
ヘム形成用フィルムの搬送機構およびヘム形成用フィルムの搬送機構を備えた製袋包装機
【課題】ヘムの安定的な形成を可能にするヘム形成用フィルムの搬送機構およびヘム形成用フィルムの搬送機構を備えた製袋包装機を提供する。
【解決手段】ヘム形成用フィルムの搬送機構は、搬送部32と、ヘム形成部4と、検知部5と、張力調整部33とを備える。搬送部は、フィルムを搬送する。ヘム形成部は、搬送方向に沿ってフィルムにヘムを形成する。検知部は、ヘムが形成された後のフィルムの幅寸法を検知する。張力調整部は、検知部による検知結果に基づいて、ヘム形成部に搬送されるフィルムの少なくとも一部の張力を変化させる。
【解決手段】ヘム形成用フィルムの搬送機構は、搬送部32と、ヘム形成部4と、検知部5と、張力調整部33とを備える。搬送部は、フィルムを搬送する。ヘム形成部は、搬送方向に沿ってフィルムにヘムを形成する。検知部は、ヘムが形成された後のフィルムの幅寸法を検知する。張力調整部は、検知部による検知結果に基づいて、ヘム形成部に搬送されるフィルムの少なくとも一部の張力を変化させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ヘム形成用フィルムの搬送機構およびヘム形成用フィルムの搬送機構を備えた製袋包装機に関する。
【背景技術】
【0002】
従来、フィルムを搬送しながらフィルムの態様を変化させる技術が用いられている。例えば、特許文献1(特開2010−105740号公報)に開示されているような製袋包装機では、搬送部によってフィルムが製袋部に送られ、製袋部によってフィルムを袋へと変形させる。具体的には、フィルムの搬送過程で、フィルムにヘムが形成される。その後、ヘムが形成されたフィルムが角筒状に変形され、その後、角筒状のフィルムが袋に変形される。
【発明の概要】
【発明が解決しようとする課題】
【0003】
ところで、フィルムの搬送過程でフィルムにヘムが形成される場合、フィルムの搬送状態によっては、ヘムを確実に形成することが困難な場合がある。その結果、最終的に形成される物(例えば、袋等の完成品)の形成も適切にできない場合がある。
【0004】
本発明の課題は、ヘムの安定的な形成を可能にするヘム形成用フィルムの搬送機構またはヘム形成用フィルムの搬送機構を備えた製袋包装機を提供することにある。
【課題を解決するための手段】
【0005】
本発明に係るヘム形成用フィルムの搬送機構は、搬送部と、ヘム形成部と、検知部と、張力調整部とを備える。搬送部は、フィルムを搬送する。ヘム形成部は、搬送方向に沿ってフィルムにヘムを形成する。検知部は、ヘムが形成された後のフィルムの幅寸法を検知する。張力調整部は、検知部による検知結果に基づいて、ヘム形成部に搬送されるフィルムの少なくとも一部の張力を変化させる。
【0006】
これにより、ヘムを安定して形成することができる。
【0007】
また、本発明に係るヘム形成用フィルムの搬送機構は、ダンサーローラをさらに備えることが好ましい。ダンサーローラは、ヘム形成部の上流に配置され、フィルムの全体の張力を調整する。
【0008】
これにより、フィルムに形成されるしわを低減させることができる。
【0009】
また、張力調整部は、折り返し部材を有することが好ましい。折り返し部材は、ヘム形成部の上流側に配置される部材である。また、折り返し部材は、搬送部によって搬送されるフィルムを折り返し、さらに、フィルムを湾曲させる部材である。
【0010】
これにより、確実にヘムを形成することができる。
【0011】
また、張力調整部は、折り返し部材に搬送されるフィルムの搬送角度を変動させることにより、フィルムの幅方向中央またはフィルムの幅方向端部の張力を変化させることが好ましい。
【0012】
これにより、ヘムの幅寸法を調整することができる。
【0013】
また、張力調整部は、フィルムの幅寸法が所定の寸法より小さい場合には、折り返し部材に搬送されるフィルムの搬送角度を鋭角方向に変動させることが好ましい。また、フィルムの幅寸法が所定の寸法より大きい場合には、折り返し部材に搬送されるフィルムの搬送角度を鈍角方向に変動させることが好ましい。
【0014】
これにより、ヘム形成後のフィルムの幅寸法に基づいて、後続のフィルムに形成されるヘムの幅寸法を調整することができる。
【0015】
また、張力調整部は、ローラと、支持機構とをさらに有することが好ましい。ローラは、折り返し部材の上流に配置される。支持機構は、ローラの水平位置および高さ位置の少なくともいずれか一方を変動可能なようにローラを支持する。また、支持機構は、ローラの水平位置および高さ位置の少なくともいずれか一方を変動させることにより、折り返し部材に搬送されるフィルムの搬送角度を変更させることが好ましい。
【0016】
これにより、ヘムの幅寸法を調整することができる。
【0017】
また、張力調整部は、支持機構をさらに有することが好ましい。支持機構は、水平面に対する折り返し部材の傾きを変動可能なように折り返し部材を支持する。また、支持機構は、水平面に対する折り返し部材の傾きを変動することにより、折り返し部材に搬送されるフィルムの搬送角度を変更させることが好ましい。
【0018】
これにより、ヘムの幅寸法を調整することができる。
【0019】
また、本発明に係るヘム形成用フィルムの搬送機構は、押し付け部材をさらに備えることが好ましい。押し付け部材は、張力調整部からヘム形成部までの経路においてフィルムの幅方向の少なくとも一方側に配置され、検知部による検知結果に基づいて、フィルムの端部を押し付ける。
【0020】
これにより、フィルムの蛇行を低減することができる。
【0021】
また、検知結果は、フィルムの幅方向におけるフィルムの偏りに関する情報を含むことが好ましい。押し付け部材は、第1部材と、第2部材と、駆動部とを含むことが好ましい。第1部材は、フィルムの幅方向第1端部を押し付けるための部材である。第2部材は、第2端部を押し付けるための部材である。第2端部は、第1端部に対してフィルムの反対側の端部である。駆動部は、第1部材および第2部材を駆動する。また、駆動部は、検知部により第1端部側へのフィルムの偏りが検知された場合には、第2部材を駆動し、検知部により第2端部側へのフィルムの偏りが検知された場合には、第1部材を駆動することが好ましい。
【0022】
これにより、ヘム形成後のフィルムの偏りの程度に基づいて、後続のフィルムの搬送状態を調整することができる。
【0023】
また、本発明に係る製袋包装機は、ヘム形成用フィルムの搬送機構と、第1シール機構と、第2シール機構とを備えることが好ましい。第1シール機構は、ヘムが形成されたフィルムの幅方向両端を熱シールする。第2シール機構は、第1シール機構によってシールされたフィルムを、フィルムの搬送方向に交差する方向に熱シールして、被包装物を包装した袋を製造する。
【0024】
これにより、好適な袋を形成することができる。
【発明の効果】
【0025】
本発明に係るヘム形成用フィルムの搬送機構では、ヘムを安定して形成することができる。
【図面の簡単な説明】
【0026】
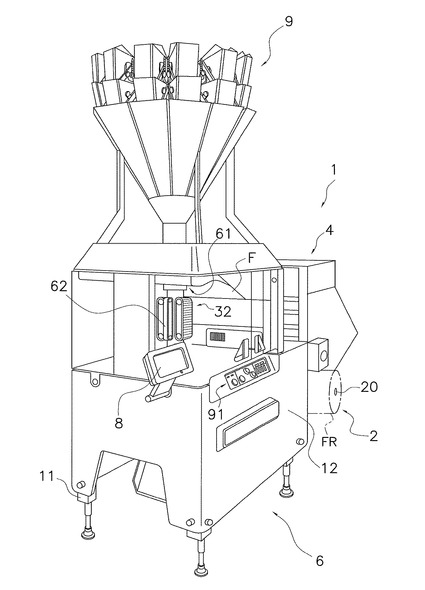
【図1】製袋包装機の外観斜視図である。
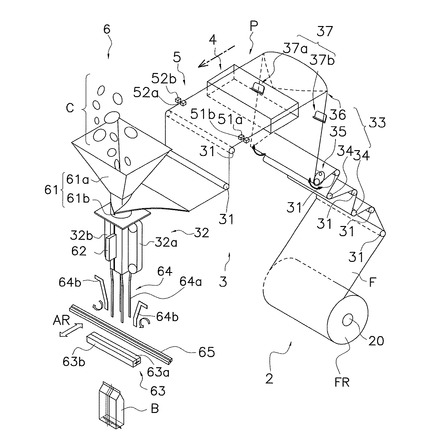
【図2】フィルムの搬送経路を示す概略斜視図である。
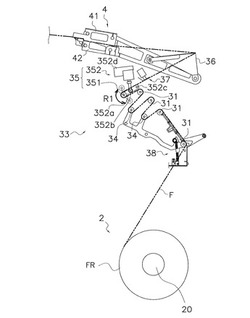
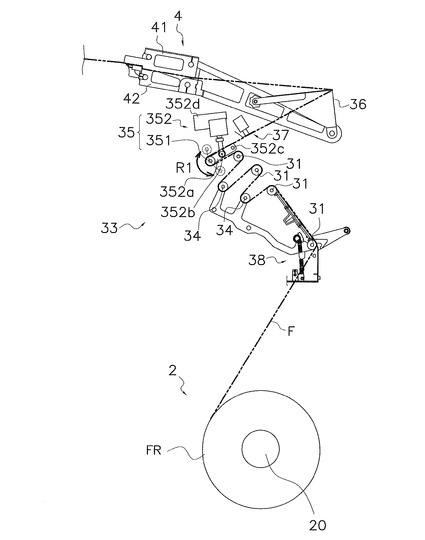
【図3】フィルムの搬送経路を示す概略側面図である。
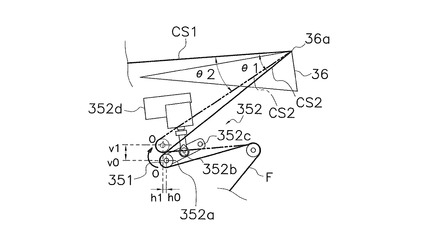
【図4】揺動ユニットによる鋭角方向の駆動と折り返し角度の変化とを示す図である。
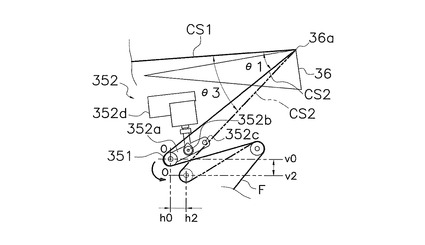
【図5】揺動ユニットによる鈍角方向の駆動と折り返し角度の変化とを示す図である。
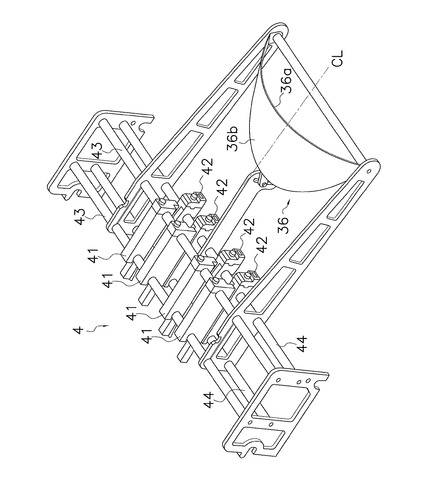
【図6】湾曲変形部材およびヘム形成ユニットの概略斜視図である。
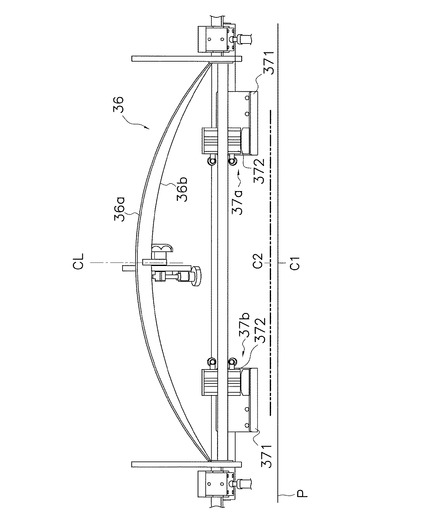
【図7】湾曲変形部材およびプッシャーの概略図である。
【図8】ヘム形成ユニットの概略図である。
【図9】横シール機構の動きを示す図である。
【図10】ガセット形成機構の動きを示す図である。
【図11】ガセット形成機構の動きを示す図である。
【図12】制御ブロック図である。
【図13】制御ユニットに記憶されている基本情報の例を示す図である。
【図14】フィルム位置およびフィルムの幅寸法が適正である場合の例を示す図である。
【図15】フィルムの幅寸法が適正幅寸法より小さい場合の例を示す図である。
【図16】フィルムの幅寸法が適正幅寸法より大きい場合の例を示す図である。
【図17】フィルムの幅寸法が適正幅寸法であり、フィルムが偏っている場合の例を示す図である。
【図18】フィルムの幅寸法が適正幅寸法より小さく、且つ、フィルムFの幅方向中心が搬送路の幅方向中心からずれている場合の例を示す。
【図19】フィルムの幅寸法が適正幅寸法より大きく、且つ、フィルムFの幅方向中心が搬送路の幅方向中心からずれている場合の例を示す。
【図20】揺動ユニットおよびプッシャーの制御の流れを示す図である。
【図21】本実施形態に係る製袋包装機で製造する袋の例を示す図である。
【図22】変形例Cに係る製袋包装機の例を示す図である。
【発明を実施するための形態】
【0027】
以下、図面を参照しながら、本発明の実施形態について説明する。なお、以下の実施形態は本発明の一例であり、本発明の技術的範囲を限定するものではない。
【0028】
(1)全体構成
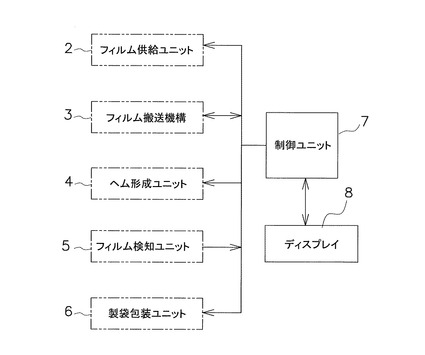
まず、図1から図3を用いて、製袋包装機1の全体構成を説明する。製袋包装機1は、フィルムFから袋Bを形成しながら、当該袋Bにスナック菓子等の物品Cを袋詰めする機械である。製袋包装機1は、主として、フィルム供給ユニット2と、フィルム搬送機構3と、ヘム形成ユニット4と、フィルム検知ユニット5と、製袋包装ユニット6とからなる。また、製袋包装機1は、これらの各構成と接続されて各種信号の授受を行う制御ユニット7をさらに備える(図12参照)。
【0029】
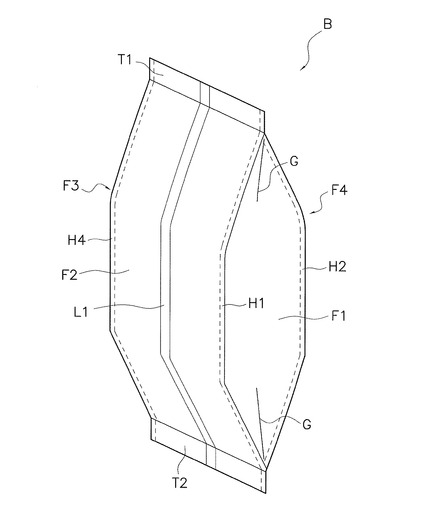
フィルム供給ユニット2は、製袋包装ユニット6に対してシート状のフィルムFを供給する。フィルム搬送機構3は、フィルム供給ユニット2から供給されるフィルムFを製袋包装ユニット6に搬送する。ヘム形成ユニット4は、袋Bの角部に相当する部分(ヘムH1〜H4)を形成する機構である(図21参照)。また、フィルム検知ユニット5は、ヘムH1〜H4が形成された後のフィルムFを検知してフィルムFの位置情報を取得する。ここで、フィルムFの位置情報とは、フィルムFの幅方向端部の位置およびフィルムFの幅方向の偏り(フィルム位置)に関する情報である。製袋包装ユニット6は、フィルム供給ユニット2から供給されるシート状のフィルムFを袋Bに成形しながら、袋Bに物品Cを詰めていくユニットである。製袋包装ユニット6は、図21に示すような、ガセット型の袋Bを製造する。袋Bは、4つの側面部F1〜F4を有する。袋Bには、ガセットGと、4つのヘムH1〜H4と、縦シール部位L1と、上部横シール部位T1と、下部横シール部位T2とが形成されている。袋Bは、シート状のフィルムFの所定の位置を折り曲げてヘムH1〜H4を形成した後、さらに、所定の位置を熱シール(熱溶着)することにより形成される。製袋包装ユニット6には、正面に向かって右側に操作スイッチ類91が配置されている。さらに、操作スイッチ類91を操作するユーザーが視認できる位置に、各種設定が入力可能なタッチパネル式のディスプレイ8が配置されている。
【0030】
なお、製袋包装機1の正面とは、図1に示す製袋包装機1の液晶ディスプレイ8が取り付けられている側を指す。また、製袋包装機1について「左」「右」とは、正面側から製袋包装機1を見た場合を基準とする。また、搬送方向とは、フィルムFまたは角筒状フィルムFcの搬送方向である。さらに、搬送方向に向かって「左側」「右側」とは、製袋包装機1の後側に立って搬送方向上流側から下流側を見た場合を基準とする。以下、製袋包装機1の各部の構成について詳細に説明する。
【0031】
(2)各部の構成
(2−1)フィルム供給ユニット
フィルム供給ユニット2は、製袋包装ユニット6の成形機構61に対してシート状のフィルムFを供給する。フィルム供給ユニット2は、主として、フィルムローラ20を有する(図1参照)。フィルムローラ20にはフィルムFを巻きつけたフィルムロールFRがセットされる。フィルムローラ20は、図示しないモータによって回転駆動される。モータの回転駆動により、フィルムロールFRからフィルムFが繰り出される。フィルム供給ユニット2から供給されるフィルムFは、フィルム搬送機構3によって製袋包装ユニット6に搬送される。
【0032】
(2−2)フィルム搬送機構
図2に、フィルム搬送機構3によって、フィルム供給ユニット2から製袋包装ユニット6に搬送されるフィルムFの搬送経路を示す。フィルム搬送機構3は、フィルム供給ユニット2によって供給されたフィルムFを所定の搬送経路へガイドすることにより、フィルムFを下流に搬送する。フィルム搬送機構3は、フィルムFが搬送方向および幅方向にたわまないように、フィルムFにテンションをかけながらフィルムFを搬送する。フィルム搬送機構3は、図2または図3に示すように、ガイドローラ31と、プルダウンベルト32と、テンション調整機構33と、プッシャー37とによって構成されている。
【0033】
(2−2−1)ガイドローラ
ガイドローラ31は、フィルムFを搬送経路にガイドするローラである。フィルムFの搬送経路には、複数のガイドローラ31が配置されている。フィルムFは、複数のガイドローラ31に沿って下流に送られる。ガイドローラ31は、フィルムFの幅方向に延びる。
【0034】
(2−2−2)プルダウンベルト
プルダウンベルト32は、一対のベルト32a,32bから構成されている。一対のベルト32a,32bは、後述する製袋包装ユニット6の内部に設けられている。具体的に、一対のベルト32a,32bは、縦方向に延びるチューブ61aを軸として左右対称に配置されている。プルダウンベルト32は、チューブ61aに巻き付けられて角筒状に成形されたフィルム(角筒状フィルム)Fcに当接し、角筒状フィルムFcを吸着しながら、角筒状フィルムFcを下方に搬送する。
【0035】
(2−2−3)テンション調整機構
テンション調整機構33は、フィルム供給ユニット2によって供給されたフィルムFのテンションを調整する機構である。テンション調整機構33は、主として、ダンサーローラ34、揺動ユニット35、および湾曲変形部材36によって構成される。
【0036】
(a)ダンサーローラ
ダンサーローラ34は、ガイドローラ31と同様、フィルムFを搬送経路にガイドするローラである。また、ダンサーローラ34は、フィルムFの全体の張力を調整する。具体的に、ダンサーローラ34は、フィルムFの幅方向全域のテンションを所定範囲のテンションに保つ機能を有する。具体的に、ダンサーローラ34は、所定位置を基準に、上下移動可能に支持されている。ダンサーローラ34は、フィルムFにかかる張力が所定の値より大きい時は上方向に移動し、所定の値より小さい時には下に移動するように構成されている。ダンサーローラ34の一端には、引張りバネ38を介してロードセルが取り付けられている。ロードセルによって、ダンサーローラ34の基準位置からの偏移量が検知され、検知された偏移量に基づき、フィルムローラ20のモータが駆動される。言い換えると、ダンサーローラ34の偏移量に基づいて、フィルムローラ20の回転速度が変更される。
【0037】
(b)揺動ユニット
揺動ユニット35は、ガイドローラ31によってガイドされたフィルムFを、後述の湾曲変形部材36へガイドする。フィルムFは、揺動ローラ351から湾曲変形部材36に掛け渡されている。
【0038】
