面粘着剤のことである。特に、本発明では、ハーフミラー材の積層フィルムとの密着性、延伸、成型時の追随性からアクリル系粘着剤が好ましい。アクリル系樹脂を構成するモノマー成分としては、例えばアルキルアクリレート、アルキルメタクリレート(アルキル基とメチル基、エチル基、n−プロピル基、イソプロピル基、n−ブチル基、イソブチル基、t−ブチル基、2−エチルヘキシル基、ラウリル基、ステアリル基、シクロヘキシル基、フェニル基、ベンジル基、フェニルエチル基など)、2−ヒドロキシアクリレート、2−ヒドロキシエチルメタクリレート、2−ヒドロキシプロピルアクリレート、2−ヒドロキシプロピルメタクリレート、などのヒドロキシ基含有モノマー、アクリルアミド、メタクリルアミド、N−メチルアクリルアミド、N−メチルメタクリルアミド、N−メチロールアクリルアミド、N−メチロールメタクリルアミド、N,N−ジメチロールアクリルアミド、N−メトキシメチルアクリルアミド、N−メトキシメチルメタクリルアミド、N−フェニルアクリルアミドなどのアミド基含有モノマー、N,N―ジエチルアミノエチルアクリレート、N,N―ジエチルアミノエチルメタクリレートなどのアミノ基含有モノマー、グリシジルアクリレート、グリシジルメタクリレートなどのアミノ基含有モノマー、アクリル酸、メタクリル酸およびそれらの塩(リチウム塩、ナトリウム塩、カリウム塩など)などのカルボキシル基またはその塩を含有するモノマーなどを用いることができ、これら1種もしくは2種以上のモノマーを用いて共重合される。さらに、これらは多種のモノマーと共重合することができる。多種のモノマーとしては例えば、アクリルグリシジルエーテルなどのエポキシ基含有モノマー、スチレンスルホン酸、ビニルスルホン酸、およびそれらの塩(リチウム塩、ナトリウム塩、カリウム塩、アンモニウム塩など)などのスルホン酸基またはその塩を含有するモノマー、クロトン酸、イタコン酸、マレイン酸、フマール酸およびそれらの塩(リチウム塩、ナトリウム塩、カリウム塩、アンモニウム塩など)などのカルボキシル基またはその塩を含有するモノマー、無水マレイン酸、無水イタコンなどの酸無水物を含有するモノマー、ビニルイソシアネート、アリルイソシアネート、スチレン、ビニルメチルエーテル、ビニルトリスアルコキシシラン、アルキルマレイン酸モノエステル、アルキルフマール酸モノエステル、アクリロニトリル、メタクリロニトリル、アルキルイタコン酸モノエステル、塩化ビニリデン、酢酸ビニル、塩化ビニルなどを用いることができる。
【0015】
また、変性アクリル共重合体、例えば、ポリエステル、ウレタン、エポキシなどで変性
したブロック共重合体、グラフト共重合体なども可能である。
【0016】
さらに、市販のアクリル系粘着剤としては、例えば、米国3M社、または住友3M製OCA、8146、8171,8172,8173D,8180,8182,8185,8187,8188,8189,8191,8192,8095,9483、8146、CEF08A04,05、06、07シリーズ、リンテック社製MO−3005C/G、MO−3006C/G、MO−2105G/I、MO−2106G/I、日東電工社製CR9707、CS9621T、CS9622T、CS3623、CS9663L、CS9662L、巴川製紙社製TD06A、TI14A、MA54A、サンエー化研社製SANCUARY OP,DH,DKタイプ、積水化学社製5400シリーズ 5402,5405、DIC社製ダイタック 8080、8080NR、0835N、LT6003W、Z87011W、Z87012W、東洋インキ社製FS601、日立化成社製ファインセットTE−250S121、パナック社製PDS1などが挙げられる。これらの厚みは、接着層の厚みが厚いほど、欠点輝度分布むらが小さくなる観点から、25μm以上が好ましい。接着層が厚すぎると、貼り合わせ後に、バリなどの欠点が発生しやすい観点から上限は、400μm以下である。より好ましくは、50μm以上200μm以下である。接着層には各種の添加剤、例えば粘度調整剤、可塑剤、レベリング剤、ゲル化防止剤、酸化防止剤、耐熱安定剤、耐光安定剤、紫外線吸収剤、易滑剤、顔料、染料、有機または無機微粒子、充填剤、耐電防止剤、核剤、硬化剤などが配合されてもよい。
【0017】
ハーフミラー材は、熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)を交互に50層以上積層した積層フィルムであることが必要である。
【0018】
本発明に好適に用いられる熱可塑性樹脂としては、ポリエチレン、ポリプロピレン、ポリ(4−メチルペンテン−1)、ポリアセタールなどの鎖状ポリオレフィン、ノルボルネン類の開環メタセシス重合,付加重合,他のオレフィン類との付加共重合体である脂環族ポリオレフィン、ポリ乳酸、ポリブチルサクシネートなどの生分解性ポリマー、ナイロン6、ナイロン11、ナイロン12、ナイロン66などのポリアミド、アラミド、ポリメチルメタクリレート、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、ポリビニルブチラール、エチレン酢酸ビニルコポリマー、ポリアセタール、ポリグルコール酸、ポリスチレン、スチレンアクリロニトリルコポリマー、スチレン共重合ポリメタクリル酸メチル、ポリカーボーネート、ポリプロピレンテレフタレート、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレン−2,6−ナフタレートなどのポリエステル、ポリエーテルサルフォン、ポリエーテルエーテルケトン、変性ポリフェニレンエーテル、ポリフェニレンサルファイド、ポリエーテルイミド、ポリイミド、ポリアリレート、4フッ化エチレン樹脂、3フッ化エチレン樹脂、3フッ化塩化エチレン樹脂、4フッ化エチレン−6フッ化プロピレン共重合体、ポリフッ化ビニリデンなどを用いることができる。この中で、押出成形が良く、強度・耐熱性・透明性および汎用性の観点から、特にポリエステルを用いることがより好ましい。これらは、ホモポリマーでも共重合ポリマー、さらには混合物であってもよい。
【0019】
このポリエステルとしては、芳香族ジカルボン酸または脂肪族ジカルボン酸とジオールを主たる構成成分とする単量体からの重合により得られるポリエステルが好ましい。ここで、芳香族ジカルボン酸として、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4-ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、4,4′-ジフェニルジカルボン酸、4,4′-ジフェニルエーテルジカルボン酸、4,4′-ジフェニルスルホンジカルボン酸などを挙げることができる。脂肪族ジカルボン酸としては、例えば、アジピン酸、スベリン酸、セバシン酸、ダイマー酸、ドデカンジオン酸、シクロヘキサンジカルボン酸とそれらのエステル誘導体などが挙げられる。中でも高い屈折率を発現するテレフタル酸と2,6ナフタレンジカルボン酸が好ましい。これらの酸成分は1種のみ用いてもよく、2種以上併用してもよく、さらには、ヒドロキシ安息香酸等のオキシ酸などを一部共重合してもよい。
【0020】
また、ジオール成分としては、例えば、エチレングリコール、1,2-プロパンジオール、1,3-プロパンジオール、ネオペンチルグリコール、1,3-ブタンジオール、1,4-ブタンジオール、1,5-ペンタンジオール、1,6-ヘキサンジオール、1,2-シクロヘキサンジメタノール、1,3-シクロヘキサンジメタノール、1,4-シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ポリアルキレングリコール、2,2-ビス(4-ヒドロキシエトキシフェニル)プロパン、イソソルベート、スピログリコールなどを挙げることができる。中でもエチレングリコールが好ましく用いられる。これらのジオール成分は1種のみ用いてもよく、2種以上併用してもよい。
【0021】
