
ヘミング構造
【課題】挟み込まれる側のパネルが差厚材で構成されていても挟み込む側のパネルにおける歪みの発生を防止又は抑制することができるヘミング構造を得る。
【解決手段】差厚材によって形成されたフードインナパネル12は、上面12Xが互いに隣り合う板材同士で揃えられて下面12Yには板厚差による段差部16が形成されており、外周縁部12Zが切り欠かれて切欠部20が形成されている。フードインナパネル12の外周縁部12Zでは、切欠部20によって、接合ラインを挟んで互いに隣り合う板材同士の間には間隔が形成されている。切欠部20は、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域から、この重合領域に対してその縁部端末側とは反対側に隣接する隣接領域にかけての部位に設けられている。
【解決手段】差厚材によって形成されたフードインナパネル12は、上面12Xが互いに隣り合う板材同士で揃えられて下面12Yには板厚差による段差部16が形成されており、外周縁部12Zが切り欠かれて切欠部20が形成されている。フードインナパネル12の外周縁部12Zでは、切欠部20によって、接合ラインを挟んで互いに隣り合う板材同士の間には間隔が形成されている。切欠部20は、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域から、この重合領域に対してその縁部端末側とは反対側に隣接する隣接領域にかけての部位に設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ヘミング構造に関する。
【背景技術】
【0002】
ヘミング構造においては、例えば、アウタパネルの縁部をプレスで折り曲げてインナパネルの縁部を挟み込むことによってインナパネルとアウタパネルとを結合させている。ここで、挟み込まれるインナパネルとして、厚板と薄板とが接合された差厚材が用いられる場合がある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−45653公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、インナパネルの縁部の一部に板厚差があると、プレスで折り曲げられるアウタパネルに歪みが生じやすい。
【0005】
本発明は、上記事実を考慮して、挟み込まれる側のパネルが差厚材で構成されていても挟み込む側のパネルにおける歪みの発生を防止又は抑制することができるヘミング構造を得ることが目的である。
【課題を解決するための手段】
【0006】
請求項1に記載する本発明のヘミング構造は、板厚の異なる複数の板材を突き当てて接合した差厚材によって形成され、一方の面が互いに隣り合う前記板材同士で揃えられて他方の面に板厚差による段差部が形成された第一パネルと、前記第一パネルに対して前記一方の面側に配置されるパネル本体部を備えると共に、縁部が折り返されて前記複数の板材の縁部を挟み込む第二パネルと、前記第一パネルの縁部で前記第二パネルの折返部と重なる重合領域から、前記重合領域に対してその縁部端末側とは反対側に隣接する隣接領域にかけての部位で、互いに隣り合う前記板材同士の間に間隔を形成するように前記第一パネルを切除して形成された切除部と、を有する。
【0007】
請求項1に記載する本発明のヘミング構造によれば、第一パネルは、板厚の異なる複数の板材を突き当てて接合した差厚材によって形成され、一方の面が互いに隣り合う板材同士で揃えられて他方の面に板厚差による段差部が形成されている。これに対して、第二パネルは、パネル本体部が第一パネルに対して前記一方の面側に配置されると共に、縁部が折り返されて複数の板材の縁部を挟み込んでいる。このため、第一パネルの一方の面に第二パネルが接触しても、当該一方の面は段差無く揃えられているので、第二パネルにおいて第一パネルと対向する面とは反対側の面(外向きの面)には、歪みが発生しない。
【0008】
また、第一パネルの縁部側には、第一パネルを切除して形成された切除部が設けられており、この切除部によって、互いに隣り合う板材同士の間に間隔が形成されている。そして、切除部は、第一パネルの縁部で第二パネルの折返部と重なる重合領域から、重合領域に対してその縁部端末側とは反対側に隣接する隣接領域にかけての部位に設けられている。このため、ヘミング加工時に、第二パネルの折返部の先端部は、隣り合う板材同士の境界部に押し付けられずに済むので、折返部を含む第二パネルでの歪みの発生が抑えられる。
【0009】
請求項2に記載する本発明のヘミング構造は、請求項1記載の構成において、前記切除部は、前記第一パネルの縁部を切り欠いて形成された切欠部とされている。
【0010】
請求項2に記載する本発明のヘミング構造によれば、切除部は、第一パネルの縁部を切り欠いて形成された切欠部となっているので、ヘミング加工時に、第二パネルの折返部の全域がプレスされても、隣り合う板材同士の境界部に対して折返部が押し付けられずに済む。
【0011】
請求項3に記載する本発明のヘミング構造は、請求項1又は請求項2に記載の構成において、前記第二パネルの折返部の先端部分に前記第二パネルと前記第一パネルとを封止するシーラが塗布されると共に、前記シーラは前記第一パネルにおける前記切除部の切除範囲でかつ前記折返部と重ならない範囲を覆っている。
【0012】
請求項3に記載する本発明のヘミング構造によれば、第二パネルの折返部の先端部分に塗布されたシーラによって第二パネルと第一パネルとが封止されると共に、第一パネルにおける切除部の切除範囲でかつ折返部と重ならない範囲が前記シーラによって覆われているので、第一パネルの切除範囲の一部で折返部によって隠されない部分がシーラによって隠される。このため、第一パネルの他方の面側から見た場合の外観品質も良好となる。
【発明の効果】
【0013】
以上説明したように、本発明に係る請求項1に記載のヘミング構造によれば、挟み込まれる側の第一パネルが差厚材で構成されていても挟み込む側の第二パネルにおける歪みの発生を防止又は抑制することができるという優れた効果を有する。
【0014】
請求項2に記載のヘミング構造によれば、ヘミング加工時に第二パネルの折返部の全域がプレスされても第二パネルにおける歪みの発生を防止又は抑制することができるという優れた効果を有する。
【0015】
請求項3に記載のヘミング構造によれば、第二パネルにおける歪みの発生を防止又は抑制しながら、第一パネルの他方の面側から見た場合の外観品質をも良好にすることができる、という優れた効果を有する。
【図面の簡単な説明】
【0016】
【図1】本発明の第1の実施形態に係るヘミング構造が適用された車両用フードを概略的に示す底面図である。
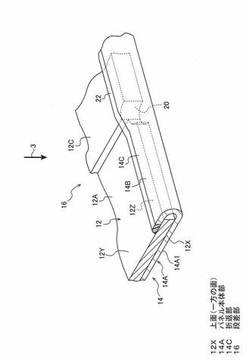
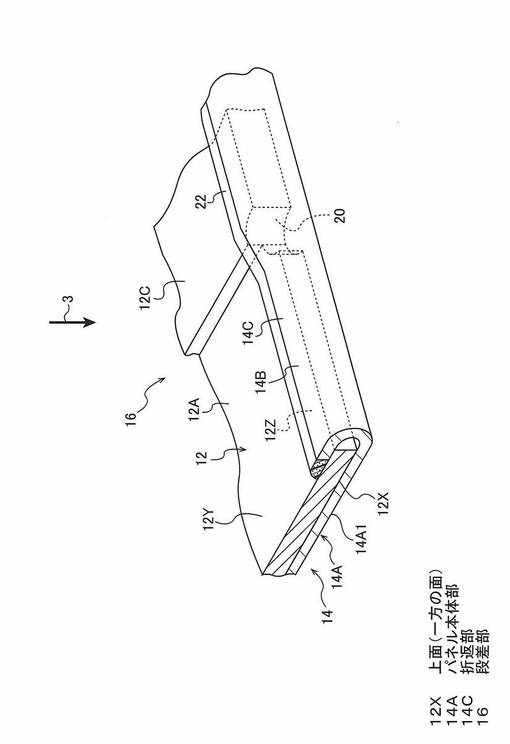
【図2】本発明の第1の実施形態に係るヘミング構造を示す斜視図である。
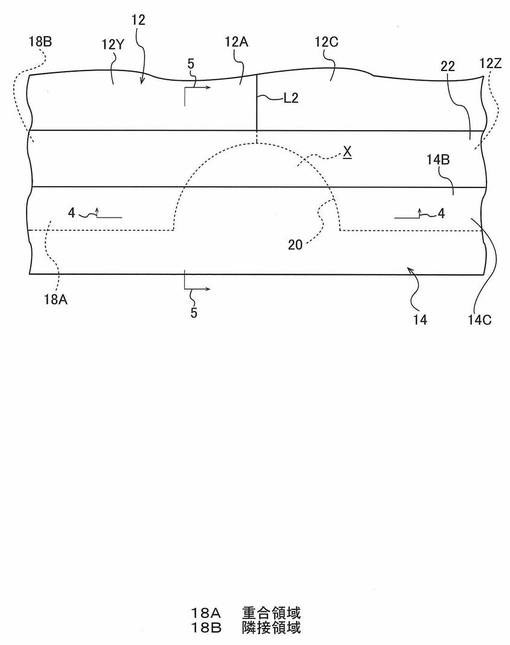
【図3】図2の矢印3方向に見た状態を示す拡大図である。
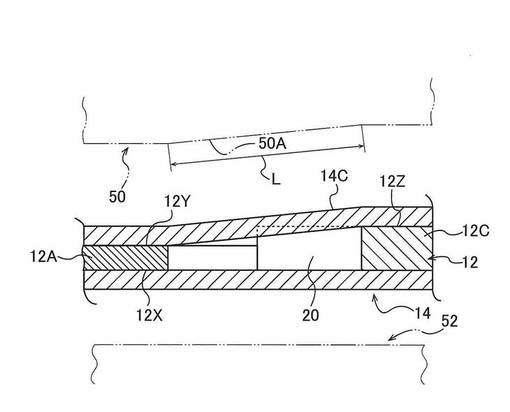
【図4】図3の4−4線に沿った断面図である。
【図5】図3の5−5線に沿った断面図である。
【図6】本発明の第2の実施形態に係るヘミング構造を示す図である。図6(A)は底面図であり、図6(B)は図6(A)の6B−6B線に沿った断面図である。
【図7】本発明の第3の実施形態に係るヘミング構造を示す図である。図7(A)は底面図であり、図7(B)は図7(A)の7B−7B線に沿った断面図である。
【図8】本発明の第4の実施形態に係るヘミング構造を示す図である。図8(A)は底面図であり、図8(B)は図8(A)の8B−8B線に沿った断面図である。
【図9】本発明の第5の実施形態に係るヘミング構造が適用された車両用サイドドア本体をドア内側から見た状態で示す背面図である。
【発明を実施するための形態】
【0017】
[第1実施形態]
本発明の第1の実施形態に係るヘミング構造について図1〜図6を用いて説明する。図1には、本実施形態に係るヘミング構造が適用された車両用フードがフード下面側から見た状態の底面図にて概略的に示されている。また、図2には、本実施形態に係るヘミング構造が斜視図にて示され、図3には、図2の矢印3方向に見た状態が示されている。
