
ベンディングロール装置
【課題】板状ワークを、上下ロールとの間にスリップを生じさせることなく、所望の円錐面に曲げ成形できるベンディングロール装置を提供することである。
【解決手段】板状ワークWの凹円弧状の内側幅端を所定のロール軸方向位置に位置決め手段のローラ6dで位置決めし、ローラ6dとロール軸方向で対向させて、凸円弧状の外側幅端を押圧する押圧手段のローラ7dを設けることにより、板状ワークWのローラ6dからの逃げを防止して、板状ワークWを所望の円錐面に曲げ成形できるようにした。
【解決手段】板状ワークWの凹円弧状の内側幅端を所定のロール軸方向位置に位置決め手段のローラ6dで位置決めし、ローラ6dとロール軸方向で対向させて、凸円弧状の外側幅端を押圧する押圧手段のローラ7dを設けることにより、板状ワークWのローラ6dからの逃げを防止して、板状ワークWを所望の円錐面に曲げ成形できるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、扇形の板状ワークを上下ロール間に通して、所望の円錐面に曲げ成形するベンディングロール装置に関する。
【背景技術】
【0002】
扇形の板状ワークを上下ロール間に通過させて、所望の円錐面を有する円錐筒や部分円錐筒に曲げ成形するベンディングロール装置には、上下ロールを円柱状としたもの(例えば、特許文献1参照)と、上下ロールをテーパ状としたもの(例えば、特許文献2参照)とがある。また、これらのベンディングロール装置には、1本の上ロールに対して、2本の下ロールを配置した3本ロール形式のものと、3本の下ロールを配置した4本ロール形式のものとがある。
【0003】
特許文献1に記載されたベンディングロール装置は、円柱状の上下ロール間を通過する板状ワークの内側円弧状辺を制動する第1移動規制部材と、加工曲成部を通過した外側円弧状辺の移動方向を規制する第2移動規制部材とを設け、内側円弧状辺側の通過速度を外側円弧状辺側よりも遅くして、所望の円錐面を有する円錐筒に曲げ成形するようにしている。
【0004】
また、特許文献2に記載されたベンディングロール装置は、テーパ状の上下ロール間を通過する板状ワークの一方の幅端を位置決めする位置決め具を設け、製品となる円錐筒の小径、大径および長さの各寸法に基づいて、板状ワークの幅方向で板状ワークと上下ロールの周速との間に速度差が生じない、すなわちスリップが生じない所定のロール軸方向位置に、板状ワークを位置決めするようにしている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−33426号公報
【特許文献2】特許第3547640号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載されたベンディングロール装置は、板状ワークの幅方向で板状ワークと円柱状の上下ロールの周速と間に速度差が生じ、板状ワークがスリップするので、板状ワークの表裏面に摺り傷が生じやすい問題がある。また、移動規制部材によって、ロールの周速と速度差がある板状ワークの凹円弧状の内側幅端を制動するとともに、速度差によって幅方向に逃げようとする板状ワークの凸円弧状の外側幅端を無理に拘束しているので、板状ワークの幅端部も損傷しやすくなる。
【0007】