揺動ユニット35は、図3に示すように、主として、揺動ローラ351と、揺動機構(支持機構に相当)352とからなる。揺動ローラ351は、フィルムFの幅方向に延びる。また、揺動ローラ351は、ガイドローラ31に対して平行に延びる。揺動ローラ351には、上流のガイドローラ31から送られたフィルムFが掛け渡されている。揺動機構352は、揺動ローラ351を揺動可能に支持する。揺動機構352は、主として、連結部材352aと、支持軸352bと、揺動軸352cと、電動シリンダー352dとからなる。連結部材352aは、揺動ローラ351と支持軸352bとを連結する。連結部材352aは、揺動軸352cによって支持されている。連結部材352aは、揺動軸352cを中心に揺動可能である。電動シリンダー352dが駆動されると、支持軸352bの上下位置が変動される。支持軸352bの上下位置の変動に伴って、連結部材352aは、揺動軸352cを中心に揺動ローラ351を揺動させる(図3の矢印R1参照)。電動シリンダ352dの駆動により、揺動ローラ351は、破線で示されるような軌道を描いて揺動する。すなわち、電動シリンダー352dの駆動により、揺動ローラ351の高さ位置および水平位置が変動する。言い換えると、揺動ローラ351の中心Oは、上下方向および水平方向に移動する(図4および図5参照)。揺動ローラ351の高さ位置および水平位置が変動することによって、揺動ローラ315によるフィルムFの折り返し位置(上下位置および水平位置)も変動する。図4は、揺動ローラ351が上方向に揺動された例を示し、図5は、揺動ローラ351が下方向に揺動された例を示す。図4では、揺動機構352が揺動ローラ351を上方向に揺動させることにより、揺動ローラ351の中心Oの高さ位置がv0からv1に変化し、水平位置がh0からh1に変化した。また、図5では、揺動機構352が揺動ローラ351を下方向に揺動させることにより、揺動ローラ351の中心Oの高さ位置がv0からv2に変化し、水平位置がh0からh2に変化した。
【0039】
また、揺動機構352が揺動ローラ351を揺動させて、揺動ローラ351の高さ位置および水平位置を変動させることにより、揺動ローラ351から湾曲変形部材36に搬送されるフィルムFの搬送面の傾きが変動する。ここで、揺動ローラ351から湾曲変形部材36に搬送されるフィルムFの搬送面の傾きとは、水平面に対する搬送面CS2の傾き(搬送角度)である。また、搬送角度が変動することにより、ヘム形成ユニット4に搬送されるフィルムFの搬送面CS1に対するフィルムFの搬送面CS2の傾き(折り返し角度)θも変動する。搬送角度または折り返し角度θが変動することにより、湾曲変形部材36に接触するフィルムFの幅方向のテンションが変化する。具体的には、折り返し角度の変動により、フィルムFの幅方向の各部分は、異なるテンションで湾曲エッジ36aに接触する。具体的に、図4に示すように、折り返し角度θが鋭角方向(θ1からθ2)に変動すると、フィルムFの幅方向中央部の張力が減少し、かつ、フィルムFの幅方向端部の張力が増加する。一方、図5に示すように、折り返し角度θが鈍角方向(θ1からθ3)に変動すると、フィルムFの幅方向端部の張力が減少し、かつ、フィルムFの幅方向中央部の張力が増加する。フィルムFの幅方向中央部および端部の張力が変動することにより、ヘム形成ユニット4に送られるフィルムFのたわみ具合が変化する。
【0040】
なお、ヘム形成ユニット4に送られるフィルムFのたわみ具合が変化することにより、ヘムH1〜H4の幅寸法が変動する。したがって、揺動ユニット35は、ヘムH1〜H4の幅寸法を変動させるために、折り返し角度θを変動させる。具体的に、揺動ユニット35は、ヘムH1〜H4の幅寸法を小さくするために、折り返し角度θを鋭角方向に変動させる(図4参照)。より具体的に、揺動機構352は、ヘムH1〜H4の幅寸法を小さくするために、揺動ローラ351を上方向に揺動させ、揺動ローラ351の高さ位置および水平位置を変化させる。これにより、フィルムFの折り返し角度θは、移動前の折り返し角度θ1よりも鋭角θ2になる。また、揺動ユニット35は、ヘムH1〜H4の幅寸法を大きくするために、折り返し角度θを鈍角方向に変動させる(図5参照)。より具体的に、揺動機構352は、ヘムH1〜H4の幅寸法を大きくするために、揺動ローラ351を下方向に揺動させ、揺動ローラ351の高さ位置および水平位置を変化させる。これにより、フィルムFの折り返し角度θは、移動前の折り返し角度θ1よりも鈍角θ3になる。
【0041】
(c)湾曲変形部材
湾曲変形部材36は、揺動ユニット35から掛け渡されたフィルムFを折り返し、その後、フィルムFを湾曲させる部材である。言い換えると、湾曲変形部材36は、ヘム形成ユニット4の手前でフィルムFをたわませ、ヘムH1〜H4を形成しやすい状態にフィルムFを変形する部材である。図2に示すように、湾曲変形部材36は、製袋包装機1の後側に配置される。また、湾曲変形部材36は、ヘム形成ユニット4の上流側に配置される。
【0042】
図6および図7に、湾曲変形部材36を示す。湾曲変形部材36は、湾曲エッジ36aと湾曲面36bとを有する。湾曲エッジ36aは、図6および図7に示す中心線CLを基準に左右対称のカーブを有する。フィルムFは、所定の角度で湾曲エッジ36aに接触し、その後折り返される。ここで、所定の角度とは、折り返し角度θを構成する角度(搬送角度)であり、上述の揺動ユニット35の動作により変動する。湾曲エッジ36aに接触するフィルムFの部分(接触部分)には、上述したように、幅方向に異なるテンションがかけられる。湾曲エッジ36aに接触したフィルムFは、その後、湾曲面36bに沿わずにヘム形成ユニット4に送られる(図3参照)。
【0043】
(2−2−4)プッシャー
プッシャー37は、ヘム形成ユニット4に送られるフィルムFの幅方向の偏りを変化させる。フィルムFの幅方向の偏りとは、搬送路Pの幅方向中心C1とフィルムFの幅方向中心C2とがずれた位置にあることをいう。すなわち、プッシャー37は、フィルムFの幅方向中心C2を、搬送路Pの幅方向中心C1と一致するようにフィルムFを移動させる機能を有する。言い換えると、プッシャー37は、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1に対して左右方向のいずれか一方にずれている場合に、フィルムFを幅方向に移動させて搬送路Pの幅方向中心C1とフィルムFの幅方向中心C2とを一致させる。なお、搬送路Pとは、ガイドローラ31やダンサーローラ34等によって形成される仮想的な路である。また、搬送路Pの幅方向中心とは、ガイドローラ31およびダンサーローラ34の幅方向中心を仮想的に延長させた位置である。ここで、搬送路Pの幅方向中心とは、フィルムFが好適に搬送された場合にフィルムFが接するガイドローラ31およびダンサーローラ34の幅方向の中心である。すなわち、搬送路Pの幅方向中心と、ガイドローラ31およびダンサーローラ34の実寸の幅方向中心とは、一致していなくてもよい。本実施形態では、プッシャー37は、揺動ユニット35から湾曲変形部材36までの搬送経路に配置される。
【0044】
プッシャー37は、図7に示すように、主として、第1プッシャー37aと、第2プッシャー37bとからなる。第1プッシャー37aは、搬送方向に向かって、フィルムFの幅方向右側端部近傍に配置される。第2プッシャー37bは、搬送方向に向かって、フィルムFの幅方向左側端部近傍に配置される。
【0045】
図7に示すように、第1プッシャー37aおよび第2プッシャー37bは、それぞれ、主として、フィルムFに接触する接触面371と、接触面371を上下方向に移動させるシリンダー372とによって構成されている。シリンダー372、後述のフィルム検知ユニット5に基づく検知結果に基づいて動作する。具体的に、シリンダー372は、制御ユニット7から送られる制御信号(ON/OFF信号)に応じて、接触面371をフィルムFに対して近接または離反するように移動させる。接触面371がフィルムFに最も近づいた近接位置にある時、接触面371はフィルムFに接触する。言い換えると、第1プッシャー37aおよび第2プッシャー37bは、シリンダー372により接触面371を近接位置に向けて移動させフィルムFが搬送可能な程度にフィルムFを軽く押さえる。第1プッシャー37aは、搬送方向に向かってフィルムFの右側端部を押さえ、第2プッシャー37bは、搬送方向に向かってフィルムFの左側端部を押さえる。
【0046】
なお、第1プッシャー37aおよび第2プッシャー37bは、フィルムFの幅方向中心C2を移動させたい方向に応じて駆動される。具体的に、フィルムFの幅方向中心C2を移動させたい方向が搬送方向に向かって左側であった場合、搬送方向に向かって左側に配置されている第2プッシャー37bが駆動される(図7参照)。また、フィルムFの幅方向中心C2を移動させたい方向が搬送方向に向かって右側であった場合、搬送方向に向かって右側に配置されている第1プッシャー37aが駆動される(図7参照)。すなわち、フィルムFの幅方向中心C2を移動させたい方向と、駆動されるプッシャーが配置されている方向とは同じである。
【0047】
また、第1プッシャー37aおよび第2プッシャー37bは、フィードバック制御が行われる。具体的に、第1プッシャー37aおよび第2プッシャー37bは、それぞれ、フィルム検知ユニット5による検知結果が適正状態を示すまで、所定の時間間隔を空けて、接触面371の近接・離反運動を繰り返す。言い換えると、第1プッシャー37aおよび第2プッシャー37bのそれぞれは、フィルムFの幅方向の偏りがなくなるまで、所定の時間間隔を空けて、フィルムFの端部を押さえつける。ここで、所定の時間間隔とは、任意の時間間隔である。また、第1プッシャー37aおよび第2プッシャー37bのそれぞれが、フィルムFを押さえつける時間(押さえつけ時間)は、段階的に変化させていく。具体的に、押さえつけ時間は、段階的に長くしていく。また、フィルムFの幅方向の偏りがなくなるとは、フィルムFの幅方向中心C2と、搬送路Pの幅方向中心C1とのずれ量が適正範囲の値になることをいう。
【0048】
(2−3)ヘム形成ユニット
ヘム形成ユニット4は、フィルムFにヘムH1〜H4を形成する。ヘムH1〜H4は、袋Bの角部を構成する部分である(図21参照)。ヘムH1〜H4は、袋Bの長手方向に沿って形成されている。ヘム形成ユニット4は、図2および図3に示すように、湾曲変形部材36の下流に配置される。
【0049】
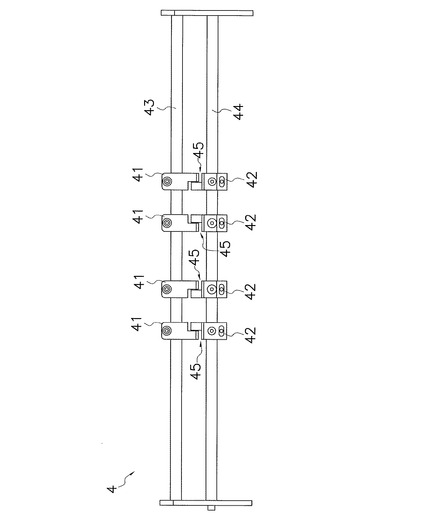
ヘム形成ユニット4は、図6および図8に示すように、主として、4つの上方ブロック41と、4つの下方ブロック42とから構成される。各上方ブロック41は、フィルムFの搬送方向に沿ってのびるブロック片である。上方ブロック41の上流側端部および下流側端部は、それぞれ、上方支持軸43によって支持される。具体的に、上方ブロック41は、図8に示すように、フィルムFの幅方向に所定の距離間隔を空けて、上方支持軸43に支持される。上方ブロック41は、底面に段差(高低差)を有する。下方ブロック42もまた、フィルムFの搬送方向に沿ってのびるブロック片である。下方ブロック42の上流側端部および下流側端部は、それぞれ、下方支持軸44によって支持される。具体的に、下方ブロック42は、フィルムFの幅方向に所定の距離間隔を空けて、下方支持軸44に支持されている。より具体的に、下方ブロック42は、上方ブロック41の下方に、上方ブロック41に対応して設けられる。下方ブロック42は、図8に示すように、上面に段差(高低差)を有する。下方ブロック42の上面が有する段差は、上方ブロック41の底面の段差と合致するような形状である。
【0050】
上方ブロック41と下方ブロック42との間には隙間45が形成される。湾曲変形部材36によって湾曲されたフィルムFは、隙間45を通される。隙間45を通過したフィルムFには、階段状に折り曲げられた部分(階段状部分)が形成される。フィルムFの階段状部分は、その後、折り重ねられる。折り重ねられた階段状部分は、その後、熱せられて溶着される。これにより、階段状部分は、ヘムH1〜H4になる。
【0051】
(2−4)フィルム検知ユニット
フィルム検知ユニット5は、フィルムFの位置情報を収集するためのユニットである。フィルムFの位置情報とは、上述したように、フィルムFの幅方向端部の位置(フィルム位置)に関する情報である。また、フィルムFの位置情報とは、フィルムFの幅方向におけるフィルムFの偏りに関する情報でもある。フィルムFの偏りとは、フィルムFの搬送路Pの幅方向中心C1に対するフィルムFの幅方向中心C2のずれである。図2に示すように、フィルム検知ユニット5は、ヘム形成ユニット4の下流に配置されている。すなわち、フィルム検知ユニット5は、ヘムH1〜H4が形成された後のフィルムFの端部の位置を検知する。
【0052】
フィルム検知ユニット5は、複数のセンサで構成されている。フィルム検知ユニット5は、複数のセンサとして、図2に示すように、第1端側センサ51a,51bと、第2端側センサ52a,52bとを含む。第1端側センサ51a,51bおよび第2端側センサ52a,52bは、フィルムFの幅方向に沿って一列に配置される。
【0053】
第1端側センサ51a,51bは、フィルムFの搬送方向に向かって左側に配置される。第1端側センサ51a,51bは、第1内側センサ51aおよび第1外側センサ51bからなる。第1内側センサ51aは、搬送路Pの幅方向内側に位置する。第1外側センサ51bは、搬送路Pの幅方向外側に位置する。第1内側センサ51aおよび第1外側センサ51bは、それぞれ光電センサである。第1内側センサ51aおよび第1外側センサ51bは、フィルムFによって光が遮断されることにより、フィルムFを検知する。
【0054】
一方、第2端側センサ52a,52bは、フィルムFの搬送方向に向かって右側に配置される。第2端側センサ52a,52bは、第2内側センサ52aおよび第2外側センサ52bからなる。第2内側センサ52aは、搬送路Pの幅方向内側に位置する。第2外側センサ52bは、搬送路Pの幅方向外側に位置する。第2内側センサ52aおよび第2外側センサ52bもまた、それぞれ光電センサである。第2内側センサ52aおよび第2外側センサ52bも、フィルムFによって光が遮断されることにより、フィルムFを検知する。
【0055】
本実施形態では、センサがフィルムFを検知した状態をON状態、検知していない状態をOFF状態とよぶ。また、本実施形態では、フィルムFの位置およびフィルムFの幅寸法が適当である時、第1内側センサ51aおよび第2内側センサ52aがON状態になり、第1外側センサ51bおよび第2外側センサ52bがOFF状態になるように、各センサ51a,51b,52a,52bはそれぞれ配置される(図14参照)。
【0056】
フィルム検知ユニット5は、短い時間間隔(例えば、0.1〜0.5秒毎)にフィルムFの位置情報を収集する。フィルム検知ユニット5は、フィルムFの位置情報を収集するたびに、収集した位置情報を制御ユニット7に送る。
【0057】
(2−5)製袋包装ユニット
製袋包装ユニット6は、ヘムH1〜H4が形成されたフィルムFを袋Bに成形するユニットである。製袋包装ユニット6は、図2に示すように、フィルム検知ユニット5の下流に配置されている。
【0058】
製袋包装ユニット6は、主として、成形機構61と、縦シール機構62と、シャッタ機構65と、横シール機構63と、ガセット形成機構64と、これらの各機構を支える支持フレーム11とから構成されている。支持フレーム11の周囲には、ケーシング12が取り付けられている(図1参照)。
【0059】
(2−5−1)成形機構
成形機構61は、チューブ61aと、フォーマ61bとを有する。チューブ61aは、角筒状の部材である。チューブ61aは、縦方向に延び、上下端に開口を有する。チューブ61aは、図示されないブラケットを介してフォーマ61bに固定されている。チューブ61aの上端の開口には、製袋包装ユニット6の上方に設けられているコンピュータスケール9から所定量ずつ落下してくる物品Cが投入される。なお、コンピュータスケール9は、フィーダ、プールホッパ、計量ホッパ、集合排出シュート等から構成される組合せ計量装置である。フォーマ61bは、チューブ61aを取り囲むように配置される。フィルムFは、フォーマ61bとチューブ61aとの隙間を通過するときに角筒状(角筒状フィルムFc)に成形される。チューブ61aおよびフォーマ61bは、製造される袋Bの大きさに応じて取り替えられる。
【0060】
(2−5−2)縦シール機構
縦シール機構62は、チューブ61aに巻き付けられた角筒状フィルムFcの縦方向に重なり合う部位を、一定の加圧力でチューブ61aの表面に押しつけながらヒートシールし、縦シール部位L1を形成する。縦シール機構62は、ヒーターと、ヒーターにより加熱されるヒーターベルト等を有する。縦シール機構62は、重なり合う部位をヒーターベルトで加圧してヒートシールする。
【0061】
(2−5−3)シャッタ機構
シャッタ機構65は、図2に示すように、成形機構61、縦シール機構62、および後述のガセット形成機構64の下方であって、後述する横シール機構63の上方に配置されている。シャッタ機構65は、後述する横シール機構63によって形成される被シール箇所への物品Cの噛み込みを抑制する機構であり、一対のシャッタ部材を有する。一対のシャッタ部材は、角筒状フィルムFcの前後に配置される。シャッタ機構65は、第1動作と第2動作とを繰り返すことによって、被シール箇所への物品Cの噛み込みを防止する。第1動作は、シャッタ部材が角筒状フィルムFcを挟んだ状態で所定距離下降する動作である。第2動作は、シャッタ部材が角筒状フィルムFcから遠ざかり、さらに、角筒状フィルムFcに接近して角筒状フィルムFcを挟む動作である。シャッタ部材は、後述する横シール機構63のシールジョー63a,63bよりも早く角筒状フィルムFcを挟み込み、角筒状フィルムFcが横シールされる時に、被シール箇所の上方において被包装物の落下を抑制する。
