
ペリクル用収納容器
【課題】 フォトマスクに、より確実に固定できるようにペリクルの支持枠にかかる荷重をより均一にして輸送可能なペリクル用収納容器を提供する。
【解決手段】 ペリクル膜6と当該ペリクル膜6を支持する支持枠7とを有するペリクル5を輸送するためのペリクル用収納容器1であって、トレイ3とこれの蓋となるカバー2と、トレイ3およびカバー2の少なくともいずれか一方の内側に、支持枠7を載置すると共に、トレイ3およびカバー2よりも剛性の高い材料で構成される載置部4とを備えるペリクル用収納容器1とする。
【解決手段】 ペリクル膜6と当該ペリクル膜6を支持する支持枠7とを有するペリクル5を輸送するためのペリクル用収納容器1であって、トレイ3とこれの蓋となるカバー2と、トレイ3およびカバー2の少なくともいずれか一方の内側に、支持枠7を載置すると共に、トレイ3およびカバー2よりも剛性の高い材料で構成される載置部4とを備えるペリクル用収納容器1とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ペリクル膜とペリクル膜を支持する支持枠とを有するペリクルを輸送するためのペリクル用収納容器に関する。
【背景技術】
【0002】
従来から、半導体回路パターンの製造工程におけるリソグラフィ工程で使用されるフォトマスクの防塵を目的に、ペリクルが用いられている。ペリクルは、一般的に、ニトロセルロース等の透明な高分子膜から成る厚さ約10ミクロン程度のペリクル膜と、それを一方の周端面にて支持する厚さ数ミリ程度の支持枠とを備えている。フォトマスク上に異物が付着すると、その異物のパターンが転写され、半導体チップの多くを不良品としてしまう危険性がある。このため、フォトマスクの上方にペリクル膜が配置されるようにペリクルをセッティングし、フォトマスク上に異物が入ることを防止するようにしている。
【0003】
一方、近年、ペリクルは、液晶表示体の製造工程におけるリソグラフィ工程で使用されるフォトマスクの防塵手段としても多用されてきている。液晶表示体は、シリコンウェハに比べて大きな面積を有することから、フォトマスクも大型化している。これに伴い、ペリクル膜も大型化してきており、1000mm×1000mm以上のペリクル膜が多く使用されている。
【0004】
ペリクルが大型化すると、これを輸送するためのペリクル用収納容器も大型化する。ペリクル用収納容器は、一般的に樹脂製であるが、その大型化に伴い、射出成形品から真空成形品に移行している。ペリクルを構成する支持枠におけるペリクル膜と反対側の周端面には、フォトマスクに支持枠を固定するためのフィルム付きの粘着材が備えられている。フォトマスクに支持枠を固定する際には、フィルムを剥がして、粘着材を介して支持枠をフォトマスクと固定するようにしている。
【0005】
ペリクル用収納容器が大型化すると、真空成形の成形残留応力およびそれ自体の自重による反りに代表される変形の問題が顕在化してくる。ペリクル用収納容器に変形が生じると、粘着材にその変形が転写される危険性が高くなる。すると、粘着材の厚さが場所によって不均一になり、フォトマスクとペリクルの支持枠との間に接着不良の箇所が生じ、フォトマスク上に異物が入る危険性が高まる。このような問題に鑑み、ペリクル用収納容器を構成しているトレイおよび蓋の少なくともいずれか一方に補強板を取り付けることによって、ペリクル用収納容器の変形を軽減する技術が知られている(例えば、特許文献1参照。)。また、同様の趣旨から、トレイおよび蓋の少なくともいずれか一方のペリクル搭載面にリブを設けることによって、ペリクル用収納容器の変形を軽減する技術も知られている(例えば、特許文献2参照。)。
【特許文献1】特開2005−49765号公報(特許請求の範囲)
【特許文献2】特開2000−173887号公報(特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0006】
ペリクル用収納容器において変形が問題となる箇所は、正確に言うと、ペリクルの支持枠を載置する載置部である。当該載置部が変形のない平らな状態を保持できるようにすることが重要である。
【0007】
しかし、上述の従来技術は、トレイあるいは蓋全体の反り等の変形を防止するための手段であって、支持枠に備えられた粘着材が不均一になることを間接的に防止しているに過ぎない。したがって、トレイあるいは蓋の変形を防止しようとする従来の方法では、必ずしも、ペリクルの支持枠に備えられた粘着材が均一な厚さを保持できるとは限らない。
【0008】
また、ペリクル用収納容器の材質を変えあるいは厚みを大きくして剛性を高めることも考えられるが、重量増によって輸送が難かしくなったり、加工が難しくなるといった新たな問題が生じるので好ましくない。
【0009】
本発明は、上記課題に鑑みてなされたものであり、フォトマスクに、より確実に固定できるようにペリクルの支持枠にかかる荷重をより均一にして輸送可能なペリクル用収納容器を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するために、本発明は、ペリクル膜と当該ペリクル膜を支持する支持枠とを有するペリクルを輸送するためのペリクル用収納容器であって、トレイとこれの蓋となるカバーと、トレイおよびカバーの少なくともいずれか一方の内側に、支持枠を載置すると共に、トレイおよびカバーよりも剛性の高い材料で構成される載置部とを備えるペリクル用収納容器としている。
【0011】
このため、ペリクル用収納容器が変形しにくくなる。特に、ペリクル用収納容器の内部においてペリクルの支持枠を支持する載置部を、ペリクル用収納容器を構成する材料よりも剛性の高い材料で構成しているので、載置部自体の変形を防止でき、支持枠にかかる荷重をより均一に保つことができる。ここで、ペリクルを載置する載置部は、トレイおよびカバーのいずれか一方、あるいはトレイおよびカバーの両方に設けることができる。
【0012】
ペリクル用収納容器を構成するトレイおよびカバーの材料には、アクリロニトリル・ブタジエン・スチレン樹脂の他、ポリエチレンテレフタレート樹脂等のポリエステル樹脂、ポリエチレン、ポリプロピレン等のポリオレフィン樹脂、ポリスチレン樹脂等を用いることができ、特に、アクリロニトリル・ブタジエン・スチレン樹脂を用いるのがより好ましい。ただし、上述の樹脂は一例に過ぎず、他の樹脂材料を採用しても良い。
【0013】
また、載置部の材料には、トレイおよびカバーよりも剛性の高い材料を採用する限り、材料に限定されず、金属、セラミックス、あるいは樹脂であっても良い。好ましくは、軽量で、かつ比較的剛性が高いアルミニウムまたはアルミニウム合金製の載置部を採用すると良い。ここで、「剛性が高い」とは、ヤング率が大きいことを意味する。
【0014】
また、別の本発明は、先の発明における載置部を、その曲げこわさ(E×I)が、載置部に発生するペリクル用収納容器の曲げモーメントのマイナス値と許容反り量とを乗じた値(Mf×Pf)よりも大きくしたペリクル用収納容器としている。
【0015】
このため、ペリクル用収納容器を構成するトレイまたはカバーの変形、載置部自体の変形をより効果的に防止することができる。ここで、Eは載置部の縦弾性率(kgf/cm2)、Iは載置部の断面2次モーメント(cm4)、Mfは載置部に発生するペリクル用収納容器の曲げモーメント(kg・cm)、Pfは載置部の許容反り量から算出される載置部の曲げ半径(cm)である。曲げこわさは、E×Iで定義される。
【0016】
また、別の本発明は、先の発明における載置部を、トレイおよびカバーの少なくともいずれか一方の内側の周部に備えられるリング形状の成形体としたペリクル用収納容器としている。
【0017】
このため、ペリクル用収納容器を構成するトレイまたはカバーの変形、載置部自体の変形をさらに効果的に防止することができる。ただし、載置部を完全に閉じたリング形状の構成部材とせずに、一部を欠く非リング形状の構成部材としても良い。
【0018】
また、本発明は、ペリクル膜と当該ペリクル膜を支持する支持枠とを有するペリクルを輸送するためのペリクル用収納容器であって、トレイとこれの蓋となるカバーと、トレイおよびカバーの少なくともいずれか一方の内側に設けられ、支持枠を載置する載置部と、その載置部の内部に挿入されると共に、トレイおよびカバーよりも剛性の高い材料で構成される載置部補強体とを備えるペリクル用収納容器としている。
【0019】
このため、載置部自体を剛性の高い材料で構成しなくても、効果的に、ペリクル用収納容器を構成するトレイまたはカバーの変形、載置部の変形を防止することができる。また、トレイまたはカバーの一部を載置部としているので、載置部をトレーまたはカバーと別体で備えている場合と異なり、ペリクル用収納容器にペリクルを収納した状態で使用している最中に、載置部がトレーから外れる危険性はない。
【0020】
また、別の本発明は、先の発明における載置部補強体を、その曲げこわさ(E×I)が、載置部に発生するペリクル用収納容器の曲げモーメントのマイナス値と許容反り量とを乗じた値(Mf×Pf)よりも大きくしたペリクル用収納容器としている。このため、ペリクル用収納容器を構成するトレイまたはカバーの変形、載置部の変形をより効果的に防止することができる。
【0021】
また、別の本発明は、先の発明における載置部を、トレイおよびカバーの少なくともいずれか一方の内側の周部に備え、載置部補強体を、載置部の内部に挿入されるリング形状の成形体としたペリクル用収納容器としている。このため、ペリクル用収納容器を構成するトレイまたはカバーの変形、載置部の変形をさらに効果的に防止することができる。ただし、載置部補強体を完全に閉じたリング形状の構成部材とせずに、一部を欠く非リング形状の構成部材としても良い。
【発明の効果】
【0022】
本発明によれば、フォトマスクに、より確実に固定できるようにペリクルの支持枠にかかる荷重をより均一にして、ペリクルを輸送することができる。
