
ベール糸を重ね合わせ織り交ぜることによって形成された新規な中間材料
本発明は、織り交ぜによって絡み合わされた一組のバンドを含む中間材料に関係し、この材料は、いわゆるボイル・バンドである、バンドの少なくとも一部、好ましくはバンドの全部がバンドの長さ方向に平行な方向に延在する一連の強化糸又は長繊維からなり、バンドの各表面上で熱可塑性繊維不織布と組み合わされた一方向シートを形成し、2枚の不織布が熱可塑性があることによりボイル・バンドの凝集性を保証するようになっていることを特徴とする。本発明は、複合部品を形成するためにそのような材料を実現する製造方法にも関係し、さらに、その結果得られる複合部品にも関係する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複合部品を構成するように適合された強化材の技術分野に関するものである。より正確には、本発明は、次工程での熱硬化性樹脂の射出若しくは注入によって複合部品を生産するための新規な中間材料、そのような材料から複合部品を生産する方法、及び得られた複合部品に関するものである。
【背景技術】
【0002】
複合部品若しくは複合品、すなわち、強化材若しくは繊維シートの1つ又は複数の断片と、もっぱら熱硬化性(樹脂)タイプのものから作られ熱可塑性プラスチックを含みうるマトリックスとの両方を含む複合部品若しくは複合品は、例えば、「直接的な」方法又は「LCM」(液体複合材成形)法を使用することによって生産できる。直接的な方法は、繊維強化材の1つ又は複数の断片が「乾燥」状態で(すなわち、最終的なマトリックスなしで)使用され、樹脂又はマトリックスが別々に使用されるという事実によって規定される。例えば、繊維強化材を含む金型内への射出(「RTM」法、樹脂トランスファー成形)によって、繊維強化材の厚さを通る注入(「LRI」すなわち液体樹脂注入法、若しくは「RFI」すなわち樹脂フィルム注入法)によって、又はローラー若しくは刷毛を使用して繊維強化材の個別の層のそれぞれに手作業で塗装/含浸し、連続してフォームに塗布する。
【0003】
RTM、LRI、又はRFI法については、一般に、繊維プリフォームを所望の完成品の形状で生産する必要があり、次いで、そのプリフォームに樹脂を含浸する。圧力差又は温度差による樹脂の射出若しくは注入を行い、次いで、必要な量の樹脂すべてをプリフォーム内に封じ込めた後、含浸プリフォームをより高い温度に加熱して、重合/硬化のサイクルに通し、それにより固くする。
【0004】
自動車産業、航空機産業、又は造船業で使用される複合部品はとりわけ、非常に厳格な規制を、特に機械的性質に関して適用される。さらに、部品の機械的性質は、特に1つのパラメータ、すなわち、繊維混入率(fiber volume fraction)(FVF)に関連している。さらに、これらの産業部門では、極めて均一であるとともに、取り扱い及び使用も容易である材料を入手できることが特に重要である。
【0005】
これらの産業部門では、多数のプリフォームが織物(特に、国際公開第94/12708号)又は編組品、特に円筒形状(例えば、欧州特許第1798428号及び米国特許出願公開第2007/0193439号)のものから製造される。そのようなプリフォームから製造される部品の衝撃強さを改善するために、発明者らは、化学的結合剤をその編組品又は織物に塗布して、得られる部品の機械的性能、特にその衝撃強さを改善することを企図した。
【0006】
しかし、衝撃強さを改善するためのそのような化学的結合剤を編組マンドレルのような形態に塗布することは容易ではない。結合剤の継続性と自動化の問題とに関して疑問が生じる。それに加えて、化学的結合剤を織物又は編組品に塗布すると、得られた材料の変形性が制限を受け、したがって、複雑な形状での使用が制限を受けるおそれがある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】国際公開第94/12708号
【特許文献2】欧州特許第1798428号明細書
【特許文献3】米国特許出願公開第2007/0193439号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
この文脈において、本発明の材料は、優れた機械的性質を有する一次又は二次構造の複合部品だけでなく高繊維混入率の部品についても設計の可能性をもたらすものでなければならない。
【0009】
その中間材料も、競争価格で、しかも比較的容易に生産できなければならない。本発明の目的の1つは、容易に自動化できる方法で生産することが可能な材料を実現することでもある。
【0010】
本発明の材料は、操作しやすく、且つ使用しやすいものでなければならない。特に、本発明では、円筒形又は複雑な形状を有する編組タイプの複雑な形状で生産できる新規な中間材料を提案する。また、本発明の材料は、満足のゆく変形性を有する織物又は編組品の形態で生産できなければならない。
【課題を解決するための手段】
【0011】
そのため、本発明では、重なり合い、織り交ぜられたテープの集合体からなる中間材料を実現する。これは、ベール・テープ(veiled tapes)と称される、テープの少なくとも一部、好ましくはテープ全体が、テープの長さ方向に平行な方向に延在する一連の強化糸又は長繊維(filament)からなり、各テープ面において熱可塑性繊維から形成された不織布と会合された一方向性シートを形成し、前記2枚の不織布がそれらの熱可塑性によりベール・テープに凝集性を与えるようになっていることを特徴とする。
【0012】
本発明の材料の他の特徴は、請求項に詳しく記載される。
【0013】
本発明の材料は、直接的な方法を使用して複合部品を生産することを目的とするものである。それに加えて、それぞれのベール・テープ内の不織布の重量は、それぞれのテープの総重量の3%〜10%を占める。
【0014】
本発明は、複合部品を生産する方法を提供し、この方法は、
a)本発明の少なくとも1つの材料を構成する工程と、
b)任意で、本発明のさまざまな材料を積み重ね、任意で、それらをプリフォームの形態の中に固定する工程と、
c)注入若しくは射出により熱硬化性樹脂を加える工程と、
d)プリセットされた温度及び圧力サイクルに従う重合/硬化工程を用いて所望の部品を圧密し、その後、冷却する工程と
を含むことを特徴とする。
【0015】
本発明の方法の特定の具体例によれば、熱硬化性樹脂は、大気圧よりも低い圧力、特に1バール未満の圧力、例えば、0.1バール〜1バールの範囲の圧力での注入により加えられる。
【0016】
別の態様によれば、本発明では、特に、繊維混入率(FVF)が50%〜63%の範囲、好ましくは53%〜60%の範囲である、上記方法を使用して得ることができる複合部品を実現する。
【0017】
他のさまざまな特性は、添付図面を参照しつつなされた以下の説明から明らかになる。
【図面の簡単な説明】
【0018】
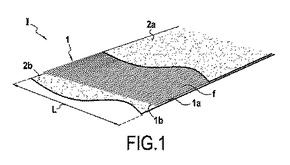
【図1】一方向性シートが2枚の不織布に会合されている、本発明の文脈において使用されるテープの部分切取斜視図。
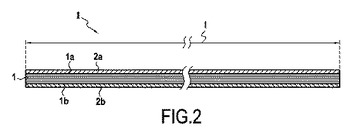
【図2】一方向性シートが2枚の不織布に会合されている、本発明の文脈において使用されるテープの断面斜視図。
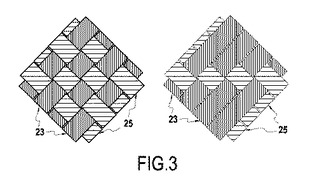
【図3】本発明の中間材料が有しうる異なる織り構造を示す図。
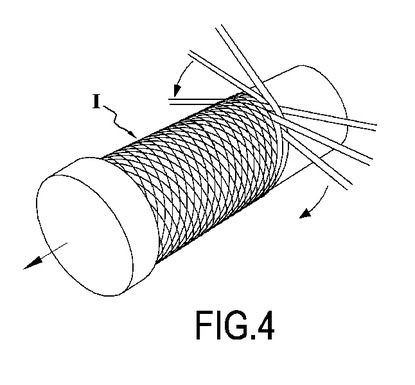
【図4】円筒形編組形状を持つ本発明の材料を表す図。
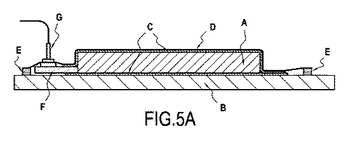
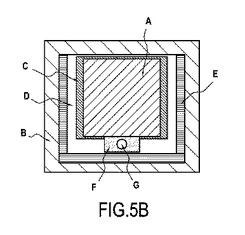
【図5A】真空下でテープによって形成されるプリフォームの厚さを測定するための装置を表す図。
【図5B】真空下でテープによって形成されるプリフォームの厚さを測定するための装置を表す図。
【図6】本発明の文脈において使用されうる、非常にきれいなエッジを示すテープの一実例の写真。
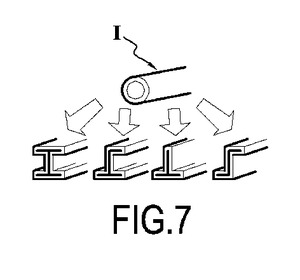
【図7】円筒形編組品の形態の本発明の中間材料から開始した得られる部品のさまざまな形状を示す図。
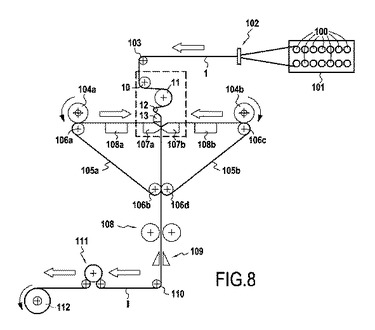
【図8】主要な面のそれぞれにおいて不織布と会合されているテープを製造するための装置の全体を表す図。
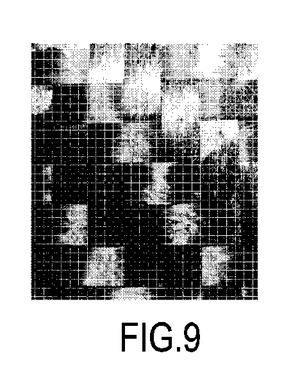
【図9】この実例において使用されている、2/2綾織りと称される織り構造を例示する図。
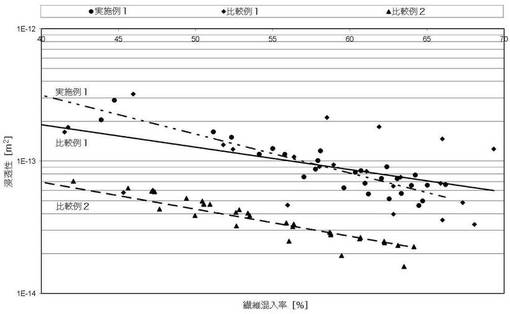
【図10】本発明の中間材料に対する繊維混入率の関数として浸透性を示す図。
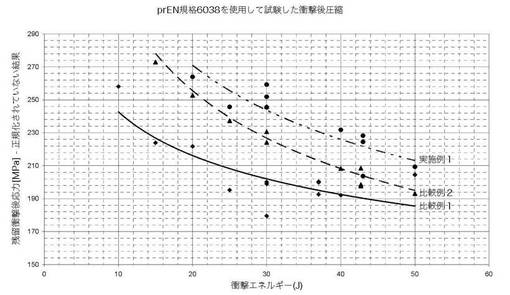
【図11】本発明の中間材料で得られる複合部品の機械的性能を示す図。
【図12】本発明の中間材料で得られる複合部品の機械的性能を示す図。
【図13】本発明の中間材料で得られる複合部品の機械的性能を示す図。
【図14】本発明の中間材料で得られる複合部品の機械的性能を示す図。
【図15】本発明の中間材料で得られる複合部品の機械的性能を示す図。
【発明を実施するための形態】
【0019】
本発明では、重なり合う、織り交ぜられたテープによって生産され、少なくとも一部がベール・テープである材料を提案する。本発明の文脈において、テープを構成する一方向性の糸又は長繊維は、これらが重ね合わされ、織り交ぜられる前に不織布と会合される。それに加えて、本発明の材料では、それぞれのベール・テープは、交差点及び/又は織り交ぜ点を含む、全長にわたって2枚の不織布と会合される。例えばベールの形態の製織の後に化学的結合剤と会合される織物と比較して、重なり合いと織り交ぜは、例えば、製織又は編組によって行われ、各面において熱可塑性繊維から形成される不織布と会合される一方向性繊維の細長い布切れから生産される発明材料の利点は、主に、変形性に関する利点である。この利点は、これらの布切れが相互に移動でき、その一方で、糸は製織の後に処理された織物又は編組の後に処理された編組品用の化学的結合剤によって係止されるので、本発明の文脈ではかなりよいものと言える。本発明の材料では、テープは、重ね合わせ/織り交ぜによって得られる機械的連結のほかには他の連結、特に、接着若しくは他の手段によるテープ間の化学的結合剤を使って得られる連結はないため、相互に移動することができる。
【0020】
さらに、不織布を載せたテープが直接的に使用され、所望の機械的性質を持つ最終部品を構成するので、多くの設計の可能性を広げる。例えば、本発明の材料をマンドレル上に直接的に編み組んで円筒形の編組品を形成し、次いで、例えば、縫い合わせ若しくは予備成形により整形して特に図7に示されているようなより複雑なプリフォームを製造することができる。本発明の材料は、複雑な形状を持つマンドレル上に直接的に、場合によっては複数の連続する層となるように、編み組むこともできる。
【0021】
それに加えて、別の種類の、熱可塑性プラスチック粉末などの化学的結合剤又はOxeon社が提供するものなどの熱溶解粉末結合剤と会合されている他のテープに勝るベール・テープの特定の選択は、衝撃強さのより良好な特性を有する複合部品が得られることを意味する。
【0022】
本発明の文脈では、「テープ」又は「布切れ」という用語は、幅に比べて相当長い長さを有するシート材料を意味する。このようなテープは、特に、3m〜25mmの範囲の幅を有することができる。ベール・テープは、一連の長繊維から構成される1本又は複数本の糸から生産されうる。非常に細い1K又は3Kの糸が使用される場合には、幅の狭いベール・テープであっても得ることができる。本文の残り部分において、平行な糸又は長繊維の布切れも、平行繊維の布切れと称することができる。図1からわかるように、本発明の文脈において生産されるベール・テープIは、長さ「l」及び幅「L」を有する。これらのベール・テープは、テープの幅方向に平行に延在する長繊維「f」の集合体(単糸1に対する)又は糸1の集合体(それぞれ長繊維の集合体から構成される)から構成される。ベール・テープは、図2を見るとわかるように、一般的に矩形の形状をしており、主要な面1a及び1bのそれぞれにおいて不織布と会合されている(それぞれ2a及び2b)。
【0023】
「不織布」という用語は、「ベール」とも称され、慣習的に、無作為に配設された連続繊維又は短繊維の集合体を意味する。このような不織布又はベールは、例えば、当業者には周知の「メルトブロー」法、「スパンレイド」法、又は「エレクトロスピニング」法を使用して生産されうる。特に、不織布の構成繊維は、0.5μm〜70μmの範囲の平均直径を有するものとしてよい。短繊維の不織布では、繊維は、例えば、1mm〜100mmの長さを有することができる。ランダムな等方的な不織布を使用すると、それぞれのベール・テープは、例えば相隔てて並ぶ糸を使用する場合とは対照的に、すべての方向に均一な凝集性を有する。それぞれのベール・テープに対して、熱可塑性不織布の熱間粘着性を利用するために加熱し、続いて冷却することを予め行うことによって不織布と一方向性シートとの間に接着状態が形成される。例えば、不織布の構成繊維は、有利には、熱可塑性プラスチック材料から構成され、特に、ポリアミド(PA:PA6、PA12、PA11、PA6,6、PA6,10、PA6,12、など)、コポリアミド(CoPA)、ポリアミド−ブロック・エーテル又はエステル(PEBAX、PEBA)、ポリフタルアミド(PPA)、ポリエステル(ポリエチレン・テレフタレート−PET−、ポリブチレン・テレフタレート−PBT−など)、コポリエステル(CoPE)、熱可塑性ポリウレタン(TPU)、ポリアセタール(POM、など)、ポリオレフィン(PP、HDPE、LDPE、LLDPEなど)、ポリエーテルスルホン(PES)、ポリスルホン(PSUなど)、ポリフェニレン・スルホン(PPSUなど)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリ(フェニレン・サルファイド)(PPS)、又はポリエーテルイミド(PEI)、熱可塑性ポリイミド、液晶ポリマー(LCP)、フェノキシ、スチレン−ブタジエン−メタクリル酸メチル共重合体(SBM)などのブロック共重合体、メタクリル酸メチル−アクリル酸ブチル−メタクリル酸メチル共重合体(MAM)、及びこれらの混合物のうちから選択される。不織布は、同じ性質の繊維から、またこれらの熱可塑性プラスチック材料で形成される繊維の混合物から構成されうる。材料は、複合部品のその後の生産時にマトリックスを構成するために使用されるさまざまな種類の熱硬化系に適合されることは明らかである。
【0024】
本発明の中間材料を構成するために使用されるそれぞれのベール・テープでは、凝集性を付与するその広い面のそれぞれの上に熱可塑性繊維の不織布が載る。使用されうる熱可塑性繊維不織布の特定の実例は、例えば、Protechnic社(66,rue des Fabriques,68702 − CERNAY Cedex − France所在)又はSpunfab Ltd./Keuchel Associates,Inc.社(175 Muffin Lane Cuyahoga Falls,OH 44223,USA所在)が供給する不織布である。