また、特許文献2に記載されたベンディングロール装置は、板状ワークとテーパ状の上下ロールとの間にスリップが生じないので、板状ワークの表裏面に摺り傷が生じる恐れはないが、位置決め具の遊びや、板状ワークのわずかな歪み等によって、板状ワークが所定のロール軸方向位置から一度ずれると、そのままずれが大きくなって、所望の円錐面に曲げ成形できなくなる問題がある。すなわち、位置決め具で凹円弧状の内側幅端を位置決めする場合は、板状ワークが外側幅端側へずれると、外側幅端と内側幅端におけるテーパロールの周速比が小さくなって、板状ワークが内側幅端側の位置決め具から逃げるロール軸方向と直角な真直方向側へ進むようになる。また、凸円弧状の外側幅端を位置決めする場合は、板状ワークが内側幅端側へずれると、外側幅端と内側幅端におけるテーパロールの周速比が大きくなって、板状ワークが外側幅端側の位置決め具から逃げるように、水平面内での傾斜が大きくなる方向へ進むようになる恐れがある。
【0008】
そこで、本発明の課題は、板状ワークを、上下ロールとの間にスリップを生じさせることなく、所望の円錐面に曲げ成形できるベンディングロール装置を提供することである。
【課題を解決するための手段】
【0009】
上記の課題を解決するために、本発明は、扇形の板状ワークをテーパ状の上下ロール間に通過させ、このロール間に通過させる板状ワークの一方の幅端を所定のロール軸方向位置に位置決めする位置決め手段を設けて、前記板状ワークを所望の円錐面に曲げ成形するベンディングロール装置において、前記位置決め手段とロール軸方向で対向させて、前記板状ワークの他方の幅端を、前記位置決め手段側へ押圧する押圧手段を設けた構成を採用した。
【0010】
すなわち、板状ワークの一方の幅端を所定のロール軸方向位置に位置決めする位置決め手段とロール軸方向で対向させて、板状ワークの他方の幅端を、位置決め手段側へ押圧する押圧手段を設けることにより、何らかの原因で所定のロール軸方向位置からずれようとする板状ワークを、押圧手段で所定のロール軸方向位置に押し戻し、板状ワークの位置決め手段からの逃げを防止して、板状ワークを所望の円錐面に曲げ成形できるようにした。
【0011】
前記板状ワークの一方の幅端を位置決めする所定のロール軸方向位置を、前記板状ワークの幅方向で板状ワークの通過速度と前記上下ロールの周速との間に速度差が生じない位置とすることにより、板状ワークと上下ロール間のスリップを防止することができる。
【0012】
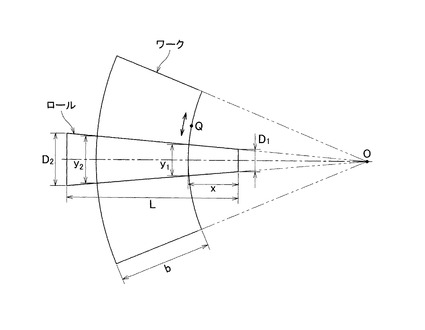
前記板状ワークの幅方向で板状ワークの通過速度と前記上下ロールの周速との間に速度差が生じない位置は、例えば、以下のように求めることができる。図4に示すように、扇形の板状ワークの内側幅端を位置決めする場合を考える。扇形のワークの中心角の中心Oをテーパ状のロールの中心線上に設定して、ワークの幅をb、曲げ成形される円錐筒または部分円錐筒の製品の小径をd1、大径をd2、ロールの長さをL、小径をD1、大径をD2とする。ロールの中心線上におけるロールの小径端からワークの内側幅端までの距離をx、このときのワークの内側幅端と外側幅端におけるロール径をそれぞれy1、y2とすると、y1、y2はそれぞれ次式で求められる。
y1=D1+(D2−D1)・x/L (1)
y2=D1+(D2−D1)・(x+b)/L (2)
【0013】
前記ワークの幅方向でワークの通過速度とロールの周速との速度差が零となる条件は、ワークの外側幅端と内側幅端の円弧長比と、この外側幅端と内側幅端におけるロールの周長比が等しくなるときであるから、次式が求められる。
d2/d1=y2/y1 (3)
(3)式に(1)式と(2)式を代入すると次式が得られる。
d2/d1={D1+(D2−D1)・(x+b)/L}/{D1+(D2−D1)・x/L
} (4)
(4)式を整理すると、ロールの小径端からワークの内側幅端までの距離xが、既知の各値b、d1、d2、L、D1、D2を用いて、次式で求められる。
x=b・d1/(d2−d1)−L・D1/(D2−D1) (5)
【0014】