【発明を実施するための最良の形態】
【0023】
以下、本発明に係るペリクル用収納容器の好適な実施の形態について、図面を参照しながら詳述する。
【0024】
(第1の実施の形態)
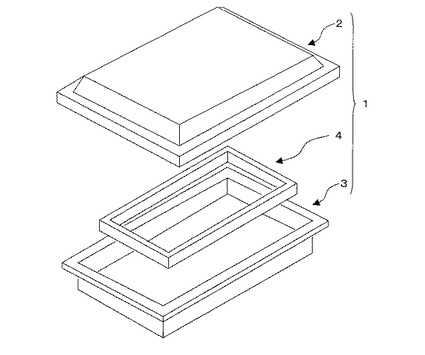
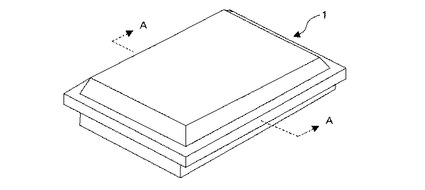
図1は、第1の実施の形態に係るペリクル用収納容器1の分解斜視図である。また、図2は、図1に示すペリクル用収納容器1の斜視図である。
【0025】
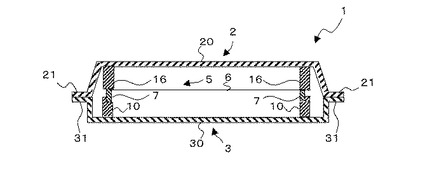
図1に示すように、ペリクル用収納容器1は、トレイ3と、その蓋であるカバー2と、カバー2とトレイ3によって形成される内部空間において固定されるペリクルを載置するための載置部4と、を備えている。
【0026】
カバー2およびトレイ3は、元板の厚さが約3mmのABS樹脂(アクリロニトリル、ブタジエンおよびスチレンの3種類の単量体からなる共重合体)を真空成形用金型を用いて真空成形することにより製造される。ただし、ABS樹脂以外の樹脂を用いても良い。さらに、元板の厚みは3mmに限定されず、3mmより薄いあるいは3mmを超える板状の樹脂を成形しても良い。
【0027】
ここで、「真空成形」とは、軟化状態の樹脂を金型に配置して、その樹脂と金型との間の空間を真空にすることによって、樹脂を金型に吸い付けて成形する方法をいい、金型への樹脂の供給方法は問わない。したがって、シート形状の樹脂を金型に配置したり、あるいは溶融状態の樹脂を金型に吐出しても良い。真空成形の例としては、雌型を用いるストレート法、雄型によるドレープ法、樹脂シートを半球状にふくらませてその中に雄型を入れて成形するエアスリップ法、エアスリップ法で用いられる雄型の代わりに雌型を用いるリバースドロー法、雌型上にクランプした樹脂シートをプラグで雌型に突き降ろし、樹脂シートを予張して真空にひく補助プラグ法などが挙げられるが、これらに限定されるものではない。
【0028】
載置部4は、比較的高い剛性と低比重とを兼ね備えたアルミニウム製の成形体である。ただし、アルミニウム以外の金属、例えば、チタニウム、アルミニウム合金、ステンレス製の載置部を用いても良い。また、非金属製、例えば、セラミックス製の載置部を用いても良い。
【0029】
この実施の形態では、載置部4の形状は、四角形のリング形状である。後述するペリクルを構成している支持枠の下端面を載置部4の上面で均等に支持する必要からである。ただし、完全に閉じたリング形状以外に、部分的に切れた複数のパーツから構成される載置部を採用しても良い。また、四角形以外のリング形状を有する載置部を採用しても良い。
【0030】
後述のペリクルを製造者から使用者に輸送する場合には、トレイ3に載置部4を固定し、その固定された載置部4に後述のペリクルを載置して、その上からカバー2を被せて、トレイ3にはめ込む。トレイ3への載置部4の固定方法は、特に限定されないが、この実施の形態では、接着剤を用いた固定方法を採用している。この他に、後述するように、トレイ3へのはめ込み、溶着、真空成形による一体成形等の方法を採用することもできる。
【0031】
カバー2をトレイ3にはめこんだ状態のペリクル用収納容器1は、図2に示すような状態となる。このように、ペリクル用収納容器1にペリクルを収納した状態にて、ペリクルの輸送が行われる。
【0032】
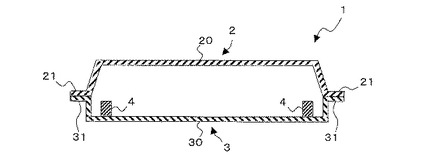
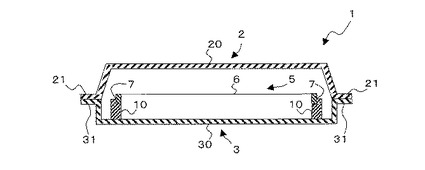
図3は、図2に示すペリクル用収納容器1を、A−A線にて切った時の断面図である。
【0033】
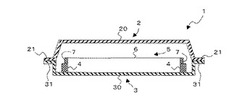
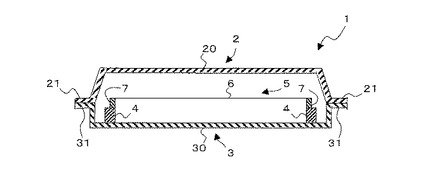
カバー2は、トレイ3と対向する側に開口部を有する凹状のカバー本体20と、当該カバー本体20の外周縁部から外方向に水平に延びる外延部21とを備えている。一方、トレイ3は、カバー2と対向する側に開口部を有する凹状のトレイ本体30と、当該トレイ本体30の外周縁部から外方向に水平に延びる外延部31とを備えている。外延部21と外延部31とを、不図示のクリップで挟むことにより、カバー2とトレイ3を安定して結合することができる。
【0034】
図4は、図3に示すペリクル用収納容器1に収納されるペリクル5を図2に示すA−A線で切ったときの断面図である。
【0035】
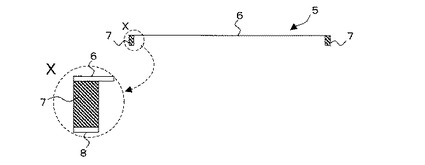
ペリクル5は、ニトロセルロース等の材質からなる厚さ10ミクロン以下のペリクル膜6を、四角形のリング形状の支持枠7の一方の端面に展張して貼り付けた構成を有している。支持枠7の高さは、約5ミリメートルである。ただし、ペリクル膜6の材質および厚さならびに支持枠7の高さは、上記に限定されない。
【0036】
図4におけるXで示す部分の拡大図に示すように、支持枠7におけるペリクル膜6と反対側の周端面には、粘着材8が備えられている。粘着材8の表面には、薄い透明シート(不図示)が貼られている。ペリクル5を使用する場合には、当該透明シートを粘着材8から剥がして、粘着力を発揮し得る状態としてから、支持枠7をフォトマスクに貼り付けて固定する。この粘着材8の厚みが不均一になると、フォトマスクとの間に隙間が生じるおそれがあるため、粘着材8の厚みを不均一な状態にしないように、ペリクル5を輸送する必要がある。
【0037】
図5は、図3に示すペリクル用収納容器1内に、図4に示すペリクル5を収納した状態の図である。なお、カバー2の内側に存在する同材質の一部分であって、カバー2側からペリクル5を固定する部分は、その図示を省略している。
【0038】
ペリクル5は、その支持枠7の下端面が載置部4の上端面に接した状態にて収納される。トレイ3は、載置部4と固定されることによって、ゆがみ、反り等の変形を生じにくくなる。仮に、載置部4がわずかに変形しても、載置部4の剛性は、トレイ3の剛性に比べて大きい。したがって、載置部4自体が変形を起こすことがない。このため、支持枠7の下端面に存在する粘着材8の厚みが不均一になる危険性は極めて小さくなる。
【0039】
本発明の実施の形態に係るペリクル用収納容器1は、例えば、次のような工程を有する製造方法によって製造可能である。
【0040】
すなわち、トレイ3およびカバー2の少なくともいずれか一方の内側に設けられ支持枠7を載置すると共にトレイ3およびカバー2よりも剛性の高い材料で構成される載置部4を、真空成形用金型にインサートする工程と、当該インサートの後に、真空成形用金型を用いて、載置部4を設けるトレイ3およびカバー2の少なくともいずれか一方を真空成形して当該いずれか一方と載置部4とを一体化する工程とを含むペリクル用収納容器の製造方法を採用できる。
【0041】
このような製造方法を採用すると、載置部4とトレイ3またはカバー2との接合をより強固にすることができる。しかも、載置部4とトレイ3またはカバー2とを別々に製造する場合と異なり、載置部4の外寸と、トレイ3またはカバー2に設ける載置部4との接合部分(例えば、凹部)の大きさとの間のクリアランスを考慮しなくても良い。このため、製造コストを低減できる。また、載置部4と、トレイ3またはカバー2との接触面にプライマー処理を施すことにより、載置部4とトレイ3またはカバー2との接合をさらに強固にすることができる。
【0042】
(第2の実施の形態)
次に、本発明に係るペリクル用収納容器の第2の実施の形態について説明する。第2の実施の形態に係るペリクル用収納容器1は、先に説明した第1の実施の形態に係るペリクル用収納容器1のカバー2およびトレイ3と同一形態のカバー2およびトレイ3を備えている。また、第1の実施の形態にて採用可能な製造方法は、第2の実施の形態においても同様に採用可能である。なお、以後、第2の実施の形態以降の実施の形態の説明において、ペリクル用収納容器、トレイ、カバー、トレイおよびカバーの各構成部について共通する部分については、第1の実施の形態と同じ符号で示し、形態の異なる部分については異なる符号で示す。
【0043】
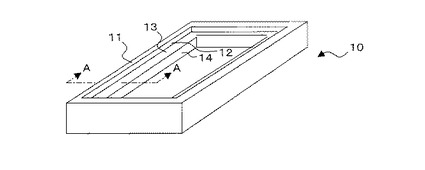
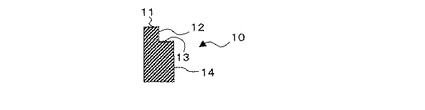
図6は、第2の実施の形態に係るペリクル用収納容器1の構成部の一部である載置部10の斜視図である。また、図7は、図6に示す載置部を図6に示すA−A線で切ったときの断面図である。
【0044】
図6および図7に示すように、第2の実施の形態に係るペリクル用収納容器1に固定される載置部10は、四角形のリングの内側に段差を有している。載置部10の最も外側には、水平の上端面11が設けられ、その上端面11から垂直下方に延びる垂直面12が設けられ、垂直面12から内側に向かって水平に延びる内側端面13が設けられ、さらに、その内側端面13から垂直下方に延びる垂直面14が設けられている。このように、上端面11と内側端面13からなる段付きの構成を有する載置部10を採用することによって、ペリクル5の支持枠7を垂直面12と内側端面13の2面で確実に保持することができる。
【0045】
図8は、図6に示す載置部10に、図4に示すペリクル5を載置した状態を示す図である。
【0046】
載置部10は、その下端面をトレイ3に接着固定されている。ペリクル5の支持枠7は、図8に示すように、載置部10の上端において2面で支持されている。なお、第1の実施の形態と同様、カバー2の内側に存在する同材質の一部分であって、カバー2側からペリクル5を固定する部分は、その図示を省略している。ただし、載置部10の内側端面13の外側の寸法を、支持枠7の外周の寸法と同じ若しくは小さめにすることにより、カバー2側からペリクル5を固定する部分を設けなくても良い。その場合には、載置部10の垂直面12と支持枠7の外周面との摩擦力のみによってペリクル5を保持し得るからである。