上記ポリエステルのうち、干渉反射により高い反射率を発現させるために、熱可塑性樹脂Aは、二軸延伸と熱処理により配向結晶化が付与できる観点から、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート、ポリブチレンナフタレート、ポリヘキサメチレンテレフタレート、ポリヘキサメチレンナフタレートが好ましく、汎用性と成形性の面からポリエチレンテレフタレート、またはポリエチレンナフタレートが特に好ましい。配向結晶化は、屈折率の上昇を伴い、高い耐熱性や腰の強さを付与できる。一方、熱可塑性樹脂Bは、層間剥離および積層性の観点から、これらの共重合体を用いることが好ましい。ここでの積層性とは、積層乱れによるフローマークなどの外観不良を示す。
【0022】
熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)を交互に50層以上積層した積層フィルムは、公知の特許番号4552936記載の積層装置を用いて製造することができる。但し、スリット板の間隙、長さは層厚みを決定する設計値のため異なる。すなわち、結果的に得られる積層フィルムの層厚み分布は異なることになり、一つ一つの層の厚み、およびその配列は異なる。
【0023】
本発明であるヘッドアップディスプレイに用いられるハーフミラー材の反射率は、13%以上70%以下であることが必要である。反射率が13%未満であると、表示部に映し出された情報が視覚認識できない。一方、反射率が70%を越えると、観測者からみて、透明基材の外側にある外部情報を視覚認識できない。この視認性の低下は、航空機、自動車などの乗り物用途では、安全性の面において問題であり、本来の目的である視野を変更することなく、情報と外部情報を得ることを両立する主旨と異なる。好ましくは、55%以下15%以上である。より好ましくは、40%以下20%以上である。反射率の調整は、A層とB層を交互に積層し、これらの層の配列、積層数およびA層とB層の面内屈折率差を調整することで達成可能である。面内屈折率差は、干渉反射を起こす観点から、0.01以上が好ましく、余り面内屈折率差が大きいと反射率が高くなり、外部の視認性が低下するため、0.12以下であることが好ましい。ハーフミラー材としては、0.02〜0.06が最も好ましい。また、層の配列は、層厚みが30〜500nm以下となる隣接するA層とB層を、下記(1)式の干渉反射の理論に従って、所望の反射波長λに相当する層厚みを選択することが好ましい。
【0024】
2×(Na・da+Nb・db)=n×λ (1)式
Na、Nbは、それぞれ、積層フィルムのA層、B層の面内屈折率であり、da,dbは、A層とB層のそれぞれの層の厚みである。λは、反射波長であり、nは、自然数である。n=1を満足する反射現象を1次の反射と呼ぶ。積層フィルムの腰を強くし、柚子肌を低減させる観点から、2〜4次の反射を利用することが好ましい。
A層およびB層の層厚み分布は、層番号と一層一層の層厚みの関係において、層厚みが一定、傾斜(直線)、複数の傾斜を含んだ構造とすることができる。本発明の積層フィルムのA層およびB層、それぞれの層厚み分布は、3つの傾斜構造を有し、表層付近が薄くなる傾斜構造を採用することによって、可視光の波長を均一に反射させる。具体的には、特開2011−129110公報〔0034〕〜〔0036〕に記載した複数の傾斜を含んだ構造とすることが好ましい。さらに、本発明の積層フィルムの最表層は、層厚みが1μm以上の厚膜層を設けることが好ましい。厚膜層は、接着層の凹凸が内部の薄膜層へ転写することを防止する役割を果たすため好ましい。厚膜層は、5μm以上がより好ましく、さらに好ましくは、10μm以上である。余り厚膜層が厚すぎると、内部の層厚み分布にも影響を与えるため、50μm以下が好ましい。
【0025】
可視光の波長の均一な反射は、表示部が色付かなく、視認性が向上するため好ましい。このましい反射光の彩度C*は、8以下であり、より好ましくは3以下である。また、積層数が少ないと、全体厚みが薄くなり、積層フィルムの腰が弱くなるため、透明基材との貼り合わせ加工、および成形時に、柚子肌と呼ばれる外観不良が接着層との界面に発生する。その結果、欠点輝度分布むらが大きくなる。従って、200層以上が好ましく、より好ましくは、500層以上、さらに好ましくは、800層以上である。
【0026】
また、ハーフミラー材の光線透過率は、30%以上85%以下が好ましい。透過率が30%未満であると、外部情報が視覚し難く、一方、透過率が85%を越えると、情報が視覚できないからである。より好ましくは、40%以上80%以下である。さらにこのましくは、50%以上75%以下である。
【0027】
ヘッドアップディスプレイの表示部の欠点輝度分布むらは、40%以下であることが必要である。40%を超えると、柚子肌と呼ばれる外観不良が酷く、品質上の問題であるばかりでなく、画像の歪みが発生して、情報を正確に視覚できなくなる。より好ましくは、表示部の欠点輝度分布むらは、30%以下が好ましい。さらに好ましくは、20%以下であり、殆ど柚子肌は認識できなくなる。本発明の欠点輝度分布むらについて、図2を用いて説明する。図2(a)に透明基材21、接着層22、易接着層23、ハーフミラー材である積層フィルム24からなる表示部25の断面図を示す。目視検査において、この表示部25に柚子肌状の外観不良がある場合、光学顕微鏡で観察して得られる画像の一例を図2(b)に示す。柚子肌状の外観不良は、接着層22とハーフミラー材との界面に発生する数百ミクロンからミリオーダーのうねり界面に起因している。光学顕微鏡の反射光観察において、焦点をこの界面に合わせるとうねり構造に起因した明暗の欠点輝度分布の像が観察される。図2(c)は、図2(b)の欠点輝度分布むら画像中の破線26を、画像解析ソフトにより、ラインプロファイルとして、位置と輝度の関係で表したものである。なお、黒点27は、異物や気泡が、表面など観察界面以外にある場合に影としてみられるものであり、解析対象外の点である。得られたライン上の輝度分布図の最大値28と最小値29の差を、破線26上のデータの平均輝度で除し、100を乗じた値が、欠点輝度分布むらである。
【0028】
本発明のヘッドアップディスプレイの表示部において、接着層とハーフミラー材の間にポリエチレンテレフタレートまたは、ポリエチレンナフタレートフィルムを含んでいることが好ましい。
【0029】
欠点輝度分布むらは、接着層表面の凹凸が、ハーフミラー材の積層フィルム表面に転写するために発生すると考えられる観点から、腰が強く、転写されにくい2軸延伸されたポリエチレンテレフタレートまたは、ポリエチレンナフタレートフィルムを挿入することにより、積層フィルムへの凹凸転写を防止することができる。フイルム厚みは、腰の強さの観点から、50μm以上が好ましい。余り厚すぎると、成形不良などを起こしやすくなるため、200μm以下が好ましい。
【0030】
ハーフミラー材の動的粘弾性測定におけるα緩和温度が85℃以上であることが好ましい。85℃以上であると、加熱成形加工時に、軟化し難いため、接着層の凹凸が転写し難くなり、外観不良となる柚子肌が抑制される。より好ましくは、動的粘弾性測定におけるα緩和温度は、90℃以上である。α緩和温度は、高すぎると成形性が悪くなるため、この好ましくは、150℃以下である。α緩和温度を上げるためには、高いガラス転移点の熱可塑性樹脂を用いることが好ましい。本発明のハーフミラー材の熱可塑性樹脂Aとしては、二軸延伸したときに、配向結晶化により延伸温度までガラス転移点が向上するポリエチレンテレフタレート、またはポリエチレンナフタレートが好ましい。熱可塑性樹脂Bとしては、イソフタル酸、ナフタレンジカルボン酸、ジフェニン酸、シクロヘキサンジカルボン酸成分を含んだポリエステル、または、スピログリコール、シクロヘキサンジメタノール、ビスフェノキシエタノールフルオレン、ビスフェノールA成分を含んだポリエステルが好ましい。これらの成分の好ましい範囲は、4%以上70モル%以下である。
【0031】
本発明であるヘッドアップディスプレイのハーフミラー材の片面もしくは両面にアクリル・ウレタン共重合樹脂、2種類以上の架橋剤およびポリチオフェンを原材料として用いた易接着層が設けることが好ましい。
【0032】