【0018】
図1に示されるように、本実施形態に係るヘミング構造が適用された車両用フード10(広義には「開閉体」として把握される要素である。)は、フード10の内板を構成する第一パネルとしてのフードインナパネル12と、フード10の外板を構成する第二パネルとしてのフードアウタパネル14と、を含んで構成されている。フードインナパネル12は、フードアウタパネル14に対してフード下方側に配置されている。なお、図中では、フードアウタパネル14が二点鎖線で示されると共に、フードアウタパネル14の外周縁部14Bが透視された状態で示されている。
【0019】
フードインナパネル12は、フードインナパネル12の中央領域を含む範囲に配置されたフードインナ本体12Aを備えている。フードインナ本体12Aのフード幅方向両側のフード後方側にはフードインナサイド12B、12Cが配置されている。フードインナサイド12B、12Cは、フード10を図示しないフードヒンジを介して車体側に取り付けるために所定強度が必要な部位とされている。一方、フードインナ本体12Aのフード幅方向中央部のフード前方側にはフードインナフロント12Dが配置されている。フードインナフロント12Dは、図示しないフードロック機構が取り付けられるために所定強度が必要な部位となっている。
【0020】
フードインナ本体12A、フードインナサイド12B、12C、及びフードインナフロント12Dは、板厚の異なる板材からなり、これらの端面同士を突き当ててレーザー溶接等で接合した差厚材によってフードインナパネル12が形成されている。ここで、フードインナ本体12Aの板厚をt1、フードインナサイド12B、12Cの板厚をt2、フードインナフロント12Dの板厚をt3とした場合、これらは、t1<t2<t3の関係が成り立つように設定されている。すなわち、フードインナパネル12の軽量化のために、フードインナ本体12Aは板厚が抑えられているが、フードインナサイド12B、12C及びフードインナフロント12Dは、前述したように所定強度が必要となっているので、フードインナ本体12Aに比べて厚板の板材で構成されている。
【0021】
フードインナ本体12Aとフードインナサイド12Bとの接合ラインL1と、フードインナ本体12Aとフードインナサイド12Cとの接合ラインL2は、左右対称で略L字状に形成されている。また、フードインナ本体12Aとフードインナフロント12Dの接合ラインL3は、フード前方側に開口する略U字状に形成されている。
【0022】
フードインナパネル12の一方の面である上面12X(図2参照、図1で図示されている面とは反対側の面)は、互いに隣り合う板材同士(フードインナ本体12Aとフードインナサイド12B、12C、及び、フードインナ本体12Aとフードインナフロント12D)で揃えられている。すなわち、接合ラインL1、L2、L3を挟んだ両側を含む部位に板厚差による段差が生じないように設定されている。これに対して、フードインナパネル12の他方の面である下面12Yには、接合ラインL1、L2、L3を挟んだ両側を含む部位に板厚差による段差部16(図2参照)が形成されている。
【0023】
図2に示されるように、フードアウタパネル14は、フードインナパネル12に対してその上面12X側に配置されるパネル本体部14Aを備えている。パネル本体部14Aは、フードインナパネル12の上面12Xに対向する面とは反対側の面が意匠面14A1とされている。
【0024】
また、フードアウタパネル14は、外周縁部14Bが折り返されてフードインナパネル12の外周縁部12Zを挟み込んでいる。なお、図1に示されるように、フードインナパネル12の外周縁部12Zは、フードインナ本体12A、フードインナサイド12B、12C、及びフードインナフロント12Dにおける各縁部のうち、差厚材を形成するために接合された部分を除いた部分となっている。
【0025】
フードインナパネル12には、フードインナパネル12の外周縁部12Zが円弧状に切り欠かれて(切除されて)、切除部としての切欠部20が形成されている。本実施形態では、切欠部20は、接合ラインL1、L2、L3の延長線に対して両側に形成された切欠部分が連続して構成されたものであり、曲面状に形成されて(図2参照)複数個設けられている。なお、切欠部20が曲面状に形成されることで切欠部20が破断の起点になりにくい構造となっている。
【0026】
これらの切欠部20によって、フードインナパネル12の外周縁部12Zでは、接合ラインL1、L2、L3を挟んで互いに隣り合う板材同士の間(フードインナ本体12Aとフードインナサイド12B、12Cとの間、及びフードインナ本体12Aとフードインナフロント12Dとの間)には間隔が形成されている。また、図3に示されるように、切欠部20は、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域18Aから、この重合領域18Aに対してその縁部端末側とは反対側に隣接する隣接領域18Bにかけての部位に設けられている。
【0027】
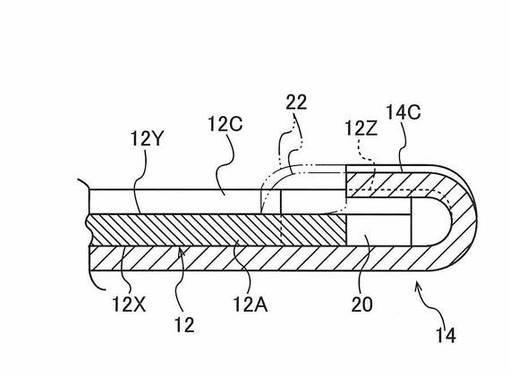
図4には図3の4−4線に沿った断面図が示され、図5には図3の5−5線に沿った断面図が示されている。図4及び図5に示されるように、フードアウタパネル14の折返部14Cは、切欠部20の切除範囲(内側空間)に対向する部位では、なだらかに傾斜して(図4参照)フードインナパネル12には接しない構成となっている。
【0028】
図2及び図3に示されるように、フードアウタパネル14の折返部14Cの先端部分には、シーラ22が塗布されており、フードアウタパネル14とフードインナパネル12とが樹脂製のシーラ22によって封止されている。シーラ22は、フードアウタパネル14の外周縁部14Bとフードインナパネル12の外周縁部12Zとの間への水の浸入を抑制する機能を備えており、これにより、錆の発生が抑制されるようになっている。図3に示されるように、シーラ22は、フードインナパネル12の隣接領域18Bを覆うと共に、フードインナパネル12における切欠部20の切除範囲でかつ折返部14Cと重ならない範囲を覆っている。なお、図1では、シーラ22が二点鎖線で示されると共に透視された状態で示されている。
【0029】
(フードの製造工程及び作用・効果)
次に、フード10の製造工程について簡単に説明すると共に、上記実施形態の作用及び効果について説明する。
【0030】
まず、第一工程では、図1に示されるフードインナ本体12Aを形成するための薄板、フードインナサイド12B、12Cを形成するための厚板、及びフードインナフロント12Dを形成するための厚板をそれぞれ所定形状に切り出す。次に、第二工程では、切り出した各板材を所定位置に配置し、突き当て状態で接合(所謂、差厚結合)して差厚材を形成する。次に、第三工程では、前記差厚材をプレス加工によりフードインナパネル12の形状に形成し、前記差厚材において切欠部20になる部位を切除する。これによって、フードインナパネル12が完成する。
【0031】
次に、第四工程では、フードインナパネル12とフードアウタパネル14とを対向配置した後、図2に示されるように、フードアウタパネル14の外周縁部14Bを折り返してフードインナパネル12の外周縁部12Zを挟み込む。すなわち、プレスを用いたヘミング加工によりフードインナパネル12とフードアウタパネル14とを一体化する。ここで、フードインナパネル12の上面12Xにフードアウタパネル14が接触しても、上面12Xは段差無く揃えられているので、フードアウタパネル14の意匠面14A1には、歪みが発生しない。補足説明すると、例えば、フードインナパネルの上面に段差部が形成された対比構造では、フードインナパネルの上面にフードアウタパネルが接触すると、フードアウタパネルの段差部によりフードアウタパネルの意匠面に歪みが発生してしまうが、本実施形態ではそのような不具合はない。
【0032】