【0047】
(第3の実施の形態)
次に、本発明に係るペリクル用収納容器の第3の実施の形態について説明する。第1の実施の形態にて採用可能な製造方法は、第3の実施の形態においても同様に採用可能である。
【0048】
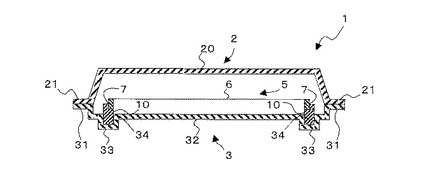
図9は、第3の実施の形態に係るペリクル用収納容器1を、図2に示すA−A線と同様の線で切ったときの断面図である。
【0049】
このペリクル用収納容器1は、先に説明した第2の実施の形態に係るペリクル用収納容器1のカバー2および載置部10と同一形態のカバー2および載置部10を備えている。一方、この実施の形態におけるトレイ3は、第1および第2の実施の形態におけるトレイ3の形態と異なる形態を有している。
【0050】
図9に示すように、トレイ3は、ほぼ水平の板32の外面の周部に、四角形のリング形状の凸部33を有している。板32の外縁端部からカバー2側に向かう構造は、第1および第2の実施の形態におけるトレイ3と近似する構造である。トレイ3は、凸部33にて接地可能な形態を有している。凸部33は、その内側に、凸形状に合わせた凹部34を有している。当該凹部34の大きさは、載置部10の下端部の大きさよりもわずかに大きい。このため、載置部10とトレイ3を別々に作製した場合には、トレイ3の凹部34に載置部10をはめ込んで固定することができる。
【0051】
載置部10とトレイ3とを別々に作製せずに、トレイ3を製造する工程で、載置部10とトレイ3とを一体的に製造することもできる。
【0052】
先に説明したように、ペリクル用収納容器が大型化してくると、射出成形よりも真空成形の方が有利になる。真空成形にて図9に示すトレイ3を製造する場合、予め載置部10をセットする凹部と、載置部10以外の部分をトレイ3の形状に合わせた凹凸形状部とを有する金型を用意し、載置部10を凹部に挿入し、その上にABS樹脂の板を加熱しながら金型にセットする。続いて、金型側から真空にひくと、載置部10をセットした状態の金型の形状に沿ってABS樹脂の板を成形できる。次に、冷却してから、ABS樹脂成形品と金型とを分離すると、載置部10と一体化したトレイ3ができる。このような製造方法を採用することにより、載置部10とトレイ3との接合をより強固にすることができる。しかも、載置部10とトレイ3とを別々に製造する場合と異なり、載置部10の外寸と、トレイ3に設ける凹部34の大きさとの間のクリアランスを考慮しなくても良い。このため、製造コストを低減できる。また、載置部10と、トレイ3との接触面にプライマー処理を施すことにより、載置部10とトレイ3との接合をさらに強固にすることができる。
【0053】
(第4の実施の形態)
次に、本発明に係るペリクル用収納容器の第4の実施の形態について説明する。
【0054】
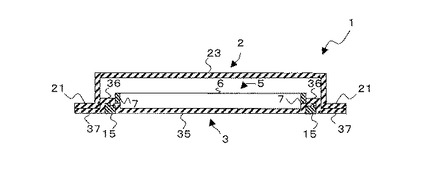
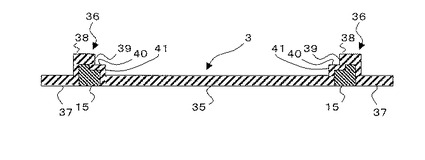
図10は、第4の実施の形態に係るペリクル用収納容器1を、図2に示すA−A線と同様の線で切ったときの断面図である。また、図11は、図10に示すペリクル用収納容器1を構成するトレイ3のみを、拡大して示す図である。
【0055】
第4の実施の形態に係るペリクル用収納容器1は、先に説明した第1、第2および第3の各実施の形態に係るペリクル用収納容器1と大きく異なる形態を有している。
【0056】
第4の実施の形態に係るペリクル用収納容器1は、カバー2とトレイ3とを備えている。カバー2は、天面とその周端から垂直下方に延びる側面とから構成されるカバー本体23と、そのカバー本体23の外周縁部から外方向に水平に延びる外延部21とを有している。トレイ3は、底面35と、その底面35内のやや外周よりにカバー2側にへこむ凹状の載置部36と、その載置部36の外周縁部から外方向に水平に延びる外延部37とを有している。
【0057】
載置部36の外周寸法と、カバー本体23の内周寸法とはほぼ同じ大きさに設計されている。このため、カバー2をトレイ3の上から押し込むと、載置部36の外周とカバー本体23の内周との摩擦力によって、容易に分離し得ない状態で接合できる。ただし、載置部36の外周とカバー本体23の内周とのクリアランスを大きくして、外延部21と外延部37とを別の部材で挟んで、カバー2とトレイ3とを接合しても良い。また、外延部21と外延部37との互いに接触する面にそれぞれ凹部および凸部を設け、それら凹部と凸部とをはめ込むことによって、カバー2とトレイ3とを接合しても良い。
【0058】
図11に示すように、トレイ3の載置部36の内部には、トレイ3の底部側で露出するように載置部補強体15が埋設されている。載置部補強体15は、比較的高い剛性と低比重とを兼ね備えたアルミニウム製の成形体である。ただし、アルミニウム以外の金属、例えば、チタニウム、アルミニウム合金、ステンレス製の載置部補強体15を用いても良い。また、非金属製、例えば、セラミックス製の載置部補強体15を用いても良い。
【0059】
載置部36の表面は、トレイ3と同じ樹脂で成形されているが、その裏側に、載置部36の凸形状に合わせた凹部がある。当該凹部の大きさは、これと接する載置部補強体15の大きさよりもわずかに大きい。このため、載置部補強体15とトレイ3を別々に作製した場合には、載置部36の内方に設けられた凹部に載置部補強体15をはめ込んで固定することができる。
【0060】
載置部補強体15とトレイ3とを別々に作製せずに、トレイ3を製造する工程で、載置部補強体15とトレイ3とを一体的に製造することもできる。真空成形にて図11に示すトレイ3を製造する場合、予め、載置部補強体15の底面側を金型に固定し、その上にABS樹脂の板を加熱しながら金型にセットする。続いて、金型側から真空にひくと、載置部補強体15をセットした状態の金型の形状に沿ってABS樹脂の板を成形できる。次に、冷却してから、ABS樹脂成形品と金型とを分離すると、載置部補強体15と一体化したトレイ3ができる。このような製造方法を採用することにより、載置部補強体15とトレイ3との接合をより強固にすることができる。しかも、載置部補強体15とトレイ3とを別々に製造する場合と異なり、載置部補強体15の外寸と、トレイ3の載置部35の裏側に設けられた凹部の大きさとの間のクリアランスを考慮しなくても良い。このため、製造コストを低減できる。また、載置部補強体15と、トレイ3の載置部35の裏側に設けられた凹部との接触面にプライマー処理を施すことにより、載置部補強体15とトレイ3との接合をさらに強固にすることができる。
【0061】
図11に示すように、第4の実施の形態に係るペリクル用収納容器1に固定される載置部36は、四角形のリングの内側に段差を有している。載置部36の最上部には、水平の上端面38が設けられ、その上端面38の内側から垂直下方に延びる垂直面39が設けられ、垂直面39から内側に向かって水平に延びる内側端面40が設けられ、さらに、その内側端面40から垂直下方に延びる垂直面41が設けられている。このように、上端面38と内側端面40からなる段付きの構成を有する載置部36を採用することによって、ペリクル5の支持枠7を垂直面39と内側端面40の2面で確実に保持することができる。また、載置部36の内部に載置部補強体15を埋設しているので、トレイ3の変形が載置部36に影響を与えにくく、載置部36の変形を有効に防止できる。
【0062】
なお、第1の実施の形態と同様、カバー2の内側に存在する同材質の一部分であって、カバー2側からペリクル5を固定する部分は、その図示を省略している。ただし、載置部36の内側端面40の外周の寸法を、支持枠7の外周の寸法と同じ若しくは小さめにすることにより、カバー2側からペリクル5を固定する部分を設けなくても良い。その場合には、載置部36の垂直面39と支持枠7の外周面との摩擦力のみによってペリクル5を保持し得るからである。
【0063】
本発明の実施の形態に係るペリクル用収納容器1は、例えば、次のような工程を有する製造方法によって製造可能である。
【0064】
すなわち、トレイ3およびカバー2の少なくともいずれか一方の内側に設けられ支持枠7を載置する載置部36の内部に挿入され、トレイ3およびカバー2よりも剛性の高い材料で構成される載置部補強体15を、真空成形用金型にインサートする工程と、当該インサートの後に、真空成形用金型を用いて、載置部補強体15を設けるトレイ3およびカバー2の少なくともいずれか一方を真空成形して当該いずれか一方と載置部補強体15とを一体化する工程とを含むペリクル用収納容器の製造方法を採用できる。
【0065】
このような製造方法を採用すると、載置部補強体15とトレイ3またはカバー2との接合をより強固にすることができる。しかも、載置部補強体15とトレイ3またはカバー2とを別々に製造する場合と異なり、載置部補強体15の外寸と、トレイ3またはカバー2に設ける載置部補強体15との接合部分(例えば、凹部)の大きさとの間のクリアランスを考慮しなくても良い。このため、製造コストを低減できる。また、載置部補強体15と、トレイ3またはカバー2との接触面にプライマー処理を施すことにより、載置部補強体15とトレイ3またはカバー2との接合をさらに強固にすることができる。
【0066】
(第5の実施の形態)
次に、本発明に係るペリクル用収納容器の第5の実施の形態について説明する。第1の実施の形態にて採用可能な製造方法は、第5の実施の形態においても同様に採用可能である。第5の実施の形態に係るペリクル用収納容器1は、先に説明した第2の実施の形態に係るペリクル用収納容器1のカバー2、トレイ3および載置部10と同一形態のカバー2、トレイ3および載置部10を、それぞれ備えている。第5の実施の形態に係るペリクル用収納容器1において第2の実施の形態に係るペリクル用収納容器1と大きく異なる点は、トレイ3のみならずカバー2にも載置部を備えている点である。
