
ベルトスリーブの搬送装置、及び、ベルトスリーブの搬送方法
【課題】 加工装置へのベルトスリーブの搬送及び装着を確実に行うことのできる、ベルトスリーブの搬送装置及び搬送方法を提供すること。
【解決手段】 ベルトスリーブ搬送装置1は、ベルトスリーブ100を吊り下げるハンガー10と、ハンガー10に吊り下げられたベルトスリーブ100の両側面に押し当てられて、ベルトスリーブ100を挟持する1対のスリーブ保持ロール12と、1対のスリーブ保持ロール12を、ベルトスリーブ100の筒軸方向に移動させるシリンダ17とを備えている。
【解決手段】 ベルトスリーブ搬送装置1は、ベルトスリーブ100を吊り下げるハンガー10と、ハンガー10に吊り下げられたベルトスリーブ100の両側面に押し当てられて、ベルトスリーブ100を挟持する1対のスリーブ保持ロール12と、1対のスリーブ保持ロール12を、ベルトスリーブ100の筒軸方向に移動させるシリンダ17とを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、円筒状のベルトスリーブを加工装置へ搬送してその軸に装着する、ベルトスリーブの搬送装置及び搬送方法に関する。
【背景技術】
【0002】
従来、ローエッジベルト、Vリブドベルト、歯付ベルト等の伝動ベルトの製造は、以下のような工程を経て行われる。まず、成形型の外周に未加硫ゴムシート及び心線を巻き付けて、円筒状の未加硫ベルトスリーブを作製し、さらに、この未加硫ベルトスリーブを加熱・加圧して加硫する。次に、この加硫後のベルトスリーブを成形型から外して、研磨装置やカッター装置等の加工装置に装着し、ベルトスリーブ表面を研磨する研磨工程や、ベルトスリーブを所定幅のベルトに切断する切断工程等の、種々の加工工程を行う。
【0003】
ところで、加工装置へのベルトスリーブの装着は、一般には、加工装置側に設けられた1又は複数の軸にベルトスリーブを装着することにより行う。例えば、前述した研磨装置やカッター装置は、通常、加工対象のベルトスリーブを走行させるための駆動ロールと従動ロールを備えており、これら2軸のロールに、加工対象であるベルトスリーブが架け渡される。
【0004】
特許文献1には、加工装置へのベルトスリーブの搬送と装着を自動的に行う装置が開示されている。この装置は、両端が開口した状態でベルトスリーブが設置される受け台と、この受け台に設置されたベルトスリーブ内に挿入される支持部材と、支持部材に連結されるとともにベルトスリーブの筒軸方向に移動可能なスリーブ移動部材とを備えている。この装置は、受け台に設置されたベルトスリーブ内に支持部材を挿入した後、支持部材に連結されたスリーブ移動部材をシリンダによってベルトスリーブの筒軸方向に移動させて、ベルトスリーブを加工装置へ搬送し、支持部材に支持されたベルトスリーブを加工装置の軸に装着する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3155928号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前述した特許文献1の装置は、ベルトスリーブが加工装置側へ搬送される際に、ベルトスリーブは支持部材に掛けられているだけであるので、搬送中にベルトスリーブが支持部材から落下してしまう虞がある。また、支持部材に掛けられただけのベルトスリーブの形状は安定しておらず、搬送途中にベルトスリーブの開口形状等が変化することによって加工装置の軸への挿入ミスが生じやすくなる。
【0007】
本発明の目的は、加工装置へのベルトスリーブの搬送及び装着を確実に行うことのできる、ベルトスリーブの搬送装置及び搬送方法を提供することである。
【課題を解決するための手段及び発明の効果】
【0008】
第1の発明のベルトスリーブの搬送装置は、円筒状のベルトスリーブを開口した状態で加工装置に搬送して前記加工装置の軸に装着する、ベルトスリーブの搬送装置であって、
前記ベルトスリーブを吊り下げるハンガーと、前記ハンガーに吊り下げられた前記ベルトスリーブの両側面に押し当てられて、前記ベルトスリーブを挟持する1対のスリーブ保持手段と、前記1対のスリーブ保持手段を、前記ベルトスリーブの筒軸方向に移動させる移動手段とを備えていることを特徴とするものである。
【0009】
ハンガーに吊り下げられたベルトスリーブの両側面に、1対のスリーブ保持手段を押し当てると、ベルトスリーブが変形すると同時に、ベルトスリーブに元の形状に広がろうとする反発力が発生する。そのため、ベルトスリーブとスリーブ保持手段とが圧接された状態となり、1対のスリーブ保持手段によりベルトスリーブが確実に挟持される。また、1対のスリーブ保持手段により、ベルトスリーブの両側部分が抑えつけられるため、スリーブの形状が安定する。従って、搬送中のベルトスリーブの落下が防止されるとともに、加工装置の軸への装着を確実に行うことができる。
【0010】
第2の発明のベルトスリーブの搬送装置は、前記第1の発明において、前記スリーブ保持手段は、回転自在に構成されたロールであり、前記1対のロールを、水平姿勢のままで昇降させる昇降手段をさらに備えていることを特徴とするものである。
【0011】
この構成によれば、スリーブ保持手段としての1対のロールを、水平姿勢のままで、ハンガーに吊り下げられたベルトスリーブの上方からハンガーの下側まで下降させるだけで、1対のロールをベルトスリーブの両側面に押し当てることができる。尚、1対のロールがベルトスリーブを挟むように配置された上で、1対のロールを互いに接近させる(離間距離を変える)ことによりベルトスリーブを挟持することも可能であるが、このような場合と比較すると、本発明では、1対のロールを離接させるための構成が不要になるため、装置構成が簡単になる。また、各ロールは回転自在に構成されているため、1対のロールをベルトスリーブの両側面に接触させた状態で回転させながら、ハンガーの下側までスムーズに下降させることができる。
【0012】
第3の発明のベルトスリーブの搬送装置は、前記第2の発明において、前記1対のロールを回転不能にロックするロック手段を有することを特徴とするものである。
【0013】
この構成によれば、1対のロールがベルトスリーブを挟持している状態で、ロック手段によりロールを回転不能にロックすることで、ハンガーからベルトスリーブを外したときに、ベルトスリーブが落下してしまうのを防止できる。
【0014】
第4の発明のベルトスリーブの搬送装置は、前記第1〜第3の何れかの発明において、前記スリーブ保持手段の表面が、加硫ゴムで被覆されていることを特徴とするものである。
【0015】
この構成によれば、1対のスリーブ保持手段とベルトスリーブの両側面との間に作用する摩擦が大きくなり、1対のスリーブ保持手段の挟持力が強くなるため、ハンガーからベルトスリーブを外したときに、ベルトスリーブが落下してしまうのを防止できる。
【0016】
第5の発明のベルトスリーブの搬送装置は、前記第1〜第4の何れかの発明において、前記1対のスリーブ保持手段により挟持された前記ベルトスリーブの両側面にそれぞれ押し当てられて、前記ベルトスリーブの形状を矯正する1対の押え板を備えていることを特徴とするものである。
【0017】
ベルトスリーブに変形癖がついている場合や、ベルトスリーブが横に大きく膨らんでいる場合などに、1対のスリーブ保持手段に保持されたベルトスリーブを加工装置に装着しようとしたときに、ベルトスリーブが加工装置の軸や周辺の部材に干渉して装着が困難になる場合がある。本発明では、ベルトスリーブの両側面に1対の押え板が押し当てられることにより、ベルトスリーブの形状が、加工装置の軸へ装着可能な形状に矯正されるため、ベルトスリーブの軸への装着を確実に行うことができる。
【0018】
第6の発明のベルトスリーブの搬送装置は、前記第1〜第5の何れかの発明において、前記1対のスリーブ保持手段は、それぞれ、これら1対のスリーブ保持手段により挟持されている前記ベルトスリーブの、前記加工装置の軸とは反対側の端面に当接する、スリーブ押圧部を有することを特徴とするものである。
【0019】