【0025】
本発明の文脈において、1つ又は複数の強化糸から構成された一方向性シートを、炭素、ガラス、アラミド、シリカ、バソールト、セラミック、及びこれらの混合物、又は複合材料の分野において使用される他の材料のうちから選択された材料から形成することができ、これらの繊維は天然繊維又は合成繊維とすることができる。ただし、炭素繊維が好ましい。
【0026】
それぞれのテープ内において、長繊維又は強化用繊維は、テープの表面全体を準完全に覆うように配設される。特に、ベール・テープが複数の糸からなる一方向性シートで構成される場合、これらは、間隙若しくは重なりを最小限度に抑えて、又は実際になくして、エッジ間に配設される。
【0027】
糸は、一般的に、長繊維の集合体で構成され、一般的に、カーボン糸の場合に、1000〜80000本の長繊維、有利には12000〜24000本の長繊維を含む。本発明の文脈において特に好ましいのは、1K[カウント]〜24Kのカーボン糸、例えば、3K、6K、12K、又は24K、好ましくは12K及び24Kのカーボン糸を使用することである。構成繊維は、好ましくは連続繊維である。ベール・テープ内に存在する糸は、実質的に矩形の、又は楕円形の断面を有し、平糸と称される。このような糸は、ある幅および厚さを有している。例えば、重量が200テックスである3Kの平カーボン糸は、1mm〜3mmの範囲の幅を有し、重量が446テックスである12Kの平カーボン糸は、2mm〜5mmの範囲の幅を有し、重量が800テックスである12Kの平糸は、3mm〜7mmの範囲の幅を有し、重量が1600テックスである24Kの平カーボン糸は、5mm〜12mmの範囲の幅を有し、重量が1040テックスである24Kの平カーボン糸は、5mm〜10mmの範囲の幅を有する。したがって、3000〜24000本の長繊維からなる平カーボン糸は、通常、1mm〜12mmの範囲の幅を有する。いくつかの実施例について、ベール・テープ内に存在するカーボン糸は、60テックス〜3800テックスの範囲の重量を有し、好ましくは400テックス〜900テックスの範囲の重量を有する。その1つ若しくは複数の糸をテープを生産するために不織布と会合させる前に、この技術分野において日常的に使用されている糸を適宜広げることができる。例えば、テープ内の一方向性カーボン・シートの厚さは、約90μm〜270μmの範囲とすることができる。カーボン糸は、引張弾性率が220GPa[ギガパスカル]〜241GPaの範囲であり、引張破壊応力が3450MPa[メガパスカル]〜4830MPaの範囲である高強度(HS)糸、引張弾性率が290GPa〜297GPaまでの範囲であり、引張破壊応力が3450MPa〜6200MPaの範囲である中弾性(IM)糸、及び引張弾性率が345GPa〜448GPaの範囲であり、引張破壊応力が3450MPa〜5520MPaの範囲である高弾性(HM)糸のいずれかに分類することができる(「ASM Handbook」、ISBN 0−87170−703−9、ASM International 2001を参照)。
【0028】
上記で説明したようなベール・テープは、そのより正確な実例の説明と実例の残り部分において取りあげられる。特に航空機産業における、複合部品のその後の生産のために熱硬化性樹脂のマトリックスと会合させることが意図されている中間材料を生産することを目的として本発明の文脈において使用される。本発明の中間材料では、これらのベール・テープは、多層に重ねられ、重ね合わされ、織り交ぜられる。本発明の中間材料は、好ましくは、もっぱら、テープの長さ方向に平行な方向に延在してテープ面のそれぞれにおいて熱可塑性繊維から形成された不織布と会合され、これら2枚の不織布が熱可塑性があることにより凝集性を有するベール・テープを構成する一方向性シートを形成する一連の強化糸又は長繊維からなるベール・テープだけで構成される。特に、本発明の中間材料は、もっぱら、本特許出願においてさらに詳しく説明されているようなベール・テープの編んだもの又は織ったものだけで構成される。しかし、本発明の中間材料におけるベール・テープを単糸又は他のものなどの他のテープと組み合わせることは除外されない。このベール・テープは、例えば、織物の縦糸が従来通りであってベールされていない織物の横糸において使用されるか、又は編組品内で1本の糸を2つにして使用されるのみであり、布地構造物の表面全体が少なくとも1つのベール・テープで覆われるものとしてよい。
【0029】
重ね合わせ及び織り交ぜの技術はどのような種類のものでも使用できる。重ね合わせによって得られる領域が最大であることが好ましい。本発明の材料が0.5%以下の開口率を有することが有利である。この開口率は、特に、実例で説明されている方法を使用して決定されうる。このような開口率は、使用されるベール・テープを較正するときに、及び/又は本発明の材料がもっぱらベール・テープだけで構成されるときにより容易に得られる。
【0030】
一実例として、任意の製織技術、特に、国際公開第2006/0759961号及び国際公開第98/46817号において説明されている技術を使用することが可能であるものとしてよい。本発明の材料では、テープは、さまざまな構造物、特にタフタ織(平織とも称する)、綾織、又は繻子織タイプの構造物を使用して織ることができるが、これは図3(左側部分がタフタ織、右側部分が繻子織)又は図9に例示されている。符号10及び11は、それぞれ、横糸のテープおよび縦糸のテープを示している。欧州特許出願第0670921号において説明されている技術を使用することも可能であり、これは、横糸を捻りなしで巻きを解き、開口率を小さくすることによって繊維混入率を改善するために得られた織物に振動拡散システムを適用することもできる改善された製織方法を説明している。本発明の文脈において、本発明の材料は、これらの改善の一方又は他方又はその両方を組み合わせて使用することができる製織方法で得られる。その文献において説明されているように配備した後横糸の捻りを解くことにはテープに捻りを加えないという利点があり、テープは、得られる織られた中間材料内に平たいままとなりうる。
【0031】
本発明の材料は、編組品の形態をとることもでき、特に図4を見るとわかるように円筒を形成する編組品の形態をとりうる。このような編組品は、上記で説明されているようにテープを編み組むことによって形成される。特に、欧州特許第1798428号又は米国特許出願公開第2007/0193439号において説明されているような編み組み技術を使用することができる。これらの技術では、ロボット手段はマンドレルを編組装置の中心に配置し、編組品がマンドレルを覆うように編み組み時にマンドレルの長さにそって一掃きする。これを数回行った後、マンドレルは編組テープのさまざまな層で覆われる。特に平糸を編み組むように最適化されている場合に、本発明の文脈において編組装置上で使用されるテープを採用することは容易である。国際公開第92/15740号において説明されているような2種類のテープを使用する非対称編組システムも使用することができる。また、円筒形状若しくは他の望ましい複雑な形状を与えるように開いた編組品を縫うことも可能である。
【0032】
そこで、次に、良好な機械的性質と高い繊維混入率を併せ持つ複合部品のその後の生産に特に使用できる本発明の中間材料を得るために使用されうる炭素繊維の特定の種類のベール・テープの説明を行うが、これらは特に航空機分野において望ましい特性である。好ましい一実施例によれば、本発明の中間材料を構成するそれぞれのベール・テープは、テープ面のそれぞれにおいて、熱可塑性繊維から形成された不織布と会合された100g/m2[グラム/平方メートル]〜280g/m2の単位面積当たりの重量を有する炭素繊維の一方向性シートで構成され、この不織布は、それぞれ0.5マイクロメートル〜50マイクロメートル、好ましくは3マイクロメートル〜35マイクロメートルの厚さを有する。特定の一実施例において、それぞれのベール・テープは、80マイクロメートル〜380マイクロメートル、好ましくは90マイクロメートル〜320マイクロメートル、優先的には93マイクロメートル〜305マイクロメートルの厚さを有する。
【0033】
複数の要素と組み合わせた材料の構成要素のうちの1つを測定するためにフランス規格NF EN ISO 9073−2を使用することはできない。一方でテープ内の不織布の厚さを測定し、他方でテープの全厚を測定するという方法を使用することができる。
【0034】
そこで、テープ内で、強化糸又は長繊維の一方向性シートに付着させた不織布又はベールの厚さを、±1μmの精度を許容する顕微鏡用切片から決定できる。この方法は、強化糸又は長繊維で構成された一方向性シートとこのシートのそれぞれの側に接着した2つのベールとを組み合わせたベール・テープに、刷毛を使って、周囲温度で重合する樹脂を含浸させる(Huntsman社のAraldite及びAraldur 5052)。重合時に2〜5kPa程度の圧力を加えるために、2つの板の間に集合体を固定する。ベール・テープ内に存在するベールの厚さの測定は、この工程でかける圧力に無関係である。Olympus ColorView IIIuカメラに結合されたOlympus BX 60光学顕微鏡を使用して観察できるように、この集合体の切片を低温硬化性樹脂、Struers社のEpofix Kitでコーティングし、次いで(320μmの粒径のシリコン・カーバイド系の研磨紙及び最大0.3μmまでの粒径のさまざまなパッドを使用して)研磨する。この樹脂は、周囲温度で重合し、ベールの厚さに影響を及ぼさないが、測定を行えるようにするだけのために使用される。Olympus Soft Imaging Solution GmbH社のAnalySIS auto 5.0ソフトウェアを使用して写真を撮り、厚さの測定を実行することができる。それぞれのベール・テープ(一方向性シートをそれぞれの側のベールと組み合わせる)について、倍率20で5回撮像する。それぞれの画像において、ベールの厚さを15回測定し、これらの測定結果の平均と標準偏差を求める。
【0035】
ベール・テープの全厚は、以下の方法を使用することによって決定でき、そのための装置が図5A及び5Bに図式的に示されており、ベール・テープのスタック(積層体)からなるプリフォームの平均を決定する。これらの図において、Aはプリフォームを示し、Bは支持板を示し、Cはシリコーン紙を示し、Dは真空フィルムを示し、Eは真空シールを示し、Fはブリーザーファブリックを示し、Gは真空プラグを示す。この方法は、当業者により日常的に使用され、また全体的な測定を行うために使用され、単一のテープ内に局所的に存在しうる変動性を最小にすることができる。ベール・テープの異なる向きを付けられた層のスタックからなるプリフォームは、Aerovac社(Aerovac Systemes,France,Umeco Composites、1 rue de la Sausse,31240 Saint−Jean,France所在)のCAPRAN 518真空フィルム内のSOPALによって供給される厚さ0.15mmの130g/m2のシリコーン紙の2つの層の間に配置され、Aerovac社によって供給されるAirbleed 10HAと接触する。集合体は、Aerovac社によって供給されるSM5130真空シールによって封止される。Leybold SV40 B真空ポンプ(Leybold Vacuum社、Bourg les Valence,France所在)を使用して、0.1kPa〜0.2kPaの真空に引く。次に、真空バッグとシリコーン紙の厚さを差し引いた後、2つのTESA Digico 10デジタル・インジケータの間でプリフォームの厚さを測定する。プリフォーム毎に25回測定を行い、これらの測定結果の平均及び標準偏差を求める。次いで、ベール・テープについて得られた厚さを、プリフォームの全厚を多層に重ねられたベール・テープの層の数で割って求める。
【0036】
本発明の中間産物中に存在するそれぞれのベール・テープの厚さは低い変動性を有し、特に、厚さの変動は20μmの標準偏差以下、好ましくは10μmの標準偏差以下であることが有利である。この特性を利用して、形成することのできる複合部品の均一さを改善することができる。
【0037】
炭素繊維シートの単位面積当たりの重量は、それぞれのベール・テープの単位面積当たりの重量から求めることができる(一方向性シート+2つのベール)。ベールの単位面積当たりの重量が知られている場合、一方向性シートの単位面積当たりの重量を推定することが可能である。有利には、単位面積当たりの重量は、ベールの化学的付着(場合によっては熱分解によっても可能)による中間産物から決定される。この種類の方法は、織物又は複合構造の炭素繊維含有量を決定するために当業者によって慣例的に使用されている。
【0038】
そこで、次に、テープの単位面積当たりの重量を測定する方法を説明する。テープの単位面積当たりの重量は、100cm2のカット・サンプル(すなわち、直径113mm)を秤量することによって測定される。軟らかいテープからサンプルを切り取りやすくするために、テープをCartonnage Roset社(Saint Julien en Genevois,France所在)の447g/m2、厚さ0.450mmの光沢のあるカードの間に入れて、集合体にある程度の剛性を持たせる。Novi Profiber社(Eybens,France所在)の空気式円形パンチを使用して集合体を切断し、テープの種類毎に10個のサンプルを採る。
【0039】
さらに、有利には、それぞれのベール・テーブルに存在するベールの単位面積当たりの重量は、0.2g/m2〜20g/m2である。
【0040】
それぞれのテープにおいて、一方向性シートとベールとの間の会合は、例えば特定のいくつかの地点又はゾーンにおいてのみ、不連続に行ってもよいが、好ましくは、連続的であるとされる、シートの表面全体に広がる連結部を使って実行される。一方向性シートと2つのベールとの会合は、例えば、エポキシ系接着剤、ポリウレタン系接着剤、熱硬化性接着剤、重合可能モノマーに基づく接着剤、構造用アクリル接着剤、又は変性アクリル接着剤、及びホットメルト接着剤のうちから選択された接着剤層を使用して実行されうる。しかし、この会合は、通常、高温時に、例えば、一方向性シートとベールとを連結するために使用されうる形成時の熱圧着工程において、ベールが粘着性を有することにより行なわれる。好ましくは、それぞれのベール・テープの凝集性は、もっぱら熱可塑性不織布によってもたらされる。
【0041】
特定の一実施例において、それぞれのベール・テープは、その全長にわたって実質的に一定の所定の幅を有する。すなわち、ベール・テープは、その全長にわたって幅に関する変動性が非常に小さいということである。このような状況の下で、使用されるベール・テープの幅は、実質的に一定であるため、本発明のベール・テープも、単位面積当たりの重量に関して変動性が非常に小さくなる。特に、それぞれのベール・テープの幅は、テープの全長にわたって0.25mm未満、好ましくは0.22mm未満、優先的には0.20mm以下である標準偏差を有する。幅の変動性が小さいということは、機械的性質を制御しつつ、その後、高度に均一な部品を生産できることも意味する。ベール・テープの幅、及び標準偏差は、表3の結果について実例で説明されている方法を使用して決定されうる。標準偏差は、平均値からの偏差の二乗平均平方根として、すなわち、