【0067】
図12は、第5の実施の形態に係るペリクル用収納容器1を、図2に示すA−A線と同様の線で切ったときの断面図である。
【0068】
図12に示すように、第5の実施の形態に係るペリクル用収納容器1を構成しているカバー2のカバー本体20には、トレイ3の方向に突出するように載置部16が固定されている。固定方法は特に限定されないが、接着、はめ込み等を採用できる。ペリクル5は、載置部10と載置部16によってそれぞれ支持枠7の下面および上面を挟まれた状態でペリクル用収納容器1内に収納される。したがって、ペリクル5をより安定した状態にて輸送可能である。
【0069】
載置部10と載置部16を比較すると、支持枠7に接するそれぞれの端部の形状が異なる。しかし、載置部10と同じ形状の載置部16を採用して、2面で支持枠7の上下両端部を支持するようにしても良い。また、載置部16と同じ形状の載置部10を採用して、一面でのみ支持枠7の上下両端部を支持するようにしても良い。
【0070】
なお、カバー2の内側に存在する同材質の一部分であって、カバー2側からペリクル5を固定する部分は、あってもなくても良い。載置部16が、かかる部材の代替部材となっているからである。ただし、載置部16のみでは、ペリクル5を支持するのに十分ではない場合には、載置部16とカバー2側からペリクル5を固定する部分とを両方設けても良い。
【0071】
また、これまでの説明では、ペリクル用収納容器1の上側の構成部および下側の構成部を、それぞれカバー2およびトレイ3と称してきたが、逆に、上側の構成部および下側の構成部を、それぞれトレイ3およびカバー2と称しても良い。その場合、カバー2に載置部を固定し、トレイ3に載置部を設けないようにすることもできる。すなわち、載置部は、トレイ3およびカバー2のいずれか一方に備えたり、あるいは上述の第5の実施の形態で説明したように、トレイ3およびカバー2の両方に備えることもできる。
【0072】
次に、載置部4,10,16,36として好ましい力学的な条件について、図13から図15に基づいて説明する。(以後、図13から図15に基づく説明において、「載置部」に続く符号を省略する。)
【0073】
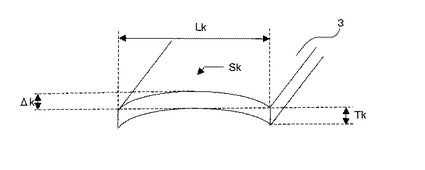
トレイ3の投影面積をSk(cm2)、トレイ3の板厚をTk(cm)、トレイ3の最大反り量をΔk(cm)、トレイ3の最大反り部の長さをLk(cm)、トレイ3の素材の縦弾性係数をEk(kgf/cm2)とすると、トレイ3に発生する応力σk(kgf/cm2)は、反りのない状態の体積V(cm3)と反りの発生した状態の体積V’ (cm3)から算出される体積変化率ΔVにEkを乗じた値になる。ここで、V=Sk×Tk、V’=∫PP−TT(x)dx、P=Lk2/(2×Δk)、P−T=P−Tk、T(x)=Tk(x−Tk)2/x2とする。すると、ΔV=(V−V’)/Vと算出される。
【0074】
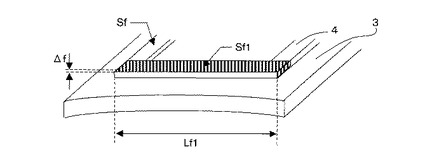
したがって、載置部の全投影面積をSf(cm2)、載置部のある一面の投影面積をSf1(cm2)、載置部のある一辺の長さをLf1(cm)、載置部の許容反り量をΔf(cm)とした場合、載置部に発生するペリクル用収納容器の曲げモーメントMf=−σk×(Sf/Sf1)×Lf1/8、載置部の許容反り半径Pf=(Lf12/8)×Δfとそれぞれ算出される。ここで、載置部の曲げこわさE×Iが−Mf×Pfを上回らないと、載置部の許容反り量を超えてしまうので、E×I>−Mf×Pfであることが好ましい条件となる。ここで、Eは載置部の縦弾性率(kgf/cm2)、Iは載置部の断面2次モーメント(cm4)、Mfは載置部に発生するペリクル用収納容器の曲げモーメント(kg・cm)、Pfは載置部の許容反り量から算出される載置部の曲げ半径(cm)である。
【0075】
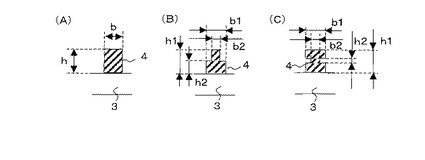
ここで、図15に示す3種類の断面を持つ各載置部を用いた場合を例にして具体的に説明する。
【0076】
図15(A)、(B)および(C)に示す各断面を持つ載置部を用いた場合、その断面2次モーメント(I)は、それぞれ、(b×h3/12)、((b1−b2)×h23+b2×h13)/12、((b1−b2)×(h1−h2)3+b2×h13)/12となる。
【0077】
Sk=7360(cm2)、Tk=0.3(cm)、Δk=0.2(cm)、Lk=90(cm)、Ek=3000(kgf/cm2)、Sf=620(cm2)、Sf1=140(cm2)、Lf1=70(cm)、Δf=0.05(cm)とすると、Mf=−1.5(kg・cm)、Pf=12250(cm)となる。このため、E×I>1.5×12250(=18375)となる必要がある。ここで、図15(A)に示す断面を持つ載置部を用いた場合において、b=2(cm)、h=0.6(cm)とすると、I=0.036(cm4)となる。したがって、E>0.5×106の材質からなる載置部を採用すると良い。載置部をアルミニウム製とすると、アルミニウムのE=0.72×106であるから、条件を満足する。
【0078】
逆に、アルミニウム製の載置部であって、図15(A)に示す断面を持つ載置部を用いた場合には、b×h3/12×0.72×106>18375(cm4)となるように、載置部の形状を設計すると良い。同様に、アルミニウム製の載置部であって、図15(B)および(C)に示す各断面を持つ載置部を用いた場合には、それぞれ((b1−b2)×h23+b2×h13)/12×0.72×106>18375(cm4)、((b1−b2)×(h1−h2)3+b2×h13)/12×0.72×106>18375(cm4)となるように、各載置部の形状を設計すると良い。
【0079】
以上、本発明の各実施の形態について説明してきたが、本発明は、上述の各実施の形態に限定されることなく、種々変形を施した形態にて実施可能である。
【0080】
例えば、載置部4,10,36の支持枠7との接触部分を平面若しくは段差面とする形状としたが、当該接触部分に、支持枠7の端部周面に接触する凹部を設けるようにしても良い。
【0081】
また、載置部4,10,36に存在する角部を面取りしても良い。また、カバー2またはトレイ3の製造方法として、真空成形以外に、圧空成形あるいは真空圧空成形を採用することもできる。また、載置部4,10,36または載置部補強体15とトレイ3とを真空成形、圧空成形または真空圧空成形にて一体的に製造する場合、カバー2をトレイ3と別の成形方法にて製造しても良い。
【産業上の利用可能性】
【0082】
本発明は、ペリクルを輸送するための収納容器を製造あるいは使用する産業において利用できる。
【図面の簡単な説明】
【0083】
【図1】本発明の第1の実施の形態にかかるペリクル用収納容器の分解斜視図である。
【図2】図1に示すペリクル用収納容器の斜視図である。
【図3】図2に示すペリクル用収納容器を、A−A線にて切った時の断面図を示す。
【図4】図3に示すペリクル用収納容器に収納するペリクルを図2に示すA−A線で切ったときの断面図である。
【図5】図3に示すペリクル用収納容器内に、図4に示すペリクルを載置した状態を示す図である。
【図6】本発明の第2の実施の形態に係るペリクル用収納容器の構成部の一部である載置部の斜視図である。
【図7】図6に示す載置部を図6に示すA−A線で切ったときの断面図である。
【図8】図6に示す載置部に、図4に示すペリクルを収納した状態の図である。
【図9】本発明の第3の実施の形態に係るペリクル用収納容器を、図2に示すA−A線と同様の線で切ったときの断面図である。
【図10】本発明の第4の実施の形態に係るペリクル用収納容器を、図2に示すA−A線と同様の線で切ったときの断面図である。
【図11】図10に示すペリクル用収納容器を構成するトレイのみを、拡大して示す図である。
【図12】本発明の第5の実施の形態に係るペリクル用収納容器を、図2に示すA−A線と同様の線で切ったときの断面図である。
【図13】本発明の各実施の形態に係るペリクル用収納容器に備えられる載置部の形態として力学的に好ましい条件を説明するための図である。
【図14】図13に続いて、本発明の各実施の形態に係るペリクル用収納容器に備えられる載置部の形態として力学的に好ましい条件を説明するための図である。
【図15】図14に続いて、本発明の各実施の形態に係るペリクル用収納容器に備えられる載置部の形態として力学的に好ましい条件を説明するための図である。
【符号の説明】
【0084】
1 ペリクル用収納容器
2 カバー
3 トレイ
4 載置部
5 ペリクル
6 ペリクル膜
7 支持枠
8 粘着材
10 載置部
15 載置部補強体
16 載置部
34 凹部
36 載置部
【技術分野】
【0001】
本発明は、ペリクル膜とペリクル膜を支持する支持枠とを有するペリクルを輸送するためのペリクル用収納容器に関する。
【背景技術】
【0002】
従来から、半導体回路パターンの製造工程におけるリソグラフィ工程で使用されるフォトマスクの防塵を目的に、ペリクルが用いられている。ペリクルは、一般的に、ニトロセルロース等の透明な高分子膜から成る厚さ約10ミクロン程度のペリクル膜と、それを一方の周端面にて支持する厚さ数ミリ程度の支持枠とを備えている。フォトマスク上に異物が付着すると、その異物のパターンが転写され、半導体チップの多くを不良品としてしまう危険性がある。このため、フォトマスクの上方にペリクル膜が配置されるようにペリクルをセッティングし、フォトマスク上に異物が入ることを防止するようにしている。
【0003】