ベルトスリーブの厚みが薄く、可撓性が大きい場合には、ベルトスリーブを挟み込む1対のスリーブ保持手段だけではベルトスリーブの保持能力が低下する。この場合、スリーブ保持手段が加工装置の軸に向けてベルトスリーブの筒軸方向に移動しても、保持能力が低いために、ベルトスリーブが軸に少し接触しただけでスリーブ保持手段がベルトスリーブに対して相対的に移動してしまい、ベルトスリーブを加工装置の軸に安定して装着できなくなることがある。しかし、本発明によれば、ベルトスリーブ保持手段が、ベルトスリーブの、加工装置の軸とは反対側の端面に当接するスリーブ押圧部を有するために、軸への装着時にベルトスリーブがスリーブ押圧部によって押圧されて、スリーブ保持手段とベルトスリーブが一体的に加工装置の軸に向かって移動するため、ベルトスリーブを加工装置の軸に安定して装着することができる。
【0020】
第7の発明のベルトスリーブの搬送方法は、円筒状のベルトスリーブを開口した状態で加工装置に搬送して前記加工装置の軸に装着する、ベルトスリーブの搬送方法であって、
ハンガーに前記ベルトスリーブを吊り下げる吊り下げ工程と、前記ハンガーに吊り下げられた前記ベルトスリーブの両側面に、1対のスリーブ保持手段を押し当てて、前記ベルトスリーブを挟持する挟持工程と、前記1対のスリーブ保持手段を前記ベルトスリーブの筒軸方向に移動させて、前記1対のスリーブ保持手段に挟持された前記ベルトスリーブを前記加工装置の軸に装着する装着工程とを備えていることを特徴とするものである。
【0021】
ハンガーに吊り下げられたベルトスリーブの両側面に、1対のスリーブ保持手段を押し当てると、ベルトスリーブが変形するが、同時に、ベルトスリーブに元の形状に広がろうとする反発力が発生する。そのため、ベルトスリーブとスリーブ保持手段とが圧接された状態となり、1対のスリーブ保持手段によりベルトスリーブが確実に挟持される。また、ベルトスリーブの両側面に1対のスリーブ保持手段が押し当てられることにより、ベルトスリーブの両側部分が抑えつけられるため、スリーブの形状が安定する。従って、搬送中のベルトスリーブの落下が防止されるとともに、加工装置の軸への装着を確実に行うことができる。
【0022】
第8の発明のベルトスリーブの搬送方法は、前記第7の発明において、前記1対のスリーブ保持手段により挟持された前記ベルトスリーブの両側面に、1対の押え板をそれぞれ押し当てて、前記ベルトスリーブの形状を矯正する形状矯正工程を備えていることを特徴とするものである。
【0023】
ベルトスリーブに変形癖がついている場合や、ベルトスリーブが横に大きく膨らんで上下の長さが短くなっている場合などに、1対のスリーブ保持手段に保持されたベルトスリーブを加工装置に装着しようとしたときに、ベルトスリーブが加工装置の軸や周辺の部材に干渉して装着が困難になる場合がある。本発明では、ベルトスリーブの両側面に1対の押え板が押し当てられることにより、ベルトスリーブの形状が、加工装置の軸へ装着可能な形状に矯正されるため、ベルトスリーブの軸への装着を確実に行うことができる。
【図面の簡単な説明】
【0024】
【図1】本実施形態に係るベルトスリーブ搬送装置の側面図である。
【図2】図1のII-II線矢視図である。
【図3】ベルトスリーブ搬送装置(ベルトスリーブ吊り下げ状態)の側面図である。
【図4】ベルトスリーブ搬送装置(ベルトスリーブ把持直前状態)の側面図である。
【図5】ベルトスリーブ搬送装置(ベルトスリーブ把持状態)の側面図である。
【図6】1対のスリーブ保持ロールによるベルトスリーブの把持状態を示す図である。
【図7】ベルトスリーブ搬送装置(ベルトスリーブ装着時)の側面図である。
【図8】ベルトスリーブ搬送装置(待機状態)の側面図である。
【図9】(a)は癖がついたベルトスリーブを示す図、(b)は横に膨らんだベルトスリーブを示す図である。
【図10】変更形態のベルトスリーブ搬送装置(ベルトスリーブ把持状態)の側面図である。
【図11】図10に示される形状矯正部材の上面図である。
【図12】矯正された状態のベルトスリーブを示す図である。
【図13】別の変更形態の、スリーブ保持ロール付近を拡大した図である。
【発明を実施するための形態】
【0025】
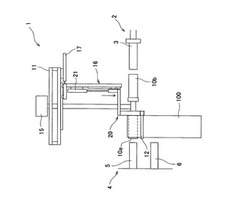
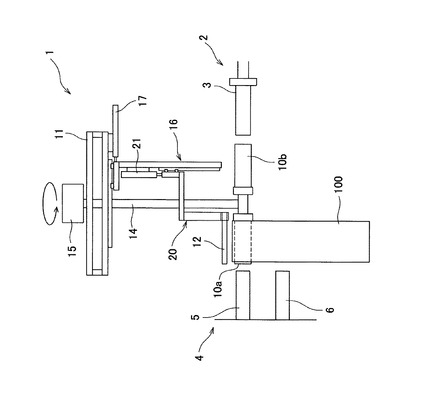
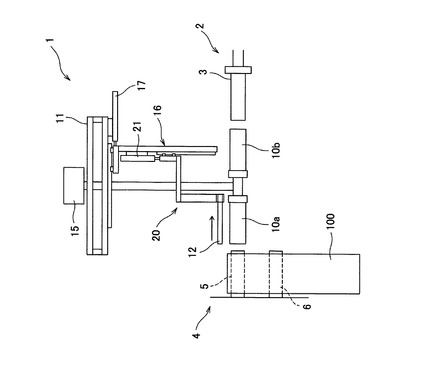
次に、本発明の実施形態について説明する。図1は、本実施形態に係るベルトスリーブ搬送装置の側面図である。尚、以下の説明の便宜上、図1中の左方を前方、図1中の右方を後方と定義する。
【0026】
本実施形態のベルトスリーブ搬送装置1で取り扱われるベルトスリーブ100は、成形型の外周に未加硫ゴムシート及び心線を巻き付けて得られた未加硫ベルトスリーブ100を、さらに、加熱・加圧して作製した、加硫ベルトスリーブ100である。ベルトスリーブ100を構成するゴムとしては、エチレン−α−オレフィンエラストマー、天然ゴム、スチレン−ブタジエンゴム、クロロプレンゴム、水素化ニトリルゴム等を使用できる。
【0027】
図1に示すように、ベルトスリーブ搬送装置1の後方には、加硫ベルトスリーブ100を供給するベルトスリーブ供給装置2が配置されている。このベルトスリーブ供給装置2は、複数本のアーム3を有し、これら複数本のアーム3によって、円筒状のベルトスリーブ100をその両端が前後方向に開口した状態で保持するとともに、複数本のアーム3を前方(ベルトスリーブ100の筒軸方向)へ移動させてベルトスリーブ100をベルトスリーブ搬送装置1へ供給する。
【0028】
また、ベルトスリーブ搬送装置1の前方には、ベルトスリーブ100に種々の加工を施す加工装置4(例えば、ベルトスリーブ100の表面を研磨する研磨機や、ベルトスリーブ100を所定幅の輪状のベルトに切断するカッター装置等)が配置されている。尚、加工装置4は、通常、加工対象となるベルトスリーブ100が巻き掛けられて、このベルトスリーブ100を走行させるための2本の軸(駆動ロール5と従動ロール6)を有する。
【0029】
そして、本実施形態のベルトスリーブ100は、ベルトスリーブ供給装置2から供給された加硫ベルトスリーブ100を、その両端が開口した状態で加工装置4に搬送し、その加工装置4の2本の軸5,6に装着するものである。
【0030】
次に、ベルトスリーブ搬送装置1について詳細に説明する。図1に示すように、ベルトスリーブ搬送装置1は、ベルトスリーブ100を吊り下げる2つのハンガー10と、固定フレーム11と、この固定フレーム11に前後方向及び上下方向に移動可能に設けられた1対のスリーブ保持ロール12等を備えている。
【0031】
各ハンガー10は円筒状の部材であり、水平に配置された2本のハンガー10の端部同士は連結部材13で連結されている。また、連結部材13には鉛直軸14が連結され、さらに、この鉛直軸14の上端には鉛直軸14を回転駆動するモータ15が設けられている。従って、モータ15によって鉛直軸14が回転駆動されることにより、2つのハンガー10が水平面内で回転することになる。そして、2つのハンガー10を180度回転させることにより、2つのハンガー10の位置が、ベルトスリーブ供給装置2からベルトスリーブ100を受け取る位置(図1中の右側の位置)と、加工装置4へベルトスリーブ100を受け渡す位置(図1中の左側の位置)の間で切り換えられる。
【0032】
固定フレーム11は鉛直軸14の上端部の高さ位置に設置されている。この固定フレーム11の下部には、ガイドレール15に沿って前後方向に移動可能な前後可動フレーム16が設けられている。また、固定フレーム11には前後可動フレーム16を前後方向に駆動するシリンダ17も設けられている。
【0033】
前後可動フレーム16は、鉛直方向に延びる鉛直フレーム部材18を有し、この鉛直フレーム部材18には、ガイドレール19に沿って昇降可能な昇降フレーム20が設けられている。また、鉛直フレーム部材18には、昇降フレーム20を昇降駆動するシリンダ21が設けられている。
【0034】
昇降フレーム20は、水平方向に延びる第1昇降フレーム部材22と、この第1昇降フレーム部材22の前端部に連結されるとともに鉛直方向に延びる第2昇降フレーム部材23とを有する。第2昇降フレーム部材23の下端部には、ベルトスリーブ100を挟持する1対のスリーブ保持ロール12が、水平姿勢(ロール12の軸が水平方向(前後方向)と平行となる姿勢)で支持されている。