【数1】
として定義することができる。
ここで、
n=値の数、
xi=値
【数2】
=算術平均
である。
【0042】
実質的に一定の幅を有するこのようなベール・テープは、
A1)較正手段を使用してテープの幅を所望の幅に合わせて調整する工程と、
A2)テープの面のそれぞれを熱可塑性繊維の不織布と会合させて、テープの均質な凝集性を確実にし、不織布の総重量が得られるテープの総重量の25%を超えないようにする工程と
を含む方法を使用して形成することができる。
【0043】
ベール・テープは、1つ又は複数の糸で構成されうる。テープが複数の糸で構成される場合、所定の幅のシートを生産するために較正されるのは糸の全体(個別に取ったそれぞれの糸ではなく)である。
【0044】
今のところ市販されていない、ベール・テープを構成する方法を以下で詳しく説明する。較正工程の前に、1つ又は複数の糸をスプールから繰り出して、広げることができる。この目的のために、その1つ又は複数の糸を、例えば、1つ又は複数のスプレッダー・ロッドで構成された、スプレッダー装置に通すことができる。この広げる工程は、所望の単位面積当たりの重量によって、また、較正前に、較正後に望ましい幅よりも大きいシート又は糸に対する幅を得るためにも、必要になることがある。較正システムは、較正手段のちょうど上流にあるスプレッダー・ロッドからの出口のところに配置された、その長さ方向に振動するロッドによって完結させることが可能である。同様に、そのような装置は、重量の大きな糸の会合が単位面積当たりの重量が非常に小さい場合に使用されるときに複数の振動するロッドによって完結させることが可能である。
【0045】
この較正工程は、シート又は糸を較正手段に通すことによって実行される。これは、1つ又は複数の糸に基づく単一のテープを生産するときに、ローラー上に備えられた特に平たい底を持つ溝の形態の所定の幅の通路又は2つの歯の間に設けられた通路、或いは複数のベール・テープを同時に生産するときに、複数の糸の較正済み通路を画定する較正コーム(梳き)であってよい。複数の糸で構成されたシートが生産される場合、シートの幅に適切な較正のみが2つの一番外側の糸で実行され、他方の糸は広げる要素の上流に配置されているコームによって誘導されるので、シートの内側の糸の間に空き領域はない。
【0046】
構成手段からの出口のところで、較正された一方向性シートは、最終的なベール・テープが得られるまで保持する準一定の幅を全長にわたって有する。好ましくは、較正手段からの出口のところで、較正された一方向性シートの幅は、一方向性シートの全長にわたって実質的に0.25mm未満、好ましくは0.24mm未満、好ましくは0.20mm以下の標準偏差を有する。
【0047】
このような方法では、不織布は、有利には、調整後に幅を維持するためにテープの幅を調整した後にテープと会合される。そのため、その全長にわたって実質的に一定である所望の幅に合わせてテープを較正し、そして繊維テープを接着によって不織布と係合させることで得られた較正結果を修正し、それにより幅の変動を最小限に抑えることが可能である。次いで、得られた較正された一方向性シートのそれぞれの面が、例えば、ローラーによって駆動されたコンベヤー・ベルト上で、熱可塑性不織布と会合される。較正手段からの出口とシートを不織布と会合させるための手段との間の距離は、好ましくは非常に短く、好ましくは数ミリメートル程度であり、これにより得られた較正を保持する。糸又は長繊維と接着することができるようにするために、冷却した後、それらがテープと会合されている上流で、不織布はポリマーを軟らかくするか、又は溶解すらする加熱工程に通される。加熱及び圧力条件は、不織布の構成材料に、その厚さに合わせて適合される。通常、熱圧着工程は、TMPt nonwoven−15℃からTMPt nonwoven+60℃(ただしTMPt nonwovenは不織布の融点を表す)までの範囲の温度、及び0.1MPa〜0.6MPaの範囲の圧力で実行される。そのため、1から10までの会合の前後の不織布の圧縮の程度に到達することが可能である。一方向性強化繊維に不織布をラミネート加工する工程は、テープの最終的な厚さを適切に制御する決定工程でもある。実際、温度及び圧力の条件、特にラミネート加工を行っているときの温度及び圧力の条件は、テープのそれぞれの面上に存在する不織布の厚さを修正し、そうして調整するために使用することができる。
【0048】
一方向性シートと会合される前の不織布の厚さは、それらの不織布が一方向性繊維のシートと会合される仕方に応じて選択される。通常、それらの厚さは、テープ上の所望の厚さに非常に近い。また、より大きな厚さを有する不織布を使用することを選択することも可能であり、その後、不織布は会合工程において所望の厚さをとなるように熱によりラミネート加工される。好ましくは、完全対称の中間産物を得るために、一方向性繊維のシートの主要表面のそれぞれを2つの実質的に同一の不織布と会合させる。
【0049】
上記実施例と組み合わせることができる特定の一実施例によれば、それぞれのベール・テープは、長手方向のエッジ上に切断繊維を有していない。これにより、これらは編組及び製織方法でかなり使用しやすくなる。実際、テープのエッジのところに切断繊維又は長繊維が存在すると、繊維又は長繊維が上述の方法でテープの経路にそったいくつかの地点に蓄積するゾーンを形成し、糸の切断又は生産される強化材料の低品質のために機械の停止を引き起こすという不利点がもたらされる。また、エッジに切断長繊維が存在すると、テープの巻かれているスプールが巻きを解くときに糸同士が巻き付き、ひいては糸の切断又は品質欠陥を生じる(これらは、テープ・スプール上に形成される「リング」と称される)。このような特性は、主に、テープの所望の幅を得るために切断を回避する上述の方法により生じる可能性がある。
【0050】
それに加えて、長手方向のエッジだけのいくつかの地点で又は2つの長手方向のエッジの全長にわたって、上記の実施例と組み合わせることのできる特定の一実施例によれば、それぞれのベール・テープは、その熱可塑性により形成される2つの不織布の直接的連結部を有する。
【0051】
この変更実施例の文脈において、きれいなエッジの形成をさらに促し、テープの幅の制御を向上させるために、上述の方法において、テープとさらにエッジのいずれかの側の切断部分の両方が巻き込み又は吸引などの抽出手段によって巻き込まれる。
【0052】
このような状況の下で、不織布がいずれかの側で一方向性シートを超えるように不織布の幅を選択する。次に、巻き込みローラー(延伸ローラー)を使用してテープをコンベヤー・ベルトから引っ張り、次いで、加熱切断装置、特に熱したナイフを使用して、長手方向のエッジのそれぞれにおいて切断する。切断は、糸では行わず、糸の一方の側に対してだけ行い、擦り切れの発生を防ぐ。テープのそれぞれのエッジで不織布の熱間切断を行うと、不織布はある程度縮む。2つの不織布の幅は、一方向性シートの幅よりも大きくので、2つの不織布は互いにスポット接着し、好ましくはカーボン・エッジのところで一方向性シートをトラップする。次いで、形成されたベール・テープは、図6に例示されているように、切断長繊維の断片なしでぎざぎざのない非常にきれいなエッジ4を有する。
【0053】
次いで、延伸ローラーを使用してテープを引き込む。また、巻き込みローラー型の巻き込み手段を使用するか、又は吸引手段を使用して不織布の断片を抽出することによって非常にきれいなエッジの形成をさらに促すことも可能である。次いで、廃棄物に対応する極端部分は、一方の側のみで切断されうる不織布とともに糸を含み、これにより、廃棄物の巻き込み又は吸引能力が高められる。切断され、廃棄物として振る舞うことが意図されているエッジは、ベール・テープを構成するために使用されるものと異なる性質の糸を備えることもできる。
【0054】
本発明の中間材料は、高い機械的性能が要求される航空機用部品を生産するために、特に一次構造部品を生産するために使用されうる。特に、本発明の円筒形状の編組品は、胴体のフレーム又はスティフナなどの縦長部品を製造するために使用されうる。このような状況の下で、例えば、編組品を変形させ、図7に例示されているように、縫うか又は予備成形するにより(熱圧着)、とりわけI字形、T字形、又はS字形の切片を形成することによって形を保持する。
【0055】
このような部品は、熱硬化性樹脂の注入又は射出を行う方法などの公知の直接的な方法を使用して製造することが可能である。使用されるマトリックスは、熱硬化性タイプである。例えば、射出される樹脂は、エポキシ、不飽和ポリエステル、ビニール・エステル、フェノール類、ポリイミド、ビスマレイミドなどの熱硬化性ポリマーのうちから選択すべきである。複合部品は、熱処理工程の後に得られる。特に、複合部品は、上記のポリマーのサプライヤーによって推奨され、当業者に知られている熱処理を実行することによって、考察対象のポリマーを圧密するための従来のサイクルで一般的に得られる。所望の部品を圧密するこの工程は、定義済みの温度サイクルに従い、加圧下で重合/硬化を行い、その後冷却を行うことによって実行される。処理サイクルにおいてかけられる圧力は、真空注入に対しては低く、RTM金型内への射出に対してはより高い。
【0056】
中間材料及び本発明の方法は、ときには、一次航空構造物(すなわち、機器の重要部品)の標準的な割合に対応する、60%程度のFVFを有する複合部品を生産するために、また得られた複合部品の低速度衝撃強さを大幅に改善するために使用できる。その実例は、複合構造物の製造時に作業場内で工具を落とすこと、又は運転使用時の異物との衝突である。
【0057】
射出方法で加えられる圧力は、注入方法において使用される圧力よりも高い。これは、注入方法を使用した場合に比べて、射出方法で正しいFVFを持つ部品を生産する方が容易であることを意味する。複合部品が樹脂の注入を使用するが、樹脂の射出を使用しない上述の工程c)で製造される場合であっても、本発明の材料を使用することで、所望の繊維混入率、特に53%〜60%程度の繊維混入率を得ることができる。このような実施は、有利な変更形態を構成する。
【0058】
本発明の方法を使用して得られる複合部品は、本発明の一体となる部品、特に、50%〜63%、特に53%〜60%の範囲の繊維混入率を有する部品も形成する。
【0059】
以下の実例は、本質的に制限することなく、本発明を例示するために使用される。
【0060】
A.テープの形成
T700GC−12K−31Eカーボン糸は、日本の東レ株式会社によって供給された。
【0061】
ベール「a」で表される、4−ポリアミド不織布(フランスのProtechnic社によって参照番号128D04を与えられている)を使用した。本発明のベール・テープの製造に使用されるベール「a」の特性は、表1に示されている。表1に示されるベールの融点は、ISO規格11357−3に従って示差走査熱量測定法(DSC)によって決定した。単位面積当たり重量は、ISO規格3801に従って測定した。表1に示されている気孔率は、式
【数3】
から計算して求めた。
ここで、
ベールの単位面積当たり重量は、kg/m2[キログラム/平方メートル]、
ρveil materialは、kg/m3[キログラム/立方メートル]、 eveilは、m[メートル]を、それぞれ単位とする。
【0062】
【表1】
【0063】
カーボン糸を使用して2つのベールaと会合するテープを構成したが、その際に図8に示されているような装置を使用した。加熱切断要素は、スイス、ウェツィコン所在のLOEPFE BROTHER LIMITED社のThermocut TC−1を参照する。
【0064】
1つ又は複数のカーボン糸1をクリール101に固定されているカーボン・スプール100から解いて、コーム102に通し、ガイド・ローラー103を使って装置の軸に誘導した。12K、800テックスのカーボン糸の初期幅を約4.5mm〜7mmの範囲で変化させ、加熱したロッド11を使用して広げ、次いで、較正手段を使用してスプレッディング・ロッド12を5.42mmの幅に合わせて較正し、所望の幅の一方向性シートを形成するようにした。不織布104a及び104bのロールを、張力をかけずに解き、自由に回転可能なローラー106a、106b、106c、及び106dと加熱したロッド107a、107bとの間に固定されたコンベヤー・ベルト105a及び105bを使用して搬送した。不織布2a及び2bをゾーン108a及び108b内で予熱してから、カーボン糸1に接触させ、間隙を制御しつつ2つの加熱されたロッド107a及び107bのいずれかの側をラミネート加工した。次いで、冷却可能なカレンダー108が、不織布がそれぞれの側にある一方向性シートに圧力をかけ、次いで、切断手段109の方へ向けた。リターン・ローラー110が、テープIを延伸ローラー111を備える牽引システムへ向け直し、次いで、巻いて(112)、ベール・テープIで構成されるロールを形成する。
【0065】
動作条件を表2に示している。
【表2】
【0066】
得られたテープの特性を表3に提示した。
【0067】
平均及び標準偏差の測定は、以下の装置を使用して行った。ベール・テープを、200cN[センチニュートン]〜400cNの範囲内の一定の張力をかけて毎分1.2mの一定速度でその支持体から解き、次いで、265mmの距離で、この領域内で支持せずに、焦点距離20mm、1624×1236ピクセルのBaumer OptronicモデルFWX 20型カメラ(Baumer Optronic GmbH社、ドイツ所在)の前に通した。カメラの較正を以下のように行った。1ピクセルを、1640ピクセル×0.05=82mmの写真サイズに対応する0.05mmに相当するものとした。次いで、最小の長さ50mにわたって38mm毎に1回写真を撮ったが、これは最低1315回の幅測定に対応する。
【0068】
次いで、NEUROCHECK 5.1ソフトウェア(Neurocheck GmbH社、ドイツ所在)により、画像を解析し、幅の値をファイルに格納し、次いで、MINITABソフトウェア(Minitab Inc社、米国所在)を使用して統計処理した。
【0069】
【表3】
【0070】
B.中間材料の形成
以下の実例のすべてにおいて、図9に示されているような2/2綾織りを使用し、上述のテープを使って本発明の中間材料を生産した。1cm当たり1.85個のテープ(1つのテープがここでは単糸からなるものとして、糸の本数に対応する)を縦糸と横糸に使用した。この同じ織りを比較例(comparative example)に使用した。
【0071】
「実施例1」
ベール「a」で得られ、5.42mmに合わせて較正されたテープを縦糸と横糸に使用した。100ピック/分の速さで、欧州特許第0670921号において「正接ランアウト織り(tangential run-out weaving)」と称される方法を使用して、すなわち、織った後に広げることなく、ドルニエ織機(Lindau社、ドイツ所在)、モデルPTSで機を織った。織りは、2/2綾織りであり、繊維数は1.85ヤーン/cmであり、これにより、295g/m2の単位面積当たり重量の捻れていない織物を形成した。