【0062】
(2−5−4)横シール機構
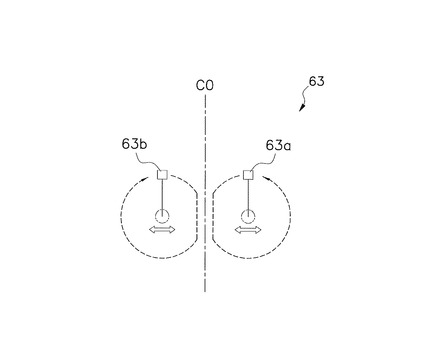
横シール機構63は、成形機構61、縦シール機構62、およびシャッタ機構65の下方に配置されている。横シール機構63は、主として、シールジョー63a,63bから構成されている。横シール機構63は、図9に示すように、シールジョー63a,63bを中心線COに対して前後対称に旋回させる。角筒状フィルムFcは、中心線COを中心に通過する。シールジョー63a,63bは、互いが最も近づいた時に角筒状フィルムFcを挟み込み、角筒状フィルムFcに横シール部位を形成する。具体的には、シールジョー63a,63bによる一回の挟み込み動作により、製袋包装機1により連続して製造される2つの袋のうち、先に製造される袋(第1の袋)の上部横シール部位T1と、その次に製造される袋(第2の袋)の下部横シール部位T2とが同時に形成される。なお、一方のシールジョー63aには、図示されないカッターが内蔵されており、一回の挟み込み動作により熱シールされた部位の中央がカッターで横方向に切断される。この切断により、横シール部位が上部横シール部位T1および下部横シール部位T2にそれぞれ分離され、縦方向に延びる角筒状フィルムFcから、袋が1つ切り離される。
【0063】
(2−5−5)ガセット形成機構
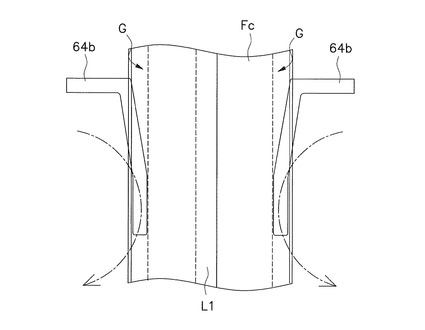
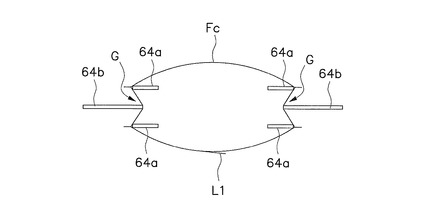
ガセット形成機構64は、角筒状フィルムFcにガセットGを形成する。ガセット形成機構64は、成形機構61の下方であって、横シール機構63の上方に配置されている。ガセット形成機構64は、主として、スプレッター64aと、折り込み部材64bと、折り込み部材64bを駆動させるモータとからなる。スプレッター64aは、図2に示すように、チューブ61aの下端の四隅に取り付けられる。スプレッター64aは、チューブ61aの下端から下方に延びる薄板部材である。薄板部材は、連結部と、本体とを有する。連結部は、チューブ61aの外縁に連結される部分である。本体は連結部の下方に延びる。具体的に、本体は、チューブ61aの外縁よりも内側で、下方向に所定長さ延びる。折り込み部材64bは、角筒状フィルムFcを中心として左右に配置される。折り込み部材64bは、図10に示すように、角筒状フィルムFcの中心方向(縦シール部位L1)に対して左右対称に旋回する。折り込み部材64bは、互いが最も近づいた時に角筒状フィルムFcの側面を挟み込む。このとき、角筒状フィルムFcの側面には、図11に示されるように、スプレッター64a,64aおよび折り込み部材64bによってそれぞれ逆方向に力が加えられる。これにより、角筒状フィルムFcにガゼットGが形成される。
【0064】
(2−6)制御ユニット
制御ユニット7は、CPU、ROM、RAMおよびハードディスク等からなり、製袋包装機1の各部を制御するためのプログラムを読み出して実行する。制御ユニット7は、図12に示すように、ディスプレイ8、フィルム供給ユニット2、フィルム搬送機構3、ヘム形成ユニット4、フィルム検知ユニット5、および製袋包装ユニット6と接続されている。制御ユニット7は、ディスプレイ8で受け付けた各種設定に基づいて、各ユニットおよび機構に対する制御指令を送信する。各ユニットおよび機構の駆動部は、制御ユニット7から送られた制御指令に基づいて駆動する。また、制御ユニット7は、各ユニットおよび機構から短い時間間隔で各種情報(例えば、フィルムFの検知情報(検知結果)等)を取得して記憶する。制御ユニット7は、取得した情報に基づいて稼動情報等をディスプレイ8に表示させる。
【0065】
また、制御ユニット7は、ハードディスク等に各種情報が記憶されている。各種情報には、ディスプレイ8で受け付けた各種設定および基本情報が含まれる。制御ユニット7は、フィルムFの検知情報および基本情報に基づいて、揺動ユニット35およびプッシャー37を駆動する。基本情報とは、ヘムH1〜H4が形成された後のフィルムFの位置および幅寸法が所定の状態であるかを判定する際に参照する情報である。また、基本情報は、フィルムFの位置および幅寸法が所定の状態でない場合に、揺動ユニット35およびプッシャー37に対して送る制御指令を生成する際に参照する情報である。ここで、所定の状態とは、フィルムFの位置およびフィルムFの幅寸法が適当である状態をいう。言い換えると、フィルムFの位置が適正位置にあり、フィルムFの幅寸法が適正寸法である状態をいう。フィルムFの位置およびフィルムFの幅寸法が適当である場合は、上述したように、フィルム検知ユニット5のうち、第1内側センサ51aおよび第2内側センサ52aがON状態になり、第1外側センサ51bおよび第2外側センサ52bがOFF状態になる。
【0066】
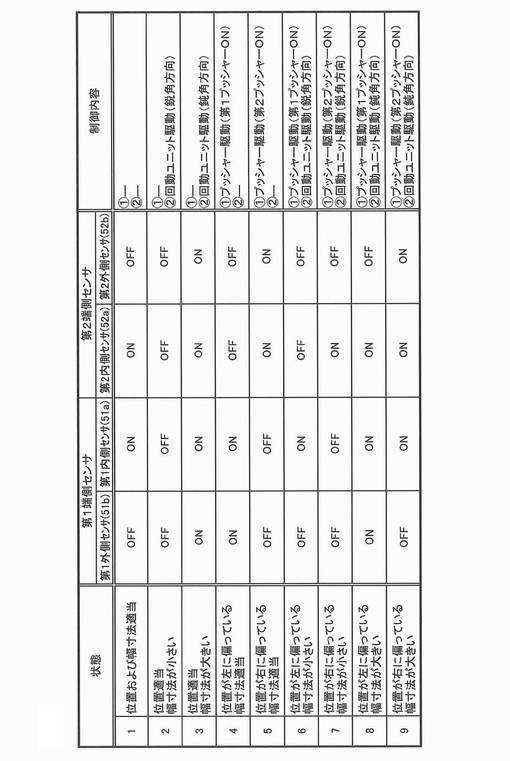
基本情報は、図13に示すように、各センサのON・OFF状態の組み合わせによって判定されるフィルムの状態(状態1〜9)に関する情報である。具体的に、基本情報には、複数のフィルムの状態と、各フィルムの状態を判定するためのセンサの状態の組み合わせとが含まれる。複数のフィルムの状態は、フィルム位置およびフィルムの幅寸法によってそれぞれ定義される。例えば、第1外側センサ51bおよび第2外側センサ52bはOFFであり、第1内側センサ51aおよび第2内側センサ52aはONであるとき、制御ユニット7は、フィルムFの状態を第1状態であると判定する。また、例えば、第1外側センサ51bおよび第1内側センサ51aがONで、第2内側センサ52aおよび第2外側センサ52bがOFFであるとき、制御ユニット7は、フィルムFの状態を第4状態であると判定する。制御ユニット7は、フィルムFの状態に応じた制御指令を生成し、揺動ユニット35またはプッシャー37に送る。揺動ユニット35およびプッシャー37の制御については後述する。
【0067】
(3)製袋包装機の動作
(3−1)全体の流れ
フィルム搬送機構3が駆動されると、フィルムロールFRからフィルムFが繰り出される。フィルムFは、図2および図3に示すように、複数のガイドローラ31、ダンサーローラ34、揺動ローラ351、および湾曲変形部材36に掛け渡された状態で、ヘム形成ユニット4の隙間45を通される。ヘム形成ユニット4を通過したフィルムFには、ヘムH1〜H4が形成される。その後、フィルムFは、製袋包装ユニット6に送られる。フィルムFは、成形機構61を通過して角筒状フィルムFcに成形される。その後、縦シール機構62は、角筒状フィルムFcの重なり合う部分を熱シールする。角筒状フィルムFcは、その後、ガセット形成機構64によって角筒状フィルムFcにガセットGが形成されると共に、横シール機構63によって角筒状フィルムFcが横シールされる。その後、横シールされた箇所がカッターにより切断され、上流側の角筒状フィルムFcから袋Bが切り離される。
【0068】
(3−2)揺動ユニットおよびプッシャーの制御
制御ユニット7は、基本情報(図13参照)と、フィルム検知ユニット5によって取得されたフィルムFの位置情報(検知結果)とに基づいて、揺動ユニット35およびプッシャー37に対する制御指令を生成する。揺動ユニット35およびプッシャー37は、制御指令に基づいて駆動する。以下、図13〜図19を参照して、揺動ユニット35およびプッシャー37の制御について説明する。なお、図14〜図19において、ハッチングを付して示したセンサは、ON状態のセンサである。
【0069】
(3−2−1)フィルム位置およびフィルム幅寸法の両方が適当である場合
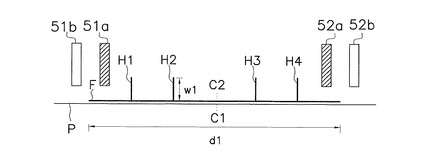
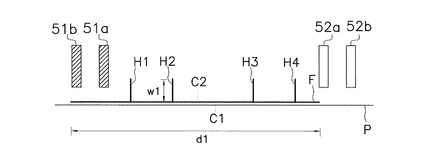
図14は、フィルム位置およびフィルムの幅寸法の両方が適当である場合の例を示す。フィルム位置が適当(あるいは適正位置)であるとは、フィルムFの幅方向中心C2と、搬送路Pの幅方向中心C1とが一致する状態、あるいは、フィルムFの幅方向中心C2と、搬送路Pの幅方向中心C1とのずれが適正範囲内であることをいう。また、フィルムの幅寸法が適当(あるいは適正幅寸法)であるとは、ヘムH1〜H4の幅寸法が適正幅寸法w1であることをいう。
【0070】
図14に示すように、フィルム位置が適正位置であり、フィルムの幅寸法が適正幅寸法d1である場合には、第1内側センサ51aおよび第2内側センサ52aの両方がフィルムFを検知し、第1外側センサ51bおよび第2外側センサ52bの両方がフィルムFを検知しない。言い換えると、第1内側センサ51aおよび第2内側センサ52aの状態はONであり、第1外側センサ51bおよび第2外側センサ52bの状態はOFFである。すなわち、フィルムFの搬送方向に向かって、フィルムFの左端は、第1内側センサ51aおよび第1外側センサ51bの間にあり、フィルムFの右端は、第2内側センサ52aおよび第2外側センサ52bの間にある。この状態は、図13に示す基本情報の第1状態と一致する。したがって、制御ユニット7は、現在の状態を維持する。すなわち、制御ユニット7は、揺動ユニット35およびプッシャー37に対して制御指令を生成しない。
【0071】
(3−2−2)フィルム位置が適当で、かつ、フィルムの幅寸法が小さい場合
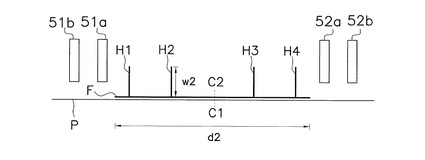
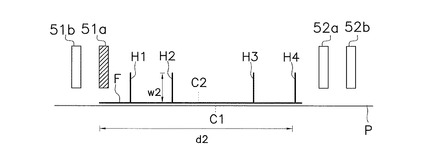
図15は、フィルム位置が適正位置で、かつ、フィルムの幅寸法が適正幅寸法d1より小さい幅寸法d2である場合の例を示す。フィルムの幅寸法が小さい場合とは、例えば、ヘムH1〜H4の幅寸法w2がヘムH1〜H4の適正幅寸法w1よりも大きい場合である(w2>w1)。
【0072】
図15に示すように、フィルム位置が適当で、かつ、フィルムの幅寸法が小さい場合には、第1内側センサ51a、第1外側センサ51b、第2内側センサ52a、および第2外側センサ52bの全てがフィルムFを検知しない。言い換えると、第1内側センサ51a、第1外側センサ51b、第2内側センサ52a、および第2外側センサ52bの全ての状態がOFFである。すなわち、フィルムFの左端は、第1内側センサ51aよりも幅方向中央側にあり、フィルムFの右端は、第2内側センサ52aよりも幅方向中央側にある。この状態は、図13に示す基本情報の第2状態と一致する。したがって、制御ユニット7は、揺動ユニット35を鋭角方向に揺動させるための制御指令を生成する。これにより、フィルムFの幅方向中央部の張力が減少し、かつ、フィルムFの幅方向端部の張力が増加する。その結果、ヘムH1〜H4の幅寸法w2が小さくなり、ヘムH1〜H4が形成された後のフィルムFの幅寸法が、揺動ユニット34を駆動する前のフィルムFの幅寸法d2より大きくなる。
【0073】
(3−2−3)フィルム位置が適当で、かつ、フィルムの幅寸法が大きい場合
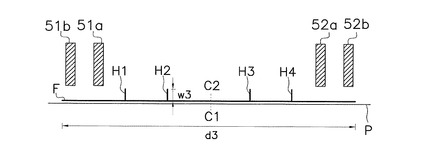
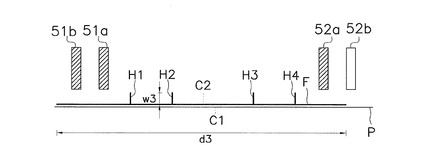
図16は、フィルム位置が適当で、かつ、フィルムの幅寸法が適正幅寸法d1より大きい幅寸法d3である場合の例を示す。フィルムの幅寸法が大きい場合とは、例えば、ヘムH1〜H4の幅寸法w3がヘムH1〜H4の適正幅寸法w1よりも小さい場合である(w3<w1)。
【0074】
図16に示すように、フィルム位置が適当で、かつ、フィルム幅寸法が大きい場合には、第1内側センサ51a、第1外側センサ51b、第2内側センサ52a、および第2外側センサ52bの全てがフィルムFを検知する。言い換えると、第1内側センサ51a、第1外側センサ51b、第2内側センサ52a、および第2外側センサ52bの全ての状態がONである。すなわち、フィルムFの左端は、第1外側センサ51bよりも幅方向外側にあり、フィルムFの右端は、第2外側センサ52bよりも幅方向外側にある。この状態は、図13に示す基本情報の第3状態と一致する。したがって、制御ユニット7は、揺動ユニット35を鈍角方向に揺動させるための制御指令を生成する。これにより、フィルムFの幅方向端部の張力が減少し、かつ、フィルムFの幅方向中央部の張力が増加する。その結果、ヘムH1〜H4の幅寸法w3が大きくなり、ヘムH1〜H4が形成された後のフィルムFの幅寸法が、揺動ユニット34を駆動する前のフィルムFの幅寸法d3より小さくなる。
【0075】
(3−2−4)フィルムの幅寸法が適当で、かつ、フィルムが偏っている場合
図17は、フィルムFの幅寸法が適正幅寸法d1であり、かつ、フィルムFが幅方向一方側に偏っている場合の例を示す。フィルムFが幅方向一方側に偏っている場合とは、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1からずれている場合をいう。図17に示すように、フィルムFが幅方向一方側に偏っている場合、フィルムFの偏っている方向と同じ方向に配置されたセンサがフィルムFを検知する。
【0076】
図17では、フィルムFの幅方向中心C2が、搬送方向に向かって左側に偏っている場合を示す。したがって、第1内側センサ51aおよび第1外側センサ51bがフィルムFを検知し、第2内側センサ52aおよび第2外側センサ52bがフィルムFを検知しない。言い換えると、第1内側センサ51aおよび第1外側センサ51bの状態はONであり、第2内側センサ52aおよび第2外側センサ52bの状態はOFFである。この状態は、図13に示す基本情報の第4状態と一致する。したがって、制御ユニット7は、フィルムFの幅方向中心C2を移動させたい方向(右側)と同一の方向(右側)に配置されているプッシャー(ここでは、第1プッシャー37a)を駆動させるための制御指令を生成する。
【0077】
一方、フィルムFの幅方向中心C2が、搬送方向に向かって右側に偏っている場合には、図17でONを示したセンサとは異なるセンサがフィルムFを検知する。すなわち、フィルム検知ユニット5は、図13の第5状態と一致するセンサの状態を検知する。したがって、制御ユニット7は、フィルムFの中心位置を左方向に移動させるために、第2プッシャー37bを駆動させるための制御指令を生成する。
【0078】
これにより、フィルムFは、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1と一致するように移動する。
【0079】
(3−2−5)フィルムの幅寸法が小さく、かつ、フィルムが偏っている場合
図18は、フィルムの幅寸法が適正幅寸法d1より小さい幅寸法d2であり、かつ、フィルムFが偏っている場合の例を示す。図18に示すように、フィルムFの幅寸法が小さく、かつ、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1と一致しない場合には、フィルムFが偏っている方向と同じ方向に配置されたセンサのうち、搬送路Pの幅方向内側に配置されたセンサのみがフィルムFを検知し、その他のセンサはフィルムFを検知しない。
【0080】
図18では、フィルムFの幅方向中心C2が、搬送方向に向かって左側に偏っている場合を示す。4つのセンサ51a,51b,52a,52bのうち第1内側センサ51aのみがフィルムFを検知し、その他のセンサ51b,52a,52bはフィルムFを検知しない。言い換えると、第1内側センサ51aの状態はONであり、その他のセンサ51b,52a,52bの状態はOFFである。この状態は、図13に示す基本情報の第6状態と一致する。したがって、制御ユニット7は、フィルムFの幅方向中心C2の移動方向(右方向)と同一の側(右側)に配置されているプッシャー(ここでは、第1プッシャー37a)を駆動させるための制御指令を生成する。さらに、制御ユニット7は、揺動ユニット35を鋭角方向に移動させるための制御指令を生成する。
【0081】
一方、フィルムFの幅方向中心C2が、搬送方向に向かって右側に偏っている場合には、図18でONを示したセンサとは異なるセンサがフィルムFを検知する。すなわち、フィルム検知ユニット5は、図13の第7状態と一致するセンサの状態を検知する。したがって、制御ユニット7は、フィルムFの中心位置を左方向に移動させるために、第2プッシャー37bを駆動させるための制御指令を生成する。さらに、制御ユニット7は、揺動ユニット35を鋭角方向に移動させるための制御指令を生成する。
【0082】
これにより、フィルムFは、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1と一致するように移動する。さらに、フィルムFの幅方向中央部の張力が減少し、かつ、フィルムFの幅方向端部の張力が増加する。その結果、ヘムH1〜H4の幅寸法がw2よりも小さくなり、ヘムH1〜H4が形成された後のフィルムFの幅寸法が、揺動ユニット34を駆動する前のフィルムFの幅寸法d2よりも大きくなる。
【0083】