また、フードインナパネル12は、フードインナパネル12の外周縁部12Zに形成された切欠部20によって、互いに隣り合う板材同士の間(図2ではフードインナ本体12Aとフードインナサイド12Cとの間)に間隔が形成されている。そして、図3に示されるように、切欠部20は、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域18Aから、重合領域18Aに対してその縁部端末側とは反対側に隣接する隣接領域18Bにかけての部位に設けられている。このため、ヘミング加工時に、フードアウタパネル14の折返部14Cの全域がプレスされても、フードインナパネル12における隣り合う板材同士(図3ではフードインナ本体12Aとフードインナサイド12C)の境界部に押し付けられずに済むので、折返部14Cを含むフードアウタパネル14での歪みの発生が抑えられる。
【0033】
なお、本実施形態の場合には、図4に示されるように、切欠部20の範囲と板厚差に対応させてヘミング用のプレス上型50に徐変の傾斜部50Aを設けていれば、接合ライン(差厚結合線)のばらつきがあったりプレス時にセット位置の位置決め精度が良くなかったりした場合でも、接合ライン付近のプレス荷重が切欠部20の内側空間に逃がされる。よって、これらの場合でもフードアウタパネル14での歪み発生が抑制される。
【0034】
また、接合ライン付近のプレス荷重を切欠部20の内側空間に逃がす構造となっているので、切欠部が形成されない対比構造に比べて、プレス上型50の徐変傾斜範囲の長さLを抑えることができる。これにより、フードアウタパネル14によるフードインナパネル12の挟み込みが弱くなる範囲を小さく抑えることができる。なお、図4の符号52はヘミング用の下型を示す。
【0035】
次に、第五工程では、図2に示されるフードアウタパネル14の折返部14Cの先端部分にシーラ22を塗布する。このシーラ22によってフードアウタパネル14とフードインナパネル12とが封止されると共に、図3に示されるように、フードインナパネル12における切欠部20の切除範囲でかつ折返部14Cと重ならない範囲Xがシーラ22によって覆われているので、フードインナパネル12の切除範囲の一部で折返部14Cによって隠されない部分がシーラ22によって隠される。このため、図3に示されるように、フードインナパネル12の下面12Y側から見た場合の外観品質(見栄え)も良好となる。これらによって、フード10が製造される。
【0036】
以上説明したように、本実施形態に係るヘミング構造によれば、挟み込まれる側のフードインナパネル12が差厚材で構成されていても挟み込む側のフードアウタパネル14における歪みの発生を防止又は抑制することができる。これにより、外観品質(見栄え)が良好となり、従来差厚材の適用を控えていた部位への差厚材の適用が可能となるので、そのような部位へ差厚材を適用することによって、軽量化及び低コスト化を図ることができる。
【0037】
なお、上記実施形態では、図1に示されるように、接合ラインL1、L2は略L字状に形成され、接合ラインL3は略U字状に形成されているが、接合ラインはこのようなラインに限定されない。すなわち、接合ラインは、例えば、フードインナパネルのフード幅方向の両端部と、前記両端部に対してフード幅方向内側の部位と、の間の直線状に形成されたもの等のような他の接合ラインであってもよい。
【0038】
[第2実施形態]
次に、本発明の第2の実施形態に係るヘミング構造について、図6を用いて説明する。図6には、本発明の第2の実施形態に係るヘミング構造が示されている。図6(A)は第1の実施形態における図3に相当する図であり、図6(B)は図6(A)の6B−6B線に沿った断面図である。
【0039】
図6に示されるように、本実施形態のヘミング構造は、切欠部20(図3参照)に代えて、切除部としての切欠部20Aが形成されている点で、第1の実施形態に係るヘミング構造とは異なる。他の構成は、第1の実施形態と同様の構成となっている。よって、第1の実施形態と同様の構成部については、同一符号を付して説明を省略する。
【0040】
フードインナパネル12には、フードインナパネル12の外周縁部12Zが切り欠かれて(切除されて)切欠部20Aが形成されている。本実施形態では、切欠部20Aは、接合ライン(図6(A)ではL2)の延長線に対して一方側となる板厚が厚いほうの板材(図6ではフードインナサイド12C)に円弧状に切り欠かれて形成されたものである。切欠部20Aは、曲面状に形成され、第1の実施形態における切欠部20(図1参照)と同様に複数個設けられている。
【0041】
これらの切欠部20Aによって、フードインナパネル12の外周縁部12Zでは、接合ライン(図6(A)ではL2)を挟んで互いに隣り合う板材同士の間(図6ではフードインナ本体12Aとフードインナサイド12Cとの間)には間隔が形成されている。また、切欠部20Aは、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域18Aから、この重合領域18Aに対してその縁部端末側とは反対側に隣接する隣接領域18Bにかけての部位に設けられている。
【0042】
本実施形態の構成によっても、前述した第1の実施形態と同様の作用及び効果が得られる。
【0043】
[第3実施形態]
次に、本発明の第3の実施形態に係るヘミング構造について、図7を用いて説明する。図7には、本発明の第3の実施形態に係るヘミング構造が示されている。図7(A)は第1の実施形態における図3に相当する図であり、図7(B)は図7(A)の7B−7B線に沿った断面図である。
【0044】
図7に示されるように、本実施形態のヘミング構造は、切欠部20に代えて、切除部としての切欠部20B(図3参照)が形成されている点で、第1の実施形態に係るヘミング構造とは異なる。他の構成は、第1の実施形態と同様の構成となっている。よって、第1の実施形態と同様の構成部については、同一符号を付して説明を省略する。
【0045】
フードインナパネル12には、フードインナパネル12の外周縁部12Zが切り欠かれて(切除されて)切欠部20Bが形成されている。本実施形態では、切欠部20Bは、接合ライン(図7(A)ではL2)の延長線に対して一方側となる板厚が薄いほうの板材(図6ではフードインナ本体12A)に円弧状に切り欠かれて形成されたものである。切欠部20Bは、曲面状に形成され、第1の実施形態における切欠部20(図1参照)と同様に複数個設けられている。
【0046】
これらの切欠部20Bによって、フードインナパネル12の外周縁部12Zでは、接合ライン(図7(A)ではL2)を挟んで互いに隣り合う板材同士の間(図7ではフードインナ本体12Aとフードインナサイド12Cとの間)には間隔が形成されている。また、切欠部20Bは、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域18Aから、この重合領域18Aに対してその縁部端末側とは反対側に隣接する隣接領域18Bにかけての部位に設けられている。
【0047】
本実施形態の構成によっても、前述した第1の実施形態と同様の作用及び効果が得られる。
【0048】
[第4実施形態]
次に、本発明の第4の実施形態に係るヘミング構造について、図8を用いて説明する。図8には、本発明の第4の実施形態に係るヘミング構造が示されている。図8(A)は第1の実施形態における図3に相当する図であり、図8(B)は図8(A)の8B−8B線に沿った断面図である。
【0049】
図8に示されるように、本実施形態のヘミング構造は、切欠部20(図3参照)に代えて、切除部としての貫通孔20Cが形成されている点で、第1の実施形態に係るヘミング構造とは異なる。他の構成は、第1の実施形態と同様の構成となっている。よって、第1の実施形態と同様の構成部については、同一符号を付して説明を省略する。
【0050】
フードインナパネル12には、フードインナパネル12の外周縁部12Z側が板厚方向に貫通(切除)されて貫通孔20Cが形成されている。本実施形態では、貫通孔20Cは、接合ライン(図8(A)ではL2)の延長線に対して両側が切除されて形成されたものである。貫通孔20Cは、曲面状に形成され、第1の実施形態における切欠部20(図1参照)と同様に複数個設けられている。
【0051】