【0072】
「比較例1」
縦糸及び横糸にT700GC−12K−31E非ベール・カーボン糸を使用した。100ピック/分の速さで、欧州特許第0670921号において「正接ランアウト織り」と称される方法を使用して、すなわち、織った後に広げることなく、ドルニエ織機(Lindau社、ドイツ所在)、モデルPTSで製織を行った。織りは、2/2綾織りであり、繊維数は1.85ヤーン/cmであり、これにより、295g/m2の単位面積当たり重量の捻れていない織物を形成した(Hexcel Reinforcementsからの参照番号48302)。
【0073】
「比較例2」
縦糸及び横糸にT700GC−12K−31E非ベール・カーボン糸を使用した。100ピック/分の速さで、欧州特許第0670921号において「正接ランアウト織り」と称される方法を使用して、すなわち、織った後に広げることなく、ドルニエ織機(Lindau社、ドイツ所在)、モデルPTSで製織を行った。織りは、2/2綾織りであり、繊維数は1.85ヤーン/cmであり、これにより、295g/m2の単位面積当たり重量の捻れていない織物を形成した(Hexcel Reinforcementsからの参照番号48302)。
【0074】
製織後、得られた織物のそれぞれの面を、表4及び表5に示されている条件の下で上述のようにベール「a」と会合させた。以下のパラメータを使用して、S−Line(Brugg社、スイス所在)のフラット・ラミネート加工ライン(flat laminating line)を使用した。
【0075】
【表4】
【0076】
【表5】
【0077】
浸透性測定
横浸透性を、流体が繊維性材料を通過する能力として定義することができる。これの測定単位はm2である。上で与えた値及び以下の実例において述べられている値は、2009年10月16日にRomain NunezがサンテチエンヌのEcole Nationale Superieure des Minesに提出した論文「Problems concerning the measurement of transverse permeability of fibrous preforms for producing composite structures」において説明されている装置及び測定技術を使用して測定したものである。特に、この測定は、レース・トラッキングの影響を低減するために使用できる2つの同軸円筒形チャンバーを使用して試験時にサンプルの厚さを検査することによって実行される(流体が側部に移動するか、又は材料をバイパスし、その浸透性を測定する)。使用される流体は、水であり、圧力は、1バール±0.01バールである。実例1並びに比較例1及び2の材料でなされた浸透性測定結果を図10に示している。
【0078】
開口率の測定
開口率は、以下のように測定した。
【0079】
装置を、10倍レンズを備えるSONYのカメラ(モデルSSC−DC58AP)とWaldmannのライト・テーブル(モデルW LP3 NR、101381、230V 50Hz 2×15W)とで構成した。測定対象のサンプルをライト・テーブル上に置き、カメラをスタンドに固定し、サンプルから29cmのところに位置決めし、次いで、鮮明さを調整した。
【0080】
測定幅は、リング(ズーム)及びルーラーを使用して解析する繊維性材料に応じて決定し、開放繊維性材料に対しては10cm(OF>2%),開放が少ない繊維性材料に対しては1.17cm(OF<2%)であった。
【0081】
ダイアフラム及び基準画像を使用して、基準画像上で与えられたものに対応するOFに対する値が得られるように明るさを調整した。
【0082】
Scion Image(Scion Corporation社、米国所在)からのVideometコントラスト測定ソフトウェアを使用した。画像を取り込んだ後、以下のように処理した。ツールを使用して、選択された較正に対応する最大表面を、例えば、整数個のモチーフを含む、10cm−穴70個について定義した。次に、用語の織物の意味での基本的織物表面を選択した、すなわち、反復によって繊維性材料の幾何学的形状を示す表面を選択した。
【0083】
ライト・テーブルからの光は、繊維性材料の開口部を通過するので、割合としてのOFが、100から基本的表面で割った黒色表面を引いた値、すなわち、100−(黒色表面/基本的表面)として定義される。
【0084】
拡散現象が穴の見かけのサイズ及びそれゆえOFを修正する可能性があるため光度を調整することは重要であることに留意されたい。飽和現象又は過剰な拡散が見えないように中間の光度を使用した。
【0085】
得られた結果を以下の表6に示した。
【表6】
値は説明されている3つの強化に対して非常に低く、開口率が0.5%未満の織物は「閉じている」と言われることに留意されたい。
【0086】
C.複合部品の生産
複合板を、0°、45°、−45°、90°の異なる向きに配設されている中間材料の集合体から形成した。スタックは対称的であった。スタックを構成する中間材料(パイルとも称される)の数は、式(3)から導かれる式
【数4】
を使用して決定された。
ここで、
板のターゲット厚さは、できる限り4mmに近く(規格PrEN 6038において定義されている)、eplateは、mm単位で表され(実例では、ターゲット厚さは3.81mmであった)、
最高の機械的性質を得るためのターゲット繊維混入率(FVF)は、一般的に60%であり、ρcarbon fiberは、g/cm3[グラム/立方センチメートル]単位で表され、
UDcarbonの単位面積当たり重量は、g/m2で表されている。
【0087】
したがって、スタックは、単位面積当たり炭素重量295g/m2に対して12個のプライで構成され、[(+45/−45)/(0/90)]3Sと略記される。
【0088】
4.2 複合板の生産
ハンダごてを使用して数カ所で新しいプライを加える毎に光ハンダ付けによりさまざまなプライをまとめた。集合体をプリフォームで構成した。単位面積当たり炭素重量に適合された積み重ねた列からなる340×340mmのプリフォームをプレス機の下の射出成形金型内に置いた。所望の繊維混入率(FVF)を得るために、知られている厚さのフレームでプリフォームを囲んだ。
【0089】
Hexcel社から参照番号HexFlow RTM6の下で供給されたエポキシ樹脂を80℃の温度及び2バールの圧力でプリフォームを通して射出し、これを板とプレス機の温度として120℃に保持した。プレス機の2つの板のそれぞれに加えられる圧力は5バールであった。樹脂が金型の出口地点に現れたら、出口のチューブを閉じて、重合サイクルを開始した(温度は3℃/分の割合で180℃まで上昇し、次いで、2時間の間180℃のまま保持し、5℃/分の割合で冷却した)。次いで、構成を150×100mmとして種類毎に6個の試料(規格prEN 6038)を、衝撃後圧縮(CAI)試験用に切り取った。
【0090】
5.機械試験
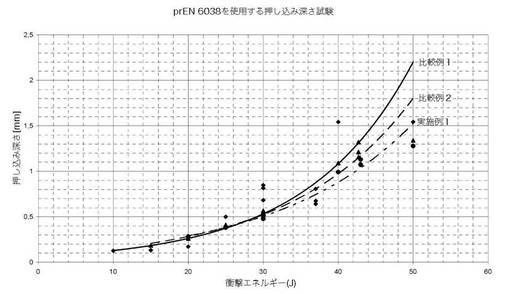
試料(構成の種類毎に12)を規格prEN 6038に指示されているように装置上に固定した。ASD−STAN(航空宇宙防衛規格、Avenue de Tervueren 270,1150 Woluwe−Saint−Pierre,Belgium)によって公開されている予備欧州規格prEN 6038に適合された機器を使用して、これらの試料に10J[ジュール]から50Jまでの範囲の異なるエネルギーの衝撃を与えた。圧縮試験は、Zwick機械試験機(Zwick France Sarl社、Roissy Charles de Gaulle,France所在)上で実行した。
【0091】
実施例1の中間材料で形成された板及び比較例1および2の中間材料で形成された板の衝撃後圧縮(CAI)破断応力の結果を図11に示した。本発明の複合部品に対して、CAI性能が改善された。
【0092】
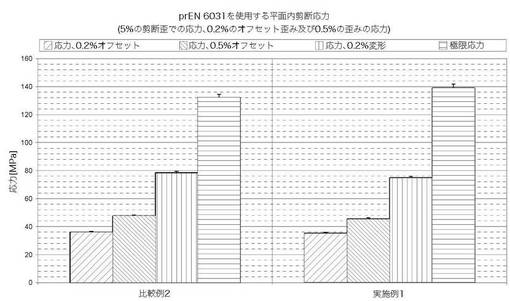
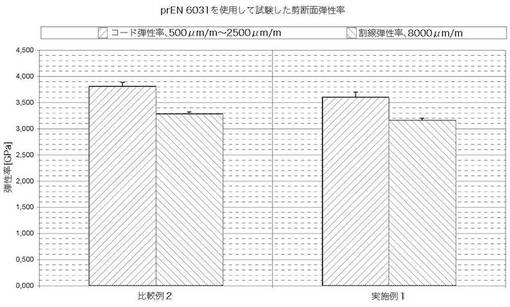
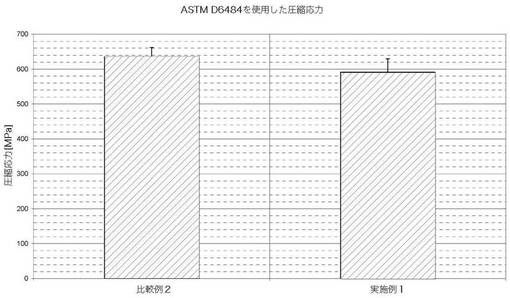
規格prEN 6038による試験の結果を図12に示した。図13、図14、及び図15は、実施例1の中間材料で形成された板の衝撃後圧縮破断応力の結果と比較例2の中間材料で形成された板の衝撃後圧縮破断応力の結果との比較であり、それぞれ、規格prEN 6031(図13及び14)の試験及びASTM規格D6484(図15)の試験を使用している。これらの試験において、機械的性能は同等であった。
【技術分野】
【0001】
本発明は、複合部品を構成するように適合された強化材の技術分野に関するものである。より正確には、本発明は、次工程での熱硬化性樹脂の射出若しくは注入によって複合部品を生産するための新規な中間材料、そのような材料から複合部品を生産する方法、及び得られた複合部品に関するものである。
【背景技術】
【0002】
複合部品若しくは複合品、すなわち、強化材若しくは繊維シートの1つ又は複数の断片と、もっぱら熱硬化性(樹脂)タイプのものから作られ熱可塑性プラスチックを含みうるマトリックスとの両方を含む複合部品若しくは複合品は、例えば、「直接的な」方法又は「LCM」(液体複合材成形)法を使用することによって生産できる。直接的な方法は、繊維強化材の1つ又は複数の断片が「乾燥」状態で(すなわち、最終的なマトリックスなしで)使用され、樹脂又はマトリックスが別々に使用されるという事実によって規定される。例えば、繊維強化材を含む金型内への射出(「RTM」法、樹脂トランスファー成形)によって、繊維強化材の厚さを通る注入(「LRI」すなわち液体樹脂注入法、若しくは「RFI」すなわち樹脂フィルム注入法)によって、又はローラー若しくは刷毛を使用して繊維強化材の個別の層のそれぞれに手作業で塗装/含浸し、連続してフォームに塗布する。
【0003】
RTM、LRI、又はRFI法については、一般に、繊維プリフォームを所望の完成品の形状で生産する必要があり、次いで、そのプリフォームに樹脂を含浸する。圧力差又は温度差による樹脂の射出若しくは注入を行い、次いで、必要な量の樹脂すべてをプリフォーム内に封じ込めた後、含浸プリフォームをより高い温度に加熱して、重合/硬化のサイクルに通し、それにより固くする。
【0004】
自動車産業、航空機産業、又は造船業で使用される複合部品はとりわけ、非常に厳格な規制を、特に機械的性質に関して適用される。さらに、部品の機械的性質は、特に1つのパラメータ、すなわち、繊維混入率(fiber volume fraction)(FVF)に関連している。さらに、これらの産業部門では、極めて均一であるとともに、取り扱い及び使用も容易である材料を入手できることが特に重要である。
【0005】
これらの産業部門では、多数のプリフォームが織物(特に、国際公開第94/12708号)又は編組品、特に円筒形状(例えば、欧州特許第1798428号及び米国特許出願公開第2007/0193439号)のものから製造される。そのようなプリフォームから製造される部品の衝撃強さを改善するために、発明者らは、化学的結合剤をその編組品又は織物に塗布して、得られる部品の機械的性能、特にその衝撃強さを改善することを企図した。
【0006】
しかし、衝撃強さを改善するためのそのような化学的結合剤を編組マンドレルのような形態に塗布することは容易ではない。結合剤の継続性と自動化の問題とに関して疑問が生じる。それに加えて、化学的結合剤を織物又は編組品に塗布すると、得られた材料の変形性が制限を受け、したがって、複雑な形状での使用が制限を受けるおそれがある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】国際公開第94/12708号
【特許文献2】欧州特許第1798428号明細書
【特許文献3】米国特許出願公開第2007/0193439号明細書
【発明の概要】
【発明が解決しようとする課題】
【0008】
この文脈において、本発明の材料は、優れた機械的性質を有する一次又は二次構造の複合部品だけでなく高繊維混入率の部品についても設計の可能性をもたらすものでなければならない。
【0009】
その中間材料も、競争価格で、しかも比較的容易に生産できなければならない。本発明の目的の1つは、容易に自動化できる方法で生産することが可能な材料を実現することでもある。
【0010】
本発明の材料は、操作しやすく、且つ使用しやすいものでなければならない。特に、本発明では、円筒形又は複雑な形状を有する編組タイプの複雑な形状で生産できる新規な中間材料を提案する。また、本発明の材料は、満足のゆく変形性を有する織物又は編組品の形態で生産できなければならない。
【課題を解決するための手段】
【0011】
そのため、本発明では、重なり合い、織り交ぜられたテープの集合体からなる中間材料を実現する。これは、ベール・テープ(veiled tapes)と称される、テープの少なくとも一部、好ましくはテープ全体が、テープの長さ方向に平行な方向に延在する一連の強化糸又は長繊維(filament)からなり、各テープ面において熱可塑性繊維から形成された不織布と会合された一方向性シートを形成し、前記2枚の不織布がそれらの熱可塑性によりベール・テープに凝集性を与えるようになっていることを特徴とする。
【0012】
本発明の材料の他の特徴は、請求項に詳しく記載される。
【0013】
本発明の材料は、直接的な方法を使用して複合部品を生産することを目的とするものである。それに加えて、それぞれのベール・テープ内の不織布の重量は、それぞれのテープの総重量の3%〜10%を占める。
【0014】
本発明は、複合部品を生産する方法を提供し、この方法は、
a)本発明の少なくとも1つの材料を構成する工程と、
b)任意で、本発明のさまざまな材料を積み重ね、任意で、それらをプリフォームの形態の中に固定する工程と、
c)注入若しくは射出により熱硬化性樹脂を加える工程と、
d)プリセットされた温度及び圧力サイクルに従う重合/硬化工程を用いて所望の部品を圧密し、その後、冷却する工程と
を含むことを特徴とする。
【0015】
本発明の方法の特定の具体例によれば、熱硬化性樹脂は、大気圧よりも低い圧力、特に1バール未満の圧力、例えば、0.1バール〜1バールの範囲の圧力での注入により加えられる。
【0016】
別の態様によれば、本発明では、特に、繊維混入率(FVF)が50%〜63%の範囲、好ましくは53%〜60%の範囲である、上記方法を使用して得ることができる複合部品を実現する。
【0017】
他のさまざまな特性は、添付図面を参照しつつなされた以下の説明から明らかになる。
【図面の簡単な説明】
【0018】
【図1】一方向性シートが2枚の不織布に会合されている、本発明の文脈において使用されるテープの部分切取斜視図。
【図2】一方向性シートが2枚の不織布に会合されている、本発明の文脈において使用されるテープの断面斜視図。
【図3】本発明の中間材料が有しうる異なる織り構造を示す図。
【図4】円筒形編組形状を持つ本発明の材料を表す図。