(5)式で求めた距離xから、ワークのスリップが生じない設置位置を特定することができ、ワークの内側幅端の位置決め位置Qは、特定したワーク位置の円弧内側幅端である任意の位置に設定することができる。なお、説明は省略するが、ワークの外側幅端を位置決めする場合も、同様の手順で位置決め位置を設定することができる。
【0015】
前記押圧手段を、油圧アクチュエータで動作するものとすることにより、板状ワークの他方の幅端を一定の力で安定して押圧することができ、幅端部の損傷を防止することができる。
【発明の効果】
【0016】
本発明に係るベンディングロール装置は、板状ワークの一方の幅端を所定のロール軸方向位置に位置決めする位置決め手段とロール軸方向で対向させて、板状ワークの他方の幅端を、位置決め手段側へ押圧する押圧手段を設けたので、板状ワークの位置決め手段からの逃げを防止して、板状ワークを所望の円錐面に曲げ成形することができる。
【図面の簡単な説明】
【0017】
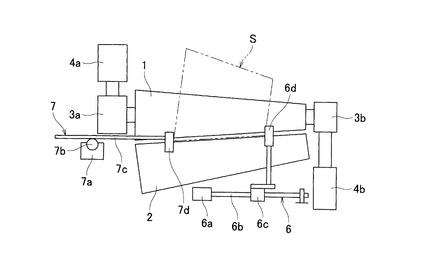
【図1】ベンディングロール装置の実施形態を示す正面図
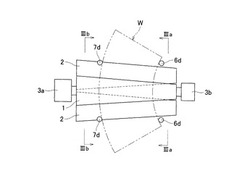
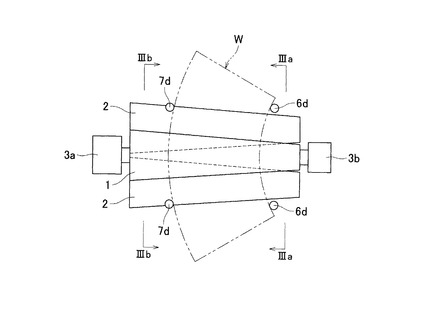
【図2】図1の一部省略平面図
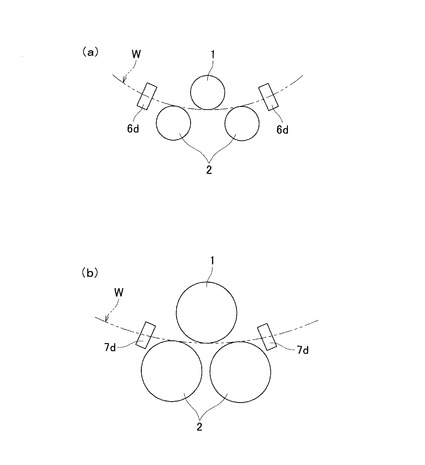
【図3】(a)、(b)は、それぞれ図2のIIIa−IIIa線と、IIIb−IIIb線に沿った矢視図
【図4】板状ワークの内側幅端を位置決めする方法を説明する概念図
【発明を実施するための形態】
【0018】
以下、図面に基づき、本発明の実施形態を説明する。このベンディングロール装置は、図1および図2に示すように、テーパ状の1本の上ロール1と、同じテーパ状の2本一対の下ロール2を備えた3本ロール形式のものであり、扇形の板状ワークWを上ロール1と下ロール2の間で往復パスさせて、パス数の増加に伴って形成される円錐面の曲率を大きくし、円錐筒の製品Sに曲げ成形する。
【0019】
前記上ロール1は、大径側の軸受箱3aをシリンダ4aで上方から押し下げられるとともに、小径側の軸受箱3bをシリンダ4bで下方から引き下げられ、大径側と小径側のフレーム(図示省略)に沿って昇降する。この上ロール1の昇降位置は、パス数の増加に伴って下ロール2に接近する下降位置に設定される。なお、小径側のフレームは、成形された円錐筒の製品Sを上下ロール1、2の間から抜き出すために、転倒可能とされている。
【0020】
前記一対の下ロール2は、大径側と小径側を上ロール1と同じ向きにして上ロール1の両側斜め下方に配置され、往パスと復パスに応じて、それぞれモータ(図示省略)で正逆方向に回転駆動される。この下ロール2の回転駆動によって、ワークWは凹円弧状の内側幅端を上下ロール1、2の小径側に向けて往復パスされる。
【0021】
前記上下ロール1、2の小径側の入口側と出口側には、ワークWの凹円弧状の内側幅端を位置決めする位置決め手段6が設けられている。この位置決め手段6は、サーボモータ6aで回転駆動されるねじ軸6bに螺合されたナット6cに縦向きのローラ6dを取付けたものであり、上ロール1の軸と平行に向けたねじ軸6bに沿ってローラ6dを移動させて、所定のロール軸方向位置(図4に示したQ点)でワークWの内側幅端に転接させ、上下ロール1、2間を通過するワークWのロール軸方向位置を位置決めする。したがって、図4について説明したように、ワークWの幅方向でワークWの通過速度と上下ロール1、2の周速との間に速度差が生じることはない。
【0022】
