
ペレット化および乾燥処理装置コンポーネント用の耐摩耗性の非接着表面処理の方法
重合体および関連する材料のペレット化、搬送、乾燥、結晶化および後処理の際の、通路の閉鎖、およびペレットやマイクロペレットの不所望の狭窄、堆積、凝集、凝塊の問題を有効になくす、最小限の接着する面を潜在的に与え、磨耗、浸食、腐蝕および/または摩滅に対する耐性を相乗効果的に与える表面処理が記載される。

【発明の詳細な説明】
【技術分野】
【0001】
関連出願との相互参照
本願は2007年10月31日に出願された、米国特許出願公開第11/932,067号の利益を主張し、ここに全文が引用により本明細書に援用される。
【0002】
発明の背景
1.発明の分野
本発明は表面処理およびその方法に関し、より特定的にはペレット化システムのコンポーネントの表面処理に関する。ここで用いられる「ペレット化システム」および「ペレット化シーケンス」の用語は、ペレットの押出、ペレット化、搬送、乾燥、結晶化および処理後操作のためのプロセスおよび装置を含む。一般のペレット化システム/ペレット化シーケンスにおいて、ペレット化装置は、付加的な上流および下流装置のシーケンスにおけるたった1つのコンポーネントである。
【背景技術】
【0003】
2.先行技術の説明
従来のペレット化システムの一般に独立したプロセスおよび装置は知られており、その一部は長年知られており、多くの用途に用いられている。同様に、表面処理およびコーティングのための多くのプロセスおよび化学物質もよく知られており、その一部は長年にわたって知られている。しかし、先行技術はこれらのプロセスをペレット化システムの装置コンポーネントに適用して、コンポーネントの腐蝕、浸食、磨耗および摩滅を防止、または制限しながら同時にこれらのコンポーネントやこれらのコンポーネントの周りの領域で作成されるペレットの蓄積、接着、閉塞、凝塊、および狭窄を回避するような相乗的な効果を達成することについては触れていない。
【0004】
ペレット化装置および押出処理後の使用は、本譲受人によって長年実施されており、これらはたとえば以下の先行技術明細書に示されている:米国特許第4,123,207号; 第4,251,198号; 第4,500,271号; 第4,621,996号; 第4,728,176号; 第4,888,990号; 第5,059,103号; 第5,403,176号; 第5,624,688号; 第6,332,765号; 第6,551,087号; 第6,793,473号; 第6,824,371号; 第6,925,741号; 第7,033,152号; 第7,172,397号、米国特許出願公開第20050220920号, 第20060165834号;ドイツ特許および出願であるDE 32 43 332, DE 37 02 841, DE 87 01 490, DE 196 42 389, DE 196 51 354, DE 296 24 638、世界特許出願公開WO2006/087179, WO2006/081140, WO2006/087179および WO2007/064580;ならびにヨーロッパ特許であるEP 1 218 156およびEP 1 582 327。これらの特許および出願はすべて本譲受人によって所有されており、その全文が引用によりここに援用される。
【0005】
同様に乾燥装置も長年にわたって本発明の譲受人によって用いられており、これはたとえば以下の先行技術明細書に示される:米国特許第3,458,045号; 第4,218,323号; 第4,447,325号; 第4,565,015号; 第4,896,435号; 第5,265,347号; 第5,638,60 6号; 第6,138,375号; 第6,237,244号; 第6,739,457号; 第6,807,748号; 第7,024,794号; 第7,172,397号;米国特許出願公開第20060130353;世界特許出願公開第WO 2006/069022; ドイツ特許および出願であるDE 19 53 741, DE 28 19 443, DE 43 30 078, DE 93 20 744, DE 197 08 988; ならびにヨーロッパ特許である EP 1 033 545, EP 1 602 888, EP 1 647 788, EP 1 650 516。これらの特許および出願はすべて本譲受人によって所有されており、その全文が引用によりここに援用される。
【0006】
さらに、結晶化プロセスおよび装置も本譲受人によって開示されている。たとえば、米国特許第7,157,032号;米国特許出願公開第20050110182および20070132134;ヨーロッパ特許出願EP 1 684 961;世界特許出願公開WO 2005/051623およびWO 2006/127968がある。これらの特許および出願はすべて本譲受人によって所有されており、その全文が引用によりここに援用される。
【0007】
ここで用いられる処理後操作は、熱間操作、ペレットコーティング、粒度測定、保管、および形成されたペレットのパッケージングを含むことができ、当業者にとって周知である。
【0008】
表面処理のプロセスは、典型的に準備ステップから始まる。表面処理プロセスの例として、溶剤を用いた脱脂による基板の完全な洗浄、ピーニング、グリッドブラストまたはサンドブラストによる緩いまたは適度に厳密な磨耗、酸または基材による酸洗い、コロナ処理によるエッチングおよびプラズマエッチング、ならびに活性化を挙げることができる。これら洗浄された表面の付加的処理は、たとえば、パッシベーション、窒化、浸炭窒化、下塗り、リン酸塩化、金属化、亜鉛めっき、電解析出、無電解めっき、高速塗布を含むフレーム溶射、熱間溶射、焼結、プラズマ溶射、化学的および物理的蒸着、真空蒸着、電解プラズマ処理、およびスパッタリング技術といったステップのうち少なくとも1つを含む。機械的塗布技術も用いることができ、たとえば浸漬被覆、粉末被覆、ロール塗布、ロッド塗布、押出成形、スラッシュ成形、および回転成形を含むが、これに限定されない。反応性被覆も同様に適用することができ、複数の方法または塗布を用いた複数の処理およびコーティングは先行技術において十分確立されている。
【0009】
自動車産業は、より軽いパーツの使用を可能にするためにコーティング技術を用いている。コーティングは付加的な耐摩耗性を与えて、摩滅を減らし、摩擦減少表面を与えるが、これはたとえば米国特許第5,080,056号; 第5,358,753号; 第6,095,126号; および第6,280,796号に示されている。
【0010】
航空宇宙産業もコーティングを使用しており、たとえば米国特許第3,642,519号では硬質なコート表面が開示される。さらに、米国特許第4,987,105号は、炭素、窒化ホウ素、水分、類似した有機キャリア流体、および任意に結合剤を含むコーティングを開示している。コーティングにある炭素の少なくとも一部は、炭素繊維、黒鉛、無定形炭素およびその混合物から選択できる。
【0011】
EP 0 285 772は複合コーティングの使用を教示しており、表面は基板上に、たとえばステンレス、ニッケル、ニッケルクロム、およびモリブデンを含む金属粉末をフレーム溶射および/または熱間溶射によって調製され、その後多孔性の表面には周囲が空気によって硬化されたケイ素が浸透して、熱間溶射技法によってもたらされる凹所を埋めかつ凸部を被覆する膜を形成する。耐摩耗複合体はその基板上に形成され、離脱面を提供する。
【0012】
米国特許第5,066,367号、第5,605,565号および第5,891,523号は、表面に対する無電解コーティングおよび金属化を教示している。米国特許第6,309,583号および第6,506,509号は、無電解コーティングによって形成される複合体からなる物体を開示しており、それぞれ複合材のカプセル封入、および無電解めっきされたマトリックスにおける複合材に密度勾配の形成を含む。
【0013】
米国特許第5,508,092号および第5,527,596号はそれぞれ光学的に透過性を有するコーティングおよびこれらのコーティングとそこから形成される物体との中間層の向上した接着を開示している。
【0014】
ダイヤモンドおよびダイヤモンド状コーティングの形成は米国特許第5,308,661号, 第6,066,399号および第6,713,178号に開示されている。炭素生成物の分子構造を制御することにより、より平坦な黒鉛状の層からより立体的なダイヤモンド状の構造といったジオメトリ範囲をもたらすことができ、これは開示されているようにソースガスおよび生成物のエネルギ論を変更することよって達成される。基板に対する改良された接着および被覆された層の表面特性の向上が開示されている。ドイツ特許DE 20 2007 004 495 U1は、ダイ面の表面上にダイヤモンドコーティングを用いることを開示しており、その表面粗さは切断刃の端縁の粗さの少なくとも2倍である。
【0015】
米国特許第7,166,202号はプラズマ電気めっきを教示しており、物体は電解質の調整の際にコーティングされ、プラズマは電極間の泡の塊で生成される。一方の電極は被覆される物体である。この方法は、たとえば電気めっき金属および非電気めっき金属、非金属、ダイヤモンド状カーボン、ならびに化合物および3つの組成を含む半導体の使用を開示している。
【0016】
米国特許第RE 33,767は、ポリマー、ガラス、セラミックおよび金属、ならびにこれらから作成された物体を含み得る基板への無電解めっき技術を開示している。このプロセスは0.1ミクロンから75ミクロンの範囲の多結晶ダイヤモンド粒を分散させることができる金属合金を生成する。
【0017】
米国特許第6,846,570号および第7,026,036号は、複数のおよび単一の非接着コーティングをそれぞれ教示する。米国特許第6,287,702号および第6,312,814号は、熱的に溶融される処理可能なフルオロポリマの概念を開示している。米国特許第5,989,698号および第6,486,291号は、硬化可能および架橋結合可能なフルオロポリマウレタンをそれぞれ教示し、空気浸透性防止面を形成する多孔性材を被覆するために用いられる。
【0018】
米国特許第6,576,056号は、合成ダイヤモンドまたは他の適する非金属材から好ましくはなるインサート部材の使用を開示しており、溶接および/またはろう付けが適切でない場合にインサートが固定的に接着される方法を教示している。
【0019】
米国特許第7,094,047号は、ハニカムを押出成形するためのダイの面に表面処理を行なうことを教示している。これらの表面処理は、硬質膜上に被覆される軟質膜を含み、硬質膜は炭化タングステン、炭化チタン、窒化チタンまたはチタン浸炭窒化物を化学的または物理的に蒸着することによって与えられる。代替的に、硬質膜は炭化ケイ素、ダイヤモンド、またはカーボン窒化ホウ素粉末からなり、無電解ニッケルめっきプロセスにおける分散剤として与えることができる。
【発明の概要】
【発明が解決しようとする課題】
【0020】
これらのコーティング技術のすべてとは言わないまでもほとんどに見られるのは、搬送、乾燥、結晶化、および処理後操作を含むペレット化システムにおいて、処理を必要とする複数のコンポーネントへの適用における難しさである。この種類のプロセスのパーツは、たとえばカッターブレードのような非常に小さいものから、たとえば遠心脱水ハウジングのような非常に大きいものにわたる。これらのパーツは、ダイによる押出成形プロセスの場合のように、高熱および高圧を受ける。同様に、乾燥処理における配管エルボー、リフタブレード、ならびに脱水および乾燥プロセス用のスクリーンへのペレットの衝突で、高い衝撃ゾーンが起こる。さらに厄介なのは、処理される材料が少なくともある1つの処理段階において粘着性を有することにより蓄積される傾向にあり、これは可能性として通路およびスクリーンを封鎖してしまうことである。処理される材料は腐蝕性材料を含むことがあり、さまざまな処理は処理段階において潜在的にコンポーネントを損傷し得る同様に有害な材料を含むまたは生成することになる。
【0021】
従来の技術は減圧に基づき、装置の大きさの制約によって制限され得る。高い温度に関わるプロセスは、対象の物体を変形させる傾向がある。重合体のコーティングおよび層は、その低い接着性により簡単に表面から浸食および削り取られる。金属の組成を変えることは電気化学的腐蝕をもたらし、異なる熱膨張特性は応力を引起し、潜在的に亀裂をもたらす。金属めっき、金属化、窒化、浸炭窒化、および類似のプロセスは、典型的には非常に薄いコーティングに関わり、薄いコーティングは磨耗および浸食されることにより、露出した基板を残し、摩滅が加速される傾向となる。表面に結合される粒子は高い三次元表面によって悪影響を受けて、望ましくない間隙および化学物質の取込を簡単に引起して腐蝕を悪化させる。粒子は規則的な表面を作って、製造されるペレットに対して望ましくない摩滅および磨耗を与える。表面処理の層とコーティングとの間の接着は問題となり、潜在的にフレーキング、剥離をもたらして、最終的にはコーティングを損なう。
【0022】
先行技術は、ペレット化、搬送、乾燥および処理後操作を含むシーケンスに関わるペレット化システムに関わる装置を、磨耗、腐蝕、浸食および摩滅といった有害で損傷を与える作用に対して保護する、適切な表面処理については触れていない。さらに、先行技術は接着、堆積、閉鎖および装置への通路および装置を通る通路の封鎖を防ぐ表面処理について触れていない。
【0023】
したがって、ペレット化装置に含まれ、かつペレット化装置のすぐ後に来る装置の組合せにおける複数のコンポーネント部に、少なくとも1つの表面処理、および多くの組合せの表面処理を与えることができる、表面処理方法が必要である。これにより、望ましくない狭窄、蓄積、凝塊、封鎖、およびその他の態様で装置の組合せへの通路または装置の組合せを通る通路を閉鎖することになる、不利益な磨耗、腐蝕、浸食および摩滅がなく、かつコンポーネントの表面にペレットが接着しない、乾燥装置への搬送および乾燥装置を通る搬送を容易にし、またさらなる結晶化、処理後操作、および形成されたペレット化プロダクトの保管を促進する。本発明の多様な実施例は主にこのような方法に向けられる。
【課題を解決するための手段】
【0024】
概要
本発明のさまざまな実施例は、ペレット化および乾燥プロセス装置コンポーネント用の耐摩耗非接着表面処理のための方法を提供する。本発明の多様な実施例は、ペレット化システムのさまざまなコンポーネント部に表面処理のシーケンスを与えることができる方法を含む。本発明の表面処理は、ペレット化システムの装置を不利益な磨耗、腐蝕、浸食および摩滅から保護する。さらに、ペレット化システムによって形成されるペレットは装置に付着せず、それにより経路または装置での凝塊、凝集、および/または閉鎖を、なくすとまでは行かなくても制限する。
【0025】
このような表面処理は1つ、2つ、または潜在的に複数のプロセスに関わり、洗浄、脱脂、エッチング、下塗り、粗面化、グリッドブラスト、サンドブラスト、ピーニング、酸洗い、酸洗浄、基材洗浄、窒化、浸炭窒化、電気めっき、無電解めっき、フレーム溶射(高速塗布含む)、熱間溶射、プラズマ溶射、焼結、浸漬被覆、粉末被覆、真空蒸着、化学的蒸着、物理的蒸着、スパッタリング技術、スプレー被覆、ロール被覆、ロッド被覆、押出成形、回転成形、スラッシュ成形、ならびに熱的、放射、および/または光開始硬化技術、窒化、浸炭窒化を用いた反応性コーティング、リン酸塩処理、ならびにその上に1つ以上の層を形成する処理を含むが、これに限定されない。
【0026】
これらのプロセスを用いて与えられる材料として、金属、無機塩、無機酸化物、無機炭化物、無機窒化物、無機浸炭窒化物、腐蝕抑制材、犠牲電極、プライマ、コンダクタ、光リフレクタ、顔料、保護剤、放射調整剤、プライマ、仕上げ剤、接着剤、ならびにウレタンおよびフルオロウレタン、ポリオレフィン、および置換ポリオレフィン、ポリエステル、ポリアミド、フルオロポリマ、ポリカーボネート、ポリアセタール、ポリスルフィド、ポリスルフォン、ポリアミドイミド、ポリエーテル、ポリエーテルケトン、シリコーンなどを含むポリマーを挙げることができるが、これらに限定されない。
【0027】
表面処理は特定の表面を変形させる意図で与えられ、摩滅に対してより耐性を有し、浸食または腐蝕の損傷が減じられ、傷や磨耗を受けにくく、表面への付着を減らし、またはその表面での摩擦を減らすよう意図される。現在のペレット化は、その加熱、搬送およびポリマーまたはポリマー状材料の冷却プロセスにより、性質として浸食、腐蝕、および/または磨耗性を有する、途中でまたは最終的に粘着性の材料を含むという問題、または粘着性、浸食性、腐蝕性および/または磨耗性である充填剤または添加剤を含むという問題、ならびに特定の表面処理またはこのような表面処理の組合せは、さまざまな処理段階に関わる温度の範囲にわたって、および/またはその処理に必要な処理条件にわたって、ペレット化システムコンポーネントの範囲について、集合的に有効であることが証明されていないという問題を含む。
【0028】
特定の実施例において、ペレット化シーケンス用の装置のコンポーネントの表面処理のための方法は、ペレット化シーケンスの装置を設けるステップと、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部を少なくとも1つのコンポーネント層で表面処理するステップとを含み、表面処理は、形成されるペレットの作用から、およびペレット化シーケンスの副生成物から、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部を保護する。表面処理は少なくとも2つのコンポーネント層を含むことができる。
【0029】
本発明はさらに表面処理の前に、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも1つの部分を予め処理する、および/または表面処理上に重合体のコーティングを積層するステップを含む。
【0030】
表面処理は金属化であってもよく、金属酸化物、金属窒化物、金属浸炭窒化物、またはダイヤモンド状カーボンを、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも1つの部分に固定的に装着することができる。
【0031】
重合体のコーティングは非接着性であり、均一の表面濡れ性を有し、シリコーン、フルオロポリマ、および/またはシリコーンとフルオロポリマとの組合せであり得る。
【0032】
重合体コーティングは自己乾燥および/または硬化され、反応性重合化によって与えられ得る。
【0033】
ペレット化シーケンスの装置のコンポーネントの表面処理のための方法が提供され、ペレット化シーケンスはペレット化、搬送、乾燥、冷却、および/または形成されるペレットの任意の結晶化を含み、表面処理は、形成されるペレットからのおよびペレット化シーケンスの副生成物からの作用による磨耗、浸食、腐蝕、および/または摩滅からコンポーネントを保護する少なくとも1つのコンポーネント層であり、表面処理は、プロセスによって形成されるペレットの接着、蓄積、凝塊、および凝集を防ぐことにより、プロセス経路およびそのプロセス自体の閉鎖および封鎖を防ぐ。
【0034】
ペレット化シーケンスの処理装置全体の多くのコンポーネントの表面を、磨耗、浸食、腐食、および摩滅の影響から保護するために、少なくとも1つの層の少なくとも一部の表面処理についての方法が提供される。本方法は、蓄積、凝塊、凝集やそのプロセスにおける経路および最終的にはそのプロセス自体の閉鎖および封鎖といった問題をもたらす、製造されたペレットの不当な接着を緩和および防ぐことができる。
【0035】
表面コーティングまたはこのようなコーティングの集合は、ペレット化シーケンスで用いられる装置または装置の組合せのさまざまなコンポーネントに設けられ、ペレット化シーケンスは、腐蝕、浸食、および/または磨耗性を有する、または腐食性のおよび/または浸食性の副生成物を出し、かつ最初にまたは最終的に高い粘着度を有し、および/または磨耗性の、腐蝕性の、および/または浸食性の充填材を含む、および/またはその装置またはその組合せによって、磨耗性の、腐食性の、および/または浸食性のペレットを後で形成する重合体のプロダクト、または重合体状のプロダクトを、ペレット化、搬送、乾燥、および任意に結晶化する。表面処理は、プロセスによって形成されるペレットの接着、蓄積、凝塊、および凝集を制限/防止することにより、処理の経路およびその処理自体の閉鎖および封鎖を制限/防止することができる。
【0036】
表面処理は、ペレット化シーケンスのコンポーネントに少なくとも2つのコンポーネント層を含むことができる。
【0037】
表面処理はペレット化シーケンスのコンポーネント用に提供され、コンポーネントは、洗浄、脱脂、エッチング、下塗り、粗面化、グリッドブラスト、ピーニング、酸洗い、酸洗浄、基材洗浄、コロナ処理、プラズマ処理およびこれらの組合せを含む処理によって用意できるが、これらの処理に限定されない。
【0038】
さらにペレット化シーケンスのコンポーネントについて少なくとも1つの表面処理が提供され、表面処理は、金属、無機塩類、無機酸化物、無機炭化物、無機窒化物、無機浸炭窒化物、腐蝕抑制剤、犠牲電極、コンダクタ、光リフレクタ、顔料、保護剤、放射調整剤、プライマ、トップコート、接着剤、合成ダイヤモンドおよび重合体を含む材料のうちの少なくとも1つからなる。これらの重合体は、ウレタンおよびフルオロウレタン、ポリオレフィン、置換ポリオレフィン、ポリエステル、ポリアミド、フルオロポリマ、ポリカーボネート、ポリアセタール、ポリスルフィド、ポリスルフォン、ポリアミドイミド、ポリエーテル、ポリエーテルケトン、シリコーン、およびこれらの多くの組合せを含み得る。
【0039】
さらに、特定のペレット化システムコンポーネントへの表面処理が提供され、これは分流弁の内側面、ダイのノーズコーンの外表面、ダイ本体の入口面、ダイの取外し可能なインサートの入口面、および/またはダイの加熱された取外し可能なインサートの入口面を含む。さらに、表面処理は、ダイの穴の周りの領域、ならびにダイ本体のダイ穴に入るおよび通る領域、取外し可能なインサート、および/または加熱された取外し可能なインサートに与えることができる。表面処理は、焼結、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、高速の空気および燃料調整熱処理、真空処理、化学的蒸着、物理的蒸着、スパッタリング技術、電解プラズマ処理、およびこれらの処理の多くの組合せのうちの少なくとも1つを含むことができる、表面処理は、金属酸化物、金属窒化物、金属浸炭窒化物、およびダイヤモンド状カーボンの金属化、付着、またはこれらの組合せを含む。特定の実施例において、処理は金属マトリックスにおけるダイヤモンド状カーボンの付着、または金属炭化物マトリックスにおけるダイヤモンド状カーボンの付着を与える。
【0040】
表面処理は、ペレット化システムの他の特定のコンポーネントにも与えることでき、フランジの内側面、流入および流出パイプの管腔、ダイ本体の外部表面、回転シャフトの露出した部分の外面、フローガイドの流出および流入面、上記のフランジに対して遠位および近位のフローガイド面、フローガイドの管腔および外周面、カッターハブおよびアーム面、上側および下側供給シュートの内側面、ドライヤーベースプレートアセンブリの内側面、パイプシャフトプロテクタの外部面、供給スクリーンの表面、脱水スクリーンの表面、スクリーンアセンブリの表面、リフタアセンブリの表面、サポートリングアセンブリの外部面、ドライヤーハウジングの上部の内側面、ペレットシュートの内側面、ペレット分流プレートの外部面、任意のペレットシュート拡張部の内側面、振動ユニットハウジングの内側面、振動ユニットスクリーンの面、コーティングパンの表面、偏向および保持堰の表面、円筒形コアの外側面、ベースプレートの上面、および/または振動ユニットカバーアセンブリの内側面を含む。表面処理は、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、電解プラズマ処理、およびこれらの処理の多くの組合せの少なくとも1つを含むことができる。表面処理は金属酸化物、金属窒化物、金属浸炭窒化物、およびダイヤモンド状カーボンの金属化、付着、またはこれらの組合せを含むことができる。例示的な実施例において、表面処理は金属マトリックスにおけるダイヤモンド状カーボンの付着、または金属炭化物マトリックスにおけるダイヤモンド状カーボンの付着を含む。
【0041】
これらの表面処理は、シリコーン、フルオロポリマ、およびこれらの組合せを含む非接着性で均一な表面濡れ性を有する重合体層が上に積層されてもよい。この重合体のオーバーコートは、場合によっては、乾燥および/または硬化を得るために、エネルギの入力および/または加熱を必要としない。重合体のオーバーコートは、浸漬被覆、ロール被覆、スプレー被覆、反応性重合化、焼結、熱間溶射、フレーム溶射、プラズマ処理および粉末被覆の少なくとも1つによって塗布できる。反応性重合化は、熱間硬化、湿気硬化、光によって開始される重合化、遊離基重合化、加硫、室温加硫、および架橋のうちの少なくとも1つを含むことができる。
【0042】
表面処理は、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、電解プラズマ処理、およびこれらの多くの組合せの少なくとも1つによって、切断ブレードの先端、エッジ、および外周面に与えることができる。表面処理は、金属酸化物、金属窒化物、金属浸炭窒化物、およびダイヤモンド状カーボンの金属化、付着、またはこれらの組合せを含む。一部の実施例では、表面処理は金属マトリックスにおけるダイヤモンド状カーボンの付着または金属炭化物マトリックスのダイヤモンド状カーボンの付着を含む。
【0043】
表面処理は、空気噴射入口バルブに装着されるアングルエルボーに与えることができる。表面処理は、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、高速の空気および燃料調整熱処理、真空処理、化学的蒸着、物理的蒸着、スパッタリング技術、電解プラズマ処理およびこれらの処理の多くの組合せの少なくとも1つを含むことができる。表面処理は金属酸化物、金属窒化物、金属浸炭窒化物、およびダイヤモンド状カーボンの金属化、付着、またはこれらの組合せを含むことができる。一部の実施例において、表面処理は、金属マトリクスにおけるダイヤモンド状カーボンの付着、または金属炭化物マトリックスにおけるダイヤモンド状カーボンの付着を含む。これらの表面処理は、シリコーン、フルオロポリマ、およびこれらの組合せを含む、非接着で均一な表面濡れ性を有する重合体層が上に積層されてもよい。この重合体のオーバーコートは、場合によっては、乾燥および/または硬化を得るために、エネルギの入力および/または加熱を必要としない。重合体のオーバーコートは、浸漬被覆、ロール被覆、スプレー被覆、反応性重合化、焼結、熱間溶射、フレーム溶射、プラズマ処理および粉末被覆の少なくとも1つによって塗布できる。反応性重合化は、熱間硬化、湿気硬化、光によって開始される重合化、遊離基重合化、加硫、室温加硫、および架橋のうちの少なくとも1つを含むことができる。
【0044】
表面処理は、回転成形処理によってドライヤーハウジングの内側面、および/または、脱水部ハウジングの内側面に与えることができる。これらのプロセスは、反応性ポリマー、ポリオレフィン、ポリエチレン、ポリプロピレン、架橋結合可能なポリエチレン、ビニルポリマ、ポリエステル、ポリアミド、ポリカーボネート、およびフルオロポリマのうちの少なくとも1つの塗布を含む。特定の実施例において、ポリエチレン、架橋結合可能なポリエチレンおよび/またはフルオロポリマが塗布される。
【0045】
本表面処理が与えられるコンポーネントは、その機能について動作上障害が起きない。
本発明の上記の目的および他の目的、特徴および利点は、添付の図面とともに以下の明細書を読むことにより、より明らかとなるであろう。
【図面の簡単な説明】
【0046】
【図1】供給セクション、混合セクション、ペレット化、脱水、および乾燥、ならびに処理後セクションを含む、例示的装置の概略図である。
【図1a】混合容器、中圧ポンプ、および粗目スクリーンチェンジャの概略図である。
【図1b】フィーダー、歯車ポンプ、および静的ミキサアセンブリの概略図である。
【図2】歯車ポンプおよびバイパスパイプが3方弁によって接続される比較のための静的ミキサの概略図である。
【図3】バイパス分流弁が装着されている、縦に構成された静的ミキサの概略図である。