【0035】
そして、1対のスリーブ保持ロール12は、シリンダ17(移動手段)によって前後可動フレーム16が前後駆動されることにより、固定フレーム11に対して前後方向に移動し、さらに、シリンダ21(昇降手段)によって、昇降フレーム20が昇降駆動されることにより固定フレーム11に対して昇降する。
【0036】
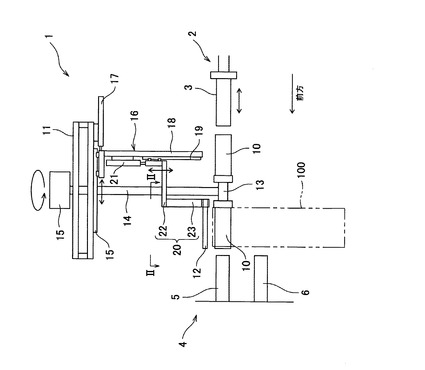
図2は、図1のII-II線矢視図である。図1、図2に示すように、1対のスリーブ保持ロール12は、ハンガー10と平行(前後方向)に延びる水平姿勢で、上面視でハンガー10を挟むように離間して配置されている。1対のスリーブ保持ロール12の長さは、ハンガー10の長さとほぼ同じであり、また、1対のスリーブ保持ロール12の離間距離は、ハンガー10の外径よりもやや大きくなっている。また、図2に示すように、各スリーブ保持ロール12の表面は、加硫ゴム25で被覆されている。
【0037】
また、1対のスリーブ保持ロール12は、それぞれ、第2昇降フレーム部材23の下端部にベアリング26で回転自在に支持され、さらに、これら1対のスリーブ保持ロール12は、様々な構成のロック手段によって回転不能にロックすることが可能である。例えば、図2においては、1対のスリーブ保持ロール12には、それぞれ径方向に貫通する孔12aが設けられ、この孔12aにピン27(ロック手段)が挿通されることによって、スリーブ保持ロール12が回転不能にロックされる。尚、ロック手段は、図2に示されるようなピン27には限られず、例えば、スリーブ保持ロール12の表面に摩擦接触して回転を阻止するブレーキパッドや、ロール12を径方向外側から把持して回転を止める把持部材等、上記ピン27以外の様々な構成を採用することができる。
【0038】
次に、上述したベルトスリーブ搬送装置1の、ベルトスリーブ搬送時における作用について説明する。
【0039】
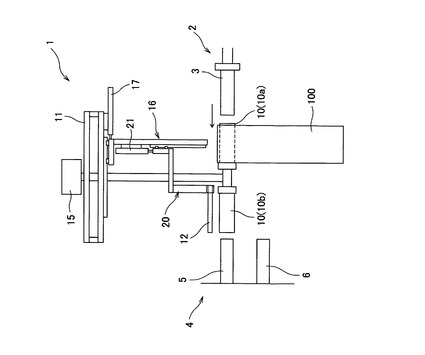
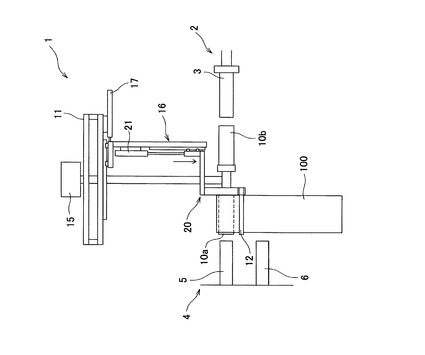
まず、ベルトスリーブ供給装置2の複数のアーム3にベルトスリーブ100が架けられた状態で、これら複数のアーム3が前方へ進出することにより、図3に示すように、ベルトスリーブ100を受け取る位置(図中右側の位置)にある一方のハンガー10aにアーム3からベルトスリーブ100が渡されて、このハンガー10aにベルトスリーブ100が吊り下げられた状態となる。
【0040】
その状態で、図4に示すように、モータ15によって鉛直軸14を回転駆動し、鉛直軸14に支持された2つのハンガー10を水平面内で180度回転させて、ベルトスリーブ100が吊り下げられたハンガー10aを、加工装置4へベルトスリーブ100を受け渡す位置(図中の左側の位置)に移動させる。
【0041】
次に、図5に示すように、1対のスリーブ保持ロール12の回転がロック手段によってロックされていない状態(自由回転可能な状態)で、シリンダ21により昇降フレーム20をとともに1対のスリーブ保持ロール12を下降させる。図6に示すように、1対のスリーブ保持ロール12は、ハンガー10aに吊り下げられたベルトスリーブ100の両側面に沿ってハンガー10の下側まで下降する。
【0042】
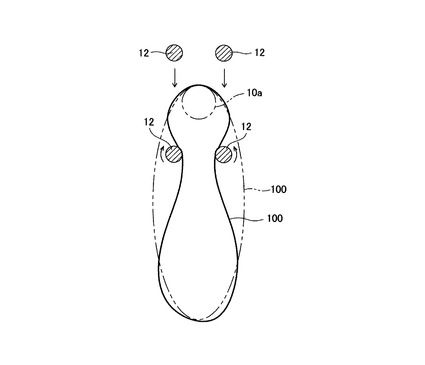
図6に二点鎖線で示すように、ハンガー10に吊り下げられただけの状態では、ベルトスリーブ100は、その両側部分が外側に膨らんだ形状となっている。ここで、1対のスリーブ保持ロール12の離間距離はハンガー10の外径よりも若干大きい程度である(図2参照)。そのため、1対のスリーブ保持ロール12がハンガー10の下側まで下降したときに、1対のスリーブ保持ロール12がベルトスリーブ100の両側面に押し当てられる。このとき、ベルトスリーブ100は両側から締め付けられて変形するが、同時に、ベルトスリーブ100には元の形状に広がろうとする反発力が発生する。そのため、ベルトスリーブ100とスリーブ保持ロール12とが圧接された状態となり、1対のスリーブ保持ロール12によりベルトスリーブ100が確実に挟持される。また、1対のスリーブ保持ロール12によりベルトスリーブ100の両側部分が抑えつけられるため、スリーブ100の形状が図6の実線で示された形状で安定する。
【0043】
また、図2に示すように、1対のスリーブ保持ロール12の表面は加硫ゴム25で被覆されているため、スリーブ保持ロール12とベルトスリーブ100の側面との間に作用する摩擦が大きくなり、ロール12の挟持力が強くなる。これにより、ハンガー10からベルトスリーブ100を外したときに、ベルトスリーブ100が落下してしまうのを防止できる。
【0044】
このように、シリンダ21(昇降手段)により、1対のロール12を、水平姿勢のままで、ハンガー10に吊り下げられたベルトスリーブ100の上方からハンガー10の下側まで下降させるだけで、1対のロール12をベルトスリーブ100の両側面に押し当てることができる。尚、1対のスリーブ保持ロール12が、ベルトスリーブ100を挟むように配置された上で、1対のスリーブ保持ロール12を互いに接近させる(離間距離を変える)ことによりベルトスリーブ100を挟持することも可能であるが、このような場合と比較すると、本実施形態では、1対のロール12を離接させるためのシリンダやガイド等が不要になるため、装置構成が簡単になる。
【0045】
また、1対のスリーブ保持ロール12が回転自在に構成されていることから、1対のロール12をベルトスリーブ100の両側面に接触させた状態で、回転させながらハンガー10の下側までスムーズに下降させることができる。尚、1対のスリーブ保持ロール12をハンガー10の下側まで下降させた後には、ロック手段(図2のピン27)により、1対のスリーブ保持ロール12を回転不能にロックする。これにより、ハンガー10からベルトスリーブ100を外したときにベルトスリーブ100が落下してしまうのを防止できる。
【0046】
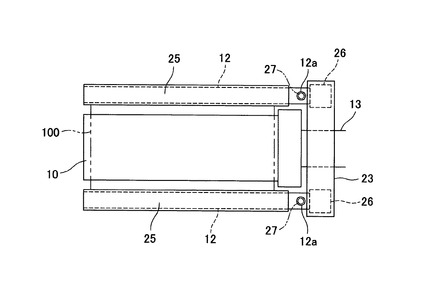
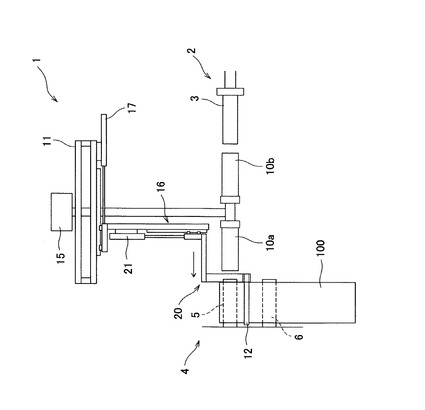
次に、図7に示すように、シリンダ21により1対のスリーブ保持ロール12を少し上方へ移動させ、1対のスリーブ保持ロール12に把持されているベルトスリーブ100をハンガー10から離してから、シリンダ17により1対のスリーブ保持ロール12を前方(開口したベルトスリーブ100の筒軸方向)に移動させる。これにより、1対のスリーブ保持ロール12に保持された、開口した状態のベルトスリーブ100が加工装置4へ搬送されるとともに、加工装置4の2本の軸5,6に装着される。
【0047】
加工装置4の2本の軸5,6にベルトスリーブ100が装着された後は、図8に示すように、シリンダ21により1対のスリーブ保持ロール12をベルトスリーブ100よりも上方へ移動させて、挟持状態を解除する。このとき、ロック手段(図2のピン27)によるロール12のロックを解除しておけば、ロール12の上方への移動がスムーズになる。さらに、シリンダ17により1対のスリーブ保持ロール12を後退させて、搬送前の待機状態に戻る。
【0048】
以上説明した本実施形態のベルトスリーブ搬送装置1においては、ハンガー10に吊り下げられたベルトスリーブ100の両側面に、1対のスリーブ保持ロール12を押し当ててベルトスリーブ100を挟持する。このとき、ベルトスリーブ100に元の形状に広がろうとする反発力によって、ベルトスリーブ100とスリーブ保持ロール12とが圧接されるため、1対のスリーブ保持ロール12によりベルトスリーブ100が確実に挟持される。また、1対のスリーブ保持ロール12によりベルトスリーブ100の両側部分が抑えつけられるため、搬送中のスリーブ100の形状が安定する。従って、搬送中のベルトスリーブ100の落下が防止されるとともに、加工装置4の軸5,6への装着を確実に行うことができる。
【0049】
次に、前記実施形態に種々の変更を加えた変更形態について説明する。但し、前記実施形態と同様の構成を有するものについては、同じ符号を付して適宜その説明を省略する。