前記上下ロール1、2の大径側の入口側と出口側には、ワークWの凸円弧状の外側幅端を押圧する押圧手段7が設けられている。この押圧手段7は、油圧モータ7aの出力軸に設けたピニオン7bと噛み合い、上ロール1の軸と平行に向けたラック7cの先端に縦向きのローラ7dを取付けたものであり、位置決め手段6のローラ6dとロール軸方向で対向する位置で、ローラ7dをワークWの外側幅端に転接させて押圧するようになっている。この油圧モータ7aに圧力源から油を供給する配管には、所定の圧力になると油を逃がすリリーフ弁が設けられており、一定の力でワークWを押圧するようになっている。したがって、ワークWの位置決め手段6からの逃げを防止して、各パスでのワークWを所望の円錐面に曲げ成形することができる。なお、ローラ7dは、位置決め手段6のローラ6dと、ワークWの幅方向で対向する位置で外側幅端を押圧するようにしてもよい。
【0023】
図3(a)に示すように、前記入口側と出口側の位置決め手段6の各ローラ6dは、上側を上ロール1側へ内向きに傾斜させて取付けられている。この理由は、ワークWの内側幅端は、パス回数が進んで曲げ成形の湾曲が大きくなると、水平面内で上ロール1の小径側へせり出すように上方へ湾曲するので、このロール小径側へせり出して湾曲する内側幅端が、所定の位置決め位置よりもロール小径側の余分な箇所で各ローラ6dに当たらないようにするためである。また、このように内向きに傾斜させることにより、ワークWの内側幅端を各ローラ6dに直角に近い角度で当接させて、各ローラ6dをスムーズに転接させることができる。
【0024】
図3(b)に示すように、前記入口側と出口側の押圧手段7の各ローラ7dも、上側を上ロール1側へ内向きに傾斜させて取付けられている。この理由は、ワークWの外側幅端を各ローラ7dに直角に近い角度で当接させて、各ローラ7dをスムーズに転接させるためである。なお、ワークWの外側幅端は、曲げ成形の湾曲が大きくなると、水平面内で上ロール1の大径側から逃げるように上方へ湾曲するので、各ローラ7dに余分な箇所で当たる心配はない。
【0025】
上述した実施形態では、ワークの凹円弧状の内側幅端を位置決め手段で位置決めし、凸円弧状の外側幅端を押圧手段で押圧するようにしたが、逆に、外側幅端を位置決め手段で位置決めし、内側幅端を押圧手段で押圧することもできる。また、押圧手段のアクチュエータは、実施形態の油圧モータに限定されることはなく、油圧シリンダ等の他のアクチュエータとすることもできる。
【0026】
上述した実施形態では、位置決め手段と押圧手段を、いずれもローラをワークの幅端に当接させるものとしたが、単なる棒状や筒状の部材をワークの幅端に当接させるものとしてもよい。
【0027】
上述した実施形態では、上ロールの両側斜め下方に2本の下ロールを配置した3本ロール形式のベンディングロール装置としたが、本発明に係るベンディングロール装置は、上ロールの直下にもう1本の下ロールを配置した4本ロール形式のものとすることもできる。また、ベンディングロール装置で曲げ成形する製品を円錐筒としたが、曲げ成形する製品は、半円錐筒等の部分円錐筒のものとしてもよい。
【符号の説明】
【0028】
1 上ロール
2 下ロール
3a、3b 軸受箱
4a、4b シリンダ
6 位置決め手段
6a サーボモータ
6b ねじ軸
6c ナット
6d ローラ
7 押圧手段
7a 油圧モータ
7b ピニオン
7c ラック
7d ローラ
【技術分野】
【0001】
本発明は、扇形の板状ワークを上下ロール間に通して、所望の円錐面に曲げ成形するベンディングロール装置に関する。
【背景技術】
【0002】
扇形の板状ワークを上下ロール間に通過させて、所望の円錐面を有する円錐筒や部分円錐筒に曲げ成形するベンディングロール装置には、上下ロールを円柱状としたもの(例えば、特許文献1参照)と、上下ロールをテーパ状としたもの(例えば、特許文献2参照)とがある。また、これらのベンディングロール装置には、1本の上ロールに対して、2本の下ロールを配置した3本ロール形式のものと、3本の下ロールを配置した4本ロール形式のものとがある。