本発明で用いるアクリル・ウレタン共重合樹脂(A)に用いるアクリル系モノマーとしては、例えばアルキルアクリレート(アルキル基としてはメチル、エチル、n−プロピル、n−ブチル、イソブチル、t−ブチル、2−エチルヘキシル、シクロヘキシルなど)、アルキルメタクリレート(アルキル基としてはメチル、エチル、n−プロピル、n−ブチル、イソブチル、t−ブチル、2−エチルヘキシル、シクロヘキシルなど)、2−ヒドロキシエチルアクリレート、2−ヒドロキシエチルメタクリレート、2−ヒドロキシプロピルアクリレート、2−ヒドロキシプロピルメタクリレートなどのヒドロキシ基含有モノマー、アクリルアミド、メタクリルアミド、N−メチルメタクリルアミド、N−メチルアクリルアミド、N−メチロールアクリルアミド、N−メチロールメタクリルアミド、N,N−ジメチロールアクリルアミド、N−メトキシメチルアクリルアミド、N−メトキシメチルメタクリルアミド、N−ブトキシメチルアクリルアミド、N−フェニルアクリルアミドなどのアミド基含有モノマー、N,N−ジエチルアミノエチルアクリレート、N,N−ジエチルアミノエチルメタクリレートなどのアミノ基含有モノマー、グリシジルアクリレート、グリシジルメタクリレートなどのグリシジル基含有モノマー、アクリル酸、メタクリル酸およびそれらの塩(ナトリウム塩、カリウム塩、アンモニウム塩など)などのカルボキシル基またはその塩を含有するモノマーなどを用いることができる。本発明においては、架橋性官能基を共重合することが好ましく、特にN−メチロールアクリルアミドを共重合することが、自己架橋性や架橋密度向上点で特に好ましい。N−メチロールアクリルアミドの共重合比率は、共重合性や架橋度の点で0.5〜5重量%が好ましく、特に塗布外観の点を考慮すると、1〜3重量%がより好ましい。0.5重量%より少ない場合、例えば耐湿接着性が劣る傾向があり、5重量%を越える場合、例えば樹脂の水分散体の安定性が劣ったり、塗布外観が悪くなったりする傾向がある。架橋剤としては、例えば、メラミン系架橋剤、イソシアネート系架橋剤、アジリジン系架橋剤、エポキシ系架橋剤、メチロール化あるいはアルキロール化した尿素系、アクリルアミド系、ポリアミド系樹脂、オキサゾリン系架橋剤、カルボジイミド系架橋剤、各種シランカップリング剤、各種チタネート系カップリング剤などを用いることができる。印刷層や接着層との耐湿熱接着性の観点から、架橋剤の少なくとも1種がオキサゾリン系架橋剤およびカルボジイミド系架橋剤を含有していることが好ましい。
【0033】
さらに、上記易接着層成分だけであると帯電しやすく、その結果、静電気により易接着層と接着層の間に異物が混入し、外観不良の原因となる品質問題を引き起こす。本発明のハーフミラー材である積層フィルムの易接着層には、帯電防止の観点から、導電性高分子を含んでなることが好ましい。導電性高分子としては、ポリピロール、ポリアニリン、ポリアセチレン、ポリチオフェン、ポリフェニレン・ビニレン、ポリフェニレンスルフィド、ポリ−p−フェニレン、ポリへテロサイクル・ビニレン、特に好ましくは、(3,4−エチレンジオキシチオフェン)(PEDOT)である。
【0034】
本発明のヘッドアップディスプレイに用いられるハーフミラー材である積層フィルムの腰の強さは、3N・(mm)2以上であることが、接着層の凹凸が転写し難くなる観点から、好ましい。より好ましくは、10N・mm2以上である。腰の強さは、ヤング率に比例し、かつ、厚みの3乗に比例する。そのため、厚みとヤング率を高く調整することが好ましく、厚みは、150μm以上が好ましく、ヤング率は、3.5GPa以上とすることが好ましい。高いヤング率を達成する樹脂としては、延伸により配向結晶化するポリエチレンテレフタレート、またはポリエチレンナフタレートを熱可塑性樹脂Aに用いることが好ましい。延伸条件としては、高いヤング率を延伸による高分子鎖の高次構造の形成により引き出すため、前者は延伸温度80〜95℃、延伸倍率は3.3倍以上5倍以下が好ましく、熱処理温度は200℃以上230℃未満が好ましい。さらに、配向結晶化が強く付与されるA層を、B層の厚みに比べて厚くしておくことが好ましい。隣接するA層とB層の厚み比に面内屈折率比を乗じた光学積層比は、2以上5以下が好ましい。光学積層比が5を越えると、干渉反射現象が起きにくく、反射率が低下するからである。
【0035】
本発明のヘッドアップディスプレイの表示部の60℃、湿度90%、72時間処理後のクロスカット試験において、100マス中の剥離数が5以下であることが好ましい。耐湿密着性は、易接着層と接着層間の界面接着力が起因しており、好ましい組み合わせは、アクリル・ウレタン共重合樹脂と2種類以上の架橋剤から成る易接着層とアクリル系接着層である。また、積層フィルムの層間の耐湿熱密着性の観点からは、B層には、ビスフェノールAを含むポリエステルを用いることが好ましい。
【0036】
本発明のハーフミラー材は、逐次二軸延伸されていることが好ましい。情報を投影する投影機としては、液晶パネルでもプロジェクターでも可能である。液晶パネルでは、液晶パネルから、直線偏光の光が放たれているが、逐次二軸延伸されているため、偏光の影響を受けがたい。同様に、プロジェクターでは、その光学系の理由から、赤、青、緑の偏光方向が全て同じでないため、一軸延伸フィルム等の偏光反射体の場合、主配向方向との関係において、黄色や紫などに着色するため好ましくはないが、等方性に近い本発明のハーフミラー材では、殆ど影響がない。
【0037】
ハーフミラー材を構成する熱可塑性樹脂Aは、成形性、腰の強さなどの観点から、ポリエチレンテレフタレートまたはポリエチレンナフタレートであることが好ましい。樹脂AからなるA層としては、二軸延伸により配向結晶化が付与されるとフイルムの腰が強くなるため、さらに好ましい。
【0038】
ハーフミラー材を構成する熱可塑性樹脂Bが、屈折率の上昇を抑制しつつ、α緩和温度の上昇を達成する観点から、ビスフェノールAおよびシクロヘキサンジメタノールをジオール成分の全部若しくは一部として用いたポリエステルであることが好ましい。これらは、共重合でもポリマーアロイでも良い。特に、シクロヘキサンジメタノールを30モル%以上70モル%以下共重合したポリエステルとポリカーボネートのポリマーアロイが、性能面で好ましい。ポリカーボネートの重量濃度は、共延伸性の観点から、30%以下が好まし。
【0039】
投影機は、レーザープロジェクターであることが好ましい。レーザープロジェクターは、小型軽量化や画像の焦点合わせなどを必要としない特徴をもち、本発明のヘッドアップディスプレイに用いると、画像の鮮明性はもとより、低消費電力に役立つ。さらに、本発明のヘッドアップディスプレイは、自動車、航空機、および遊戯機器などの用途に最適である。
【0040】
本発明の表示部の構成が、図3に示す透明基材21、接着層22、ハーフミラー材である積層フィルム24、接着層22、透明基材21であることが好ましい。このようなサンドイッチ構造であると、ハーフミラー材への損傷を防止できる点から好ましい。作製方法は、接着層の材料に依存するが、通常、透明基材とハーフミラー材の密着には、真空条件下での予備圧着、次いで熱圧着が接着性の面で好ましい。
【0041】
本発明の表示部は、可動式であることが好ましい。可動式の場合は、窓部材に固定配置されるのではなく、図4に示すような配置が好ましい。図4に可動式の表示部の模式図の例を示す。本発明の表示部は、利便性の観点から、可動式の表示部を利用しないときは、収納場所30に配置することができる。可動式表示部を自動車に用いた場合、利用時はサンバイザーとしても利用することができるため好ましい。
【0042】
本発明のヘッドアップディスプレイの表示部は、フィルムインサート成形および後加工成形により、作成が可能である。フィルムインサート成形とは、射出樹脂との密着性を付与する接着層、デザイン印刷、ハードコート処理などを施したハーフミラー材である積層フィルムをプラスチック成形の金型(モールド)に挿入し、次いで加熱流動化した成形材料(射出樹脂)を、その金型に流し込むことによって製造されるフィルム一体型の射出成形品工法のことである。成形品の仕上がり具合の観点から、事前に積層フィルムをプレス成形、真空成形、真空圧空成形などのプレ成形しておくことが好ましい。本発明の積層フィルムは、インサート成形し易くなる観点から、フィルム厚みは50μm以上350μm以下であることが好ましい。より好ましくは、80μm以上200μm以下である。フィルム厚みは、フィルム製造工程におけるキャスト速度、押出量などを変更することで調整することができる。