これらの貫通孔20Cによって、フードインナパネル12の外周縁部12Z側では、接合ライン(図8(A)ではL2)を挟んで互いに隣り合う板材同士の間(図8ではフードインナ本体12Aとフードインナサイド12Cとの間)には間隔が形成されている。また、貫通孔20Cは、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域18Aから、この重合領域18Aに対してその縁部端末側とは反対側に隣接する隣接領域18Bにかけての部位に設けられている。
【0052】
なお、隣り合う板材(図8ではフードインナ本体12Aとフードインナサイド12C)の並ぶ方向に直交する方向(図8(A)では図中上下方向)における貫通孔20Cの設定範囲は、ヘミング加工時のプレス範囲(図8(A)では一例として符号PAで示す範囲)を含む設定であることが好ましい。そのような場合、前述した第1の実施形態と同様の作用及び効果が得られる。
【0053】
[第5実施形態]
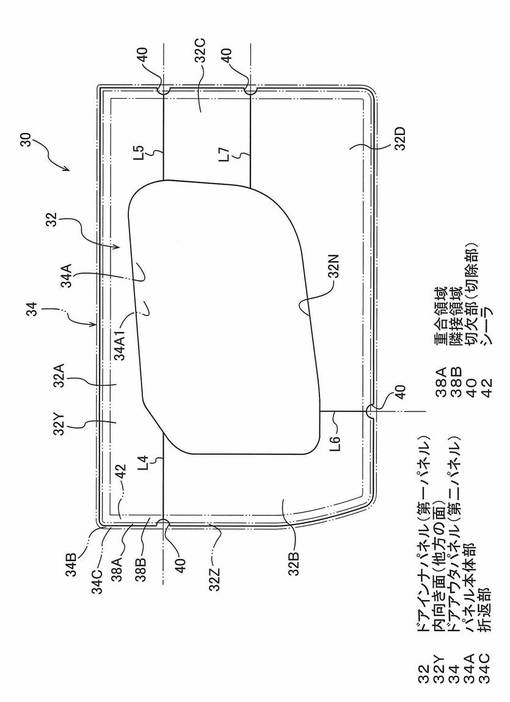
次に、図9を参照しながら、ヘミング構造が車両用サイドドア本体30(広義には「開閉体」として把握される要素である。)に適用された場合である第5の実施形態について説明する。図9には、サイドドア本体30をドア内側から見た状態が示されている。サイドドア本体30は、サイドドア本体30の内板を構成する第一パネルとしてのドアインナパネル32と、サイドドア本体30の外板を構成する第二パネルとしてのドアアウタパネル34と、を含んで構成されている。ドアインナパネル32は、ドアアウタパネル34に対してドア内側に配置されており、中央部には部品を取り付けるための作業孔32Nが貫通形成されている。なお、図中では、ドアアウタパネル34が二点鎖線で示されると共に、ドアアウタパネル34の外周縁部34Bが透視された状態で示されている。
【0054】
ドアインナパネル32は、上端部を構成するドアインナアッパ32Aと、上端部を除く前側部位を構成するドアインナフロント32Bと、上下方向中間部における後側部位を構成するドアインナリア32Cと、前側部位を除く下側部位を構成するドアインナロア32Dと、を備えている。ドアインナアッパ32A、ドアインナフロント32B、ドアインナリア32C、及びドアインナロア32Dは、板厚の異なる板材からなり、これらの端面同士を突き当てて接合した差厚材によってドアインナパネル32が形成されている。ドアインナアッパ32A、ドアインナフロント32B、ドアインナリア32C、及びドアインナロア32Dの各板厚は、各部位で必要とされる強度に応じて設定されている。
【0055】
ドアインナパネル32の一方の面である外向き面(図9で図示されている面とは反対側の面)は、互いに隣り合う板材同士(ドアインナアッパ32Aとドアインナフロント32B、ドアインナアッパ32Aとドアインナリア32C、ドアインナフロント32Bとドアインナロア32D、及び、ドアインナリア32Cとドアインナロア32D)で揃えられている。すなわち、直線状の接合ラインL4、L5、L6、L7(以下、「接合ラインL4〜L7」という)を挟んだ両側を含む部位に板厚差による段差が生じないように設定されている。これに対して、ドアインナパネル32の他方の面である内向き面32Yには、接合ラインL4〜L7を挟んだ両側を含む部位に板厚差による段差部(図示省略、概ね図2の段差部16と同様の段差部)が形成されている。
【0056】
ドアアウタパネル34は、ドアインナパネル32に対して外向き面側に配置されるパネル本体部34Aを備えている。パネル本体部34Aは、図9にて作業孔32Nを通して見える面34A1とは反対側の面(図示省略)が意匠面とされている。また、ドアアウタパネル34は、外周縁部34Bが折り返されてドアインナパネル32の外周縁部32Zを挟み込んでいる。なお、ドアインナパネル32の外周縁部32Zは、ドアインナアッパ32A、ドアインナフロント32B、ドアインナリア32C、及びドアインナロア32Dにおける各縁部のうち、差厚材を形成するために接合された部分を除いた部分となっている。
【0057】
ドアインナパネル32には、ドアインナパネル32の外周縁部32Zが円弧状に切り欠かれて(切除されて)、切除部としての切欠部40が形成されている。切欠部40は、曲面状に形成されて複数個設けられている。これらの切欠部40によって、ドアインナパネル32の外周縁部32Zでは、接合ラインL4〜L7を挟んで互いに隣り合う板材同士の間(ドアインナアッパ32Aとドアインナフロント32Bとの間、ドアインナアッパ32Aとドアインナリア32Cとの間、ドアインナフロント32Bとドアインナロア32Dとの間、ドアインナリア32Cとドアインナロア32Dとの間)には間隔が形成されている。切欠部40は、ドアインナパネル32の外周縁部32Zでドアアウタパネル34の折返部34Cと重なる重合領域38Aから、この重合領域38Aに対してその縁部端末側とは反対側に隣接する隣接領域38Bにかけての部位に設けられている。
【0058】
ドアアウタパネル34の折返部34Cの先端部分には、シーラ42が塗布されており、ドアアウタパネル34とドアインナパネル32とがシーラ42によって封止されている。なお、図9では、シーラ22が二点鎖線で示されると共に透視された状態で示されている。シーラ42は、ドアインナパネル32の隣接領域38Bを覆うと共に、ドアインナパネル32における切欠部40の切除範囲でかつ折返部34Cと重ならない範囲を覆っている。
【0059】
このように、サイドドア本体30に第1の実施形態のヘミング構造と同様の構造が適用されても、前述した第1の実施形態と同様の作用及び効果が得られる。
【0060】
[実施形態の補足説明]
なお、上記実施形態では、切欠部20、20A、20B、40、貫通孔20Cは、曲面状に形成されているが、切除部は、複数の平面部で形成されてもよい。
【0061】
また、上記実施形態では、ヘミング構造がフード10やサイドドア本体30に適用されているが、ヘミング構造は、例えば、例えば、車両用ラゲージドアや車両用バックドア等のような他の車両用開閉体に適用されてもよいし、車両用開閉体以外の閉断面を有する構造体に適用されてもよい。
【0062】
また、第5の実施形態では、ヘミング構造が図9に示されるサイドドア本体30に適用されているが、ヘミング構造は、例えば、サイドドア本体30のドア上方側に配置されてサイドドアの上部を構成するサイドドア枠部の一部に適用されてもよい。
【0063】
また、第1の実施形態の変形例とし、例えば、図4の厚板側となるフードインナサイド12Cには、切欠を形成する代わりに、フードアウタパネル14の折返部14Cの傾斜に対応するような傾斜部を形成する構成としてもよい。
【0064】
また、上記実施形態では、シーラ22が切欠部20、20A、20B、40や貫通孔20Cの切除範囲でかつ折返部14Cと重ならない範囲を覆っており、このような構成が外観品質の観点からより好ましいが、例えば、第一パネルにおける切除部の切除範囲でかつ第二パネルの折返部と重ならない範囲が目立たない部分に設定されている場合や極めて小さく設定されている場合等には、上記実施形態と同様のシーラの配置をしないという構成も採用し得る。
【0065】
なお、上記実施形態及び上述の複数の変形例は、適宜組み合わされて実施可能である。
【符号の説明】
【0066】
12 フードインナパネル(第一パネル)
12X 上面(一方の面)
12Y 下面(他方の面)
14 フードアウタパネル(第二パネル)
14A パネル本体部
14C 折返部
16 段差部
18A 重合領域
18B 隣接領域
20 切欠部(切除部)
20A 切欠部(切除部)
20B 切欠部(切除部)
20C 貫通孔(切除部)
22 シーラ
32 ドアインナパネル(第一パネル)
32Y 内向き面(他方の面)
34 ドアアウタパネル(第二パネル)
34A パネル本体部
34C 折返部
38A 重合領域
38B 隣接領域
40 切欠部(切除部)
42 シーラ
【技術分野】
【0001】
本発明は、ヘミング構造に関する。
【背景技術】
【0002】
ヘミング構造においては、例えば、アウタパネルの縁部をプレスで折り曲げてインナパネルの縁部を挟み込むことによってインナパネルとアウタパネルとを結合させている。ここで、挟み込まれるインナパネルとして、厚板と薄板とが接合された差厚材が用いられる場合がある(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−45653公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、インナパネルの縁部の一部に板厚差があると、プレスで折り曲げられるアウタパネルに歪みが生じやすい。