(3−2−6)フィルムの幅寸法が大きく、かつ、フィルムが偏っている場合
図19は、フィルムの幅寸法が適正幅寸法d1より大きい幅寸法d3であり、かつ、フィルムFが偏っている場合の例を示す。図19に示すように、フィルムの幅寸法が大きく、かつ、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1と一致しない場合、フィルムFが偏っている方向と逆の方向に配置されたセンサのうち、搬送路Pの幅方向外側に配置されたセンサのみがフィルムFを検知せず、その他の全てのセンサがフィルムFを検知する。
【0084】
図19では、フィルムFの幅方向中心C2が、搬送方向に向かって左側に偏っている場合を示す。4つのセンサ51a,51b,52a,52bのうち第2外側センサ52bのみがフィルムFを検知せず、その他のセンサ51a,51b,52aはフィルムFを検知する。言い換えると、第2外側センサ52bの状態はOFFであり、その他のセンサ51a,51b,52aの状態はONである。この状態は、図13に示す基本情報の第8状態と一致する。したがって、制御ユニット7は、フィルムFの幅方向中心C2の移動方向(右方向)と同一の側(右側)に配置されているプッシャー(ここでは、第1プッシャー37a)を駆動させるための制御指令を生成する。さらに、制御ユニット7は、揺動ユニット35を鈍角方向に移動させるための制御指令を生成する。
【0085】
一方、フィルムFの幅方向中心C2が、搬送方向に向かって右側に偏っている場合には、図19でONを示したセンサとは異なるセンサがフィルムFを検知する。すなわち、フィルム検知ユニット5は、図13の第9状態と一致するセンサの状態を検知する。したがって、制御ユニット7は、フィルムFの中心位置を左方向に移動させるために、第2プッシャー37bを駆動させるための制御指令を生成する。さらに、制御ユニット7は、揺動ユニット35を鈍角方向に移動させるための制御指令を生成する。
【0086】
これにより、フィルムFは、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1と一致するように移動する。さらに、フィルムFの幅方向端部の張力が減少し、かつ、フィルムFの幅方向中央部の張力が増加する。その結果、ヘムH1〜H4の幅寸法は、w3よりも大きくなり、ヘムH1〜H4が形成された後のフィルムFの幅寸法が、揺動ユニット34を駆動する前のフィルムFの幅寸法d3よりも小さくなる。
【0087】
(3−3)制御の流れ
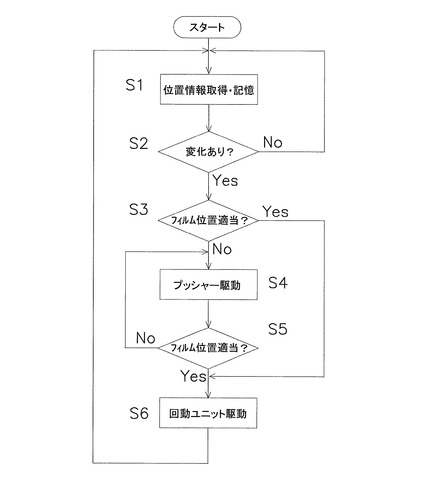
次に、図20を参照して、揺動ユニット35およびプッシャー37の制御の流れについて説明する。ステップS1で、フィルム検知ユニット5によってフィルムFの位置情報が取得され、さらに記憶される。
【0088】
ステップS2では、位置情報に変化があったかどうかが判断される。ステップS2では、位置情報に変化があるまで待機し、位置情報に変化があった場合に、ステップS3に進む。
【0089】
ステップS3では、フィルム位置が適当か否かが判断される。具体的には、搬送路Pの両側にそれぞれ配置された第1端側センサ51a,51bおよび第2端側センサ52a,52bが同様の状態を示すか否かが判断される。具体的には、次の三つの状態が考えられる。一つ目の状態は、第1端側センサ51a,51bの両方がフィルムFを検知している場合に、第2端側センサ52a,52bの両方がフィルムFを検知する状態である。二つ目の状態は、第1端側センサ51a,51bの両方がフィルムFを検知しない場合に、第2端側センサ52a,52bの両方がフィルムFを検知しない状態である。三つ目の状態は、第1端側センサ51a,51bのうち、第1内側センサ51aのみがフィルムFを検知する場合に、第2端側センサ52a,52bのうち第2内側センサ52aのみがフィルムFを検知する状態である。ステップS3において、フィルム位置が適当な場合には、ステップS6に進む。一方、ステップS3において、フィルム位置が適当でない場合には、ステップS4に進む。
【0090】
ステップS4では、プッシャー37を駆動させるための指令が生成される。指令は、プッシャー37を所定時間駆動させるための指令である。ここで、所定時間とは、予め設定された複数の時間長さから選択された一の時間長さである。
【0091】
その後、ステップS5に進み、フィルム位置が適当か否かが再度判定される。ステップS5において、フィルム位置が適当でない場合には、フィルム位置が適当な位置になるまで、プッシャー37を駆動させる。このとき、制御ユニット7は、プッシャー37を駆動させる時間長さを、プッシャー37の駆動回数に応じて変化させる。具体的に、制御ユニット7は、任意の回数に達するまで、プッシャー37の駆動回数に応じて、予め設定された複数の時間長さから、徐々に長い時間を選択する。プッシャー37は、選択された時間長さに応じて駆動させる。ステップS5において、フィルム位置が適当である場合には、ステップS6に進む。
【0092】
ステップS6では、揺動ユニット35を駆動させるための指令を生成する。指令は、揺動ユニット35を所定の角度回転させる指令である。その後、ステップS1に戻る。
【0093】
(4)特徴
(4−1)
本実施形態に係る製袋包装機1は、フィルム搬送機構3によってフィルムの搬送状態を調整可能であるため、ヘムH1〜H4を確実に形成することができる。製袋包装機を用いてヘム付きの袋を製造する場合、フィルム供給部から供給されたフィルムが製袋包装ユニットに送られるまでの経路において、フィルムFにヘムが形成される。フィルムFは、搬送途中での蛇行やしわの発生を低減させるため、複数のローラによってテンションがかけられながら搬送される。しかし、フィルムにヘムが形成される場合、ヘム形成ユニットに送られるフィルムの状態(フィルムのたわみの程度や搬送路Pの幅方向中心C1に対するフィルムFの幅方向中心C2のずれの程度)によっては、ヘムH1〜H4を適当に形成できない場合がある。
【0094】
しかし、本実施形態に係る製袋包装機1は、ヘムH1〜H4が形成された後のフィルムFを検知し、フィルムFの幅寸法を判定する。また、判定結果に基づいて、フィルム搬送機構3が、ヘム形成ユニットに搬送されるフィルムFの少なくとも一部の張力を変化させる。したがって、ヘム形成ユニットに送られるフィルムFの状態を適宜修正するため、ヘムを安定して形成することができる。
【0095】
(4−2)
本実施形態に係る製袋包装機1は、湾曲変形部材36で折り返されたフィルムFが、湾曲した状態でヘム形成ユニット4に送られる。また、揺動ユニット35が駆動することにより、湾曲変形部材36に接触するフィルムFの幅方向のテンションを変化させる。詳細には、揺動ユニット35の駆動により折り返し角度θが変動し、フィルムFの幅方向の各部分は、異なるテンションで湾曲エッジ36aに接触する。折り返し角度θが鋭角方向に変動すると、フィルムFの幅方向中央部の張力が減少し、かつ、フィルムFの幅方向端部の張力が増加する。その結果、フィルムFに形成されるヘムH1〜H4の幅寸法が小さくなり、ヘムH1〜H4が形成された後のフィルムFの幅寸法は大きくなる。一方、折り返し角度θが鈍角方向に変動すると、フィルムFの幅方向端部の張力が減少し、かつ、フィルムFの幅方向中央部の張力が増加する。その結果、フィルムFに形成されるヘムH1〜H4の幅寸法が大きくなり、ヘムH1〜H4が形成された後のフィルムFの幅寸法が小さくなる。このように、揺動ユニット35は、ヘムH1〜H4が形成された後に取得されるフィルムの位置情報に基づき、適宜駆動される。したがって、フィルムFに形成されるヘムH1〜H4の幅寸法も適宜調整または修正することができる。
【0096】
ヘムH1〜H4の幅寸法が適正範囲から外れて小さすぎると、ヘムH1〜H4の形態を良好に維持できない場合やヘムH1〜H4を適当に形成できない場合がある。一方、ヘムH1〜H4の幅寸法が適正範囲から外れて大きすぎると、縦シール機構62によって縦シールされるフィルムFの部分(フィルムFの重ね合わされる部分)の幅寸法が小さくなる。その結果、角筒状フィルムFcを確実に縦シールできず、袋Bの性能が低下する。しかし、上記実施形態に係る製袋包装機1は、フィルムFに形成されるヘムH1〜H4の幅寸法を適宜調整または修正することができるため、結果として製造される袋Bの性能を確保することができる。
【0097】
(4−3)
また、本実施形態に係る製袋包装機1は、プッシャー37を備える。プッシャー37は、フィルムFの幅方向端部を押さえつけることにより、フィルムFの蛇行を防止する。さらに、本実施形態に係る製袋包装機1は、搬送路Pの幅方向両側に配置した第1プッシャー37aおよび第2プッシャー37bを、ヘムH1〜H4が形成された後のフィルムFの位置情報に基づいて駆動させる。具体的に、フィルムFの幅方向中心C2位置が、搬送路Pの幅方向の左右いずれかに偏っている場合に、フィルムFの偏りを修正するように第1プッシャー37aおよび第2プッシャー37bのいずれか一方を駆動させる。
【0098】
フィルムFの幅方向中心C2が、搬送路Pの幅方向中心C1からずれている場合、フィルムFに形成されるヘムH1〜H4の幅方向の位置もずれる。フィルムFにおけるヘムH1〜H4の位置がずれると、最終的に製造される袋Bの形状も崩れる。すなわち、フィルムFにおいてヘムH1〜H4が適当な位置に形成されない場合、良好な袋Bを製造することができない場合がある。
【0099】
しかし、本実施形態に係る製袋包装機1は、フィルムFの位置情報を適宜取得し、後続のフィルムFの搬送状態を調整する。これにより、所定の搬送状態のフィルムFにヘムH1〜H4が形成されるため、良好な袋Bを製造することができる。
【0100】
(5)変形例
(5−1)変形例A
上記実施形態では、揺動ユニット35を駆動させることにより、フィルムFの搬送角度および折り返し角度θを変動させた。このとき、揺動ユニット35は、揺動機構352により揺動ローラ351の位置(高さ位置および水平位置)を上下方向および水平方向に変動させた。すなわち、上記実施形態に係るフィルム搬送機構3は、揺動ローラ351の高さ位置および水平位置の両方を変化させることで、搬送角度および折り返し角度θを変動させた。ここで、フィルムFの搬送角度および折り返し角度θは、揺動ローラ351の高さ位置および水平位置のいずれか一方を変化させることにより変化させる構成であってもよい。すなわち、揺動機構352の代わりに、ローラ351の高さ位置および水平位置のいずれか一方を変化させるための移動機構を設けてもよい。
【0101】
(5−2)変形例B
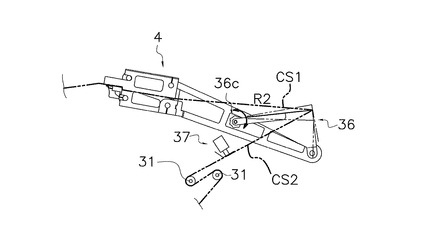
また、フィルムFの搬送角度および折り返し角度θは、揺動ユニット35の代わりに、湾曲変形部材36の傾きを変えることにより変動させてもよい。すなわち、湾曲変形部材36は、図22に示すように、揺動機構36cにより支持される。上記実施形態の揺動ユニット35は、ガイドローラ31に変更される。揺動機構36cは、湾曲変形部材36を矢印R2で示す方向に揺動させる。すなわち、揺動機構36cは、水平面に対する湾曲変形部材36の傾きを変動可能なように湾曲変形部材36を支持する。湾曲変形部材36の傾きが変動されることにより、搬送面CS1に対する搬送面CS2の傾き(折り返し角度)θが変動し、フィルムFの幅方向の各部分は、異なるテンションで湾曲エッジ36aに接触する。これによっても、フィルムFに形成されるヘムH1〜H4の幅寸法を適宜調整または修正することができる。
【0102】
(5−3)変形例C
上記実施形態において、プッシャー37の駆動時間は、予め設定された複数の時間長さから段階的に長い時間長さが選択された。ここで、プッシャー37の駆動時間は、任意の一の短い時間長さであってもよい。
【0103】
(5−4)変形例D
上記実施形態では、プッシャー37および揺動ユニット35は、共通のフィルム検知ユニット5で取得される位置情報に基づいて駆動された。ここで、フィルム検知ユニット5が複数設置され、プッシャー37および揺動ユニット35は、それぞれ異なる位置検知ユニットの位置情報に基づいて駆動されてもよい。
【0104】
(5−5)変形例E
上記実施形態では、プッシャー37は、揺動ユニット35から湾曲変形部材36までのフィルムFの搬送経路に配置されたが、プッシャー37が配置される場所は、湾曲エッジ36aに接触した直後であってもよい。
【0105】
(5−6)変形例F
上記実施形態では、プッシャー37が、搬送路Pの幅方向両側に配置される第1プッシャー37aおよび第2プッシャー37bから構成された。ここで、プッシャー37は、搬送路Pの幅方向片側に配置されていてもよい。このとき、プッシャー37を配置しない方の片側には、ガイドを設けてもよい。ガイドは、フィルムFが搬送路Pの幅方向外側に移動しないように抑制する部材である。これによっても、フィルムFの位置を調整することができる。
【0106】
(5−7)変形例G
上記実施形態に係る製袋包装機1が製造する袋は、図21に示す形状に限られない。例えば、袋は、底面部を有し、底面部を支持面として自立可能な形状であってもよい。その場合、製袋包装ユニット6は、さらに、底形成機構を有するものとする。すなわち、上記実施形態に係る製袋包装機1は、フィルムFを製袋包装ユニット6に搬送する途中で、フィルムFにヘムH1〜H4を形成するヘム形成用のフィルム搬送機構3を用いるものであれば、どのような形状の袋が形成されてもよい。
【0107】
(5−8)変形例H
上記実施形態の制御フロー(図20参照)では、ステップS6において、揺動ユニット35を駆動した後、ステップS1に戻ることとしたが、ステップS6の後にフィルム幅が適当か否かを判断するステップを追加し、フィルム幅が適当になるまで揺動ユニット35を駆動させるフローとしてもよい。
【符号の説明】
【0108】
1 製袋包装機
2 フィルム供給ユニット
3 フィルム搬送機構
4 ヘム形成ユニット
5 フィルム検知ユニット(検知部)
6 製袋包装ユニット
7 制御ユニット
31 ガイドローラ
32 プルダウンベルト
33 テンション調整機構(張力調整部)
34 ダンサーローラ
35 揺動ユニット
351 揺動ローラ
352 揺動機構(支持機構)
36 湾曲変形部材(折り返し部材)
36a 湾曲エッジ
36b 湾曲面37 プッシャー(押し付け部材)
36c 揺動機構(支持機構)
37a 第1プッシャー
37b 第2プッシャー
371 接触面(第1部材・第2部材)
372 シリンダー(駆動部)
【先行技術文献】
【特許文献】
【0109】
【特許文献1】特開2010−105740号公報
【技術分野】
【0001】
本発明は、ヘム形成用フィルムの搬送機構およびヘム形成用フィルムの搬送機構を備えた製袋包装機に関する。
【背景技術】
【0002】
従来、フィルムを搬送しながらフィルムの態様を変化させる技術が用いられている。例えば、特許文献1(特開2010−105740号公報)に開示されているような製袋包装機では、搬送部によってフィルムが製袋部に送られ、製袋部によってフィルムを袋へと変形させる。具体的には、フィルムの搬送過程で、フィルムにヘムが形成される。その後、ヘムが形成されたフィルムが角筒状に変形され、その後、角筒状のフィルムが袋に変形される。
【発明の概要】
【発明が解決しようとする課題】
【0003】
ところで、フィルムの搬送過程でフィルムにヘムが形成される場合、フィルムの搬送状態によっては、ヘムを確実に形成することが困難な場合がある。その結果、最終的に形成される物(例えば、袋等の完成品)の形成も適切にできない場合がある。
【0004】
本発明の課題は、ヘムの安定的な形成を可能にするヘム形成用フィルムの搬送機構またはヘム形成用フィルムの搬送機構を備えた製袋包装機を提供することにある。
【課題を解決するための手段】
【0005】
本発明に係るヘム形成用フィルムの搬送機構は、搬送部と、ヘム形成部と、検知部と、張力調整部とを備える。搬送部は、フィルムを搬送する。ヘム形成部は、搬送方向に沿ってフィルムにヘムを形成する。検知部は、ヘムが形成された後のフィルムの幅寸法を検知する。張力調整部は、検知部による検知結果に基づいて、ヘム形成部に搬送されるフィルムの少なくとも一部の張力を変化させる。
【0006】
これにより、ヘムを安定して形成することができる。
【0007】
また、本発明に係るヘム形成用フィルムの搬送機構は、ダンサーローラをさらに備えることが好ましい。ダンサーローラは、ヘム形成部の上流に配置され、フィルムの全体の張力を調整する。
【0008】
これにより、フィルムに形成されるしわを低減させることができる。
【0009】
また、張力調整部は、折り返し部材を有することが好ましい。折り返し部材は、ヘム形成部の上流側に配置される部材である。また、折り返し部材は、搬送部によって搬送されるフィルムを折り返し、さらに、フィルムを湾曲させる部材である。
【0010】
これにより、確実にヘムを形成することができる。
【0011】