【図5A】真空下でテープによって形成されるプリフォームの厚さを測定するための装置を表す図。
【図5B】真空下でテープによって形成されるプリフォームの厚さを測定するための装置を表す図。
【図6】本発明の文脈において使用されうる、非常にきれいなエッジを示すテープの一実例の写真。
【図7】円筒形編組品の形態の本発明の中間材料から開始した得られる部品のさまざまな形状を示す図。
【図8】主要な面のそれぞれにおいて不織布と会合されているテープを製造するための装置の全体を表す図。
【図9】この実例において使用されている、2/2綾織りと称される織り構造を例示する図。
【図10】本発明の中間材料に対する繊維混入率の関数として浸透性を示す図。
【図11】本発明の中間材料で得られる複合部品の機械的性能を示す図。
【図12】本発明の中間材料で得られる複合部品の機械的性能を示す図。
【図13】本発明の中間材料で得られる複合部品の機械的性能を示す図。
【図14】本発明の中間材料で得られる複合部品の機械的性能を示す図。
【図15】本発明の中間材料で得られる複合部品の機械的性能を示す図。
【発明を実施するための形態】
【0019】
本発明では、重なり合う、織り交ぜられたテープによって生産され、少なくとも一部がベール・テープである材料を提案する。本発明の文脈において、テープを構成する一方向性の糸又は長繊維は、これらが重ね合わされ、織り交ぜられる前に不織布と会合される。それに加えて、本発明の材料では、それぞれのベール・テープは、交差点及び/又は織り交ぜ点を含む、全長にわたって2枚の不織布と会合される。例えばベールの形態の製織の後に化学的結合剤と会合される織物と比較して、重なり合いと織り交ぜは、例えば、製織又は編組によって行われ、各面において熱可塑性繊維から形成される不織布と会合される一方向性繊維の細長い布切れから生産される発明材料の利点は、主に、変形性に関する利点である。この利点は、これらの布切れが相互に移動でき、その一方で、糸は製織の後に処理された織物又は編組の後に処理された編組品用の化学的結合剤によって係止されるので、本発明の文脈ではかなりよいものと言える。本発明の材料では、テープは、重ね合わせ/織り交ぜによって得られる機械的連結のほかには他の連結、特に、接着若しくは他の手段によるテープ間の化学的結合剤を使って得られる連結はないため、相互に移動することができる。
【0020】
さらに、不織布を載せたテープが直接的に使用され、所望の機械的性質を持つ最終部品を構成するので、多くの設計の可能性を広げる。例えば、本発明の材料をマンドレル上に直接的に編み組んで円筒形の編組品を形成し、次いで、例えば、縫い合わせ若しくは予備成形により整形して特に図7に示されているようなより複雑なプリフォームを製造することができる。本発明の材料は、複雑な形状を持つマンドレル上に直接的に、場合によっては複数の連続する層となるように、編み組むこともできる。
【0021】
それに加えて、別の種類の、熱可塑性プラスチック粉末などの化学的結合剤又はOxeon社が提供するものなどの熱溶解粉末結合剤と会合されている他のテープに勝るベール・テープの特定の選択は、衝撃強さのより良好な特性を有する複合部品が得られることを意味する。
【0022】
本発明の文脈では、「テープ」又は「布切れ」という用語は、幅に比べて相当長い長さを有するシート材料を意味する。このようなテープは、特に、3m〜25mmの範囲の幅を有することができる。ベール・テープは、一連の長繊維から構成される1本又は複数本の糸から生産されうる。非常に細い1K又は3Kの糸が使用される場合には、幅の狭いベール・テープであっても得ることができる。本文の残り部分において、平行な糸又は長繊維の布切れも、平行繊維の布切れと称することができる。図1からわかるように、本発明の文脈において生産されるベール・テープIは、長さ「l」及び幅「L」を有する。これらのベール・テープは、テープの幅方向に平行に延在する長繊維「f」の集合体(単糸1に対する)又は糸1の集合体(それぞれ長繊維の集合体から構成される)から構成される。ベール・テープは、図2を見るとわかるように、一般的に矩形の形状をしており、主要な面1a及び1bのそれぞれにおいて不織布と会合されている(それぞれ2a及び2b)。
【0023】
「不織布」という用語は、「ベール」とも称され、慣習的に、無作為に配設された連続繊維又は短繊維の集合体を意味する。このような不織布又はベールは、例えば、当業者には周知の「メルトブロー」法、「スパンレイド」法、又は「エレクトロスピニング」法を使用して生産されうる。特に、不織布の構成繊維は、0.5μm〜70μmの範囲の平均直径を有するものとしてよい。短繊維の不織布では、繊維は、例えば、1mm〜100mmの長さを有することができる。ランダムな等方的な不織布を使用すると、それぞれのベール・テープは、例えば相隔てて並ぶ糸を使用する場合とは対照的に、すべての方向に均一な凝集性を有する。それぞれのベール・テープに対して、熱可塑性不織布の熱間粘着性を利用するために加熱し、続いて冷却することを予め行うことによって不織布と一方向性シートとの間に接着状態が形成される。例えば、不織布の構成繊維は、有利には、熱可塑性プラスチック材料から構成され、特に、ポリアミド(PA:PA6、PA12、PA11、PA6,6、PA6,10、PA6,12、など)、コポリアミド(CoPA)、ポリアミド−ブロック・エーテル又はエステル(PEBAX、PEBA)、ポリフタルアミド(PPA)、ポリエステル(ポリエチレン・テレフタレート−PET−、ポリブチレン・テレフタレート−PBT−など)、コポリエステル(CoPE)、熱可塑性ポリウレタン(TPU)、ポリアセタール(POM、など)、ポリオレフィン(PP、HDPE、LDPE、LLDPEなど)、ポリエーテルスルホン(PES)、ポリスルホン(PSUなど)、ポリフェニレン・スルホン(PPSUなど)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリ(フェニレン・サルファイド)(PPS)、又はポリエーテルイミド(PEI)、熱可塑性ポリイミド、液晶ポリマー(LCP)、フェノキシ、スチレン−ブタジエン−メタクリル酸メチル共重合体(SBM)などのブロック共重合体、メタクリル酸メチル−アクリル酸ブチル−メタクリル酸メチル共重合体(MAM)、及びこれらの混合物のうちから選択される。不織布は、同じ性質の繊維から、またこれらの熱可塑性プラスチック材料で形成される繊維の混合物から構成されうる。材料は、複合部品のその後の生産時にマトリックスを構成するために使用されるさまざまな種類の熱硬化系に適合されることは明らかである。
【0024】
本発明の中間材料を構成するために使用されるそれぞれのベール・テープでは、凝集性を付与するその広い面のそれぞれの上に熱可塑性繊維の不織布が載る。使用されうる熱可塑性繊維不織布の特定の実例は、例えば、Protechnic社(66,rue des Fabriques,68702 − CERNAY Cedex − France所在)又はSpunfab Ltd./Keuchel Associates,Inc.社(175 Muffin Lane Cuyahoga Falls,OH 44223,USA所在)が供給する不織布である。
【0025】
本発明の文脈において、1つ又は複数の強化糸から構成された一方向性シートを、炭素、ガラス、アラミド、シリカ、バソールト、セラミック、及びこれらの混合物、又は複合材料の分野において使用される他の材料のうちから選択された材料から形成することができ、これらの繊維は天然繊維又は合成繊維とすることができる。ただし、炭素繊維が好ましい。
【0026】
それぞれのテープ内において、長繊維又は強化用繊維は、テープの表面全体を準完全に覆うように配設される。特に、ベール・テープが複数の糸からなる一方向性シートで構成される場合、これらは、間隙若しくは重なりを最小限度に抑えて、又は実際になくして、エッジ間に配設される。
【0027】
糸は、一般的に、長繊維の集合体で構成され、一般的に、カーボン糸の場合に、1000〜80000本の長繊維、有利には12000〜24000本の長繊維を含む。本発明の文脈において特に好ましいのは、1K[カウント]〜24Kのカーボン糸、例えば、3K、6K、12K、又は24K、好ましくは12K及び24Kのカーボン糸を使用することである。構成繊維は、好ましくは連続繊維である。ベール・テープ内に存在する糸は、実質的に矩形の、又は楕円形の断面を有し、平糸と称される。このような糸は、ある幅および厚さを有している。例えば、重量が200テックスである3Kの平カーボン糸は、1mm〜3mmの範囲の幅を有し、重量が446テックスである12Kの平カーボン糸は、2mm〜5mmの範囲の幅を有し、重量が800テックスである12Kの平糸は、3mm〜7mmの範囲の幅を有し、重量が1600テックスである24Kの平カーボン糸は、5mm〜12mmの範囲の幅を有し、重量が1040テックスである24Kの平カーボン糸は、5mm〜10mmの範囲の幅を有する。したがって、3000〜24000本の長繊維からなる平カーボン糸は、通常、1mm〜12mmの範囲の幅を有する。いくつかの実施例について、ベール・テープ内に存在するカーボン糸は、60テックス〜3800テックスの範囲の重量を有し、好ましくは400テックス〜900テックスの範囲の重量を有する。その1つ若しくは複数の糸をテープを生産するために不織布と会合させる前に、この技術分野において日常的に使用されている糸を適宜広げることができる。例えば、テープ内の一方向性カーボン・シートの厚さは、約90μm〜270μmの範囲とすることができる。カーボン糸は、引張弾性率が220GPa[ギガパスカル]〜241GPaの範囲であり、引張破壊応力が3450MPa[メガパスカル]〜4830MPaの範囲である高強度(HS)糸、引張弾性率が290GPa〜297GPaまでの範囲であり、引張破壊応力が3450MPa〜6200MPaの範囲である中弾性(IM)糸、及び引張弾性率が345GPa〜448GPaの範囲であり、引張破壊応力が3450MPa〜5520MPaの範囲である高弾性(HM)糸のいずれかに分類することができる(「ASM Handbook」、ISBN 0−87170−703−9、ASM International 2001を参照)。
【0028】
上記で説明したようなベール・テープは、そのより正確な実例の説明と実例の残り部分において取りあげられる。特に航空機産業における、複合部品のその後の生産のために熱硬化性樹脂のマトリックスと会合させることが意図されている中間材料を生産することを目的として本発明の文脈において使用される。本発明の中間材料では、これらのベール・テープは、多層に重ねられ、重ね合わされ、織り交ぜられる。本発明の中間材料は、好ましくは、もっぱら、テープの長さ方向に平行な方向に延在してテープ面のそれぞれにおいて熱可塑性繊維から形成された不織布と会合され、これら2枚の不織布が熱可塑性があることにより凝集性を有するベール・テープを構成する一方向性シートを形成する一連の強化糸又は長繊維からなるベール・テープだけで構成される。特に、本発明の中間材料は、もっぱら、本特許出願においてさらに詳しく説明されているようなベール・テープの編んだもの又は織ったものだけで構成される。しかし、本発明の中間材料におけるベール・テープを単糸又は他のものなどの他のテープと組み合わせることは除外されない。このベール・テープは、例えば、織物の縦糸が従来通りであってベールされていない織物の横糸において使用されるか、又は編組品内で1本の糸を2つにして使用されるのみであり、布地構造物の表面全体が少なくとも1つのベール・テープで覆われるものとしてよい。
【0029】
重ね合わせ及び織り交ぜの技術はどのような種類のものでも使用できる。重ね合わせによって得られる領域が最大であることが好ましい。本発明の材料が0.5%以下の開口率を有することが有利である。この開口率は、特に、実例で説明されている方法を使用して決定されうる。このような開口率は、使用されるベール・テープを較正するときに、及び/又は本発明の材料がもっぱらベール・テープだけで構成されるときにより容易に得られる。
【0030】
一実例として、任意の製織技術、特に、国際公開第2006/0759961号及び国際公開第98/46817号において説明されている技術を使用することが可能であるものとしてよい。本発明の材料では、テープは、さまざまな構造物、特にタフタ織(平織とも称する)、綾織、又は繻子織タイプの構造物を使用して織ることができるが、これは図3(左側部分がタフタ織、右側部分が繻子織)又は図9に例示されている。符号10及び11は、それぞれ、横糸のテープおよび縦糸のテープを示している。欧州特許出願第0670921号において説明されている技術を使用することも可能であり、これは、横糸を捻りなしで巻きを解き、開口率を小さくすることによって繊維混入率を改善するために得られた織物に振動拡散システムを適用することもできる改善された製織方法を説明している。本発明の文脈において、本発明の材料は、これらの改善の一方又は他方又はその両方を組み合わせて使用することができる製織方法で得られる。その文献において説明されているように配備した後横糸の捻りを解くことにはテープに捻りを加えないという利点があり、テープは、得られる織られた中間材料内に平たいままとなりうる。
【0031】
本発明の材料は、編組品の形態をとることもでき、特に図4を見るとわかるように円筒を形成する編組品の形態をとりうる。このような編組品は、上記で説明されているようにテープを編み組むことによって形成される。特に、欧州特許第1798428号又は米国特許出願公開第2007/0193439号において説明されているような編み組み技術を使用することができる。これらの技術では、ロボット手段はマンドレルを編組装置の中心に配置し、編組品がマンドレルを覆うように編み組み時にマンドレルの長さにそって一掃きする。これを数回行った後、マンドレルは編組テープのさまざまな層で覆われる。特に平糸を編み組むように最適化されている場合に、本発明の文脈において編組装置上で使用されるテープを採用することは容易である。国際公開第92/15740号において説明されているような2種類のテープを使用する非対称編組システムも使用することができる。また、円筒形状若しくは他の望ましい複雑な形状を与えるように開いた編組品を縫うことも可能である。
【0032】
そこで、次に、良好な機械的性質と高い繊維混入率を併せ持つ複合部品のその後の生産に特に使用できる本発明の中間材料を得るために使用されうる炭素繊維の特定の種類のベール・テープの説明を行うが、これらは特に航空機分野において望ましい特性である。好ましい一実施例によれば、本発明の中間材料を構成するそれぞれのベール・テープは、テープ面のそれぞれにおいて、熱可塑性繊維から形成された不織布と会合された100g/m2[グラム/平方メートル]〜280g/m2の単位面積当たりの重量を有する炭素繊維の一方向性シートで構成され、この不織布は、それぞれ0.5マイクロメートル〜50マイクロメートル、好ましくは3マイクロメートル〜35マイクロメートルの厚さを有する。特定の一実施例において、それぞれのベール・テープは、80マイクロメートル〜380マイクロメートル、好ましくは90マイクロメートル〜320マイクロメートル、優先的には93マイクロメートル〜305マイクロメートルの厚さを有する。
