
ヘッドレスト支持構造

【課題】ニッケルクロムめっきのかわりに剥離性に優れ車両の内装と調和した外観を有するヘッドレスト支持構造を提供することを目的とする。
【解決手段】シートバック4上部に設けられた中空支持体3と、ヘッドレスト1下部に設けられ、中空支持体3に挿入される金属製のステー2と、を備えるヘッドレスト支持構造において、ステー2の側面にはその移動方向に沿って複数の凹部22が設けられ、中空支持体3には、付勢部材7によってステー2の側面に常時付勢された状態で、複数の凹部22のいずれかに選択的に係合してヘッドレスト1の高さを調整可能な金属製の係合部材8が設けられる。ステー2の側面及び係合部材8には樹脂製のステー側被覆層と係合部材側被覆層が設けられ、ステー側被覆層の硬度が係合部材側被覆層の硬度よりも高いことにより、耐剥離性に優れ車両の内装と調和した外観を有するヘッドレスト支持構造が実現される。
【解決手段】シートバック4上部に設けられた中空支持体3と、ヘッドレスト1下部に設けられ、中空支持体3に挿入される金属製のステー2と、を備えるヘッドレスト支持構造において、ステー2の側面にはその移動方向に沿って複数の凹部22が設けられ、中空支持体3には、付勢部材7によってステー2の側面に常時付勢された状態で、複数の凹部22のいずれかに選択的に係合してヘッドレスト1の高さを調整可能な金属製の係合部材8が設けられる。ステー2の側面及び係合部材8には樹脂製のステー側被覆層と係合部材側被覆層が設けられ、ステー側被覆層の硬度が係合部材側被覆層の硬度よりも高いことにより、耐剥離性に優れ車両の内装と調和した外観を有するヘッドレスト支持構造が実現される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主に自動車用シートにおいて、ヘッドレストをシートバックに差し込んで支持するヘッドレスト支持構造に関する。
【背景技術】
【0002】
車両用シートのヘッドレストはその高さ位置を調節可能に構成されたものがある。このような高さ調整可能なヘッドレスト支持構造として、例えば特許文献1に記載のものが知られている。このヘッドレスト支持構造は、シートバックに取り付けられるガイドパイプと、このガイドパイプに挿入される抜け止め片を有するサポートと、ヘッドレストに設けられかつサポートに差し込まれて位置決め溝を有するステーと、位置決め溝に弾性をもって係合する弾性部材とを備えたものである。
【0003】
このようなヘッドレスト支持構造では、ステーが引き出された状態で弾性部材がステーの位置決め溝に係合してヘッドレストを高い位置に支持するため、ステーは容易に変形しないように十分な強度を持つ鉄製パイプで構成されるのが一般的である。そして、この鉄製のステーには防錆のためにニッケルクロムめっきが施されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】実開平6―38705号公報
【特許文献2】特開2005−287738号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、ステーのニッケルクロムめっきによる金属光沢が布張りや革張りの車両の内装と調和が取れないという外観上の問題や、めっき工程の環境に対する負荷の問題があり、ニッケルクロムめっきの代替手段が望まれていた。
【0006】
この点について、金属製ステーの軸周面に4フッ化エチレン樹脂の樹脂コーティングをステーに施すことが提案されている(特許文献2参照)。しかしながら、特許文献2では、ステーに係合する係合部材(特許文献1でいう弾性部材)は考慮されていないため、上下摺動時に係合部材がステーの樹脂コーティングを削り取って、ステーの金属地肌が剥き出しになって錆が発生したり、摺動性が低下する虞があった。
【0007】
そこで本発明は、ニッケルクロムめっきのかわりに耐剥離性に優れ、外観的に車室内の調和が取りやすく、製造時の環境負荷の少ないヘッドレスト支持構造を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的は、以下により達成される。
(1) シートバック上部に設けられた中空支持体と、
ヘッドレスト下部に設けられ、前記中空支持体に挿入される金属製のステーと、を備えるヘッドレスト支持構造において、
前記ステーの側面にはその移動方向に沿って複数の凹部が設けられ、
前記中空支持体には、付勢部材によって前記ステーの側面に常時付勢された状態で、前記複数の凹部のいずれかに選択的に係合してヘッドレストの高さを調整可能な金属製の係合部材が設けられ、
前記ステーの側面には樹脂製のステー側被覆層が設けられ、
前記係合部材には樹脂製の係合部材側被覆層が設けられ、
前記ステー側被覆層の硬度が前記係合部材側被覆層の硬度よりも高いことを特徴とするヘッドレスト支持構造。
(2) 前記ステーの側面は熱硬化性のアクリル樹脂で被覆されており、
前記係合部材は、少なくともアミド樹脂と、アルキルアセタール化ビニルアルコール樹脂及びエポキシ樹脂のいずれか1種の樹脂と、を含有するコーティング剤で被覆されていることを特徴とする(1)のヘッドレスト支持構造。
(3) 前記コーティング剤は、60wt%以上のアミド樹脂と、30wt%以下のアルキルアセタール化ビニルアルコール樹脂とを含有することを特徴とする(2)のヘッドレスト支持構造。
(4) 前記コーティング剤は、60wt%以上のアミド樹脂と、40wt%以下のエポキシ樹脂とを含有することを特徴とする(2)のヘッドレスト支持構造。
(5) 前記コーティング剤は、10wt%以下の無機の耐摩耗剤を含有することを特徴とする(2)〜(4)のいずれかのヘッドレスト支持構造。
(6) 前記耐摩耗剤は酸化チタンであることを特徴とする(5)のヘッドレスト支持構造。
【発明の効果】
【0009】
本発明によれば、ステーと係合部材の両方に樹脂製のステー側被覆層と係合部材側被覆層とが設けられており、ステー側被覆層の硬度が係合部材側被覆層の硬度より高いので、ステー側被覆層が係合部材側被覆層により傷付くことがなく、さらに削り取られることもない。したがって、ステーの金属地肌が露出することがない。そのうえ、車室内に露出するステーの側面は着色性に優れた熱硬化性アクリル樹脂で被覆されているので、着色した熱硬化性アクリル樹脂によって車両の内装との調和が取れた意匠性に優れたヘッドレスト支持構造を実現することができる。
【0010】
さらに係合部材には、少なくともアミド樹脂と、アルキルアセタール化ビニルアルコール樹脂とエポキシ樹脂のいずれか1種の樹脂とを含有するコーティング剤が使用されている。このコーティング剤は金属とのぬれ性が高いので、金属製の係合部材に均一に塗布することができる。よって、係合部材側被覆層の厚みを容易に均一にすることができる。また、コーティング剤の金属との密着力が高いため、ステーの凹部と係合部材とが繰り返し摺動されても被覆層が剥離しにくい。したがって本発明によれば、耐剥離性に優れ、ステーと係合部材が繰り返し摺動しても、ステーはキズが付きにくく、係合部材は被覆層の剥離が起きにくいヘッドレスト支持構造を実現することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態に係るヘッドレスト支持構造を示す概略斜視図である。
【図2】図1に示したヘッドレスト支持構造のステーを示す要部拡大図である。
【図3】図1に示したヘッドレスト支持構造のサポートを示す分解上面図である。