また、張力調整部は、折り返し部材に搬送されるフィルムの搬送角度を変動させることにより、フィルムの幅方向中央またはフィルムの幅方向端部の張力を変化させることが好ましい。
【0012】
これにより、ヘムの幅寸法を調整することができる。
【0013】
また、張力調整部は、フィルムの幅寸法が所定の寸法より小さい場合には、折り返し部材に搬送されるフィルムの搬送角度を鋭角方向に変動させることが好ましい。また、フィルムの幅寸法が所定の寸法より大きい場合には、折り返し部材に搬送されるフィルムの搬送角度を鈍角方向に変動させることが好ましい。
【0014】
これにより、ヘム形成後のフィルムの幅寸法に基づいて、後続のフィルムに形成されるヘムの幅寸法を調整することができる。
【0015】
また、張力調整部は、ローラと、支持機構とをさらに有することが好ましい。ローラは、折り返し部材の上流に配置される。支持機構は、ローラの水平位置および高さ位置の少なくともいずれか一方を変動可能なようにローラを支持する。また、支持機構は、ローラの水平位置および高さ位置の少なくともいずれか一方を変動させることにより、折り返し部材に搬送されるフィルムの搬送角度を変更させることが好ましい。
【0016】
これにより、ヘムの幅寸法を調整することができる。
【0017】
また、張力調整部は、支持機構をさらに有することが好ましい。支持機構は、水平面に対する折り返し部材の傾きを変動可能なように折り返し部材を支持する。また、支持機構は、水平面に対する折り返し部材の傾きを変動することにより、折り返し部材に搬送されるフィルムの搬送角度を変更させることが好ましい。
【0018】
これにより、ヘムの幅寸法を調整することができる。
【0019】
また、本発明に係るヘム形成用フィルムの搬送機構は、押し付け部材をさらに備えることが好ましい。押し付け部材は、張力調整部からヘム形成部までの経路においてフィルムの幅方向の少なくとも一方側に配置され、検知部による検知結果に基づいて、フィルムの端部を押し付ける。
【0020】
これにより、フィルムの蛇行を低減することができる。
【0021】
また、検知結果は、フィルムの幅方向におけるフィルムの偏りに関する情報を含むことが好ましい。押し付け部材は、第1部材と、第2部材と、駆動部とを含むことが好ましい。第1部材は、フィルムの幅方向第1端部を押し付けるための部材である。第2部材は、第2端部を押し付けるための部材である。第2端部は、第1端部に対してフィルムの反対側の端部である。駆動部は、第1部材および第2部材を駆動する。また、駆動部は、検知部により第1端部側へのフィルムの偏りが検知された場合には、第2部材を駆動し、検知部により第2端部側へのフィルムの偏りが検知された場合には、第1部材を駆動することが好ましい。
【0022】
これにより、ヘム形成後のフィルムの偏りの程度に基づいて、後続のフィルムの搬送状態を調整することができる。
【0023】
また、本発明に係る製袋包装機は、ヘム形成用フィルムの搬送機構と、第1シール機構と、第2シール機構とを備えることが好ましい。第1シール機構は、ヘムが形成されたフィルムの幅方向両端を熱シールする。第2シール機構は、第1シール機構によってシールされたフィルムを、フィルムの搬送方向に交差する方向に熱シールして、被包装物を包装した袋を製造する。
【0024】
これにより、好適な袋を形成することができる。
【発明の効果】
【0025】
本発明に係るヘム形成用フィルムの搬送機構では、ヘムを安定して形成することができる。
【図面の簡単な説明】
【0026】
【図1】製袋包装機の外観斜視図である。
【図2】フィルムの搬送経路を示す概略斜視図である。
【図3】フィルムの搬送経路を示す概略側面図である。
【図4】揺動ユニットによる鋭角方向の駆動と折り返し角度の変化とを示す図である。
【図5】揺動ユニットによる鈍角方向の駆動と折り返し角度の変化とを示す図である。
【図6】湾曲変形部材およびヘム形成ユニットの概略斜視図である。
【図7】湾曲変形部材およびプッシャーの概略図である。
【図8】ヘム形成ユニットの概略図である。
【図9】横シール機構の動きを示す図である。
【図10】ガセット形成機構の動きを示す図である。
【図11】ガセット形成機構の動きを示す図である。
【図12】制御ブロック図である。
【図13】制御ユニットに記憶されている基本情報の例を示す図である。
【図14】フィルム位置およびフィルムの幅寸法が適正である場合の例を示す図である。
【図15】フィルムの幅寸法が適正幅寸法より小さい場合の例を示す図である。
【図16】フィルムの幅寸法が適正幅寸法より大きい場合の例を示す図である。
【図17】フィルムの幅寸法が適正幅寸法であり、フィルムが偏っている場合の例を示す図である。
【図18】フィルムの幅寸法が適正幅寸法より小さく、且つ、フィルムFの幅方向中心が搬送路の幅方向中心からずれている場合の例を示す。
【図19】フィルムの幅寸法が適正幅寸法より大きく、且つ、フィルムFの幅方向中心が搬送路の幅方向中心からずれている場合の例を示す。
【図20】揺動ユニットおよびプッシャーの制御の流れを示す図である。
【図21】本実施形態に係る製袋包装機で製造する袋の例を示す図である。
【図22】変形例Cに係る製袋包装機の例を示す図である。
【発明を実施するための形態】
【0027】
以下、図面を参照しながら、本発明の実施形態について説明する。なお、以下の実施形態は本発明の一例であり、本発明の技術的範囲を限定するものではない。
【0028】
(1)全体構成
まず、図1から図3を用いて、製袋包装機1の全体構成を説明する。製袋包装機1は、フィルムFから袋Bを形成しながら、当該袋Bにスナック菓子等の物品Cを袋詰めする機械である。製袋包装機1は、主として、フィルム供給ユニット2と、フィルム搬送機構3と、ヘム形成ユニット4と、フィルム検知ユニット5と、製袋包装ユニット6とからなる。また、製袋包装機1は、これらの各構成と接続されて各種信号の授受を行う制御ユニット7をさらに備える(図12参照)。
【0029】
フィルム供給ユニット2は、製袋包装ユニット6に対してシート状のフィルムFを供給する。フィルム搬送機構3は、フィルム供給ユニット2から供給されるフィルムFを製袋包装ユニット6に搬送する。ヘム形成ユニット4は、袋Bの角部に相当する部分(ヘムH1〜H4)を形成する機構である(図21参照)。また、フィルム検知ユニット5は、ヘムH1〜H4が形成された後のフィルムFを検知してフィルムFの位置情報を取得する。ここで、フィルムFの位置情報とは、フィルムFの幅方向端部の位置およびフィルムFの幅方向の偏り(フィルム位置)に関する情報である。製袋包装ユニット6は、フィルム供給ユニット2から供給されるシート状のフィルムFを袋Bに成形しながら、袋Bに物品Cを詰めていくユニットである。製袋包装ユニット6は、図21に示すような、ガセット型の袋Bを製造する。袋Bは、4つの側面部F1〜F4を有する。袋Bには、ガセットGと、4つのヘムH1〜H4と、縦シール部位L1と、上部横シール部位T1と、下部横シール部位T2とが形成されている。袋Bは、シート状のフィルムFの所定の位置を折り曲げてヘムH1〜H4を形成した後、さらに、所定の位置を熱シール(熱溶着)することにより形成される。製袋包装ユニット6には、正面に向かって右側に操作スイッチ類91が配置されている。さらに、操作スイッチ類91を操作するユーザーが視認できる位置に、各種設定が入力可能なタッチパネル式のディスプレイ8が配置されている。
【0030】
なお、製袋包装機1の正面とは、図1に示す製袋包装機1の液晶ディスプレイ8が取り付けられている側を指す。また、製袋包装機1について「左」「右」とは、正面側から製袋包装機1を見た場合を基準とする。また、搬送方向とは、フィルムFまたは角筒状フィルムFcの搬送方向である。さらに、搬送方向に向かって「左側」「右側」とは、製袋包装機1の後側に立って搬送方向上流側から下流側を見た場合を基準とする。以下、製袋包装機1の各部の構成について詳細に説明する。
【0031】
(2)各部の構成
(2−1)フィルム供給ユニット
フィルム供給ユニット2は、製袋包装ユニット6の成形機構61に対してシート状のフィルムFを供給する。フィルム供給ユニット2は、主として、フィルムローラ20を有する(図1参照)。フィルムローラ20にはフィルムFを巻きつけたフィルムロールFRがセットされる。フィルムローラ20は、図示しないモータによって回転駆動される。モータの回転駆動により、フィルムロールFRからフィルムFが繰り出される。フィルム供給ユニット2から供給されるフィルムFは、フィルム搬送機構3によって製袋包装ユニット6に搬送される。
【0032】
(2−2)フィルム搬送機構
図2に、フィルム搬送機構3によって、フィルム供給ユニット2から製袋包装ユニット6に搬送されるフィルムFの搬送経路を示す。フィルム搬送機構3は、フィルム供給ユニット2によって供給されたフィルムFを所定の搬送経路へガイドすることにより、フィルムFを下流に搬送する。フィルム搬送機構3は、フィルムFが搬送方向および幅方向にたわまないように、フィルムFにテンションをかけながらフィルムFを搬送する。フィルム搬送機構3は、図2または図3に示すように、ガイドローラ31と、プルダウンベルト32と、テンション調整機構33と、プッシャー37とによって構成されている。
【0033】
(2−2−1)ガイドローラ
ガイドローラ31は、フィルムFを搬送経路にガイドするローラである。フィルムFの搬送経路には、複数のガイドローラ31が配置されている。フィルムFは、複数のガイドローラ31に沿って下流に送られる。ガイドローラ31は、フィルムFの幅方向に延びる。
【0034】
(2−2−2)プルダウンベルト
プルダウンベルト32は、一対のベルト32a,32bから構成されている。一対のベルト32a,32bは、後述する製袋包装ユニット6の内部に設けられている。具体的に、一対のベルト32a,32bは、縦方向に延びるチューブ61aを軸として左右対称に配置されている。プルダウンベルト32は、チューブ61aに巻き付けられて角筒状に成形されたフィルム(角筒状フィルム)Fcに当接し、角筒状フィルムFcを吸着しながら、角筒状フィルムFcを下方に搬送する。
【0035】
(2−2−3)テンション調整機構
テンション調整機構33は、フィルム供給ユニット2によって供給されたフィルムFのテンションを調整する機構である。テンション調整機構33は、主として、ダンサーローラ34、揺動ユニット35、および湾曲変形部材36によって構成される。
【0036】
(a)ダンサーローラ
ダンサーローラ34は、ガイドローラ31と同様、フィルムFを搬送経路にガイドするローラである。また、ダンサーローラ34は、フィルムFの全体の張力を調整する。具体的に、ダンサーローラ34は、フィルムFの幅方向全域のテンションを所定範囲のテンションに保つ機能を有する。具体的に、ダンサーローラ34は、所定位置を基準に、上下移動可能に支持されている。ダンサーローラ34は、フィルムFにかかる張力が所定の値より大きい時は上方向に移動し、所定の値より小さい時には下に移動するように構成されている。ダンサーローラ34の一端には、引張りバネ38を介してロードセルが取り付けられている。ロードセルによって、ダンサーローラ34の基準位置からの偏移量が検知され、検知された偏移量に基づき、フィルムローラ20のモータが駆動される。言い換えると、ダンサーローラ34の偏移量に基づいて、フィルムローラ20の回転速度が変更される。
【0037】
(b)揺動ユニット
揺動ユニット35は、ガイドローラ31によってガイドされたフィルムFを、後述の湾曲変形部材36へガイドする。フィルムFは、揺動ローラ351から湾曲変形部材36に掛け渡されている。
【0038】
揺動ユニット35は、図3に示すように、主として、揺動ローラ351と、揺動機構(支持機構に相当)352とからなる。揺動ローラ351は、フィルムFの幅方向に延びる。また、揺動ローラ351は、ガイドローラ31に対して平行に延びる。揺動ローラ351には、上流のガイドローラ31から送られたフィルムFが掛け渡されている。揺動機構352は、揺動ローラ351を揺動可能に支持する。揺動機構352は、主として、連結部材352aと、支持軸352bと、揺動軸352cと、電動シリンダー352dとからなる。連結部材352aは、揺動ローラ351と支持軸352bとを連結する。連結部材352aは、揺動軸352cによって支持されている。連結部材352aは、揺動軸352cを中心に揺動可能である。電動シリンダー352dが駆動されると、支持軸352bの上下位置が変動される。支持軸352bの上下位置の変動に伴って、連結部材352aは、揺動軸352cを中心に揺動ローラ351を揺動させる(図3の矢印R1参照)。電動シリンダ352dの駆動により、揺動ローラ351は、破線で示されるような軌道を描いて揺動する。すなわち、電動シリンダー352dの駆動により、揺動ローラ351の高さ位置および水平位置が変動する。言い換えると、揺動ローラ351の中心Oは、上下方向および水平方向に移動する(図4および図5参照)。揺動ローラ351の高さ位置および水平位置が変動することによって、揺動ローラ315によるフィルムFの折り返し位置(上下位置および水平位置)も変動する。図4は、揺動ローラ351が上方向に揺動された例を示し、図5は、揺動ローラ351が下方向に揺動された例を示す。図4では、揺動機構352が揺動ローラ351を上方向に揺動させることにより、揺動ローラ351の中心Oの高さ位置がv0からv1に変化し、水平位置がh0からh1に変化した。また、図5では、揺動機構352が揺動ローラ351を下方向に揺動させることにより、揺動ローラ351の中心Oの高さ位置がv0からv2に変化し、水平位置がh0からh2に変化した。
【0039】
また、揺動機構352が揺動ローラ351を揺動させて、揺動ローラ351の高さ位置および水平位置を変動させることにより、揺動ローラ351から湾曲変形部材36に搬送されるフィルムFの搬送面の傾きが変動する。ここで、揺動ローラ351から湾曲変形部材36に搬送されるフィルムFの搬送面の傾きとは、水平面に対する搬送面CS2の傾き(搬送角度)である。また、搬送角度が変動することにより、ヘム形成ユニット4に搬送されるフィルムFの搬送面CS1に対するフィルムFの搬送面CS2の傾き(折り返し角度)θも変動する。搬送角度または折り返し角度θが変動することにより、湾曲変形部材36に接触するフィルムFの幅方向のテンションが変化する。具体的には、折り返し角度の変動により、フィルムFの幅方向の各部分は、異なるテンションで湾曲エッジ36aに接触する。具体的に、図4に示すように、折り返し角度θが鋭角方向(θ1からθ2)に変動すると、フィルムFの幅方向中央部の張力が減少し、かつ、フィルムFの幅方向端部の張力が増加する。一方、図5に示すように、折り返し角度θが鈍角方向(θ1からθ3)に変動すると、フィルムFの幅方向端部の張力が減少し、かつ、フィルムFの幅方向中央部の張力が増加する。フィルムFの幅方向中央部および端部の張力が変動することにより、ヘム形成ユニット4に送られるフィルムFのたわみ具合が変化する。
【0040】
なお、ヘム形成ユニット4に送られるフィルムFのたわみ具合が変化することにより、ヘムH1〜H4の幅寸法が変動する。したがって、揺動ユニット35は、ヘムH1〜H4の幅寸法を変動させるために、折り返し角度θを変動させる。具体的に、揺動ユニット35は、ヘムH1〜H4の幅寸法を小さくするために、折り返し角度θを鋭角方向に変動させる(図4参照)。より具体的に、揺動機構352は、ヘムH1〜H4の幅寸法を小さくするために、揺動ローラ351を上方向に揺動させ、揺動ローラ351の高さ位置および水平位置を変化させる。これにより、フィルムFの折り返し角度θは、移動前の折り返し角度θ1よりも鋭角θ2になる。また、揺動ユニット35は、ヘムH1〜H4の幅寸法を大きくするために、折り返し角度θを鈍角方向に変動させる(図5参照)。より具体的に、揺動機構352は、ヘムH1〜H4の幅寸法を大きくするために、揺動ローラ351を下方向に揺動させ、揺動ローラ351の高さ位置および水平位置を変化させる。これにより、フィルムFの折り返し角度θは、移動前の折り返し角度θ1よりも鈍角θ3になる。
【0041】
(c)湾曲変形部材
湾曲変形部材36は、揺動ユニット35から掛け渡されたフィルムFを折り返し、その後、フィルムFを湾曲させる部材である。言い換えると、湾曲変形部材36は、ヘム形成ユニット4の手前でフィルムFをたわませ、ヘムH1〜H4を形成しやすい状態にフィルムFを変形する部材である。図2に示すように、湾曲変形部材36は、製袋包装機1の後側に配置される。また、湾曲変形部材36は、ヘム形成ユニット4の上流側に配置される。
【0042】
図6および図7に、湾曲変形部材36を示す。湾曲変形部材36は、湾曲エッジ36aと湾曲面36bとを有する。湾曲エッジ36aは、図6および図7に示す中心線CLを基準に左右対称のカーブを有する。フィルムFは、所定の角度で湾曲エッジ36aに接触し、その後折り返される。ここで、所定の角度とは、折り返し角度θを構成する角度(搬送角度)であり、上述の揺動ユニット35の動作により変動する。湾曲エッジ36aに接触するフィルムFの部分(接触部分)には、上述したように、幅方向に異なるテンションがかけられる。湾曲エッジ36aに接触したフィルムFは、その後、湾曲面36bに沿わずにヘム形成ユニット4に送られる(図3参照)。