【図4】重合体分流弁の概略図である。
【図5】3つの構成の加熱要素を有する一部構成のダイプレートの概略図である。
【図6a】ダイプレートから取出された、加熱要素の3つの構成を示す図である。
【図6b】加熱要素の3つの構成の側面図である。
【図7】取外し可能な中央ダイの概略図である。
【図8】取外し可能な中央加熱ダイのコンポーネントの拡大図である。
【図9】搬送流体ボックスまたはウォータボックスを有するダイ本体の概略図である。
【図10】ダイ本体および2部構成の搬送流体ボックスまたはウォータボックスの概略図である。
【図11】比較のための2部構成のウォータボックスまたは搬送流体ボックスの拡大図である。
【図12a】比較のための2部構成のウォータボックスまたは搬送流体ボックスの完全なアセンブリの概略図である。
【図12b】別のウォータボックスまたは搬送流体ボックス入口および出口設計の断面図である。
【図12c】図12bのウォータボックスまたは搬送流体ボックス入口および出口設計の側面図である。
【図13】ダイを示す、ウォータボックスまたは搬送流体ボックスが装着されている、ペレタイザの概略図である。
【図14】フローガイドを含むウォータボックスまたは搬送流体ボックスに装着されるダイの概略図である。
【図15a】比較のためのフローガイドの概略図である。
【図15b】比較のためのフローガイドの第2の構成を示す概略図である。
【図16】可撓性のハブコンポーネントの分解図を伴う、比較のための可撓性のカッターハブの概略図である。
【図17a】流線形カッターハブの部分の概略図である。
【図17b】図17aに対して斜めに回転される、流線形カッターハブの概略図である。
【図17c】図17aの流線形カッターハブの断面図である。
【図18】急角度のカッターハブの概略図である。
【図19a】法線角度のブレードが装着される、比較のためのカッターハブの概略図である。
【図19b】ブレードが装着される、急角度のカッターハブの概略図である。
【図19c】テーパ状になっていないまたは正方形に切断された、先端が尖っていないブレードが装着される、比較のための垂線角度のカッターハブの概略図である。
【図19d】法線角度において厚さが減少しているブレードが装着される、カッターハブの概略図である。
【図20】比較のためのウォータボックスバイパスの概略図である。
【図21】ペレタイザからドライヤーに向かう、スラリーラインに不活性ガスを注入するための方法および装置を示す概略図である。
【図22】スラリーラインにおけるボール弁の拡大図を含む、ペレタイザからドライヤーに向かう、スラリーラインに不活性ガスを注入するための方法および装置を示す概略図である。
【図23】比較のための自己洗浄ドライヤーの概略図である。
【図24】図23の自己洗浄ドライヤーの脱水部の概略図である。
【図25】脱水セクションが装着される、比較のための第2のドライヤーの概略図である。
【図26】貯留器の概略図である。
【図27】脱水スクリーンおよび遠心分離乾燥スクリーンの配向を示す、ドライヤーの概略図である。
【図28】偏向バーを有するドライヤースクリーンを示す図である。
【図29】図28の偏向バーを備えたスクリーンの断面図である。
【図30】偏向バーを必要としない構成のドライヤースクリーンを示す図である。
【図31】偏向バーがない、図30のドライヤースクリーンの断面図である。
【図32】3層スクリーンの真横向き拡大図である。
【図33】2層スクリーンの真横向き拡大図である。
【図34】図33に続く、多層スクリーンの拡大された概観図である。
【図35a】ペレットの粉末処理のための、偏向堰およびパンを備えた振動部の縦断面図である。
【図35b】ペレットの粉末処理のための、偏向堰およびパンを備えた振動部の側面図である。
【図36a】ペレットの拡張された結晶化用の、偏向堰および保持堰を備える、振動部の縦概略図である。
【図36b】ペレットの拡張された結晶化用の、偏向堰および保持堰を備える、振動部の側面図である。
【発明を実施するための形態】
【0047】
詳細な説明
本発明の好ましい実施例が詳細に説明されるが、他の実施例も可能であることは理解されるべきである。したがって、本発明は以下に記載するコンポーネントの構成および配置または図面に示される詳細な範囲に限定するものではない。本発明は他の実施例が可能であり、さまざまな態様で実施または実行できる。さらに、実施例の説明において、簡潔のために特定の用語が用いられる。ある部分と被覆された部分では参照番号は異なることもあり、その部分についての被覆領域は、その部分の特定の領域と比べて異なる、たとえばより大きいまたは小さいこともある。
【0048】
ペレット化シーケンスの複数のコンポーネントは、本発明のさまざまな実施例に従い、コーティングの塗布を含めて、表面処理を受けることができる。ペレット化シーケンスは、水面下のペレタイザによって重合体溶融調合物の押出成形、および図1に示されるようにその後のペレットの乾燥を含み得る。装置は供給または充填セクション1を含み、図1、図1a、および図1bの混合、溶融、および/または混合セクション2a〜2dに材料を供給する。これらのセクションはペレット化セクション3に嵌合的に装着され、ペレット化セクション3は脱水および乾燥装置4にペレットを迅速に流体移送することを好ましく用い、その後材料は梱包、保管、および/または処理後操作5に送られる。
【0049】
供給セクション1において、材料またはコンポーネント材は固体または液体として、手作業で混合セクション2に送られる。好ましくは、液体はポンプによってまたは計量されて混合装置内に送り込まれ、固体は図1、図1a、および/または図1bに示されるように、送りスクリュー10を介して、または他の適切な装置を介して、加えることができる。供給は、重量分析的にまたは容量分析的に行なわれ、好ましくは当業者にとって周知である機械的および/または電子的フィードバック機構によって制御される。特定のプロセスでは1つ以上の、同様のまたは異なる送り機構が必要となるかもしれず、混合入口14a、14b、14cまたは14dで示されるように、混合セクション2a、2b、2cまたは2dにおいて同じまたは異なる入口点に配置できる。供給コンポーネントは、大気温度である場合もあれば、加熱または冷却される場合もあり、大気条件にある場合もあれば、加圧される場合もあり、空気もしくはたとえばアルゴンまたは好ましくは窒素のような、しかしこれには限定されない、不活性媒体でパージされる場合もあり、好ましくは供給デバイスの出口ポート付近で混合セクション2a、2b、2cまたは2dへの流入を促進させるために真空もしくは部分的減圧を受ける場合もある。例示的な流出ポートは、フィードスクリュ出口12である。
【0050】
混合セクション2a、2b、2cまたは2dは、動的な混合コンポーネント2a、押出成形の混合コンポーネント2b、および/または静的な混合コンポーネント2cを含み、個々に、もしくは組合せて用いられることができ、直列に、縦1列に、および/または並列には装着されることができる。
【0051】
図1aの供給セクション1の送りスクリュー出口12は、熱的に制御される混合容器16用の1つ以上の入口(たとえば入口14a)において、動的混合セクション2aに装着される。容器チャンバは大気圧、または空気もしくは不活性ガス(たとえば、アルゴンまたは窒素)で浄化され得る。コンポーネントは連続的にまたは部分部分で、容器チャンバに加えることができる。コンポーネントは特定の処理で望まれるように、任意に加熱することができる。混合はロータ18の回転によって達成され、これはモータ20によって制御される。ロータ18に装着されるのは混合ブレード22であり、これはプロペラスタイル、ボートスタイル、すきの刃スタイル、デルタスタイル、シグマスタイル(単一、二重、または複数の構成)または螺旋状もしくは螺旋形の分散ブレードであり得る。代替的に、ミキサは混練機、バスニーダ、もしくはファレル内部ミキサ、もしくはリボン混合機、バンバリー型混合機、横型ミキサ、縦型ミキサ、遊星ミキサまたは当業者にとって同等な装置であり得る。
【0052】
適する注入点に達すると、弁24は開き、流体または溶融材がパイプ26に入ってそこを通り、ブースタポンプ30に引込まれる。ブースタポンプ30は、たとえば遠心ポンプまたは容積式の往復もしくは回転式ポンプであり得る。好ましくは、ブースタポンプ30は回転式であり、蠕動ポンプ、羽根ポンプ、ねじポンプ、ローブ(lobe)ポンプ、プログレッシブキャビティ(progressive cavity)ポンプ、または歯車ポンプであり得る。歯車ポンプは精度が高く、または好ましくは完全に開いており、中圧(たとえば最大約33バー、好ましくは約10バー未満)を生成する。ポンプの圧力は、溶融物を、ろうそくフィルタ、バスケットフィルタ、またはスクリーンチェンジャであり得る粗い目のフィルタ35を通過させるのに十分である。例示的な実施例において、粗い目のフィルタ35は20メッシュまたはもっと粗いバスケットフィルタである。粗い目のフィルタ35は、溶融物がパイプ32を通って流れるにつれ、より大きい粒子、凝塊、粒状の材料を取除く。点線40aは溶融ポンプ80の接続点を示す。
【0053】
代替的に、図1の供給セクション1は、送りスクリュー出口12を介して混合セクション2に接続的に取付けられ、より具体的には、1つ以上の入口(たとえば入口14b)において、押出成形混合セクション2bであって、単一のねじ、二重ねじ、複数ねじ、環状押出器、またはラム押出器であり得るがこれに限定されない押出器50に流れる。スクリューのセクションまたはゾーンは、材料を同時に供給、混合および搬送し、ペレット化セクションに対して材料を溶融、混合ならびに均一に分散および分布する十分な熱的および機械的エネルギを与える。押出器50は好ましくは2軸押出器であり、空気または不活性ガスで浄化され、1つ以上のベントポートを有することができる。ベントポートの一部またはすべてには、1つ以上の減圧接続部、または当業者にとって理解される他の排気機構が取付けられ得る。ベントポートまたは適する排気機構は、ガスやモノマーの残渣、副生成物といった不所望な揮発物、および/または不純物の除去を促進する。排気装置は注意して使用されるべきであり、調合物に必須の揮発成分が失われたり、混合処理の導入の後損なわれたりすることがないよう、位置付けられなければならない。スクリューの構成は、適切なレベルの供給、分散的および/または分布の混合、溶融、配合、および押出量を達成するものであり、これは調合および処理要件によって定められる。押出器50は図1に示されるように溶融ポンプ80に結合され、図1aに示される動的混合セクション2aに対する点線40aによって特定される場所で結合される。
【0054】
同様に、供給セクション1は、静的混合部2cにおける入口14c、および/または静的混合部2dの入口14dに、送りスクリュー出口12を介して接続できる。プロセス動作は、ブースタポンプ30および/または溶融ポンプ80の使用を含むことができ、それにより静的ミキサ60への材料の流入および加圧を促進する。静的ミキサ60は点線40bに示される位置で、溶融ポンプ80に接続される。
【0055】
混合セクションは単独で、または組合せて用いることができ、動的混合、押出成形混合および/または静的混合は、直列におよび/または並列に接続される。この例としては、動的混合セクション2aが入口14dにおいて静的混合セクション2dに直接接続される場合、押出成形混合セクション2bが入口14dにおいて直接静的混合セクション2dに接続される場合、および押出成形混合セクション2bが静的ミキサ100を迂回して、入口14cにおいて直接静的混合セクション2cに接続される場合がある。押出成形混合セクション2bは代替的に、同様のまたは異なる設計の種類または構成を有する別の押出成形混合セクションと直列および/または並行に接続することができる。温度および処理パラメータは、さまざまな混合セクションにおいて同じまたは異なっていてもよく、混合ユニットは組合せて、直列に、または他の態様で接続することができる。
【0056】
固体または液体の成分は、供給セクション1を用いて加えることができ、これは入口14a、14b、14cまたは14dを含むがこれに限定されない1箇所以上の場所で接続される。動的混合のため、コンポーネントは入口14aで、または揮発性物体が関わる場合には、入口14cに近い入口部75で、加えられる。動的混合が静的混合に直列に接続される(図1に示されない)場合、揮発性剤の添加は好ましくは静的ミキサの入口で行なわれ、その例では、静的ミキサ60に対する入口14dの変形を含む(図1b)。押出成形混合において、コンポーネントは入口14bで、または、入口位置70で示されるように、揮発性物が関わる場合には押出器50の端部近くに位置付けられる入口で、または代替的に入口14cに近い入口位置75で、加えられる。歯車ポンプ80前に、静的混合に直列的に接続される押出成形混合(図1では示されない)では、コンポーネントは静的ミキサの入口で加えることができ、これは静的ミキサ60の入口14dの変形による(図1b)。静的混合では、コンポーネントは図1bの入口14dで、または不揮発性剤に関わる場合は、図1に示される入口14cに近い入口位置75で、導入できる。
【0057】
さまざまなレベルの混合およびせん断は、異なる混合プロセスによって達成できる。典型的には、静的混合はせん断が最も少なく、熱的エネルギの添加に依存する。動的混合は、ブレードの設計およびミキサの設計により大きく依存する。押出成形混合は、ねじの種類、ねじの数、およびねじのプロファイルによって変動し、せん断エネルギを著しく生成することができる。したがって、エネルギはせん断または機械的エネルギおよび熱的エネルギの観点から、混合プロセスに導入される。ユニットの加熱および/または冷却は、電気的に、蒸気によって、または油または水分のような、しかしこれに限定されない熱的に制御された液体の循環によって達成できる。混合は、調合物が適切な温度に到達するまで、または当業者にとって周知である、そのプロセスにとって具体的に定められるまたは既知である稠度または粘度の基準が得られるまで、受けられる。
【0058】
混合段2a、2b、2c、2dまたはそのいずれかの組合せから出る際、溶融または流体の材料は溶融ポンプ80を任意に通り、溶融物にさらなる圧力が加えられ、これは好ましくは約10バー以上、より好ましくは約30〜約250バー以上の加圧である。正確な圧力は、処理される材料に依存し、混合の後のペレット化プロセス3によって大きく影響し、さらに処理のスループット速度または流量に依存する。溶融ポンプ80は遠心または容積移送式の往復もしくは回転ポンプであり得る。例示的な実施例では、溶融ポンプは回転ポンプであり、好ましくは、ブースタポンプ30は回転式であり、蠕動ポンプ、羽根ポンプ、ねじポンプ、ローブポンプ、プログレッシブキャビティポンプ、または歯車ポンプであり得る。この中で歯車ポンプが好ましい。シーリングは化学的におよび機械的に、処理される材料と互換性を有するべきであり、その詳細は当業者に理解されるであろう。
【0059】
加圧された溶融物はフィルタ90を通り、このフィルタはバスケットフィルタまたはスクリーンチェンジャであり得る。好ましくは、約200メッシュまたはより粗い目のスクリーンチェンジャが用いられる。例示的なスクリーンチェンジャは、異なるメッシュを有する2つ以上のスクリーン(たとえば20メッシュ、40メッシュおよび80メッシュのスクリーン)を有する多層スクリーンチェンジャである。スクリーンチェンジャは、手動式、板状、流動プレート、回転プレート、単一のまたはデュアルボルト式が可能であり、連続または不連続である。
【0060】
溶融ポンプ80および/またはフィルタ90の使用は、調合物にある揮発性成分の含有に強くかつ任意に依存する。溶融ポンプ80の使用に先立ち、押出成形混合2bから十分な加圧が得られるかもしれないが、静的および/または動的混合2aまたは2dを使用すれば、装置からの調合物の進行および流出を確実にするために、加圧の促進が必要となるかもしれない。フィルタ90は用いられると安全機構を果たし、過度に大きな粒子、塊、無定形の塊、または凝塊が、バイパスの静的ミキサ100またはペレット化プロセス3に送られないようにする。代替的に、不揮発性コンポーネントの導入は、前に触れたように、図1の入口14cに近い入口位置75で行なわれ得る。さらなる加圧および/またはスクリーニングが必須のプロセスコンポーネントである場合、入口14cに近い入口位置75を介した導入が好ましいアプローチである。
【0061】
図1bに示される静的ミキサ60は、形成される混合物を加熱して均一な溶融塊を生成するために、または溶融物クーラーとして用いて溶融塊の温度を下げることができる。静的ミキサが直列に用いられる場合、各ユニットは、温度、設計、ジオメトリ、構成、物理的大きさ、およびプロセス条件が同じまたは異なり得る、調合物を加熱およびさらに混合するために用いることができる。直列の静的ミキサは混合物を加熱してよりよい分散および分布混合を達成し、第2の静的ミキサはさらなるプロセスを促進するために、混合物を冷却する。静的ミキサ60または溶融物クーラーは、コイル型、スクレーブ壁、シェルおよびチューブデザイン、Uスタイルチューブデザイン、または他の匹敵するスタイルの熱交換器である。例示的実施例では、個々の筒内に適切な構成を有する静的混合ブレードを含むシェルおよびチューブデザインであり、さらにより多くの材料を筒の壁と密接に接触させて、その外側には油または水のような流体が流れ、温めるまたは冷却させる。循環する媒体の温度および流量は制御ユニット(示されていない)によって注意深く規制される。静的混合または溶融物冷却の条件を選択するための重要な基準は、適切な混合物に必要な圧力を維持しながら、圧力の低下をできるだけ少なくして混合を行なう最大の仕事量を行なうことである。押出器50および/または設けられている場合は溶融ポンプ80によって生成される圧力は、適用可能な場合は、フィルタ90を介してバイパス静的ミキサ100に向かってかつそこを通り、さらにペレット化部3に向かってかつそこを通る溶融物または流体塊の流れを維持するのに十分でなければならない。代替的に、任意の溶融ポンプ80を出口130および入口205の位置に接続させて、ペレット化部3に向かってかつそこを通る圧力を維持または増加させる。
【0062】
図1に示される任意のバイパス静的ミキサ100は、保守点検または掃除のために静的ミキサ60を溶融流経路から物理的に取外さなければならない先行技術に対して利点を有し、特定のプロセスにおいては必ずしもあるものではない。この問題を簡単にするために、冷却剤接続を有しても有さなくてもよい「スプール」またはまっすぐな大きいボアパイプが経路に挿入されて、不必要な静的ミキサを迂回することにより、流れを有効にさせる。代替的に、図2に示されるように、バイパスライン102をフロー経路に挿入することができ、分流弁104を用いて静的ミキサ60からの流れをバイパスライン102に切換える。同様に、第2の分流弁106は、バイパスの流れを、静的ミキサ60の出口またはその近くにおいて、主流に再度つなぐために必要である。
【0063】
任意のフィルタ90の出口は、図3に示される、バイパス分流弁120の入口110を介して、図1のバイパス静的ミキサ100に接続される。入口110は、溶融物を静的ミキサ入口152を介して、バイパス静的ミキサ100の静的混合コンポーネント150に向ける。溶融物の流れは、静的混合コンポーネント150を通り、静的ミキサ出口154から出て、バイアス分流弁120の出口130に送られる。入口152および出口154を介して、静的混合コンポーネント150のベース156がバイパス分流弁120に接続される、2回の通過またはダブルパス熱交換器が図3に示される。静的混合コンポーネント150の上部158は、バイパス分流弁120から遠位にある。静的ミキサ100およびバイパス分流弁120の配向は、ぶら下がり式、水平式、または縦式に配置できる。代替的に、これらは前記の場所の間の多くの角度で傾けて位置付けられる。
【0064】
バルブコンポーネント162および164は好ましくは可動ボルトの形にあり、バルブコンポーネント162およびバルブコンポーネント164は、静的混合コンポーネント150のそれぞれ上流および下流にある。ボルトは少なくとも1個のボアを含むことができる。たとえば、バルブコンポーネント164は二つ(2個)のボアを含み、バルブコンポーネント162は三つ(3個)のボアを含む。それぞれのボアはまっすぐな形、90°曲がる形、またはT字型の形を取ることができ、具体的にはボルトの長さに沿って位置付けられる。これらのボアの各々は、流体制御されるシリンダまたは等価の装置によって位置付けられ、当業者にとって理解されるように、処理を行なうオペレータに求められる所望の位置に基づき、バイパス分流弁120の適切な入口および/または出口に対して適切な配置を維持する。流体によって駆動されるシリンダの位置、および各ボルトの位置は、流体バルブを手動で操作させる、または自動的制御(たとえばPLCによる)または双方によって、制御できる。
【0065】
混合セクション2a、2b、2cまたは2dのコンポーネントは、図1に示されるように分流弁200に接続でき、バイパス静的ミキサ100の出口130は入口205に接続される。図4は入口205および出口260が分流弁200のハウジング202に接続される様子を示す。移動可能な分流ボルト(図示されていない)は、電気機械的に、油圧によって、空気圧によって、またはその組合せによって、駆動できる。
【0066】
容器、押出器、歯車ポンプ、スクリーンチェンジャ、ポリマー分流弁、および溶融物クーラーを含む、図1のセクション1およびセクション2a、2b、2cまたは2dのコンポーネントに対する表面処理およびコーティングの使用は、本発明の多くの実施例のいくつかを含む。窒化、浸炭窒化、電解めっき、無電解めっき、熱的硬化、フレーム溶射技術、および焼結技術は、これら表面処理およびコーティングの例である。
【0067】
図1を再度参照すると、分流弁200の出口206は、ダイ320の入口301においてペレット化セクション3に取付けられ、その詳細は図5、図6a、図6b、図7および図8に示される。
【0068】
図5のダイ320は単体スタイルであり、ダイ本体324に接続されるノーズコーン322を含み、その中に加熱要素330が嵌合され、その中に数および配向パターンが変わる複数のダイ穴340が形成される。具体的実施例において、ダイ穴340は直径約3.5mm以下である。ダイ穴340は多くの設計上の組合せを有することができ、増加するまたは減少するテーパ、円筒形、およびその組合せを含むが、これらに限定されない。セグメントは、プロセスおよび材料に応じて長さが変わる。好ましくは、ダイ穴340は、出口206が取付けられるダイバータ弁200の出口206の直径によって決定される1つ以上の同心円状の輪の状態で、グループまたは群になって、単独でまたは一まとめにして配置される。
【0069】
加熱要素330はカートリッジ、またはより好ましくはコイル型要素であり、構成1として、図5において、より詳細に図6aおよび図6bにおいて示されるように、ダイ穴の外周の外に残るよう、ダイ本体324内において十分な長さを有する。加熱要素330は長さ方向の中心を通ることなくダイ本体の中心に向かってかつその近くまで延在(構成2として図6aおよび図6bに図示)、または長さ方向においてその中央を通り越して延びるが、直径方向に反対にあるダイ穴の輪と接触するほど十分な長さを有さない(構成3として図6aおよび図6bに図示)場合もある。ダイ穴の位置は、加熱要素330の適する構成に対応するよう変化し得る。
【0070】
ダイ本体の中に取外し可能な中心または構成を有するダイ320が図7に示される。加熱要素330はカートリッジまたはコイルの構成を取り、外側ダイ本体コンポーネント352に挿入され、外側ダイ本体構成コンポーネント352の範囲内に好適に収まるよう長さが制限される。ダイ穴340は取外し可能なインサート350内に含まれ、上記のように設計、寸法および配置の点で可変である。取外し可能なインサート350は通常の機構によって、外側ダイ本体コンポーネント352に固定して取付けられる。
【0071】
図8はダイ320の代替的設計を示し、加熱効率を向上させ、溶融または液体材料がダイ穴340を通過する際に熱伝達をより容易にするために、ダイ本体は複数の加熱ゾーンを有する取外し可能な中心またはインサートの構成を有する。図示されない外側ダイ本体コンポーネントは、図7に示したものと匹敵する。代替的な設計の加熱された取外し可能インサート360は、好ましくはコイル状の加熱要素である加熱要素365が装着される開放中心を有し、加熱要素365は外側ダイ本体コンポーネントの他の加熱要素と共通して熱的に制御される、または熱的に自律的に調整され得る(それによりダイ320内において複数ゾーンの加熱能力を可能にする)。
【0072】
どの構成(図5、図6a、図6b、図7および図8)のダイ320も、図8に示されるように、切断面として固定して取付けられた適切な耐摩耗加工面370を含むことができる。耐摩耗加工面370は好ましくは耐摩耗、耐摩滅、および(所望なら)耐腐蝕性である。一例として、炭化タングステン、炭化チタン、他のセラミックス、またはそれらの混合物は、耐摩耗加工面の用途のための一般的材料である。
【0073】
ノーズコーン322のための例示的なボルト締め機構が図8に示される。カバープレート372は、図5、図7および図8にそれぞれ示されるように、ダイ本体320、移動取外し可能なインサート350、または加熱された取外し可能なインサート360の面にボルト374によって位置を配慮して取付けられる。カバープレート372は耐磨耗加工面370の高さ寸法以下である。代替的に、カバープレート372の封止のためにガスケット材または他の材料を所望なら用いることができる。
【0074】
分流弁出口206は斜めにまたは直径方向にまたは円錐状にテーパ状となっている内側ボアを含み、その中に挿入することができるノーズコーン322に対して連続的にかつ比例して大きいチャンバを形成する。チャンバの容量により、重合体材もしくは他の溶融または液体材が、妨害されることなく分流弁200からダイ穴340に流れることができる。代替的に、アダプタ(図示されていない)を分流弁出口206装着することができ、これはノーズコーン322に対応するよう適切にテーパ状にすることができる。
【0075】
分流弁出口206および代替のアダプタ(図示されていない)、ノーズコーン322、ダイ本体324(図5、図9および図10に示される)、取外し可能なインサート350(図7に示される)、および加熱された取外し可能インサート360(図8に示される)は、カーボンスチール、熱的に硬化されたカーボンスチール、ステンレススチール(マルテンサイトおよびオーステナイトのグレードを含む)、熱的に硬化されかつ析出硬化されたステンレス鋼、またはニッケルから形成されて、磨耗、浸食、腐食および摩滅への耐性を向上させる。これらの耐性を向上させるために、窒化、浸炭窒化、電解めっき、および無電解めっき技術のような表面処理を用いることもできる。
【0076】
図5、図7および図9のダイ穴340に滑らかな表面を提供して、それにより製造処理による凸凹(たとえばボアマーク)を減少させるために、本発明の実施例は、焼結、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、高速の空気および燃料調整熱処理、電解プラズマ処理を単独で、または組合せて、含むことができる。図5、図9および図10の分流弁出口または代替のアダプタの内側面1802、ノーズコーン322の外側面1804、およびダイ本体324の入口面1806は、これらの処理を受けることができる。同様に、これらの処理は、図7の取外し可能なインサート350の入口面1808、および図8の加熱された取外し可能なインサート360の入口面1810にも与えることができる。入口面1806、1808および1810は、ダイ穴入口の周りの領域、図5、図7および図9のダイ穴340内にかつそこを通って、ならびに図10において明確にするために円で囲まれているダイ穴341の集まりまたは群に対しても処理される。これらの処理は、表面を金属化する、金属窒化物を表面に固定して付着させる、金属炭化物および金属浸炭窒化物を表面に固定して付着させる、ダイヤモンド状カーボンを表面に固定して付着させる、耐摩耗金属マトリックスのダイヤモンド状カーボンを表面に固定して付着させる、および金属炭化物マトリックスのダイヤモンド状カーボンを表面に固定して付着させることができる。他のセラミック材も限定されることなく用いることができる。