【図4】図1に示したヘッドレスト支持構造を示す要部断面図である。
【発明を実施するための形態】
【0012】
以下、添付図面に基づいて本発明に係るヘッドレスト支持構造の好適な実施形態を詳細に説明する。
【0013】
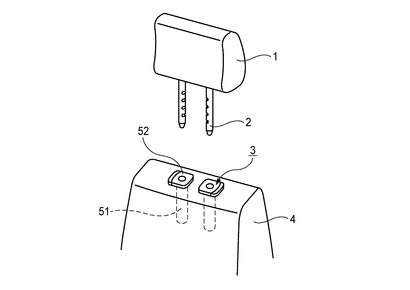
図1は、本発明に係るヘッドレスト支持構造の概略斜視図である。本発明のヘッドレスト支持構造は、ヘッドレスト1の下部に設けられた金属製(例えば鉄)のステー2と、シートバック4の上部に埋設された筒状の一対のサポート(中空支持体)3とを備える。ヘッドレスト1は、ステー2が筒状のサポート3に挿入されることで上下方向に移動可能に支持される。
【0014】
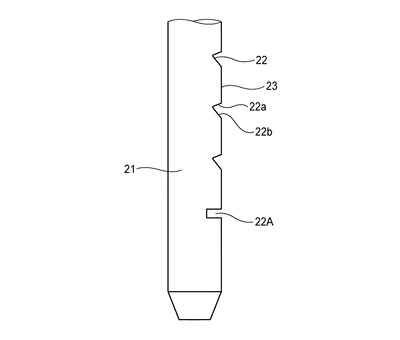
ステー2は、ヘッドレスト1の下面から突出する一対の脚部21を有する。ステー2の一対の脚部21の側面のうち、向かい合う内側面には複数(図では各々4つ)の凹部22,22Aが設けられる。このステー2の脚部21は、ステー2の金属地肌が直接外部に曝されることがないように、外周面に着色された熱硬化性樹脂(例えばアクリル樹脂)の被覆層(ステー側被覆層)が設けられている。
【0015】
図2の如く、凹部22は脚部21への切削またはプレスによって形成され、上下の斜面はそれぞれ直線部分23と滑らかに接続されている。ステー2の下方向の移動は後述する係合部材8によって阻止しやすく、ステー2の上方向への移動をしやすくするように、上側の斜面22aは下側の斜面22bよりも急な角度(換言すれば長手方向に対して90度に近い角度)で形成されていることが好ましい(図4参照)。また、最下段の凹部22Aは、ステー2の抜けを防止するために他の凹部22とは異なり斜面が存在しない形状である。
【0016】
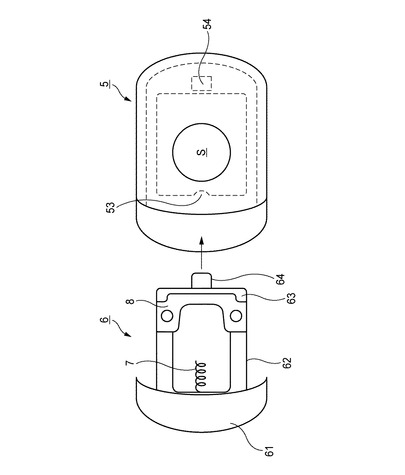
次に、図3を参照してサポート3について説明する。図3はサポート3の分解上面図である。サポート3は、本体部5と、本体部5に水平方向に移動可能に収納される可動部6と、から構成される。
【0017】
本体部5は、ステー2が挿入可能な長手方向に延びる中空円筒のパイプ部51(図1参照)と、パイプ部51の上部に設けられて可動部6を移動可能に収納可能な収納部52からなる。これらパイプ部51と収納部52は樹脂で一体成形され、両者にはステー2が挿入されるステー挿入空間Sが長手方向に設けられている。また、図1の如くパイプ部51はシートバック4の上部に埋設され、収納部52はシートバック4の外部に露出するように設けられる。
また本体部5には、可動部6の爪部64が挿入される開口54が設けられ、可動部6の本体部5からの脱落を防止する。
【0018】
可動部6は、操作部61と、操作部61からステー2を挟むように延びる一対の腕部62と、一対の腕部62の延出端を連結する固定部63と、固定部63の更に先端側に設けられ下方に延出する爪部64とを有する。これら操作部61、腕部62、固定部63、爪部64は樹脂の一体成型により形成される。
【0019】
また、操作部61のステー2と対向する壁には、挿入空間Sに延びる圧縮コイルスプリング7が配置されている。この圧縮コイルスプリング7の先端は、可動部6が収納部52に収納された状態で収納部52内部に設けられた当接部53に当接して圧縮されている。また、可動部6の固定部63の上部には、ステー2の凹部22に係合可能な金属製(例えば鉄)の係合部材8が固定されている。
【0020】
この金属製の係合部材8はステー2と直接接触しないように、その接触面はステーの被覆層よりも硬度の低い被覆層(係合部材側被覆層)により被覆されており、少なくともアミド樹脂と、アルキルアセタール化ビニルアルコール樹脂又はエポキシ樹脂とを含むコーティング剤で被覆されている。もっとも、係合部材8の外周面全てを被覆してもよいことはもちろんである。また、係合部材8の樹脂被覆層の下層に、別途防錆のためのめっき層を設けてもよい。更に必要に応じて塗膜の密着強度を高めるためにエポキシ樹脂等からなるプライマー層を設けても良い。
【0021】
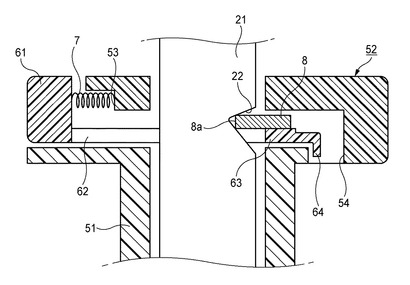
図4を参照して、本発明に係るヘッドレスト支持構造の動作を説明する。図4は、可動部6が本体部5に挿入された状態のヘッドレスト支持構造の断面図である。
【0022】
可動部6はサポート3に圧縮コイルスプリング7が圧縮された状態で配置されているので、係合部材8にはステー2の脚部21の側面に押し付けられる力が常時作用している。したがって、係合部材8が凹部22の底に位置する図4の状態ではステー2は下方向に移動不可能である。
【0023】
この状態から、操作部61をステー2に押し付けるように動かすと(図4中で右側に移動させると)、係合部材8がステー2の凹部22から離間して、ステー2は下方向に移動可能となる。このように、操作部61を押圧して凹部22と係合部材8との係合を解除した状態で、ステー2を上下させて、係合部材8を複数の凹部22のいずれかに選択的に係合させることで、ヘッドレスト1の高さを調節することができる。
【実施例】
【0024】
上記ヘッドレスト支持構造の摺動面の耐久性・摩擦特性向上のための被覆層として、種々の樹脂を組み合わせて実施例1〜9及び比較例1〜7のヘッドレスト支持構造を試作してその性能を評価した。
【0025】
なお、熱硬化性のアクリル樹脂は染料または顔料を添加することによる着色性に優れるので、ステー2に塗布すると金属製ステー2の金属光沢を隠すことができるので好適である。一方、係合部材8は樹脂製のサポート3の本体部5に覆われて外部からは視認できない。したがって、着色性が問題にならない係合部材8には様々な樹脂を適用することができるので、以下の各実施例では、ステー2を熱硬化性アクリル樹脂で被覆し、係合部材8を被覆するコーティング剤を変えて各種の試験を行った。
本発明における熱硬化性アクリル樹脂は、骨格がアクリル樹脂で、反応基であるアミド基により架橋構造を作り硬化する樹脂が好ましい。熱硬化性アクリル樹脂の鉛筆硬度は、アクリル樹脂の分子量と反応基であるアミド基の量により調整する。例えば9Hの鉛筆硬度を有する熱硬化性アクリル樹脂を構成するアクリル樹脂の分子量とアミド基の量はそれぞれ、2Hの鉛筆硬度を有する熱硬化性アクリル樹脂のアクリル樹脂の分子量とアミド基の量よりも大きい。
【0026】
<実施例1>
ステー2の脚部21にリン酸亜鉛で下地処理を施した後に、硬化して鉛筆硬度7Hとなる熱硬化性アクリル樹脂としてロームアンドハース株式会社製 パラロイドB44に着色フィラーとしてアルミ粉を添加して調整したものを噴きつけてコーティングし、160℃・30分の焼成により硬化させてステー2の側面に被覆層を形成した。また、係合部材8にリン酸亜鉛で下地処理を施した後に、アミド樹脂として12−ナイロンパウダー(粒径30μm以下)96wt%、アルキルアセタール化ビニルアルコール樹脂4wt%を含有するコーティング剤を、メチルエチルケトン:キシレン=1:1からなる混合溶剤に溶かして噴きつけ塗布した後に、200℃で30分焼成して鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例1のヘッドレスト支持構造を得た。
【0027】
<実施例2>