【0043】
(2−2−4)プッシャー
プッシャー37は、ヘム形成ユニット4に送られるフィルムFの幅方向の偏りを変化させる。フィルムFの幅方向の偏りとは、搬送路Pの幅方向中心C1とフィルムFの幅方向中心C2とがずれた位置にあることをいう。すなわち、プッシャー37は、フィルムFの幅方向中心C2を、搬送路Pの幅方向中心C1と一致するようにフィルムFを移動させる機能を有する。言い換えると、プッシャー37は、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1に対して左右方向のいずれか一方にずれている場合に、フィルムFを幅方向に移動させて搬送路Pの幅方向中心C1とフィルムFの幅方向中心C2とを一致させる。なお、搬送路Pとは、ガイドローラ31やダンサーローラ34等によって形成される仮想的な路である。また、搬送路Pの幅方向中心とは、ガイドローラ31およびダンサーローラ34の幅方向中心を仮想的に延長させた位置である。ここで、搬送路Pの幅方向中心とは、フィルムFが好適に搬送された場合にフィルムFが接するガイドローラ31およびダンサーローラ34の幅方向の中心である。すなわち、搬送路Pの幅方向中心と、ガイドローラ31およびダンサーローラ34の実寸の幅方向中心とは、一致していなくてもよい。本実施形態では、プッシャー37は、揺動ユニット35から湾曲変形部材36までの搬送経路に配置される。
【0044】
プッシャー37は、図7に示すように、主として、第1プッシャー37aと、第2プッシャー37bとからなる。第1プッシャー37aは、搬送方向に向かって、フィルムFの幅方向右側端部近傍に配置される。第2プッシャー37bは、搬送方向に向かって、フィルムFの幅方向左側端部近傍に配置される。
【0045】
図7に示すように、第1プッシャー37aおよび第2プッシャー37bは、それぞれ、主として、フィルムFに接触する接触面371と、接触面371を上下方向に移動させるシリンダー372とによって構成されている。シリンダー372、後述のフィルム検知ユニット5に基づく検知結果に基づいて動作する。具体的に、シリンダー372は、制御ユニット7から送られる制御信号(ON/OFF信号)に応じて、接触面371をフィルムFに対して近接または離反するように移動させる。接触面371がフィルムFに最も近づいた近接位置にある時、接触面371はフィルムFに接触する。言い換えると、第1プッシャー37aおよび第2プッシャー37bは、シリンダー372により接触面371を近接位置に向けて移動させフィルムFが搬送可能な程度にフィルムFを軽く押さえる。第1プッシャー37aは、搬送方向に向かってフィルムFの右側端部を押さえ、第2プッシャー37bは、搬送方向に向かってフィルムFの左側端部を押さえる。
【0046】
なお、第1プッシャー37aおよび第2プッシャー37bは、フィルムFの幅方向中心C2を移動させたい方向に応じて駆動される。具体的に、フィルムFの幅方向中心C2を移動させたい方向が搬送方向に向かって左側であった場合、搬送方向に向かって左側に配置されている第2プッシャー37bが駆動される(図7参照)。また、フィルムFの幅方向中心C2を移動させたい方向が搬送方向に向かって右側であった場合、搬送方向に向かって右側に配置されている第1プッシャー37aが駆動される(図7参照)。すなわち、フィルムFの幅方向中心C2を移動させたい方向と、駆動されるプッシャーが配置されている方向とは同じである。
【0047】
また、第1プッシャー37aおよび第2プッシャー37bは、フィードバック制御が行われる。具体的に、第1プッシャー37aおよび第2プッシャー37bは、それぞれ、フィルム検知ユニット5による検知結果が適正状態を示すまで、所定の時間間隔を空けて、接触面371の近接・離反運動を繰り返す。言い換えると、第1プッシャー37aおよび第2プッシャー37bのそれぞれは、フィルムFの幅方向の偏りがなくなるまで、所定の時間間隔を空けて、フィルムFの端部を押さえつける。ここで、所定の時間間隔とは、任意の時間間隔である。また、第1プッシャー37aおよび第2プッシャー37bのそれぞれが、フィルムFを押さえつける時間(押さえつけ時間)は、段階的に変化させていく。具体的に、押さえつけ時間は、段階的に長くしていく。また、フィルムFの幅方向の偏りがなくなるとは、フィルムFの幅方向中心C2と、搬送路Pの幅方向中心C1とのずれ量が適正範囲の値になることをいう。
【0048】
(2−3)ヘム形成ユニット
ヘム形成ユニット4は、フィルムFにヘムH1〜H4を形成する。ヘムH1〜H4は、袋Bの角部を構成する部分である(図21参照)。ヘムH1〜H4は、袋Bの長手方向に沿って形成されている。ヘム形成ユニット4は、図2および図3に示すように、湾曲変形部材36の下流に配置される。
【0049】
ヘム形成ユニット4は、図6および図8に示すように、主として、4つの上方ブロック41と、4つの下方ブロック42とから構成される。各上方ブロック41は、フィルムFの搬送方向に沿ってのびるブロック片である。上方ブロック41の上流側端部および下流側端部は、それぞれ、上方支持軸43によって支持される。具体的に、上方ブロック41は、図8に示すように、フィルムFの幅方向に所定の距離間隔を空けて、上方支持軸43に支持される。上方ブロック41は、底面に段差(高低差)を有する。下方ブロック42もまた、フィルムFの搬送方向に沿ってのびるブロック片である。下方ブロック42の上流側端部および下流側端部は、それぞれ、下方支持軸44によって支持される。具体的に、下方ブロック42は、フィルムFの幅方向に所定の距離間隔を空けて、下方支持軸44に支持されている。より具体的に、下方ブロック42は、上方ブロック41の下方に、上方ブロック41に対応して設けられる。下方ブロック42は、図8に示すように、上面に段差(高低差)を有する。下方ブロック42の上面が有する段差は、上方ブロック41の底面の段差と合致するような形状である。
【0050】
上方ブロック41と下方ブロック42との間には隙間45が形成される。湾曲変形部材36によって湾曲されたフィルムFは、隙間45を通される。隙間45を通過したフィルムFには、階段状に折り曲げられた部分(階段状部分)が形成される。フィルムFの階段状部分は、その後、折り重ねられる。折り重ねられた階段状部分は、その後、熱せられて溶着される。これにより、階段状部分は、ヘムH1〜H4になる。
【0051】
(2−4)フィルム検知ユニット
フィルム検知ユニット5は、フィルムFの位置情報を収集するためのユニットである。フィルムFの位置情報とは、上述したように、フィルムFの幅方向端部の位置(フィルム位置)に関する情報である。また、フィルムFの位置情報とは、フィルムFの幅方向におけるフィルムFの偏りに関する情報でもある。フィルムFの偏りとは、フィルムFの搬送路Pの幅方向中心C1に対するフィルムFの幅方向中心C2のずれである。図2に示すように、フィルム検知ユニット5は、ヘム形成ユニット4の下流に配置されている。すなわち、フィルム検知ユニット5は、ヘムH1〜H4が形成された後のフィルムFの端部の位置を検知する。
【0052】
フィルム検知ユニット5は、複数のセンサで構成されている。フィルム検知ユニット5は、複数のセンサとして、図2に示すように、第1端側センサ51a,51bと、第2端側センサ52a,52bとを含む。第1端側センサ51a,51bおよび第2端側センサ52a,52bは、フィルムFの幅方向に沿って一列に配置される。
【0053】
第1端側センサ51a,51bは、フィルムFの搬送方向に向かって左側に配置される。第1端側センサ51a,51bは、第1内側センサ51aおよび第1外側センサ51bからなる。第1内側センサ51aは、搬送路Pの幅方向内側に位置する。第1外側センサ51bは、搬送路Pの幅方向外側に位置する。第1内側センサ51aおよび第1外側センサ51bは、それぞれ光電センサである。第1内側センサ51aおよび第1外側センサ51bは、フィルムFによって光が遮断されることにより、フィルムFを検知する。
【0054】
一方、第2端側センサ52a,52bは、フィルムFの搬送方向に向かって右側に配置される。第2端側センサ52a,52bは、第2内側センサ52aおよび第2外側センサ52bからなる。第2内側センサ52aは、搬送路Pの幅方向内側に位置する。第2外側センサ52bは、搬送路Pの幅方向外側に位置する。第2内側センサ52aおよび第2外側センサ52bもまた、それぞれ光電センサである。第2内側センサ52aおよび第2外側センサ52bも、フィルムFによって光が遮断されることにより、フィルムFを検知する。
【0055】
本実施形態では、センサがフィルムFを検知した状態をON状態、検知していない状態をOFF状態とよぶ。また、本実施形態では、フィルムFの位置およびフィルムFの幅寸法が適当である時、第1内側センサ51aおよび第2内側センサ52aがON状態になり、第1外側センサ51bおよび第2外側センサ52bがOFF状態になるように、各センサ51a,51b,52a,52bはそれぞれ配置される(図14参照)。
【0056】
フィルム検知ユニット5は、短い時間間隔(例えば、0.1〜0.5秒毎)にフィルムFの位置情報を収集する。フィルム検知ユニット5は、フィルムFの位置情報を収集するたびに、収集した位置情報を制御ユニット7に送る。
【0057】
(2−5)製袋包装ユニット
製袋包装ユニット6は、ヘムH1〜H4が形成されたフィルムFを袋Bに成形するユニットである。製袋包装ユニット6は、図2に示すように、フィルム検知ユニット5の下流に配置されている。
【0058】
製袋包装ユニット6は、主として、成形機構61と、縦シール機構62と、シャッタ機構65と、横シール機構63と、ガセット形成機構64と、これらの各機構を支える支持フレーム11とから構成されている。支持フレーム11の周囲には、ケーシング12が取り付けられている(図1参照)。
【0059】
(2−5−1)成形機構
成形機構61は、チューブ61aと、フォーマ61bとを有する。チューブ61aは、角筒状の部材である。チューブ61aは、縦方向に延び、上下端に開口を有する。チューブ61aは、図示されないブラケットを介してフォーマ61bに固定されている。チューブ61aの上端の開口には、製袋包装ユニット6の上方に設けられているコンピュータスケール9から所定量ずつ落下してくる物品Cが投入される。なお、コンピュータスケール9は、フィーダ、プールホッパ、計量ホッパ、集合排出シュート等から構成される組合せ計量装置である。フォーマ61bは、チューブ61aを取り囲むように配置される。フィルムFは、フォーマ61bとチューブ61aとの隙間を通過するときに角筒状(角筒状フィルムFc)に成形される。チューブ61aおよびフォーマ61bは、製造される袋Bの大きさに応じて取り替えられる。
【0060】
(2−5−2)縦シール機構
縦シール機構62は、チューブ61aに巻き付けられた角筒状フィルムFcの縦方向に重なり合う部位を、一定の加圧力でチューブ61aの表面に押しつけながらヒートシールし、縦シール部位L1を形成する。縦シール機構62は、ヒーターと、ヒーターにより加熱されるヒーターベルト等を有する。縦シール機構62は、重なり合う部位をヒーターベルトで加圧してヒートシールする。
【0061】
(2−5−3)シャッタ機構
シャッタ機構65は、図2に示すように、成形機構61、縦シール機構62、および後述のガセット形成機構64の下方であって、後述する横シール機構63の上方に配置されている。シャッタ機構65は、後述する横シール機構63によって形成される被シール箇所への物品Cの噛み込みを抑制する機構であり、一対のシャッタ部材を有する。一対のシャッタ部材は、角筒状フィルムFcの前後に配置される。シャッタ機構65は、第1動作と第2動作とを繰り返すことによって、被シール箇所への物品Cの噛み込みを防止する。第1動作は、シャッタ部材が角筒状フィルムFcを挟んだ状態で所定距離下降する動作である。第2動作は、シャッタ部材が角筒状フィルムFcから遠ざかり、さらに、角筒状フィルムFcに接近して角筒状フィルムFcを挟む動作である。シャッタ部材は、後述する横シール機構63のシールジョー63a,63bよりも早く角筒状フィルムFcを挟み込み、角筒状フィルムFcが横シールされる時に、被シール箇所の上方において被包装物の落下を抑制する。
【0062】
(2−5−4)横シール機構
横シール機構63は、成形機構61、縦シール機構62、およびシャッタ機構65の下方に配置されている。横シール機構63は、主として、シールジョー63a,63bから構成されている。横シール機構63は、図9に示すように、シールジョー63a,63bを中心線COに対して前後対称に旋回させる。角筒状フィルムFcは、中心線COを中心に通過する。シールジョー63a,63bは、互いが最も近づいた時に角筒状フィルムFcを挟み込み、角筒状フィルムFcに横シール部位を形成する。具体的には、シールジョー63a,63bによる一回の挟み込み動作により、製袋包装機1により連続して製造される2つの袋のうち、先に製造される袋(第1の袋)の上部横シール部位T1と、その次に製造される袋(第2の袋)の下部横シール部位T2とが同時に形成される。なお、一方のシールジョー63aには、図示されないカッターが内蔵されており、一回の挟み込み動作により熱シールされた部位の中央がカッターで横方向に切断される。この切断により、横シール部位が上部横シール部位T1および下部横シール部位T2にそれぞれ分離され、縦方向に延びる角筒状フィルムFcから、袋が1つ切り離される。
【0063】
(2−5−5)ガセット形成機構
ガセット形成機構64は、角筒状フィルムFcにガセットGを形成する。ガセット形成機構64は、成形機構61の下方であって、横シール機構63の上方に配置されている。ガセット形成機構64は、主として、スプレッター64aと、折り込み部材64bと、折り込み部材64bを駆動させるモータとからなる。スプレッター64aは、図2に示すように、チューブ61aの下端の四隅に取り付けられる。スプレッター64aは、チューブ61aの下端から下方に延びる薄板部材である。薄板部材は、連結部と、本体とを有する。連結部は、チューブ61aの外縁に連結される部分である。本体は連結部の下方に延びる。具体的に、本体は、チューブ61aの外縁よりも内側で、下方向に所定長さ延びる。折り込み部材64bは、角筒状フィルムFcを中心として左右に配置される。折り込み部材64bは、図10に示すように、角筒状フィルムFcの中心方向(縦シール部位L1)に対して左右対称に旋回する。折り込み部材64bは、互いが最も近づいた時に角筒状フィルムFcの側面を挟み込む。このとき、角筒状フィルムFcの側面には、図11に示されるように、スプレッター64a,64aおよび折り込み部材64bによってそれぞれ逆方向に力が加えられる。これにより、角筒状フィルムFcにガゼットGが形成される。
【0064】
(2−6)制御ユニット
制御ユニット7は、CPU、ROM、RAMおよびハードディスク等からなり、製袋包装機1の各部を制御するためのプログラムを読み出して実行する。制御ユニット7は、図12に示すように、ディスプレイ8、フィルム供給ユニット2、フィルム搬送機構3、ヘム形成ユニット4、フィルム検知ユニット5、および製袋包装ユニット6と接続されている。制御ユニット7は、ディスプレイ8で受け付けた各種設定に基づいて、各ユニットおよび機構に対する制御指令を送信する。各ユニットおよび機構の駆動部は、制御ユニット7から送られた制御指令に基づいて駆動する。また、制御ユニット7は、各ユニットおよび機構から短い時間間隔で各種情報(例えば、フィルムFの検知情報(検知結果)等)を取得して記憶する。制御ユニット7は、取得した情報に基づいて稼動情報等をディスプレイ8に表示させる。
【0065】
また、制御ユニット7は、ハードディスク等に各種情報が記憶されている。各種情報には、ディスプレイ8で受け付けた各種設定および基本情報が含まれる。制御ユニット7は、フィルムFの検知情報および基本情報に基づいて、揺動ユニット35およびプッシャー37を駆動する。基本情報とは、ヘムH1〜H4が形成された後のフィルムFの位置および幅寸法が所定の状態であるかを判定する際に参照する情報である。また、基本情報は、フィルムFの位置および幅寸法が所定の状態でない場合に、揺動ユニット35およびプッシャー37に対して送る制御指令を生成する際に参照する情報である。ここで、所定の状態とは、フィルムFの位置およびフィルムFの幅寸法が適当である状態をいう。言い換えると、フィルムFの位置が適正位置にあり、フィルムFの幅寸法が適正寸法である状態をいう。フィルムFの位置およびフィルムFの幅寸法が適当である場合は、上述したように、フィルム検知ユニット5のうち、第1内側センサ51aおよび第2内側センサ52aがON状態になり、第1外側センサ51bおよび第2外側センサ52bがOFF状態になる。