【0043】
フィルムインサート成形の条件としては、成形樹脂の射出温度は、樹脂の溶融温度であり、一般的に透明性が求められるアクリル系、メチルメタクリレートでは240℃前後、ポリカーボネートなどのポリエステル系では280℃前後、アクリロニトリル・ブタジエン・スチレン共重合体(ABS)系では、230℃前後であることが知られている。その他、ポリスチレン、ポリカーボネートなどは270℃前後であり、用いる樹脂に合わせて決定すれば良い。また、金型温度は、本発明のハーフミラー材の成形性と接着性の観点から、70℃以上150℃以下であることが好ましい。
【0044】
後加工成形とは、成形前の表示部を、プレス成形、真空成形、真空圧空成形などの後加工により成形品とすることである。成形温度は、透明基材のガラス点以上の温度で行うことが好ましく、70℃以上240℃以下である。
【実施例】
【0045】
本発明に使用した物性値の評価法を記載する。
(物性値の評価法)
(1)層厚み、積層数、積層構造
ハーフミラー材である積層フィルムの層構成は、ミクロトームを用いて断面を切り出したサンプルについて、透過型電子顕微鏡(TEM)観察により求めた。すなわち、透過型電子顕微鏡H−7100FA型((株)日立製作所製)を用い、加速電圧75kVの条件でフィルムの断面を10000〜40000倍に拡大観察し、断面写真を撮影、層構成および各層厚みを測定した。尚、場合によっては、コントラストを高く得るために、公知のRuO4やOsO4などを使用した染色技術を用いた。
【0046】
上記装置から得た約4万倍のTEM写真画像を、プリント倍率6.2万倍の処理で、画像を圧縮画像ファイル(JPEG)でパーソナルコンピューターに保存し、次に、画像処理ソフト Image-Pro Plus ver.4(販売元 プラネトロン(株))を用いて、このファイルを開き、画像解析を行った。画像解析処理は、垂直シックプロファイルモードで、厚み方向位置と幅方向の2本のライン間で挟まれた領域の平均明るさとの関係を数値データとして読み取った。表計算ソフト(Excel 2000)を用いて、位置(nm)と明るさのデータに対してサンプリングステップ6(間引き6)でデータ採用した後に、3点移動平均の数値処理を施した。さらに、この得られた周期的に明るさが変化するデータを微分し、VBA(ビジュアル・ベーシック・フォア・アプリケーションズ)プログラムにより、その微分曲線の極大値と極小値を読み込み、隣り合うこれらの間隔を1層の層厚みとして算出した。この操作を写真毎に行い、全ての層の層厚みを算出した。得られた層厚みのうち、薄膜層は500nm以下の厚みの層とした。一方、500nmを越える層を厚膜層とした。
(2)反射率の測定
ハーフミラー材である積層フィルムのフィルム幅方向中央部から5cm四方のサンプルを切り出した。次いで、日立製作所製 分光光度計(U−4100 Spectrophotomater)を用いて、入射角度φ=10度における相対反射率を測定した。付属の積分球の内壁は、硫酸バリウムであり、標準板は、酸化アルミニウムである。測定波長は、250nm〜1200nm、スリットは5nm(可視)/自動制御(赤外)とし、ゲインは2と設定し、走査速度を600nm/分で測定した。サンプル測定時は、サンプルの裏面からの反射による干渉をなくすために、サンプルの裏面を油性インキで黒塗りした。次いで、波長範囲400〜700nmの平均反射率を求めた。
【0047】
一方、フィルムの面内方位における反射率は、付属のグランテーラ社製偏光子を設置して、偏光成分を0〜180°において、10度刻みで回転させた方位角で波長250〜1200nmの反射率を測定した。測定結果での波長400〜700nmの反射率の最大値と最小値の差を求めた。
(3)光線透過率
光線透過率の測定は、23℃、相対湿度65%の条件下で、積層フィルムをスガ試験機(株)製全自動直読ヘイズコンピューター「HGM−2DP」を用いて行った。3回測定した平均値を該サンプルの光線透過率(%)とした。
(4)表示部の欠点輝度分布むら
Leica社製光学顕微鏡DMLMを用いて、表示部を観察した。撮影条件は、反射モード、対物レンズ:×5、分解能 1300×1030standard、 color mode B/W、Automatic Exposure、光量メモリを5〜8で鮮明な画像が得られるように適宜調整した。さらにハーフミラー材と接着層間の柚子肌となっている界面の像が得られるように焦点距離を調整した。撮影した画像は、付属のソフトAxioVision3.0で画像データとしてコンピュータへ保存した。撮影画像の一例としては、図2(b)である。
次に、保存した画像データを用いて、画像処理ソフト Image-Pro Plus ver.4(販売元 プラネトロン(株))により、欠点輝度分布むらを評価した。解析モードは、図2(b)の26に示すラインプロファイルを用いて、画像中央部に、幅方向に延びる破線26上の輝度データを採取した。
得られた長さ2mm間の輝度データをExcelのVBA(ビジュアル・ベーシック・フォア・アプリケーションズ)プログラムにより、平均化処理を行った。データサンプリングは、6点毎に行い、採取したデータに対して10点移動平均処理を行った(図2(c)参照。)。これらのデータの平均値を求め、最大値と最小値の差を平均値で除し、100を乗じることにより、欠点輝度分布むらを算出した。ラインプロファイルモードの画像上において、等間隔に3箇所の輝度データを採取し、それぞれに付いて、欠点輝度分布むらを算出し、その平均値を欠点輝度分布むらとした。なお、画像から輝度データを採取する過程において、表面やラミネート界面にある微少な異物起因の黒点や輝点などは、欠点輝度分布むらの対象としないため、除外とした。
(5)α緩和温度
積層フィルムの動的粘弾性測定を、以下の条件でセイコーインスツルメント社製DMS−6100を利用して測定した。
【0048】
サンプル長:20mm(幅5mm)
最小荷重:50mN
周波数 :1Hz
変位 :5μm
温度プログラム:25℃start→250℃end 5min保持 (2℃/min)
次いで得られたtanδの温度依存性の図からα緩和温度を求めた。本発明の積層フィルムのα緩和温度は、樹脂A層とB層のガラス転移点近傍にみられるピークの事であり、α緩和温度が2つ確認される場合は、低い方をα緩和温度として採用した。
(6)彩度C*
積層フィルムの幅方向中央部から5cm×5cmで切り出し、次いでサンプル裏面をマジックインキ(登録商標)で黒く塗り、コニカミノルタ(株)製CM−3600dを用いて、測定径φ8mmのターゲットマスク(CM−A106)条件下で、正反射光を除去したSCE方式、および正反射光を含めたSCI方式でそれぞれ、L*,a*,b*値を測定し、n数5の平均値を求めた。なお、白色校正板、およびゼロ校正ボックスは下記のものを用いて校正を行った。さらに、彩度C*は、SCIのa*,b*のそれぞれの2乗の和の平方根として求めた。なお、測色値の計算に用いる光源はD65を選択した。
白色校正板 :CM−A103
ゼロ校正ボックス:CM−A104
(7)腰の強さ
引っ張り弾性率は、インストロンタイプの引張試験機(オリエンテック(株)製フィルム強伸度自動測定装置“テンシロンAMF/RTA−100”)を用いて、25℃、65%RHの環境下にてJIS−K7127に準拠して測定した。フィルム幅方向中央部からフィルム長手方向(MD方向:Machine Direction)およびフィルム幅方向(TD方向:Transevers Direction)それぞれについて、幅10mmの試料フィルムを、試長間100mm、引張り速度200mm/分の条件で引張り、フィルム長手方向および幅方向の引っ張り弾性率(ヤング率)を求めた。なお、試行回数であるn数は5回とし、その平均値を採用した。ヤング率は、長手方向と幅方向の平均値を採用した。次いで、下記式(3)に基づき、積層フィルムの腰の強さ(N・(mm)2)を求めた。
X = 1/12×E×W×t^3 (3)式