上記の実施例1と同様にして、ステー2に実施例1と同じ鉛筆硬度7Hとなるアクリル樹脂(ロームアンドハース株式会社製 パラロイドB44に着色フィラーとしてアルミ粉を添加して調整したもの)をコーティングして焼成して被覆層を形成した。係合部材8には12−ナイロンパウダー94wt%、アルキルアセタール化ビニルアルコール樹脂4wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を、メチルエチルケトン:キシレン=1:1からなる混合溶剤に溶かして塗布・焼成して鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例2のヘッドレスト支持構造を得た。
【0028】
<実施例3>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様に焼成して被覆層を形成した。係合部材8に、12−ナイロンパウダー88wt%、アルキルアセタール化ビニルアルコール樹脂10wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を塗布・焼成して鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例3のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0029】
<実施例4>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様にアクリル樹脂を焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー78wt%、アルキルアセタール化ビニルアルコール樹脂20wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を塗布・焼成し鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例4のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0030】
<実施例5>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様にアクリル樹脂を焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー68wt%、アルキルアセタール化ビニルアルコール樹脂30wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を塗布・焼成し鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例5のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0031】
<実施例6>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様にアクリル樹脂を焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー86wt%、アルキルアセタール化ビニルアルコール樹脂4wt%、ルチル型酸化チタン10wt%を含有するコーティング剤を塗布・焼成し鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例6のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0032】
<実施例7>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様にアクリル樹脂を焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー94wt%、アルキルアセタール化ビニルアルコール樹脂4wt%、シリコーンレジンパウダー(粒径1μm以下)2wt%を含有するコーティング剤を塗布・焼成し鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例7のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0033】
<実施例8>
ステー2に鉛筆硬度9Hとなるアクリル樹脂(ロームアンドハース株式会社製 パラロイドB44)を噴きつけてコーティングし、実施例1と同様にアクリル樹脂を焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー96wt%、アルキルアセタール化ビニルアルコール樹脂4wt%を含有するコーティング剤を塗布・焼成し鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例8のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0034】
<実施例9>
ステー2に鉛筆硬度9H(ロームアンドハース株式会社製 パラロイドB44)となるアクリル樹脂を噴きつけてコーティングし、実施例1と同様にアクリル樹脂を焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー65wt%、ビスフェノールA型固形エポキシ樹脂33wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を塗布・焼成し鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例9のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0035】
<比較例1>
ステー2及び係合部材8に樹脂・コーティング剤をコーティングするのではなく、下地として厚み12μmのニッケル層と、表層としての0.1μmのクロム層からなるニッケルクロムめっきを施して比較例1のヘッドレスト支持構造を得た。
【0036】
<比較例2>
ステー2に鉛筆硬度9Hとなるアクリル樹脂(ロームアンドハース株式会社製 パラロイドB44)を噴きつけてコーティングし、実施例1と同様に焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー100wt%からなるコーティング剤を塗布・焼成して鉛筆硬度Fの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて比較例2のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0037】
<比較例3>
ステー2に鉛筆硬度9Hとなるアクリル樹脂(ロームアンドハース株式会社製 パラロイドB44)を噴きつけてコーティングし、実施例1と同様に焼成して被覆層を形成した。係合部材8には、超高分子量ポリエチレンパウダー(粒径10μm以下)100wt%からなるコーティング剤を塗布・焼成し鉛筆硬度Fの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて比較例3のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0038】
<比較例4>