一方、近年、ペリクルは、液晶表示体の製造工程におけるリソグラフィ工程で使用されるフォトマスクの防塵手段としても多用されてきている。液晶表示体は、シリコンウェハに比べて大きな面積を有することから、フォトマスクも大型化している。これに伴い、ペリクル膜も大型化してきており、1000mm×1000mm以上のペリクル膜が多く使用されている。
【0004】
ペリクルが大型化すると、これを輸送するためのペリクル用収納容器も大型化する。ペリクル用収納容器は、一般的に樹脂製であるが、その大型化に伴い、射出成形品から真空成形品に移行している。ペリクルを構成する支持枠におけるペリクル膜と反対側の周端面には、フォトマスクに支持枠を固定するためのフィルム付きの粘着材が備えられている。フォトマスクに支持枠を固定する際には、フィルムを剥がして、粘着材を介して支持枠をフォトマスクと固定するようにしている。
【0005】
ペリクル用収納容器が大型化すると、真空成形の成形残留応力およびそれ自体の自重による反りに代表される変形の問題が顕在化してくる。ペリクル用収納容器に変形が生じると、粘着材にその変形が転写される危険性が高くなる。すると、粘着材の厚さが場所によって不均一になり、フォトマスクとペリクルの支持枠との間に接着不良の箇所が生じ、フォトマスク上に異物が入る危険性が高まる。このような問題に鑑み、ペリクル用収納容器を構成しているトレイおよび蓋の少なくともいずれか一方に補強板を取り付けることによって、ペリクル用収納容器の変形を軽減する技術が知られている(例えば、特許文献1参照。)。また、同様の趣旨から、トレイおよび蓋の少なくともいずれか一方のペリクル搭載面にリブを設けることによって、ペリクル用収納容器の変形を軽減する技術も知られている(例えば、特許文献2参照。)。
【特許文献1】特開2005−49765号公報(特許請求の範囲)
【特許文献2】特開2000−173887号公報(特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0006】
ペリクル用収納容器において変形が問題となる箇所は、正確に言うと、ペリクルの支持枠を載置する載置部である。当該載置部が変形のない平らな状態を保持できるようにすることが重要である。
【0007】
しかし、上述の従来技術は、トレイあるいは蓋全体の反り等の変形を防止するための手段であって、支持枠に備えられた粘着材が不均一になることを間接的に防止しているに過ぎない。したがって、トレイあるいは蓋の変形を防止しようとする従来の方法では、必ずしも、ペリクルの支持枠に備えられた粘着材が均一な厚さを保持できるとは限らない。
【0008】
また、ペリクル用収納容器の材質を変えあるいは厚みを大きくして剛性を高めることも考えられるが、重量増によって輸送が難かしくなったり、加工が難しくなるといった新たな問題が生じるので好ましくない。
【0009】
本発明は、上記課題に鑑みてなされたものであり、フォトマスクに、より確実に固定できるようにペリクルの支持枠にかかる荷重をより均一にして輸送可能なペリクル用収納容器を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するために、本発明は、ペリクル膜と当該ペリクル膜を支持する支持枠とを有するペリクルを輸送するためのペリクル用収納容器であって、トレイとこれの蓋となるカバーと、トレイおよびカバーの少なくともいずれか一方の内側に、支持枠を載置すると共に、トレイおよびカバーよりも剛性の高い材料で構成される載置部とを備えるペリクル用収納容器としている。
【0011】
このため、ペリクル用収納容器が変形しにくくなる。特に、ペリクル用収納容器の内部においてペリクルの支持枠を支持する載置部を、ペリクル用収納容器を構成する材料よりも剛性の高い材料で構成しているので、載置部自体の変形を防止でき、支持枠にかかる荷重をより均一に保つことができる。ここで、ペリクルを載置する載置部は、トレイおよびカバーのいずれか一方、あるいはトレイおよびカバーの両方に設けることができる。
【0012】
ペリクル用収納容器を構成するトレイおよびカバーの材料には、アクリロニトリル・ブタジエン・スチレン樹脂の他、ポリエチレンテレフタレート樹脂等のポリエステル樹脂、ポリエチレン、ポリプロピレン等のポリオレフィン樹脂、ポリスチレン樹脂等を用いることができ、特に、アクリロニトリル・ブタジエン・スチレン樹脂を用いるのがより好ましい。ただし、上述の樹脂は一例に過ぎず、他の樹脂材料を採用しても良い。
【0013】
また、載置部の材料には、トレイおよびカバーよりも剛性の高い材料を採用する限り、材料に限定されず、金属、セラミックス、あるいは樹脂であっても良い。好ましくは、軽量で、かつ比較的剛性が高いアルミニウムまたはアルミニウム合金製の載置部を採用すると良い。ここで、「剛性が高い」とは、ヤング率が大きいことを意味する。
【0014】
また、別の本発明は、先の発明における載置部を、その曲げこわさ(E×I)が、載置部に発生するペリクル用収納容器の曲げモーメントのマイナス値と許容反り量とを乗じた値(Mf×Pf)よりも大きくしたペリクル用収納容器としている。
【0015】
このため、ペリクル用収納容器を構成するトレイまたはカバーの変形、載置部自体の変形をより効果的に防止することができる。ここで、Eは載置部の縦弾性率(kgf/cm2)、Iは載置部の断面2次モーメント(cm4)、Mfは載置部に発生するペリクル用収納容器の曲げモーメント(kg・cm)、Pfは載置部の許容反り量から算出される載置部の曲げ半径(cm)である。曲げこわさは、E×Iで定義される。
【0016】
また、別の本発明は、先の発明における載置部を、トレイおよびカバーの少なくともいずれか一方の内側の周部に備えられるリング形状の成形体としたペリクル用収納容器としている。
【0017】
このため、ペリクル用収納容器を構成するトレイまたはカバーの変形、載置部自体の変形をさらに効果的に防止することができる。ただし、載置部を完全に閉じたリング形状の構成部材とせずに、一部を欠く非リング形状の構成部材としても良い。
【0018】
また、本発明は、ペリクル膜と当該ペリクル膜を支持する支持枠とを有するペリクルを輸送するためのペリクル用収納容器であって、トレイとこれの蓋となるカバーと、トレイおよびカバーの少なくともいずれか一方の内側に設けられ、支持枠を載置する載置部と、その載置部の内部に挿入されると共に、トレイおよびカバーよりも剛性の高い材料で構成される載置部補強体とを備えるペリクル用収納容器としている。
【0019】
このため、載置部自体を剛性の高い材料で構成しなくても、効果的に、ペリクル用収納容器を構成するトレイまたはカバーの変形、載置部の変形を防止することができる。また、トレイまたはカバーの一部を載置部としているので、載置部をトレーまたはカバーと別体で備えている場合と異なり、ペリクル用収納容器にペリクルを収納した状態で使用している最中に、載置部がトレーから外れる危険性はない。
【0020】
また、別の本発明は、先の発明における載置部補強体を、その曲げこわさ(E×I)が、載置部に発生するペリクル用収納容器の曲げモーメントのマイナス値と許容反り量とを乗じた値(Mf×Pf)よりも大きくしたペリクル用収納容器としている。このため、ペリクル用収納容器を構成するトレイまたはカバーの変形、載置部の変形をより効果的に防止することができる。
【0021】
また、別の本発明は、先の発明における載置部を、トレイおよびカバーの少なくともいずれか一方の内側の周部に備え、載置部補強体を、載置部の内部に挿入されるリング形状の成形体としたペリクル用収納容器としている。このため、ペリクル用収納容器を構成するトレイまたはカバーの変形、載置部の変形をさらに効果的に防止することができる。ただし、載置部補強体を完全に閉じたリング形状の構成部材とせずに、一部を欠く非リング形状の構成部材としても良い。
【発明の効果】
【0022】
本発明によれば、フォトマスクに、より確実に固定できるようにペリクルの支持枠にかかる荷重をより均一にして、ペリクルを輸送することができる。
【発明を実施するための最良の形態】
【0023】
以下、本発明に係るペリクル用収納容器の好適な実施の形態について、図面を参照しながら詳述する。
【0024】
(第1の実施の形態)
図1は、第1の実施の形態に係るペリクル用収納容器1の分解斜視図である。また、図2は、図1に示すペリクル用収納容器1の斜視図である。
【0025】
図1に示すように、ペリクル用収納容器1は、トレイ3と、その蓋であるカバー2と、カバー2とトレイ3によって形成される内部空間において固定されるペリクルを載置するための載置部4と、を備えている。
【0026】
カバー2およびトレイ3は、元板の厚さが約3mmのABS樹脂(アクリロニトリル、ブタジエンおよびスチレンの3種類の単量体からなる共重合体)を真空成形用金型を用いて真空成形することにより製造される。ただし、ABS樹脂以外の樹脂を用いても良い。さらに、元板の厚みは3mmに限定されず、3mmより薄いあるいは3mmを超える板状の樹脂を成形しても良い。
【0027】
ここで、「真空成形」とは、軟化状態の樹脂を金型に配置して、その樹脂と金型との間の空間を真空にすることによって、樹脂を金型に吸い付けて成形する方法をいい、金型への樹脂の供給方法は問わない。したがって、シート形状の樹脂を金型に配置したり、あるいは溶融状態の樹脂を金型に吐出しても良い。真空成形の例としては、雌型を用いるストレート法、雄型によるドレープ法、樹脂シートを半球状にふくらませてその中に雄型を入れて成形するエアスリップ法、エアスリップ法で用いられる雄型の代わりに雌型を用いるリバースドロー法、雌型上にクランプした樹脂シートをプラグで雌型に突き降ろし、樹脂シートを予張して真空にひく補助プラグ法などが挙げられるが、これらに限定されるものではない。
【0028】
載置部4は、比較的高い剛性と低比重とを兼ね備えたアルミニウム製の成形体である。ただし、アルミニウム以外の金属、例えば、チタニウム、アルミニウム合金、ステンレス製の載置部を用いても良い。また、非金属製、例えば、セラミックス製の載置部を用いても良い。