【0003】
特許文献1に記載されたベンディングロール装置は、円柱状の上下ロール間を通過する板状ワークの内側円弧状辺を制動する第1移動規制部材と、加工曲成部を通過した外側円弧状辺の移動方向を規制する第2移動規制部材とを設け、内側円弧状辺側の通過速度を外側円弧状辺側よりも遅くして、所望の円錐面を有する円錐筒に曲げ成形するようにしている。
【0004】
また、特許文献2に記載されたベンディングロール装置は、テーパ状の上下ロール間を通過する板状ワークの一方の幅端を位置決めする位置決め具を設け、製品となる円錐筒の小径、大径および長さの各寸法に基づいて、板状ワークの幅方向で板状ワークと上下ロールの周速との間に速度差が生じない、すなわちスリップが生じない所定のロール軸方向位置に、板状ワークを位置決めするようにしている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−33426号公報
【特許文献2】特許第3547640号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載されたベンディングロール装置は、板状ワークの幅方向で板状ワークと円柱状の上下ロールの周速と間に速度差が生じ、板状ワークがスリップするので、板状ワークの表裏面に摺り傷が生じやすい問題がある。また、移動規制部材によって、ロールの周速と速度差がある板状ワークの凹円弧状の内側幅端を制動するとともに、速度差によって幅方向に逃げようとする板状ワークの凸円弧状の外側幅端を無理に拘束しているので、板状ワークの幅端部も損傷しやすくなる。
【0007】
また、特許文献2に記載されたベンディングロール装置は、板状ワークとテーパ状の上下ロールとの間にスリップが生じないので、板状ワークの表裏面に摺り傷が生じる恐れはないが、位置決め具の遊びや、板状ワークのわずかな歪み等によって、板状ワークが所定のロール軸方向位置から一度ずれると、そのままずれが大きくなって、所望の円錐面に曲げ成形できなくなる問題がある。すなわち、位置決め具で凹円弧状の内側幅端を位置決めする場合は、板状ワークが外側幅端側へずれると、外側幅端と内側幅端におけるテーパロールの周速比が小さくなって、板状ワークが内側幅端側の位置決め具から逃げるロール軸方向と直角な真直方向側へ進むようになる。また、凸円弧状の外側幅端を位置決めする場合は、板状ワークが内側幅端側へずれると、外側幅端と内側幅端におけるテーパロールの周速比が大きくなって、板状ワークが外側幅端側の位置決め具から逃げるように、水平面内での傾斜が大きくなる方向へ進むようになる恐れがある。
【0008】
そこで、本発明の課題は、板状ワークを、上下ロールとの間にスリップを生じさせることなく、所望の円錐面に曲げ成形できるベンディングロール装置を提供することである。
【課題を解決するための手段】
【0009】
上記の課題を解決するために、本発明は、扇形の板状ワークをテーパ状の上下ロール間に通過させ、このロール間に通過させる板状ワークの一方の幅端を所定のロール軸方向位置に位置決めする位置決め手段を設けて、前記板状ワークを所望の円錐面に曲げ成形するベンディングロール装置において、前記位置決め手段とロール軸方向で対向させて、前記板状ワークの他方の幅端を、前記位置決め手段側へ押圧する押圧手段を設けた構成を採用した。
【0010】
すなわち、板状ワークの一方の幅端を所定のロール軸方向位置に位置決めする位置決め手段とロール軸方向で対向させて、板状ワークの他方の幅端を、位置決め手段側へ押圧する押圧手段を設けることにより、何らかの原因で所定のロール軸方向位置からずれようとする板状ワークを、押圧手段で所定のロール軸方向位置に押し戻し、板状ワークの位置決め手段からの逃げを防止して、板状ワークを所望の円錐面に曲げ成形できるようにした。