【0050】
1]ハンガー10に吊り下げられたベルトスリーブ100を挟むように1対のスリーブ保持ロール12が配置された上で、1対のスリーブ保持ロール12を接近させることによりベルトスリーブ100を挟持してもよい。この場合、前記実施形態と比較すると、1対のスリーブ保持ロール12を離接するためのシリンダやガイド等がさらに必要になるものの、ベルトスリーブ100の両側面に1対のスリーブ保持ロール12を確実に押し当てることができる。
【0051】
2]前記実施形態では、1対のスリーブ保持ロール12の挟持力を高めるために、ロール12の表面が加硫ゴムで被覆されているが、これ以外にも、加硫ゴム以外の、ベルトスリーブ100との間の摩擦力を高めることが可能な材料(例えば、軟質合成樹脂材料)でロール12を被覆したり、あるいは、ロール12自身の表面粗さを大きくしたりして、ロール12の挟持力を高めることも可能である。
【0052】
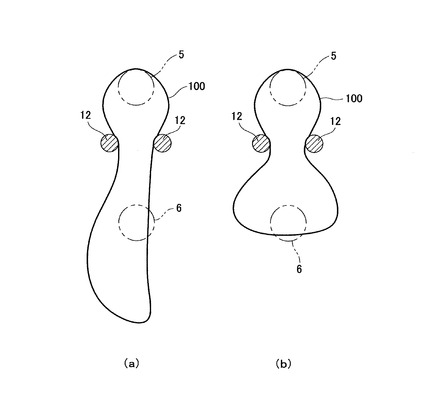
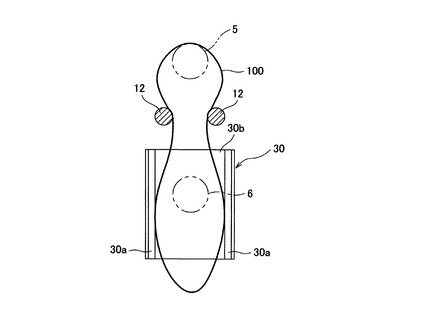
3]図9(a)のように、ベルトスリーブ100に変形癖がついて、例えば、左右非対称な形状を有する場合や、図9(b)のように、ベルトスリーブ100が横に大きく膨らんで、上下長さが短い場合には、1対のスリーブ保持ロール12に保持されたベルトスリーブ100を、加工装置4に装着しようとしたときに、ベルトスリーブ100が加工装置4の軸5,6(特に、従動ロール6)や周辺の部材に干渉して、軸5,6への装着が困難になる場合がある。
【0053】
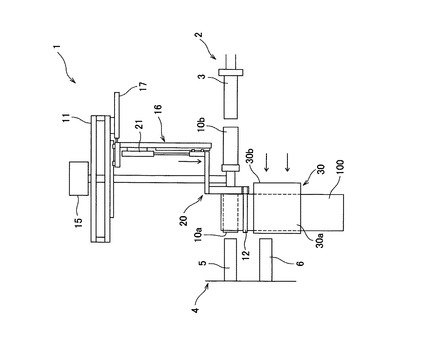
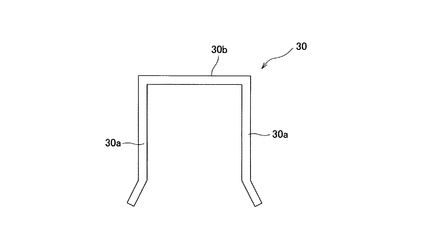
そこで、図10、図11に示すように、ベルトスリーブ搬送装置1が、左右1対の押え板30aと1対の押え板30aの端部同士を連結する連結部30bとを有する形状矯正部材30を備えていてもよい。この形状矯正部材30は、図10に示すように、1対のベルト保持ロール12に保持されたベルトスリーブ100に対して後方に退避した位置から、図示しないシリンダ等の適宜の駆動手段により前方へ駆動されて、後方からベルトスリーブ100の両側面に装着される。これにより、ベルトスリーブ100の両側面に1対の押え板30aが押し当てられることになり、図12に示すように、ベルトスリーブ100の形状が、加工装置4の軸5,6へ装着可能な形状に矯正されるため、軸5,6への装着を確実に行うことができる。
【0054】
尚、上述したように、1対の押え板30a(形状矯正部材30)を後方からベルトスリーブ100に装着する場合、変形癖があるベルトスリーブ100(図9(a))や横に広がったベルトスリーブ100(図9(b))に対しても容易に装着することができるように、図11に示すように、1対の押え板30aの先端部が外側へ広がっていることが好ましい。
【0055】
また、1対の押え板30aが後方からベルトスリーブ100に装着される構成である必要は必ずしもない。例えば、1対の押え板30aを、ベルトスリーブ100の外側から、シリンダ等によってベルトスリーブ100の両側面に近づく方向にそれぞれ移動させることにより、1対の押え板30aをベルトスリーブ100の両側面に押し当てる構成であってもよい。
【0056】
4]前記実施形態において、ベルトスリーブ100の厚みが薄く、可撓性が大きい場合には、1対のスリーブ保持ロール12の挟持力が弱まりベルトスリーブ100の保持能力が低下する。この場合、前記実施形態の図5、図7のように、スリーブ保持ロール12が加工装置4の軸5(6)に向けてベルトスリーブ100の筒軸方向に移動する際に、保持能力が低いために、ベルトスリーブ100が軸5(6)に少し接触しただけでスリーブ保持ロール12がベルトスリーブ100に対して前方へ相対移動してしまい、ベルトスリーブ100を加工装置4の軸5(6)に安定して装着できなくなることがある。
【0057】
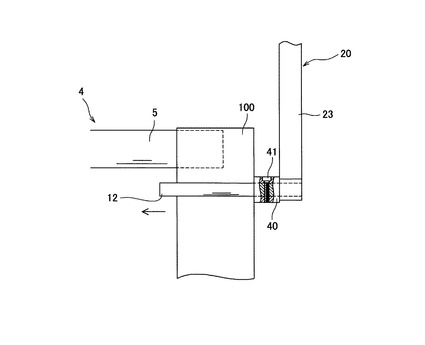
そこで、可撓性の大きいベルトスリーブ100を軸5(6)に安定して装着できるように、図13に示す装置では、1対のスリーブ保持ロール12のそれぞれが、ベルトスリーブ100の加工装置4の軸5とは反対側の端面(右端面)に当接するスリーブ押圧部材40を備えている。スリーブ押圧部材40は、その外径がスリーブ保持ロール12よりも少し大きい円筒状の部材である。また、このスリーブ押圧部材40は、スリーブ保持ロール12の、昇降フレーム20(第2昇降フレーム部材23)に支持される部分である、基端部に外嵌され、さらに、ボルト41でスリーブ保持ロール12に固定されている。そして、スリーブ押圧部材40の左端面が、スリーブ保持ロール12によって挟持されているベルトスリーブ100の右端面に当接するようになっている。
【0058】
この構成によれば、軸5への装着時に、1対のスリーブ保持ロール12が、加工装置4の軸5に向かってベルトスリーブ100の筒軸方向(図13中の矢印の方向)に移動したときに、スリーブ保持ロール12の保持能力が低いために、スリーブ保持ロール12がベルトスリーブ100に対して前方に移動しようとする場合であっても、ベルトスリーブ100の右端面がスリーブ押圧部材40によって押圧されるため、スリーブ保持ロール12とベルトスリーブ100が一体的に軸5に向かって移動する。従って、ベルトスリーブ100を軸5に安定して装着することができる。
【0059】
尚、図13に示す円筒状のスリーブ押圧部材40はあくまでも一例であり、本発明のスリーブ押圧部はこれには限られない。例えば板状のスリーブ押圧部材がスリーブ保持ロールに設けられてもよい。また、スリーブ押圧部材は、1対のスリーブ保持ロール12のそれぞれに個別に設けられてもよいし、1対のスリーブ保持ロール12の基端部に共通に跨るように設けられてもよい。さらには、スリーブ押圧部がスリーブ保持ロールとは別の部材で構成される必要はなく、例えば、スリーブ保持ロールに一体形成された、鍔状のスリーブ押圧部であってもよい。
【符号の説明】
【0060】
1 ベルトスリーブ搬送装置
4 加工装置
5 駆動ロール
6 従動ロール
10 ハンガー
12 スリーブ保持ロール
17 シリンダ(移動手段)
21 シリンダ(昇降手段)
25 加硫ゴム
26 ベアリング
27 ピン
30a 押え板
40 スリーブ押圧部材
100 ベルトスリーブ
【技術分野】
【0001】
本発明は、円筒状のベルトスリーブを加工装置へ搬送してその軸に装着する、ベルトスリーブの搬送装置及び搬送方法に関する。
【背景技術】
【0002】
従来、ローエッジベルト、Vリブドベルト、歯付ベルト等の伝動ベルトの製造は、以下のような工程を経て行われる。まず、成形型の外周に未加硫ゴムシート及び心線を巻き付けて、円筒状の未加硫ベルトスリーブを作製し、さらに、この未加硫ベルトスリーブを加熱・加圧して加硫する。次に、この加硫後のベルトスリーブを成形型から外して、研磨装置やカッター装置等の加工装置に装着し、ベルトスリーブ表面を研磨する研磨工程や、ベルトスリーブを所定幅のベルトに切断する切断工程等の、種々の加工工程を行う。
【0003】
ところで、加工装置へのベルトスリーブの装着は、一般には、加工装置側に設けられた1又は複数の軸にベルトスリーブを装着することにより行う。例えば、前述した研磨装置やカッター装置は、通常、加工対象のベルトスリーブを走行させるための駆動ロールと従動ロールを備えており、これら2軸のロールに、加工対象であるベルトスリーブが架け渡される。
【0004】