【0029】
この実施の形態では、載置部4の形状は、四角形のリング形状である。後述するペリクルを構成している支持枠の下端面を載置部4の上面で均等に支持する必要からである。ただし、完全に閉じたリング形状以外に、部分的に切れた複数のパーツから構成される載置部を採用しても良い。また、四角形以外のリング形状を有する載置部を採用しても良い。
【0030】
後述のペリクルを製造者から使用者に輸送する場合には、トレイ3に載置部4を固定し、その固定された載置部4に後述のペリクルを載置して、その上からカバー2を被せて、トレイ3にはめ込む。トレイ3への載置部4の固定方法は、特に限定されないが、この実施の形態では、接着剤を用いた固定方法を採用している。この他に、後述するように、トレイ3へのはめ込み、溶着、真空成形による一体成形等の方法を採用することもできる。
【0031】
カバー2をトレイ3にはめこんだ状態のペリクル用収納容器1は、図2に示すような状態となる。このように、ペリクル用収納容器1にペリクルを収納した状態にて、ペリクルの輸送が行われる。
【0032】
図3は、図2に示すペリクル用収納容器1を、A−A線にて切った時の断面図である。
【0033】
カバー2は、トレイ3と対向する側に開口部を有する凹状のカバー本体20と、当該カバー本体20の外周縁部から外方向に水平に延びる外延部21とを備えている。一方、トレイ3は、カバー2と対向する側に開口部を有する凹状のトレイ本体30と、当該トレイ本体30の外周縁部から外方向に水平に延びる外延部31とを備えている。外延部21と外延部31とを、不図示のクリップで挟むことにより、カバー2とトレイ3を安定して結合することができる。
【0034】
図4は、図3に示すペリクル用収納容器1に収納されるペリクル5を図2に示すA−A線で切ったときの断面図である。
【0035】
ペリクル5は、ニトロセルロース等の材質からなる厚さ10ミクロン以下のペリクル膜6を、四角形のリング形状の支持枠7の一方の端面に展張して貼り付けた構成を有している。支持枠7の高さは、約5ミリメートルである。ただし、ペリクル膜6の材質および厚さならびに支持枠7の高さは、上記に限定されない。
【0036】
図4におけるXで示す部分の拡大図に示すように、支持枠7におけるペリクル膜6と反対側の周端面には、粘着材8が備えられている。粘着材8の表面には、薄い透明シート(不図示)が貼られている。ペリクル5を使用する場合には、当該透明シートを粘着材8から剥がして、粘着力を発揮し得る状態としてから、支持枠7をフォトマスクに貼り付けて固定する。この粘着材8の厚みが不均一になると、フォトマスクとの間に隙間が生じるおそれがあるため、粘着材8の厚みを不均一な状態にしないように、ペリクル5を輸送する必要がある。
【0037】
図5は、図3に示すペリクル用収納容器1内に、図4に示すペリクル5を収納した状態の図である。なお、カバー2の内側に存在する同材質の一部分であって、カバー2側からペリクル5を固定する部分は、その図示を省略している。
【0038】
ペリクル5は、その支持枠7の下端面が載置部4の上端面に接した状態にて収納される。トレイ3は、載置部4と固定されることによって、ゆがみ、反り等の変形を生じにくくなる。仮に、載置部4がわずかに変形しても、載置部4の剛性は、トレイ3の剛性に比べて大きい。したがって、載置部4自体が変形を起こすことがない。このため、支持枠7の下端面に存在する粘着材8の厚みが不均一になる危険性は極めて小さくなる。
【0039】
本発明の実施の形態に係るペリクル用収納容器1は、例えば、次のような工程を有する製造方法によって製造可能である。
【0040】
すなわち、トレイ3およびカバー2の少なくともいずれか一方の内側に設けられ支持枠7を載置すると共にトレイ3およびカバー2よりも剛性の高い材料で構成される載置部4を、真空成形用金型にインサートする工程と、当該インサートの後に、真空成形用金型を用いて、載置部4を設けるトレイ3およびカバー2の少なくともいずれか一方を真空成形して当該いずれか一方と載置部4とを一体化する工程とを含むペリクル用収納容器の製造方法を採用できる。
【0041】
このような製造方法を採用すると、載置部4とトレイ3またはカバー2との接合をより強固にすることができる。しかも、載置部4とトレイ3またはカバー2とを別々に製造する場合と異なり、載置部4の外寸と、トレイ3またはカバー2に設ける載置部4との接合部分(例えば、凹部)の大きさとの間のクリアランスを考慮しなくても良い。このため、製造コストを低減できる。また、載置部4と、トレイ3またはカバー2との接触面にプライマー処理を施すことにより、載置部4とトレイ3またはカバー2との接合をさらに強固にすることができる。
【0042】
(第2の実施の形態)
次に、本発明に係るペリクル用収納容器の第2の実施の形態について説明する。第2の実施の形態に係るペリクル用収納容器1は、先に説明した第1の実施の形態に係るペリクル用収納容器1のカバー2およびトレイ3と同一形態のカバー2およびトレイ3を備えている。また、第1の実施の形態にて採用可能な製造方法は、第2の実施の形態においても同様に採用可能である。なお、以後、第2の実施の形態以降の実施の形態の説明において、ペリクル用収納容器、トレイ、カバー、トレイおよびカバーの各構成部について共通する部分については、第1の実施の形態と同じ符号で示し、形態の異なる部分については異なる符号で示す。
【0043】
図6は、第2の実施の形態に係るペリクル用収納容器1の構成部の一部である載置部10の斜視図である。また、図7は、図6に示す載置部を図6に示すA−A線で切ったときの断面図である。
【0044】
図6および図7に示すように、第2の実施の形態に係るペリクル用収納容器1に固定される載置部10は、四角形のリングの内側に段差を有している。載置部10の最も外側には、水平の上端面11が設けられ、その上端面11から垂直下方に延びる垂直面12が設けられ、垂直面12から内側に向かって水平に延びる内側端面13が設けられ、さらに、その内側端面13から垂直下方に延びる垂直面14が設けられている。このように、上端面11と内側端面13からなる段付きの構成を有する載置部10を採用することによって、ペリクル5の支持枠7を垂直面12と内側端面13の2面で確実に保持することができる。
【0045】
図8は、図6に示す載置部10に、図4に示すペリクル5を載置した状態を示す図である。
【0046】
載置部10は、その下端面をトレイ3に接着固定されている。ペリクル5の支持枠7は、図8に示すように、載置部10の上端において2面で支持されている。なお、第1の実施の形態と同様、カバー2の内側に存在する同材質の一部分であって、カバー2側からペリクル5を固定する部分は、その図示を省略している。ただし、載置部10の内側端面13の外側の寸法を、支持枠7の外周の寸法と同じ若しくは小さめにすることにより、カバー2側からペリクル5を固定する部分を設けなくても良い。その場合には、載置部10の垂直面12と支持枠7の外周面との摩擦力のみによってペリクル5を保持し得るからである。
【0047】
(第3の実施の形態)
次に、本発明に係るペリクル用収納容器の第3の実施の形態について説明する。第1の実施の形態にて採用可能な製造方法は、第3の実施の形態においても同様に採用可能である。
【0048】
図9は、第3の実施の形態に係るペリクル用収納容器1を、図2に示すA−A線と同様の線で切ったときの断面図である。
【0049】
このペリクル用収納容器1は、先に説明した第2の実施の形態に係るペリクル用収納容器1のカバー2および載置部10と同一形態のカバー2および載置部10を備えている。一方、この実施の形態におけるトレイ3は、第1および第2の実施の形態におけるトレイ3の形態と異なる形態を有している。
【0050】
図9に示すように、トレイ3は、ほぼ水平の板32の外面の周部に、四角形のリング形状の凸部33を有している。板32の外縁端部からカバー2側に向かう構造は、第1および第2の実施の形態におけるトレイ3と近似する構造である。トレイ3は、凸部33にて接地可能な形態を有している。凸部33は、その内側に、凸形状に合わせた凹部34を有している。当該凹部34の大きさは、載置部10の下端部の大きさよりもわずかに大きい。このため、載置部10とトレイ3を別々に作製した場合には、トレイ3の凹部34に載置部10をはめ込んで固定することができる。
【0051】
載置部10とトレイ3とを別々に作製せずに、トレイ3を製造する工程で、載置部10とトレイ3とを一体的に製造することもできる。
【0052】
先に説明したように、ペリクル用収納容器が大型化してくると、射出成形よりも真空成形の方が有利になる。真空成形にて図9に示すトレイ3を製造する場合、予め載置部10をセットする凹部と、載置部10以外の部分をトレイ3の形状に合わせた凹凸形状部とを有する金型を用意し、載置部10を凹部に挿入し、その上にABS樹脂の板を加熱しながら金型にセットする。続いて、金型側から真空にひくと、載置部10をセットした状態の金型の形状に沿ってABS樹脂の板を成形できる。次に、冷却してから、ABS樹脂成形品と金型とを分離すると、載置部10と一体化したトレイ3ができる。このような製造方法を採用することにより、載置部10とトレイ3との接合をより強固にすることができる。しかも、載置部10とトレイ3とを別々に製造する場合と異なり、載置部10の外寸と、トレイ3に設ける凹部34の大きさとの間のクリアランスを考慮しなくても良い。このため、製造コストを低減できる。また、載置部10と、トレイ3との接触面にプライマー処理を施すことにより、載置部10とトレイ3との接合をさらに強固にすることができる。
【0053】
(第4の実施の形態)
次に、本発明に係るペリクル用収納容器の第4の実施の形態について説明する。
【0054】