【0077】
図1を再度参照すると、ダイ320は搬送流体ボックスまたはウォータボックス400に固定的に取付けられ、これは図9、図10、図11および図12(a、bおよびc)に詳細に示される。図9は一部構成の搬送流体ボックスまたはウォータボックス400の構成を示し、これは類似した直径およびジオメトリの入口パイプ404および出口パイプ406に接続されるハウジング402を含む。一部構成の搬送流体ボックスまたはウォータボックス400は、位置的に直径方向に対向しており、ダイ面410(表示上、図5、図7および図8の耐摩耗加工面370に相当)を(完全に含むために十分な直径を有して)囲んでいる、長方形、正方形、円筒形、または他の幾何学的に開いた切断チャンバ408に相互接続されている。ハウジング452は,複数の取付けボルト414が中を通る取付けフランジ412を有し、搬送流体ボックスまたはウォータボックス400およびダイ320を分流弁200に封止接続する。ハウジング402上のフランジ416は、以下に詳述するようにペレタイザ900(図1参照)への取付けを可能にする。切断チャンバ408内で自由に回転できる構成要素については、本開示の中で後述する。
【0078】
同様に、図10に示される二部構成の搬送流体ボックスまたはウォータボックス400は、入口パイプ454および出口パイプ456に接続されたハウジング452を備えた本体450を含み、同様の直径および幾何学的形態を有し、(表示上、図8、図10および図11における耐磨耗加工面370の表面に相当する)ダイ面410を(完全に囲むのに十分な直径で)囲んでいる長方形、正方形、円筒形、または他の幾何学的に開いた切断チャンバ458に対し、直径方向において対向して位置付けられ、相互接続されている。ハウジング452は、取付けフランジ462を備えており、ここを複数の取付けボルトまたはスタッド464が通っている。取付けフランジ462は、(内寸および外寸ともに)同様の直径をもつアダプタリング470に密封取付けされている。複数の皿穴式ボルト472がそこを通る。取付けボルトまたはスタッド464および皿穴式ボルト472は、好ましくは交互に用いられ、完成した搬送流体ボックスまたはウォータボックス400およびダイ320のコンポーネントをダイバータ弁200に密封取付けする。本体450のハウジング452上のフランジ466は、以下に詳述するとおり、ペレタイザ900(図1を参照)への取付けを可能にする。図9における切断チャンバ408および/または図10における切断チャンバ458内において自由に回転することのできるコンポーネントを、この開示において後に説明する。アダプタリング470をダイ320にまたはダイ320を介して別個に取付けることにより、ダイ本体320をダイバータ弁200に密封取付けしたままにして、本体450を洗浄またはメンテナンスのために取外すことが可能となる。
【0079】
二部構成をもつ搬送流体ボックスまたはウォータボックス400の分解図が図11に示され、図12には完成したアセンブリが示される。本明細書の他の図面と同様に、類似した部分は図10、図11および図12aにおいて同様の番号を有する。
【0080】
図12bおよび図12cは、搬送流体ボックスまたはウォータボックス入口および出口の代替的な設計を示し、入口480は長方形のまたは正方形の入口筒482に固定して取付けられ、入口筒482はハウジング481に近づくにつれその長さに沿ってテーパ状に増加し、付着して接続され、中に切断チャンバ484がある。同様に、長方形または正方形の出口筒486がハウジング481に取付けられ、入口筒482に対して直径方向で対向し、出口筒486は固定的に取付けられる出口488に向かってその長さ方向に沿ってテーパ状に減少する。図12bおよび図12cのフランジ483およびフランジ485は、設計および目的が、先に説明した図12aのフランジ462および466と同等である。
【0081】
図12a、図12bおよび図12cは好ましくは直径方向において対向する入口および出口を示す。代替的に、入口454および480と出口456および488とは、出口−入口間の位置に対して規定され、20°から好ましい180°の角度で配置され得る。一例として、入口454および480と出口456および480とは対向して、または互い違いにずらして、ハウジング481に取付けることができる。入口および出口の寸法は同じまたは異なっていてもよく、入口および出口の設計は類似または異なっていてもよい。好ましくはこのように特定された入口および出口は、寸法および設計が同様であり、直径方向において対向している。
【0082】
図11に戻って、磨耗、浸食、腐食、摩滅、および望ましくない付着および狭窄を減らすために、フランジ466の内側面1812ならびに入口パイプ454および出口パイプ456の管腔1818(図示されていない)は窒化、浸炭窒化、焼結でき、高速の空気および燃料調整熱処理または電解めっきが施され得る。外部面1814およびダイ本体320の露出面1816は同様に処理できる。図9、図10、図11、図12a、図12bおよび図12cに示される実施例も同様に処理できるのは理解されるであろう。
【0083】
付加的に、フレーム溶射、熱溶射、プラズマ処理、無電解ニッケル分散処理、および電解プラズマ処理を単独でまたは組合せて、フランジ466の内側面1812、入口管454および出口管456の管腔1818(管腔は図示されていない)、ならびに外部面1814およびダイ本体320の露出面1816に与えることができる。露出面1816は、開放切断チャンバ458内の潜在的なキャビテーションの著しい浸食作用を被る可能性がある。これら表面処理は、表面を金属化する、金属窒化物を表面に固定して付着させる、金属炭化物および金属浸炭窒化物を表面に固定して付着させる、ダイヤモンド状カーボンを表面に固定して付着させる、耐摩耗金属マトリックスのダイヤモンド状カーボンを表面に固定して付着させる、または金属炭化物マトリックスのダイヤモンド状カーボンを表面に固定して付着させることができる。他のセラミック材も限定されることなく用いることができる。
【0084】
これら表面処理はコンポーネント基板から遠い表面上に重合体のコーティングを塗布することによってさらに変えて、ペレットの付着、狭窄、蓄積および凝塊を減少させて通路の閉鎖または封鎖を制限または防止する。好ましくは、重合体コーティング自体は非接着性であり、低い摩擦係数を有する。具体的実施例において、重合体コーティングは、シリコーン、フルオロポリマまたはその組合せである。重合体コーティングの塗布は、乾燥および/または硬化を実施するのに少しの加熱しかまたは全く加熱を必要としない。コーティングの塗布は、浸漬被覆、ロール被覆、スプレー被覆、反応性重合化、焼結、熱間溶射、フレーム溶射、プラズマ処理および粉末被覆によって達成することができる。反応性重合化は、熱間硬化、湿気硬化、光によって開始される重合化、遊離基重合化、加硫、室温加硫、および架橋を含み得る。重合体コーティングの利点としては、金属化およびセラミックプロセスの間隙が減り、さらなる表面の平坦化および変形を与え、表面の摩擦の減少、ペレットの処理された表面の磨耗の可能性を減らす、およびその組合せを含み得る。
【0085】
図1に再度戻ると、ペレタイザ900は非動作の開放位置に示される。ペレタイザにフローガイド800と、カッターブレード700を有するカッターハブ600とが装着される。装置を動作させると、ペレタイザ900は動かされて、それぞれ図9および図10に示されるように、搬送流体ボックスまたはウォータボックス400の一部体構成のフランジ416に、または搬送流体ボックスまたはウォータボックス400の2部構成の本体450のフランジ466に、固定して取付けられる。取付けは急速着脱、または他のこのような機構によって行なうことができる。動作中の構成において、カッターハブ600およびカッターブレード700は切断チャンバ408(図9)または458(図10)内に自由に回転する。
【0086】
ペレタイザ900は図13に示される。ペレタイザ900の中央ハブ600は、ダイ面410に対して調節可能である。図13はペレタイザ900が動作可能な位置にあるのを示し、ペレタイザフランジ902を介して、取外し可能な急速着脱クランプ904によってしっかりと保持される搬送流体ボックスまたはウォータボックスフランジ466に密封装着される。ペレタイザの位置的な調整は、手動で、ばね荷重により、油圧により、空気圧により、電気機械的に実現可能であるか、または均一な摩滅、長い耐用年数、カッターハブもしくはダイ面410の周りの溶融巻付けに繋がる過度の押出成形の回避、およびペレット化された製品の粘度を実現するのに必要とされる位置を確実に適切なものにするために加えられる力の一方向に累積的に作用するかもしくは反対方向に対向して作用するこれらの機構の組合せによって実現可能である。油圧式−空気圧機構の好ましい設計は図13に詳細に示され、モータ905、ハウジング910を備え、継手922に係合される油圧シリンダ920を含む。回転シャフト930は継手922をダイ面410においてカッターハブ600に接続し、スラストベアリング940および密封メカニズムを通って、さらに好ましくは搬送流体ボックスまたはウォータボックス400の切断チャンバ458と流体接触する機械密封メカニズム950を通る。入口管454および出口管456は切断チャンバ458への流体(たとえば水)の流れる方向、切断チャンバ458における流体およびペレットの混合、およびその後ペレットスラリーがカッターハブ600およびダイ面410から離れて切断チャンバ458から出る方向を示す。
【0087】
切断チャンバ458を通る流体の速度を上げる、ペレットの品質を向上させる、凍結を減らす、ダイ面410周りの溶融物の巻き付きを防止する、水頭圧力を生成するまたは増大する、そしてペレットの幾何学的形態を向上させるために、図14はフローガイド800が切断チャンバ458内に配置されてそれによりその領域の流体容積を効果的に減少させる構成を示す。部分的にしか示されないダイ320、搬送流体ボックスまたはウォータボックス400およびペレタイザ900は、図13の位置と同じである。切断チャンバ458内において、中空のシャフトロータが好ましくはカッターハブ600に装着され、上述のように適切な入口管454および出口管456を有する。
【0088】
図15aおよび図15bはフローガイド800の2つの可能な構成を示し、切断チャンバ458の直径よりも小さい一定の外径を有する同様のまたは異なるセグメントの長さを有し得るものであり、切断チャンバ458において所望される必須の容積低減に従って変動可能である。フローガイドスペーサセクション803は単独の場合には803aと示され、複数の場合には803bおよび803cと示されるように、周方向に沿って直径方向にほぼ均一になり得るが、セグメント長さは異なり得る。流れを方向付けるおよび/または制限するために、流れ方向付けセグメント801は単独の場合には801aと示され、制限されない複数の場合に801b、801cおよび801dと示されるように、長手方向に延在する溝によって変形され、これらの溝は横方向において弓形をなし、最も深い溝付き部分はカッターハブ602近くに位置付けられる。一連のセグメントからなる好ましい構成は、セグメントの数に限定されるよう意図されたものではなく、類似の幾何学的形態および機能を持つ単一のフローガイドコンポーネントも十分に本発明の範囲内にある。
【0089】
図13を参照すると、カッターハブ600はペレタイザ900のロータシャフト930のねじ切りされた端部にねじ込むことによって取付けられる。カッターハブ600はロータシャフト930に堅固に取付けることができ、図16に示されるように、カッターハブ600の外周に沿って比例した割合の複数のカッターアーム610を含むことができる。代替的にかつ好ましくは、カッターハブ600はアダプタ620を用いてロータシャフト930に可撓的に取付けられ、アダプタ620はロータシャフト930に対して装着的にかつねじで接続される。アダプタ620はカッターハブ600の同様の部分的に球形の内面ボア602と整合する部分的に球形の外面622を有する。この部分的に球形の内面ボア602に対して直径方向に対向しておりかつその中に窪んでいるのは長手の凹所605であり、カッターハブ600の縁まで延在し、その中にボール640が入る。同様に、ボール640用の外径方向の凹所626がアダプタ620上に位置付けられ、アダプタ620が交差して所定位置になりかつカッターハブ600に対して平行な位置に回転されると、長手の凹所605および外径方向の凹所626はボール640を連動して固定するよう配向されている。これにより、ロータシャフト930に固定して取付けられたアダプタ620上の直径方向に位置決めされたボール640を中心にしてカッターハブ600を自由に振動させることが可能となり、それによりカッターハブ600の回転自己整合が可能となる。
【0090】
カッターアーム610およびカッターハブ612の本体は、図16に示されるように、その断面が正方形または長方形であり得る。カッターアーム610およびカッターハブ612の本体は、図17cに示されるように、六角形の断面を拡張するようより流線型にされてもよい。図17aおよび図17bは、流線型のカッターハブ650のセグメントを示す。カッターブレード(図示されていない)は平坦化された角度のある溝614(図16)または平坦化された角度のあるノッチ652(図17aおよび図17b)において、ねじまたは同様の機構によって固定して取付けられる。
【0091】
代替的に、図18は急角度のカッターハブ600を示し、カッターアーム610は(図13に示されるように)、好ましくはねじ748または他の機構によって、任意には、カッターブレード750を有するカッターブレード支持部702と置き換えられる。アダプタ720はロータシャフト930(図13)へのねじによる取付けに対する自己整合の柔軟性を可能にする。機能的に同等である他のカッターハブの設計は、当業者にとって理解され得るように、本発明の範囲内にある。
【0092】
図19はさまざまな角度をつけて傾けられた位置および形状のカッターブレード750を示す。ブレード角度755はダイの耐磨耗加工面370に対して0°から110°以上に変動し得る。たとえば、図19a、図19bおよび図19c参照。図8に示されるように、60°から79°のブレード角度755が好ましい。図19bに示される75°のブレード角度はより好ましい。ブレード刃先760は正方形、傾斜付き、または角度付きであってもよく、約20°から約50°の、好ましくは約45°のブレード切断角度765である。代替的に、図19dに示されるように、半分の厚さのブレード770も同様に取付けられてもよく、同様に角度がつけられてもよく、さらに上述のとおり、同等のブレード切断角度および好みを有してもよい。さらに、ブレードの設計は、寸法的および組成的に他のプロセスパラメータに応じて有用であることを示し得る。
【0093】
カッターブレード750および半分の厚さのブレード770は組成として、工具鋼、ステンレス鋼、ニッケルおよびニッケル合金、金属−セラミック複合物、セラミック、金属もしくは金属炭化複合物、炭化物、バナジウム硬化鋼、適切に硬化されたプラスチック、または他の同等に耐久性のある材料を含むが、これに限定されず、さらにアニーリングおよび硬化されてもよい。長さ、幅および厚さといったブレードの寸法、ならびにカッターハブ設計に関連付けられて用いられるブレードの数に特に制限はない。
【0094】
図13に戻り、磨耗、浸食、腐食、摩滅ならびに望ましくない付着および狭窄を減じるための表面処理は、搬送流体ボックスまたはウォータボックスフランジ466から延在して切断チャンバ458内に入るロータシャフト930の露出部分の外側面1820に与えることができる。外部面1820は窒化、浸炭窒化、焼結によって金属化、または電解めっきできる。ロータシャフト930の表面処理の程度は、切断チャンバ458の容積を減らすためにフローガイド800が用いられる場合、ウォータボックスフランジ466から遠位の部分に減じられる。
【0095】
同様に、窒化、浸炭窒化、焼結、高速の空気および燃料調整熱処理、または電解めっきは、図15aおよび図15bに詳細に示されるように、フローガイド800の表面(図13)に与えることができる。特に、出口流出面1822および1822a、出口流出面1824a、フランジ466と遠位のガイド面1826および1862a、フランジ466に近位のフローガイド面(図示されていない)、フローガイド管腔面1828および1828a、ならびにフローガイド外周面1830および1830aを処理することができる。同じ処理が、図16に詳細に示されるように、カッターハブ612およびカッターアーム610のカッターハブおよびアーム面1832、ならびに図17aおよび図17bに示される多様なデザインのカッターハブおよびカッターアームのカッターハブおよびアーム面1834に与えることができる。図19a、図19b、図19cおよび図19dに示されるカッターブレード750および半分の厚さのブレード770も同様に、その先端面1836(図19aおよび図19b)、先端面1838(図19d)およびエッジ面1840(図19c)で処理できる。外周ブレード面1842も任意に処理できる。
【0096】
さらに、フレーム溶射、熱溶射、プラズマ処理、無電解ニッケル分散処理、および電解プラズマ処理を単独でまたは組合せて、搬送流体ボックスまたはウォータボックスフランジ466から切断チャンバ458内に延在するロータシャフト930の露出した部分の外側面1820(図13)、出口流出面1822および1822a、入口流入面1824および1824a、フランジ466から遠位のフローガイド面1826および1826a、フランジ466に近位のフローガイド面(図示されない)、フローガイド管腔面1828および1828a、フローガイド外周面1830および1830a(図15aおよび図15b)、カッターハブおよびアーム面1832および1834(図16および図16a、図17b)、先端面1836および1838、エッジ面1840、および外周ブレード面1842(図19a、図19b、図19cおよび図19d)に与えることができる。これらの処理は、表面を金属化する、金属窒化物を表面に固定して付着させる、金属炭化物および金属浸炭窒化物を表面に固定して付着させる、ダイヤモンド状カーボンを表面に固定して付着させる、耐摩耗金属マトリックスのダイヤモンド状カーボンを表面に固定して付着させる、および金属炭化物マトリックスのダイヤモンド状カーボンを表面に固定して付着させることができる。他のセラミック材も限定されることなく用いることができる。
【0097】
これらの表面処理は、潜在的には先端面1836および1838、エッジ面1840および外周刃面1842(図19a、図19b、図19cおよび図19dに示される)を除いて、コンポーネント基板から遠位にある表面に重合体コーティングを塗布することによってさらに変形することができ、ペレットの付着、狭窄、堆積および凝塊を減少させて、通路の閉鎖および封鎖を制限する。上記のように、重合体コーティング自体は好ましくは非付着性であり、低い摩擦係数を有する。具体的実施例において、重合体コーティングは、シリコーン、フルオロポリマまたはその組合せである。場合によって、重合体コーティングの塗布は、乾燥および/または硬化を実施するのに少しの加熱しかまたは全く加熱を必要としない。
【0098】
図1はバイパスループ550の相対的な位置を示す。バイパスループ550およびペレット搬送のために用いられる水または同等の流体は、貯留器1600(または他の源)から得られて、ポンプ500を介して搬送流体ボックスまたはウォータボックス400に搬送され、ポンプ500は任意の熱交換器520に向かってかつそこを通ってバイパスループ550に十分な流体流れを与えるための設計および/または構成を有する。熱交換器520は同様に、ペレットの幾何学的形状、スループットおよびペレット品質がテーリングなしに申し分のないものになるよう形成されるペレットの温度を維持するのに適切なレベルで水(または他の搬送流体)の温度を維持するのに適した容量を有する設計であり得る。この場合、切断面上の溶融プラスチックの巻き付き、ペレットの凝塊、キャビテーション、および/または搬送流体ボックスもしくはウォータボックスにおけるペレットの蓄積が回避される。搬送流体の温度、流量および組成は、処理される材料または調合物に応じて変動する。搬送流体の温度は、重合体の溶融温度よりも少なくとも約20℃低く維持され、好ましくは溶融温度よりも約30℃から約100℃低い温度で維持される。搬送流体温度はより好ましくは約0℃から約100℃、さらに好ましくは約10℃から約90℃、そして最も好ましくは約60℃から約85℃で維持される。
【0099】
さらに、加工助剤、流れ調整剤、表面調整剤、コーティング、(静電防止剤を含む)表面処理剤、および当業者に既知であるさまざまな添加剤を、搬送流体に含むことができる。配管、弁構成およびバイパスコンポーネントは、ペレット−搬送流体混合物を適切に搬送するのに不可欠な温度、化学的組成物、磨耗性、腐蝕性、および/またはいかなる圧力にも対応するのに適した構造でなければならない。システムで必要な圧力は、縦および横の搬送距離、成分の不所望な揮発または早すぎる膨張を抑制するのに必要な圧力レベル、弁構成を通るペレット−搬送流体のスラリー流れ、粗い選別、ならびに付随的プロセスおよび/またはモニタ装置によって決定される。ペレット対搬送流体の比は、同様に、ペレットの蓄積、流れの封鎖、閉鎖および凝塊が具体例として挙げられる上記の複雑な状況をなくすまたは軽減するのに十分に有効な変動比でなければならない。配管の直径および距離は、不所望の揮発および/または早すぎる膨張を防止するためにペレットについての適切なレベルの冷却および/または凝固を達成するのに必要な時間ならびに材料スループット(したがって、流量およびペレット対搬送流体比)によって決定される。弁構成、ゲージ、または他の処理およびモニタ装置は、不適切な封鎖、閉鎖を回避するために、または付加的かつ不所望な圧力生成もしくはプロセス閉塞に繋がるプロセスを変更するために、十分な流量および圧力定格ならびに十分な通過直径でなければならない。搬送流体および添加剤組成物は、ペレット調合物の成分と適合可能でなければならず、その調合物の成分のいずれかにも容易に吸収されるべきではない。過剰な搬送流体および/または添加剤は、水洗、吸引、蒸発、脱水、溶剤除去、ろ過、または当業者にとって理解される同様の技術によって、ペレットから容易に除去可能でなければならない。
【0100】
図1のポンプ500および熱交換器520は、特にペレット化プロセスの副生成物によって、磨耗、浸食、腐食および摩滅を受ける傾向があり、コンポーネント(図示されていない)は窒化、浸炭窒化、焼結、高速の空気および燃料調整熱処理、および電解めっきを用いて、任意に表面処理できる。さらに、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、および電解プラズマ処理を単独で、または組合せて用いることができる。
【0101】
図20に示されるように、バイパスループ550により、入口パイプ530からの搬送流体(たとえば水)は三方弁555に入り、バイパス流れ内に、または搬送流体ボックスもしくはウォータボックス400に向かって再方向付けられることが可能となる。搬送流体ボックスまたはウォータボックス400を迂回するために、搬送流体は三方弁555によって、バイパスパイプ565内に/通って、出口パイプ570に方向付けられる。これを実現するために、遮断弁575が閉じられる。代替的に、水が搬送流体ボックスまたはウォータボックス400に向かって/通って流れるために、遮断弁575を開き、ドレイン弁590を閉じた状態で、流れがパイプ560へと/通ってパイプ580内に流れることを可能にするよう、三方弁555が方向付けられる。水は搬送流体ボックスまたはウォータボックス400の中に/通ってペレットを遮断弁575を介して覗き窓585に/通って流れ、さらに以下で記載するように、下流での処理のために出口パイプ570に流れる。システムを排水し、搬送流体ボックスもしくはウォータボックス400またはダイ耐磨耗加工面370の洗浄もしくはメンテナンスを可能にするために、またはダイ320のいずれかのコンポーネントを交換するために、三方弁555は流れをパイプ565へと/通って、さらにパイプ570に方向付けられる。今度は遮断弁575が閉じて、ドレイン弁590が開いた状態で、水はコンポーネント585、400、560および580内において、575よりも下に閉じ込められて残り、再利用または処分のためにドレイン595から排出される。
【0102】
ペレットが処理のために十分に凝固されると、パイプ1270を介して凝塊キャッチャ/脱水部1300に/通って、さらに図1に示されるように、乾燥ユニット1400および下流の処理プロセス2000に搬送される。
【0103】
ペレットの結晶化がプロセスの一部である場合、標準のバイパスループ550は、図21に示されるように、加圧された空気が経路内に注入されるよう、搬送流体ボックスまたはウォータボックス400と乾燥装置1400との間の直接の経路によって置き換えることができる。空気は、搬送流体ボックスまたはウォータボックス400の出口に好ましくは隣接し、スラリーライン1902の初めの箇所に近い、点1904においてシステムのスラリーライン1902に導入される。この空気導入の好ましい箇所1904は、搬送速度を増加させかつスラリー内の水の吸引を促進することによって、ペレットの搬送を促し、それによりペレットおよび顆粒が所望の結晶化を達成するのに十分な潜熱を保持することを可能にする。高速の空気は、空気圧縮器のように、製造設備で典型的に利用可能な従来の圧縮空気ラインを用いて、点1904においてスラリーライン1902内に都合よく、かつ経済的に注入される。他の不活性ガス(たとえば窒素)を用いてペレットを記載しているように高速に搬送することができる。この高速の空気または不活性ガスの流れは、圧縮ガスを用いて達成され、好ましくは1.6インチ(約0.63cm)のパイプ径である標準のパイプ径のスラリーラインに、少なくとも8バーの圧力を規制するために、標準のボール弁を用いて、少なくとも100立方メートル/時間の流量をもたらす。
【0104】
当業者なら、スループット量、所望の結晶度、およびペレットや顆粒のサイズによって、流量およびパイプ径が変わり得ることは理解するであろう。高速の空気または不活性ガスは、ペレットの水分スラリーと効果的に接触し、吸引により水蒸気を生成し、スラリーラインを通ってペレットを分散させ、これらのペレットをドライヤー1400内に速い速度で、好ましくは搬送流体ボックスまたはウォータボックス400からドライヤーの出口1950(図22)までは1秒未満の速度で、伝搬する。この高速の吸引は、空気/ガス混合物においてペレットの混合物をもたらし、これはガス状の混合物において98%から99%の空気容量近くとなり得る。
【0105】
図21はスラリーライン1902への空気導入を示す。水/ペレットスラリーは搬送流体ボックスまたはウォータボックス400を出てスラリーライン1902に入り、覗き窓1906を通り、アングルエルボー1908を通り、そこで圧縮空気は空気導入入口弁1910から、角度がつけられたスラリーライン1902を通って、拡大したエルボー1912を通り、ドライヤー1400に向かってかつなかに入る。角度付けられたエルボー1908への空気導入は、ペレット/水スラリーに対して最大の空気噴射効果をもたらすスラリーライン1902の軸と一致するのが好ましく、それにより混合物が一定して吸引される。スラリーライン1902の縦軸とスラリーライン1902の長手方向の軸との間の角度は、0°から90°、またはこれよりも大きい角度に変動することができるが、これよりも大きい角度はドライヤー入口1914の高さに対するペレタイザ900の高さの変化によってなくなる。この高さにおける差は、ペレタイザ900に対するドライヤー入口1914の物理的な位置付けによる、またはドライヤーおよびペレタイザの大きさの違いによる。好ましい角度は30°から60°の範囲にあり、より好ましい角度は約45°である。ドライヤー入口1914への拡大されたエルボー1912は、入来のスラリーライン1902からドライヤー入口1914への高速に吸引されたペレット/水スラリーの遷移を促進し、ドライヤー1400へのペレットスラリーの速度を落とす。図22に示されるように、装置の位置により、ペレットがペレタイザ900からドライヤー出口1950までの距離を約1秒で搬送されることを可能にし、それによりペレット内の熱の損失を最小限に抑える。これは第2の弁機構を挿入することにより、またはより好ましくは空気導入入口弁1910の後に第2のボール弁1916を挿入することによってさらに最適化される。この付加的ボール弁は、スラリーライン1902のペレットの滞在時間をよりよく規制し、スラリーラインで起こり得る振動を減らす。第2のボール弁1916はチャンバ内に導入される空気をさらに加圧することを可能にし、ペレット/水スラリーからの水分の吸引を向上させる。これは、ペレットおよび顆粒の大きさが減少すると特に重要となる。