【0011】
前記板状ワークの一方の幅端を位置決めする所定のロール軸方向位置を、前記板状ワークの幅方向で板状ワークの通過速度と前記上下ロールの周速との間に速度差が生じない位置とすることにより、板状ワークと上下ロール間のスリップを防止することができる。
【0012】
前記板状ワークの幅方向で板状ワークの通過速度と前記上下ロールの周速との間に速度差が生じない位置は、例えば、以下のように求めることができる。図4に示すように、扇形の板状ワークの内側幅端を位置決めする場合を考える。扇形のワークの中心角の中心Oをテーパ状のロールの中心線上に設定して、ワークの幅をb、曲げ成形される円錐筒または部分円錐筒の製品の小径をd1、大径をd2、ロールの長さをL、小径をD1、大径をD2とする。ロールの中心線上におけるロールの小径端からワークの内側幅端までの距離をx、このときのワークの内側幅端と外側幅端におけるロール径をそれぞれy1、y2とすると、y1、y2はそれぞれ次式で求められる。
y1=D1+(D2−D1)・x/L (1)
y2=D1+(D2−D1)・(x+b)/L (2)
【0013】
前記ワークの幅方向でワークの通過速度とロールの周速との速度差が零となる条件は、ワークの外側幅端と内側幅端の円弧長比と、この外側幅端と内側幅端におけるロールの周長比が等しくなるときであるから、次式が求められる。
d2/d1=y2/y1 (3)
(3)式に(1)式と(2)式を代入すると次式が得られる。
d2/d1={D1+(D2−D1)・(x+b)/L}/{D1+(D2−D1)・x/L
} (4)
(4)式を整理すると、ロールの小径端からワークの内側幅端までの距離xが、既知の各値b、d1、d2、L、D1、D2を用いて、次式で求められる。
x=b・d1/(d2−d1)−L・D1/(D2−D1) (5)
【0014】
(5)式で求めた距離xから、ワークのスリップが生じない設置位置を特定することができ、ワークの内側幅端の位置決め位置Qは、特定したワーク位置の円弧内側幅端である任意の位置に設定することができる。なお、説明は省略するが、ワークの外側幅端を位置決めする場合も、同様の手順で位置決め位置を設定することができる。
【0015】
前記押圧手段を、油圧アクチュエータで動作するものとすることにより、板状ワークの他方の幅端を一定の力で安定して押圧することができ、幅端部の損傷を防止することができる。
【発明の効果】
【0016】
本発明に係るベンディングロール装置は、板状ワークの一方の幅端を所定のロール軸方向位置に位置決めする位置決め手段とロール軸方向で対向させて、板状ワークの他方の幅端を、位置決め手段側へ押圧する押圧手段を設けたので、板状ワークの位置決め手段からの逃げを防止して、板状ワークを所望の円錐面に曲げ成形することができる。
【図面の簡単な説明】
【0017】
【図1】ベンディングロール装置の実施形態を示す正面図
【図2】図1の一部省略平面図
【図3】(a)、(b)は、それぞれ図2のIIIa−IIIa線と、IIIb−IIIb線に沿った矢視図
【図4】板状ワークの内側幅端を位置決めする方法を説明する概念図
【発明を実施するための形態】
【0018】
以下、図面に基づき、本発明の実施形態を説明する。このベンディングロール装置は、図1および図2に示すように、テーパ状の1本の上ロール1と、同じテーパ状の2本一対の下ロール2を備えた3本ロール形式のものであり、扇形の板状ワークWを上ロール1と下ロール2の間で往復パスさせて、パス数の増加に伴って形成される円錐面の曲率を大きくし、円錐筒の製品Sに曲げ成形する。