上記の実施例1と同様にして、ステー2に実施例1と同じ鉛筆硬度7Hとなるアクリル樹脂(ロームアンドハース株式会社製 パラロイドB44に着色フィラーとしてアルミ粉を添加したもの)を用いて被覆層を形成した。係合部材8には、超高分子量ポリエチレンパウダー(粒径10μm以下)94wt%、アルキルアセタール化ビニルアルコール樹脂4wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を塗布・焼成して鉛筆硬度HBの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて、比較例4のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0039】
<比較例5>
ステー2に鉛筆硬度9Hとなるアクリル樹脂(ロームアンドハース株式会社製 パラロイドB44)を噴きつけてコーティングし、実施例1と同様に焼成して被覆層を形成した。係合部材8には、ポリビニリデンフルオライドパウダー(粒径10μm以下)66wt%、ビスフェノールA型固形エポキシ樹脂33wt%、ルチル型酸化チタン1wt%を含有するコーティング剤を塗布・焼成して鉛筆硬度Fの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて、比較例5のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0040】
<比較例6>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様に焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー58wt%、アルキルアセタール化ビニルアルコール樹脂40wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を塗布・焼成して鉛筆硬度2Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて、比較例6のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0041】
<比較例7>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様に焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー76wt%、アルキルアセタール化ビニルアルコール樹脂4wt%、ルチル型酸化チタン20wt%を含有するコーティング剤を塗布・焼成して鉛筆硬度2Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて、比較例7のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0042】
以上の各実施例1〜9・比較例1〜7について、被覆層の均一性、摩擦係数、耐剥離試験、耐食性について評価した。その測定結果を表1、2に示す。
【0043】
係合部材8に塗布されるコーティング剤による被覆層の均一性は、係合部材8の摺動面のうち、角部の被覆層の厚みledgeと平坦部分の被覆層の厚みlcenterとの比、すなわちledge/lcenterを評価基準とした。この数値が1に近いほど均一な膜厚ということができる。
【0044】
摩擦係数は、新東科学株式会社製往復摺動試験機HEIDON―14DRを使用して行い、荷重9.8N、速度1200mm/min、ストローク10mmとして、静摩擦係数(μs)、動摩擦係数(μd)をそれぞれ測定した。
【0045】
剥離試験は以下のようにして行った。すなわち、図2の最上部の凹部22に係合部材8が接触した状態から、最下部の凹部22Aに係合部材8が接触する状態までステー2を上方に移動させる。なおこの時、操作部61には触れずに、係合部材8にコイルスプリング7の付勢力を作用させて、係合部材8がステー2に接触させたままとする。次に、係合部8が最下部の凹部22Aに接触した状態から最上部の凹部22に接触する状態まで、ステー2を下方向に移動させる。このとき、各凹部22に係合部材8が係合した時のみ、操作部61を押して係合部材8と凹部22との係合を解除する。この一連の動作を1回として、何回で被覆層が剥離したかをカウントしたものである。回数が多いほど耐剥離強度が高いことを示す。剥離試験が1000回以上のものであれば実用に耐えるものと言うことができる。
【0046】
耐食性については、上記剥離試験を500回行った後に、5%の塩水を24時間噴霧した後、ステー2に錆が発生したか否かを測定したものである。ステー2を500回上下させても錆の発生が確認されなかったものを○、錆の発生が確認されたものに×を付した。
【0047】
【表1】

【0048】
【表2】
【0049】
表1、2からわかるように、ステー2にアクリル樹脂、係合部材8に、少なくともアミド樹脂と、アルキルアセタール化ビニルアルコール樹脂又はエポキシ樹脂とを含むコーティング剤が被覆されていれば、剥離試験で1000回以上、耐食性試験でも錆の発生が認められず、実用に耐えるヘッドレスト支持構造が得られた。これは、アミド樹脂とアルキルアセタール化ビニルアルコール樹脂又はエポキシ樹脂の混合物の金属に対するぬれ性がよいので、均一で耐久性の高い被膜が係合部材8上に形成されたため、及び、係合部材8の被覆層の硬度をステー2の塗膜硬度よりも低く設定したためと考えられる。
【0050】
また、これらの実施例1〜9に係るヘッドレスト支持構造の摩擦係数は従来のニッケルクロムめっきを施したものよりも摩擦係数を大幅に低下することができ、よりスムーズな操作感が得られる。そのうえ、ステー2が任意に着色可能なアクリル樹脂層で被覆されているので、ステー2を車両内装色と調和させることができる。
【0051】
また、これらのうち、係合部材には88〜94wt%の12−ナイロンパウダーと、4〜10wt%のアルキルアセタール化ビニルアルコール樹脂と、ルチル型酸化チタン2wt%を含有する鉛筆硬度Hの被覆層を設け、ステーには2H以上の鉛筆硬度を有する被覆層を設けると、耐剥離試験に2000回耐えることができ、好ましい。
【符号の説明】
【0052】
1 ヘッドレスト
2 ステー
3 サポート(中空支持体)
4 シートバック
5 (サポートの)本体部
6 (サポートの)可動部
7 コイルスプリング(付勢部材)
8 係合部材
【技術分野】
【0001】
本発明は、主に自動車用シートにおいて、ヘッドレストをシートバックに差し込んで支持するヘッドレスト支持構造に関する。
【背景技術】
【0002】
車両用シートのヘッドレストはその高さ位置を調節可能に構成されたものがある。このような高さ調整可能なヘッドレスト支持構造として、例えば特許文献1に記載のものが知られている。このヘッドレスト支持構造は、シートバックに取り付けられるガイドパイプと、このガイドパイプに挿入される抜け止め片を有するサポートと、ヘッドレストに設けられかつサポートに差し込まれて位置決め溝を有するステーと、位置決め溝に弾性をもって係合する弾性部材とを備えたものである。
【0003】
このようなヘッドレスト支持構造では、ステーが引き出された状態で弾性部材がステーの位置決め溝に係合してヘッドレストを高い位置に支持するため、ステーは容易に変形しないように十分な強度を持つ鉄製パイプで構成されるのが一般的である。そして、この鉄製のステーには防錆のためにニッケルクロムめっきが施されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】実開平6―38705号公報