【0106】
磨耗、浸食、腐食、摩滅および不所望の付着および狭窄は、搬送配管において問題となり、これはパイプ1270については図1に、バイパスループ550配管について(たとえば、パイプ530、560および565)は図20に、さらにスラリーライン1902については図21に、示されている。これらのパイプは、短半径および長半径の直角を形成するように製造でき、代替的に短半径および長半径の掃引角または曲線を形成するよう曲げることができる。理論によって拘束される意図はないが、このような操作によって誘発された応力が導入されると予測され、たとえば磨耗、浸食、および/または腐蝕によって磨耗に関連する損傷の可能性を増加させる。窒化、浸炭窒化、焼結、電解めっき、無電解めっき、熱間硬化、プラズマ処理、押出成形、回転成形または「ロトライニング」(回転ライニング)、スラッシュ成形、およびこれらの組合せを含む処理を用いて、磨耗に関連するプロセスへの耐性を向上させ、さらに付着や狭窄を減少させる。
【0107】
空気導入入口弁1910が取付けられるアングルエルボー1908(図22)の他の状況では、例外的に問題となる磨耗および付着に関連する事項を被る傾向があり、内側面(図示されていない)は、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分担処理、高速の空気および燃料調整熱処理、または電解プラズマ処理を単独でまたは組合せて処理できる。これらの処理は、表面を金属化する、金属窒化物を表面に固定して付着させる、金属炭化物および金属浸炭窒化物を表面に固定して付着させる、ダイヤモンド状カーボンを表面に固定して付着させる、耐摩耗金属マトリックスのダイヤモンド状カーボンを表面に固定して付着させる、および金属炭化物マトリックスのダイヤモンド状カーボンを表面に固定して付着させることができる。他のセラミック材も限定されることなく用いることができる。
【0108】
これらの好ましい表面処理は、コンポーネント基板から遠位の表面上に重合体コーティングを塗布することによってさらに変形することができ、ペレット付着、狭窄、堆積、および凝塊を減らして通路の閉鎖および封鎖を制限する。上記のように、重合体コーティング自体が非接着性であり、低い摩擦係数を好ましくは有する。具体的実施例において、重合体コーティングはシリコーン、フルオロポリマ、またはその組合せである。重合体コーティングの塗布は、乾燥および/または硬化を実施するのに少しの加熱しか必要としない。
【0109】
図1に示される乾燥ユニットまたはドライヤー1400は、薄片、球状、球面状、円筒形または他の幾何学的形状であり得る材料について制御された水分レベルを達成するものであればどのような装置であってもよい。これは、ろ過、遠心乾燥、強制もしくは加熱空気の対流または流動床によって実現され得るが、これらに限定されず、好ましくは遠心乾燥機、最も好ましくは自己洗浄式の遠心乾燥機1400が用いられる。
【0110】
ここで図23を参照すると、パイプ1270はペレットおよび流体スラリーまたは濃縮スラリーを凝塊キャッチャ1300内に排出し、ここでペレット凝塊が捕らえられ、除去され、排出シュート1305を介して排出される。凝塊キャッチャ1300は、角度のついた円形のバーグリッド、孔の形成された板またはスクリーン1310を備えており、これにより流体およびペレットの通過を可能にするが、接着した、凝集した、または塊になったペレットを集めて、排出シュート1305に誘導する。次に、ペレットおよび流体スラリーは、図24および図25に示されるように、任意に脱水機1320内へと通過する。脱水機1320は1つ以上のバッフル1330および/または傾斜した有孔膜スクリーン1335を含む少なくとも1つの縦または水平の脱水用有孔膜スクリーン1325を備え、これにより流体が下方向に進んで微細流除去スクリーン1605に入り、そこを通って水貯留器1600に到達できる(図1および図26)。表面にまだ水分を保持しているペレットは、脱水機1320から、図23のスラリー入口1405における自己清浄式の遠心乾燥機1400の下方端内に排出される。
【0111】
図23に示されるように、自己清浄式の遠心型ペレットドライヤー1400は、スクリーンの基部において円筒形のスクリーン支持部1415上に搭載され、縦に配向された一般に円筒形のスクリーン1500を備えた概して円筒形のハウジング1410と、スクリーンの上部において円筒形のスクリーン支持部1420とを含むが、これらに限定されない。こうして、スクリーン1500はハウジングの内壁から径方向に間隔をあけてハウジング1410内に同心円状に位置付けされる。
【0112】
縦ロータ1425はスクリーン1500内において回転するよう取付けられ、ドライヤーの基部(図25)または上部において搭載および/または接続されるモータ1430によって回転可能に駆動される。モータ1430は、図23に示されるように、ドライヤーの上端部の上に好ましくは取付けられる。モータ1430は駆動接続部1435によって、およびハウジングの上端部に接続される軸受1440を介してロータ1425に接続される。接続部1445および軸受1440はロータ1425を支持し、ロータの上端部の回転運動を導く。スラリー入口1405は、接続部1448における下方のスクリーン支持セクション1450を通じてスクリーン1500の下方端部とロータ1425と連通している。ハウジングの上端部およびロータは、ハウジングの上端部において、上側スクリーン支持セクション1455内の接続部(図示されていない)を介して乾燥ペレット排出シュート1460と連通している。出口1467の分流プレート1465は、乾燥ペレットを分岐させて出口1470または出口1475から出力させる。
【0113】
ハウジング1410は部分的な構成を有し、ドライヤーの下側部分においてフランジ継手(図示されていない)で、およびドライヤーの上端部においてフランジ継手(図示されていない)で、接続される。最上部のフランジ継手は、上部プレート1480に接続され、ハウジングまたはガード1437によって囲まれる軸受構造1440および駆動接続部1435を支持する。ハウジング1430上の継手1432はモータ1430を支持し、すべてのコンポーネントを組立てられた態様で保持する。
【0114】
ハウジング1410の下端部は、図26に示されるフランジ接続部1610によって、水タンクまたは貯留器1600の上にある底部プレート1412に接続される。アパーチャ1612はドライヤーハウジングの下端部と貯留器1660との間に連通手段を提供し、表面の水分がペレットから除去されると流体をハウジング1410から貯留器1600に排出させる。この除去はロータの作用によって達成され、ペレットを上昇させてペレットに遠心力を与え、スクリーン1500の内部に対する衝撃により、ペレットから水分が取除かれ、この水分がスクリーンを通って最終的に貯留器1600に運ばれる。
【0115】
ドライヤーの自己清浄構造は、図23に示されるとおり、ハウジング1410の内部とスクリーン1500の外部との間で支持された複数のスプレーノズルまたはスプレーヘッドアセンブリ1700を含む。スプレーヘッドアセンブリ1702は、スプレーパイプ1702の上端部1704が露出された状態で、ハウジングの上端部における上部プレート1480を通って上方に延在するスプレーパイプ1702の端部において支持される。ホースまたはライン1704は、高圧流体、好ましくは水であって、少なくとも40gpm、好ましくは約60gpmから約80gpm、より好ましくは80gpm以上の流量で、スプレーヘッドアセンブリ1702に供給する。ホース1706は、ドライヤー1400に取付けられた単一のマニホールド(図示されていない)と任意に繋がり得る。
【0116】
好ましくは、少なくとも3つのスプレーヘッドアセンブリ1702ならびに関連するスプレーパイプ1700およびライン1706がある。スプレーヘッドアセンブリ1702およびパイプ1700は、スクリーン1500の外周に沿って円周方向で間隔があけられて配向される。スプレーヘッドアセンブリ1702およびパイプ1200は、スプレーヘッドアセンブリ1702から排出される加圧流体がスクリーン1500の内外ならびにハウジング1410の内部に接触して洗浄するよう、縦に互い違いにずらした関係で配向されてもよい。こうして、スクリーン1500の外面とハウジング1410の内壁との間における停止点またはエリアに蓄積したまたは溜まっている集められたペレットはすべて、図26からわかるように、アパーチャ1612を通って貯留器1600内に洗い流される。同様に、スクリーン1500の中およびロータ1425の外に残っているペレットはドライヤーの外に洗い流されて、異なる種類のペレットが乾燥させられる後の乾燥サイクルの際に、ドライヤーを通るペレットを汚染したり混合したりしないようになっている。
【0117】
ドライヤーの下端部にあるスクリーン支持セクション1450とハウジング1410の内壁との間の領域は、ドライヤーハウジングのコンポーネントを互いに接続する継ぎ目および出入口開口部において平坦な領域を含む。スプレーヘッドアセンブリ1702からの高圧水もこの領域を有効に洗浄する。ベーススクリーン支持セクション1450は、ねじまたは他の締結具によって、ハウジング1410の底部プレート1412および貯留器1600に取付けられ、ハウジンおよびスクリーンを貯留器1600に固定する。ベーススクリーン支持セクション1450は、図23に示されるように、桶または鉢の形状を有する。代替的に、他のドライヤーでは、ベーススクリーン支持セクション1450は、反転した桶またはベース(図示されていない)の形を取ることができる。
【0118】
ロータ1425は実質的に管状の部材1427を含み、当該部材1427はペレットを持上げて上昇させ、その後スクリーン1500に衝突させるための傾斜したロータブレード1485を備える。他のドライヤーにおいて、ロータ1410は正方形、円形、六角形、八角形、または他の断面形状を有し得る。中空のシャフト1432は、ロータ1425を通り、ロータを形成する管状部材1427に対して同心円的に間隔があけられている。中空のシャフトは、ロータ1425の下端部においてガイドブッシング1488内の開口1482を通り、さらに底部プレート1412および貯留器1600の上壁の整列した開口内を通るロータの下端部を案内する。回転継手1490は、中空のシャフト1432および流体圧源に接続され、好ましくは空気(図示されていない)がホースまたはライン1492を介して供給されて、中空のシャフト1432の内部を加圧する。
【0119】
中空のシャフト1432は、中空のロータ部材1427の内部と連通するアパーチャを含む。これらの穴により、加圧された流体(たとえば空気)がロータ1425の内部に導入できる。ロータ1425は底壁にアパーチャを有し、これによりロータ1425の底端部がベースまたは桶セクション1450の内部と連通して、ロータ1425の下端部および桶セクション1450の洗浄を可能にする。ロータおよびスクリーン1500の内部から流されたペレットは、乾燥ペレット出口シュート1460を通って優先的に排出される。
【0120】
上部セクション1455内のロータ1425の上部は停止点でもあり、蓄積されたペレットを取除くために高圧流体に晒される。図23に示されるように、ノズル1710は高圧流体をロータ1425の上面をわたって方向付け、蓄積されたペレットを上部セクションから出して優先的にペレット出口シュート1460に方向付ける。ノズル1710は上部プレート1480を延在するホースまたはライン(示されていない)によって供給され、高圧流体源に接続される。
【0121】
ドライヤー構造における停止点または領域に加えて、凝塊キャッチャ1300も別個のパイプまたはホース1720によって洗浄できるが、当該別個のパイプまたはホース1720はソレノイド弁によって制御され、それにより角度のつけられた凝塊プレートまたはキャッチャプレートおよびバーロッドグリッド1310のペレット接点側に高圧流体を方向付けて、凝塊を除去して排出筒またはシュート1305を介して排出する。
【0122】
ホースおよびノズルは、ロータ1425の上部およびペレット排出口1460を洗浄するような方向に、空気(または他の流体)の噴射を、排出シュートまたはパイプ1460に供給する。この空気の排出は、ペレットをパイプ接続部および出口1467を介して分流プレート1465を通して吹き飛ばして、乾燥したペレットをドライヤーから排出させる。
【0123】
ロータ1425は好ましくは全洗浄サイクル中連続的に回転する。ソレノイド弁はウォータボックスバイパス空気口、ロータ空気口、上部セクション空気口、ペレット排出空気口および分流弁空気口を含む付加的な停止点(図示されていない)に好ましくは約60psiから80psi以上で空気を提供するよう設けられる。ソレノイド弁は、短い噴射(たとえば約3秒)をもたらすためのタイマを備え、それにより長い時間を必要とすることなく十分な洗浄が行なわれる。洗浄サイクルボタン(図示されていない)により、洗浄サイクルが起動されてウォータボックスバイパス空気口をまず作動させ、多数の(たとえば5つ以上)の空気の噴射で、空気によるバイパスの洗浄を可能にする。次に、上部セクション空気ポートが作動する。その後、分流プレート1465が作動する。この弁は、スクリーンを約1から10秒、好ましくは約6秒洗浄するスプレーノズルアセンブリ1700が作動する前に閉じる。送風機1760は散水サイクル中に停止され、スプレーノズルポンプの電源が断たれると再び作動し、こうして1回の洗浄サイクルが完了する。ここに記載されるサイクルの範囲は限定されず、サイクルの各コンポーネントは残っているペレットを適切に除去するのに必要な頻度および/または時間に応じて変わり得る。
【0124】
図1の送風機1760はペレット化プロセスの副生成物によって、および送風機コンポーネントの表面(図示されていない)へのペレットの衝突および/または付着により、磨耗、浸食、腐食および摩滅を受ける傾向があり、窒化、浸炭窒化、焼結、高速の空気および燃料調整熱処理または電解めっきを用いて任意に表面処理できる。さらに、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、または電解プラズマ処理を単独でまたは組合せて用いることができる。
【0125】
プロセスのためのスクリーンは、任意に、図27に示されるように、1つ以上の水平または縦の脱水スクリーン1325、傾斜した脱水スクリーン1335、ポートスクリーン1595、および/または1つ以上の円筒形の装着可能なスクリーン1500を含むことができる。スクリーンのサイズ、組成および寸法は、生成されるペレットに対応するべきであり、穿孔、打ち抜かれる、貫通、織られる、または当業者に公知の別の構成であってもよく、さらに構造、組成およびスタイルが同じまたは異なってもよい。ペレットサイズの直径が小さくなると、スクリーンは好ましくは2つ以上の層で構成される。これらの層の組成、設計および大きさは同様または異なっていてもよい。スクリーンは、ラッチ、クランプ、ボルト、または他の締結器具によって所定位置に固定される。
【0126】
スクリーン1500は好ましくはドライヤー1400およびロータ1425の外周に沿って配置されるよう適切に可撓的な構造を有し、図28および図29に示されるように、定位置にボルト締めされてスクリーン領域をほぼ等しい面積に分割している偏向バー1550を含むことができる。代替的に、図30および図31に示されるように、スクリーンに偏向バーがなくてもよい。好ましくは、スクリーン1500は、外側の支持スクリーンと、ペレットおよびマイクロペレットを効果的に乾燥させるための内側スクリーンとを機械的に組込んだ2つ以上の層を有する。加えて、1つ以上のスクリーン層を、特定の用途に応じて、外側支持スクリーンおよび内側スクリーンとの間に挟んでもよい。図32は3層構成の側面図を示す。図33は2層構成の同様の側面図を示す。図34は、細かい網目のスクリーン層が見られる、支持層の側面から見た、2層スクリーン構成の表面図である。
【0127】
外側の支持スクリーン1510は成形プラスチックまたはワイヤ強化プラスチックから形成され得る。重合体/プラスチックは、ポリエチレン、ポリプロピレン、ポリエステル、ポリアミドもしくはナイロン、ポリ塩化ビニル、ポリウレタン、または遠心型ペレット乾燥機の動作で予想される化学的および物理的条件下でその構造的整合性を維持することができる同様の不活性の材料から選択することができる。好ましくは、外側支持スクリーン1510は、スクリーンアセンブリ全体の構造上の整合性を維持するのに適した厚さを持つ金属板であり、適切な遠心型ペレット乾燥機に位置決めされてしっかりと嵌合するような輪郭(たとえば円筒形)にするのに十分な可撓性を有する。金属プレートは、好ましくは18ゲージから24ゲージ、最も好ましくは20ゲージから24ゲージの厚さである。金属は、アルミニウム、銅、鋼、ステンレス鋼、ニッケル鋼合金、または乾燥プロセスの成分に対応して不活性である同様の非反応性の材料であり得る。金属は好ましくはステンレス鋼合金、たとえば乾燥操作を受ける化学的プロセスによって環境上必要とされるグレード304またはグレード316のステンレス鋼である。
【0128】
金属板は、穴が貫通される、打ち抜かれる、穿孔される、またはスロットが設けられて、円形、楕円形、正方形、長方形、三角形、多角形、または寸法的に類似した他の構造を有し得る開口が設けられており、分離およびその後の乾燥のための開放した領域を提供する。好ましくは、開口部は円形の穿孔であり、外側の支持スクリーンの構造上の整合性を維持しながら最大の空き領域を提供するよう、幾何学的に互い違いにずらされている。円形の穿孔は、好ましくは直径が約0.075インチであり、少なくとも約30%の空き領域を設けるために互い違いにずらされている。より好ましいのは、有効な開放領域が約40%以上であるような開放領域の幾何学的配向である。最も好ましいのは、約50%以上の開放領域を実現するよう、互い違いにずらされている、少なくとも約0.1875インチの直径を有する丸い穿孔である。
【0129】
代替的に、外側の支持スクリーンは、角度をつけて縦に積重ねられる、または交差される、または拠り合わせられ、溶接、ろう付け、抵抗溶接、または他の態様で定位置に固定されるワイヤ、ロッド、またはバーからなる組み立て構造またはスクリーンであってもよい。ワイヤ、ロッド、またはバーは、プラスチック、ワイヤ強化プラスチック、または金属であってもよく、幾何学的に円形、楕円形、正方形、長方形、三角形、楔形、多角形、または他の類似の構造であってもよい。スクリーンの幅または縦糸にわたるワイヤ、ロッド、またはバーは、横糸またはシュートとして長手方向に含まれるワイヤ、ロッドまたはバーと寸法的に同じまたは異なっていてもよい。
【0130】
好ましくは、ワイヤ、ロッド、またはバーは、最も狭い寸法の場合は最小で約0.020インチであり、より好ましくは少なくとも0.030インチであり、最も好ましくは約0.047インチである。開放領域は、寸法的には、隣接する構造要素の近位の配置に依存し、少なくとも約30%、より好ましくは約40%を超え、最も好ましくは約50%以上の割合の開放領域を維持するよう位置的に配置される。
【0131】
任意の中間スクリーン1520および内側スクリーン1530は、外側の支持スクリーンについてここに記載したものと構造的に同様である。それぞれの層におけるスクリーンは、寸法および組成が同じまたは異なっていてもよい。それぞれのスクリーンの開放領域の割合は同じまたは異なっていてもよいが、より低い割合の開放領域では、スクリーンの有効開放領域が小さくなり、最も低い割合の開放領域では最も制限されてしまう。ある層のアセンブリにおける他の層に対する配向、ならびにスクリーンの寸法および構造上の組成は、同じまたは異なっていてもよい。
【0132】
好ましくは、内側スクリーン1530は正方形、長方形、平坦、ダッチ、または同様の織りである織込まれたワイヤスクリーンであり、縦糸および横糸ワイヤの直径は、寸法上または組成的に同じまたは異なっていてもよい。より好ましくは、内側スクリーンは、平坦な正方形または長方形の織りワイヤスクリーンであり、縦糸および横糸のワイヤは組成的および寸法的に同様であり、開放領域は約30%以上である。さらにより好ましくは、内側スクリーンは、平坦な正方形または長方形の約30メッシュ以上のメッシュグレード304またはグレード316のステンレス鋼であり、縦糸および横糸のワイヤは、少なくとも30%の開放領域を有するようなサイズであり、空き領域は最も好ましくは、少なくとも50%以上である。さらにより好ましくは、平坦な正方形または長方形の内側スクリーンは、約50メッシュ以上の織りであり、開放面積の割合は約50%以上である。中間スクリーン1520は、導入された場合には、支持スクリーン1510と内側スクリーン1530との間のメッシュ中間物をなし、構造的、幾何学的、組成的および方向的に同様または異なっていてもよい。
【0133】
図23に戻って、ドライヤー1400の多くの部分への磨耗、浸食、腐蝕、摩滅および不所望の付着および狭窄を減じるための表面処理は、窒化、浸炭窒化、焼結、高速の空気および燃料調整熱処理、または電解めっきを含むことができる。処理されるドライヤーコンポーネントの例としては、上供給シュート1844の内側面、下供給シュート1846の内側面、ベースプレートアセンブリ1848の内側面、パイプシャフトプロテクタ1850の外部面、供給スクリーン1852の表面、脱水スクリーン1854の表面(図24)、スクリーンアセンブリ1856の表面、リフタアセンブリ1858の表面、サポートリングアセンブリ1860の外部面、ドライヤーハウジング1862の上部の内側面、ペレットシュート1864および1868の内側面、ならびにエレメント分流プレート1866の外部面を挙げることができる。送風機1760のコンポーネントも同様に処理することができる。
【0134】
さらに、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、または電解プラズマ処理を単独でまたは組合せて、上供給シュート1844の内側面、下供給シュート1846の内側面、ベースプレートアセンブリ1848の内側面、パイプシャフトプロテクタ1850の外部面、供給スクリーン1852の表面、脱水スクリーン1854の表面(図24)、スクリーンアセンブリ1856の表面、リフタアセンブリ1858の表面、サポートリングアセンブリ1860の外部面、ドライヤーハウジング1862の上部の内側面、ペレットシュート1864および1868とペレットシュート延長部(図示されていない)の内側面、ならびにエレメント分流プレート1866の外部面に与えることができる。これらの処理は、表面を金属化する、金属窒化物を表面に固定して付着させる、金属炭化物および金属浸炭窒化物を表面に固定して付着させる、ダイヤモンド状カーボンを表面に固定して付着させる、耐摩耗金属マトリックスのダイヤモンド状カーボンを表面に固定して付着させる、および金属炭化物マトリックスのダイヤモンド状カーボンを表面に固定して付着させることができる。他のセラミック材も限定されることなく用いることができる。
【0135】
これら表面処理はコンポーネント基板から遠い表面上に重合体のコーティングを塗布することによってさらに変えて、ペレットの付着、狭窄、蓄積および凝塊を減少させて通路の閉鎖または封鎖を制限または防止する。好ましくは、重合体コーティング自体は非接着性であり、低い摩擦係数を有する。具体的実施例において、重合体コーティングは、シリコーン、フルオロポリマまたはその組合せである。重合体コーティングの塗布は、乾燥および/または硬化を実施するのに少しの加熱しかまたは全く加熱を必要としない。
【0136】
さらに、図23のドライヤーハウジング1870の内側面および図24の脱水部ハウジング1872の内側面は、回転成形プロセスによって、重合体および反応性重合体が裏打ちされてもよい。ポリエチレンを含むポリオレフィン、ポリプロピレン、架橋結合可能ポリエチレン、ビニルポリマ、ポリエステル、ポリアミド、ポリカーボネート、およびフルオロポリマも用いることができる。好ましくは、ポリエチレン、架橋結合可能ポリエチレン、およびフルオロポリマが、回転成形に用いられる。
【0137】
ペレット排出シュート1460から排出されたペレットは、寸法毎に分類され、ふるい分けられ、パッケージングされ、さらに乾燥または流動化などのさらに別の処理にさらされ、またはプロセス要件に従って保管または直ちに操作するために搬送され得る。これらの乾燥後の処理(たとえば、寸法毎の分類、ペレット被覆、および結晶化の強化)の多くは振動ユニットの使用に関わる。図35a、図35b、図36aおよび図36bは円形の商業的に利用可能な振動ユニットを示す。
【0138】
コーティングは、ペレット出口シュート1460(図23)からのペレットの流れをコーティングパン2102(図35aおよび図35b)に方向付けることにより、実質的に乾燥されたペレットに与えることができる。コーティングパン2102は偏心振動ユニット2100において、好ましくは中央において、ボルト2106によって寸法分類スクリーン2104に固定的に取付けられる。偏心振動ユニット2100の設計および動作機構は当業者にとって既知である。コーティングパン2102の直径は好ましくは寸法分類スクリーン2104の直径よりも小さく、好ましくは寸法分類スクリーン2104の直径の半分である。寸法分類スクリーン2104の外周はユニットハウジング2108によって制限される。コーティングパン2104は上記の寸法的制約を満たす固体の円形ベースからなり、ベースの端縁において1インチ(約2.5cm)以上の外周壁を有し、その中に被覆材が含まれ、ペレット出口シュート1460から導入されたペレットのスループット容量は適切な時間、五(5)秒以下、より好ましくは二(2)秒以下保持され、それにより振動ユニット210の振動により、ペレットの均一な被覆が促される。スクリーン2104の組成は、少なくとも1つの層からなるスクリーンアセンブリ1500について記載した構造と同様のものであり得る。ユニットはカバー2120と固定的に装着される。
【0139】
被覆されたペレットは最終的に振動によってコーティングパン2102からサイズ分類スクリーン2104にふるい落とされ、スクリーンを通る賦形剤の被覆材を有効に取除き、出口2114を通って装置から出力される(図35b)。被覆されたペレットは、偏向堰2112に当るまではスクリーンを移動し、被覆されたペレットは出口2114から出るよう方向付けられる。偏向堰2112はコーティングパン2102の壁に固定してかつ接線方向に取付けられ、出口2114に隣接するユニットハウジング2108と遠位にある。好ましくは、堰2112は、コーティングパン2102の壁高さと等しい幅から、ユニットハウジング2108に隣接する装着点において2倍以上の幅でテーパ状になる。
【0140】
粘着性を減少またはなくすために、ペレットに対して補足的な構造的統合性を与えるために、付加的な化学的および/または物理的特性を組込むために、ならびに色や他の装飾的な効果を与えるために、ペレットにコーティングを塗布することができる。コーティング材の例としては、タルク、カーボン、黒鉛、フライアッシュ、微結晶を含むワックス、粘着性をなくすエージェント、炭酸カルシウム、顔料、クレー、珪灰石、鉱物、無機塩類、シリカ、重合体粉末および有機粉末を挙げるが、これらに限定されない。好ましくは、被覆材は粉末である。
【0141】
図36aおよび図36bは代替の偏心振動ユニット2150を示し、さらなる乾燥、冷却、結晶化およびその組合せを可能とする滞在時間を延ばすものである。ユニット2150は、ユニットハウジング2154に囲まれかつ固定的に装着される固体プレート2152を含む。固体プレート2152の中央には円筒形コア2156が取付けられ、ここに少なくとも1つまたは複数の堰が垂直に接続される。偏向堰2162は円筒形コア2156と遠位でありかつ出口2158に隣接するユニットハウジング2154に固定的に取付けられる。好ましくは、少なくとも一つ(1個)の保持堰2160、より好ましくは少なくとも二つ(2個)の保持堰2160が、円筒形コア2156およびユニットハウジング2154に同様に取付けられる。保持堰は偏向堰2162よりも高さが低く、好ましくは偏向堰2156の半分の高さにある。保持堰2160はユニット2150の外周に配置され、対称的に、非対称に、または対称および非対称に位置付けることができる。ユニットはカバー2170を有して固定的に取付けられる。