E:積層フィルムのMDとTDのヤング率の平均値(GPa(=10^9 N/m2))
W:フィルム幅=10mm
t:フィルム厚み(mm)
(8)外観検査
光源種がF10である蛍光灯を用いて、表示部への光の入射角度が45°近辺になるように配置し、その正反射光として、表示部の表面に映し出される蛍光灯の映り込み像を下記の基準で評価を行った。
◎:像の歪みが、全ての視野角からみても全くない。
○:像の歪みが、ある視野角で少しある。
△:像の歪みが、全ての視野角で少しある。
×:像に柚子肌状の歪が、全ての視野角で強くある。
(9)成形性
ハーフミラー材である積層フィルムの成形性を評価するために、縦80mm×横80mm×高さ10mmの四角柱の金型を用いて、IRヒータの予熱温度280℃、金型温度70℃、圧空10MPaの条件で超高圧成形を行った。得られた成形品を目視確認して、下記指標で成形性を判断した。金型の四角柱の四隅のエッジ部のテーパ角5°,10°、15°、20°とした。
○:問題なく成形されている。
△:成形されているが、フィルム破れがある。
×:成形できない。
(10)耐湿熱密着性
作製した表示部を70℃、湿度90%の雰囲気下にて72時間放置した後、積層フィルムの面に1mm^2のクロスカットを100個入れ、ニチバン(株)製セロハンテープをその上に貼り付け、1.5kg/cm 2 の荷重で押し付けた後、90°方向に剥離した。残存した個数により評価以下の基準により評価した。
○:95〜100個残存
△:50〜94残存
×:0〜49残存
(11)粗大異物の数
表示部の100cm2当りの領域中に存在する平均粒径50μm以上の粗大異物を透明PET製の一般用ドットゲージ(きょう雑物測定図表:参考規格 JIS P8208/P8145)を用いて観察し、数えた。透過粗大異物の平均粒径としては、長軸を採用し、測長した。下記の基準で評価した。
○:平均粒径50μm以上の粗大異物の数が10個未満
△:平均粒径50μm以上の粗大異物の数が10個以上49個未満
×:平均粒径50μm以上の粗大異物の数が50個以上
(12)ヘッドアップディスプレイの性能
蛍光灯42、作成した表示部25、ノートパソコン40(10インチの画面サイズ/Gateway社製LTseries)、視力検査表41を図4に示したように配置した。観測者は、ノートパソコンの液晶パネルの画像と視力検査表の記号を同時に目視し、下記の評価基準でヘッドアップディスプレイの性能を判断した。
◎:液晶パネルの画像、及び視力検査表の記号が非常に鮮明に見える。
○:液晶パネルの画像、及び視力検査表の記号が鮮明に見える。
△:液晶パネルの画像は鮮明に見えるが、視力検査表の記号は、やや見えにくい。
または、液晶パネルの画像は、やや見えにくいが、視力検査表の記号は、鮮明に見える。
×:液晶パネルの画像、及び視力検査表の記号も像がぼけて、見えにくい。
(熱可塑性樹脂)
樹脂Aとして、以下のものを準備した。
(樹脂A−1)テレフタル酸ジメチル100重量部、エチレングリコール60重量部の混合物に、テレフタル酸ジメチル量に対して酢酸マグネシウム0.09重量部、三酸化アンチモン0.03重量部を添加して、常法により加熱昇温してエステル交換反応を行う。次いで、該エステル交換反応生成物に、テレフタル酸ジメチル量に対して、リン酸85%水溶液0.020重量部を添加した後、重縮合反応層に移行する。さらに、加熱昇温しながら反応系を徐々に減圧して1mmHgの減圧下、290℃で常法により重縮合反応を行い、IV=0.61のポリエチレンテレフタレートを得た。
(樹脂A−2)
IV=0.57のポリエチレンナフタレート。
【0049】
一方、樹脂Bとしては、以下のものを準備した。
(樹脂B−1)IV=0.72シクロヘキサンジメタノール(CHDM 30モル%)を共重合したポリエチレンテレフタレート。
(樹脂B−2)樹脂A−1と樹脂B−1を1:3で混合した共重合ポリエチレンテレフタレート。
(樹脂B−3)樹脂A−1と樹脂B−1を1:1で混合した共重合ポリエチレンテレフタレート。
(樹脂B−4)IV=0.73 シクロヘキサンジメタノール(CHDM 60モル%)を共重合したポリエチレンテレフタレートとポリカーボネート(出光興産A1700)を85:15で混合したポリエステル樹脂。
(樹脂B−5)IV=0.73 ビスフェノキシエタノールフルオレン(BPEF 5モル%)を共重合したポリエチレンテレフタレート。
(樹脂B−6)IV=0.73 スピログリコール(SPG 30モル%)を共重合したポリエチレンテレフタレート。
(樹脂B−7)IV=0.63 テレフタル酸(TPA 30モル%)を共重合したポリエチレンナフタレート。
(樹脂B−8)IV=0.75 アジピン酸15モル%を共重合したポリエチレンテレフタレート。
(樹脂B−9)IV=0.77 イソフタル酸(IPA 15モル%)を共重合したポリエチレンテレフタレート。
(樹脂B−10)樹脂A−2と樹脂B−7を1:3で混合した共重合ポリエチレンナフタレート。
(樹脂B−11)ポリカーボネート(出光興産A1700)
易接着層と以下のものを準備した。
(易接着I)
粒径80nmのコロイダルシリカ5重量部に対して、下記組成のアクリル・ウレタン共重合樹脂および架橋剤125重量部の水系塗剤
「組成」
アクリル・ウレタン共重合樹脂(A):アクリル・ウレタン共重合樹脂アニオン性水分散体(山南合成化学製“サンナロン”WG−353(試作品))。アクリル樹脂成分/ウレタン樹脂成分(ポリカーボネート系)の固形分重量比が12/23、トリエチルアミンを2重量部用いて水分散体化。
オキサゾリン化合物(B):
オキサゾリン含有ポリマー水系分散体(日本触媒製“エポクロス”WS−500)
カルボジイミド化合物(C):
カルボジイミド水系架橋剤(日清紡ケミカル(株)“カルボジライト”V−04)
ポリチオフェン樹脂(D):
ポリエチレンジオキシチオフェン(化研産業製Bytron PEDOT)
固形分重量比:
(A)/(B)/(C)/(D)=100重量部/30重量部/30重量部/8重量部
(易接着II)
易接着Iの組成において、前記ポリチオフェン樹脂のみ取り除いた組成
(易接着III)
粒径100nmのコロイダルシリカを5重量部に対して、下記組成の酢酸ビニル・アクリル系樹脂および架橋剤125重量部の水系塗剤
「組成」
酢酸ビニル・アクリル系水性分散体 1 0 0 重量部
メラミン系架橋剤 2 5 重量部
(接着層)
接着層の材料として以下の透明粘着剤を準備した。
【0050】
・ 3M社製アクリル系粘着剤(OCA)8172 厚み50μm
・ 3M社製アクリル系粘着剤(OCA)8171 厚み25μm
・ 3M社製アクリル系粘着剤(OCA)8146−2 厚み50μm
・ 3M社製アクリル系粘着剤(OCA)8146−3 厚み75μm
・ 3M社製アクリル系粘着剤(OCA)8146−4 厚み100μm
・ 巴川製紙製アクリル系粘着剤TD06A 厚み50μm
・ 巴川製紙製アクリル系粘着剤TD06A 厚み25μm
・ 巴川製紙製アクリル系粘着剤TD06A 厚み10μm
・ リンテック製MO−3006G 厚み50μm
[実施例1]
(ハーフミラー材の製膜)