【0005】
本発明は、上記事実を考慮して、挟み込まれる側のパネルが差厚材で構成されていても挟み込む側のパネルにおける歪みの発生を防止又は抑制することができるヘミング構造を得ることが目的である。
【課題を解決するための手段】
【0006】
請求項1に記載する本発明のヘミング構造は、板厚の異なる複数の板材を突き当てて接合した差厚材によって形成され、一方の面が互いに隣り合う前記板材同士で揃えられて他方の面に板厚差による段差部が形成された第一パネルと、前記第一パネルに対して前記一方の面側に配置されるパネル本体部を備えると共に、縁部が折り返されて前記複数の板材の縁部を挟み込む第二パネルと、前記第一パネルの縁部で前記第二パネルの折返部と重なる重合領域から、前記重合領域に対してその縁部端末側とは反対側に隣接する隣接領域にかけての部位で、互いに隣り合う前記板材同士の間に間隔を形成するように前記第一パネルを切除して形成された切除部と、を有する。
【0007】
請求項1に記載する本発明のヘミング構造によれば、第一パネルは、板厚の異なる複数の板材を突き当てて接合した差厚材によって形成され、一方の面が互いに隣り合う板材同士で揃えられて他方の面に板厚差による段差部が形成されている。これに対して、第二パネルは、パネル本体部が第一パネルに対して前記一方の面側に配置されると共に、縁部が折り返されて複数の板材の縁部を挟み込んでいる。このため、第一パネルの一方の面に第二パネルが接触しても、当該一方の面は段差無く揃えられているので、第二パネルにおいて第一パネルと対向する面とは反対側の面(外向きの面)には、歪みが発生しない。
【0008】
また、第一パネルの縁部側には、第一パネルを切除して形成された切除部が設けられており、この切除部によって、互いに隣り合う板材同士の間に間隔が形成されている。そして、切除部は、第一パネルの縁部で第二パネルの折返部と重なる重合領域から、重合領域に対してその縁部端末側とは反対側に隣接する隣接領域にかけての部位に設けられている。このため、ヘミング加工時に、第二パネルの折返部の先端部は、隣り合う板材同士の境界部に押し付けられずに済むので、折返部を含む第二パネルでの歪みの発生が抑えられる。
【0009】
請求項2に記載する本発明のヘミング構造は、請求項1記載の構成において、前記切除部は、前記第一パネルの縁部を切り欠いて形成された切欠部とされている。
【0010】
請求項2に記載する本発明のヘミング構造によれば、切除部は、第一パネルの縁部を切り欠いて形成された切欠部となっているので、ヘミング加工時に、第二パネルの折返部の全域がプレスされても、隣り合う板材同士の境界部に対して折返部が押し付けられずに済む。
【0011】
請求項3に記載する本発明のヘミング構造は、請求項1又は請求項2に記載の構成において、前記第二パネルの折返部の先端部分に前記第二パネルと前記第一パネルとを封止するシーラが塗布されると共に、前記シーラは前記第一パネルにおける前記切除部の切除範囲でかつ前記折返部と重ならない範囲を覆っている。
【0012】
請求項3に記載する本発明のヘミング構造によれば、第二パネルの折返部の先端部分に塗布されたシーラによって第二パネルと第一パネルとが封止されると共に、第一パネルにおける切除部の切除範囲でかつ折返部と重ならない範囲が前記シーラによって覆われているので、第一パネルの切除範囲の一部で折返部によって隠されない部分がシーラによって隠される。このため、第一パネルの他方の面側から見た場合の外観品質も良好となる。
【発明の効果】
【0013】
以上説明したように、本発明に係る請求項1に記載のヘミング構造によれば、挟み込まれる側の第一パネルが差厚材で構成されていても挟み込む側の第二パネルにおける歪みの発生を防止又は抑制することができるという優れた効果を有する。
【0014】
請求項2に記載のヘミング構造によれば、ヘミング加工時に第二パネルの折返部の全域がプレスされても第二パネルにおける歪みの発生を防止又は抑制することができるという優れた効果を有する。
【0015】
請求項3に記載のヘミング構造によれば、第二パネルにおける歪みの発生を防止又は抑制しながら、第一パネルの他方の面側から見た場合の外観品質をも良好にすることができる、という優れた効果を有する。
【図面の簡単な説明】
【0016】
【図1】本発明の第1の実施形態に係るヘミング構造が適用された車両用フードを概略的に示す底面図である。
【図2】本発明の第1の実施形態に係るヘミング構造を示す斜視図である。
【図3】図2の矢印3方向に見た状態を示す拡大図である。
【図4】図3の4−4線に沿った断面図である。
【図5】図3の5−5線に沿った断面図である。
【図6】本発明の第2の実施形態に係るヘミング構造を示す図である。図6(A)は底面図であり、図6(B)は図6(A)の6B−6B線に沿った断面図である。
【図7】本発明の第3の実施形態に係るヘミング構造を示す図である。図7(A)は底面図であり、図7(B)は図7(A)の7B−7B線に沿った断面図である。
【図8】本発明の第4の実施形態に係るヘミング構造を示す図である。図8(A)は底面図であり、図8(B)は図8(A)の8B−8B線に沿った断面図である。
【図9】本発明の第5の実施形態に係るヘミング構造が適用された車両用サイドドア本体をドア内側から見た状態で示す背面図である。
【発明を実施するための形態】
【0017】
[第1実施形態]
本発明の第1の実施形態に係るヘミング構造について図1〜図6を用いて説明する。図1には、本実施形態に係るヘミング構造が適用された車両用フードがフード下面側から見た状態の底面図にて概略的に示されている。また、図2には、本実施形態に係るヘミング構造が斜視図にて示され、図3には、図2の矢印3方向に見た状態が示されている。
【0018】
図1に示されるように、本実施形態に係るヘミング構造が適用された車両用フード10(広義には「開閉体」として把握される要素である。)は、フード10の内板を構成する第一パネルとしてのフードインナパネル12と、フード10の外板を構成する第二パネルとしてのフードアウタパネル14と、を含んで構成されている。フードインナパネル12は、フードアウタパネル14に対してフード下方側に配置されている。なお、図中では、フードアウタパネル14が二点鎖線で示されると共に、フードアウタパネル14の外周縁部14Bが透視された状態で示されている。
【0019】
フードインナパネル12は、フードインナパネル12の中央領域を含む範囲に配置されたフードインナ本体12Aを備えている。フードインナ本体12Aのフード幅方向両側のフード後方側にはフードインナサイド12B、12Cが配置されている。フードインナサイド12B、12Cは、フード10を図示しないフードヒンジを介して車体側に取り付けるために所定強度が必要な部位とされている。一方、フードインナ本体12Aのフード幅方向中央部のフード前方側にはフードインナフロント12Dが配置されている。フードインナフロント12Dは、図示しないフードロック機構が取り付けられるために所定強度が必要な部位となっている。
【0020】
フードインナ本体12A、フードインナサイド12B、12C、及びフードインナフロント12Dは、板厚の異なる板材からなり、これらの端面同士を突き当ててレーザー溶接等で接合した差厚材によってフードインナパネル12が形成されている。ここで、フードインナ本体12Aの板厚をt1、フードインナサイド12B、12Cの板厚をt2、フードインナフロント12Dの板厚をt3とした場合、これらは、t1<t2<t3の関係が成り立つように設定されている。すなわち、フードインナパネル12の軽量化のために、フードインナ本体12Aは板厚が抑えられているが、フードインナサイド12B、12C及びフードインナフロント12Dは、前述したように所定強度が必要となっているので、フードインナ本体12Aに比べて厚板の板材で構成されている。
【0021】