【0033】
複数の要素と組み合わせた材料の構成要素のうちの1つを測定するためにフランス規格NF EN ISO 9073−2を使用することはできない。一方でテープ内の不織布の厚さを測定し、他方でテープの全厚を測定するという方法を使用することができる。
【0034】
そこで、テープ内で、強化糸又は長繊維の一方向性シートに付着させた不織布又はベールの厚さを、±1μmの精度を許容する顕微鏡用切片から決定できる。この方法は、強化糸又は長繊維で構成された一方向性シートとこのシートのそれぞれの側に接着した2つのベールとを組み合わせたベール・テープに、刷毛を使って、周囲温度で重合する樹脂を含浸させる(Huntsman社のAraldite及びAraldur 5052)。重合時に2〜5kPa程度の圧力を加えるために、2つの板の間に集合体を固定する。ベール・テープ内に存在するベールの厚さの測定は、この工程でかける圧力に無関係である。Olympus ColorView IIIuカメラに結合されたOlympus BX 60光学顕微鏡を使用して観察できるように、この集合体の切片を低温硬化性樹脂、Struers社のEpofix Kitでコーティングし、次いで(320μmの粒径のシリコン・カーバイド系の研磨紙及び最大0.3μmまでの粒径のさまざまなパッドを使用して)研磨する。この樹脂は、周囲温度で重合し、ベールの厚さに影響を及ぼさないが、測定を行えるようにするだけのために使用される。Olympus Soft Imaging Solution GmbH社のAnalySIS auto 5.0ソフトウェアを使用して写真を撮り、厚さの測定を実行することができる。それぞれのベール・テープ(一方向性シートをそれぞれの側のベールと組み合わせる)について、倍率20で5回撮像する。それぞれの画像において、ベールの厚さを15回測定し、これらの測定結果の平均と標準偏差を求める。
【0035】
ベール・テープの全厚は、以下の方法を使用することによって決定でき、そのための装置が図5A及び5Bに図式的に示されており、ベール・テープのスタック(積層体)からなるプリフォームの平均を決定する。これらの図において、Aはプリフォームを示し、Bは支持板を示し、Cはシリコーン紙を示し、Dは真空フィルムを示し、Eは真空シールを示し、Fはブリーザーファブリックを示し、Gは真空プラグを示す。この方法は、当業者により日常的に使用され、また全体的な測定を行うために使用され、単一のテープ内に局所的に存在しうる変動性を最小にすることができる。ベール・テープの異なる向きを付けられた層のスタックからなるプリフォームは、Aerovac社(Aerovac Systemes,France,Umeco Composites、1 rue de la Sausse,31240 Saint−Jean,France所在)のCAPRAN 518真空フィルム内のSOPALによって供給される厚さ0.15mmの130g/m2のシリコーン紙の2つの層の間に配置され、Aerovac社によって供給されるAirbleed 10HAと接触する。集合体は、Aerovac社によって供給されるSM5130真空シールによって封止される。Leybold SV40 B真空ポンプ(Leybold Vacuum社、Bourg les Valence,France所在)を使用して、0.1kPa〜0.2kPaの真空に引く。次に、真空バッグとシリコーン紙の厚さを差し引いた後、2つのTESA Digico 10デジタル・インジケータの間でプリフォームの厚さを測定する。プリフォーム毎に25回測定を行い、これらの測定結果の平均及び標準偏差を求める。次いで、ベール・テープについて得られた厚さを、プリフォームの全厚を多層に重ねられたベール・テープの層の数で割って求める。
【0036】
本発明の中間産物中に存在するそれぞれのベール・テープの厚さは低い変動性を有し、特に、厚さの変動は20μmの標準偏差以下、好ましくは10μmの標準偏差以下であることが有利である。この特性を利用して、形成することのできる複合部品の均一さを改善することができる。
【0037】
炭素繊維シートの単位面積当たりの重量は、それぞれのベール・テープの単位面積当たりの重量から求めることができる(一方向性シート+2つのベール)。ベールの単位面積当たりの重量が知られている場合、一方向性シートの単位面積当たりの重量を推定することが可能である。有利には、単位面積当たりの重量は、ベールの化学的付着(場合によっては熱分解によっても可能)による中間産物から決定される。この種類の方法は、織物又は複合構造の炭素繊維含有量を決定するために当業者によって慣例的に使用されている。
【0038】
そこで、次に、テープの単位面積当たりの重量を測定する方法を説明する。テープの単位面積当たりの重量は、100cm2のカット・サンプル(すなわち、直径113mm)を秤量することによって測定される。軟らかいテープからサンプルを切り取りやすくするために、テープをCartonnage Roset社(Saint Julien en Genevois,France所在)の447g/m2、厚さ0.450mmの光沢のあるカードの間に入れて、集合体にある程度の剛性を持たせる。Novi Profiber社(Eybens,France所在)の空気式円形パンチを使用して集合体を切断し、テープの種類毎に10個のサンプルを採る。
【0039】
さらに、有利には、それぞれのベール・テーブルに存在するベールの単位面積当たりの重量は、0.2g/m2〜20g/m2である。
【0040】
それぞれのテープにおいて、一方向性シートとベールとの間の会合は、例えば特定のいくつかの地点又はゾーンにおいてのみ、不連続に行ってもよいが、好ましくは、連続的であるとされる、シートの表面全体に広がる連結部を使って実行される。一方向性シートと2つのベールとの会合は、例えば、エポキシ系接着剤、ポリウレタン系接着剤、熱硬化性接着剤、重合可能モノマーに基づく接着剤、構造用アクリル接着剤、又は変性アクリル接着剤、及びホットメルト接着剤のうちから選択された接着剤層を使用して実行されうる。しかし、この会合は、通常、高温時に、例えば、一方向性シートとベールとを連結するために使用されうる形成時の熱圧着工程において、ベールが粘着性を有することにより行なわれる。好ましくは、それぞれのベール・テープの凝集性は、もっぱら熱可塑性不織布によってもたらされる。
【0041】
特定の一実施例において、それぞれのベール・テープは、その全長にわたって実質的に一定の所定の幅を有する。すなわち、ベール・テープは、その全長にわたって幅に関する変動性が非常に小さいということである。このような状況の下で、使用されるベール・テープの幅は、実質的に一定であるため、本発明のベール・テープも、単位面積当たりの重量に関して変動性が非常に小さくなる。特に、それぞれのベール・テープの幅は、テープの全長にわたって0.25mm未満、好ましくは0.22mm未満、優先的には0.20mm以下である標準偏差を有する。幅の変動性が小さいということは、機械的性質を制御しつつ、その後、高度に均一な部品を生産できることも意味する。ベール・テープの幅、及び標準偏差は、表3の結果について実例で説明されている方法を使用して決定されうる。標準偏差は、平均値からの偏差の二乗平均平方根として、すなわち、
【数1】
として定義することができる。
ここで、
n=値の数、
xi=値
【数2】
=算術平均
である。
【0042】
実質的に一定の幅を有するこのようなベール・テープは、
A1)較正手段を使用してテープの幅を所望の幅に合わせて調整する工程と、
A2)テープの面のそれぞれを熱可塑性繊維の不織布と会合させて、テープの均質な凝集性を確実にし、不織布の総重量が得られるテープの総重量の25%を超えないようにする工程と
を含む方法を使用して形成することができる。
【0043】
ベール・テープは、1つ又は複数の糸で構成されうる。テープが複数の糸で構成される場合、所定の幅のシートを生産するために較正されるのは糸の全体(個別に取ったそれぞれの糸ではなく)である。
【0044】
今のところ市販されていない、ベール・テープを構成する方法を以下で詳しく説明する。較正工程の前に、1つ又は複数の糸をスプールから繰り出して、広げることができる。この目的のために、その1つ又は複数の糸を、例えば、1つ又は複数のスプレッダー・ロッドで構成された、スプレッダー装置に通すことができる。この広げる工程は、所望の単位面積当たりの重量によって、また、較正前に、較正後に望ましい幅よりも大きいシート又は糸に対する幅を得るためにも、必要になることがある。較正システムは、較正手段のちょうど上流にあるスプレッダー・ロッドからの出口のところに配置された、その長さ方向に振動するロッドによって完結させることが可能である。同様に、そのような装置は、重量の大きな糸の会合が単位面積当たりの重量が非常に小さい場合に使用されるときに複数の振動するロッドによって完結させることが可能である。
【0045】
この較正工程は、シート又は糸を較正手段に通すことによって実行される。これは、1つ又は複数の糸に基づく単一のテープを生産するときに、ローラー上に備えられた特に平たい底を持つ溝の形態の所定の幅の通路又は2つの歯の間に設けられた通路、或いは複数のベール・テープを同時に生産するときに、複数の糸の較正済み通路を画定する較正コーム(梳き)であってよい。複数の糸で構成されたシートが生産される場合、シートの幅に適切な較正のみが2つの一番外側の糸で実行され、他方の糸は広げる要素の上流に配置されているコームによって誘導されるので、シートの内側の糸の間に空き領域はない。
【0046】
構成手段からの出口のところで、較正された一方向性シートは、最終的なベール・テープが得られるまで保持する準一定の幅を全長にわたって有する。好ましくは、較正手段からの出口のところで、較正された一方向性シートの幅は、一方向性シートの全長にわたって実質的に0.25mm未満、好ましくは0.24mm未満、好ましくは0.20mm以下の標準偏差を有する。
【0047】
このような方法では、不織布は、有利には、調整後に幅を維持するためにテープの幅を調整した後にテープと会合される。そのため、その全長にわたって実質的に一定である所望の幅に合わせてテープを較正し、そして繊維テープを接着によって不織布と係合させることで得られた較正結果を修正し、それにより幅の変動を最小限に抑えることが可能である。次いで、得られた較正された一方向性シートのそれぞれの面が、例えば、ローラーによって駆動されたコンベヤー・ベルト上で、熱可塑性不織布と会合される。較正手段からの出口とシートを不織布と会合させるための手段との間の距離は、好ましくは非常に短く、好ましくは数ミリメートル程度であり、これにより得られた較正を保持する。糸又は長繊維と接着することができるようにするために、冷却した後、それらがテープと会合されている上流で、不織布はポリマーを軟らかくするか、又は溶解すらする加熱工程に通される。加熱及び圧力条件は、不織布の構成材料に、その厚さに合わせて適合される。通常、熱圧着工程は、TMPt nonwoven−15℃からTMPt nonwoven+60℃(ただしTMPt nonwovenは不織布の融点を表す)までの範囲の温度、及び0.1MPa〜0.6MPaの範囲の圧力で実行される。そのため、1から10までの会合の前後の不織布の圧縮の程度に到達することが可能である。一方向性強化繊維に不織布をラミネート加工する工程は、テープの最終的な厚さを適切に制御する決定工程でもある。実際、温度及び圧力の条件、特にラミネート加工を行っているときの温度及び圧力の条件は、テープのそれぞれの面上に存在する不織布の厚さを修正し、そうして調整するために使用することができる。
【0048】
一方向性シートと会合される前の不織布の厚さは、それらの不織布が一方向性繊維のシートと会合される仕方に応じて選択される。通常、それらの厚さは、テープ上の所望の厚さに非常に近い。また、より大きな厚さを有する不織布を使用することを選択することも可能であり、その後、不織布は会合工程において所望の厚さをとなるように熱によりラミネート加工される。好ましくは、完全対称の中間産物を得るために、一方向性繊維のシートの主要表面のそれぞれを2つの実質的に同一の不織布と会合させる。
【0049】
上記実施例と組み合わせることができる特定の一実施例によれば、それぞれのベール・テープは、長手方向のエッジ上に切断繊維を有していない。これにより、これらは編組及び製織方法でかなり使用しやすくなる。実際、テープのエッジのところに切断繊維又は長繊維が存在すると、繊維又は長繊維が上述の方法でテープの経路にそったいくつかの地点に蓄積するゾーンを形成し、糸の切断又は生産される強化材料の低品質のために機械の停止を引き起こすという不利点がもたらされる。また、エッジに切断長繊維が存在すると、テープの巻かれているスプールが巻きを解くときに糸同士が巻き付き、ひいては糸の切断又は品質欠陥を生じる(これらは、テープ・スプール上に形成される「リング」と称される)。このような特性は、主に、テープの所望の幅を得るために切断を回避する上述の方法により生じる可能性がある。
【0050】
それに加えて、長手方向のエッジだけのいくつかの地点で又は2つの長手方向のエッジの全長にわたって、上記の実施例と組み合わせることのできる特定の一実施例によれば、それぞれのベール・テープは、その熱可塑性により形成される2つの不織布の直接的連結部を有する。
【0051】
この変更実施例の文脈において、きれいなエッジの形成をさらに促し、テープの幅の制御を向上させるために、上述の方法において、テープとさらにエッジのいずれかの側の切断部分の両方が巻き込み又は吸引などの抽出手段によって巻き込まれる。
【0052】
このような状況の下で、不織布がいずれかの側で一方向性シートを超えるように不織布の幅を選択する。次に、巻き込みローラー(延伸ローラー)を使用してテープをコンベヤー・ベルトから引っ張り、次いで、加熱切断装置、特に熱したナイフを使用して、長手方向のエッジのそれぞれにおいて切断する。切断は、糸では行わず、糸の一方の側に対してだけ行い、擦り切れの発生を防ぐ。テープのそれぞれのエッジで不織布の熱間切断を行うと、不織布はある程度縮む。2つの不織布の幅は、一方向性シートの幅よりも大きくので、2つの不織布は互いにスポット接着し、好ましくはカーボン・エッジのところで一方向性シートをトラップする。次いで、形成されたベール・テープは、図6に例示されているように、切断長繊維の断片なしでぎざぎざのない非常にきれいなエッジ4を有する。
【0053】
次いで、延伸ローラーを使用してテープを引き込む。また、巻き込みローラー型の巻き込み手段を使用するか、又は吸引手段を使用して不織布の断片を抽出することによって非常にきれいなエッジの形成をさらに促すことも可能である。次いで、廃棄物に対応する極端部分は、一方の側のみで切断されうる不織布とともに糸を含み、これにより、廃棄物の巻き込み又は吸引能力が高められる。切断され、廃棄物として振る舞うことが意図されているエッジは、ベール・テープを構成するために使用されるものと異なる性質の糸を備えることもできる。
【0054】