【0142】
ペレットは出口2158から遠い側の偏向堰2162にあるユニット2150に供給される。ペレットの動きは、保持堰2160に当るまでユニット2150の外周で起こり、保持堰2160に当ることによりペレットの容積が堆積し、保持堰2160の高さを越える量となれば、ペレットはそれを越えて落ちて、ユニット2150の設計によって定められる、次の保持堰2160または偏向堰2162に振動して移動する。ペレットが偏向堰2156に当ると、ペレットの運動は方向付けられて出口2158から出る。保持堰2160の数を増やすと、蓄積するペレットの容量が増え、それによりペレットが偏心振動ユニット2150によって保持される滞在時間を延ばす。保持堰2160の数および/または高さを変えることにより、ペレットに対する有効な乾燥、冷却および結晶化回数を増やすことができる。偏向されて出口2158を通ると、ペレットは必要な付加的な後処理および/または保存に運ばれる。
【0143】
偏心振動ユニット、振動性のユニットなどの設計を変えて同様の結果を達成することができる。偏心振動ユニットのアセンブリのコンポーネントは、金属、プラスチックまたは他の耐久性のある組成であってもよく、好ましくはステンレス鋼、最も好ましくは304ステンレス鋼からなる。図35a、図35b、図36aおよび図36bの振動ユニットの形状は、円形、楕円形、正方形、長方形、または他の適切な幾何学的構成を有することができる。
【0144】
図35a、図35b、図36aおよび図36bを再度参照して、振動ユニット2100および2150の多くの部分の磨耗、浸食、腐蝕、摩滅および不所望の付着および狭窄を減じるための表面処理は、窒化、浸炭窒化、焼結、高速の空気および燃料調整熱処理、ならびに電解めっきを含むことができる。これら振動ユニットコンポーネントの例は、ハウジング1874および1876の内側面、スクリーン1878の表面、コーティングパン1880の表面、偏向堰1882の表面、偏向堰1884の表面、保持堰1886の表面、円筒形コア1888の外面、ベースプレート1890の上面、およびカバーアセンブリ1892および1894の内側面を含む。
【0145】
さらに、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、および電解プラズマ処理を単独でまたは組合せて、ハウジング1874および1876の内側面、スクリーン1878の表面、コーティングパン1880の表面、偏向堰1882の表面、偏向堰1884の表面、保持堰1886の表面、円筒形コア1888の外面、ベースプレート1890の上面、およびカバーアセンブリ1892および1894の内側面に与えることができる。これらの処理は、表面を金属化する、金属窒化物を表面に固定して付着させる、金属炭化物および金属浸炭窒化物を表面に固定して付着させる、ダイヤモンド状カーボンを表面に固定して付着させる、耐摩耗金属マトリックスのダイヤモンド状カーボンを表面に固定して付着させる、および金属炭化物マトリックスのダイヤモンド状カーボンを表面に固定して付着させることができる。他のセラミック材も限定されることなく用いることができる。
【0146】
これら表面処理はコンポーネント基板から遠い表面上に重合体のコーティングを塗布することによってさらに変えて、ペレットの付着、狭窄、蓄積および凝塊を減少させて通路の閉鎖または封鎖を制限または防止する。好ましくは、重合体コーティング自体は非接着性であり、低い摩擦係数を有する。具体的実施例において、重合体コーティングは、シリコーン、フルオロポリマまたはその組合せである。重合体コーティングの塗布は、乾燥および/または硬化を実施するのに少しの加熱しかまたは全く加熱を必要としない。
【0147】
ここに記載される表面処理は1つ以上のプロセスに関わり、例として、洗浄、脱脂、エッチング、下塗り、粗面化、グリッドブラスト、サンドブラスト、ピーニング、酸洗い、酸洗浄、基材洗浄、窒化、浸炭窒化、電気めっき、無電解めっき、高速塗布を含むフレーム溶射、熱間溶射、プラズマ溶射、焼結、浸漬被覆、粉末被覆、真空蒸着、化学的蒸着、物理的蒸着、スパッタリング技術、スプレー被覆、ロール被覆、ロッド被覆、押出成形、回転成形、スラッシュ成形、ならびに熱的、放射、および/または光開始硬化技術、窒化、浸炭窒化を用いた反応性コーティング、リン酸塩処理、ならびにその上に1つ以上の層を形成する処理を挙げることができる。それぞれの層は、組成が同じまたは異なっていてもよく、多層構造では、その組合せであってもよい。
【0148】
これらのプロセスを用いて与えられる材料として、金属、無機塩、無機酸化物、無機炭化物、無機窒化物、無機浸炭窒化物、腐蝕抑制材、犠牲電極、プライマ、コンダクタ、光リフレクタ、顔料、保護剤、放射調整剤、プライマ、仕上げ剤、接着剤、ならびにウレタンおよびフルオロウレタン、ポリオレフィン、および置換ポリオレフィン、ポリエステル、ポリアミド、フルオロポリマ、ポリカーボネート、ポリアセタール、ポリスルフィド、ポリスルフォン、ポリアミドイミド、ポリエーテル、ポリエーテルケトン、シリコーンなどを含むポリマーを挙げることができるが、これらに限定されない。無機塩、無機酸化物、無機炭化物、無機窒化物、および無機浸炭窒化物は好ましくはそれぞれ金属塩、金属酸化物、金属炭化物、金属窒化物、および金属浸炭窒化物である。
【0149】
本発明は好ましい形で開示されているが、当業者であれば、多くの変形、追加物および削除は、本発明の精神および範囲から逸脱することなく、添付の請求項に記載されている均等物において行なうことができことを理解するだろう。
【図1−1b】
【技術分野】
【0001】
関連出願との相互参照
本願は2007年10月31日に出願された、米国特許出願公開第11/932,067号の利益を主張し、ここに全文が引用により本明細書に援用される。
【0002】
発明の背景
1.発明の分野
本発明は表面処理およびその方法に関し、より特定的にはペレット化システムのコンポーネントの表面処理に関する。ここで用いられる「ペレット化システム」および「ペレット化シーケンス」の用語は、ペレットの押出、ペレット化、搬送、乾燥、結晶化および処理後操作のためのプロセスおよび装置を含む。一般のペレット化システム/ペレット化シーケンスにおいて、ペレット化装置は、付加的な上流および下流装置のシーケンスにおけるたった1つのコンポーネントである。
【背景技術】
【0003】
2.先行技術の説明
従来のペレット化システムの一般に独立したプロセスおよび装置は知られており、その一部は長年知られており、多くの用途に用いられている。同様に、表面処理およびコーティングのための多くのプロセスおよび化学物質もよく知られており、その一部は長年にわたって知られている。しかし、先行技術はこれらのプロセスをペレット化システムの装置コンポーネントに適用して、コンポーネントの腐蝕、浸食、磨耗および摩滅を防止、または制限しながら同時にこれらのコンポーネントやこれらのコンポーネントの周りの領域で作成されるペレットの蓄積、接着、閉塞、凝塊、および狭窄を回避するような相乗的な効果を達成することについては触れていない。
【0004】
ペレット化装置および押出処理後の使用は、本譲受人によって長年実施されており、これらはたとえば以下の先行技術明細書に示されている:米国特許第4,123,207号; 第4,251,198号; 第4,500,271号; 第4,621,996号; 第4,728,176号; 第4,888,990号; 第5,059,103号; 第5,403,176号; 第5,624,688号; 第6,332,765号; 第6,551,087号; 第6,793,473号; 第6,824,371号; 第6,925,741号; 第7,033,152号; 第7,172,397号、米国特許出願公開第20050220920号, 第20060165834号;ドイツ特許および出願であるDE 32 43 332, DE 37 02 841, DE 87 01 490, DE 196 42 389, DE 196 51 354, DE 296 24 638、世界特許出願公開WO2006/087179, WO2006/081140, WO2006/087179および WO2007/064580;ならびにヨーロッパ特許であるEP 1 218 156およびEP 1 582 327。これらの特許および出願はすべて本譲受人によって所有されており、その全文が引用によりここに援用される。
【0005】
同様に乾燥装置も長年にわたって本発明の譲受人によって用いられており、これはたとえば以下の先行技術明細書に示される:米国特許第3,458,045号; 第4,218,323号; 第4,447,325号; 第4,565,015号; 第4,896,435号; 第5,265,347号; 第5,638,60 6号; 第6,138,375号; 第6,237,244号; 第6,739,457号; 第6,807,748号; 第7,024,794号; 第7,172,397号;米国特許出願公開第20060130353;世界特許出願公開第WO 2006/069022; ドイツ特許および出願であるDE 19 53 741, DE 28 19 443, DE 43 30 078, DE 93 20 744, DE 197 08 988; ならびにヨーロッパ特許である EP 1 033 545, EP 1 602 888, EP 1 647 788, EP 1 650 516。これらの特許および出願はすべて本譲受人によって所有されており、その全文が引用によりここに援用される。
【0006】
さらに、結晶化プロセスおよび装置も本譲受人によって開示されている。たとえば、米国特許第7,157,032号;米国特許出願公開第20050110182および20070132134;ヨーロッパ特許出願EP 1 684 961;世界特許出願公開WO 2005/051623およびWO 2006/127968がある。これらの特許および出願はすべて本譲受人によって所有されており、その全文が引用によりここに援用される。
【0007】
ここで用いられる処理後操作は、熱間操作、ペレットコーティング、粒度測定、保管、および形成されたペレットのパッケージングを含むことができ、当業者にとって周知である。
【0008】
表面処理のプロセスは、典型的に準備ステップから始まる。表面処理プロセスの例として、溶剤を用いた脱脂による基板の完全な洗浄、ピーニング、グリッドブラストまたはサンドブラストによる緩いまたは適度に厳密な磨耗、酸または基材による酸洗い、コロナ処理によるエッチングおよびプラズマエッチング、ならびに活性化を挙げることができる。これら洗浄された表面の付加的処理は、たとえば、パッシベーション、窒化、浸炭窒化、下塗り、リン酸塩化、金属化、亜鉛めっき、電解析出、無電解めっき、高速塗布を含むフレーム溶射、熱間溶射、焼結、プラズマ溶射、化学的および物理的蒸着、真空蒸着、電解プラズマ処理、およびスパッタリング技術といったステップのうち少なくとも1つを含む。機械的塗布技術も用いることができ、たとえば浸漬被覆、粉末被覆、ロール塗布、ロッド塗布、押出成形、スラッシュ成形、および回転成形を含むが、これに限定されない。反応性被覆も同様に適用することができ、複数の方法または塗布を用いた複数の処理およびコーティングは先行技術において十分確立されている。
【0009】
自動車産業は、より軽いパーツの使用を可能にするためにコーティング技術を用いている。コーティングは付加的な耐摩耗性を与えて、摩滅を減らし、摩擦減少表面を与えるが、これはたとえば米国特許第5,080,056号; 第5,358,753号; 第6,095,126号; および第6,280,796号に示されている。
【0010】
航空宇宙産業もコーティングを使用しており、たとえば米国特許第3,642,519号では硬質なコート表面が開示される。さらに、米国特許第4,987,105号は、炭素、窒化ホウ素、水分、類似した有機キャリア流体、および任意に結合剤を含むコーティングを開示している。コーティングにある炭素の少なくとも一部は、炭素繊維、黒鉛、無定形炭素およびその混合物から選択できる。
【0011】
EP 0 285 772は複合コーティングの使用を教示しており、表面は基板上に、たとえばステンレス、ニッケル、ニッケルクロム、およびモリブデンを含む金属粉末をフレーム溶射および/または熱間溶射によって調製され、その後多孔性の表面には周囲が空気によって硬化されたケイ素が浸透して、熱間溶射技法によってもたらされる凹所を埋めかつ凸部を被覆する膜を形成する。耐摩耗複合体はその基板上に形成され、離脱面を提供する。
【0012】
米国特許第5,066,367号、第5,605,565号および第5,891,523号は、表面に対する無電解コーティングおよび金属化を教示している。米国特許第6,309,583号および第6,506,509号は、無電解コーティングによって形成される複合体からなる物体を開示しており、それぞれ複合材のカプセル封入、および無電解めっきされたマトリックスにおける複合材に密度勾配の形成を含む。
【0013】
米国特許第5,508,092号および第5,527,596号はそれぞれ光学的に透過性を有するコーティングおよびこれらのコーティングとそこから形成される物体との中間層の向上した接着を開示している。
【0014】
ダイヤモンドおよびダイヤモンド状コーティングの形成は米国特許第5,308,661号, 第6,066,399号および第6,713,178号に開示されている。炭素生成物の分子構造を制御することにより、より平坦な黒鉛状の層からより立体的なダイヤモンド状の構造といったジオメトリ範囲をもたらすことができ、これは開示されているようにソースガスおよび生成物のエネルギ論を変更することよって達成される。基板に対する改良された接着および被覆された層の表面特性の向上が開示されている。ドイツ特許DE 20 2007 004 495 U1は、ダイ面の表面上にダイヤモンドコーティングを用いることを開示しており、その表面粗さは切断刃の端縁の粗さの少なくとも2倍である。
【0015】
米国特許第7,166,202号はプラズマ電気めっきを教示しており、物体は電解質の調整の際にコーティングされ、プラズマは電極間の泡の塊で生成される。一方の電極は被覆される物体である。この方法は、たとえば電気めっき金属および非電気めっき金属、非金属、ダイヤモンド状カーボン、ならびに化合物および3つの組成を含む半導体の使用を開示している。
【0016】
米国特許第RE 33,767は、ポリマー、ガラス、セラミックおよび金属、ならびにこれらから作成された物体を含み得る基板への無電解めっき技術を開示している。このプロセスは0.1ミクロンから75ミクロンの範囲の多結晶ダイヤモンド粒を分散させることができる金属合金を生成する。
【0017】
米国特許第6,846,570号および第7,026,036号は、複数のおよび単一の非接着コーティングをそれぞれ教示する。米国特許第6,287,702号および第6,312,814号は、熱的に溶融される処理可能なフルオロポリマの概念を開示している。米国特許第5,989,698号および第6,486,291号は、硬化可能および架橋結合可能なフルオロポリマウレタンをそれぞれ教示し、空気浸透性防止面を形成する多孔性材を被覆するために用いられる。
【0018】
米国特許第6,576,056号は、合成ダイヤモンドまたは他の適する非金属材から好ましくはなるインサート部材の使用を開示しており、溶接および/またはろう付けが適切でない場合にインサートが固定的に接着される方法を教示している。
【0019】
米国特許第7,094,047号は、ハニカムを押出成形するためのダイの面に表面処理を行なうことを教示している。これらの表面処理は、硬質膜上に被覆される軟質膜を含み、硬質膜は炭化タングステン、炭化チタン、窒化チタンまたはチタン浸炭窒化物を化学的または物理的に蒸着することによって与えられる。代替的に、硬質膜は炭化ケイ素、ダイヤモンド、またはカーボン窒化ホウ素粉末からなり、無電解ニッケルめっきプロセスにおける分散剤として与えることができる。
【発明の概要】
【発明が解決しようとする課題】
【0020】
これらのコーティング技術のすべてとは言わないまでもほとんどに見られるのは、搬送、乾燥、結晶化、および処理後操作を含むペレット化システムにおいて、処理を必要とする複数のコンポーネントへの適用における難しさである。この種類のプロセスのパーツは、たとえばカッターブレードのような非常に小さいものから、たとえば遠心脱水ハウジングのような非常に大きいものにわたる。これらのパーツは、ダイによる押出成形プロセスの場合のように、高熱および高圧を受ける。同様に、乾燥処理における配管エルボー、リフタブレード、ならびに脱水および乾燥プロセス用のスクリーンへのペレットの衝突で、高い衝撃ゾーンが起こる。さらに厄介なのは、処理される材料が少なくともある1つの処理段階において粘着性を有することにより蓄積される傾向にあり、これは可能性として通路およびスクリーンを封鎖してしまうことである。処理される材料は腐蝕性材料を含むことがあり、さまざまな処理は処理段階において潜在的にコンポーネントを損傷し得る同様に有害な材料を含むまたは生成することになる。
【0021】
従来の技術は減圧に基づき、装置の大きさの制約によって制限され得る。高い温度に関わるプロセスは、対象の物体を変形させる傾向がある。重合体のコーティングおよび層は、その低い接着性により簡単に表面から浸食および削り取られる。金属の組成を変えることは電気化学的腐蝕をもたらし、異なる熱膨張特性は応力を引起し、潜在的に亀裂をもたらす。金属めっき、金属化、窒化、浸炭窒化、および類似のプロセスは、典型的には非常に薄いコーティングに関わり、薄いコーティングは磨耗および浸食されることにより、露出した基板を残し、摩滅が加速される傾向となる。表面に結合される粒子は高い三次元表面によって悪影響を受けて、望ましくない間隙および化学物質の取込を簡単に引起して腐蝕を悪化させる。粒子は規則的な表面を作って、製造されるペレットに対して望ましくない摩滅および磨耗を与える。表面処理の層とコーティングとの間の接着は問題となり、潜在的にフレーキング、剥離をもたらして、最終的にはコーティングを損なう。
【0022】
先行技術は、ペレット化、搬送、乾燥および処理後操作を含むシーケンスに関わるペレット化システムに関わる装置を、磨耗、腐蝕、浸食および摩滅といった有害で損傷を与える作用に対して保護する、適切な表面処理については触れていない。さらに、先行技術は接着、堆積、閉鎖および装置への通路および装置を通る通路の封鎖を防ぐ表面処理について触れていない。
【0023】
したがって、ペレット化装置に含まれ、かつペレット化装置のすぐ後に来る装置の組合せにおける複数のコンポーネント部に、少なくとも1つの表面処理、および多くの組合せの表面処理を与えることができる、表面処理方法が必要である。これにより、望ましくない狭窄、蓄積、凝塊、封鎖、およびその他の態様で装置の組合せへの通路または装置の組合せを通る通路を閉鎖することになる、不利益な磨耗、腐蝕、浸食および摩滅がなく、かつコンポーネントの表面にペレットが接着しない、乾燥装置への搬送および乾燥装置を通る搬送を容易にし、またさらなる結晶化、処理後操作、および形成されたペレット化プロダクトの保管を促進する。本発明の多様な実施例は主にこのような方法に向けられる。
【課題を解決するための手段】
【0024】
概要
本発明のさまざまな実施例は、ペレット化および乾燥プロセス装置コンポーネント用の耐摩耗非接着表面処理のための方法を提供する。本発明の多様な実施例は、ペレット化システムのさまざまなコンポーネント部に表面処理のシーケンスを与えることができる方法を含む。本発明の表面処理は、ペレット化システムの装置を不利益な磨耗、腐蝕、浸食および摩滅から保護する。さらに、ペレット化システムによって形成されるペレットは装置に付着せず、それにより経路または装置での凝塊、凝集、および/または閉鎖を、なくすとまでは行かなくても制限する。
【0025】
このような表面処理は1つ、2つ、または潜在的に複数のプロセスに関わり、洗浄、脱脂、エッチング、下塗り、粗面化、グリッドブラスト、サンドブラスト、ピーニング、酸洗い、酸洗浄、基材洗浄、窒化、浸炭窒化、電気めっき、無電解めっき、フレーム溶射(高速塗布含む)、熱間溶射、プラズマ溶射、焼結、浸漬被覆、粉末被覆、真空蒸着、化学的蒸着、物理的蒸着、スパッタリング技術、スプレー被覆、ロール被覆、ロッド被覆、押出成形、回転成形、スラッシュ成形、ならびに熱的、放射、および/または光開始硬化技術、窒化、浸炭窒化を用いた反応性コーティング、リン酸塩処理、ならびにその上に1つ以上の層を形成する処理を含むが、これに限定されない。
【0026】
これらのプロセスを用いて与えられる材料として、金属、無機塩、無機酸化物、無機炭化物、無機窒化物、無機浸炭窒化物、腐蝕抑制材、犠牲電極、プライマ、コンダクタ、光リフレクタ、顔料、保護剤、放射調整剤、プライマ、仕上げ剤、接着剤、ならびにウレタンおよびフルオロウレタン、ポリオレフィン、および置換ポリオレフィン、ポリエステル、ポリアミド、フルオロポリマ、ポリカーボネート、ポリアセタール、ポリスルフィド、ポリスルフォン、ポリアミドイミド、ポリエーテル、ポリエーテルケトン、シリコーンなどを含むポリマーを挙げることができるが、これらに限定されない。
【0027】
表面処理は特定の表面を変形させる意図で与えられ、摩滅に対してより耐性を有し、浸食または腐蝕の損傷が減じられ、傷や磨耗を受けにくく、表面への付着を減らし、またはその表面での摩擦を減らすよう意図される。現在のペレット化は、その加熱、搬送およびポリマーまたはポリマー状材料の冷却プロセスにより、性質として浸食、腐蝕、および/または磨耗性を有する、途中でまたは最終的に粘着性の材料を含むという問題、または粘着性、浸食性、腐蝕性および/または磨耗性である充填剤または添加剤を含むという問題、ならびに特定の表面処理またはこのような表面処理の組合せは、さまざまな処理段階に関わる温度の範囲にわたって、および/またはその処理に必要な処理条件にわたって、ペレット化システムコンポーネントの範囲について、集合的に有効であることが証明されていないという問題を含む。
【0028】
特定の実施例において、ペレット化シーケンス用の装置のコンポーネントの表面処理のための方法は、ペレット化シーケンスの装置を設けるステップと、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部を少なくとも1つのコンポーネント層で表面処理するステップとを含み、表面処理は、形成されるペレットの作用から、およびペレット化シーケンスの副生成物から、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部を保護する。表面処理は少なくとも2つのコンポーネント層を含むことができる。
【0029】
本発明はさらに表面処理の前に、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも1つの部分を予め処理する、および/または表面処理上に重合体のコーティングを積層するステップを含む。
【0030】
表面処理は金属化であってもよく、金属酸化物、金属窒化物、金属浸炭窒化物、またはダイヤモンド状カーボンを、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも1つの部分に固定的に装着することができる。
【0031】
重合体のコーティングは非接着性であり、均一の表面濡れ性を有し、シリコーン、フルオロポリマ、および/またはシリコーンとフルオロポリマとの組合せであり得る。
【0032】
重合体コーティングは自己乾燥および/または硬化され、反応性重合化によって与えられ得る。
【0033】
ペレット化シーケンスの装置のコンポーネントの表面処理のための方法が提供され、ペレット化シーケンスはペレット化、搬送、乾燥、冷却、および/または形成されるペレットの任意の結晶化を含み、表面処理は、形成されるペレットからのおよびペレット化シーケンスの副生成物からの作用による磨耗、浸食、腐蝕、および/または摩滅からコンポーネントを保護する少なくとも1つのコンポーネント層であり、表面処理は、プロセスによって形成されるペレットの接着、蓄積、凝塊、および凝集を防ぐことにより、プロセス経路およびそのプロセス自体の閉鎖および封鎖を防ぐ。
【0034】
ペレット化シーケンスの処理装置全体の多くのコンポーネントの表面を、磨耗、浸食、腐食、および摩滅の影響から保護するために、少なくとも1つの層の少なくとも一部の表面処理についての方法が提供される。本方法は、蓄積、凝塊、凝集やそのプロセスにおける経路および最終的にはそのプロセス自体の閉鎖および封鎖といった問題をもたらす、製造されたペレットの不当な接着を緩和および防ぐことができる。
【0035】
表面コーティングまたはこのようなコーティングの集合は、ペレット化シーケンスで用いられる装置または装置の組合せのさまざまなコンポーネントに設けられ、ペレット化シーケンスは、腐蝕、浸食、および/または磨耗性を有する、または腐食性のおよび/または浸食性の副生成物を出し、かつ最初にまたは最終的に高い粘着度を有し、および/または磨耗性の、腐蝕性の、および/または浸食性の充填材を含む、および/またはその装置またはその組合せによって、磨耗性の、腐食性の、および/または浸食性のペレットを後で形成する重合体のプロダクト、または重合体状のプロダクトを、ペレット化、搬送、乾燥、および任意に結晶化する。表面処理は、プロセスによって形成されるペレットの接着、蓄積、凝塊、および凝集を制限/防止することにより、処理の経路およびその処理自体の閉鎖および封鎖を制限/防止することができる。
【0036】
表面処理は、ペレット化シーケンスのコンポーネントに少なくとも2つのコンポーネント層を含むことができる。
【0037】
表面処理はペレット化シーケンスのコンポーネント用に提供され、コンポーネントは、洗浄、脱脂、エッチング、下塗り、粗面化、グリッドブラスト、ピーニング、酸洗い、酸洗浄、基材洗浄、コロナ処理、プラズマ処理およびこれらの組合せを含む処理によって用意できるが、これらの処理に限定されない。
【0038】
さらにペレット化シーケンスのコンポーネントについて少なくとも1つの表面処理が提供され、表面処理は、金属、無機塩類、無機酸化物、無機炭化物、無機窒化物、無機浸炭窒化物、腐蝕抑制剤、犠牲電極、コンダクタ、光リフレクタ、顔料、保護剤、放射調整剤、プライマ、トップコート、接着剤、合成ダイヤモンドおよび重合体を含む材料のうちの少なくとも1つからなる。これらの重合体は、ウレタンおよびフルオロウレタン、ポリオレフィン、置換ポリオレフィン、ポリエステル、ポリアミド、フルオロポリマ、ポリカーボネート、ポリアセタール、ポリスルフィド、ポリスルフォン、ポリアミドイミド、ポリエーテル、ポリエーテルケトン、シリコーン、およびこれらの多くの組合せを含み得る。
【0039】
さらに、特定のペレット化システムコンポーネントへの表面処理が提供され、これは分流弁の内側面、ダイのノーズコーンの外表面、ダイ本体の入口面、ダイの取外し可能なインサートの入口面、および/またはダイの加熱された取外し可能なインサートの入口面を含む。さらに、表面処理は、ダイの穴の周りの領域、ならびにダイ本体のダイ穴に入るおよび通る領域、取外し可能なインサート、および/または加熱された取外し可能なインサートに与えることができる。表面処理は、焼結、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、高速の空気および燃料調整熱処理、真空処理、化学的蒸着、物理的蒸着、スパッタリング技術、電解プラズマ処理、およびこれらの処理の多くの組合せのうちの少なくとも1つを含むことができる、表面処理は、金属酸化物、金属窒化物、金属浸炭窒化物、およびダイヤモンド状カーボンの金属化、付着、またはこれらの組合せを含む。特定の実施例において、処理は金属マトリックスにおけるダイヤモンド状カーボンの付着、または金属炭化物マトリックスにおけるダイヤモンド状カーボンの付着を与える。
【0040】