【0019】
前記上ロール1は、大径側の軸受箱3aをシリンダ4aで上方から押し下げられるとともに、小径側の軸受箱3bをシリンダ4bで下方から引き下げられ、大径側と小径側のフレーム(図示省略)に沿って昇降する。この上ロール1の昇降位置は、パス数の増加に伴って下ロール2に接近する下降位置に設定される。なお、小径側のフレームは、成形された円錐筒の製品Sを上下ロール1、2の間から抜き出すために、転倒可能とされている。
【0020】
前記一対の下ロール2は、大径側と小径側を上ロール1と同じ向きにして上ロール1の両側斜め下方に配置され、往パスと復パスに応じて、それぞれモータ(図示省略)で正逆方向に回転駆動される。この下ロール2の回転駆動によって、ワークWは凹円弧状の内側幅端を上下ロール1、2の小径側に向けて往復パスされる。
【0021】
前記上下ロール1、2の小径側の入口側と出口側には、ワークWの凹円弧状の内側幅端を位置決めする位置決め手段6が設けられている。この位置決め手段6は、サーボモータ6aで回転駆動されるねじ軸6bに螺合されたナット6cに縦向きのローラ6dを取付けたものであり、上ロール1の軸と平行に向けたねじ軸6bに沿ってローラ6dを移動させて、所定のロール軸方向位置(図4に示したQ点)でワークWの内側幅端に転接させ、上下ロール1、2間を通過するワークWのロール軸方向位置を位置決めする。したがって、図4について説明したように、ワークWの幅方向でワークWの通過速度と上下ロール1、2の周速との間に速度差が生じることはない。
【0022】
前記上下ロール1、2の大径側の入口側と出口側には、ワークWの凸円弧状の外側幅端を押圧する押圧手段7が設けられている。この押圧手段7は、油圧モータ7aの出力軸に設けたピニオン7bと噛み合い、上ロール1の軸と平行に向けたラック7cの先端に縦向きのローラ7dを取付けたものであり、位置決め手段6のローラ6dとロール軸方向で対向する位置で、ローラ7dをワークWの外側幅端に転接させて押圧するようになっている。この油圧モータ7aに圧力源から油を供給する配管には、所定の圧力になると油を逃がすリリーフ弁が設けられており、一定の力でワークWを押圧するようになっている。したがって、ワークWの位置決め手段6からの逃げを防止して、各パスでのワークWを所望の円錐面に曲げ成形することができる。なお、ローラ7dは、位置決め手段6のローラ6dと、ワークWの幅方向で対向する位置で外側幅端を押圧するようにしてもよい。
【0023】
図3(a)に示すように、前記入口側と出口側の位置決め手段6の各ローラ6dは、上側を上ロール1側へ内向きに傾斜させて取付けられている。この理由は、ワークWの内側幅端は、パス回数が進んで曲げ成形の湾曲が大きくなると、水平面内で上ロール1の小径側へせり出すように上方へ湾曲するので、このロール小径側へせり出して湾曲する内側幅端が、所定の位置決め位置よりもロール小径側の余分な箇所で各ローラ6dに当たらないようにするためである。また、このように内向きに傾斜させることにより、ワークWの内側幅端を各ローラ6dに直角に近い角度で当接させて、各ローラ6dをスムーズに転接させることができる。
【0024】
図3(b)に示すように、前記入口側と出口側の押圧手段7の各ローラ7dも、上側を上ロール1側へ内向きに傾斜させて取付けられている。この理由は、ワークWの外側幅端を各ローラ7dに直角に近い角度で当接させて、各ローラ7dをスムーズに転接させるためである。なお、ワークWの外側幅端は、曲げ成形の湾曲が大きくなると、水平面内で上ロール1の大径側から逃げるように上方へ湾曲するので、各ローラ7dに余分な箇所で当たる心配はない。
【0025】