図10は、第4の実施の形態に係るペリクル用収納容器1を、図2に示すA−A線と同様の線で切ったときの断面図である。また、図11は、図10に示すペリクル用収納容器1を構成するトレイ3のみを、拡大して示す図である。
【0055】
第4の実施の形態に係るペリクル用収納容器1は、先に説明した第1、第2および第3の各実施の形態に係るペリクル用収納容器1と大きく異なる形態を有している。
【0056】
第4の実施の形態に係るペリクル用収納容器1は、カバー2とトレイ3とを備えている。カバー2は、天面とその周端から垂直下方に延びる側面とから構成されるカバー本体23と、そのカバー本体23の外周縁部から外方向に水平に延びる外延部21とを有している。トレイ3は、底面35と、その底面35内のやや外周よりにカバー2側にへこむ凹状の載置部36と、その載置部36の外周縁部から外方向に水平に延びる外延部37とを有している。
【0057】
載置部36の外周寸法と、カバー本体23の内周寸法とはほぼ同じ大きさに設計されている。このため、カバー2をトレイ3の上から押し込むと、載置部36の外周とカバー本体23の内周との摩擦力によって、容易に分離し得ない状態で接合できる。ただし、載置部36の外周とカバー本体23の内周とのクリアランスを大きくして、外延部21と外延部37とを別の部材で挟んで、カバー2とトレイ3とを接合しても良い。また、外延部21と外延部37との互いに接触する面にそれぞれ凹部および凸部を設け、それら凹部と凸部とをはめ込むことによって、カバー2とトレイ3とを接合しても良い。
【0058】
図11に示すように、トレイ3の載置部36の内部には、トレイ3の底部側で露出するように載置部補強体15が埋設されている。載置部補強体15は、比較的高い剛性と低比重とを兼ね備えたアルミニウム製の成形体である。ただし、アルミニウム以外の金属、例えば、チタニウム、アルミニウム合金、ステンレス製の載置部補強体15を用いても良い。また、非金属製、例えば、セラミックス製の載置部補強体15を用いても良い。
【0059】
載置部36の表面は、トレイ3と同じ樹脂で成形されているが、その裏側に、載置部36の凸形状に合わせた凹部がある。当該凹部の大きさは、これと接する載置部補強体15の大きさよりもわずかに大きい。このため、載置部補強体15とトレイ3を別々に作製した場合には、載置部36の内方に設けられた凹部に載置部補強体15をはめ込んで固定することができる。
【0060】
載置部補強体15とトレイ3とを別々に作製せずに、トレイ3を製造する工程で、載置部補強体15とトレイ3とを一体的に製造することもできる。真空成形にて図11に示すトレイ3を製造する場合、予め、載置部補強体15の底面側を金型に固定し、その上にABS樹脂の板を加熱しながら金型にセットする。続いて、金型側から真空にひくと、載置部補強体15をセットした状態の金型の形状に沿ってABS樹脂の板を成形できる。次に、冷却してから、ABS樹脂成形品と金型とを分離すると、載置部補強体15と一体化したトレイ3ができる。このような製造方法を採用することにより、載置部補強体15とトレイ3との接合をより強固にすることができる。しかも、載置部補強体15とトレイ3とを別々に製造する場合と異なり、載置部補強体15の外寸と、トレイ3の載置部35の裏側に設けられた凹部の大きさとの間のクリアランスを考慮しなくても良い。このため、製造コストを低減できる。また、載置部補強体15と、トレイ3の載置部35の裏側に設けられた凹部との接触面にプライマー処理を施すことにより、載置部補強体15とトレイ3との接合をさらに強固にすることができる。
【0061】
図11に示すように、第4の実施の形態に係るペリクル用収納容器1に固定される載置部36は、四角形のリングの内側に段差を有している。載置部36の最上部には、水平の上端面38が設けられ、その上端面38の内側から垂直下方に延びる垂直面39が設けられ、垂直面39から内側に向かって水平に延びる内側端面40が設けられ、さらに、その内側端面40から垂直下方に延びる垂直面41が設けられている。このように、上端面38と内側端面40からなる段付きの構成を有する載置部36を採用することによって、ペリクル5の支持枠7を垂直面39と内側端面40の2面で確実に保持することができる。また、載置部36の内部に載置部補強体15を埋設しているので、トレイ3の変形が載置部36に影響を与えにくく、載置部36の変形を有効に防止できる。
【0062】
なお、第1の実施の形態と同様、カバー2の内側に存在する同材質の一部分であって、カバー2側からペリクル5を固定する部分は、その図示を省略している。ただし、載置部36の内側端面40の外周の寸法を、支持枠7の外周の寸法と同じ若しくは小さめにすることにより、カバー2側からペリクル5を固定する部分を設けなくても良い。その場合には、載置部36の垂直面39と支持枠7の外周面との摩擦力のみによってペリクル5を保持し得るからである。
【0063】
本発明の実施の形態に係るペリクル用収納容器1は、例えば、次のような工程を有する製造方法によって製造可能である。
【0064】
すなわち、トレイ3およびカバー2の少なくともいずれか一方の内側に設けられ支持枠7を載置する載置部36の内部に挿入され、トレイ3およびカバー2よりも剛性の高い材料で構成される載置部補強体15を、真空成形用金型にインサートする工程と、当該インサートの後に、真空成形用金型を用いて、載置部補強体15を設けるトレイ3およびカバー2の少なくともいずれか一方を真空成形して当該いずれか一方と載置部補強体15とを一体化する工程とを含むペリクル用収納容器の製造方法を採用できる。
【0065】
このような製造方法を採用すると、載置部補強体15とトレイ3またはカバー2との接合をより強固にすることができる。しかも、載置部補強体15とトレイ3またはカバー2とを別々に製造する場合と異なり、載置部補強体15の外寸と、トレイ3またはカバー2に設ける載置部補強体15との接合部分(例えば、凹部)の大きさとの間のクリアランスを考慮しなくても良い。このため、製造コストを低減できる。また、載置部補強体15と、トレイ3またはカバー2との接触面にプライマー処理を施すことにより、載置部補強体15とトレイ3またはカバー2との接合をさらに強固にすることができる。
【0066】
(第5の実施の形態)
次に、本発明に係るペリクル用収納容器の第5の実施の形態について説明する。第1の実施の形態にて採用可能な製造方法は、第5の実施の形態においても同様に採用可能である。第5の実施の形態に係るペリクル用収納容器1は、先に説明した第2の実施の形態に係るペリクル用収納容器1のカバー2、トレイ3および載置部10と同一形態のカバー2、トレイ3および載置部10を、それぞれ備えている。第5の実施の形態に係るペリクル用収納容器1において第2の実施の形態に係るペリクル用収納容器1と大きく異なる点は、トレイ3のみならずカバー2にも載置部を備えている点である。
【0067】
図12は、第5の実施の形態に係るペリクル用収納容器1を、図2に示すA−A線と同様の線で切ったときの断面図である。
【0068】
図12に示すように、第5の実施の形態に係るペリクル用収納容器1を構成しているカバー2のカバー本体20には、トレイ3の方向に突出するように載置部16が固定されている。固定方法は特に限定されないが、接着、はめ込み等を採用できる。ペリクル5は、載置部10と載置部16によってそれぞれ支持枠7の下面および上面を挟まれた状態でペリクル用収納容器1内に収納される。したがって、ペリクル5をより安定した状態にて輸送可能である。
【0069】
載置部10と載置部16を比較すると、支持枠7に接するそれぞれの端部の形状が異なる。しかし、載置部10と同じ形状の載置部16を採用して、2面で支持枠7の上下両端部を支持するようにしても良い。また、載置部16と同じ形状の載置部10を採用して、一面でのみ支持枠7の上下両端部を支持するようにしても良い。
【0070】
なお、カバー2の内側に存在する同材質の一部分であって、カバー2側からペリクル5を固定する部分は、あってもなくても良い。載置部16が、かかる部材の代替部材となっているからである。ただし、載置部16のみでは、ペリクル5を支持するのに十分ではない場合には、載置部16とカバー2側からペリクル5を固定する部分とを両方設けても良い。
【0071】
また、これまでの説明では、ペリクル用収納容器1の上側の構成部および下側の構成部を、それぞれカバー2およびトレイ3と称してきたが、逆に、上側の構成部および下側の構成部を、それぞれトレイ3およびカバー2と称しても良い。その場合、カバー2に載置部を固定し、トレイ3に載置部を設けないようにすることもできる。すなわち、載置部は、トレイ3およびカバー2のいずれか一方に備えたり、あるいは上述の第5の実施の形態で説明したように、トレイ3およびカバー2の両方に備えることもできる。
【0072】
次に、載置部4,10,16,36として好ましい力学的な条件について、図13から図15に基づいて説明する。(以後、図13から図15に基づく説明において、「載置部」に続く符号を省略する。)
【0073】
トレイ3の投影面積をSk(cm2)、トレイ3の板厚をTk(cm)、トレイ3の最大反り量をΔk(cm)、トレイ3の最大反り部の長さをLk(cm)、トレイ3の素材の縦弾性係数をEk(kgf/cm2)とすると、トレイ3に発生する応力σk(kgf/cm2)は、反りのない状態の体積V(cm3)と反りの発生した状態の体積V’ (cm3)から算出される体積変化率ΔVにEkを乗じた値になる。ここで、V=Sk×Tk、V’=∫PP−TT(x)dx、P=Lk2/(2×Δk)、P−T=P−Tk、T(x)=Tk(x−Tk)2/x2とする。すると、ΔV=(V−V’)/Vと算出される。
【0074】