特許文献1には、加工装置へのベルトスリーブの搬送と装着を自動的に行う装置が開示されている。この装置は、両端が開口した状態でベルトスリーブが設置される受け台と、この受け台に設置されたベルトスリーブ内に挿入される支持部材と、支持部材に連結されるとともにベルトスリーブの筒軸方向に移動可能なスリーブ移動部材とを備えている。この装置は、受け台に設置されたベルトスリーブ内に支持部材を挿入した後、支持部材に連結されたスリーブ移動部材をシリンダによってベルトスリーブの筒軸方向に移動させて、ベルトスリーブを加工装置へ搬送し、支持部材に支持されたベルトスリーブを加工装置の軸に装着する。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3155928号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前述した特許文献1の装置は、ベルトスリーブが加工装置側へ搬送される際に、ベルトスリーブは支持部材に掛けられているだけであるので、搬送中にベルトスリーブが支持部材から落下してしまう虞がある。また、支持部材に掛けられただけのベルトスリーブの形状は安定しておらず、搬送途中にベルトスリーブの開口形状等が変化することによって加工装置の軸への挿入ミスが生じやすくなる。
【0007】
本発明の目的は、加工装置へのベルトスリーブの搬送及び装着を確実に行うことのできる、ベルトスリーブの搬送装置及び搬送方法を提供することである。
【課題を解決するための手段及び発明の効果】
【0008】
第1の発明のベルトスリーブの搬送装置は、円筒状のベルトスリーブを開口した状態で加工装置に搬送して前記加工装置の軸に装着する、ベルトスリーブの搬送装置であって、
前記ベルトスリーブを吊り下げるハンガーと、前記ハンガーに吊り下げられた前記ベルトスリーブの両側面に押し当てられて、前記ベルトスリーブを挟持する1対のスリーブ保持手段と、前記1対のスリーブ保持手段を、前記ベルトスリーブの筒軸方向に移動させる移動手段とを備えていることを特徴とするものである。
【0009】
ハンガーに吊り下げられたベルトスリーブの両側面に、1対のスリーブ保持手段を押し当てると、ベルトスリーブが変形すると同時に、ベルトスリーブに元の形状に広がろうとする反発力が発生する。そのため、ベルトスリーブとスリーブ保持手段とが圧接された状態となり、1対のスリーブ保持手段によりベルトスリーブが確実に挟持される。また、1対のスリーブ保持手段により、ベルトスリーブの両側部分が抑えつけられるため、スリーブの形状が安定する。従って、搬送中のベルトスリーブの落下が防止されるとともに、加工装置の軸への装着を確実に行うことができる。
【0010】
第2の発明のベルトスリーブの搬送装置は、前記第1の発明において、前記スリーブ保持手段は、回転自在に構成されたロールであり、前記1対のロールを、水平姿勢のままで昇降させる昇降手段をさらに備えていることを特徴とするものである。
【0011】
この構成によれば、スリーブ保持手段としての1対のロールを、水平姿勢のままで、ハンガーに吊り下げられたベルトスリーブの上方からハンガーの下側まで下降させるだけで、1対のロールをベルトスリーブの両側面に押し当てることができる。尚、1対のロールがベルトスリーブを挟むように配置された上で、1対のロールを互いに接近させる(離間距離を変える)ことによりベルトスリーブを挟持することも可能であるが、このような場合と比較すると、本発明では、1対のロールを離接させるための構成が不要になるため、装置構成が簡単になる。また、各ロールは回転自在に構成されているため、1対のロールをベルトスリーブの両側面に接触させた状態で回転させながら、ハンガーの下側までスムーズに下降させることができる。
【0012】
第3の発明のベルトスリーブの搬送装置は、前記第2の発明において、前記1対のロールを回転不能にロックするロック手段を有することを特徴とするものである。
【0013】
この構成によれば、1対のロールがベルトスリーブを挟持している状態で、ロック手段によりロールを回転不能にロックすることで、ハンガーからベルトスリーブを外したときに、ベルトスリーブが落下してしまうのを防止できる。
【0014】
第4の発明のベルトスリーブの搬送装置は、前記第1〜第3の何れかの発明において、前記スリーブ保持手段の表面が、加硫ゴムで被覆されていることを特徴とするものである。
【0015】
この構成によれば、1対のスリーブ保持手段とベルトスリーブの両側面との間に作用する摩擦が大きくなり、1対のスリーブ保持手段の挟持力が強くなるため、ハンガーからベルトスリーブを外したときに、ベルトスリーブが落下してしまうのを防止できる。
【0016】
第5の発明のベルトスリーブの搬送装置は、前記第1〜第4の何れかの発明において、前記1対のスリーブ保持手段により挟持された前記ベルトスリーブの両側面にそれぞれ押し当てられて、前記ベルトスリーブの形状を矯正する1対の押え板を備えていることを特徴とするものである。
【0017】
ベルトスリーブに変形癖がついている場合や、ベルトスリーブが横に大きく膨らんでいる場合などに、1対のスリーブ保持手段に保持されたベルトスリーブを加工装置に装着しようとしたときに、ベルトスリーブが加工装置の軸や周辺の部材に干渉して装着が困難になる場合がある。本発明では、ベルトスリーブの両側面に1対の押え板が押し当てられることにより、ベルトスリーブの形状が、加工装置の軸へ装着可能な形状に矯正されるため、ベルトスリーブの軸への装着を確実に行うことができる。
【0018】
第6の発明のベルトスリーブの搬送装置は、前記第1〜第5の何れかの発明において、前記1対のスリーブ保持手段は、それぞれ、これら1対のスリーブ保持手段により挟持されている前記ベルトスリーブの、前記加工装置の軸とは反対側の端面に当接する、スリーブ押圧部を有することを特徴とするものである。
【0019】
ベルトスリーブの厚みが薄く、可撓性が大きい場合には、ベルトスリーブを挟み込む1対のスリーブ保持手段だけではベルトスリーブの保持能力が低下する。この場合、スリーブ保持手段が加工装置の軸に向けてベルトスリーブの筒軸方向に移動しても、保持能力が低いために、ベルトスリーブが軸に少し接触しただけでスリーブ保持手段がベルトスリーブに対して相対的に移動してしまい、ベルトスリーブを加工装置の軸に安定して装着できなくなることがある。しかし、本発明によれば、ベルトスリーブ保持手段が、ベルトスリーブの、加工装置の軸とは反対側の端面に当接するスリーブ押圧部を有するために、軸への装着時にベルトスリーブがスリーブ押圧部によって押圧されて、スリーブ保持手段とベルトスリーブが一体的に加工装置の軸に向かって移動するため、ベルトスリーブを加工装置の軸に安定して装着することができる。
【0020】
第7の発明のベルトスリーブの搬送方法は、円筒状のベルトスリーブを開口した状態で加工装置に搬送して前記加工装置の軸に装着する、ベルトスリーブの搬送方法であって、
ハンガーに前記ベルトスリーブを吊り下げる吊り下げ工程と、前記ハンガーに吊り下げられた前記ベルトスリーブの両側面に、1対のスリーブ保持手段を押し当てて、前記ベルトスリーブを挟持する挟持工程と、前記1対のスリーブ保持手段を前記ベルトスリーブの筒軸方向に移動させて、前記1対のスリーブ保持手段に挟持された前記ベルトスリーブを前記加工装置の軸に装着する装着工程とを備えていることを特徴とするものである。
【0021】
ハンガーに吊り下げられたベルトスリーブの両側面に、1対のスリーブ保持手段を押し当てると、ベルトスリーブが変形するが、同時に、ベルトスリーブに元の形状に広がろうとする反発力が発生する。そのため、ベルトスリーブとスリーブ保持手段とが圧接された状態となり、1対のスリーブ保持手段によりベルトスリーブが確実に挟持される。また、ベルトスリーブの両側面に1対のスリーブ保持手段が押し当てられることにより、ベルトスリーブの両側部分が抑えつけられるため、スリーブの形状が安定する。従って、搬送中のベルトスリーブの落下が防止されるとともに、加工装置の軸への装着を確実に行うことができる。
【0022】
第8の発明のベルトスリーブの搬送方法は、前記第7の発明において、前記1対のスリーブ保持手段により挟持された前記ベルトスリーブの両側面に、1対の押え板をそれぞれ押し当てて、前記ベルトスリーブの形状を矯正する形状矯正工程を備えていることを特徴とするものである。
【0023】
ベルトスリーブに変形癖がついている場合や、ベルトスリーブが横に大きく膨らんで上下の長さが短くなっている場合などに、1対のスリーブ保持手段に保持されたベルトスリーブを加工装置に装着しようとしたときに、ベルトスリーブが加工装置の軸や周辺の部材に干渉して装着が困難になる場合がある。本発明では、ベルトスリーブの両側面に1対の押え板が押し当てられることにより、ベルトスリーブの形状が、加工装置の軸へ装着可能な形状に矯正されるため、ベルトスリーブの軸への装着を確実に行うことができる。