【0066】
基本情報は、図13に示すように、各センサのON・OFF状態の組み合わせによって判定されるフィルムの状態(状態1〜9)に関する情報である。具体的に、基本情報には、複数のフィルムの状態と、各フィルムの状態を判定するためのセンサの状態の組み合わせとが含まれる。複数のフィルムの状態は、フィルム位置およびフィルムの幅寸法によってそれぞれ定義される。例えば、第1外側センサ51bおよび第2外側センサ52bはOFFであり、第1内側センサ51aおよび第2内側センサ52aはONであるとき、制御ユニット7は、フィルムFの状態を第1状態であると判定する。また、例えば、第1外側センサ51bおよび第1内側センサ51aがONで、第2内側センサ52aおよび第2外側センサ52bがOFFであるとき、制御ユニット7は、フィルムFの状態を第4状態であると判定する。制御ユニット7は、フィルムFの状態に応じた制御指令を生成し、揺動ユニット35またはプッシャー37に送る。揺動ユニット35およびプッシャー37の制御については後述する。
【0067】
(3)製袋包装機の動作
(3−1)全体の流れ
フィルム搬送機構3が駆動されると、フィルムロールFRからフィルムFが繰り出される。フィルムFは、図2および図3に示すように、複数のガイドローラ31、ダンサーローラ34、揺動ローラ351、および湾曲変形部材36に掛け渡された状態で、ヘム形成ユニット4の隙間45を通される。ヘム形成ユニット4を通過したフィルムFには、ヘムH1〜H4が形成される。その後、フィルムFは、製袋包装ユニット6に送られる。フィルムFは、成形機構61を通過して角筒状フィルムFcに成形される。その後、縦シール機構62は、角筒状フィルムFcの重なり合う部分を熱シールする。角筒状フィルムFcは、その後、ガセット形成機構64によって角筒状フィルムFcにガセットGが形成されると共に、横シール機構63によって角筒状フィルムFcが横シールされる。その後、横シールされた箇所がカッターにより切断され、上流側の角筒状フィルムFcから袋Bが切り離される。
【0068】
(3−2)揺動ユニットおよびプッシャーの制御
制御ユニット7は、基本情報(図13参照)と、フィルム検知ユニット5によって取得されたフィルムFの位置情報(検知結果)とに基づいて、揺動ユニット35およびプッシャー37に対する制御指令を生成する。揺動ユニット35およびプッシャー37は、制御指令に基づいて駆動する。以下、図13〜図19を参照して、揺動ユニット35およびプッシャー37の制御について説明する。なお、図14〜図19において、ハッチングを付して示したセンサは、ON状態のセンサである。
【0069】
(3−2−1)フィルム位置およびフィルム幅寸法の両方が適当である場合
図14は、フィルム位置およびフィルムの幅寸法の両方が適当である場合の例を示す。フィルム位置が適当(あるいは適正位置)であるとは、フィルムFの幅方向中心C2と、搬送路Pの幅方向中心C1とが一致する状態、あるいは、フィルムFの幅方向中心C2と、搬送路Pの幅方向中心C1とのずれが適正範囲内であることをいう。また、フィルムの幅寸法が適当(あるいは適正幅寸法)であるとは、ヘムH1〜H4の幅寸法が適正幅寸法w1であることをいう。
【0070】
図14に示すように、フィルム位置が適正位置であり、フィルムの幅寸法が適正幅寸法d1である場合には、第1内側センサ51aおよび第2内側センサ52aの両方がフィルムFを検知し、第1外側センサ51bおよび第2外側センサ52bの両方がフィルムFを検知しない。言い換えると、第1内側センサ51aおよび第2内側センサ52aの状態はONであり、第1外側センサ51bおよび第2外側センサ52bの状態はOFFである。すなわち、フィルムFの搬送方向に向かって、フィルムFの左端は、第1内側センサ51aおよび第1外側センサ51bの間にあり、フィルムFの右端は、第2内側センサ52aおよび第2外側センサ52bの間にある。この状態は、図13に示す基本情報の第1状態と一致する。したがって、制御ユニット7は、現在の状態を維持する。すなわち、制御ユニット7は、揺動ユニット35およびプッシャー37に対して制御指令を生成しない。
【0071】
(3−2−2)フィルム位置が適当で、かつ、フィルムの幅寸法が小さい場合
図15は、フィルム位置が適正位置で、かつ、フィルムの幅寸法が適正幅寸法d1より小さい幅寸法d2である場合の例を示す。フィルムの幅寸法が小さい場合とは、例えば、ヘムH1〜H4の幅寸法w2がヘムH1〜H4の適正幅寸法w1よりも大きい場合である(w2>w1)。
【0072】
図15に示すように、フィルム位置が適当で、かつ、フィルムの幅寸法が小さい場合には、第1内側センサ51a、第1外側センサ51b、第2内側センサ52a、および第2外側センサ52bの全てがフィルムFを検知しない。言い換えると、第1内側センサ51a、第1外側センサ51b、第2内側センサ52a、および第2外側センサ52bの全ての状態がOFFである。すなわち、フィルムFの左端は、第1内側センサ51aよりも幅方向中央側にあり、フィルムFの右端は、第2内側センサ52aよりも幅方向中央側にある。この状態は、図13に示す基本情報の第2状態と一致する。したがって、制御ユニット7は、揺動ユニット35を鋭角方向に揺動させるための制御指令を生成する。これにより、フィルムFの幅方向中央部の張力が減少し、かつ、フィルムFの幅方向端部の張力が増加する。その結果、ヘムH1〜H4の幅寸法w2が小さくなり、ヘムH1〜H4が形成された後のフィルムFの幅寸法が、揺動ユニット34を駆動する前のフィルムFの幅寸法d2より大きくなる。
【0073】
(3−2−3)フィルム位置が適当で、かつ、フィルムの幅寸法が大きい場合
図16は、フィルム位置が適当で、かつ、フィルムの幅寸法が適正幅寸法d1より大きい幅寸法d3である場合の例を示す。フィルムの幅寸法が大きい場合とは、例えば、ヘムH1〜H4の幅寸法w3がヘムH1〜H4の適正幅寸法w1よりも小さい場合である(w3<w1)。
【0074】
図16に示すように、フィルム位置が適当で、かつ、フィルム幅寸法が大きい場合には、第1内側センサ51a、第1外側センサ51b、第2内側センサ52a、および第2外側センサ52bの全てがフィルムFを検知する。言い換えると、第1内側センサ51a、第1外側センサ51b、第2内側センサ52a、および第2外側センサ52bの全ての状態がONである。すなわち、フィルムFの左端は、第1外側センサ51bよりも幅方向外側にあり、フィルムFの右端は、第2外側センサ52bよりも幅方向外側にある。この状態は、図13に示す基本情報の第3状態と一致する。したがって、制御ユニット7は、揺動ユニット35を鈍角方向に揺動させるための制御指令を生成する。これにより、フィルムFの幅方向端部の張力が減少し、かつ、フィルムFの幅方向中央部の張力が増加する。その結果、ヘムH1〜H4の幅寸法w3が大きくなり、ヘムH1〜H4が形成された後のフィルムFの幅寸法が、揺動ユニット34を駆動する前のフィルムFの幅寸法d3より小さくなる。
【0075】
(3−2−4)フィルムの幅寸法が適当で、かつ、フィルムが偏っている場合
図17は、フィルムFの幅寸法が適正幅寸法d1であり、かつ、フィルムFが幅方向一方側に偏っている場合の例を示す。フィルムFが幅方向一方側に偏っている場合とは、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1からずれている場合をいう。図17に示すように、フィルムFが幅方向一方側に偏っている場合、フィルムFの偏っている方向と同じ方向に配置されたセンサがフィルムFを検知する。
【0076】
図17では、フィルムFの幅方向中心C2が、搬送方向に向かって左側に偏っている場合を示す。したがって、第1内側センサ51aおよび第1外側センサ51bがフィルムFを検知し、第2内側センサ52aおよび第2外側センサ52bがフィルムFを検知しない。言い換えると、第1内側センサ51aおよび第1外側センサ51bの状態はONであり、第2内側センサ52aおよび第2外側センサ52bの状態はOFFである。この状態は、図13に示す基本情報の第4状態と一致する。したがって、制御ユニット7は、フィルムFの幅方向中心C2を移動させたい方向(右側)と同一の方向(右側)に配置されているプッシャー(ここでは、第1プッシャー37a)を駆動させるための制御指令を生成する。
【0077】
一方、フィルムFの幅方向中心C2が、搬送方向に向かって右側に偏っている場合には、図17でONを示したセンサとは異なるセンサがフィルムFを検知する。すなわち、フィルム検知ユニット5は、図13の第5状態と一致するセンサの状態を検知する。したがって、制御ユニット7は、フィルムFの中心位置を左方向に移動させるために、第2プッシャー37bを駆動させるための制御指令を生成する。
【0078】
これにより、フィルムFは、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1と一致するように移動する。
【0079】
(3−2−5)フィルムの幅寸法が小さく、かつ、フィルムが偏っている場合
図18は、フィルムの幅寸法が適正幅寸法d1より小さい幅寸法d2であり、かつ、フィルムFが偏っている場合の例を示す。図18に示すように、フィルムFの幅寸法が小さく、かつ、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1と一致しない場合には、フィルムFが偏っている方向と同じ方向に配置されたセンサのうち、搬送路Pの幅方向内側に配置されたセンサのみがフィルムFを検知し、その他のセンサはフィルムFを検知しない。
【0080】
図18では、フィルムFの幅方向中心C2が、搬送方向に向かって左側に偏っている場合を示す。4つのセンサ51a,51b,52a,52bのうち第1内側センサ51aのみがフィルムFを検知し、その他のセンサ51b,52a,52bはフィルムFを検知しない。言い換えると、第1内側センサ51aの状態はONであり、その他のセンサ51b,52a,52bの状態はOFFである。この状態は、図13に示す基本情報の第6状態と一致する。したがって、制御ユニット7は、フィルムFの幅方向中心C2の移動方向(右方向)と同一の側(右側)に配置されているプッシャー(ここでは、第1プッシャー37a)を駆動させるための制御指令を生成する。さらに、制御ユニット7は、揺動ユニット35を鋭角方向に移動させるための制御指令を生成する。
【0081】
一方、フィルムFの幅方向中心C2が、搬送方向に向かって右側に偏っている場合には、図18でONを示したセンサとは異なるセンサがフィルムFを検知する。すなわち、フィルム検知ユニット5は、図13の第7状態と一致するセンサの状態を検知する。したがって、制御ユニット7は、フィルムFの中心位置を左方向に移動させるために、第2プッシャー37bを駆動させるための制御指令を生成する。さらに、制御ユニット7は、揺動ユニット35を鋭角方向に移動させるための制御指令を生成する。
【0082】
これにより、フィルムFは、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1と一致するように移動する。さらに、フィルムFの幅方向中央部の張力が減少し、かつ、フィルムFの幅方向端部の張力が増加する。その結果、ヘムH1〜H4の幅寸法がw2よりも小さくなり、ヘムH1〜H4が形成された後のフィルムFの幅寸法が、揺動ユニット34を駆動する前のフィルムFの幅寸法d2よりも大きくなる。
【0083】
(3−2−6)フィルムの幅寸法が大きく、かつ、フィルムが偏っている場合
図19は、フィルムの幅寸法が適正幅寸法d1より大きい幅寸法d3であり、かつ、フィルムFが偏っている場合の例を示す。図19に示すように、フィルムの幅寸法が大きく、かつ、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1と一致しない場合、フィルムFが偏っている方向と逆の方向に配置されたセンサのうち、搬送路Pの幅方向外側に配置されたセンサのみがフィルムFを検知せず、その他の全てのセンサがフィルムFを検知する。
【0084】
図19では、フィルムFの幅方向中心C2が、搬送方向に向かって左側に偏っている場合を示す。4つのセンサ51a,51b,52a,52bのうち第2外側センサ52bのみがフィルムFを検知せず、その他のセンサ51a,51b,52aはフィルムFを検知する。言い換えると、第2外側センサ52bの状態はOFFであり、その他のセンサ51a,51b,52aの状態はONである。この状態は、図13に示す基本情報の第8状態と一致する。したがって、制御ユニット7は、フィルムFの幅方向中心C2の移動方向(右方向)と同一の側(右側)に配置されているプッシャー(ここでは、第1プッシャー37a)を駆動させるための制御指令を生成する。さらに、制御ユニット7は、揺動ユニット35を鈍角方向に移動させるための制御指令を生成する。
【0085】
一方、フィルムFの幅方向中心C2が、搬送方向に向かって右側に偏っている場合には、図19でONを示したセンサとは異なるセンサがフィルムFを検知する。すなわち、フィルム検知ユニット5は、図13の第9状態と一致するセンサの状態を検知する。したがって、制御ユニット7は、フィルムFの中心位置を左方向に移動させるために、第2プッシャー37bを駆動させるための制御指令を生成する。さらに、制御ユニット7は、揺動ユニット35を鈍角方向に移動させるための制御指令を生成する。
【0086】
これにより、フィルムFは、フィルムFの幅方向中心C2が搬送路Pの幅方向中心C1と一致するように移動する。さらに、フィルムFの幅方向端部の張力が減少し、かつ、フィルムFの幅方向中央部の張力が増加する。その結果、ヘムH1〜H4の幅寸法は、w3よりも大きくなり、ヘムH1〜H4が形成された後のフィルムFの幅寸法が、揺動ユニット34を駆動する前のフィルムFの幅寸法d3よりも小さくなる。
【0087】
(3−3)制御の流れ
次に、図20を参照して、揺動ユニット35およびプッシャー37の制御の流れについて説明する。ステップS1で、フィルム検知ユニット5によってフィルムFの位置情報が取得され、さらに記憶される。
【0088】
ステップS2では、位置情報に変化があったかどうかが判断される。ステップS2では、位置情報に変化があるまで待機し、位置情報に変化があった場合に、ステップS3に進む。
【0089】
ステップS3では、フィルム位置が適当か否かが判断される。具体的には、搬送路Pの両側にそれぞれ配置された第1端側センサ51a,51bおよび第2端側センサ52a,52bが同様の状態を示すか否かが判断される。具体的には、次の三つの状態が考えられる。一つ目の状態は、第1端側センサ51a,51bの両方がフィルムFを検知している場合に、第2端側センサ52a,52bの両方がフィルムFを検知する状態である。二つ目の状態は、第1端側センサ51a,51bの両方がフィルムFを検知しない場合に、第2端側センサ52a,52bの両方がフィルムFを検知しない状態である。三つ目の状態は、第1端側センサ51a,51bのうち、第1内側センサ51aのみがフィルムFを検知する場合に、第2端側センサ52a,52bのうち第2内側センサ52aのみがフィルムFを検知する状態である。ステップS3において、フィルム位置が適当な場合には、ステップS6に進む。一方、ステップS3において、フィルム位置が適当でない場合には、ステップS4に進む。
【0090】
ステップS4では、プッシャー37を駆動させるための指令が生成される。指令は、プッシャー37を所定時間駆動させるための指令である。ここで、所定時間とは、予め設定された複数の時間長さから選択された一の時間長さである。
【0091】
その後、ステップS5に進み、フィルム位置が適当か否かが再度判定される。ステップS5において、フィルム位置が適当でない場合には、フィルム位置が適当な位置になるまで、プッシャー37を駆動させる。このとき、制御ユニット7は、プッシャー37を駆動させる時間長さを、プッシャー37の駆動回数に応じて変化させる。具体的に、制御ユニット7は、任意の回数に達するまで、プッシャー37の駆動回数に応じて、予め設定された複数の時間長さから、徐々に長い時間を選択する。プッシャー37は、選択された時間長さに応じて駆動させる。ステップS5において、フィルム位置が適当である場合には、ステップS6に進む。
【0092】
ステップS6では、揺動ユニット35を駆動させるための指令を生成する。指令は、揺動ユニット35を所定の角度回転させる指令である。その後、ステップS1に戻る。
【0093】
(4)特徴
(4−1)
本実施形態に係る製袋包装機1は、フィルム搬送機構3によってフィルムの搬送状態を調整可能であるため、ヘムH1〜H4を確実に形成することができる。製袋包装機を用いてヘム付きの袋を製造する場合、フィルム供給部から供給されたフィルムが製袋包装ユニットに送られるまでの経路において、フィルムFにヘムが形成される。フィルムFは、搬送途中での蛇行やしわの発生を低減させるため、複数のローラによってテンションがかけられながら搬送される。しかし、フィルムにヘムが形成される場合、ヘム形成ユニットに送られるフィルムの状態(フィルムのたわみの程度や搬送路Pの幅方向中心C1に対するフィルムFの幅方向中心C2のずれの程度)によっては、ヘムH1〜H4を適当に形成できない場合がある。