【特許文献2】特開2005−287738号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、ステーのニッケルクロムめっきによる金属光沢が布張りや革張りの車両の内装と調和が取れないという外観上の問題や、めっき工程の環境に対する負荷の問題があり、ニッケルクロムめっきの代替手段が望まれていた。
【0006】
この点について、金属製ステーの軸周面に4フッ化エチレン樹脂の樹脂コーティングをステーに施すことが提案されている(特許文献2参照)。しかしながら、特許文献2では、ステーに係合する係合部材(特許文献1でいう弾性部材)は考慮されていないため、上下摺動時に係合部材がステーの樹脂コーティングを削り取って、ステーの金属地肌が剥き出しになって錆が発生したり、摺動性が低下する虞があった。
【0007】
そこで本発明は、ニッケルクロムめっきのかわりに耐剥離性に優れ、外観的に車室内の調和が取りやすく、製造時の環境負荷の少ないヘッドレスト支持構造を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的は、以下により達成される。
(1) シートバック上部に設けられた中空支持体と、
ヘッドレスト下部に設けられ、前記中空支持体に挿入される金属製のステーと、を備えるヘッドレスト支持構造において、
前記ステーの側面にはその移動方向に沿って複数の凹部が設けられ、
前記中空支持体には、付勢部材によって前記ステーの側面に常時付勢された状態で、前記複数の凹部のいずれかに選択的に係合してヘッドレストの高さを調整可能な金属製の係合部材が設けられ、
前記ステーの側面には樹脂製のステー側被覆層が設けられ、
前記係合部材には樹脂製の係合部材側被覆層が設けられ、
前記ステー側被覆層の硬度が前記係合部材側被覆層の硬度よりも高いことを特徴とするヘッドレスト支持構造。
(2) 前記ステーの側面は熱硬化性のアクリル樹脂で被覆されており、
前記係合部材は、少なくともアミド樹脂と、アルキルアセタール化ビニルアルコール樹脂及びエポキシ樹脂のいずれか1種の樹脂と、を含有するコーティング剤で被覆されていることを特徴とする(1)のヘッドレスト支持構造。
(3) 前記コーティング剤は、60wt%以上のアミド樹脂と、30wt%以下のアルキルアセタール化ビニルアルコール樹脂とを含有することを特徴とする(2)のヘッドレスト支持構造。
(4) 前記コーティング剤は、60wt%以上のアミド樹脂と、40wt%以下のエポキシ樹脂とを含有することを特徴とする(2)のヘッドレスト支持構造。
(5) 前記コーティング剤は、10wt%以下の無機の耐摩耗剤を含有することを特徴とする(2)〜(4)のいずれかのヘッドレスト支持構造。
(6) 前記耐摩耗剤は酸化チタンであることを特徴とする(5)のヘッドレスト支持構造。
【発明の効果】
【0009】
本発明によれば、ステーと係合部材の両方に樹脂製のステー側被覆層と係合部材側被覆層とが設けられており、ステー側被覆層の硬度が係合部材側被覆層の硬度より高いので、ステー側被覆層が係合部材側被覆層により傷付くことがなく、さらに削り取られることもない。したがって、ステーの金属地肌が露出することがない。そのうえ、車室内に露出するステーの側面は着色性に優れた熱硬化性アクリル樹脂で被覆されているので、着色した熱硬化性アクリル樹脂によって車両の内装との調和が取れた意匠性に優れたヘッドレスト支持構造を実現することができる。
【0010】
さらに係合部材には、少なくともアミド樹脂と、アルキルアセタール化ビニルアルコール樹脂とエポキシ樹脂のいずれか1種の樹脂とを含有するコーティング剤が使用されている。このコーティング剤は金属とのぬれ性が高いので、金属製の係合部材に均一に塗布することができる。よって、係合部材側被覆層の厚みを容易に均一にすることができる。また、コーティング剤の金属との密着力が高いため、ステーの凹部と係合部材とが繰り返し摺動されても被覆層が剥離しにくい。したがって本発明によれば、耐剥離性に優れ、ステーと係合部材が繰り返し摺動しても、ステーはキズが付きにくく、係合部材は被覆層の剥離が起きにくいヘッドレスト支持構造を実現することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態に係るヘッドレスト支持構造を示す概略斜視図である。
【図2】図1に示したヘッドレスト支持構造のステーを示す要部拡大図である。
【図3】図1に示したヘッドレスト支持構造のサポートを示す分解上面図である。
【図4】図1に示したヘッドレスト支持構造を示す要部断面図である。
【発明を実施するための形態】
【0012】
以下、添付図面に基づいて本発明に係るヘッドレスト支持構造の好適な実施形態を詳細に説明する。
【0013】
図1は、本発明に係るヘッドレスト支持構造の概略斜視図である。本発明のヘッドレスト支持構造は、ヘッドレスト1の下部に設けられた金属製(例えば鉄)のステー2と、シートバック4の上部に埋設された筒状の一対のサポート(中空支持体)3とを備える。ヘッドレスト1は、ステー2が筒状のサポート3に挿入されることで上下方向に移動可能に支持される。
【0014】
ステー2は、ヘッドレスト1の下面から突出する一対の脚部21を有する。ステー2の一対の脚部21の側面のうち、向かい合う内側面には複数(図では各々4つ)の凹部22,22Aが設けられる。このステー2の脚部21は、ステー2の金属地肌が直接外部に曝されることがないように、外周面に着色された熱硬化性樹脂(例えばアクリル樹脂)の被覆層(ステー側被覆層)が設けられている。
【0015】
図2の如く、凹部22は脚部21への切削またはプレスによって形成され、上下の斜面はそれぞれ直線部分23と滑らかに接続されている。ステー2の下方向の移動は後述する係合部材8によって阻止しやすく、ステー2の上方向への移動をしやすくするように、上側の斜面22aは下側の斜面22bよりも急な角度(換言すれば長手方向に対して90度に近い角度)で形成されていることが好ましい(図4参照)。また、最下段の凹部22Aは、ステー2の抜けを防止するために他の凹部22とは異なり斜面が存在しない形状である。
【0016】
次に、図3を参照してサポート3について説明する。図3はサポート3の分解上面図である。サポート3は、本体部5と、本体部5に水平方向に移動可能に収納される可動部6と、から構成される。
【0017】
本体部5は、ステー2が挿入可能な長手方向に延びる中空円筒のパイプ部51(図1参照)と、パイプ部51の上部に設けられて可動部6を移動可能に収納可能な収納部52からなる。これらパイプ部51と収納部52は樹脂で一体成形され、両者にはステー2が挿入されるステー挿入空間Sが長手方向に設けられている。また、図1の如くパイプ部51はシートバック4の上部に埋設され、収納部52はシートバック4の外部に露出するように設けられる。
また本体部5には、可動部6の爪部64が挿入される開口54が設けられ、可動部6の本体部5からの脱落を防止する。
【0018】
可動部6は、操作部61と、操作部61からステー2を挟むように延びる一対の腕部62と、一対の腕部62の延出端を連結する固定部63と、固定部63の更に先端側に設けられ下方に延出する爪部64とを有する。これら操作部61、腕部62、固定部63、爪部64は樹脂の一体成型により形成される。
【0019】