樹脂A−1を180℃、3時間の真空乾燥後、一方、樹脂B−1を100℃の窒素下の乾燥後、それぞれ閉鎖系の搬送ラインにて、2台の二軸押出機に投入し、280℃で溶融させて、混練した。なお、ホッパー下部には、窒素パージを行った。次いで、2つのベント孔で、その真空圧を0.1kPa以下で真空ベントにより、オリゴマーや不純物などの異物を除去した。また、二軸押出機への供給原料とスクリュー回転数の比であるQ/Nsを、それぞれ、2と1.5に設定した。それぞれ、濾過精度6μmのFSSタイプのリーフディスクフィルタを10枚介した後、ギアポンプにて吐出比(積層比)が熱可塑性樹脂A/熱可塑性樹脂B=3/1になるように計量しながら、特許番号4552936記載の積層装置と同じ方法で801層積層装置にて合流させて、厚み方向に交互に801層積層された積層体とした。但し、層厚み分布は、特開2011−129110公報〔0034〕〜〔0036〕に記載した、A層、B層それぞれについて、3つの傾斜構造を有する積層体とし、最表層を厚膜層とした。一つの傾斜構造には、A層とB層が交互に267層積層されており、積層フィルムの両表面近傍が、最も層厚みが薄くなるように、3つの傾斜構造を配置する設計とした。また、3つの傾斜構造において、A層、もしくはB層の傾斜構造の薄膜層の設計において、最大層厚み/最小厚みの比である傾斜度を2.8とするスリット設計を採用した。次いで、該積層体をTダイに供給し、シート状に成形した後、ワイヤーで8kVの静電印可電圧をかけながら、表面温度が25℃に保たれたキャスティングドラム上で急冷固化し、未延伸フィルムを得た。この未延伸フィルムを、縦延伸機でラジエーションヒータで加熱し、延伸温度105℃、フイルム長手方向に3.3倍の延伸を行い、コロナ処理を施し、#4のメタバーで易接着層Iを両面に付与した。次いで、両端部をクリップで把持するテンターに導き110〜130℃、フイルム幅方向に4.2倍横延伸した後、次いで230℃の熱処理を施し、150℃で約3%のフイルム幅方向に弛緩処理を実施し、厚み95μmの積層フィルムを得た。得られた積層フィルムの層厚み分布は、A層、およびB層それぞれについて、3つの傾斜構造を含んでおり、薄膜層について、表層側から267層番目まで、A層およびB層とも表層側から層厚みが単調増加していく傾斜構造を有していた。フィルム厚み方向中央部の残りの267層分についても、同様に傾斜構造を有していた。また、表層の厚膜層は、1.5μmであった。適度な光沢感および腰の強いハーフミラー材を得ることができた。分光光度計による相対反射率は、波長400〜900nmの範囲において均一であり、無色であった。
また、α緩和温度は、メインピークが110℃に確認され、その肩となるところの高温側に146℃のピークが確認された。
(表示部の作製)
寸法40cm×30cm×厚み3mmのポリカーボネートでできた透明基材を準備し、粘着層に3M社製アクリル系粘着剤(OCA)8172を準備した。粘着層の厚みは、50μmである。クリーンルームで、シートラミネート機を用いて、最初に粘着層とハーフミラー材である積層フィルムと貼り合わせ、次いで、粘着層が付いた積層フィルムと透明基材との貼り合わせを行った。得られた表示部は、外観検査において、柚子肌はなく、粗大異物もなく、湿熱試験後の層間剥離および発泡などもない透明な表示部が得られた。さらに、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。ハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。
【0051】
[実施例2]
実施例1から積層比と熱可塑性樹脂Bを、それぞれ1とB−1に変更し、縦延伸機での延伸温度95℃に変更する以外は、実施例1と同様にして、ハーフミラー材である積層フィルムを製膜した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。反射光による液晶パネルの画像は鮮明に見えるが、透過光でみる視力検査表の記号は、柚子肌が影響して、やや見えにくい程度のものであるが、ヘッドアップディスプレイ性能として、問題ないものであった。
【0052】
[実施例3〜4]
実施例2の樹脂B―1をそれぞれ、樹脂B−2、樹脂B−3に変更して、実施例2と同様にして、ハーフミラー材である積層フィルムを製膜した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。実施例3の表示部は、ある視野角で像が少し歪むものの、ヘッドアップディスプレイの性能としては、反射光による液晶パネルの画像、透過光でみる視力検査表の記号ともに鮮明に見え、ヘッドアップディスプレイ性能として良好な結果が得られた。一方、実施例4については、反射率が低いため液晶パネルの画像がやや見えにくいが、ヘッドアップディスプレイとして問題ないものであった。
【0053】
[実施例5]
次に実施例4の樹脂B―3を樹脂B−4へ変更し、実施例4と同様にして未延伸フィルムを得た。この未延伸フィルムを、縦延伸機で105℃、フイルム長手方向に3.3倍の延伸を行い、コロナ処理を施し、#4のメタバーで易接着層Iを両面に付与した。次いで、両端部をクリップで把持するテンターに導き110℃、フイルム幅方向に4.2倍横延伸した後、次いで230℃の熱処理を施し、150℃で約3%のフイルム幅方向に弛緩処理を実施し、厚み95μmの積層フィルムを得た。得られた表示部は、外観検査において、柚子肌はなく、粗大異物もなく、湿熱試験後の層間剥離および発泡などもない表示部が得られた。さらに、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。ハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。
【0054】
[実施例6]
実施例5から積層比を、3.5に変更する以外は、実施例5と同様にして、ハーフミラー材である積層フィルムを製膜した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。柚子肌は全くみられず、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。
【0055】
[実施例7]
実施例5の樹脂B−4を樹脂B−5へ変更し、実施例5と同様にして、ハーフミラー材である積層フィルムを製膜した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。柚子肌は全くみられず、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。
【0056】
[実施例8]
実施例5の樹脂B−4を樹脂B−6へ変更し、実施例5と同様にして、ハーフミラー材である積層フィルムを製膜した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。反射光による液晶パネルの画像は鮮明に見えるが、透過光でみる視力検査表の記号は、見えにくくなっているが、ヘッドアップディスプレイ性能として、問題ないものであった。
【0057】
[実施例9]
樹脂A−1を180℃、3時間の真空乾燥後、一方、樹脂B−10を100℃の窒素下の乾燥後、それぞれ閉鎖系の搬送ラインにて、2台の二軸押出機に投入し、280℃で溶融させて、混練した。なお、ホッパー下部には、窒素パージを行った。次いで、2つのベント孔で、その真空圧を0.1kPa以下で真空ベントにより、オリゴマーや不純物などの異物を除去した。また、二軸押出機への供給原料とスクリュー回転数の比であるQ/Nsを、それぞれ、2と1.5に設定した。それぞれ、濾過精度6μmのFSSタイプのリーフディスクフィルタを10枚介した後、ギアポンプにて吐出比(積層比)が熱可塑性樹脂A/熱可塑性樹脂B=1/1になるように計量しながら、特許番号4552936記載の積層装置と同じ方法で801層積層装置にて合流させて、厚み方向に交互に801層積層された積層体とした。但し、層厚み分布は、特開2011−129110公報〔0034〕〜〔0036〕に記載した、A層、B層それぞれについて、3つの傾斜構造を有する積層体とし、最表層を厚膜層とした。一つの傾斜構造には、A層とB層が交互に267層積層されており、積層フィルムの両表面近傍が、最も層厚みが薄くなるように、3つの傾斜構造を配置する設計とした。また、3つの傾斜構造において、A層、もしくはB層の傾斜構造の薄膜層の設計において、最大層厚み/最小厚みの比である傾斜度を2.8とするスリット設計を採用した。次いで、該積層体をTダイに供給し、シート状に成形した後、ワイヤーで8kVの静電印可電圧をかけながら、表面温度が25℃に保たれたキャスティングドラム上で急冷固化し、未延伸フィルムを得た。この未延伸フィルムを、縦延伸機で145℃、フイルム長手方向に3.3倍の延伸を行い、コロナ処理を施し、#4のメタバーで易接着層Iを両面に付与した。次いで、両端部をクリップで把持するテンターに導き155℃、フイルム幅方向に4.2倍横延伸した後、次いで240℃の熱処理を施し、150℃で約3%のフイルム幅方向に弛緩処理を実施し、厚み95μmの積層フィルムを得た。得られた積層フィルムの層厚み分布は、A層、およびB層それぞれについて、3つの傾斜構造を含んでおり、薄膜層について、表層側から267層番目まで、A層およびB層とも表層側から層厚みが単調増加していく傾斜構造を有していた。フィルム厚み方向中央部の残りの267層分についても、同様に傾斜構造を有していた。また、表層の厚膜層は、1.5μmであった。適度な光沢感および腰の強いハーフミラー材を得ることができた。分光光度計による相対反射率は、波長400〜900nmの範囲において均一であり、無色であった。また、α緩和温度は、メインピークが144℃に確認され、その肩となるところに110℃のピークが確認された。ハーフミラー材の成形性においては、成形後に過度に伸ばされたところに破れがみられた。