したがって、載置部の全投影面積をSf(cm2)、載置部のある一面の投影面積をSf1(cm2)、載置部のある一辺の長さをLf1(cm)、載置部の許容反り量をΔf(cm)とした場合、載置部に発生するペリクル用収納容器の曲げモーメントMf=−σk×(Sf/Sf1)×Lf1/8、載置部の許容反り半径Pf=(Lf12/8)×Δfとそれぞれ算出される。ここで、載置部の曲げこわさE×Iが−Mf×Pfを上回らないと、載置部の許容反り量を超えてしまうので、E×I>−Mf×Pfであることが好ましい条件となる。ここで、Eは載置部の縦弾性率(kgf/cm2)、Iは載置部の断面2次モーメント(cm4)、Mfは載置部に発生するペリクル用収納容器の曲げモーメント(kg・cm)、Pfは載置部の許容反り量から算出される載置部の曲げ半径(cm)である。
【0075】
ここで、図15に示す3種類の断面を持つ各載置部を用いた場合を例にして具体的に説明する。
【0076】
図15(A)、(B)および(C)に示す各断面を持つ載置部を用いた場合、その断面2次モーメント(I)は、それぞれ、(b×h3/12)、((b1−b2)×h23+b2×h13)/12、((b1−b2)×(h1−h2)3+b2×h13)/12となる。
【0077】
Sk=7360(cm2)、Tk=0.3(cm)、Δk=0.2(cm)、Lk=90(cm)、Ek=3000(kgf/cm2)、Sf=620(cm2)、Sf1=140(cm2)、Lf1=70(cm)、Δf=0.05(cm)とすると、Mf=−1.5(kg・cm)、Pf=12250(cm)となる。このため、E×I>1.5×12250(=18375)となる必要がある。ここで、図15(A)に示す断面を持つ載置部を用いた場合において、b=2(cm)、h=0.6(cm)とすると、I=0.036(cm4)となる。したがって、E>0.5×106の材質からなる載置部を採用すると良い。載置部をアルミニウム製とすると、アルミニウムのE=0.72×106であるから、条件を満足する。
【0078】
逆に、アルミニウム製の載置部であって、図15(A)に示す断面を持つ載置部を用いた場合には、b×h3/12×0.72×106>18375(cm4)となるように、載置部の形状を設計すると良い。同様に、アルミニウム製の載置部であって、図15(B)および(C)に示す各断面を持つ載置部を用いた場合には、それぞれ((b1−b2)×h23+b2×h13)/12×0.72×106>18375(cm4)、((b1−b2)×(h1−h2)3+b2×h13)/12×0.72×106>18375(cm4)となるように、各載置部の形状を設計すると良い。
【0079】
以上、本発明の各実施の形態について説明してきたが、本発明は、上述の各実施の形態に限定されることなく、種々変形を施した形態にて実施可能である。
【0080】
例えば、載置部4,10,36の支持枠7との接触部分を平面若しくは段差面とする形状としたが、当該接触部分に、支持枠7の端部周面に接触する凹部を設けるようにしても良い。
【0081】
また、載置部4,10,36に存在する角部を面取りしても良い。また、カバー2またはトレイ3の製造方法として、真空成形以外に、圧空成形あるいは真空圧空成形を採用することもできる。また、載置部4,10,36または載置部補強体15とトレイ3とを真空成形、圧空成形または真空圧空成形にて一体的に製造する場合、カバー2をトレイ3と別の成形方法にて製造しても良い。
【産業上の利用可能性】
【0082】
本発明は、ペリクルを輸送するための収納容器を製造あるいは使用する産業において利用できる。
【図面の簡単な説明】
【0083】
【図1】本発明の第1の実施の形態にかかるペリクル用収納容器の分解斜視図である。
【図2】図1に示すペリクル用収納容器の斜視図である。
【図3】図2に示すペリクル用収納容器を、A−A線にて切った時の断面図を示す。
【図4】図3に示すペリクル用収納容器に収納するペリクルを図2に示すA−A線で切ったときの断面図である。
【図5】図3に示すペリクル用収納容器内に、図4に示すペリクルを載置した状態を示す図である。
【図6】本発明の第2の実施の形態に係るペリクル用収納容器の構成部の一部である載置部の斜視図である。
【図7】図6に示す載置部を図6に示すA−A線で切ったときの断面図である。
【図8】図6に示す載置部に、図4に示すペリクルを収納した状態の図である。
【図9】本発明の第3の実施の形態に係るペリクル用収納容器を、図2に示すA−A線と同様の線で切ったときの断面図である。
【図10】本発明の第4の実施の形態に係るペリクル用収納容器を、図2に示すA−A線と同様の線で切ったときの断面図である。
【図11】図10に示すペリクル用収納容器を構成するトレイのみを、拡大して示す図である。
【図12】本発明の第5の実施の形態に係るペリクル用収納容器を、図2に示すA−A線と同様の線で切ったときの断面図である。
【図13】本発明の各実施の形態に係るペリクル用収納容器に備えられる載置部の形態として力学的に好ましい条件を説明するための図である。
【図14】図13に続いて、本発明の各実施の形態に係るペリクル用収納容器に備えられる載置部の形態として力学的に好ましい条件を説明するための図である。
【図15】図14に続いて、本発明の各実施の形態に係るペリクル用収納容器に備えられる載置部の形態として力学的に好ましい条件を説明するための図である。
【符号の説明】
【0084】
1 ペリクル用収納容器
2 カバー
3 トレイ
4 載置部
5 ペリクル
6 ペリクル膜
7 支持枠
8 粘着材
10 載置部
15 載置部補強体
16 載置部
34 凹部
36 載置部
【特許請求の範囲】
【請求項1】
ペリクル膜と当該ペリクル膜を支持する支持枠とを有するペリクルを輸送するためのペリクル用収納容器であって、
トレイと
これの蓋となるカバーと、
上記トレイおよび上記カバーの少なくともいずれか一方の内側に、上記支持枠を載置すると共に、上記トレイおよび上記カバーよりも剛性の高い材料で構成される載置部と、
を備えることを特徴とするペリクル用収納容器。
【請求項2】
前記載置部は、その曲げこわさ(E×I)が、前記載置部に発生するペリクル用収納容器の曲げモーメントのマイナス値と許容反り量とを乗じた値(Mf×Pf)よりも大きいことを特徴とする請求項1に記載のペリクル用収納容器。
【請求項3】
前記載置部は、前記トレイおよび前記カバーの少なくともいずれか一方の内側の周部に備えられるリング形状の成形体としたことを特徴とする請求項1または2に記載のペリクル用収納容器。
【請求項4】
ペリクル膜と当該ペリクル膜を支持する支持枠とを有するペリクルを輸送するためのペリクル用収納容器であって、
トレイと
これの蓋となるカバーと、
上記トレイおよび上記カバーの少なくともいずれか一方の内側に設けられ、上記支持枠を載置する載置部と、
その載置部の内部に挿入されると共に、上記トレイおよび上記カバーよりも剛性の高い材料で構成される載置部補強体と、
を備えることを特徴とするペリクル用収納容器。
【請求項5】
前記載置部補強体は、その曲げこわさ(E×I)が、前記載置部に発生するペリクル用収納容器の曲げモーメントのマイナス値と許容反り量とを乗じた値(Mf×Pf)よりも大きいことを特徴とする請求項4に記載のペリクル用収納容器。
【請求項6】
前記載置部は、前記トレイおよび前記カバーの少なくともいずれか一方の内側の周部に備えられ、
前記載置部補強体は、前記載置部の内部に挿入されるリング形状の成形体としたことを特徴とする請求項4または5に記載のペリクル用収納容器。
【請求項1】
ペリクル膜と当該ペリクル膜を支持する支持枠とを有するペリクルを輸送するためのペリクル用収納容器であって、
トレイと
これの蓋となるカバーと、
上記トレイおよび上記カバーの少なくともいずれか一方の内側に、上記支持枠を載置すると共に、上記トレイおよび上記カバーよりも剛性の高い材料で構成される載置部と、
を備えることを特徴とするペリクル用収納容器。
【請求項2】
前記載置部は、その曲げこわさ(E×I)が、前記載置部に発生するペリクル用収納容器の曲げモーメントのマイナス値と許容反り量とを乗じた値(Mf×Pf)よりも大きいことを特徴とする請求項1に記載のペリクル用収納容器。
【請求項3】
前記載置部は、前記トレイおよび前記カバーの少なくともいずれか一方の内側の周部に備えられるリング形状の成形体としたことを特徴とする請求項1または2に記載のペリクル用収納容器。
【請求項4】
ペリクル膜と当該ペリクル膜を支持する支持枠とを有するペリクルを輸送するためのペリクル用収納容器であって、
トレイと
これの蓋となるカバーと、
上記トレイおよび上記カバーの少なくともいずれか一方の内側に設けられ、上記支持枠を載置する載置部と、
その載置部の内部に挿入されると共に、上記トレイおよび上記カバーよりも剛性の高い材料で構成される載置部補強体と、
を備えることを特徴とするペリクル用収納容器。
【請求項5】
前記載置部補強体は、その曲げこわさ(E×I)が、前記載置部に発生するペリクル用収納容器の曲げモーメントのマイナス値と許容反り量とを乗じた値(Mf×Pf)よりも大きいことを特徴とする請求項4に記載のペリクル用収納容器。
【請求項6】
前記載置部は、前記トレイおよび前記カバーの少なくともいずれか一方の内側の周部に備えられ、
前記載置部補強体は、前記載置部の内部に挿入されるリング形状の成形体としたことを特徴とする請求項4または5に記載のペリクル用収納容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2007−25183(P2007−25183A)
【公開日】平成19年2月1日(2007.2.1)
【国際特許分類】
【出願番号】特願2005−206492(P2005−206492)
【出願日】平成17年7月15日(2005.7.15)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成19年2月1日(2007.2.1)
【国際特許分類】
【出願日】平成17年7月15日(2005.7.15)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]