表面処理は、ペレット化システムの他の特定のコンポーネントにも与えることでき、フランジの内側面、流入および流出パイプの管腔、ダイ本体の外部表面、回転シャフトの露出した部分の外面、フローガイドの流出および流入面、上記のフランジに対して遠位および近位のフローガイド面、フローガイドの管腔および外周面、カッターハブおよびアーム面、上側および下側供給シュートの内側面、ドライヤーベースプレートアセンブリの内側面、パイプシャフトプロテクタの外部面、供給スクリーンの表面、脱水スクリーンの表面、スクリーンアセンブリの表面、リフタアセンブリの表面、サポートリングアセンブリの外部面、ドライヤーハウジングの上部の内側面、ペレットシュートの内側面、ペレット分流プレートの外部面、任意のペレットシュート拡張部の内側面、振動ユニットハウジングの内側面、振動ユニットスクリーンの面、コーティングパンの表面、偏向および保持堰の表面、円筒形コアの外側面、ベースプレートの上面、および/または振動ユニットカバーアセンブリの内側面を含む。表面処理は、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、電解プラズマ処理、およびこれらの処理の多くの組合せの少なくとも1つを含むことができる。表面処理は金属酸化物、金属窒化物、金属浸炭窒化物、およびダイヤモンド状カーボンの金属化、付着、またはこれらの組合せを含むことができる。例示的な実施例において、表面処理は金属マトリックスにおけるダイヤモンド状カーボンの付着、または金属炭化物マトリックスにおけるダイヤモンド状カーボンの付着を含む。
【0041】
これらの表面処理は、シリコーン、フルオロポリマ、およびこれらの組合せを含む非接着性で均一な表面濡れ性を有する重合体層が上に積層されてもよい。この重合体のオーバーコートは、場合によっては、乾燥および/または硬化を得るために、エネルギの入力および/または加熱を必要としない。重合体のオーバーコートは、浸漬被覆、ロール被覆、スプレー被覆、反応性重合化、焼結、熱間溶射、フレーム溶射、プラズマ処理および粉末被覆の少なくとも1つによって塗布できる。反応性重合化は、熱間硬化、湿気硬化、光によって開始される重合化、遊離基重合化、加硫、室温加硫、および架橋のうちの少なくとも1つを含むことができる。
【0042】
表面処理は、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、電解プラズマ処理、およびこれらの多くの組合せの少なくとも1つによって、切断ブレードの先端、エッジ、および外周面に与えることができる。表面処理は、金属酸化物、金属窒化物、金属浸炭窒化物、およびダイヤモンド状カーボンの金属化、付着、またはこれらの組合せを含む。一部の実施例では、表面処理は金属マトリックスにおけるダイヤモンド状カーボンの付着または金属炭化物マトリックスのダイヤモンド状カーボンの付着を含む。
【0043】
表面処理は、空気噴射入口バルブに装着されるアングルエルボーに与えることができる。表面処理は、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、高速の空気および燃料調整熱処理、真空処理、化学的蒸着、物理的蒸着、スパッタリング技術、電解プラズマ処理およびこれらの処理の多くの組合せの少なくとも1つを含むことができる。表面処理は金属酸化物、金属窒化物、金属浸炭窒化物、およびダイヤモンド状カーボンの金属化、付着、またはこれらの組合せを含むことができる。一部の実施例において、表面処理は、金属マトリクスにおけるダイヤモンド状カーボンの付着、または金属炭化物マトリックスにおけるダイヤモンド状カーボンの付着を含む。これらの表面処理は、シリコーン、フルオロポリマ、およびこれらの組合せを含む、非接着で均一な表面濡れ性を有する重合体層が上に積層されてもよい。この重合体のオーバーコートは、場合によっては、乾燥および/または硬化を得るために、エネルギの入力および/または加熱を必要としない。重合体のオーバーコートは、浸漬被覆、ロール被覆、スプレー被覆、反応性重合化、焼結、熱間溶射、フレーム溶射、プラズマ処理および粉末被覆の少なくとも1つによって塗布できる。反応性重合化は、熱間硬化、湿気硬化、光によって開始される重合化、遊離基重合化、加硫、室温加硫、および架橋のうちの少なくとも1つを含むことができる。
【0044】
表面処理は、回転成形処理によってドライヤーハウジングの内側面、および/または、脱水部ハウジングの内側面に与えることができる。これらのプロセスは、反応性ポリマー、ポリオレフィン、ポリエチレン、ポリプロピレン、架橋結合可能なポリエチレン、ビニルポリマ、ポリエステル、ポリアミド、ポリカーボネート、およびフルオロポリマのうちの少なくとも1つの塗布を含む。特定の実施例において、ポリエチレン、架橋結合可能なポリエチレンおよび/またはフルオロポリマが塗布される。
【0045】
本表面処理が与えられるコンポーネントは、その機能について動作上障害が起きない。
本発明の上記の目的および他の目的、特徴および利点は、添付の図面とともに以下の明細書を読むことにより、より明らかとなるであろう。
【図面の簡単な説明】
【0046】
【図1】供給セクション、混合セクション、ペレット化、脱水、および乾燥、ならびに処理後セクションを含む、例示的装置の概略図である。
【図1a】混合容器、中圧ポンプ、および粗目スクリーンチェンジャの概略図である。
【図1b】フィーダー、歯車ポンプ、および静的ミキサアセンブリの概略図である。
【図2】歯車ポンプおよびバイパスパイプが3方弁によって接続される比較のための静的ミキサの概略図である。
【図3】バイパス分流弁が装着されている、縦に構成された静的ミキサの概略図である。
【図4】重合体分流弁の概略図である。
【図5】3つの構成の加熱要素を有する一部構成のダイプレートの概略図である。
【図6a】ダイプレートから取出された、加熱要素の3つの構成を示す図である。
【図6b】加熱要素の3つの構成の側面図である。
【図7】取外し可能な中央ダイの概略図である。
【図8】取外し可能な中央加熱ダイのコンポーネントの拡大図である。
【図9】搬送流体ボックスまたはウォータボックスを有するダイ本体の概略図である。
【図10】ダイ本体および2部構成の搬送流体ボックスまたはウォータボックスの概略図である。
【図11】比較のための2部構成のウォータボックスまたは搬送流体ボックスの拡大図である。
【図12a】比較のための2部構成のウォータボックスまたは搬送流体ボックスの完全なアセンブリの概略図である。
【図12b】別のウォータボックスまたは搬送流体ボックス入口および出口設計の断面図である。
【図12c】図12bのウォータボックスまたは搬送流体ボックス入口および出口設計の側面図である。
【図13】ダイを示す、ウォータボックスまたは搬送流体ボックスが装着されている、ペレタイザの概略図である。
【図14】フローガイドを含むウォータボックスまたは搬送流体ボックスに装着されるダイの概略図である。
【図15a】比較のためのフローガイドの概略図である。
【図15b】比較のためのフローガイドの第2の構成を示す概略図である。
【図16】可撓性のハブコンポーネントの分解図を伴う、比較のための可撓性のカッターハブの概略図である。
【図17a】流線形カッターハブの部分の概略図である。
【図17b】図17aに対して斜めに回転される、流線形カッターハブの概略図である。
【図17c】図17aの流線形カッターハブの断面図である。
【図18】急角度のカッターハブの概略図である。
【図19a】法線角度のブレードが装着される、比較のためのカッターハブの概略図である。
【図19b】ブレードが装着される、急角度のカッターハブの概略図である。
【図19c】テーパ状になっていないまたは正方形に切断された、先端が尖っていないブレードが装着される、比較のための垂線角度のカッターハブの概略図である。
【図19d】法線角度において厚さが減少しているブレードが装着される、カッターハブの概略図である。
【図20】比較のためのウォータボックスバイパスの概略図である。
【図21】ペレタイザからドライヤーに向かう、スラリーラインに不活性ガスを注入するための方法および装置を示す概略図である。
【図22】スラリーラインにおけるボール弁の拡大図を含む、ペレタイザからドライヤーに向かう、スラリーラインに不活性ガスを注入するための方法および装置を示す概略図である。
【図23】比較のための自己洗浄ドライヤーの概略図である。
【図24】図23の自己洗浄ドライヤーの脱水部の概略図である。
【図25】脱水セクションが装着される、比較のための第2のドライヤーの概略図である。
【図26】貯留器の概略図である。
【図27】脱水スクリーンおよび遠心分離乾燥スクリーンの配向を示す、ドライヤーの概略図である。
【図28】偏向バーを有するドライヤースクリーンを示す図である。
【図29】図28の偏向バーを備えたスクリーンの断面図である。
【図30】偏向バーを必要としない構成のドライヤースクリーンを示す図である。
【図31】偏向バーがない、図30のドライヤースクリーンの断面図である。
【図32】3層スクリーンの真横向き拡大図である。
【図33】2層スクリーンの真横向き拡大図である。
【図34】図33に続く、多層スクリーンの拡大された概観図である。
【図35a】ペレットの粉末処理のための、偏向堰およびパンを備えた振動部の縦断面図である。
【図35b】ペレットの粉末処理のための、偏向堰およびパンを備えた振動部の側面図である。
【図36a】ペレットの拡張された結晶化用の、偏向堰および保持堰を備える、振動部の縦概略図である。
【図36b】ペレットの拡張された結晶化用の、偏向堰および保持堰を備える、振動部の側面図である。
【発明を実施するための形態】
【0047】
詳細な説明
本発明の好ましい実施例が詳細に説明されるが、他の実施例も可能であることは理解されるべきである。したがって、本発明は以下に記載するコンポーネントの構成および配置または図面に示される詳細な範囲に限定するものではない。本発明は他の実施例が可能であり、さまざまな態様で実施または実行できる。さらに、実施例の説明において、簡潔のために特定の用語が用いられる。ある部分と被覆された部分では参照番号は異なることもあり、その部分についての被覆領域は、その部分の特定の領域と比べて異なる、たとえばより大きいまたは小さいこともある。
【0048】
ペレット化シーケンスの複数のコンポーネントは、本発明のさまざまな実施例に従い、コーティングの塗布を含めて、表面処理を受けることができる。ペレット化シーケンスは、水面下のペレタイザによって重合体溶融調合物の押出成形、および図1に示されるようにその後のペレットの乾燥を含み得る。装置は供給または充填セクション1を含み、図1、図1a、および図1bの混合、溶融、および/または混合セクション2a〜2dに材料を供給する。これらのセクションはペレット化セクション3に嵌合的に装着され、ペレット化セクション3は脱水および乾燥装置4にペレットを迅速に流体移送することを好ましく用い、その後材料は梱包、保管、および/または処理後操作5に送られる。
【0049】
供給セクション1において、材料またはコンポーネント材は固体または液体として、手作業で混合セクション2に送られる。好ましくは、液体はポンプによってまたは計量されて混合装置内に送り込まれ、固体は図1、図1a、および/または図1bに示されるように、送りスクリュー10を介して、または他の適切な装置を介して、加えることができる。供給は、重量分析的にまたは容量分析的に行なわれ、好ましくは当業者にとって周知である機械的および/または電子的フィードバック機構によって制御される。特定のプロセスでは1つ以上の、同様のまたは異なる送り機構が必要となるかもしれず、混合入口14a、14b、14cまたは14dで示されるように、混合セクション2a、2b、2cまたは2dにおいて同じまたは異なる入口点に配置できる。供給コンポーネントは、大気温度である場合もあれば、加熱または冷却される場合もあり、大気条件にある場合もあれば、加圧される場合もあり、空気もしくはたとえばアルゴンまたは好ましくは窒素のような、しかしこれには限定されない、不活性媒体でパージされる場合もあり、好ましくは供給デバイスの出口ポート付近で混合セクション2a、2b、2cまたは2dへの流入を促進させるために真空もしくは部分的減圧を受ける場合もある。例示的な流出ポートは、フィードスクリュ出口12である。
【0050】
混合セクション2a、2b、2cまたは2dは、動的な混合コンポーネント2a、押出成形の混合コンポーネント2b、および/または静的な混合コンポーネント2cを含み、個々に、もしくは組合せて用いられることができ、直列に、縦1列に、および/または並列には装着されることができる。
【0051】
図1aの供給セクション1の送りスクリュー出口12は、熱的に制御される混合容器16用の1つ以上の入口(たとえば入口14a)において、動的混合セクション2aに装着される。容器チャンバは大気圧、または空気もしくは不活性ガス(たとえば、アルゴンまたは窒素)で浄化され得る。コンポーネントは連続的にまたは部分部分で、容器チャンバに加えることができる。コンポーネントは特定の処理で望まれるように、任意に加熱することができる。混合はロータ18の回転によって達成され、これはモータ20によって制御される。ロータ18に装着されるのは混合ブレード22であり、これはプロペラスタイル、ボートスタイル、すきの刃スタイル、デルタスタイル、シグマスタイル(単一、二重、または複数の構成)または螺旋状もしくは螺旋形の分散ブレードであり得る。代替的に、ミキサは混練機、バスニーダ、もしくはファレル内部ミキサ、もしくはリボン混合機、バンバリー型混合機、横型ミキサ、縦型ミキサ、遊星ミキサまたは当業者にとって同等な装置であり得る。
【0052】
適する注入点に達すると、弁24は開き、流体または溶融材がパイプ26に入ってそこを通り、ブースタポンプ30に引込まれる。ブースタポンプ30は、たとえば遠心ポンプまたは容積式の往復もしくは回転式ポンプであり得る。好ましくは、ブースタポンプ30は回転式であり、蠕動ポンプ、羽根ポンプ、ねじポンプ、ローブ(lobe)ポンプ、プログレッシブキャビティ(progressive cavity)ポンプ、または歯車ポンプであり得る。歯車ポンプは精度が高く、または好ましくは完全に開いており、中圧(たとえば最大約33バー、好ましくは約10バー未満)を生成する。ポンプの圧力は、溶融物を、ろうそくフィルタ、バスケットフィルタ、またはスクリーンチェンジャであり得る粗い目のフィルタ35を通過させるのに十分である。例示的な実施例において、粗い目のフィルタ35は20メッシュまたはもっと粗いバスケットフィルタである。粗い目のフィルタ35は、溶融物がパイプ32を通って流れるにつれ、より大きい粒子、凝塊、粒状の材料を取除く。点線40aは溶融ポンプ80の接続点を示す。
【0053】
代替的に、図1の供給セクション1は、送りスクリュー出口12を介して混合セクション2に接続的に取付けられ、より具体的には、1つ以上の入口(たとえば入口14b)において、押出成形混合セクション2bであって、単一のねじ、二重ねじ、複数ねじ、環状押出器、またはラム押出器であり得るがこれに限定されない押出器50に流れる。スクリューのセクションまたはゾーンは、材料を同時に供給、混合および搬送し、ペレット化セクションに対して材料を溶融、混合ならびに均一に分散および分布する十分な熱的および機械的エネルギを与える。押出器50は好ましくは2軸押出器であり、空気または不活性ガスで浄化され、1つ以上のベントポートを有することができる。ベントポートの一部またはすべてには、1つ以上の減圧接続部、または当業者にとって理解される他の排気機構が取付けられ得る。ベントポートまたは適する排気機構は、ガスやモノマーの残渣、副生成物といった不所望な揮発物、および/または不純物の除去を促進する。排気装置は注意して使用されるべきであり、調合物に必須の揮発成分が失われたり、混合処理の導入の後損なわれたりすることがないよう、位置付けられなければならない。スクリューの構成は、適切なレベルの供給、分散的および/または分布の混合、溶融、配合、および押出量を達成するものであり、これは調合および処理要件によって定められる。押出器50は図1に示されるように溶融ポンプ80に結合され、図1aに示される動的混合セクション2aに対する点線40aによって特定される場所で結合される。
【0054】
同様に、供給セクション1は、静的混合部2cにおける入口14c、および/または静的混合部2dの入口14dに、送りスクリュー出口12を介して接続できる。プロセス動作は、ブースタポンプ30および/または溶融ポンプ80の使用を含むことができ、それにより静的ミキサ60への材料の流入および加圧を促進する。静的ミキサ60は点線40bに示される位置で、溶融ポンプ80に接続される。
【0055】
混合セクションは単独で、または組合せて用いることができ、動的混合、押出成形混合および/または静的混合は、直列におよび/または並列に接続される。この例としては、動的混合セクション2aが入口14dにおいて静的混合セクション2dに直接接続される場合、押出成形混合セクション2bが入口14dにおいて直接静的混合セクション2dに接続される場合、および押出成形混合セクション2bが静的ミキサ100を迂回して、入口14cにおいて直接静的混合セクション2cに接続される場合がある。押出成形混合セクション2bは代替的に、同様のまたは異なる設計の種類または構成を有する別の押出成形混合セクションと直列および/または並行に接続することができる。温度および処理パラメータは、さまざまな混合セクションにおいて同じまたは異なっていてもよく、混合ユニットは組合せて、直列に、または他の態様で接続することができる。
【0056】
固体または液体の成分は、供給セクション1を用いて加えることができ、これは入口14a、14b、14cまたは14dを含むがこれに限定されない1箇所以上の場所で接続される。動的混合のため、コンポーネントは入口14aで、または揮発性物体が関わる場合には、入口14cに近い入口部75で、加えられる。動的混合が静的混合に直列に接続される(図1に示されない)場合、揮発性剤の添加は好ましくは静的ミキサの入口で行なわれ、その例では、静的ミキサ60に対する入口14dの変形を含む(図1b)。押出成形混合において、コンポーネントは入口14bで、または、入口位置70で示されるように、揮発性物が関わる場合には押出器50の端部近くに位置付けられる入口で、または代替的に入口14cに近い入口位置75で、加えられる。歯車ポンプ80前に、静的混合に直列的に接続される押出成形混合(図1では示されない)では、コンポーネントは静的ミキサの入口で加えることができ、これは静的ミキサ60の入口14dの変形による(図1b)。静的混合では、コンポーネントは図1bの入口14dで、または不揮発性剤に関わる場合は、図1に示される入口14cに近い入口位置75で、導入できる。
【0057】
さまざまなレベルの混合およびせん断は、異なる混合プロセスによって達成できる。典型的には、静的混合はせん断が最も少なく、熱的エネルギの添加に依存する。動的混合は、ブレードの設計およびミキサの設計により大きく依存する。押出成形混合は、ねじの種類、ねじの数、およびねじのプロファイルによって変動し、せん断エネルギを著しく生成することができる。したがって、エネルギはせん断または機械的エネルギおよび熱的エネルギの観点から、混合プロセスに導入される。ユニットの加熱および/または冷却は、電気的に、蒸気によって、または油または水分のような、しかしこれに限定されない熱的に制御された液体の循環によって達成できる。混合は、調合物が適切な温度に到達するまで、または当業者にとって周知である、そのプロセスにとって具体的に定められるまたは既知である稠度または粘度の基準が得られるまで、受けられる。
【0058】
混合段2a、2b、2c、2dまたはそのいずれかの組合せから出る際、溶融または流体の材料は溶融ポンプ80を任意に通り、溶融物にさらなる圧力が加えられ、これは好ましくは約10バー以上、より好ましくは約30〜約250バー以上の加圧である。正確な圧力は、処理される材料に依存し、混合の後のペレット化プロセス3によって大きく影響し、さらに処理のスループット速度または流量に依存する。溶融ポンプ80は遠心または容積移送式の往復もしくは回転ポンプであり得る。例示的な実施例では、溶融ポンプは回転ポンプであり、好ましくは、ブースタポンプ30は回転式であり、蠕動ポンプ、羽根ポンプ、ねじポンプ、ローブポンプ、プログレッシブキャビティポンプ、または歯車ポンプであり得る。この中で歯車ポンプが好ましい。シーリングは化学的におよび機械的に、処理される材料と互換性を有するべきであり、その詳細は当業者に理解されるであろう。
【0059】
加圧された溶融物はフィルタ90を通り、このフィルタはバスケットフィルタまたはスクリーンチェンジャであり得る。好ましくは、約200メッシュまたはより粗い目のスクリーンチェンジャが用いられる。例示的なスクリーンチェンジャは、異なるメッシュを有する2つ以上のスクリーン(たとえば20メッシュ、40メッシュおよび80メッシュのスクリーン)を有する多層スクリーンチェンジャである。スクリーンチェンジャは、手動式、板状、流動プレート、回転プレート、単一のまたはデュアルボルト式が可能であり、連続または不連続である。
【0060】
溶融ポンプ80および/またはフィルタ90の使用は、調合物にある揮発性成分の含有に強くかつ任意に依存する。溶融ポンプ80の使用に先立ち、押出成形混合2bから十分な加圧が得られるかもしれないが、静的および/または動的混合2aまたは2dを使用すれば、装置からの調合物の進行および流出を確実にするために、加圧の促進が必要となるかもしれない。フィルタ90は用いられると安全機構を果たし、過度に大きな粒子、塊、無定形の塊、または凝塊が、バイパスの静的ミキサ100またはペレット化プロセス3に送られないようにする。代替的に、不揮発性コンポーネントの導入は、前に触れたように、図1の入口14cに近い入口位置75で行なわれ得る。さらなる加圧および/またはスクリーニングが必須のプロセスコンポーネントである場合、入口14cに近い入口位置75を介した導入が好ましいアプローチである。
【0061】
図1bに示される静的ミキサ60は、形成される混合物を加熱して均一な溶融塊を生成するために、または溶融物クーラーとして用いて溶融塊の温度を下げることができる。静的ミキサが直列に用いられる場合、各ユニットは、温度、設計、ジオメトリ、構成、物理的大きさ、およびプロセス条件が同じまたは異なり得る、調合物を加熱およびさらに混合するために用いることができる。直列の静的ミキサは混合物を加熱してよりよい分散および分布混合を達成し、第2の静的ミキサはさらなるプロセスを促進するために、混合物を冷却する。静的ミキサ60または溶融物クーラーは、コイル型、スクレーブ壁、シェルおよびチューブデザイン、Uスタイルチューブデザイン、または他の匹敵するスタイルの熱交換器である。例示的実施例では、個々の筒内に適切な構成を有する静的混合ブレードを含むシェルおよびチューブデザインであり、さらにより多くの材料を筒の壁と密接に接触させて、その外側には油または水のような流体が流れ、温めるまたは冷却させる。循環する媒体の温度および流量は制御ユニット(示されていない)によって注意深く規制される。静的混合または溶融物冷却の条件を選択するための重要な基準は、適切な混合物に必要な圧力を維持しながら、圧力の低下をできるだけ少なくして混合を行なう最大の仕事量を行なうことである。押出器50および/または設けられている場合は溶融ポンプ80によって生成される圧力は、適用可能な場合は、フィルタ90を介してバイパス静的ミキサ100に向かってかつそこを通り、さらにペレット化部3に向かってかつそこを通る溶融物または流体塊の流れを維持するのに十分でなければならない。代替的に、任意の溶融ポンプ80を出口130および入口205の位置に接続させて、ペレット化部3に向かってかつそこを通る圧力を維持または増加させる。
【0062】
図1に示される任意のバイパス静的ミキサ100は、保守点検または掃除のために静的ミキサ60を溶融流経路から物理的に取外さなければならない先行技術に対して利点を有し、特定のプロセスにおいては必ずしもあるものではない。この問題を簡単にするために、冷却剤接続を有しても有さなくてもよい「スプール」またはまっすぐな大きいボアパイプが経路に挿入されて、不必要な静的ミキサを迂回することにより、流れを有効にさせる。代替的に、図2に示されるように、バイパスライン102をフロー経路に挿入することができ、分流弁104を用いて静的ミキサ60からの流れをバイパスライン102に切換える。同様に、第2の分流弁106は、バイパスの流れを、静的ミキサ60の出口またはその近くにおいて、主流に再度つなぐために必要である。
【0063】
任意のフィルタ90の出口は、図3に示される、バイパス分流弁120の入口110を介して、図1のバイパス静的ミキサ100に接続される。入口110は、溶融物を静的ミキサ入口152を介して、バイパス静的ミキサ100の静的混合コンポーネント150に向ける。溶融物の流れは、静的混合コンポーネント150を通り、静的ミキサ出口154から出て、バイアス分流弁120の出口130に送られる。入口152および出口154を介して、静的混合コンポーネント150のベース156がバイパス分流弁120に接続される、2回の通過またはダブルパス熱交換器が図3に示される。静的混合コンポーネント150の上部158は、バイパス分流弁120から遠位にある。静的ミキサ100およびバイパス分流弁120の配向は、ぶら下がり式、水平式、または縦式に配置できる。代替的に、これらは前記の場所の間の多くの角度で傾けて位置付けられる。
【0064】
バルブコンポーネント162および164は好ましくは可動ボルトの形にあり、バルブコンポーネント162およびバルブコンポーネント164は、静的混合コンポーネント150のそれぞれ上流および下流にある。ボルトは少なくとも1個のボアを含むことができる。たとえば、バルブコンポーネント164は二つ(2個)のボアを含み、バルブコンポーネント162は三つ(3個)のボアを含む。それぞれのボアはまっすぐな形、90°曲がる形、またはT字型の形を取ることができ、具体的にはボルトの長さに沿って位置付けられる。これらのボアの各々は、流体制御されるシリンダまたは等価の装置によって位置付けられ、当業者にとって理解されるように、処理を行なうオペレータに求められる所望の位置に基づき、バイパス分流弁120の適切な入口および/または出口に対して適切な配置を維持する。流体によって駆動されるシリンダの位置、および各ボルトの位置は、流体バルブを手動で操作させる、または自動的制御(たとえばPLCによる)または双方によって、制御できる。
【0065】
混合セクション2a、2b、2cまたは2dのコンポーネントは、図1に示されるように分流弁200に接続でき、バイパス静的ミキサ100の出口130は入口205に接続される。図4は入口205および出口260が分流弁200のハウジング202に接続される様子を示す。移動可能な分流ボルト(図示されていない)は、電気機械的に、油圧によって、空気圧によって、またはその組合せによって、駆動できる。
【0066】
容器、押出器、歯車ポンプ、スクリーンチェンジャ、ポリマー分流弁、および溶融物クーラーを含む、図1のセクション1およびセクション2a、2b、2cまたは2dのコンポーネントに対する表面処理およびコーティングの使用は、本発明の多くの実施例のいくつかを含む。窒化、浸炭窒化、電解めっき、無電解めっき、熱的硬化、フレーム溶射技術、および焼結技術は、これら表面処理およびコーティングの例である。
【0067】
図1を再度参照すると、分流弁200の出口206は、ダイ320の入口301においてペレット化セクション3に取付けられ、その詳細は図5、図6a、図6b、図7および図8に示される。
【0068】
図5のダイ320は単体スタイルであり、ダイ本体324に接続されるノーズコーン322を含み、その中に加熱要素330が嵌合され、その中に数および配向パターンが変わる複数のダイ穴340が形成される。具体的実施例において、ダイ穴340は直径約3.5mm以下である。ダイ穴340は多くの設計上の組合せを有することができ、増加するまたは減少するテーパ、円筒形、およびその組合せを含むが、これらに限定されない。セグメントは、プロセスおよび材料に応じて長さが変わる。好ましくは、ダイ穴340は、出口206が取付けられるダイバータ弁200の出口206の直径によって決定される1つ以上の同心円状の輪の状態で、グループまたは群になって、単独でまたは一まとめにして配置される。
【0069】