(表示部の作製)
寸法40cm×30cm×厚み3mmのポリカーボネートでできた透明基材を準備し、粘着層に3M社製アクリル系粘着剤(OCA)8172を準備した。粘着層の厚みは、50μmである。クリーンルームで、シートラミネート機を用いて、最初に粘着層とハーフミラー材である積層フィルムと貼り合わせ、次いで、粘着層が付いた積層フィルムと透明基材との貼り合わせを行った。得られた表示部は、外観検査において、柚子肌はなく、粗大異物もなく、湿熱試験後の層間剥離および発泡などもない表示部が得られた。反射光による液晶パネルの画像は鮮明に見えるが、透過光でみる視力検査表の記号は、見えにくくなっているが、ヘッドアップディスプレイ性能として、問題ないものであった。ハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。
【0058】
[実施例10]
実施例3の粘着層を厚み75μmの3M社製アクリル系粘着剤(OCA)8146―3へ変更する以外は、実施例3と同様にした。実施例3よりも柚子肌が、見えにくく、ヘッドアップディスプレイの性能としては、良好な結果が得られた。
【0059】
[実施例11〜12]
実施例2、3で得られた積層フィルムに、それぞれ、東レ製ポリエステルフィルム タイプU46の100μm、50μmのフィルムをポリエステル系熱硬化性接着剤を用いて、厚みが7μmとなるようにグラビア式のロールラミネータで貼り合わせを行い、60℃で乾燥し、貼り合わせ品でのハーフミラー材を作製した。以下、実施例2と同様にして、表示部を作製し、ヘッドアップディスプレイの性能を評価した。但し、粘着層との貼り合わせ面は、U46ポリエステルフィルム側とした。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。柚子肌は全くみられず、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。
【0060】
[実施例13]
実施例2の積層フィルムの易接着Iを易接着IIに変更し、次いで、表示部作製時の粘着層を厚み25μm、巴川製紙製アクリル系粘着剤TD06Aに変更した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。柚子肌は少しみられ、異物、耐湿熱密着性の面で少し劣る結果となった。
【0061】
[実施例14〜16]
実施例5のハーフミラー材を用いて、透明基材をそれぞれ、実施例14は2mm厚のポリメチルメタクリレート板、実施例15は3mm厚のソーダガラス板に変更し、さらに、粘着層を、実施例15では、厚み50μmの3M社製アクリル系粘着剤(OCA)8146―2、実施例16では、厚み50μmの巴川製紙製アクリル系粘着剤TD06Aへ変更し、実施5と同様にして、表示部を作製した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。柚子肌は全くみられず、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。
【0062】
[実施例17]
積層装置を構成するスリット板において、積層フィルムの最表層が厚くなるようにスリットの間隙加工を行った積層装置を用いて、積層比を1.5と変更し、実施例5と同様にして、積層フィルムを得た。但し、易接着層を易接着IIへ変更。得られた積層フィルムの最表層厚みの厚膜層は、10μmの厚みを有していた。さらに、表示部の実施例5の粘着層を厚み50μmのリンテック製MO−3006Gへ変更して、表示部を作製した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。柚子肌は全くみられず、ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。
【0063】
[参考例1]
実施例9の樹脂B−10を樹脂B−7へ変更し、易接着層を変更する以外は、実施例9と同様にして、未延伸フィルムを得た。次いで、この未延伸フィルムを、縦延伸機をパスし、両端部をクリップで把持するテンターに導き150℃、フイルム幅方向に4.2倍横延伸した後、次いで160℃の熱処理を施し、120℃で約3%のフイルム幅方向に弛緩処理を実施し、厚み95μmの積層フィルムを得た。得られたフィルムの面内方位における反射率を調べた結果、最大値と最小値の差が60%以上あったため、偏光反射体であることを確認した。なお、得られたフィルムは、フィルム幅方向中央部から切り出したため、主配向方位は、フィルム幅方向である。また、成形時にフィルム幅方向に裂けやすい特性を有していた。
(表示部の作製)
寸法40cm×30cm×厚み3mmのポリカーボネートでできた透明基材を準備し、粘着層に3M社製アクリル系粘着剤(OCA)8172を準備した。粘着層の厚みは、50μmである。クリーンルームで、シートラミネート機を用いて、透明基材において、ハーフミラー材の主配向方位が45°となるように、最初に粘着層とハーフミラー材である積層フィルムと貼り合わせ、次いで、粘着層が付いた積層フィルムと透明基材との貼り合わせを行った。得られた表示部は、外観検査において、線状の柚子肌が少し確認され、易接着層がないために帯電しやすく、粗大異物が少しみられた。
(ヘッドアップディスプレイ性能評価)
次いで、ヘッドアップディスプレイの性能評価を行った。本サンプルは、直線偏光の方位とハーフミラー材の偏光方位とでなす角度のうち狭角が10度以下のときは、画像が鮮明に見え、逆に80〜90度では、不鮮明に見える傾向がみられる傾向を示し、非常に設計し難いものであることを確認した。また、同じ基材、接着材料を用いて図3に示した構成の表示部を作製したところ、色付きもみられた。偏光サングラスでの観察でも同様であった。一方、他の実施例においては、色付きは確認されなかった。ハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。
【0064】
[実施例18]
実施例2の積層比を3に変更して、積層フィルムを得、さらに、粘着層をして厚み100μmの3M社製アクリル系粘着剤(OCA)8146―4へ変更して、表示部を作製した。
得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。ヘッドアップディスプレイとしての性能についても、良好な結果が得られた。
【0065】
[比較例1]
実施例4の積層比を3に変更して、積層フィルムを得、さらに、実施例4と同様にして、表示部を作製した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。ヘッドアップディスプレイとしての性能について、柚子肌はみられないが、液晶パネルの情報の視認性が悪く、良好な結果が得られなかった。
【0066】
[比較例2]
実施例2の樹脂B−1を樹脂B−8へ変更し、さらに、易接着Iを易接着IIへ変更して、実施例2と同様にして、積層フィルムを得た。粘着層の厚みを25μmへ変更した。得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。ヘッドアップディスプレイとしての性能について、柚子肌が酷く、液晶パネルの情報が正しく認識できないものであった。
【0067】
[比較例3]