また、操作部61のステー2と対向する壁には、挿入空間Sに延びる圧縮コイルスプリング7が配置されている。この圧縮コイルスプリング7の先端は、可動部6が収納部52に収納された状態で収納部52内部に設けられた当接部53に当接して圧縮されている。また、可動部6の固定部63の上部には、ステー2の凹部22に係合可能な金属製(例えば鉄)の係合部材8が固定されている。
【0020】
この金属製の係合部材8はステー2と直接接触しないように、その接触面はステーの被覆層よりも硬度の低い被覆層(係合部材側被覆層)により被覆されており、少なくともアミド樹脂と、アルキルアセタール化ビニルアルコール樹脂又はエポキシ樹脂とを含むコーティング剤で被覆されている。もっとも、係合部材8の外周面全てを被覆してもよいことはもちろんである。また、係合部材8の樹脂被覆層の下層に、別途防錆のためのめっき層を設けてもよい。更に必要に応じて塗膜の密着強度を高めるためにエポキシ樹脂等からなるプライマー層を設けても良い。
【0021】
図4を参照して、本発明に係るヘッドレスト支持構造の動作を説明する。図4は、可動部6が本体部5に挿入された状態のヘッドレスト支持構造の断面図である。
【0022】
可動部6はサポート3に圧縮コイルスプリング7が圧縮された状態で配置されているので、係合部材8にはステー2の脚部21の側面に押し付けられる力が常時作用している。したがって、係合部材8が凹部22の底に位置する図4の状態ではステー2は下方向に移動不可能である。
【0023】
この状態から、操作部61をステー2に押し付けるように動かすと(図4中で右側に移動させると)、係合部材8がステー2の凹部22から離間して、ステー2は下方向に移動可能となる。このように、操作部61を押圧して凹部22と係合部材8との係合を解除した状態で、ステー2を上下させて、係合部材8を複数の凹部22のいずれかに選択的に係合させることで、ヘッドレスト1の高さを調節することができる。
【実施例】
【0024】
上記ヘッドレスト支持構造の摺動面の耐久性・摩擦特性向上のための被覆層として、種々の樹脂を組み合わせて実施例1〜9及び比較例1〜7のヘッドレスト支持構造を試作してその性能を評価した。
【0025】
なお、熱硬化性のアクリル樹脂は染料または顔料を添加することによる着色性に優れるので、ステー2に塗布すると金属製ステー2の金属光沢を隠すことができるので好適である。一方、係合部材8は樹脂製のサポート3の本体部5に覆われて外部からは視認できない。したがって、着色性が問題にならない係合部材8には様々な樹脂を適用することができるので、以下の各実施例では、ステー2を熱硬化性アクリル樹脂で被覆し、係合部材8を被覆するコーティング剤を変えて各種の試験を行った。
本発明における熱硬化性アクリル樹脂は、骨格がアクリル樹脂で、反応基であるアミド基により架橋構造を作り硬化する樹脂が好ましい。熱硬化性アクリル樹脂の鉛筆硬度は、アクリル樹脂の分子量と反応基であるアミド基の量により調整する。例えば9Hの鉛筆硬度を有する熱硬化性アクリル樹脂を構成するアクリル樹脂の分子量とアミド基の量はそれぞれ、2Hの鉛筆硬度を有する熱硬化性アクリル樹脂のアクリル樹脂の分子量とアミド基の量よりも大きい。
【0026】
<実施例1>
ステー2の脚部21にリン酸亜鉛で下地処理を施した後に、硬化して鉛筆硬度7Hとなる熱硬化性アクリル樹脂としてロームアンドハース株式会社製 パラロイドB44に着色フィラーとしてアルミ粉を添加して調整したものを噴きつけてコーティングし、160℃・30分の焼成により硬化させてステー2の側面に被覆層を形成した。また、係合部材8にリン酸亜鉛で下地処理を施した後に、アミド樹脂として12−ナイロンパウダー(粒径30μm以下)96wt%、アルキルアセタール化ビニルアルコール樹脂4wt%を含有するコーティング剤を、メチルエチルケトン:キシレン=1:1からなる混合溶剤に溶かして噴きつけ塗布した後に、200℃で30分焼成して鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例1のヘッドレスト支持構造を得た。
【0027】
<実施例2>
上記の実施例1と同様にして、ステー2に実施例1と同じ鉛筆硬度7Hとなるアクリル樹脂(ロームアンドハース株式会社製 パラロイドB44に着色フィラーとしてアルミ粉を添加して調整したもの)をコーティングして焼成して被覆層を形成した。係合部材8には12−ナイロンパウダー94wt%、アルキルアセタール化ビニルアルコール樹脂4wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を、メチルエチルケトン:キシレン=1:1からなる混合溶剤に溶かして塗布・焼成して鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例2のヘッドレスト支持構造を得た。
【0028】
<実施例3>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様に焼成して被覆層を形成した。係合部材8に、12−ナイロンパウダー88wt%、アルキルアセタール化ビニルアルコール樹脂10wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を塗布・焼成して鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例3のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0029】
<実施例4>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様にアクリル樹脂を焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー78wt%、アルキルアセタール化ビニルアルコール樹脂20wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を塗布・焼成し鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例4のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0030】
<実施例5>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様にアクリル樹脂を焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー68wt%、アルキルアセタール化ビニルアルコール樹脂30wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を塗布・焼成し鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例5のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0031】
<実施例6>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様にアクリル樹脂を焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー86wt%、アルキルアセタール化ビニルアルコール樹脂4wt%、ルチル型酸化チタン10wt%を含有するコーティング剤を塗布・焼成し鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例6のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0032】