フードインナ本体12Aとフードインナサイド12Bとの接合ラインL1と、フードインナ本体12Aとフードインナサイド12Cとの接合ラインL2は、左右対称で略L字状に形成されている。また、フードインナ本体12Aとフードインナフロント12Dの接合ラインL3は、フード前方側に開口する略U字状に形成されている。
【0022】
フードインナパネル12の一方の面である上面12X(図2参照、図1で図示されている面とは反対側の面)は、互いに隣り合う板材同士(フードインナ本体12Aとフードインナサイド12B、12C、及び、フードインナ本体12Aとフードインナフロント12D)で揃えられている。すなわち、接合ラインL1、L2、L3を挟んだ両側を含む部位に板厚差による段差が生じないように設定されている。これに対して、フードインナパネル12の他方の面である下面12Yには、接合ラインL1、L2、L3を挟んだ両側を含む部位に板厚差による段差部16(図2参照)が形成されている。
【0023】
図2に示されるように、フードアウタパネル14は、フードインナパネル12に対してその上面12X側に配置されるパネル本体部14Aを備えている。パネル本体部14Aは、フードインナパネル12の上面12Xに対向する面とは反対側の面が意匠面14A1とされている。
【0024】
また、フードアウタパネル14は、外周縁部14Bが折り返されてフードインナパネル12の外周縁部12Zを挟み込んでいる。なお、図1に示されるように、フードインナパネル12の外周縁部12Zは、フードインナ本体12A、フードインナサイド12B、12C、及びフードインナフロント12Dにおける各縁部のうち、差厚材を形成するために接合された部分を除いた部分となっている。
【0025】
フードインナパネル12には、フードインナパネル12の外周縁部12Zが円弧状に切り欠かれて(切除されて)、切除部としての切欠部20が形成されている。本実施形態では、切欠部20は、接合ラインL1、L2、L3の延長線に対して両側に形成された切欠部分が連続して構成されたものであり、曲面状に形成されて(図2参照)複数個設けられている。なお、切欠部20が曲面状に形成されることで切欠部20が破断の起点になりにくい構造となっている。
【0026】
これらの切欠部20によって、フードインナパネル12の外周縁部12Zでは、接合ラインL1、L2、L3を挟んで互いに隣り合う板材同士の間(フードインナ本体12Aとフードインナサイド12B、12Cとの間、及びフードインナ本体12Aとフードインナフロント12Dとの間)には間隔が形成されている。また、図3に示されるように、切欠部20は、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域18Aから、この重合領域18Aに対してその縁部端末側とは反対側に隣接する隣接領域18Bにかけての部位に設けられている。
【0027】
図4には図3の4−4線に沿った断面図が示され、図5には図3の5−5線に沿った断面図が示されている。図4及び図5に示されるように、フードアウタパネル14の折返部14Cは、切欠部20の切除範囲(内側空間)に対向する部位では、なだらかに傾斜して(図4参照)フードインナパネル12には接しない構成となっている。
【0028】
図2及び図3に示されるように、フードアウタパネル14の折返部14Cの先端部分には、シーラ22が塗布されており、フードアウタパネル14とフードインナパネル12とが樹脂製のシーラ22によって封止されている。シーラ22は、フードアウタパネル14の外周縁部14Bとフードインナパネル12の外周縁部12Zとの間への水の浸入を抑制する機能を備えており、これにより、錆の発生が抑制されるようになっている。図3に示されるように、シーラ22は、フードインナパネル12の隣接領域18Bを覆うと共に、フードインナパネル12における切欠部20の切除範囲でかつ折返部14Cと重ならない範囲を覆っている。なお、図1では、シーラ22が二点鎖線で示されると共に透視された状態で示されている。
【0029】
(フードの製造工程及び作用・効果)
次に、フード10の製造工程について簡単に説明すると共に、上記実施形態の作用及び効果について説明する。
【0030】
まず、第一工程では、図1に示されるフードインナ本体12Aを形成するための薄板、フードインナサイド12B、12Cを形成するための厚板、及びフードインナフロント12Dを形成するための厚板をそれぞれ所定形状に切り出す。次に、第二工程では、切り出した各板材を所定位置に配置し、突き当て状態で接合(所謂、差厚結合)して差厚材を形成する。次に、第三工程では、前記差厚材をプレス加工によりフードインナパネル12の形状に形成し、前記差厚材において切欠部20になる部位を切除する。これによって、フードインナパネル12が完成する。
【0031】
次に、第四工程では、フードインナパネル12とフードアウタパネル14とを対向配置した後、図2に示されるように、フードアウタパネル14の外周縁部14Bを折り返してフードインナパネル12の外周縁部12Zを挟み込む。すなわち、プレスを用いたヘミング加工によりフードインナパネル12とフードアウタパネル14とを一体化する。ここで、フードインナパネル12の上面12Xにフードアウタパネル14が接触しても、上面12Xは段差無く揃えられているので、フードアウタパネル14の意匠面14A1には、歪みが発生しない。補足説明すると、例えば、フードインナパネルの上面に段差部が形成された対比構造では、フードインナパネルの上面にフードアウタパネルが接触すると、フードアウタパネルの段差部によりフードアウタパネルの意匠面に歪みが発生してしまうが、本実施形態ではそのような不具合はない。
【0032】
また、フードインナパネル12は、フードインナパネル12の外周縁部12Zに形成された切欠部20によって、互いに隣り合う板材同士の間(図2ではフードインナ本体12Aとフードインナサイド12Cとの間)に間隔が形成されている。そして、図3に示されるように、切欠部20は、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域18Aから、重合領域18Aに対してその縁部端末側とは反対側に隣接する隣接領域18Bにかけての部位に設けられている。このため、ヘミング加工時に、フードアウタパネル14の折返部14Cの全域がプレスされても、フードインナパネル12における隣り合う板材同士(図3ではフードインナ本体12Aとフードインナサイド12C)の境界部に押し付けられずに済むので、折返部14Cを含むフードアウタパネル14での歪みの発生が抑えられる。
【0033】
なお、本実施形態の場合には、図4に示されるように、切欠部20の範囲と板厚差に対応させてヘミング用のプレス上型50に徐変の傾斜部50Aを設けていれば、接合ライン(差厚結合線)のばらつきがあったりプレス時にセット位置の位置決め精度が良くなかったりした場合でも、接合ライン付近のプレス荷重が切欠部20の内側空間に逃がされる。よって、これらの場合でもフードアウタパネル14での歪み発生が抑制される。
【0034】
また、接合ライン付近のプレス荷重を切欠部20の内側空間に逃がす構造となっているので、切欠部が形成されない対比構造に比べて、プレス上型50の徐変傾斜範囲の長さLを抑えることができる。これにより、フードアウタパネル14によるフードインナパネル12の挟み込みが弱くなる範囲を小さく抑えることができる。なお、図4の符号52はヘミング用の下型を示す。
【0035】
次に、第五工程では、図2に示されるフードアウタパネル14の折返部14Cの先端部分にシーラ22を塗布する。このシーラ22によってフードアウタパネル14とフードインナパネル12とが封止されると共に、図3に示されるように、フードインナパネル12における切欠部20の切除範囲でかつ折返部14Cと重ならない範囲Xがシーラ22によって覆われているので、フードインナパネル12の切除範囲の一部で折返部14Cによって隠されない部分がシーラ22によって隠される。このため、図3に示されるように、フードインナパネル12の下面12Y側から見た場合の外観品質(見栄え)も良好となる。これらによって、フード10が製造される。
【0036】
以上説明したように、本実施形態に係るヘミング構造によれば、挟み込まれる側のフードインナパネル12が差厚材で構成されていても挟み込む側のフードアウタパネル14における歪みの発生を防止又は抑制することができる。これにより、外観品質(見栄え)が良好となり、従来差厚材の適用を控えていた部位への差厚材の適用が可能となるので、そのような部位へ差厚材を適用することによって、軽量化及び低コスト化を図ることができる。