加熱要素330はカートリッジ、またはより好ましくはコイル型要素であり、構成1として、図5において、より詳細に図6aおよび図6bにおいて示されるように、ダイ穴の外周の外に残るよう、ダイ本体324内において十分な長さを有する。加熱要素330は長さ方向の中心を通ることなくダイ本体の中心に向かってかつその近くまで延在(構成2として図6aおよび図6bに図示)、または長さ方向においてその中央を通り越して延びるが、直径方向に反対にあるダイ穴の輪と接触するほど十分な長さを有さない(構成3として図6aおよび図6bに図示)場合もある。ダイ穴の位置は、加熱要素330の適する構成に対応するよう変化し得る。
【0070】
ダイ本体の中に取外し可能な中心または構成を有するダイ320が図7に示される。加熱要素330はカートリッジまたはコイルの構成を取り、外側ダイ本体コンポーネント352に挿入され、外側ダイ本体構成コンポーネント352の範囲内に好適に収まるよう長さが制限される。ダイ穴340は取外し可能なインサート350内に含まれ、上記のように設計、寸法および配置の点で可変である。取外し可能なインサート350は通常の機構によって、外側ダイ本体コンポーネント352に固定して取付けられる。
【0071】
図8はダイ320の代替的設計を示し、加熱効率を向上させ、溶融または液体材料がダイ穴340を通過する際に熱伝達をより容易にするために、ダイ本体は複数の加熱ゾーンを有する取外し可能な中心またはインサートの構成を有する。図示されない外側ダイ本体コンポーネントは、図7に示したものと匹敵する。代替的な設計の加熱された取外し可能インサート360は、好ましくはコイル状の加熱要素である加熱要素365が装着される開放中心を有し、加熱要素365は外側ダイ本体コンポーネントの他の加熱要素と共通して熱的に制御される、または熱的に自律的に調整され得る(それによりダイ320内において複数ゾーンの加熱能力を可能にする)。
【0072】
どの構成(図5、図6a、図6b、図7および図8)のダイ320も、図8に示されるように、切断面として固定して取付けられた適切な耐摩耗加工面370を含むことができる。耐摩耗加工面370は好ましくは耐摩耗、耐摩滅、および(所望なら)耐腐蝕性である。一例として、炭化タングステン、炭化チタン、他のセラミックス、またはそれらの混合物は、耐摩耗加工面の用途のための一般的材料である。
【0073】
ノーズコーン322のための例示的なボルト締め機構が図8に示される。カバープレート372は、図5、図7および図8にそれぞれ示されるように、ダイ本体320、移動取外し可能なインサート350、または加熱された取外し可能なインサート360の面にボルト374によって位置を配慮して取付けられる。カバープレート372は耐磨耗加工面370の高さ寸法以下である。代替的に、カバープレート372の封止のためにガスケット材または他の材料を所望なら用いることができる。
【0074】
分流弁出口206は斜めにまたは直径方向にまたは円錐状にテーパ状となっている内側ボアを含み、その中に挿入することができるノーズコーン322に対して連続的にかつ比例して大きいチャンバを形成する。チャンバの容量により、重合体材もしくは他の溶融または液体材が、妨害されることなく分流弁200からダイ穴340に流れることができる。代替的に、アダプタ(図示されていない)を分流弁出口206装着することができ、これはノーズコーン322に対応するよう適切にテーパ状にすることができる。
【0075】
分流弁出口206および代替のアダプタ(図示されていない)、ノーズコーン322、ダイ本体324(図5、図9および図10に示される)、取外し可能なインサート350(図7に示される)、および加熱された取外し可能インサート360(図8に示される)は、カーボンスチール、熱的に硬化されたカーボンスチール、ステンレススチール(マルテンサイトおよびオーステナイトのグレードを含む)、熱的に硬化されかつ析出硬化されたステンレス鋼、またはニッケルから形成されて、磨耗、浸食、腐食および摩滅への耐性を向上させる。これらの耐性を向上させるために、窒化、浸炭窒化、電解めっき、および無電解めっき技術のような表面処理を用いることもできる。
【0076】
図5、図7および図9のダイ穴340に滑らかな表面を提供して、それにより製造処理による凸凹(たとえばボアマーク)を減少させるために、本発明の実施例は、焼結、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、高速の空気および燃料調整熱処理、電解プラズマ処理を単独で、または組合せて、含むことができる。図5、図9および図10の分流弁出口または代替のアダプタの内側面1802、ノーズコーン322の外側面1804、およびダイ本体324の入口面1806は、これらの処理を受けることができる。同様に、これらの処理は、図7の取外し可能なインサート350の入口面1808、および図8の加熱された取外し可能なインサート360の入口面1810にも与えることができる。入口面1806、1808および1810は、ダイ穴入口の周りの領域、図5、図7および図9のダイ穴340内にかつそこを通って、ならびに図10において明確にするために円で囲まれているダイ穴341の集まりまたは群に対しても処理される。これらの処理は、表面を金属化する、金属窒化物を表面に固定して付着させる、金属炭化物および金属浸炭窒化物を表面に固定して付着させる、ダイヤモンド状カーボンを表面に固定して付着させる、耐摩耗金属マトリックスのダイヤモンド状カーボンを表面に固定して付着させる、および金属炭化物マトリックスのダイヤモンド状カーボンを表面に固定して付着させることができる。他のセラミック材も限定されることなく用いることができる。
【0077】
図1を再度参照すると、ダイ320は搬送流体ボックスまたはウォータボックス400に固定的に取付けられ、これは図9、図10、図11および図12(a、bおよびc)に詳細に示される。図9は一部構成の搬送流体ボックスまたはウォータボックス400の構成を示し、これは類似した直径およびジオメトリの入口パイプ404および出口パイプ406に接続されるハウジング402を含む。一部構成の搬送流体ボックスまたはウォータボックス400は、位置的に直径方向に対向しており、ダイ面410(表示上、図5、図7および図8の耐摩耗加工面370に相当)を(完全に含むために十分な直径を有して)囲んでいる、長方形、正方形、円筒形、または他の幾何学的に開いた切断チャンバ408に相互接続されている。ハウジング452は,複数の取付けボルト414が中を通る取付けフランジ412を有し、搬送流体ボックスまたはウォータボックス400およびダイ320を分流弁200に封止接続する。ハウジング402上のフランジ416は、以下に詳述するようにペレタイザ900(図1参照)への取付けを可能にする。切断チャンバ408内で自由に回転できる構成要素については、本開示の中で後述する。
【0078】
同様に、図10に示される二部構成の搬送流体ボックスまたはウォータボックス400は、入口パイプ454および出口パイプ456に接続されたハウジング452を備えた本体450を含み、同様の直径および幾何学的形態を有し、(表示上、図8、図10および図11における耐磨耗加工面370の表面に相当する)ダイ面410を(完全に囲むのに十分な直径で)囲んでいる長方形、正方形、円筒形、または他の幾何学的に開いた切断チャンバ458に対し、直径方向において対向して位置付けられ、相互接続されている。ハウジング452は、取付けフランジ462を備えており、ここを複数の取付けボルトまたはスタッド464が通っている。取付けフランジ462は、(内寸および外寸ともに)同様の直径をもつアダプタリング470に密封取付けされている。複数の皿穴式ボルト472がそこを通る。取付けボルトまたはスタッド464および皿穴式ボルト472は、好ましくは交互に用いられ、完成した搬送流体ボックスまたはウォータボックス400およびダイ320のコンポーネントをダイバータ弁200に密封取付けする。本体450のハウジング452上のフランジ466は、以下に詳述するとおり、ペレタイザ900(図1を参照)への取付けを可能にする。図9における切断チャンバ408および/または図10における切断チャンバ458内において自由に回転することのできるコンポーネントを、この開示において後に説明する。アダプタリング470をダイ320にまたはダイ320を介して別個に取付けることにより、ダイ本体320をダイバータ弁200に密封取付けしたままにして、本体450を洗浄またはメンテナンスのために取外すことが可能となる。
【0079】
二部構成をもつ搬送流体ボックスまたはウォータボックス400の分解図が図11に示され、図12には完成したアセンブリが示される。本明細書の他の図面と同様に、類似した部分は図10、図11および図12aにおいて同様の番号を有する。
【0080】
図12bおよび図12cは、搬送流体ボックスまたはウォータボックス入口および出口の代替的な設計を示し、入口480は長方形のまたは正方形の入口筒482に固定して取付けられ、入口筒482はハウジング481に近づくにつれその長さに沿ってテーパ状に増加し、付着して接続され、中に切断チャンバ484がある。同様に、長方形または正方形の出口筒486がハウジング481に取付けられ、入口筒482に対して直径方向で対向し、出口筒486は固定的に取付けられる出口488に向かってその長さ方向に沿ってテーパ状に減少する。図12bおよび図12cのフランジ483およびフランジ485は、設計および目的が、先に説明した図12aのフランジ462および466と同等である。
【0081】
図12a、図12bおよび図12cは好ましくは直径方向において対向する入口および出口を示す。代替的に、入口454および480と出口456および488とは、出口−入口間の位置に対して規定され、20°から好ましい180°の角度で配置され得る。一例として、入口454および480と出口456および480とは対向して、または互い違いにずらして、ハウジング481に取付けることができる。入口および出口の寸法は同じまたは異なっていてもよく、入口および出口の設計は類似または異なっていてもよい。好ましくはこのように特定された入口および出口は、寸法および設計が同様であり、直径方向において対向している。
【0082】
図11に戻って、磨耗、浸食、腐食、摩滅、および望ましくない付着および狭窄を減らすために、フランジ466の内側面1812ならびに入口パイプ454および出口パイプ456の管腔1818(図示されていない)は窒化、浸炭窒化、焼結でき、高速の空気および燃料調整熱処理または電解めっきが施され得る。外部面1814およびダイ本体320の露出面1816は同様に処理できる。図9、図10、図11、図12a、図12bおよび図12cに示される実施例も同様に処理できるのは理解されるであろう。
【0083】
付加的に、フレーム溶射、熱溶射、プラズマ処理、無電解ニッケル分散処理、および電解プラズマ処理を単独でまたは組合せて、フランジ466の内側面1812、入口管454および出口管456の管腔1818(管腔は図示されていない)、ならびに外部面1814およびダイ本体320の露出面1816に与えることができる。露出面1816は、開放切断チャンバ458内の潜在的なキャビテーションの著しい浸食作用を被る可能性がある。これら表面処理は、表面を金属化する、金属窒化物を表面に固定して付着させる、金属炭化物および金属浸炭窒化物を表面に固定して付着させる、ダイヤモンド状カーボンを表面に固定して付着させる、耐摩耗金属マトリックスのダイヤモンド状カーボンを表面に固定して付着させる、または金属炭化物マトリックスのダイヤモンド状カーボンを表面に固定して付着させることができる。他のセラミック材も限定されることなく用いることができる。
【0084】
これら表面処理はコンポーネント基板から遠い表面上に重合体のコーティングを塗布することによってさらに変えて、ペレットの付着、狭窄、蓄積および凝塊を減少させて通路の閉鎖または封鎖を制限または防止する。好ましくは、重合体コーティング自体は非接着性であり、低い摩擦係数を有する。具体的実施例において、重合体コーティングは、シリコーン、フルオロポリマまたはその組合せである。重合体コーティングの塗布は、乾燥および/または硬化を実施するのに少しの加熱しかまたは全く加熱を必要としない。コーティングの塗布は、浸漬被覆、ロール被覆、スプレー被覆、反応性重合化、焼結、熱間溶射、フレーム溶射、プラズマ処理および粉末被覆によって達成することができる。反応性重合化は、熱間硬化、湿気硬化、光によって開始される重合化、遊離基重合化、加硫、室温加硫、および架橋を含み得る。重合体コーティングの利点としては、金属化およびセラミックプロセスの間隙が減り、さらなる表面の平坦化および変形を与え、表面の摩擦の減少、ペレットの処理された表面の磨耗の可能性を減らす、およびその組合せを含み得る。
【0085】
図1に再度戻ると、ペレタイザ900は非動作の開放位置に示される。ペレタイザにフローガイド800と、カッターブレード700を有するカッターハブ600とが装着される。装置を動作させると、ペレタイザ900は動かされて、それぞれ図9および図10に示されるように、搬送流体ボックスまたはウォータボックス400の一部体構成のフランジ416に、または搬送流体ボックスまたはウォータボックス400の2部構成の本体450のフランジ466に、固定して取付けられる。取付けは急速着脱、または他のこのような機構によって行なうことができる。動作中の構成において、カッターハブ600およびカッターブレード700は切断チャンバ408(図9)または458(図10)内に自由に回転する。
【0086】
ペレタイザ900は図13に示される。ペレタイザ900の中央ハブ600は、ダイ面410に対して調節可能である。図13はペレタイザ900が動作可能な位置にあるのを示し、ペレタイザフランジ902を介して、取外し可能な急速着脱クランプ904によってしっかりと保持される搬送流体ボックスまたはウォータボックスフランジ466に密封装着される。ペレタイザの位置的な調整は、手動で、ばね荷重により、油圧により、空気圧により、電気機械的に実現可能であるか、または均一な摩滅、長い耐用年数、カッターハブもしくはダイ面410の周りの溶融巻付けに繋がる過度の押出成形の回避、およびペレット化された製品の粘度を実現するのに必要とされる位置を確実に適切なものにするために加えられる力の一方向に累積的に作用するかもしくは反対方向に対向して作用するこれらの機構の組合せによって実現可能である。油圧式−空気圧機構の好ましい設計は図13に詳細に示され、モータ905、ハウジング910を備え、継手922に係合される油圧シリンダ920を含む。回転シャフト930は継手922をダイ面410においてカッターハブ600に接続し、スラストベアリング940および密封メカニズムを通って、さらに好ましくは搬送流体ボックスまたはウォータボックス400の切断チャンバ458と流体接触する機械密封メカニズム950を通る。入口管454および出口管456は切断チャンバ458への流体(たとえば水)の流れる方向、切断チャンバ458における流体およびペレットの混合、およびその後ペレットスラリーがカッターハブ600およびダイ面410から離れて切断チャンバ458から出る方向を示す。
【0087】
切断チャンバ458を通る流体の速度を上げる、ペレットの品質を向上させる、凍結を減らす、ダイ面410周りの溶融物の巻き付きを防止する、水頭圧力を生成するまたは増大する、そしてペレットの幾何学的形態を向上させるために、図14はフローガイド800が切断チャンバ458内に配置されてそれによりその領域の流体容積を効果的に減少させる構成を示す。部分的にしか示されないダイ320、搬送流体ボックスまたはウォータボックス400およびペレタイザ900は、図13の位置と同じである。切断チャンバ458内において、中空のシャフトロータが好ましくはカッターハブ600に装着され、上述のように適切な入口管454および出口管456を有する。
【0088】
図15aおよび図15bはフローガイド800の2つの可能な構成を示し、切断チャンバ458の直径よりも小さい一定の外径を有する同様のまたは異なるセグメントの長さを有し得るものであり、切断チャンバ458において所望される必須の容積低減に従って変動可能である。フローガイドスペーサセクション803は単独の場合には803aと示され、複数の場合には803bおよび803cと示されるように、周方向に沿って直径方向にほぼ均一になり得るが、セグメント長さは異なり得る。流れを方向付けるおよび/または制限するために、流れ方向付けセグメント801は単独の場合には801aと示され、制限されない複数の場合に801b、801cおよび801dと示されるように、長手方向に延在する溝によって変形され、これらの溝は横方向において弓形をなし、最も深い溝付き部分はカッターハブ602近くに位置付けられる。一連のセグメントからなる好ましい構成は、セグメントの数に限定されるよう意図されたものではなく、類似の幾何学的形態および機能を持つ単一のフローガイドコンポーネントも十分に本発明の範囲内にある。
【0089】
図13を参照すると、カッターハブ600はペレタイザ900のロータシャフト930のねじ切りされた端部にねじ込むことによって取付けられる。カッターハブ600はロータシャフト930に堅固に取付けることができ、図16に示されるように、カッターハブ600の外周に沿って比例した割合の複数のカッターアーム610を含むことができる。代替的にかつ好ましくは、カッターハブ600はアダプタ620を用いてロータシャフト930に可撓的に取付けられ、アダプタ620はロータシャフト930に対して装着的にかつねじで接続される。アダプタ620はカッターハブ600の同様の部分的に球形の内面ボア602と整合する部分的に球形の外面622を有する。この部分的に球形の内面ボア602に対して直径方向に対向しておりかつその中に窪んでいるのは長手の凹所605であり、カッターハブ600の縁まで延在し、その中にボール640が入る。同様に、ボール640用の外径方向の凹所626がアダプタ620上に位置付けられ、アダプタ620が交差して所定位置になりかつカッターハブ600に対して平行な位置に回転されると、長手の凹所605および外径方向の凹所626はボール640を連動して固定するよう配向されている。これにより、ロータシャフト930に固定して取付けられたアダプタ620上の直径方向に位置決めされたボール640を中心にしてカッターハブ600を自由に振動させることが可能となり、それによりカッターハブ600の回転自己整合が可能となる。
【0090】
カッターアーム610およびカッターハブ612の本体は、図16に示されるように、その断面が正方形または長方形であり得る。カッターアーム610およびカッターハブ612の本体は、図17cに示されるように、六角形の断面を拡張するようより流線型にされてもよい。図17aおよび図17bは、流線型のカッターハブ650のセグメントを示す。カッターブレード(図示されていない)は平坦化された角度のある溝614(図16)または平坦化された角度のあるノッチ652(図17aおよび図17b)において、ねじまたは同様の機構によって固定して取付けられる。
【0091】
代替的に、図18は急角度のカッターハブ600を示し、カッターアーム610は(図13に示されるように)、好ましくはねじ748または他の機構によって、任意には、カッターブレード750を有するカッターブレード支持部702と置き換えられる。アダプタ720はロータシャフト930(図13)へのねじによる取付けに対する自己整合の柔軟性を可能にする。機能的に同等である他のカッターハブの設計は、当業者にとって理解され得るように、本発明の範囲内にある。
【0092】
図19はさまざまな角度をつけて傾けられた位置および形状のカッターブレード750を示す。ブレード角度755はダイの耐磨耗加工面370に対して0°から110°以上に変動し得る。たとえば、図19a、図19bおよび図19c参照。図8に示されるように、60°から79°のブレード角度755が好ましい。図19bに示される75°のブレード角度はより好ましい。ブレード刃先760は正方形、傾斜付き、または角度付きであってもよく、約20°から約50°の、好ましくは約45°のブレード切断角度765である。代替的に、図19dに示されるように、半分の厚さのブレード770も同様に取付けられてもよく、同様に角度がつけられてもよく、さらに上述のとおり、同等のブレード切断角度および好みを有してもよい。さらに、ブレードの設計は、寸法的および組成的に他のプロセスパラメータに応じて有用であることを示し得る。
【0093】
カッターブレード750および半分の厚さのブレード770は組成として、工具鋼、ステンレス鋼、ニッケルおよびニッケル合金、金属−セラミック複合物、セラミック、金属もしくは金属炭化複合物、炭化物、バナジウム硬化鋼、適切に硬化されたプラスチック、または他の同等に耐久性のある材料を含むが、これに限定されず、さらにアニーリングおよび硬化されてもよい。長さ、幅および厚さといったブレードの寸法、ならびにカッターハブ設計に関連付けられて用いられるブレードの数に特に制限はない。
【0094】
図13に戻り、磨耗、浸食、腐食、摩滅ならびに望ましくない付着および狭窄を減じるための表面処理は、搬送流体ボックスまたはウォータボックスフランジ466から延在して切断チャンバ458内に入るロータシャフト930の露出部分の外側面1820に与えることができる。外部面1820は窒化、浸炭窒化、焼結によって金属化、または電解めっきできる。ロータシャフト930の表面処理の程度は、切断チャンバ458の容積を減らすためにフローガイド800が用いられる場合、ウォータボックスフランジ466から遠位の部分に減じられる。
【0095】
同様に、窒化、浸炭窒化、焼結、高速の空気および燃料調整熱処理、または電解めっきは、図15aおよび図15bに詳細に示されるように、フローガイド800の表面(図13)に与えることができる。特に、出口流出面1822および1822a、出口流出面1824a、フランジ466と遠位のガイド面1826および1862a、フランジ466に近位のフローガイド面(図示されていない)、フローガイド管腔面1828および1828a、ならびにフローガイド外周面1830および1830aを処理することができる。同じ処理が、図16に詳細に示されるように、カッターハブ612およびカッターアーム610のカッターハブおよびアーム面1832、ならびに図17aおよび図17bに示される多様なデザインのカッターハブおよびカッターアームのカッターハブおよびアーム面1834に与えることができる。図19a、図19b、図19cおよび図19dに示されるカッターブレード750および半分の厚さのブレード770も同様に、その先端面1836(図19aおよび図19b)、先端面1838(図19d)およびエッジ面1840(図19c)で処理できる。外周ブレード面1842も任意に処理できる。
【0096】
さらに、フレーム溶射、熱溶射、プラズマ処理、無電解ニッケル分散処理、および電解プラズマ処理を単独でまたは組合せて、搬送流体ボックスまたはウォータボックスフランジ466から切断チャンバ458内に延在するロータシャフト930の露出した部分の外側面1820(図13)、出口流出面1822および1822a、入口流入面1824および1824a、フランジ466から遠位のフローガイド面1826および1826a、フランジ466に近位のフローガイド面(図示されない)、フローガイド管腔面1828および1828a、フローガイド外周面1830および1830a(図15aおよび図15b)、カッターハブおよびアーム面1832および1834(図16および図16a、図17b)、先端面1836および1838、エッジ面1840、および外周ブレード面1842(図19a、図19b、図19cおよび図19d)に与えることができる。これらの処理は、表面を金属化する、金属窒化物を表面に固定して付着させる、金属炭化物および金属浸炭窒化物を表面に固定して付着させる、ダイヤモンド状カーボンを表面に固定して付着させる、耐摩耗金属マトリックスのダイヤモンド状カーボンを表面に固定して付着させる、および金属炭化物マトリックスのダイヤモンド状カーボンを表面に固定して付着させることができる。他のセラミック材も限定されることなく用いることができる。
【0097】
これらの表面処理は、潜在的には先端面1836および1838、エッジ面1840および外周刃面1842(図19a、図19b、図19cおよび図19dに示される)を除いて、コンポーネント基板から遠位にある表面に重合体コーティングを塗布することによってさらに変形することができ、ペレットの付着、狭窄、堆積および凝塊を減少させて、通路の閉鎖および封鎖を制限する。上記のように、重合体コーティング自体は好ましくは非付着性であり、低い摩擦係数を有する。具体的実施例において、重合体コーティングは、シリコーン、フルオロポリマまたはその組合せである。場合によって、重合体コーティングの塗布は、乾燥および/または硬化を実施するのに少しの加熱しかまたは全く加熱を必要としない。
【0098】
図1はバイパスループ550の相対的な位置を示す。バイパスループ550およびペレット搬送のために用いられる水または同等の流体は、貯留器1600(または他の源)から得られて、ポンプ500を介して搬送流体ボックスまたはウォータボックス400に搬送され、ポンプ500は任意の熱交換器520に向かってかつそこを通ってバイパスループ550に十分な流体流れを与えるための設計および/または構成を有する。熱交換器520は同様に、ペレットの幾何学的形状、スループットおよびペレット品質がテーリングなしに申し分のないものになるよう形成されるペレットの温度を維持するのに適切なレベルで水(または他の搬送流体)の温度を維持するのに適した容量を有する設計であり得る。この場合、切断面上の溶融プラスチックの巻き付き、ペレットの凝塊、キャビテーション、および/または搬送流体ボックスもしくはウォータボックスにおけるペレットの蓄積が回避される。搬送流体の温度、流量および組成は、処理される材料または調合物に応じて変動する。搬送流体の温度は、重合体の溶融温度よりも少なくとも約20℃低く維持され、好ましくは溶融温度よりも約30℃から約100℃低い温度で維持される。搬送流体温度はより好ましくは約0℃から約100℃、さらに好ましくは約10℃から約90℃、そして最も好ましくは約60℃から約85℃で維持される。
【0099】
さらに、加工助剤、流れ調整剤、表面調整剤、コーティング、(静電防止剤を含む)表面処理剤、および当業者に既知であるさまざまな添加剤を、搬送流体に含むことができる。配管、弁構成およびバイパスコンポーネントは、ペレット−搬送流体混合物を適切に搬送するのに不可欠な温度、化学的組成物、磨耗性、腐蝕性、および/またはいかなる圧力にも対応するのに適した構造でなければならない。システムで必要な圧力は、縦および横の搬送距離、成分の不所望な揮発または早すぎる膨張を抑制するのに必要な圧力レベル、弁構成を通るペレット−搬送流体のスラリー流れ、粗い選別、ならびに付随的プロセスおよび/またはモニタ装置によって決定される。ペレット対搬送流体の比は、同様に、ペレットの蓄積、流れの封鎖、閉鎖および凝塊が具体例として挙げられる上記の複雑な状況をなくすまたは軽減するのに十分に有効な変動比でなければならない。配管の直径および距離は、不所望の揮発および/または早すぎる膨張を防止するためにペレットについての適切なレベルの冷却および/または凝固を達成するのに必要な時間ならびに材料スループット(したがって、流量およびペレット対搬送流体比)によって決定される。弁構成、ゲージ、または他の処理およびモニタ装置は、不適切な封鎖、閉鎖を回避するために、または付加的かつ不所望な圧力生成もしくはプロセス閉塞に繋がるプロセスを変更するために、十分な流量および圧力定格ならびに十分な通過直径でなければならない。搬送流体および添加剤組成物は、ペレット調合物の成分と適合可能でなければならず、その調合物の成分のいずれかにも容易に吸収されるべきではない。過剰な搬送流体および/または添加剤は、水洗、吸引、蒸発、脱水、溶剤除去、ろ過、または当業者にとって理解される同様の技術によって、ペレットから容易に除去可能でなければならない。
【0100】
図1のポンプ500および熱交換器520は、特にペレット化プロセスの副生成物によって、磨耗、浸食、腐食および摩滅を受ける傾向があり、コンポーネント(図示されていない)は窒化、浸炭窒化、焼結、高速の空気および燃料調整熱処理、および電解めっきを用いて、任意に表面処理できる。さらに、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、および電解プラズマ処理を単独で、または組合せて用いることができる。
【0101】