【図面の簡単な説明】
【0024】
【図1】本実施形態に係るベルトスリーブ搬送装置の側面図である。
【図2】図1のII-II線矢視図である。
【図3】ベルトスリーブ搬送装置(ベルトスリーブ吊り下げ状態)の側面図である。
【図4】ベルトスリーブ搬送装置(ベルトスリーブ把持直前状態)の側面図である。
【図5】ベルトスリーブ搬送装置(ベルトスリーブ把持状態)の側面図である。
【図6】1対のスリーブ保持ロールによるベルトスリーブの把持状態を示す図である。
【図7】ベルトスリーブ搬送装置(ベルトスリーブ装着時)の側面図である。
【図8】ベルトスリーブ搬送装置(待機状態)の側面図である。
【図9】(a)は癖がついたベルトスリーブを示す図、(b)は横に膨らんだベルトスリーブを示す図である。
【図10】変更形態のベルトスリーブ搬送装置(ベルトスリーブ把持状態)の側面図である。
【図11】図10に示される形状矯正部材の上面図である。
【図12】矯正された状態のベルトスリーブを示す図である。
【図13】別の変更形態の、スリーブ保持ロール付近を拡大した図である。
【発明を実施するための形態】
【0025】
次に、本発明の実施形態について説明する。図1は、本実施形態に係るベルトスリーブ搬送装置の側面図である。尚、以下の説明の便宜上、図1中の左方を前方、図1中の右方を後方と定義する。
【0026】
本実施形態のベルトスリーブ搬送装置1で取り扱われるベルトスリーブ100は、成形型の外周に未加硫ゴムシート及び心線を巻き付けて得られた未加硫ベルトスリーブ100を、さらに、加熱・加圧して作製した、加硫ベルトスリーブ100である。ベルトスリーブ100を構成するゴムとしては、エチレン−α−オレフィンエラストマー、天然ゴム、スチレン−ブタジエンゴム、クロロプレンゴム、水素化ニトリルゴム等を使用できる。
【0027】
図1に示すように、ベルトスリーブ搬送装置1の後方には、加硫ベルトスリーブ100を供給するベルトスリーブ供給装置2が配置されている。このベルトスリーブ供給装置2は、複数本のアーム3を有し、これら複数本のアーム3によって、円筒状のベルトスリーブ100をその両端が前後方向に開口した状態で保持するとともに、複数本のアーム3を前方(ベルトスリーブ100の筒軸方向)へ移動させてベルトスリーブ100をベルトスリーブ搬送装置1へ供給する。
【0028】
また、ベルトスリーブ搬送装置1の前方には、ベルトスリーブ100に種々の加工を施す加工装置4(例えば、ベルトスリーブ100の表面を研磨する研磨機や、ベルトスリーブ100を所定幅の輪状のベルトに切断するカッター装置等)が配置されている。尚、加工装置4は、通常、加工対象となるベルトスリーブ100が巻き掛けられて、このベルトスリーブ100を走行させるための2本の軸(駆動ロール5と従動ロール6)を有する。
【0029】
そして、本実施形態のベルトスリーブ100は、ベルトスリーブ供給装置2から供給された加硫ベルトスリーブ100を、その両端が開口した状態で加工装置4に搬送し、その加工装置4の2本の軸5,6に装着するものである。
【0030】
次に、ベルトスリーブ搬送装置1について詳細に説明する。図1に示すように、ベルトスリーブ搬送装置1は、ベルトスリーブ100を吊り下げる2つのハンガー10と、固定フレーム11と、この固定フレーム11に前後方向及び上下方向に移動可能に設けられた1対のスリーブ保持ロール12等を備えている。
【0031】
各ハンガー10は円筒状の部材であり、水平に配置された2本のハンガー10の端部同士は連結部材13で連結されている。また、連結部材13には鉛直軸14が連結され、さらに、この鉛直軸14の上端には鉛直軸14を回転駆動するモータ15が設けられている。従って、モータ15によって鉛直軸14が回転駆動されることにより、2つのハンガー10が水平面内で回転することになる。そして、2つのハンガー10を180度回転させることにより、2つのハンガー10の位置が、ベルトスリーブ供給装置2からベルトスリーブ100を受け取る位置(図1中の右側の位置)と、加工装置4へベルトスリーブ100を受け渡す位置(図1中の左側の位置)の間で切り換えられる。
【0032】
固定フレーム11は鉛直軸14の上端部の高さ位置に設置されている。この固定フレーム11の下部には、ガイドレール15に沿って前後方向に移動可能な前後可動フレーム16が設けられている。また、固定フレーム11には前後可動フレーム16を前後方向に駆動するシリンダ17も設けられている。
【0033】
前後可動フレーム16は、鉛直方向に延びる鉛直フレーム部材18を有し、この鉛直フレーム部材18には、ガイドレール19に沿って昇降可能な昇降フレーム20が設けられている。また、鉛直フレーム部材18には、昇降フレーム20を昇降駆動するシリンダ21が設けられている。
【0034】
昇降フレーム20は、水平方向に延びる第1昇降フレーム部材22と、この第1昇降フレーム部材22の前端部に連結されるとともに鉛直方向に延びる第2昇降フレーム部材23とを有する。第2昇降フレーム部材23の下端部には、ベルトスリーブ100を挟持する1対のスリーブ保持ロール12が、水平姿勢(ロール12の軸が水平方向(前後方向)と平行となる姿勢)で支持されている。
【0035】
そして、1対のスリーブ保持ロール12は、シリンダ17(移動手段)によって前後可動フレーム16が前後駆動されることにより、固定フレーム11に対して前後方向に移動し、さらに、シリンダ21(昇降手段)によって、昇降フレーム20が昇降駆動されることにより固定フレーム11に対して昇降する。
【0036】
図2は、図1のII-II線矢視図である。図1、図2に示すように、1対のスリーブ保持ロール12は、ハンガー10と平行(前後方向)に延びる水平姿勢で、上面視でハンガー10を挟むように離間して配置されている。1対のスリーブ保持ロール12の長さは、ハンガー10の長さとほぼ同じであり、また、1対のスリーブ保持ロール12の離間距離は、ハンガー10の外径よりもやや大きくなっている。また、図2に示すように、各スリーブ保持ロール12の表面は、加硫ゴム25で被覆されている。
【0037】
また、1対のスリーブ保持ロール12は、それぞれ、第2昇降フレーム部材23の下端部にベアリング26で回転自在に支持され、さらに、これら1対のスリーブ保持ロール12は、様々な構成のロック手段によって回転不能にロックすることが可能である。例えば、図2においては、1対のスリーブ保持ロール12には、それぞれ径方向に貫通する孔12aが設けられ、この孔12aにピン27(ロック手段)が挿通されることによって、スリーブ保持ロール12が回転不能にロックされる。尚、ロック手段は、図2に示されるようなピン27には限られず、例えば、スリーブ保持ロール12の表面に摩擦接触して回転を阻止するブレーキパッドや、ロール12を径方向外側から把持して回転を止める把持部材等、上記ピン27以外の様々な構成を採用することができる。
【0038】
次に、上述したベルトスリーブ搬送装置1の、ベルトスリーブ搬送時における作用について説明する。
【0039】
まず、ベルトスリーブ供給装置2の複数のアーム3にベルトスリーブ100が架けられた状態で、これら複数のアーム3が前方へ進出することにより、図3に示すように、ベルトスリーブ100を受け取る位置(図中右側の位置)にある一方のハンガー10aにアーム3からベルトスリーブ100が渡されて、このハンガー10aにベルトスリーブ100が吊り下げられた状態となる。
【0040】
その状態で、図4に示すように、モータ15によって鉛直軸14を回転駆動し、鉛直軸14に支持された2つのハンガー10を水平面内で180度回転させて、ベルトスリーブ100が吊り下げられたハンガー10aを、加工装置4へベルトスリーブ100を受け渡す位置(図中の左側の位置)に移動させる。
【0041】
次に、図5に示すように、1対のスリーブ保持ロール12の回転がロック手段によってロックされていない状態(自由回転可能な状態)で、シリンダ21により昇降フレーム20をとともに1対のスリーブ保持ロール12を下降させる。図6に示すように、1対のスリーブ保持ロール12は、ハンガー10aに吊り下げられたベルトスリーブ100の両側面に沿ってハンガー10の下側まで下降する。