【0094】
しかし、本実施形態に係る製袋包装機1は、ヘムH1〜H4が形成された後のフィルムFを検知し、フィルムFの幅寸法を判定する。また、判定結果に基づいて、フィルム搬送機構3が、ヘム形成ユニットに搬送されるフィルムFの少なくとも一部の張力を変化させる。したがって、ヘム形成ユニットに送られるフィルムFの状態を適宜修正するため、ヘムを安定して形成することができる。
【0095】
(4−2)
本実施形態に係る製袋包装機1は、湾曲変形部材36で折り返されたフィルムFが、湾曲した状態でヘム形成ユニット4に送られる。また、揺動ユニット35が駆動することにより、湾曲変形部材36に接触するフィルムFの幅方向のテンションを変化させる。詳細には、揺動ユニット35の駆動により折り返し角度θが変動し、フィルムFの幅方向の各部分は、異なるテンションで湾曲エッジ36aに接触する。折り返し角度θが鋭角方向に変動すると、フィルムFの幅方向中央部の張力が減少し、かつ、フィルムFの幅方向端部の張力が増加する。その結果、フィルムFに形成されるヘムH1〜H4の幅寸法が小さくなり、ヘムH1〜H4が形成された後のフィルムFの幅寸法は大きくなる。一方、折り返し角度θが鈍角方向に変動すると、フィルムFの幅方向端部の張力が減少し、かつ、フィルムFの幅方向中央部の張力が増加する。その結果、フィルムFに形成されるヘムH1〜H4の幅寸法が大きくなり、ヘムH1〜H4が形成された後のフィルムFの幅寸法が小さくなる。このように、揺動ユニット35は、ヘムH1〜H4が形成された後に取得されるフィルムの位置情報に基づき、適宜駆動される。したがって、フィルムFに形成されるヘムH1〜H4の幅寸法も適宜調整または修正することができる。
【0096】
ヘムH1〜H4の幅寸法が適正範囲から外れて小さすぎると、ヘムH1〜H4の形態を良好に維持できない場合やヘムH1〜H4を適当に形成できない場合がある。一方、ヘムH1〜H4の幅寸法が適正範囲から外れて大きすぎると、縦シール機構62によって縦シールされるフィルムFの部分(フィルムFの重ね合わされる部分)の幅寸法が小さくなる。その結果、角筒状フィルムFcを確実に縦シールできず、袋Bの性能が低下する。しかし、上記実施形態に係る製袋包装機1は、フィルムFに形成されるヘムH1〜H4の幅寸法を適宜調整または修正することができるため、結果として製造される袋Bの性能を確保することができる。
【0097】
(4−3)
また、本実施形態に係る製袋包装機1は、プッシャー37を備える。プッシャー37は、フィルムFの幅方向端部を押さえつけることにより、フィルムFの蛇行を防止する。さらに、本実施形態に係る製袋包装機1は、搬送路Pの幅方向両側に配置した第1プッシャー37aおよび第2プッシャー37bを、ヘムH1〜H4が形成された後のフィルムFの位置情報に基づいて駆動させる。具体的に、フィルムFの幅方向中心C2位置が、搬送路Pの幅方向の左右いずれかに偏っている場合に、フィルムFの偏りを修正するように第1プッシャー37aおよび第2プッシャー37bのいずれか一方を駆動させる。
【0098】
フィルムFの幅方向中心C2が、搬送路Pの幅方向中心C1からずれている場合、フィルムFに形成されるヘムH1〜H4の幅方向の位置もずれる。フィルムFにおけるヘムH1〜H4の位置がずれると、最終的に製造される袋Bの形状も崩れる。すなわち、フィルムFにおいてヘムH1〜H4が適当な位置に形成されない場合、良好な袋Bを製造することができない場合がある。
【0099】
しかし、本実施形態に係る製袋包装機1は、フィルムFの位置情報を適宜取得し、後続のフィルムFの搬送状態を調整する。これにより、所定の搬送状態のフィルムFにヘムH1〜H4が形成されるため、良好な袋Bを製造することができる。
【0100】
(5)変形例
(5−1)変形例A
上記実施形態では、揺動ユニット35を駆動させることにより、フィルムFの搬送角度および折り返し角度θを変動させた。このとき、揺動ユニット35は、揺動機構352により揺動ローラ351の位置(高さ位置および水平位置)を上下方向および水平方向に変動させた。すなわち、上記実施形態に係るフィルム搬送機構3は、揺動ローラ351の高さ位置および水平位置の両方を変化させることで、搬送角度および折り返し角度θを変動させた。ここで、フィルムFの搬送角度および折り返し角度θは、揺動ローラ351の高さ位置および水平位置のいずれか一方を変化させることにより変化させる構成であってもよい。すなわち、揺動機構352の代わりに、ローラ351の高さ位置および水平位置のいずれか一方を変化させるための移動機構を設けてもよい。
【0101】
(5−2)変形例B
また、フィルムFの搬送角度および折り返し角度θは、揺動ユニット35の代わりに、湾曲変形部材36の傾きを変えることにより変動させてもよい。すなわち、湾曲変形部材36は、図22に示すように、揺動機構36cにより支持される。上記実施形態の揺動ユニット35は、ガイドローラ31に変更される。揺動機構36cは、湾曲変形部材36を矢印R2で示す方向に揺動させる。すなわち、揺動機構36cは、水平面に対する湾曲変形部材36の傾きを変動可能なように湾曲変形部材36を支持する。湾曲変形部材36の傾きが変動されることにより、搬送面CS1に対する搬送面CS2の傾き(折り返し角度)θが変動し、フィルムFの幅方向の各部分は、異なるテンションで湾曲エッジ36aに接触する。これによっても、フィルムFに形成されるヘムH1〜H4の幅寸法を適宜調整または修正することができる。
【0102】
(5−3)変形例C
上記実施形態において、プッシャー37の駆動時間は、予め設定された複数の時間長さから段階的に長い時間長さが選択された。ここで、プッシャー37の駆動時間は、任意の一の短い時間長さであってもよい。
【0103】
(5−4)変形例D
上記実施形態では、プッシャー37および揺動ユニット35は、共通のフィルム検知ユニット5で取得される位置情報に基づいて駆動された。ここで、フィルム検知ユニット5が複数設置され、プッシャー37および揺動ユニット35は、それぞれ異なる位置検知ユニットの位置情報に基づいて駆動されてもよい。
【0104】
(5−5)変形例E
上記実施形態では、プッシャー37は、揺動ユニット35から湾曲変形部材36までのフィルムFの搬送経路に配置されたが、プッシャー37が配置される場所は、湾曲エッジ36aに接触した直後であってもよい。
【0105】
(5−6)変形例F
上記実施形態では、プッシャー37が、搬送路Pの幅方向両側に配置される第1プッシャー37aおよび第2プッシャー37bから構成された。ここで、プッシャー37は、搬送路Pの幅方向片側に配置されていてもよい。このとき、プッシャー37を配置しない方の片側には、ガイドを設けてもよい。ガイドは、フィルムFが搬送路Pの幅方向外側に移動しないように抑制する部材である。これによっても、フィルムFの位置を調整することができる。
【0106】
(5−7)変形例G
上記実施形態に係る製袋包装機1が製造する袋は、図21に示す形状に限られない。例えば、袋は、底面部を有し、底面部を支持面として自立可能な形状であってもよい。その場合、製袋包装ユニット6は、さらに、底形成機構を有するものとする。すなわち、上記実施形態に係る製袋包装機1は、フィルムFを製袋包装ユニット6に搬送する途中で、フィルムFにヘムH1〜H4を形成するヘム形成用のフィルム搬送機構3を用いるものであれば、どのような形状の袋が形成されてもよい。
【0107】
(5−8)変形例H
上記実施形態の制御フロー(図20参照)では、ステップS6において、揺動ユニット35を駆動した後、ステップS1に戻ることとしたが、ステップS6の後にフィルム幅が適当か否かを判断するステップを追加し、フィルム幅が適当になるまで揺動ユニット35を駆動させるフローとしてもよい。
【符号の説明】
【0108】
1 製袋包装機
2 フィルム供給ユニット
3 フィルム搬送機構
4 ヘム形成ユニット
5 フィルム検知ユニット(検知部)
6 製袋包装ユニット
7 制御ユニット
31 ガイドローラ
32 プルダウンベルト
33 テンション調整機構(張力調整部)
34 ダンサーローラ
35 揺動ユニット
351 揺動ローラ
352 揺動機構(支持機構)
36 湾曲変形部材(折り返し部材)
36a 湾曲エッジ
36b 湾曲面37 プッシャー(押し付け部材)
36c 揺動機構(支持機構)
37a 第1プッシャー
37b 第2プッシャー
371 接触面(第1部材・第2部材)
372 シリンダー(駆動部)
【先行技術文献】
【特許文献】
【0109】
【特許文献1】特開2010−105740号公報
【特許請求の範囲】
【請求項1】
フィルムを搬送する搬送部と、
搬送方向に沿って前記フィルムにヘムを形成するヘム形成部と、
前記ヘムが形成された後の前記フィルムの幅寸法を検知する検知部と、
前記検知部による検知結果に基づいて、前記ヘム形成部に搬送される前記フィルムの少なくとも一部の張力を変化させる張力調整部と、
を備える、
ヘム形成用フィルムの搬送機構。
【請求項2】
前記ヘム形成部の上流に配置され、前記フィルムの全体の張力を調整するダンサーローラをさらに備える、
請求項1に記載のヘム形成用フィルムの搬送機構。
【請求項3】
前記張力調整部は、前記ヘム形成部の上流側に配置される部材であって前記搬送部によって搬送される前記フィルムを折り返し、さらに、前記フィルムを湾曲させる前記部材である折り返し部材を有する、
請求項1または2に記載のヘム形成用フィルムの搬送機構。
【請求項4】
前記張力調整部は、前記折り返し部材に搬送される前記フィルムの搬送角度を変動させることにより、前記フィルムの幅方向中央または前記フィルムの幅方向端部の張力を変化させる、
請求項3に記載のヘム形成用フィルムの搬送機構。
【請求項5】
前記張力調整部は、前記フィルムの幅寸法が所定の寸法より小さい場合には、前記折り返し部材に搬送される前記フィルムの搬送角度を鋭角方向に変動させ、前記フィルムの幅寸法が前記所定の寸法より大きい場合には、前記折り返し部材に搬送される前記フィルムの搬送角度を鈍角方向に変動させる、
請求項4に記載のヘム形成用フィルムの搬送機構。
【請求項6】
前記張力調整部は、
前記折り返し部材の上流に配置されるローラと、
前記ローラの水平位置および高さ位置の少なくともいずれか一方を変動可能なように前記ローラを支持する支持機構と、
をさらに有し、
前記支持機構は、前記ローラの前記水平位置および前記高さ位置の少なくともいずれか一方を変動させることにより、前記折り返し部材に搬送される前記フィルムの搬送角度を変更させる、
請求項5に記載のヘム形成用フィルムの搬送機構。
【請求項7】
前記張力調整部は、
水平面に対する前記折り返し部材の傾きを変動可能なように前記折り返し部材を支持する支持機構をさらに有し、
前記支持機構は、水平面に対する前記折り返し部材の傾きを変動することにより、前記折り返し部材に搬送される前記フィルムの搬送角度を変更させる、
請求項5または6に記載のヘム形成用フィルムの搬送機構。
【請求項8】
前記張力調整部から前記ヘム形成部までの経路において前記フィルムの幅方向の少なくとも一方側に配置され、前記検知部による前記検知結果に基づいて、前記フィルムの端部を押し付ける押し付け部材をさらに備える、
請求項3から7のいずれかに記載のヘム形成用フィルムの搬送機構。
【請求項9】
前記検知結果は、前記フィルムの幅方向における前記フィルムの偏りに関する情報を含み、
前記押し付け部材は、
前記フィルムの幅方向第1端部を押し付けるための第1部材と、
前記第1端部に対して前記フィルムの反対側の端部である第2端部を押し付けるための第2部材と、
前記第1部材および前記第2部材を駆動する駆動部と
を含み、
前記駆動部は、前記検知部により前記第1端部側への前記フィルムの偏りが検知された場合には、前記第2部材を駆動し、前記検知部により前記第2端部側への前記フィルムの偏りが検知された場合には、前記第1部材を駆動する、
請求項8に記載のヘム形成用フィルムの搬送機構。
【請求項10】
前記請求項1から9のいずれかに係るヘム形成用フィルムの搬送機構と、
前記ヘムが形成されたフィルムの幅方向両端を熱シールする第1シール機構と、
前記第1シール機構によってシールされた前記フィルムを、前記フィルムの搬送方向に交差する方向に熱シールして、被包装物を包装した袋を製造する第2シール機構と、
を備える、
製袋包装機。
【請求項1】
フィルムを搬送する搬送部と、
搬送方向に沿って前記フィルムにヘムを形成するヘム形成部と、
前記ヘムが形成された後の前記フィルムの幅寸法を検知する検知部と、
前記検知部による検知結果に基づいて、前記ヘム形成部に搬送される前記フィルムの少なくとも一部の張力を変化させる張力調整部と、
を備える、
ヘム形成用フィルムの搬送機構。
【請求項2】
前記ヘム形成部の上流に配置され、前記フィルムの全体の張力を調整するダンサーローラをさらに備える、
請求項1に記載のヘム形成用フィルムの搬送機構。
【請求項3】
前記張力調整部は、前記ヘム形成部の上流側に配置される部材であって前記搬送部によって搬送される前記フィルムを折り返し、さらに、前記フィルムを湾曲させる前記部材である折り返し部材を有する、
請求項1または2に記載のヘム形成用フィルムの搬送機構。
【請求項4】
前記張力調整部は、前記折り返し部材に搬送される前記フィルムの搬送角度を変動させることにより、前記フィルムの幅方向中央または前記フィルムの幅方向端部の張力を変化させる、
請求項3に記載のヘム形成用フィルムの搬送機構。
【請求項5】
前記張力調整部は、前記フィルムの幅寸法が所定の寸法より小さい場合には、前記折り返し部材に搬送される前記フィルムの搬送角度を鋭角方向に変動させ、前記フィルムの幅寸法が前記所定の寸法より大きい場合には、前記折り返し部材に搬送される前記フィルムの搬送角度を鈍角方向に変動させる、
請求項4に記載のヘム形成用フィルムの搬送機構。
【請求項6】
前記張力調整部は、
前記折り返し部材の上流に配置されるローラと、
前記ローラの水平位置および高さ位置の少なくともいずれか一方を変動可能なように前記ローラを支持する支持機構と、
をさらに有し、
前記支持機構は、前記ローラの前記水平位置および前記高さ位置の少なくともいずれか一方を変動させることにより、前記折り返し部材に搬送される前記フィルムの搬送角度を変更させる、
請求項5に記載のヘム形成用フィルムの搬送機構。
【請求項7】
前記張力調整部は、
水平面に対する前記折り返し部材の傾きを変動可能なように前記折り返し部材を支持する支持機構をさらに有し、
前記支持機構は、水平面に対する前記折り返し部材の傾きを変動することにより、前記折り返し部材に搬送される前記フィルムの搬送角度を変更させる、
請求項5または6に記載のヘム形成用フィルムの搬送機構。
【請求項8】
前記張力調整部から前記ヘム形成部までの経路において前記フィルムの幅方向の少なくとも一方側に配置され、前記検知部による前記検知結果に基づいて、前記フィルムの端部を押し付ける押し付け部材をさらに備える、
請求項3から7のいずれかに記載のヘム形成用フィルムの搬送機構。
【請求項9】
前記検知結果は、前記フィルムの幅方向における前記フィルムの偏りに関する情報を含み、
前記押し付け部材は、
前記フィルムの幅方向第1端部を押し付けるための第1部材と、
前記第1端部に対して前記フィルムの反対側の端部である第2端部を押し付けるための第2部材と、
前記第1部材および前記第2部材を駆動する駆動部と
を含み、
前記駆動部は、前記検知部により前記第1端部側への前記フィルムの偏りが検知された場合には、前記第2部材を駆動し、前記検知部により前記第2端部側への前記フィルムの偏りが検知された場合には、前記第1部材を駆動する、
請求項8に記載のヘム形成用フィルムの搬送機構。
【請求項10】
前記請求項1から9のいずれかに係るヘム形成用フィルムの搬送機構と、
前記ヘムが形成されたフィルムの幅方向両端を熱シールする第1シール機構と、
前記第1シール機構によってシールされた前記フィルムを、前記フィルムの搬送方向に交差する方向に熱シールして、被包装物を包装した袋を製造する第2シール機構と、
を備える、
製袋包装機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図13】
【公開番号】特開2013−107652(P2013−107652A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−252446(P2011−252446)
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月18日(2011.11.18)
【出願人】(000147833)株式会社イシダ (859)
【Fターム(参考)】
[ Back to top ]