【0037】
なお、上記実施形態では、図1に示されるように、接合ラインL1、L2は略L字状に形成され、接合ラインL3は略U字状に形成されているが、接合ラインはこのようなラインに限定されない。すなわち、接合ラインは、例えば、フードインナパネルのフード幅方向の両端部と、前記両端部に対してフード幅方向内側の部位と、の間の直線状に形成されたもの等のような他の接合ラインであってもよい。
【0038】
[第2実施形態]
次に、本発明の第2の実施形態に係るヘミング構造について、図6を用いて説明する。図6には、本発明の第2の実施形態に係るヘミング構造が示されている。図6(A)は第1の実施形態における図3に相当する図であり、図6(B)は図6(A)の6B−6B線に沿った断面図である。
【0039】
図6に示されるように、本実施形態のヘミング構造は、切欠部20(図3参照)に代えて、切除部としての切欠部20Aが形成されている点で、第1の実施形態に係るヘミング構造とは異なる。他の構成は、第1の実施形態と同様の構成となっている。よって、第1の実施形態と同様の構成部については、同一符号を付して説明を省略する。
【0040】
フードインナパネル12には、フードインナパネル12の外周縁部12Zが切り欠かれて(切除されて)切欠部20Aが形成されている。本実施形態では、切欠部20Aは、接合ライン(図6(A)ではL2)の延長線に対して一方側となる板厚が厚いほうの板材(図6ではフードインナサイド12C)に円弧状に切り欠かれて形成されたものである。切欠部20Aは、曲面状に形成され、第1の実施形態における切欠部20(図1参照)と同様に複数個設けられている。
【0041】
これらの切欠部20Aによって、フードインナパネル12の外周縁部12Zでは、接合ライン(図6(A)ではL2)を挟んで互いに隣り合う板材同士の間(図6ではフードインナ本体12Aとフードインナサイド12Cとの間)には間隔が形成されている。また、切欠部20Aは、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域18Aから、この重合領域18Aに対してその縁部端末側とは反対側に隣接する隣接領域18Bにかけての部位に設けられている。
【0042】
本実施形態の構成によっても、前述した第1の実施形態と同様の作用及び効果が得られる。
【0043】
[第3実施形態]
次に、本発明の第3の実施形態に係るヘミング構造について、図7を用いて説明する。図7には、本発明の第3の実施形態に係るヘミング構造が示されている。図7(A)は第1の実施形態における図3に相当する図であり、図7(B)は図7(A)の7B−7B線に沿った断面図である。
【0044】
図7に示されるように、本実施形態のヘミング構造は、切欠部20に代えて、切除部としての切欠部20B(図3参照)が形成されている点で、第1の実施形態に係るヘミング構造とは異なる。他の構成は、第1の実施形態と同様の構成となっている。よって、第1の実施形態と同様の構成部については、同一符号を付して説明を省略する。
【0045】
フードインナパネル12には、フードインナパネル12の外周縁部12Zが切り欠かれて(切除されて)切欠部20Bが形成されている。本実施形態では、切欠部20Bは、接合ライン(図7(A)ではL2)の延長線に対して一方側となる板厚が薄いほうの板材(図6ではフードインナ本体12A)に円弧状に切り欠かれて形成されたものである。切欠部20Bは、曲面状に形成され、第1の実施形態における切欠部20(図1参照)と同様に複数個設けられている。
【0046】
これらの切欠部20Bによって、フードインナパネル12の外周縁部12Zでは、接合ライン(図7(A)ではL2)を挟んで互いに隣り合う板材同士の間(図7ではフードインナ本体12Aとフードインナサイド12Cとの間)には間隔が形成されている。また、切欠部20Bは、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域18Aから、この重合領域18Aに対してその縁部端末側とは反対側に隣接する隣接領域18Bにかけての部位に設けられている。
【0047】
本実施形態の構成によっても、前述した第1の実施形態と同様の作用及び効果が得られる。
【0048】
[第4実施形態]
次に、本発明の第4の実施形態に係るヘミング構造について、図8を用いて説明する。図8には、本発明の第4の実施形態に係るヘミング構造が示されている。図8(A)は第1の実施形態における図3に相当する図であり、図8(B)は図8(A)の8B−8B線に沿った断面図である。
【0049】
図8に示されるように、本実施形態のヘミング構造は、切欠部20(図3参照)に代えて、切除部としての貫通孔20Cが形成されている点で、第1の実施形態に係るヘミング構造とは異なる。他の構成は、第1の実施形態と同様の構成となっている。よって、第1の実施形態と同様の構成部については、同一符号を付して説明を省略する。
【0050】
フードインナパネル12には、フードインナパネル12の外周縁部12Z側が板厚方向に貫通(切除)されて貫通孔20Cが形成されている。本実施形態では、貫通孔20Cは、接合ライン(図8(A)ではL2)の延長線に対して両側が切除されて形成されたものである。貫通孔20Cは、曲面状に形成され、第1の実施形態における切欠部20(図1参照)と同様に複数個設けられている。
【0051】
これらの貫通孔20Cによって、フードインナパネル12の外周縁部12Z側では、接合ライン(図8(A)ではL2)を挟んで互いに隣り合う板材同士の間(図8ではフードインナ本体12Aとフードインナサイド12Cとの間)には間隔が形成されている。また、貫通孔20Cは、フードインナパネル12の外周縁部12Zでフードアウタパネル14の折返部14Cと重なる重合領域18Aから、この重合領域18Aに対してその縁部端末側とは反対側に隣接する隣接領域18Bにかけての部位に設けられている。
【0052】
なお、隣り合う板材(図8ではフードインナ本体12Aとフードインナサイド12C)の並ぶ方向に直交する方向(図8(A)では図中上下方向)における貫通孔20Cの設定範囲は、ヘミング加工時のプレス範囲(図8(A)では一例として符号PAで示す範囲)を含む設定であることが好ましい。そのような場合、前述した第1の実施形態と同様の作用及び効果が得られる。
【0053】
[第5実施形態]
次に、図9を参照しながら、ヘミング構造が車両用サイドドア本体30(広義には「開閉体」として把握される要素である。)に適用された場合である第5の実施形態について説明する。図9には、サイドドア本体30をドア内側から見た状態が示されている。サイドドア本体30は、サイドドア本体30の内板を構成する第一パネルとしてのドアインナパネル32と、サイドドア本体30の外板を構成する第二パネルとしてのドアアウタパネル34と、を含んで構成されている。ドアインナパネル32は、ドアアウタパネル34に対してドア内側に配置されており、中央部には部品を取り付けるための作業孔32Nが貫通形成されている。なお、図中では、ドアアウタパネル34が二点鎖線で示されると共に、ドアアウタパネル34の外周縁部34Bが透視された状態で示されている。
【0054】
ドアインナパネル32は、上端部を構成するドアインナアッパ32Aと、上端部を除く前側部位を構成するドアインナフロント32Bと、上下方向中間部における後側部位を構成するドアインナリア32Cと、前側部位を除く下側部位を構成するドアインナロア32Dと、を備えている。ドアインナアッパ32A、ドアインナフロント32B、ドアインナリア32C、及びドアインナロア32Dは、板厚の異なる板材からなり、これらの端面同士を突き当てて接合した差厚材によってドアインナパネル32が形成されている。ドアインナアッパ32A、ドアインナフロント32B、ドアインナリア32C、及びドアインナロア32Dの各板厚は、各部位で必要とされる強度に応じて設定されている。
【0055】