実施例9の樹脂B−10を樹脂B−9へ変更し、さらに、易接着Iを易接着IIへ変更して、実施例9と同様にして、積層フィルムを得た。粘着層の厚みを25μmへ変更した。反射率が高すぎて、外部情報が認識できず、ヘッドアップディスプレイとして性能不良であった。また、輝度分布むらも測定不可能であった。
【0068】
[比較例4]
実施例2の表示部に用いる粘着層を変更し、得られたハーフミラー材、表示部、ヘッドアップディスプレイの評価結果を表1に示す。ヘッドアップディスプレイとしての性能について、50μm厚みの3M社製アクリル系粘着剤(OCA)8172から10μm厚みの巴川製紙製アクリル系粘着剤TD06Aに変更した。外観評価において、柚子肌が酷く、液晶パネルの情報が正しく認識できないものであった。
【0069】
【表1】
【0070】
【表1−1】
【産業上の利用可能性】
【0071】
本発明のヘッドアップディスプレイは、自動車、航空機などの乗り物、および遊戯機器用途に用いることができる。また、本発明のヘッドアップディスプレイに用いられるハーフミラー材は、ヘッドマウントディスプレイに用いることができる。
【符号の説明】
【0072】
10 :情報の投影機
11 :透明基材
12 :接着層
13 :ハーフミラー材
21 :透明基材
22 :接着層
23 :易接着層
24 :ハーフミラー材である積層フィルム
25 :表示部
26 :輝度分布婦むらの測定位置を示す破線
27 :黒点
28 :輝度の最大値
29 :輝度の最小値
30 :表示部の収納場所
31 :ノートパソコン
32 :視力検査表
33 :蛍光灯
【特許請求の範囲】
【請求項1】
情報を投影する投影機と、該情報が投影されて視認可能となる表示部とを備えたヘッドアップディスプレイであって、表示部が透明基材、接着層、熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)を交互に50層以上積層したハーフミラー材の順で構成されており、ハーフミラー材の反射率が13%以上70%以下であり、表示部の欠点輝度分布むらが40%以下であることを特徴とするヘッドアップディスプレイ。
【請求項2】
前記接着層とハーフミラー材の間にポリエチレンテレフタレートフィルムまたはポリエチレンナフタレートフイルムがさらに配置されている請求項1に記載のヘッドアップディスプレイ。
【請求項3】
前記ハーフミラー材の動的粘弾性測定におけるα緩和温度が85℃以上である請求項1または2に記載のヘッドアップディスプレイ。
【請求項4】
前記ハーフミラー材の片面もしくは両面にアクリル・ウレタン共重合樹脂、2種類以上の架橋剤およびポリチオフェンを原材料として用いた易接着層が設けられている請求項1〜3のいずれかに記載のヘッドアップディスプレイ。
【請求項5】
前記ハーフミラー材の腰の強さが、3N・(mm)2以上である請求項1〜4のいずれかに記載のヘッドアップディスプレイ。
【請求項6】
前記ハーフミラー材の60℃、湿度90%、72時間処理後のクロスカット試験において、100マス中の剥離数が5以下である請求項1〜5のいずれかに記載のヘッドアップディスプレイ。
【請求項7】
前記ハーフミラー材の最表層の厚膜層の厚みが5μm以上である請求項1〜6のいずれかに記載のヘッドアップディスプレイ。
【請求項8】
前記ハーフミラー材の透過率は、30%以上85%以下である請求項1〜7のいずれかに記載のヘッドアップディスプレイ。
【請求項9】
前記ハーフミラー材を構成する熱可塑性樹脂Aがポリエチレンテレフタレートまたはポリエチレンナフタレートである請求項1〜8のいずれかに記載のヘッドアップディスプレイ。
【請求項10】
前記ハーフミラー材を構成する熱可塑性樹脂Bが、ビスフェノールAおよびシクロヘキサンジメタノールをジオール成分の全部若しくは一部として用いたポリエステルである請求項1〜9のいずれかに記載のヘッドアップディスプレイ。
【請求項11】
前記投影機がレーザープロジェクターである請求項1〜10のいずれかに記載のヘッドアップディスプレイ。
【請求項12】
前記表示部の構成が透明基材、接着層、ハーフミラー材、接着層、透明基材である請求項1〜11のいずれかに記載のヘッドアップディスプレイ。
【請求項13】
前記表示部が可動式である請求項1〜12のいずれかに記載のヘッドアップディスプレイ。
【請求項14】
請求項1〜13のいずれかに記載のヘッドアップディスプレイを具備した自動車。
【請求項15】
請求項1〜13のいずれかに記載のヘッドアップディスプレイを具備した航空機。
【請求項16】
請求項1〜13のいずれかに記載のヘッドアップディスプレイを具備した遊戯機器。
【請求項1】
情報を投影する投影機と、該情報が投影されて視認可能となる表示部とを備えたヘッドアップディスプレイであって、表示部が透明基材、接着層、熱可塑性樹脂Aからなる層(A層)と熱可塑性樹脂Bからなる層(B層)を交互に50層以上積層したハーフミラー材の順で構成されており、ハーフミラー材の反射率が13%以上70%以下であり、表示部の欠点輝度分布むらが40%以下であることを特徴とするヘッドアップディスプレイ。
【請求項2】
前記接着層とハーフミラー材の間にポリエチレンテレフタレートフィルムまたはポリエチレンナフタレートフイルムがさらに配置されている請求項1に記載のヘッドアップディスプレイ。
【請求項3】
前記ハーフミラー材の動的粘弾性測定におけるα緩和温度が85℃以上である請求項1または2に記載のヘッドアップディスプレイ。
【請求項4】
前記ハーフミラー材の片面もしくは両面にアクリル・ウレタン共重合樹脂、2種類以上の架橋剤およびポリチオフェンを原材料として用いた易接着層が設けられている請求項1〜3のいずれかに記載のヘッドアップディスプレイ。
【請求項5】
前記ハーフミラー材の腰の強さが、3N・(mm)2以上である請求項1〜4のいずれかに記載のヘッドアップディスプレイ。
【請求項6】
前記ハーフミラー材の60℃、湿度90%、72時間処理後のクロスカット試験において、100マス中の剥離数が5以下である請求項1〜5のいずれかに記載のヘッドアップディスプレイ。
【請求項7】
前記ハーフミラー材の最表層の厚膜層の厚みが5μm以上である請求項1〜6のいずれかに記載のヘッドアップディスプレイ。
【請求項8】
前記ハーフミラー材の透過率は、30%以上85%以下である請求項1〜7のいずれかに記載のヘッドアップディスプレイ。
【請求項9】
前記ハーフミラー材を構成する熱可塑性樹脂Aがポリエチレンテレフタレートまたはポリエチレンナフタレートである請求項1〜8のいずれかに記載のヘッドアップディスプレイ。
【請求項10】
前記ハーフミラー材を構成する熱可塑性樹脂Bが、ビスフェノールAおよびシクロヘキサンジメタノールをジオール成分の全部若しくは一部として用いたポリエステルである請求項1〜9のいずれかに記載のヘッドアップディスプレイ。
【請求項11】
前記投影機がレーザープロジェクターである請求項1〜10のいずれかに記載のヘッドアップディスプレイ。
【請求項12】
前記表示部の構成が透明基材、接着層、ハーフミラー材、接着層、透明基材である請求項1〜11のいずれかに記載のヘッドアップディスプレイ。
【請求項13】
前記表示部が可動式である請求項1〜12のいずれかに記載のヘッドアップディスプレイ。
【請求項14】
請求項1〜13のいずれかに記載のヘッドアップディスプレイを具備した自動車。
【請求項15】
請求項1〜13のいずれかに記載のヘッドアップディスプレイを具備した航空機。
【請求項16】
請求項1〜13のいずれかに記載のヘッドアップディスプレイを具備した遊戯機器。
【図1】

【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【図2】
【公開番号】特開2013−54350(P2013−54350A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2012−178084(P2012−178084)
【出願日】平成24年8月10日(2012.8.10)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成24年8月10日(2012.8.10)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]