上述した実施形態では、ワークの凹円弧状の内側幅端を位置決め手段で位置決めし、凸円弧状の外側幅端を押圧手段で押圧するようにしたが、逆に、外側幅端を位置決め手段で位置決めし、内側幅端を押圧手段で押圧することもできる。また、押圧手段のアクチュエータは、実施形態の油圧モータに限定されることはなく、油圧シリンダ等の他のアクチュエータとすることもできる。
【0026】
上述した実施形態では、位置決め手段と押圧手段を、いずれもローラをワークの幅端に当接させるものとしたが、単なる棒状や筒状の部材をワークの幅端に当接させるものとしてもよい。
【0027】
上述した実施形態では、上ロールの両側斜め下方に2本の下ロールを配置した3本ロール形式のベンディングロール装置としたが、本発明に係るベンディングロール装置は、上ロールの直下にもう1本の下ロールを配置した4本ロール形式のものとすることもできる。また、ベンディングロール装置で曲げ成形する製品を円錐筒としたが、曲げ成形する製品は、半円錐筒等の部分円錐筒のものとしてもよい。
【符号の説明】
【0028】
1 上ロール
2 下ロール
3a、3b 軸受箱
4a、4b シリンダ
6 位置決め手段
6a サーボモータ
6b ねじ軸
6c ナット
6d ローラ
7 押圧手段
7a 油圧モータ
7b ピニオン
7c ラック
7d ローラ
【特許請求の範囲】
【請求項1】
扇形の板状ワークをテーパ状の上下ロール間に通過させ、このロール間に通過させる板状ワークの一方の幅端を所定のロール軸方向位置に位置決めする位置決め手段を設けて、前記板状ワークを所望の円錐面に曲げ成形するベンディングロール装置において、前記位置決め手段と対向させて、前記板状ワークの他方の幅端を、前記位置決め手段側へ押圧する押圧手段を設けたことを特徴とするベンディングロール装置。
【請求項2】
前記板状ワークの一方の幅端を位置決めする所定のロール軸方向位置が、前記板状ワークの幅方向で板状ワークの通過速度と前記上下ロールの周速との間に速度差が生じない位置である請求項1に記載のベンディングロール装置。
【請求項3】
前記押圧手段を、油圧アクチュエータで動作するものとした請求項1または2に記載のベンディングロール装置。
【請求項1】
扇形の板状ワークをテーパ状の上下ロール間に通過させ、このロール間に通過させる板状ワークの一方の幅端を所定のロール軸方向位置に位置決めする位置決め手段を設けて、前記板状ワークを所望の円錐面に曲げ成形するベンディングロール装置において、前記位置決め手段と対向させて、前記板状ワークの他方の幅端を、前記位置決め手段側へ押圧する押圧手段を設けたことを特徴とするベンディングロール装置。
【請求項2】
前記板状ワークの一方の幅端を位置決めする所定のロール軸方向位置が、前記板状ワークの幅方向で板状ワークの通過速度と前記上下ロールの周速との間に速度差が生じない位置である請求項1に記載のベンディングロール装置。
【請求項3】
前記押圧手段を、油圧アクチュエータで動作するものとした請求項1または2に記載のベンディングロール装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−236207(P2012−236207A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2011−106093(P2011−106093)
【出願日】平成23年5月11日(2011.5.11)
【出願人】(000142595)株式会社栗本鐵工所 (566)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成23年5月11日(2011.5.11)
【出願人】(000142595)株式会社栗本鐵工所 (566)
【Fターム(参考)】
[ Back to top ]