ドアインナパネル32の一方の面である外向き面(図9で図示されている面とは反対側の面)は、互いに隣り合う板材同士(ドアインナアッパ32Aとドアインナフロント32B、ドアインナアッパ32Aとドアインナリア32C、ドアインナフロント32Bとドアインナロア32D、及び、ドアインナリア32Cとドアインナロア32D)で揃えられている。すなわち、直線状の接合ラインL4、L5、L6、L7(以下、「接合ラインL4〜L7」という)を挟んだ両側を含む部位に板厚差による段差が生じないように設定されている。これに対して、ドアインナパネル32の他方の面である内向き面32Yには、接合ラインL4〜L7を挟んだ両側を含む部位に板厚差による段差部(図示省略、概ね図2の段差部16と同様の段差部)が形成されている。
【0056】
ドアアウタパネル34は、ドアインナパネル32に対して外向き面側に配置されるパネル本体部34Aを備えている。パネル本体部34Aは、図9にて作業孔32Nを通して見える面34A1とは反対側の面(図示省略)が意匠面とされている。また、ドアアウタパネル34は、外周縁部34Bが折り返されてドアインナパネル32の外周縁部32Zを挟み込んでいる。なお、ドアインナパネル32の外周縁部32Zは、ドアインナアッパ32A、ドアインナフロント32B、ドアインナリア32C、及びドアインナロア32Dにおける各縁部のうち、差厚材を形成するために接合された部分を除いた部分となっている。
【0057】
ドアインナパネル32には、ドアインナパネル32の外周縁部32Zが円弧状に切り欠かれて(切除されて)、切除部としての切欠部40が形成されている。切欠部40は、曲面状に形成されて複数個設けられている。これらの切欠部40によって、ドアインナパネル32の外周縁部32Zでは、接合ラインL4〜L7を挟んで互いに隣り合う板材同士の間(ドアインナアッパ32Aとドアインナフロント32Bとの間、ドアインナアッパ32Aとドアインナリア32Cとの間、ドアインナフロント32Bとドアインナロア32Dとの間、ドアインナリア32Cとドアインナロア32Dとの間)には間隔が形成されている。切欠部40は、ドアインナパネル32の外周縁部32Zでドアアウタパネル34の折返部34Cと重なる重合領域38Aから、この重合領域38Aに対してその縁部端末側とは反対側に隣接する隣接領域38Bにかけての部位に設けられている。
【0058】
ドアアウタパネル34の折返部34Cの先端部分には、シーラ42が塗布されており、ドアアウタパネル34とドアインナパネル32とがシーラ42によって封止されている。なお、図9では、シーラ22が二点鎖線で示されると共に透視された状態で示されている。シーラ42は、ドアインナパネル32の隣接領域38Bを覆うと共に、ドアインナパネル32における切欠部40の切除範囲でかつ折返部34Cと重ならない範囲を覆っている。
【0059】
このように、サイドドア本体30に第1の実施形態のヘミング構造と同様の構造が適用されても、前述した第1の実施形態と同様の作用及び効果が得られる。
【0060】
[実施形態の補足説明]
なお、上記実施形態では、切欠部20、20A、20B、40、貫通孔20Cは、曲面状に形成されているが、切除部は、複数の平面部で形成されてもよい。
【0061】
また、上記実施形態では、ヘミング構造がフード10やサイドドア本体30に適用されているが、ヘミング構造は、例えば、例えば、車両用ラゲージドアや車両用バックドア等のような他の車両用開閉体に適用されてもよいし、車両用開閉体以外の閉断面を有する構造体に適用されてもよい。
【0062】
また、第5の実施形態では、ヘミング構造が図9に示されるサイドドア本体30に適用されているが、ヘミング構造は、例えば、サイドドア本体30のドア上方側に配置されてサイドドアの上部を構成するサイドドア枠部の一部に適用されてもよい。
【0063】
また、第1の実施形態の変形例とし、例えば、図4の厚板側となるフードインナサイド12Cには、切欠を形成する代わりに、フードアウタパネル14の折返部14Cの傾斜に対応するような傾斜部を形成する構成としてもよい。
【0064】
また、上記実施形態では、シーラ22が切欠部20、20A、20B、40や貫通孔20Cの切除範囲でかつ折返部14Cと重ならない範囲を覆っており、このような構成が外観品質の観点からより好ましいが、例えば、第一パネルにおける切除部の切除範囲でかつ第二パネルの折返部と重ならない範囲が目立たない部分に設定されている場合や極めて小さく設定されている場合等には、上記実施形態と同様のシーラの配置をしないという構成も採用し得る。
【0065】
なお、上記実施形態及び上述の複数の変形例は、適宜組み合わされて実施可能である。
【符号の説明】
【0066】
12 フードインナパネル(第一パネル)
12X 上面(一方の面)
12Y 下面(他方の面)
14 フードアウタパネル(第二パネル)
14A パネル本体部
14C 折返部
16 段差部
18A 重合領域
18B 隣接領域
20 切欠部(切除部)
20A 切欠部(切除部)
20B 切欠部(切除部)
20C 貫通孔(切除部)
22 シーラ
32 ドアインナパネル(第一パネル)
32Y 内向き面(他方の面)
34 ドアアウタパネル(第二パネル)
34A パネル本体部
34C 折返部
38A 重合領域
38B 隣接領域
40 切欠部(切除部)
42 シーラ
【特許請求の範囲】
【請求項1】
板厚の異なる複数の板材を突き当てて接合した差厚材によって形成され、一方の面が互いに隣り合う前記板材同士で揃えられて他方の面に板厚差による段差部が形成された第一パネルと、
前記第一パネルに対して前記一方の面側に配置されるパネル本体部を備えると共に、縁部が折り返されて前記複数の板材の縁部を挟み込む第二パネルと、
前記第一パネルの縁部で前記第二パネルの折返部と重なる重合領域から、前記重合領域に対してその縁部端末側とは反対側に隣接する隣接領域にかけての部位で、互いに隣り合う前記板材同士の間に間隔を形成するように前記第一パネルを切除して形成された切除部と、
を有するヘミング構造。
【請求項2】
前記切除部は、前記第一パネルの縁部を切り欠いて形成された切欠部とされている、請求項1記載のヘミング構造。
【請求項3】
前記第二パネルの折返部の先端部分に前記第二パネルと前記第一パネルとを封止するシーラが塗布されると共に、前記シーラは前記第一パネルにおける前記切除部の切除範囲でかつ前記折返部と重ならない範囲を覆っている、請求項1又は請求項2に記載のヘミング構造。
【請求項1】
板厚の異なる複数の板材を突き当てて接合した差厚材によって形成され、一方の面が互いに隣り合う前記板材同士で揃えられて他方の面に板厚差による段差部が形成された第一パネルと、
前記第一パネルに対して前記一方の面側に配置されるパネル本体部を備えると共に、縁部が折り返されて前記複数の板材の縁部を挟み込む第二パネルと、
前記第一パネルの縁部で前記第二パネルの折返部と重なる重合領域から、前記重合領域に対してその縁部端末側とは反対側に隣接する隣接領域にかけての部位で、互いに隣り合う前記板材同士の間に間隔を形成するように前記第一パネルを切除して形成された切除部と、
を有するヘミング構造。
【請求項2】
前記切除部は、前記第一パネルの縁部を切り欠いて形成された切欠部とされている、請求項1記載のヘミング構造。
【請求項3】
前記第二パネルの折返部の先端部分に前記第二パネルと前記第一パネルとを封止するシーラが塗布されると共に、前記シーラは前記第一パネルにおける前記切除部の切除範囲でかつ前記折返部と重ならない範囲を覆っている、請求項1又は請求項2に記載のヘミング構造。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】

【図7】

【図8】

【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−86153(P2013−86153A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−231083(P2011−231083)
【出願日】平成23年10月20日(2011.10.20)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月20日(2011.10.20)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]