【0042】
図6に二点鎖線で示すように、ハンガー10に吊り下げられただけの状態では、ベルトスリーブ100は、その両側部分が外側に膨らんだ形状となっている。ここで、1対のスリーブ保持ロール12の離間距離はハンガー10の外径よりも若干大きい程度である(図2参照)。そのため、1対のスリーブ保持ロール12がハンガー10の下側まで下降したときに、1対のスリーブ保持ロール12がベルトスリーブ100の両側面に押し当てられる。このとき、ベルトスリーブ100は両側から締め付けられて変形するが、同時に、ベルトスリーブ100には元の形状に広がろうとする反発力が発生する。そのため、ベルトスリーブ100とスリーブ保持ロール12とが圧接された状態となり、1対のスリーブ保持ロール12によりベルトスリーブ100が確実に挟持される。また、1対のスリーブ保持ロール12によりベルトスリーブ100の両側部分が抑えつけられるため、スリーブ100の形状が図6の実線で示された形状で安定する。
【0043】
また、図2に示すように、1対のスリーブ保持ロール12の表面は加硫ゴム25で被覆されているため、スリーブ保持ロール12とベルトスリーブ100の側面との間に作用する摩擦が大きくなり、ロール12の挟持力が強くなる。これにより、ハンガー10からベルトスリーブ100を外したときに、ベルトスリーブ100が落下してしまうのを防止できる。
【0044】
このように、シリンダ21(昇降手段)により、1対のロール12を、水平姿勢のままで、ハンガー10に吊り下げられたベルトスリーブ100の上方からハンガー10の下側まで下降させるだけで、1対のロール12をベルトスリーブ100の両側面に押し当てることができる。尚、1対のスリーブ保持ロール12が、ベルトスリーブ100を挟むように配置された上で、1対のスリーブ保持ロール12を互いに接近させる(離間距離を変える)ことによりベルトスリーブ100を挟持することも可能であるが、このような場合と比較すると、本実施形態では、1対のロール12を離接させるためのシリンダやガイド等が不要になるため、装置構成が簡単になる。
【0045】
また、1対のスリーブ保持ロール12が回転自在に構成されていることから、1対のロール12をベルトスリーブ100の両側面に接触させた状態で、回転させながらハンガー10の下側までスムーズに下降させることができる。尚、1対のスリーブ保持ロール12をハンガー10の下側まで下降させた後には、ロック手段(図2のピン27)により、1対のスリーブ保持ロール12を回転不能にロックする。これにより、ハンガー10からベルトスリーブ100を外したときにベルトスリーブ100が落下してしまうのを防止できる。
【0046】
次に、図7に示すように、シリンダ21により1対のスリーブ保持ロール12を少し上方へ移動させ、1対のスリーブ保持ロール12に把持されているベルトスリーブ100をハンガー10から離してから、シリンダ17により1対のスリーブ保持ロール12を前方(開口したベルトスリーブ100の筒軸方向)に移動させる。これにより、1対のスリーブ保持ロール12に保持された、開口した状態のベルトスリーブ100が加工装置4へ搬送されるとともに、加工装置4の2本の軸5,6に装着される。
【0047】
加工装置4の2本の軸5,6にベルトスリーブ100が装着された後は、図8に示すように、シリンダ21により1対のスリーブ保持ロール12をベルトスリーブ100よりも上方へ移動させて、挟持状態を解除する。このとき、ロック手段(図2のピン27)によるロール12のロックを解除しておけば、ロール12の上方への移動がスムーズになる。さらに、シリンダ17により1対のスリーブ保持ロール12を後退させて、搬送前の待機状態に戻る。
【0048】
以上説明した本実施形態のベルトスリーブ搬送装置1においては、ハンガー10に吊り下げられたベルトスリーブ100の両側面に、1対のスリーブ保持ロール12を押し当ててベルトスリーブ100を挟持する。このとき、ベルトスリーブ100に元の形状に広がろうとする反発力によって、ベルトスリーブ100とスリーブ保持ロール12とが圧接されるため、1対のスリーブ保持ロール12によりベルトスリーブ100が確実に挟持される。また、1対のスリーブ保持ロール12によりベルトスリーブ100の両側部分が抑えつけられるため、搬送中のスリーブ100の形状が安定する。従って、搬送中のベルトスリーブ100の落下が防止されるとともに、加工装置4の軸5,6への装着を確実に行うことができる。
【0049】
次に、前記実施形態に種々の変更を加えた変更形態について説明する。但し、前記実施形態と同様の構成を有するものについては、同じ符号を付して適宜その説明を省略する。
【0050】
1]ハンガー10に吊り下げられたベルトスリーブ100を挟むように1対のスリーブ保持ロール12が配置された上で、1対のスリーブ保持ロール12を接近させることによりベルトスリーブ100を挟持してもよい。この場合、前記実施形態と比較すると、1対のスリーブ保持ロール12を離接するためのシリンダやガイド等がさらに必要になるものの、ベルトスリーブ100の両側面に1対のスリーブ保持ロール12を確実に押し当てることができる。
【0051】
2]前記実施形態では、1対のスリーブ保持ロール12の挟持力を高めるために、ロール12の表面が加硫ゴムで被覆されているが、これ以外にも、加硫ゴム以外の、ベルトスリーブ100との間の摩擦力を高めることが可能な材料(例えば、軟質合成樹脂材料)でロール12を被覆したり、あるいは、ロール12自身の表面粗さを大きくしたりして、ロール12の挟持力を高めることも可能である。
【0052】
3]図9(a)のように、ベルトスリーブ100に変形癖がついて、例えば、左右非対称な形状を有する場合や、図9(b)のように、ベルトスリーブ100が横に大きく膨らんで、上下長さが短い場合には、1対のスリーブ保持ロール12に保持されたベルトスリーブ100を、加工装置4に装着しようとしたときに、ベルトスリーブ100が加工装置4の軸5,6(特に、従動ロール6)や周辺の部材に干渉して、軸5,6への装着が困難になる場合がある。
【0053】
そこで、図10、図11に示すように、ベルトスリーブ搬送装置1が、左右1対の押え板30aと1対の押え板30aの端部同士を連結する連結部30bとを有する形状矯正部材30を備えていてもよい。この形状矯正部材30は、図10に示すように、1対のベルト保持ロール12に保持されたベルトスリーブ100に対して後方に退避した位置から、図示しないシリンダ等の適宜の駆動手段により前方へ駆動されて、後方からベルトスリーブ100の両側面に装着される。これにより、ベルトスリーブ100の両側面に1対の押え板30aが押し当てられることになり、図12に示すように、ベルトスリーブ100の形状が、加工装置4の軸5,6へ装着可能な形状に矯正されるため、軸5,6への装着を確実に行うことができる。
【0054】
尚、上述したように、1対の押え板30a(形状矯正部材30)を後方からベルトスリーブ100に装着する場合、変形癖があるベルトスリーブ100(図9(a))や横に広がったベルトスリーブ100(図9(b))に対しても容易に装着することができるように、図11に示すように、1対の押え板30aの先端部が外側へ広がっていることが好ましい。
【0055】
また、1対の押え板30aが後方からベルトスリーブ100に装着される構成である必要は必ずしもない。例えば、1対の押え板30aを、ベルトスリーブ100の外側から、シリンダ等によってベルトスリーブ100の両側面に近づく方向にそれぞれ移動させることにより、1対の押え板30aをベルトスリーブ100の両側面に押し当てる構成であってもよい。
【0056】
4]前記実施形態において、ベルトスリーブ100の厚みが薄く、可撓性が大きい場合には、1対のスリーブ保持ロール12の挟持力が弱まりベルトスリーブ100の保持能力が低下する。この場合、前記実施形態の図5、図7のように、スリーブ保持ロール12が加工装置4の軸5(6)に向けてベルトスリーブ100の筒軸方向に移動する際に、保持能力が低いために、ベルトスリーブ100が軸5(6)に少し接触しただけでスリーブ保持ロール12がベルトスリーブ100に対して前方へ相対移動してしまい、ベルトスリーブ100を加工装置4の軸5(6)に安定して装着できなくなることがある。