本発明の中間材料は、高い機械的性能が要求される航空機用部品を生産するために、特に一次構造部品を生産するために使用されうる。特に、本発明の円筒形状の編組品は、胴体のフレーム又はスティフナなどの縦長部品を製造するために使用されうる。このような状況の下で、例えば、編組品を変形させ、図7に例示されているように、縫うか又は予備成形するにより(熱圧着)、とりわけI字形、T字形、又はS字形の切片を形成することによって形を保持する。
【0055】
このような部品は、熱硬化性樹脂の注入又は射出を行う方法などの公知の直接的な方法を使用して製造することが可能である。使用されるマトリックスは、熱硬化性タイプである。例えば、射出される樹脂は、エポキシ、不飽和ポリエステル、ビニール・エステル、フェノール類、ポリイミド、ビスマレイミドなどの熱硬化性ポリマーのうちから選択すべきである。複合部品は、熱処理工程の後に得られる。特に、複合部品は、上記のポリマーのサプライヤーによって推奨され、当業者に知られている熱処理を実行することによって、考察対象のポリマーを圧密するための従来のサイクルで一般的に得られる。所望の部品を圧密するこの工程は、定義済みの温度サイクルに従い、加圧下で重合/硬化を行い、その後冷却を行うことによって実行される。処理サイクルにおいてかけられる圧力は、真空注入に対しては低く、RTM金型内への射出に対してはより高い。
【0056】
中間材料及び本発明の方法は、ときには、一次航空構造物(すなわち、機器の重要部品)の標準的な割合に対応する、60%程度のFVFを有する複合部品を生産するために、また得られた複合部品の低速度衝撃強さを大幅に改善するために使用できる。その実例は、複合構造物の製造時に作業場内で工具を落とすこと、又は運転使用時の異物との衝突である。
【0057】
射出方法で加えられる圧力は、注入方法において使用される圧力よりも高い。これは、注入方法を使用した場合に比べて、射出方法で正しいFVFを持つ部品を生産する方が容易であることを意味する。複合部品が樹脂の注入を使用するが、樹脂の射出を使用しない上述の工程c)で製造される場合であっても、本発明の材料を使用することで、所望の繊維混入率、特に53%〜60%程度の繊維混入率を得ることができる。このような実施は、有利な変更形態を構成する。
【0058】
本発明の方法を使用して得られる複合部品は、本発明の一体となる部品、特に、50%〜63%、特に53%〜60%の範囲の繊維混入率を有する部品も形成する。
【0059】
以下の実例は、本質的に制限することなく、本発明を例示するために使用される。
【0060】
A.テープの形成
T700GC−12K−31Eカーボン糸は、日本の東レ株式会社によって供給された。
【0061】
ベール「a」で表される、4−ポリアミド不織布(フランスのProtechnic社によって参照番号128D04を与えられている)を使用した。本発明のベール・テープの製造に使用されるベール「a」の特性は、表1に示されている。表1に示されるベールの融点は、ISO規格11357−3に従って示差走査熱量測定法(DSC)によって決定した。単位面積当たり重量は、ISO規格3801に従って測定した。表1に示されている気孔率は、式
【数3】
から計算して求めた。
ここで、
ベールの単位面積当たり重量は、kg/m2[キログラム/平方メートル]、
ρveil materialは、kg/m3[キログラム/立方メートル]、 eveilは、m[メートル]を、それぞれ単位とする。
【0062】
【表1】
【0063】
カーボン糸を使用して2つのベールaと会合するテープを構成したが、その際に図8に示されているような装置を使用した。加熱切断要素は、スイス、ウェツィコン所在のLOEPFE BROTHER LIMITED社のThermocut TC−1を参照する。
【0064】
1つ又は複数のカーボン糸1をクリール101に固定されているカーボン・スプール100から解いて、コーム102に通し、ガイド・ローラー103を使って装置の軸に誘導した。12K、800テックスのカーボン糸の初期幅を約4.5mm〜7mmの範囲で変化させ、加熱したロッド11を使用して広げ、次いで、較正手段を使用してスプレッディング・ロッド12を5.42mmの幅に合わせて較正し、所望の幅の一方向性シートを形成するようにした。不織布104a及び104bのロールを、張力をかけずに解き、自由に回転可能なローラー106a、106b、106c、及び106dと加熱したロッド107a、107bとの間に固定されたコンベヤー・ベルト105a及び105bを使用して搬送した。不織布2a及び2bをゾーン108a及び108b内で予熱してから、カーボン糸1に接触させ、間隙を制御しつつ2つの加熱されたロッド107a及び107bのいずれかの側をラミネート加工した。次いで、冷却可能なカレンダー108が、不織布がそれぞれの側にある一方向性シートに圧力をかけ、次いで、切断手段109の方へ向けた。リターン・ローラー110が、テープIを延伸ローラー111を備える牽引システムへ向け直し、次いで、巻いて(112)、ベール・テープIで構成されるロールを形成する。
【0065】
動作条件を表2に示している。
【表2】
【0066】
得られたテープの特性を表3に提示した。
【0067】
平均及び標準偏差の測定は、以下の装置を使用して行った。ベール・テープを、200cN[センチニュートン]〜400cNの範囲内の一定の張力をかけて毎分1.2mの一定速度でその支持体から解き、次いで、265mmの距離で、この領域内で支持せずに、焦点距離20mm、1624×1236ピクセルのBaumer OptronicモデルFWX 20型カメラ(Baumer Optronic GmbH社、ドイツ所在)の前に通した。カメラの較正を以下のように行った。1ピクセルを、1640ピクセル×0.05=82mmの写真サイズに対応する0.05mmに相当するものとした。次いで、最小の長さ50mにわたって38mm毎に1回写真を撮ったが、これは最低1315回の幅測定に対応する。
【0068】
次いで、NEUROCHECK 5.1ソフトウェア(Neurocheck GmbH社、ドイツ所在)により、画像を解析し、幅の値をファイルに格納し、次いで、MINITABソフトウェア(Minitab Inc社、米国所在)を使用して統計処理した。
【0069】
【表3】
【0070】
B.中間材料の形成
以下の実例のすべてにおいて、図9に示されているような2/2綾織りを使用し、上述のテープを使って本発明の中間材料を生産した。1cm当たり1.85個のテープ(1つのテープがここでは単糸からなるものとして、糸の本数に対応する)を縦糸と横糸に使用した。この同じ織りを比較例(comparative example)に使用した。
【0071】
「実施例1」
ベール「a」で得られ、5.42mmに合わせて較正されたテープを縦糸と横糸に使用した。100ピック/分の速さで、欧州特許第0670921号において「正接ランアウト織り(tangential run-out weaving)」と称される方法を使用して、すなわち、織った後に広げることなく、ドルニエ織機(Lindau社、ドイツ所在)、モデルPTSで機を織った。織りは、2/2綾織りであり、繊維数は1.85ヤーン/cmであり、これにより、295g/m2の単位面積当たり重量の捻れていない織物を形成した。
【0072】
「比較例1」
縦糸及び横糸にT700GC−12K−31E非ベール・カーボン糸を使用した。100ピック/分の速さで、欧州特許第0670921号において「正接ランアウト織り」と称される方法を使用して、すなわち、織った後に広げることなく、ドルニエ織機(Lindau社、ドイツ所在)、モデルPTSで製織を行った。織りは、2/2綾織りであり、繊維数は1.85ヤーン/cmであり、これにより、295g/m2の単位面積当たり重量の捻れていない織物を形成した(Hexcel Reinforcementsからの参照番号48302)。
【0073】
「比較例2」
縦糸及び横糸にT700GC−12K−31E非ベール・カーボン糸を使用した。100ピック/分の速さで、欧州特許第0670921号において「正接ランアウト織り」と称される方法を使用して、すなわち、織った後に広げることなく、ドルニエ織機(Lindau社、ドイツ所在)、モデルPTSで製織を行った。織りは、2/2綾織りであり、繊維数は1.85ヤーン/cmであり、これにより、295g/m2の単位面積当たり重量の捻れていない織物を形成した(Hexcel Reinforcementsからの参照番号48302)。
【0074】
製織後、得られた織物のそれぞれの面を、表4及び表5に示されている条件の下で上述のようにベール「a」と会合させた。以下のパラメータを使用して、S−Line(Brugg社、スイス所在)のフラット・ラミネート加工ライン(flat laminating line)を使用した。
【0075】
【表4】
【0076】
【表5】
【0077】
浸透性測定
横浸透性を、流体が繊維性材料を通過する能力として定義することができる。これの測定単位はm2である。上で与えた値及び以下の実例において述べられている値は、2009年10月16日にRomain NunezがサンテチエンヌのEcole Nationale Superieure des Minesに提出した論文「Problems concerning the measurement of transverse permeability of fibrous preforms for producing composite structures」において説明されている装置及び測定技術を使用して測定したものである。特に、この測定は、レース・トラッキングの影響を低減するために使用できる2つの同軸円筒形チャンバーを使用して試験時にサンプルの厚さを検査することによって実行される(流体が側部に移動するか、又は材料をバイパスし、その浸透性を測定する)。使用される流体は、水であり、圧力は、1バール±0.01バールである。実例1並びに比較例1及び2の材料でなされた浸透性測定結果を図10に示している。
【0078】
開口率の測定
開口率は、以下のように測定した。
【0079】
装置を、10倍レンズを備えるSONYのカメラ(モデルSSC−DC58AP)とWaldmannのライト・テーブル(モデルW LP3 NR、101381、230V 50Hz 2×15W)とで構成した。測定対象のサンプルをライト・テーブル上に置き、カメラをスタンドに固定し、サンプルから29cmのところに位置決めし、次いで、鮮明さを調整した。
【0080】
測定幅は、リング(ズーム)及びルーラーを使用して解析する繊維性材料に応じて決定し、開放繊維性材料に対しては10cm(OF>2%),開放が少ない繊維性材料に対しては1.17cm(OF<2%)であった。
【0081】
ダイアフラム及び基準画像を使用して、基準画像上で与えられたものに対応するOFに対する値が得られるように明るさを調整した。
【0082】
Scion Image(Scion Corporation社、米国所在)からのVideometコントラスト測定ソフトウェアを使用した。画像を取り込んだ後、以下のように処理した。ツールを使用して、選択された較正に対応する最大表面を、例えば、整数個のモチーフを含む、10cm−穴70個について定義した。次に、用語の織物の意味での基本的織物表面を選択した、すなわち、反復によって繊維性材料の幾何学的形状を示す表面を選択した。
【0083】
ライト・テーブルからの光は、繊維性材料の開口部を通過するので、割合としてのOFが、100から基本的表面で割った黒色表面を引いた値、すなわち、100−(黒色表面/基本的表面)として定義される。
【0084】
拡散現象が穴の見かけのサイズ及びそれゆえOFを修正する可能性があるため光度を調整することは重要であることに留意されたい。飽和現象又は過剰な拡散が見えないように中間の光度を使用した。
【0085】
得られた結果を以下の表6に示した。
【表6】
値は説明されている3つの強化に対して非常に低く、開口率が0.5%未満の織物は「閉じている」と言われることに留意されたい。
【0086】
C.複合部品の生産
複合板を、0°、45°、−45°、90°の異なる向きに配設されている中間材料の集合体から形成した。スタックは対称的であった。スタックを構成する中間材料(パイルとも称される)の数は、式(3)から導かれる式
【数4】
を使用して決定された。
ここで、
板のターゲット厚さは、できる限り4mmに近く(規格PrEN 6038において定義されている)、eplateは、mm単位で表され(実例では、ターゲット厚さは3.81mmであった)、
最高の機械的性質を得るためのターゲット繊維混入率(FVF)は、一般的に60%であり、ρcarbon fiberは、g/cm3[グラム/立方センチメートル]単位で表され、
UDcarbonの単位面積当たり重量は、g/m2で表されている。
【0087】
したがって、スタックは、単位面積当たり炭素重量295g/m2に対して12個のプライで構成され、[(+45/−45)/(0/90)]3Sと略記される。
【0088】
4.2 複合板の生産
ハンダごてを使用して数カ所で新しいプライを加える毎に光ハンダ付けによりさまざまなプライをまとめた。集合体をプリフォームで構成した。単位面積当たり炭素重量に適合された積み重ねた列からなる340×340mmのプリフォームをプレス機の下の射出成形金型内に置いた。所望の繊維混入率(FVF)を得るために、知られている厚さのフレームでプリフォームを囲んだ。
【0089】
Hexcel社から参照番号HexFlow RTM6の下で供給されたエポキシ樹脂を80℃の温度及び2バールの圧力でプリフォームを通して射出し、これを板とプレス機の温度として120℃に保持した。プレス機の2つの板のそれぞれに加えられる圧力は5バールであった。樹脂が金型の出口地点に現れたら、出口のチューブを閉じて、重合サイクルを開始した(温度は3℃/分の割合で180℃まで上昇し、次いで、2時間の間180℃のまま保持し、5℃/分の割合で冷却した)。次いで、構成を150×100mmとして種類毎に6個の試料(規格prEN 6038)を、衝撃後圧縮(CAI)試験用に切り取った。
【0090】
5.機械試験
試料(構成の種類毎に12)を規格prEN 6038に指示されているように装置上に固定した。ASD−STAN(航空宇宙防衛規格、Avenue de Tervueren 270,1150 Woluwe−Saint−Pierre,Belgium)によって公開されている予備欧州規格prEN 6038に適合された機器を使用して、これらの試料に10J[ジュール]から50Jまでの範囲の異なるエネルギーの衝撃を与えた。圧縮試験は、Zwick機械試験機(Zwick France Sarl社、Roissy Charles de Gaulle,France所在)上で実行した。
【0091】
実施例1の中間材料で形成された板及び比較例1および2の中間材料で形成された板の衝撃後圧縮(CAI)破断応力の結果を図11に示した。本発明の複合部品に対して、CAI性能が改善された。
【0092】
規格prEN 6038による試験の結果を図12に示した。図13、図14、及び図15は、実施例1の中間材料で形成された板の衝撃後圧縮破断応力の結果と比較例2の中間材料で形成された板の衝撃後圧縮破断応力の結果との比較であり、それぞれ、規格prEN 6031(図13及び14)の試験及びASTM規格D6484(図15)の試験を使用している。これらの試験において、機械的性能は同等であった。