<実施例7>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様にアクリル樹脂を焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー94wt%、アルキルアセタール化ビニルアルコール樹脂4wt%、シリコーンレジンパウダー(粒径1μm以下)2wt%を含有するコーティング剤を塗布・焼成し鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例7のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0033】
<実施例8>
ステー2に鉛筆硬度9Hとなるアクリル樹脂(ロームアンドハース株式会社製 パラロイドB44)を噴きつけてコーティングし、実施例1と同様にアクリル樹脂を焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー96wt%、アルキルアセタール化ビニルアルコール樹脂4wt%を含有するコーティング剤を塗布・焼成し鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例8のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0034】
<実施例9>
ステー2に鉛筆硬度9H(ロームアンドハース株式会社製 パラロイドB44)となるアクリル樹脂を噴きつけてコーティングし、実施例1と同様にアクリル樹脂を焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー65wt%、ビスフェノールA型固形エポキシ樹脂33wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を塗布・焼成し鉛筆硬度Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて実施例9のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0035】
<比較例1>
ステー2及び係合部材8に樹脂・コーティング剤をコーティングするのではなく、下地として厚み12μmのニッケル層と、表層としての0.1μmのクロム層からなるニッケルクロムめっきを施して比較例1のヘッドレスト支持構造を得た。
【0036】
<比較例2>
ステー2に鉛筆硬度9Hとなるアクリル樹脂(ロームアンドハース株式会社製 パラロイドB44)を噴きつけてコーティングし、実施例1と同様に焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー100wt%からなるコーティング剤を塗布・焼成して鉛筆硬度Fの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて比較例2のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0037】
<比較例3>
ステー2に鉛筆硬度9Hとなるアクリル樹脂(ロームアンドハース株式会社製 パラロイドB44)を噴きつけてコーティングし、実施例1と同様に焼成して被覆層を形成した。係合部材8には、超高分子量ポリエチレンパウダー(粒径10μm以下)100wt%からなるコーティング剤を塗布・焼成し鉛筆硬度Fの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて比較例3のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0038】
<比較例4>
上記の実施例1と同様にして、ステー2に実施例1と同じ鉛筆硬度7Hとなるアクリル樹脂(ロームアンドハース株式会社製 パラロイドB44に着色フィラーとしてアルミ粉を添加したもの)を用いて被覆層を形成した。係合部材8には、超高分子量ポリエチレンパウダー(粒径10μm以下)94wt%、アルキルアセタール化ビニルアルコール樹脂4wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を塗布・焼成して鉛筆硬度HBの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて、比較例4のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0039】
<比較例5>
ステー2に鉛筆硬度9Hとなるアクリル樹脂(ロームアンドハース株式会社製 パラロイドB44)を噴きつけてコーティングし、実施例1と同様に焼成して被覆層を形成した。係合部材8には、ポリビニリデンフルオライドパウダー(粒径10μm以下)66wt%、ビスフェノールA型固形エポキシ樹脂33wt%、ルチル型酸化チタン1wt%を含有するコーティング剤を塗布・焼成して鉛筆硬度Fの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて、比較例5のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0040】
<比較例6>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様に焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー58wt%、アルキルアセタール化ビニルアルコール樹脂40wt%、ルチル型酸化チタン2wt%を含有するコーティング剤を塗布・焼成して鉛筆硬度2Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて、比較例6のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0041】
<比較例7>
ステー2に鉛筆硬度2Hとなるアクリル樹脂(日立化成株式会社製 ヒタロイド6500B)を噴きつけてコーティングし、実施例1と同様に焼成して被覆層を形成した。係合部材8には、12−ナイロンパウダー76wt%、アルキルアセタール化ビニルアルコール樹脂4wt%、ルチル型酸化チタン20wt%を含有するコーティング剤を塗布・焼成して鉛筆硬度2Hの被覆層を形成した。これらのステー2と係合部材8とを組み合わせて、比較例7のヘッドレスト支持構造を得た。なお、係合部材8のコーティング剤は、溶剤としてメチルエチルケトン:キシレン=1:1からなる混合溶剤を使用した。
【0042】
以上の各実施例1〜9・比較例1〜7について、被覆層の均一性、摩擦係数、耐剥離試験、耐食性について評価した。その測定結果を表1、2に示す。
【0043】
係合部材8に塗布されるコーティング剤による被覆層の均一性は、係合部材8の摺動面のうち、角部の被覆層の厚みledgeと平坦部分の被覆層の厚みlcenterとの比、すなわちledge/lcenterを評価基準とした。この数値が1に近いほど均一な膜厚ということができる。
【0044】