【0057】
そこで、可撓性の大きいベルトスリーブ100を軸5(6)に安定して装着できるように、図13に示す装置では、1対のスリーブ保持ロール12のそれぞれが、ベルトスリーブ100の加工装置4の軸5とは反対側の端面(右端面)に当接するスリーブ押圧部材40を備えている。スリーブ押圧部材40は、その外径がスリーブ保持ロール12よりも少し大きい円筒状の部材である。また、このスリーブ押圧部材40は、スリーブ保持ロール12の、昇降フレーム20(第2昇降フレーム部材23)に支持される部分である、基端部に外嵌され、さらに、ボルト41でスリーブ保持ロール12に固定されている。そして、スリーブ押圧部材40の左端面が、スリーブ保持ロール12によって挟持されているベルトスリーブ100の右端面に当接するようになっている。
【0058】
この構成によれば、軸5への装着時に、1対のスリーブ保持ロール12が、加工装置4の軸5に向かってベルトスリーブ100の筒軸方向(図13中の矢印の方向)に移動したときに、スリーブ保持ロール12の保持能力が低いために、スリーブ保持ロール12がベルトスリーブ100に対して前方に移動しようとする場合であっても、ベルトスリーブ100の右端面がスリーブ押圧部材40によって押圧されるため、スリーブ保持ロール12とベルトスリーブ100が一体的に軸5に向かって移動する。従って、ベルトスリーブ100を軸5に安定して装着することができる。
【0059】
尚、図13に示す円筒状のスリーブ押圧部材40はあくまでも一例であり、本発明のスリーブ押圧部はこれには限られない。例えば板状のスリーブ押圧部材がスリーブ保持ロールに設けられてもよい。また、スリーブ押圧部材は、1対のスリーブ保持ロール12のそれぞれに個別に設けられてもよいし、1対のスリーブ保持ロール12の基端部に共通に跨るように設けられてもよい。さらには、スリーブ押圧部がスリーブ保持ロールとは別の部材で構成される必要はなく、例えば、スリーブ保持ロールに一体形成された、鍔状のスリーブ押圧部であってもよい。
【符号の説明】
【0060】
1 ベルトスリーブ搬送装置
4 加工装置
5 駆動ロール
6 従動ロール
10 ハンガー
12 スリーブ保持ロール
17 シリンダ(移動手段)
21 シリンダ(昇降手段)
25 加硫ゴム
26 ベアリング
27 ピン
30a 押え板
40 スリーブ押圧部材
100 ベルトスリーブ
【特許請求の範囲】
【請求項1】
円筒状のベルトスリーブを開口した状態で加工装置に搬送して前記加工装置の軸に装着する、ベルトスリーブの搬送装置であって、
前記ベルトスリーブを吊り下げるハンガーと、
前記ハンガーに吊り下げられた前記ベルトスリーブの両側面に押し当てられて、前記ベルトスリーブを挟持する1対のスリーブ保持手段と、
前記1対のスリーブ保持手段を、前記ベルトスリーブの筒軸方向に移動させる移動手段と、
を備えていることを特徴とするベルトスリーブの搬送装置。
【請求項2】
前記スリーブ保持手段は、回転自在に構成されたロールであり、
前記1対のロールを、水平姿勢のままで昇降させる昇降手段をさらに備えていることを特徴とする請求項1に記載のベルトスリーブの搬送装置。
【請求項3】
前記1対のロールを回転不能にロックするロック手段を有することを特徴とする請求項2に記載のベルトスリーブの搬送装置。
【請求項4】
前記スリーブ保持手段の表面が、加硫ゴムで被覆されていることを特徴とする請求項1〜3の何れかに記載のベルトスリーブの搬送装置。
【請求項5】
前記1対のスリーブ保持手段により挟持された前記ベルトスリーブの両側面にそれぞれ押し当てられて、前記ベルトスリーブの形状を矯正する1対の押え板を備えていることを特徴とする請求項1〜4の何れかに記載のベルトスリーブの搬送装置。
【請求項6】
前記1対のスリーブ保持手段は、それぞれ、
これら1対のスリーブ保持手段により挟持されている前記ベルトスリーブの、前記加工装置の軸とは反対側の端面に当接する、スリーブ押圧部を有することを特徴とする請求項1〜5の何れかに記載のベルトスリーブの搬送装置。
【請求項7】
円筒状のベルトスリーブを開口した状態で加工装置に搬送して前記加工装置の軸に装着する、ベルトスリーブの搬送方法であって、
ハンガーに前記ベルトスリーブを吊り下げる吊り下げ工程と、
前記ハンガーに吊り下げられた前記ベルトスリーブの両側面に、1対のスリーブ保持手段を押し当てて、前記ベルトスリーブを挟持する挟持工程と、
前記1対のスリーブ保持手段を前記ベルトスリーブの筒軸方向に移動させて、前記1対のスリーブ保持手段に挟持された前記ベルトスリーブを前記加工装置の軸に装着する装着工程と、
を備えていることを特徴とするベルトスリーブの搬送方法。
【請求項8】
前記1対のスリーブ保持手段により挟持された前記ベルトスリーブの両側面に、1対の押え板をそれぞれ押し当てて、前記ベルトスリーブの形状を矯正する形状矯正工程を備えていることを特徴とする請求項7に記載のベルトスリーブの搬送方法。
【請求項1】
円筒状のベルトスリーブを開口した状態で加工装置に搬送して前記加工装置の軸に装着する、ベルトスリーブの搬送装置であって、
前記ベルトスリーブを吊り下げるハンガーと、
前記ハンガーに吊り下げられた前記ベルトスリーブの両側面に押し当てられて、前記ベルトスリーブを挟持する1対のスリーブ保持手段と、
前記1対のスリーブ保持手段を、前記ベルトスリーブの筒軸方向に移動させる移動手段と、
を備えていることを特徴とするベルトスリーブの搬送装置。
【請求項2】
前記スリーブ保持手段は、回転自在に構成されたロールであり、
前記1対のロールを、水平姿勢のままで昇降させる昇降手段をさらに備えていることを特徴とする請求項1に記載のベルトスリーブの搬送装置。
【請求項3】
前記1対のロールを回転不能にロックするロック手段を有することを特徴とする請求項2に記載のベルトスリーブの搬送装置。
【請求項4】
前記スリーブ保持手段の表面が、加硫ゴムで被覆されていることを特徴とする請求項1〜3の何れかに記載のベルトスリーブの搬送装置。
【請求項5】
前記1対のスリーブ保持手段により挟持された前記ベルトスリーブの両側面にそれぞれ押し当てられて、前記ベルトスリーブの形状を矯正する1対の押え板を備えていることを特徴とする請求項1〜4の何れかに記載のベルトスリーブの搬送装置。
【請求項6】
前記1対のスリーブ保持手段は、それぞれ、
これら1対のスリーブ保持手段により挟持されている前記ベルトスリーブの、前記加工装置の軸とは反対側の端面に当接する、スリーブ押圧部を有することを特徴とする請求項1〜5の何れかに記載のベルトスリーブの搬送装置。
【請求項7】
円筒状のベルトスリーブを開口した状態で加工装置に搬送して前記加工装置の軸に装着する、ベルトスリーブの搬送方法であって、
ハンガーに前記ベルトスリーブを吊り下げる吊り下げ工程と、
前記ハンガーに吊り下げられた前記ベルトスリーブの両側面に、1対のスリーブ保持手段を押し当てて、前記ベルトスリーブを挟持する挟持工程と、
前記1対のスリーブ保持手段を前記ベルトスリーブの筒軸方向に移動させて、前記1対のスリーブ保持手段に挟持された前記ベルトスリーブを前記加工装置の軸に装着する装着工程と、
を備えていることを特徴とするベルトスリーブの搬送方法。
【請求項8】
前記1対のスリーブ保持手段により挟持された前記ベルトスリーブの両側面に、1対の押え板をそれぞれ押し当てて、前記ベルトスリーブの形状を矯正する形状矯正工程を備えていることを特徴とする請求項7に記載のベルトスリーブの搬送方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2011−84400(P2011−84400A)
【公開日】平成23年4月28日(2011.4.28)
【国際特許分類】
【出願番号】特願2010−22236(P2010−22236)
【出願日】平成22年2月3日(2010.2.3)
【出願人】(000006068)三ツ星ベルト株式会社 (730)
【Fターム(参考)】
【公開日】平成23年4月28日(2011.4.28)
【国際特許分類】
【出願日】平成22年2月3日(2010.2.3)
【出願人】(000006068)三ツ星ベルト株式会社 (730)
【Fターム(参考)】
[ Back to top ]