【特許請求の範囲】
【請求項1】
重なり合い織り交ぜられたテープの集合体からなる中間材料であって、ベール・テープと称される、前記テープの少なくとも一部、好ましくは前記テープの全部が、前記テープの長さ方向に平行な方向に延在する一連の強化糸又は長繊維からなり、前記テープの各面で、熱可塑性繊維から形成された不織布と会合されて一方向性シートを形成しており、前記2枚の不織布がそれらの熱可塑性により前記ベール・テープに凝集性を与えるようになっていることを特徴とする中間材料。
【請求項2】
それぞれのベール・テープは、その全長にわたって所定の実質的に一定の幅を有することを特徴とする請求項1に記載された中間材料。
【請求項3】
それぞれのベール・テープの前記幅は、前記テープの全長にわたって、0.25mm未満、好ましくは0.22mm未満、優先的には0.20mm以下である標準偏差を有することを特徴とする請求項2に記載された中間材料。
【請求項4】
それぞれのベール・テープは、その長手方向のエッジ上に切断繊維を有しないことを特徴とする請求項1から3までのいずれか一項に記載された中間材料。
【請求項5】
それぞれのベール・テープは、長手方向のエッジのいくつかの地点のみで、又は長手方向のエッジの全長にわたって、熱可塑性により形成される2つの不織布の間の直接的連結部を有することを特徴とする請求項1から請求項4までのいずれか一項に記載された中間材料。
【請求項6】
それぞれのベール・テープは、長繊維の集合体に相当する単糸から形成されることを特徴とする請求項1から請求項5までのいずれか一項に記載された中間材料。
【請求項7】
それぞれのベール・テープは、複数の糸から形成されることを特徴とする請求項1から請求項5までのいずれか一項に記載された中間材料。
【請求項8】
それぞれのベール・テープの前記不織布の重量は、それぞれのテープの総重量の3%〜10%を占めることを特徴とする請求項1から請求項7までのいずれか一項に記載された中間材料。
【請求項9】
それぞれのベール・テープ内の前記強化糸又は長繊維は、炭素、ガラス、アラミド、シリカ、バソールト、セラミック、及びこれらの混合物のうちから選択された材料から形成されることを特徴とする請求項1から請求項8までのいずれか一項に記載された中間材料。
【請求項10】
それぞれのベール・テープの前記熱可塑性繊維は、ポリアミド(PA:PA6、PA12、PA11、PA6,6、PA6,10、PA6,12、など)、コポリアミド(CoPA)、ポリアミド−ブロック・エーテル又はエステル(PEBAX、PEBA)、ポリフタルアミド(PPA)、ポリエステル(ポリエチレン・テレフタレート−PET−、ポリブチレン・テレフタレート−PBT−など)、コポリエステル(CoPE)、熱可塑性ポリウレタン(TPU)、ポリアセタール(POM、など)、ポリオレフィン(PP、HDPE、LDPE、LLDPEなど)、ポリエーテルスルホン(PES)、ポリスルホン(PSUなど)、ポリフェニレン・スルホン(PPSUなど)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリ(フェニレン・サルファイド)(PPS)、又はポリエーテルイミド(PEI)、熱可塑性ポリイミド、液晶ポリマー(LCP)、フェノキシ、スチレン−ブタジエン−メタクリル酸メチル共重合体(SBM)などのブロック共重合体、メタクリル酸メチル−アクリル酸ブチル−メタクリル酸メチル共重合体(MAM)、或いは前記熱可塑性プラスチック材料で構成された繊維の混合物の繊維のうちから選択されることを特徴とする請求項1から請求項9までのいずれか一項に記載された中間材料。
【請求項11】
それぞれのベール・テープの前記凝集性は、もっぱら前記熱可塑性不織布によってもたらされることを特徴とする請求項1から請求項10までのいずれか一項に記載された中間材料。
【請求項12】
それぞれのベール・テープは、テープ面のそれぞれにおいてプラスチック繊維の不織布と会合された100g/m2〜280g/m2の単位面積当たり重量を有する炭素繊維の一方向性シートで構成され、前記不織布は、それぞれ0.5マイクロメートル〜50マイクロメートルの範囲、好ましくは3マイクロメートル〜35マイクロメートルの範囲の厚さを有することを特徴とする請求項1から請求項11までのいずれか一項に記載された中間材料。
【請求項13】
それぞれのベール・テープは、80マイクロメートル〜380マイクロメートルの範囲、好ましくは90マイクロメートル〜320マイクロメートルの範囲、優先的には93マイクロメートル〜305マイクロメートルの範囲の厚さを有することを特徴とする請求項12に記載された中間材料。
【請求項14】
それぞれのベール・テープの厚さの変動性は小さく、特に、厚さの変動は20μmの標準偏差以下、好ましくは10μmの標準偏差以下であることを特徴とする請求項12又は請求項13に記載された中間材料。
【請求項15】
それぞれのベール・テープにおける前記一方向性シートは、もっぱら炭素繊維で構成されることを特徴とする請求項12から請求項14までのいずれか一項に記載された中間材料。
【請求項16】
それぞれのベール・テープにおける前記ベールは、0.2g/m2〜20g/m2の範囲の単位面積当たり重量を有することを特徴とする請求項12から請求項15までのいずれか一項に記載された中間材料。
【請求項17】
織物の形態をとることを特徴とする請求項1から請求項16までのいずれか一項に記載された中間材料。
【請求項18】
編組品、特に円筒を形成する編組品の形態をとることを特徴とする請求項1から請求項17までのいずれか一項に記載された中間材料。
【請求項19】
複合部品を生産する方法であって、
a)請求項1から請求項18までのいずれか一項に記載された少なくとも1つの材料を構成する工程と、
b)任意に、さまざまな請求項1から請求項18までのいずれか一項に記載された材料を積み重ね、任意に、前記材料をプリフォームの形態の中に固定する工程と、
c)注入若しくは射出により熱硬化性樹脂を加える工程と、
d)プリセットされた温度及び圧力サイクルに従う重合/硬化工程を用いて前記所望の部品を圧密し、その後、冷却する工程とを含むことを特徴とする方法。
【請求項20】
前記熱硬化性樹脂は、減圧注入、特に大気圧よりも低い圧力、特に1バール未満の圧力、好ましくは0.1バール〜1バールの範囲の圧力での注入によって前記材料に加えられることを特徴とする請求項19に記載された方法。
【請求項21】
請求項19又は請求項20に記載された方法を使用して得ることができることを特徴とする複合部品。
【請求項22】
50%〜63%の範囲、好ましくは53%〜60%の範囲の繊維混入率を有することを特徴とする請求項21に記載された複合部品。
【請求項23】
200MPaを超える、規格prEN6038によって測定された、25Jの衝撃エネルギーの衝撃後圧縮(CAI)破断応力の値を有することを特徴とする請求項21又は請求項22に記載された複合部品。
【請求項1】
重なり合い織り交ぜられたテープの集合体からなる中間材料であって、ベール・テープと称される、前記テープの少なくとも一部、好ましくは前記テープの全部が、前記テープの長さ方向に平行な方向に延在する一連の強化糸又は長繊維からなり、前記テープの各面で、熱可塑性繊維から形成された不織布と会合されて一方向性シートを形成しており、前記2枚の不織布がそれらの熱可塑性により前記ベール・テープに凝集性を与えるようになっていることを特徴とする中間材料。
【請求項2】
それぞれのベール・テープは、その全長にわたって所定の実質的に一定の幅を有することを特徴とする請求項1に記載された中間材料。
【請求項3】
それぞれのベール・テープの前記幅は、前記テープの全長にわたって、0.25mm未満、好ましくは0.22mm未満、優先的には0.20mm以下である標準偏差を有することを特徴とする請求項2に記載された中間材料。
【請求項4】
それぞれのベール・テープは、その長手方向のエッジ上に切断繊維を有しないことを特徴とする請求項1から3までのいずれか一項に記載された中間材料。
【請求項5】
それぞれのベール・テープは、長手方向のエッジのいくつかの地点のみで、又は長手方向のエッジの全長にわたって、熱可塑性により形成される2つの不織布の間の直接的連結部を有することを特徴とする請求項1から請求項4までのいずれか一項に記載された中間材料。
【請求項6】
それぞれのベール・テープは、長繊維の集合体に相当する単糸から形成されることを特徴とする請求項1から請求項5までのいずれか一項に記載された中間材料。
【請求項7】
それぞれのベール・テープは、複数の糸から形成されることを特徴とする請求項1から請求項5までのいずれか一項に記載された中間材料。
【請求項8】
それぞれのベール・テープの前記不織布の重量は、それぞれのテープの総重量の3%〜10%を占めることを特徴とする請求項1から請求項7までのいずれか一項に記載された中間材料。
【請求項9】
それぞれのベール・テープ内の前記強化糸又は長繊維は、炭素、ガラス、アラミド、シリカ、バソールト、セラミック、及びこれらの混合物のうちから選択された材料から形成されることを特徴とする請求項1から請求項8までのいずれか一項に記載された中間材料。
【請求項10】
それぞれのベール・テープの前記熱可塑性繊維は、ポリアミド(PA:PA6、PA12、PA11、PA6,6、PA6,10、PA6,12、など)、コポリアミド(CoPA)、ポリアミド−ブロック・エーテル又はエステル(PEBAX、PEBA)、ポリフタルアミド(PPA)、ポリエステル(ポリエチレン・テレフタレート−PET−、ポリブチレン・テレフタレート−PBT−など)、コポリエステル(CoPE)、熱可塑性ポリウレタン(TPU)、ポリアセタール(POM、など)、ポリオレフィン(PP、HDPE、LDPE、LLDPEなど)、ポリエーテルスルホン(PES)、ポリスルホン(PSUなど)、ポリフェニレン・スルホン(PPSUなど)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリ(フェニレン・サルファイド)(PPS)、又はポリエーテルイミド(PEI)、熱可塑性ポリイミド、液晶ポリマー(LCP)、フェノキシ、スチレン−ブタジエン−メタクリル酸メチル共重合体(SBM)などのブロック共重合体、メタクリル酸メチル−アクリル酸ブチル−メタクリル酸メチル共重合体(MAM)、或いは前記熱可塑性プラスチック材料で構成された繊維の混合物の繊維のうちから選択されることを特徴とする請求項1から請求項9までのいずれか一項に記載された中間材料。
【請求項11】
それぞれのベール・テープの前記凝集性は、もっぱら前記熱可塑性不織布によってもたらされることを特徴とする請求項1から請求項10までのいずれか一項に記載された中間材料。
【請求項12】
それぞれのベール・テープは、テープ面のそれぞれにおいてプラスチック繊維の不織布と会合された100g/m2〜280g/m2の単位面積当たり重量を有する炭素繊維の一方向性シートで構成され、前記不織布は、それぞれ0.5マイクロメートル〜50マイクロメートルの範囲、好ましくは3マイクロメートル〜35マイクロメートルの範囲の厚さを有することを特徴とする請求項1から請求項11までのいずれか一項に記載された中間材料。
【請求項13】
それぞれのベール・テープは、80マイクロメートル〜380マイクロメートルの範囲、好ましくは90マイクロメートル〜320マイクロメートルの範囲、優先的には93マイクロメートル〜305マイクロメートルの範囲の厚さを有することを特徴とする請求項12に記載された中間材料。
【請求項14】
それぞれのベール・テープの厚さの変動性は小さく、特に、厚さの変動は20μmの標準偏差以下、好ましくは10μmの標準偏差以下であることを特徴とする請求項12又は請求項13に記載された中間材料。
【請求項15】
それぞれのベール・テープにおける前記一方向性シートは、もっぱら炭素繊維で構成されることを特徴とする請求項12から請求項14までのいずれか一項に記載された中間材料。
【請求項16】
それぞれのベール・テープにおける前記ベールは、0.2g/m2〜20g/m2の範囲の単位面積当たり重量を有することを特徴とする請求項12から請求項15までのいずれか一項に記載された中間材料。
【請求項17】
織物の形態をとることを特徴とする請求項1から請求項16までのいずれか一項に記載された中間材料。
【請求項18】
編組品、特に円筒を形成する編組品の形態をとることを特徴とする請求項1から請求項17までのいずれか一項に記載された中間材料。
【請求項19】
複合部品を生産する方法であって、
a)請求項1から請求項18までのいずれか一項に記載された少なくとも1つの材料を構成する工程と、
b)任意に、さまざまな請求項1から請求項18までのいずれか一項に記載された材料を積み重ね、任意に、前記材料をプリフォームの形態の中に固定する工程と、
c)注入若しくは射出により熱硬化性樹脂を加える工程と、
d)プリセットされた温度及び圧力サイクルに従う重合/硬化工程を用いて前記所望の部品を圧密し、その後、冷却する工程とを含むことを特徴とする方法。
【請求項20】
前記熱硬化性樹脂は、減圧注入、特に大気圧よりも低い圧力、特に1バール未満の圧力、好ましくは0.1バール〜1バールの範囲の圧力での注入によって前記材料に加えられることを特徴とする請求項19に記載された方法。
【請求項21】
請求項19又は請求項20に記載された方法を使用して得ることができることを特徴とする複合部品。
【請求項22】
50%〜63%の範囲、好ましくは53%〜60%の範囲の繊維混入率を有することを特徴とする請求項21に記載された複合部品。
【請求項23】
200MPaを超える、規格prEN6038によって測定された、25Jの衝撃エネルギーの衝撃後圧縮(CAI)破断応力の値を有することを特徴とする請求項21又は請求項22に記載された複合部品。
【図1】

【図2】
【図3】
【図4】
【図5A】
【図5B】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5A】
【図5B】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公表番号】特表2013−515124(P2013−515124A)
【公表日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2012−545380(P2012−545380)
【出願日】平成22年12月17日(2010.12.17)
【国際出願番号】PCT/FR2010/052779
【国際公開番号】WO2011/086266
【国際公開日】平成23年7月21日(2011.7.21)
【出願人】(509341374)
【Fターム(参考)】
【公表日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成22年12月17日(2010.12.17)
【国際出願番号】PCT/FR2010/052779
【国際公開番号】WO2011/086266
【国際公開日】平成23年7月21日(2011.7.21)
【出願人】(509341374)
【Fターム(参考)】
[ Back to top ]