摩擦係数は、新東科学株式会社製往復摺動試験機HEIDON―14DRを使用して行い、荷重9.8N、速度1200mm/min、ストローク10mmとして、静摩擦係数(μs)、動摩擦係数(μd)をそれぞれ測定した。
【0045】
剥離試験は以下のようにして行った。すなわち、図2の最上部の凹部22に係合部材8が接触した状態から、最下部の凹部22Aに係合部材8が接触する状態までステー2を上方に移動させる。なおこの時、操作部61には触れずに、係合部材8にコイルスプリング7の付勢力を作用させて、係合部材8がステー2に接触させたままとする。次に、係合部8が最下部の凹部22Aに接触した状態から最上部の凹部22に接触する状態まで、ステー2を下方向に移動させる。このとき、各凹部22に係合部材8が係合した時のみ、操作部61を押して係合部材8と凹部22との係合を解除する。この一連の動作を1回として、何回で被覆層が剥離したかをカウントしたものである。回数が多いほど耐剥離強度が高いことを示す。剥離試験が1000回以上のものであれば実用に耐えるものと言うことができる。
【0046】
耐食性については、上記剥離試験を500回行った後に、5%の塩水を24時間噴霧した後、ステー2に錆が発生したか否かを測定したものである。ステー2を500回上下させても錆の発生が確認されなかったものを○、錆の発生が確認されたものに×を付した。
【0047】
【表1】
【0048】
【表2】
【0049】
表1、2からわかるように、ステー2にアクリル樹脂、係合部材8に、少なくともアミド樹脂と、アルキルアセタール化ビニルアルコール樹脂又はエポキシ樹脂とを含むコーティング剤が被覆されていれば、剥離試験で1000回以上、耐食性試験でも錆の発生が認められず、実用に耐えるヘッドレスト支持構造が得られた。これは、アミド樹脂とアルキルアセタール化ビニルアルコール樹脂又はエポキシ樹脂の混合物の金属に対するぬれ性がよいので、均一で耐久性の高い被膜が係合部材8上に形成されたため、及び、係合部材8の被覆層の硬度をステー2の塗膜硬度よりも低く設定したためと考えられる。
【0050】
また、これらの実施例1〜9に係るヘッドレスト支持構造の摩擦係数は従来のニッケルクロムめっきを施したものよりも摩擦係数を大幅に低下することができ、よりスムーズな操作感が得られる。そのうえ、ステー2が任意に着色可能なアクリル樹脂層で被覆されているので、ステー2を車両内装色と調和させることができる。
【0051】
また、これらのうち、係合部材には88〜94wt%の12−ナイロンパウダーと、4〜10wt%のアルキルアセタール化ビニルアルコール樹脂と、ルチル型酸化チタン2wt%を含有する鉛筆硬度Hの被覆層を設け、ステーには2H以上の鉛筆硬度を有する被覆層を設けると、耐剥離試験に2000回耐えることができ、好ましい。
【符号の説明】
【0052】
1 ヘッドレスト
2 ステー
3 サポート(中空支持体)
4 シートバック
5 (サポートの)本体部
6 (サポートの)可動部
7 コイルスプリング(付勢部材)
8 係合部材
【特許請求の範囲】
【請求項1】
シートバック上部に設けられた中空支持体と、
ヘッドレスト下部に設けられ、前記中空支持体に挿入される金属製のステーと、を備えるヘッドレスト支持構造において、
前記ステーの側面にはその移動方向に沿って複数の凹部が設けられ、
前記中空支持体には、付勢部材によって前記ステーの側面に常時付勢された状態で、前記複数の凹部のいずれかに選択的に係合してヘッドレストの高さを調整可能な金属製の係合部材が設けられ、
前記ステーの側面には樹脂製のステー側被覆層が設けられ、
前記係合部材には樹脂製の係合部材側被覆層が設けられ、
前記ステー側被覆層の硬度が前記係合部材側被覆層の硬度よりも高いことを特徴とするヘッドレスト支持構造。
【請求項2】
前記ステーの側面は熱硬化性のアクリル樹脂で被覆されており、
前記係合部材は、少なくともアミド樹脂と、アルキルアセタール化ビニルアルコール樹脂及びエポキシ樹脂のいずれか1種の樹脂と、を含有するコーティング剤で被覆されていることを特徴とする請求項1に記載のヘッドレスト支持構造。
【請求項3】
前記コーティング剤は、60wt%以上のアミド樹脂と、30wt%以下のアルキルアセタール化ビニルアルコール樹脂とを含有することを特徴とする請求項2に記載のヘッドレスト支持構造。
【請求項4】
前記コーティング剤は、60wt%以上のアミド樹脂と、40wt%以下のエポキシ樹脂とを含有することを特徴とする請求項2に記載のヘッドレスト支持構造。
【請求項5】
前記コーティング剤は、10wt%以下の無機の耐摩耗剤を含有することを特徴とする請求項2から請求項4のいずれか1項に記載のヘッドレスト支持構造。
【請求項6】
前記耐摩耗剤は酸化チタンであることを特徴とする請求項5に記載のヘッドレスト支持構造。
【請求項1】
シートバック上部に設けられた中空支持体と、
ヘッドレスト下部に設けられ、前記中空支持体に挿入される金属製のステーと、を備えるヘッドレスト支持構造において、
前記ステーの側面にはその移動方向に沿って複数の凹部が設けられ、
前記中空支持体には、付勢部材によって前記ステーの側面に常時付勢された状態で、前記複数の凹部のいずれかに選択的に係合してヘッドレストの高さを調整可能な金属製の係合部材が設けられ、
前記ステーの側面には樹脂製のステー側被覆層が設けられ、
前記係合部材には樹脂製の係合部材側被覆層が設けられ、
前記ステー側被覆層の硬度が前記係合部材側被覆層の硬度よりも高いことを特徴とするヘッドレスト支持構造。
【請求項2】
前記ステーの側面は熱硬化性のアクリル樹脂で被覆されており、
前記係合部材は、少なくともアミド樹脂と、アルキルアセタール化ビニルアルコール樹脂及びエポキシ樹脂のいずれか1種の樹脂と、を含有するコーティング剤で被覆されていることを特徴とする請求項1に記載のヘッドレスト支持構造。
【請求項3】
前記コーティング剤は、60wt%以上のアミド樹脂と、30wt%以下のアルキルアセタール化ビニルアルコール樹脂とを含有することを特徴とする請求項2に記載のヘッドレスト支持構造。
【請求項4】
前記コーティング剤は、60wt%以上のアミド樹脂と、40wt%以下のエポキシ樹脂とを含有することを特徴とする請求項2に記載のヘッドレスト支持構造。
【請求項5】
前記コーティング剤は、10wt%以下の無機の耐摩耗剤を含有することを特徴とする請求項2から請求項4のいずれか1項に記載のヘッドレスト支持構造。
【請求項6】
前記耐摩耗剤は酸化チタンであることを特徴とする請求項5に記載のヘッドレスト支持構造。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−1140(P2012−1140A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2010−139162(P2010−139162)
【出願日】平成22年6月18日(2010.6.18)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【出願人】(592065058)エスティーティー株式会社 (14)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成22年6月18日(2010.6.18)
【出願人】(000119232)株式会社イノアックコーポレーション (1,145)
【出願人】(592065058)エスティーティー株式会社 (14)
【Fターム(参考)】
[ Back to top ]