図20に示されるように、バイパスループ550により、入口パイプ530からの搬送流体(たとえば水)は三方弁555に入り、バイパス流れ内に、または搬送流体ボックスもしくはウォータボックス400に向かって再方向付けられることが可能となる。搬送流体ボックスまたはウォータボックス400を迂回するために、搬送流体は三方弁555によって、バイパスパイプ565内に/通って、出口パイプ570に方向付けられる。これを実現するために、遮断弁575が閉じられる。代替的に、水が搬送流体ボックスまたはウォータボックス400に向かって/通って流れるために、遮断弁575を開き、ドレイン弁590を閉じた状態で、流れがパイプ560へと/通ってパイプ580内に流れることを可能にするよう、三方弁555が方向付けられる。水は搬送流体ボックスまたはウォータボックス400の中に/通ってペレットを遮断弁575を介して覗き窓585に/通って流れ、さらに以下で記載するように、下流での処理のために出口パイプ570に流れる。システムを排水し、搬送流体ボックスもしくはウォータボックス400またはダイ耐磨耗加工面370の洗浄もしくはメンテナンスを可能にするために、またはダイ320のいずれかのコンポーネントを交換するために、三方弁555は流れをパイプ565へと/通って、さらにパイプ570に方向付けられる。今度は遮断弁575が閉じて、ドレイン弁590が開いた状態で、水はコンポーネント585、400、560および580内において、575よりも下に閉じ込められて残り、再利用または処分のためにドレイン595から排出される。
【0102】
ペレットが処理のために十分に凝固されると、パイプ1270を介して凝塊キャッチャ/脱水部1300に/通って、さらに図1に示されるように、乾燥ユニット1400および下流の処理プロセス2000に搬送される。
【0103】
ペレットの結晶化がプロセスの一部である場合、標準のバイパスループ550は、図21に示されるように、加圧された空気が経路内に注入されるよう、搬送流体ボックスまたはウォータボックス400と乾燥装置1400との間の直接の経路によって置き換えることができる。空気は、搬送流体ボックスまたはウォータボックス400の出口に好ましくは隣接し、スラリーライン1902の初めの箇所に近い、点1904においてシステムのスラリーライン1902に導入される。この空気導入の好ましい箇所1904は、搬送速度を増加させかつスラリー内の水の吸引を促進することによって、ペレットの搬送を促し、それによりペレットおよび顆粒が所望の結晶化を達成するのに十分な潜熱を保持することを可能にする。高速の空気は、空気圧縮器のように、製造設備で典型的に利用可能な従来の圧縮空気ラインを用いて、点1904においてスラリーライン1902内に都合よく、かつ経済的に注入される。他の不活性ガス(たとえば窒素)を用いてペレットを記載しているように高速に搬送することができる。この高速の空気または不活性ガスの流れは、圧縮ガスを用いて達成され、好ましくは1.6インチ(約0.63cm)のパイプ径である標準のパイプ径のスラリーラインに、少なくとも8バーの圧力を規制するために、標準のボール弁を用いて、少なくとも100立方メートル/時間の流量をもたらす。
【0104】
当業者なら、スループット量、所望の結晶度、およびペレットや顆粒のサイズによって、流量およびパイプ径が変わり得ることは理解するであろう。高速の空気または不活性ガスは、ペレットの水分スラリーと効果的に接触し、吸引により水蒸気を生成し、スラリーラインを通ってペレットを分散させ、これらのペレットをドライヤー1400内に速い速度で、好ましくは搬送流体ボックスまたはウォータボックス400からドライヤーの出口1950(図22)までは1秒未満の速度で、伝搬する。この高速の吸引は、空気/ガス混合物においてペレットの混合物をもたらし、これはガス状の混合物において98%から99%の空気容量近くとなり得る。
【0105】
図21はスラリーライン1902への空気導入を示す。水/ペレットスラリーは搬送流体ボックスまたはウォータボックス400を出てスラリーライン1902に入り、覗き窓1906を通り、アングルエルボー1908を通り、そこで圧縮空気は空気導入入口弁1910から、角度がつけられたスラリーライン1902を通って、拡大したエルボー1912を通り、ドライヤー1400に向かってかつなかに入る。角度付けられたエルボー1908への空気導入は、ペレット/水スラリーに対して最大の空気噴射効果をもたらすスラリーライン1902の軸と一致するのが好ましく、それにより混合物が一定して吸引される。スラリーライン1902の縦軸とスラリーライン1902の長手方向の軸との間の角度は、0°から90°、またはこれよりも大きい角度に変動することができるが、これよりも大きい角度はドライヤー入口1914の高さに対するペレタイザ900の高さの変化によってなくなる。この高さにおける差は、ペレタイザ900に対するドライヤー入口1914の物理的な位置付けによる、またはドライヤーおよびペレタイザの大きさの違いによる。好ましい角度は30°から60°の範囲にあり、より好ましい角度は約45°である。ドライヤー入口1914への拡大されたエルボー1912は、入来のスラリーライン1902からドライヤー入口1914への高速に吸引されたペレット/水スラリーの遷移を促進し、ドライヤー1400へのペレットスラリーの速度を落とす。図22に示されるように、装置の位置により、ペレットがペレタイザ900からドライヤー出口1950までの距離を約1秒で搬送されることを可能にし、それによりペレット内の熱の損失を最小限に抑える。これは第2の弁機構を挿入することにより、またはより好ましくは空気導入入口弁1910の後に第2のボール弁1916を挿入することによってさらに最適化される。この付加的ボール弁は、スラリーライン1902のペレットの滞在時間をよりよく規制し、スラリーラインで起こり得る振動を減らす。第2のボール弁1916はチャンバ内に導入される空気をさらに加圧することを可能にし、ペレット/水スラリーからの水分の吸引を向上させる。これは、ペレットおよび顆粒の大きさが減少すると特に重要となる。
【0106】
磨耗、浸食、腐食、摩滅および不所望の付着および狭窄は、搬送配管において問題となり、これはパイプ1270については図1に、バイパスループ550配管について(たとえば、パイプ530、560および565)は図20に、さらにスラリーライン1902については図21に、示されている。これらのパイプは、短半径および長半径の直角を形成するように製造でき、代替的に短半径および長半径の掃引角または曲線を形成するよう曲げることができる。理論によって拘束される意図はないが、このような操作によって誘発された応力が導入されると予測され、たとえば磨耗、浸食、および/または腐蝕によって磨耗に関連する損傷の可能性を増加させる。窒化、浸炭窒化、焼結、電解めっき、無電解めっき、熱間硬化、プラズマ処理、押出成形、回転成形または「ロトライニング」(回転ライニング)、スラッシュ成形、およびこれらの組合せを含む処理を用いて、磨耗に関連するプロセスへの耐性を向上させ、さらに付着や狭窄を減少させる。
【0107】
空気導入入口弁1910が取付けられるアングルエルボー1908(図22)の他の状況では、例外的に問題となる磨耗および付着に関連する事項を被る傾向があり、内側面(図示されていない)は、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分担処理、高速の空気および燃料調整熱処理、または電解プラズマ処理を単独でまたは組合せて処理できる。これらの処理は、表面を金属化する、金属窒化物を表面に固定して付着させる、金属炭化物および金属浸炭窒化物を表面に固定して付着させる、ダイヤモンド状カーボンを表面に固定して付着させる、耐摩耗金属マトリックスのダイヤモンド状カーボンを表面に固定して付着させる、および金属炭化物マトリックスのダイヤモンド状カーボンを表面に固定して付着させることができる。他のセラミック材も限定されることなく用いることができる。
【0108】
これらの好ましい表面処理は、コンポーネント基板から遠位の表面上に重合体コーティングを塗布することによってさらに変形することができ、ペレット付着、狭窄、堆積、および凝塊を減らして通路の閉鎖および封鎖を制限する。上記のように、重合体コーティング自体が非接着性であり、低い摩擦係数を好ましくは有する。具体的実施例において、重合体コーティングはシリコーン、フルオロポリマ、またはその組合せである。重合体コーティングの塗布は、乾燥および/または硬化を実施するのに少しの加熱しか必要としない。
【0109】
図1に示される乾燥ユニットまたはドライヤー1400は、薄片、球状、球面状、円筒形または他の幾何学的形状であり得る材料について制御された水分レベルを達成するものであればどのような装置であってもよい。これは、ろ過、遠心乾燥、強制もしくは加熱空気の対流または流動床によって実現され得るが、これらに限定されず、好ましくは遠心乾燥機、最も好ましくは自己洗浄式の遠心乾燥機1400が用いられる。
【0110】
ここで図23を参照すると、パイプ1270はペレットおよび流体スラリーまたは濃縮スラリーを凝塊キャッチャ1300内に排出し、ここでペレット凝塊が捕らえられ、除去され、排出シュート1305を介して排出される。凝塊キャッチャ1300は、角度のついた円形のバーグリッド、孔の形成された板またはスクリーン1310を備えており、これにより流体およびペレットの通過を可能にするが、接着した、凝集した、または塊になったペレットを集めて、排出シュート1305に誘導する。次に、ペレットおよび流体スラリーは、図24および図25に示されるように、任意に脱水機1320内へと通過する。脱水機1320は1つ以上のバッフル1330および/または傾斜した有孔膜スクリーン1335を含む少なくとも1つの縦または水平の脱水用有孔膜スクリーン1325を備え、これにより流体が下方向に進んで微細流除去スクリーン1605に入り、そこを通って水貯留器1600に到達できる(図1および図26)。表面にまだ水分を保持しているペレットは、脱水機1320から、図23のスラリー入口1405における自己清浄式の遠心乾燥機1400の下方端内に排出される。
【0111】
図23に示されるように、自己清浄式の遠心型ペレットドライヤー1400は、スクリーンの基部において円筒形のスクリーン支持部1415上に搭載され、縦に配向された一般に円筒形のスクリーン1500を備えた概して円筒形のハウジング1410と、スクリーンの上部において円筒形のスクリーン支持部1420とを含むが、これらに限定されない。こうして、スクリーン1500はハウジングの内壁から径方向に間隔をあけてハウジング1410内に同心円状に位置付けされる。
【0112】
縦ロータ1425はスクリーン1500内において回転するよう取付けられ、ドライヤーの基部(図25)または上部において搭載および/または接続されるモータ1430によって回転可能に駆動される。モータ1430は、図23に示されるように、ドライヤーの上端部の上に好ましくは取付けられる。モータ1430は駆動接続部1435によって、およびハウジングの上端部に接続される軸受1440を介してロータ1425に接続される。接続部1445および軸受1440はロータ1425を支持し、ロータの上端部の回転運動を導く。スラリー入口1405は、接続部1448における下方のスクリーン支持セクション1450を通じてスクリーン1500の下方端部とロータ1425と連通している。ハウジングの上端部およびロータは、ハウジングの上端部において、上側スクリーン支持セクション1455内の接続部(図示されていない)を介して乾燥ペレット排出シュート1460と連通している。出口1467の分流プレート1465は、乾燥ペレットを分岐させて出口1470または出口1475から出力させる。
【0113】
ハウジング1410は部分的な構成を有し、ドライヤーの下側部分においてフランジ継手(図示されていない)で、およびドライヤーの上端部においてフランジ継手(図示されていない)で、接続される。最上部のフランジ継手は、上部プレート1480に接続され、ハウジングまたはガード1437によって囲まれる軸受構造1440および駆動接続部1435を支持する。ハウジング1430上の継手1432はモータ1430を支持し、すべてのコンポーネントを組立てられた態様で保持する。
【0114】
ハウジング1410の下端部は、図26に示されるフランジ接続部1610によって、水タンクまたは貯留器1600の上にある底部プレート1412に接続される。アパーチャ1612はドライヤーハウジングの下端部と貯留器1660との間に連通手段を提供し、表面の水分がペレットから除去されると流体をハウジング1410から貯留器1600に排出させる。この除去はロータの作用によって達成され、ペレットを上昇させてペレットに遠心力を与え、スクリーン1500の内部に対する衝撃により、ペレットから水分が取除かれ、この水分がスクリーンを通って最終的に貯留器1600に運ばれる。
【0115】
ドライヤーの自己清浄構造は、図23に示されるとおり、ハウジング1410の内部とスクリーン1500の外部との間で支持された複数のスプレーノズルまたはスプレーヘッドアセンブリ1700を含む。スプレーヘッドアセンブリ1702は、スプレーパイプ1702の上端部1704が露出された状態で、ハウジングの上端部における上部プレート1480を通って上方に延在するスプレーパイプ1702の端部において支持される。ホースまたはライン1704は、高圧流体、好ましくは水であって、少なくとも40gpm、好ましくは約60gpmから約80gpm、より好ましくは80gpm以上の流量で、スプレーヘッドアセンブリ1702に供給する。ホース1706は、ドライヤー1400に取付けられた単一のマニホールド(図示されていない)と任意に繋がり得る。
【0116】
好ましくは、少なくとも3つのスプレーヘッドアセンブリ1702ならびに関連するスプレーパイプ1700およびライン1706がある。スプレーヘッドアセンブリ1702およびパイプ1700は、スクリーン1500の外周に沿って円周方向で間隔があけられて配向される。スプレーヘッドアセンブリ1702およびパイプ1200は、スプレーヘッドアセンブリ1702から排出される加圧流体がスクリーン1500の内外ならびにハウジング1410の内部に接触して洗浄するよう、縦に互い違いにずらした関係で配向されてもよい。こうして、スクリーン1500の外面とハウジング1410の内壁との間における停止点またはエリアに蓄積したまたは溜まっている集められたペレットはすべて、図26からわかるように、アパーチャ1612を通って貯留器1600内に洗い流される。同様に、スクリーン1500の中およびロータ1425の外に残っているペレットはドライヤーの外に洗い流されて、異なる種類のペレットが乾燥させられる後の乾燥サイクルの際に、ドライヤーを通るペレットを汚染したり混合したりしないようになっている。
【0117】
ドライヤーの下端部にあるスクリーン支持セクション1450とハウジング1410の内壁との間の領域は、ドライヤーハウジングのコンポーネントを互いに接続する継ぎ目および出入口開口部において平坦な領域を含む。スプレーヘッドアセンブリ1702からの高圧水もこの領域を有効に洗浄する。ベーススクリーン支持セクション1450は、ねじまたは他の締結具によって、ハウジング1410の底部プレート1412および貯留器1600に取付けられ、ハウジンおよびスクリーンを貯留器1600に固定する。ベーススクリーン支持セクション1450は、図23に示されるように、桶または鉢の形状を有する。代替的に、他のドライヤーでは、ベーススクリーン支持セクション1450は、反転した桶またはベース(図示されていない)の形を取ることができる。
【0118】
ロータ1425は実質的に管状の部材1427を含み、当該部材1427はペレットを持上げて上昇させ、その後スクリーン1500に衝突させるための傾斜したロータブレード1485を備える。他のドライヤーにおいて、ロータ1410は正方形、円形、六角形、八角形、または他の断面形状を有し得る。中空のシャフト1432は、ロータ1425を通り、ロータを形成する管状部材1427に対して同心円的に間隔があけられている。中空のシャフトは、ロータ1425の下端部においてガイドブッシング1488内の開口1482を通り、さらに底部プレート1412および貯留器1600の上壁の整列した開口内を通るロータの下端部を案内する。回転継手1490は、中空のシャフト1432および流体圧源に接続され、好ましくは空気(図示されていない)がホースまたはライン1492を介して供給されて、中空のシャフト1432の内部を加圧する。
【0119】
中空のシャフト1432は、中空のロータ部材1427の内部と連通するアパーチャを含む。これらの穴により、加圧された流体(たとえば空気)がロータ1425の内部に導入できる。ロータ1425は底壁にアパーチャを有し、これによりロータ1425の底端部がベースまたは桶セクション1450の内部と連通して、ロータ1425の下端部および桶セクション1450の洗浄を可能にする。ロータおよびスクリーン1500の内部から流されたペレットは、乾燥ペレット出口シュート1460を通って優先的に排出される。
【0120】
上部セクション1455内のロータ1425の上部は停止点でもあり、蓄積されたペレットを取除くために高圧流体に晒される。図23に示されるように、ノズル1710は高圧流体をロータ1425の上面をわたって方向付け、蓄積されたペレットを上部セクションから出して優先的にペレット出口シュート1460に方向付ける。ノズル1710は上部プレート1480を延在するホースまたはライン(示されていない)によって供給され、高圧流体源に接続される。
【0121】
ドライヤー構造における停止点または領域に加えて、凝塊キャッチャ1300も別個のパイプまたはホース1720によって洗浄できるが、当該別個のパイプまたはホース1720はソレノイド弁によって制御され、それにより角度のつけられた凝塊プレートまたはキャッチャプレートおよびバーロッドグリッド1310のペレット接点側に高圧流体を方向付けて、凝塊を除去して排出筒またはシュート1305を介して排出する。
【0122】
ホースおよびノズルは、ロータ1425の上部およびペレット排出口1460を洗浄するような方向に、空気(または他の流体)の噴射を、排出シュートまたはパイプ1460に供給する。この空気の排出は、ペレットをパイプ接続部および出口1467を介して分流プレート1465を通して吹き飛ばして、乾燥したペレットをドライヤーから排出させる。
【0123】
ロータ1425は好ましくは全洗浄サイクル中連続的に回転する。ソレノイド弁はウォータボックスバイパス空気口、ロータ空気口、上部セクション空気口、ペレット排出空気口および分流弁空気口を含む付加的な停止点(図示されていない)に好ましくは約60psiから80psi以上で空気を提供するよう設けられる。ソレノイド弁は、短い噴射(たとえば約3秒)をもたらすためのタイマを備え、それにより長い時間を必要とすることなく十分な洗浄が行なわれる。洗浄サイクルボタン(図示されていない)により、洗浄サイクルが起動されてウォータボックスバイパス空気口をまず作動させ、多数の(たとえば5つ以上)の空気の噴射で、空気によるバイパスの洗浄を可能にする。次に、上部セクション空気ポートが作動する。その後、分流プレート1465が作動する。この弁は、スクリーンを約1から10秒、好ましくは約6秒洗浄するスプレーノズルアセンブリ1700が作動する前に閉じる。送風機1760は散水サイクル中に停止され、スプレーノズルポンプの電源が断たれると再び作動し、こうして1回の洗浄サイクルが完了する。ここに記載されるサイクルの範囲は限定されず、サイクルの各コンポーネントは残っているペレットを適切に除去するのに必要な頻度および/または時間に応じて変わり得る。
【0124】
図1の送風機1760はペレット化プロセスの副生成物によって、および送風機コンポーネントの表面(図示されていない)へのペレットの衝突および/または付着により、磨耗、浸食、腐食および摩滅を受ける傾向があり、窒化、浸炭窒化、焼結、高速の空気および燃料調整熱処理または電解めっきを用いて任意に表面処理できる。さらに、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、または電解プラズマ処理を単独でまたは組合せて用いることができる。
【0125】
プロセスのためのスクリーンは、任意に、図27に示されるように、1つ以上の水平または縦の脱水スクリーン1325、傾斜した脱水スクリーン1335、ポートスクリーン1595、および/または1つ以上の円筒形の装着可能なスクリーン1500を含むことができる。スクリーンのサイズ、組成および寸法は、生成されるペレットに対応するべきであり、穿孔、打ち抜かれる、貫通、織られる、または当業者に公知の別の構成であってもよく、さらに構造、組成およびスタイルが同じまたは異なってもよい。ペレットサイズの直径が小さくなると、スクリーンは好ましくは2つ以上の層で構成される。これらの層の組成、設計および大きさは同様または異なっていてもよい。スクリーンは、ラッチ、クランプ、ボルト、または他の締結器具によって所定位置に固定される。
【0126】
スクリーン1500は好ましくはドライヤー1400およびロータ1425の外周に沿って配置されるよう適切に可撓的な構造を有し、図28および図29に示されるように、定位置にボルト締めされてスクリーン領域をほぼ等しい面積に分割している偏向バー1550を含むことができる。代替的に、図30および図31に示されるように、スクリーンに偏向バーがなくてもよい。好ましくは、スクリーン1500は、外側の支持スクリーンと、ペレットおよびマイクロペレットを効果的に乾燥させるための内側スクリーンとを機械的に組込んだ2つ以上の層を有する。加えて、1つ以上のスクリーン層を、特定の用途に応じて、外側支持スクリーンおよび内側スクリーンとの間に挟んでもよい。図32は3層構成の側面図を示す。図33は2層構成の同様の側面図を示す。図34は、細かい網目のスクリーン層が見られる、支持層の側面から見た、2層スクリーン構成の表面図である。
【0127】
外側の支持スクリーン1510は成形プラスチックまたはワイヤ強化プラスチックから形成され得る。重合体/プラスチックは、ポリエチレン、ポリプロピレン、ポリエステル、ポリアミドもしくはナイロン、ポリ塩化ビニル、ポリウレタン、または遠心型ペレット乾燥機の動作で予想される化学的および物理的条件下でその構造的整合性を維持することができる同様の不活性の材料から選択することができる。好ましくは、外側支持スクリーン1510は、スクリーンアセンブリ全体の構造上の整合性を維持するのに適した厚さを持つ金属板であり、適切な遠心型ペレット乾燥機に位置決めされてしっかりと嵌合するような輪郭(たとえば円筒形)にするのに十分な可撓性を有する。金属プレートは、好ましくは18ゲージから24ゲージ、最も好ましくは20ゲージから24ゲージの厚さである。金属は、アルミニウム、銅、鋼、ステンレス鋼、ニッケル鋼合金、または乾燥プロセスの成分に対応して不活性である同様の非反応性の材料であり得る。金属は好ましくはステンレス鋼合金、たとえば乾燥操作を受ける化学的プロセスによって環境上必要とされるグレード304またはグレード316のステンレス鋼である。
【0128】
金属板は、穴が貫通される、打ち抜かれる、穿孔される、またはスロットが設けられて、円形、楕円形、正方形、長方形、三角形、多角形、または寸法的に類似した他の構造を有し得る開口が設けられており、分離およびその後の乾燥のための開放した領域を提供する。好ましくは、開口部は円形の穿孔であり、外側の支持スクリーンの構造上の整合性を維持しながら最大の空き領域を提供するよう、幾何学的に互い違いにずらされている。円形の穿孔は、好ましくは直径が約0.075インチであり、少なくとも約30%の空き領域を設けるために互い違いにずらされている。より好ましいのは、有効な開放領域が約40%以上であるような開放領域の幾何学的配向である。最も好ましいのは、約50%以上の開放領域を実現するよう、互い違いにずらされている、少なくとも約0.1875インチの直径を有する丸い穿孔である。
【0129】
代替的に、外側の支持スクリーンは、角度をつけて縦に積重ねられる、または交差される、または拠り合わせられ、溶接、ろう付け、抵抗溶接、または他の態様で定位置に固定されるワイヤ、ロッド、またはバーからなる組み立て構造またはスクリーンであってもよい。ワイヤ、ロッド、またはバーは、プラスチック、ワイヤ強化プラスチック、または金属であってもよく、幾何学的に円形、楕円形、正方形、長方形、三角形、楔形、多角形、または他の類似の構造であってもよい。スクリーンの幅または縦糸にわたるワイヤ、ロッド、またはバーは、横糸またはシュートとして長手方向に含まれるワイヤ、ロッドまたはバーと寸法的に同じまたは異なっていてもよい。
【0130】
好ましくは、ワイヤ、ロッド、またはバーは、最も狭い寸法の場合は最小で約0.020インチであり、より好ましくは少なくとも0.030インチであり、最も好ましくは約0.047インチである。開放領域は、寸法的には、隣接する構造要素の近位の配置に依存し、少なくとも約30%、より好ましくは約40%を超え、最も好ましくは約50%以上の割合の開放領域を維持するよう位置的に配置される。
【0131】
任意の中間スクリーン1520および内側スクリーン1530は、外側の支持スクリーンについてここに記載したものと構造的に同様である。それぞれの層におけるスクリーンは、寸法および組成が同じまたは異なっていてもよい。それぞれのスクリーンの開放領域の割合は同じまたは異なっていてもよいが、より低い割合の開放領域では、スクリーンの有効開放領域が小さくなり、最も低い割合の開放領域では最も制限されてしまう。ある層のアセンブリにおける他の層に対する配向、ならびにスクリーンの寸法および構造上の組成は、同じまたは異なっていてもよい。
【0132】
好ましくは、内側スクリーン1530は正方形、長方形、平坦、ダッチ、または同様の織りである織込まれたワイヤスクリーンであり、縦糸および横糸ワイヤの直径は、寸法上または組成的に同じまたは異なっていてもよい。より好ましくは、内側スクリーンは、平坦な正方形または長方形の織りワイヤスクリーンであり、縦糸および横糸のワイヤは組成的および寸法的に同様であり、開放領域は約30%以上である。さらにより好ましくは、内側スクリーンは、平坦な正方形または長方形の約30メッシュ以上のメッシュグレード304またはグレード316のステンレス鋼であり、縦糸および横糸のワイヤは、少なくとも30%の開放領域を有するようなサイズであり、空き領域は最も好ましくは、少なくとも50%以上である。さらにより好ましくは、平坦な正方形または長方形の内側スクリーンは、約50メッシュ以上の織りであり、開放面積の割合は約50%以上である。中間スクリーン1520は、導入された場合には、支持スクリーン1510と内側スクリーン1530との間のメッシュ中間物をなし、構造的、幾何学的、組成的および方向的に同様または異なっていてもよい。
【0133】
図23に戻って、ドライヤー1400の多くの部分への磨耗、浸食、腐蝕、摩滅および不所望の付着および狭窄を減じるための表面処理は、窒化、浸炭窒化、焼結、高速の空気および燃料調整熱処理、または電解めっきを含むことができる。処理されるドライヤーコンポーネントの例としては、上供給シュート1844の内側面、下供給シュート1846の内側面、ベースプレートアセンブリ1848の内側面、パイプシャフトプロテクタ1850の外部面、供給スクリーン1852の表面、脱水スクリーン1854の表面(図24)、スクリーンアセンブリ1856の表面、リフタアセンブリ1858の表面、サポートリングアセンブリ1860の外部面、ドライヤーハウジング1862の上部の内側面、ペレットシュート1864および1868の内側面、ならびにエレメント分流プレート1866の外部面を挙げることができる。送風機1760のコンポーネントも同様に処理することができる。
【0134】
さらに、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、または電解プラズマ処理を単独でまたは組合せて、上供給シュート1844の内側面、下供給シュート1846の内側面、ベースプレートアセンブリ1848の内側面、パイプシャフトプロテクタ1850の外部面、供給スクリーン1852の表面、脱水スクリーン1854の表面(図24)、スクリーンアセンブリ1856の表面、リフタアセンブリ1858の表面、サポートリングアセンブリ1860の外部面、ドライヤーハウジング1862の上部の内側面、ペレットシュート1864および1868とペレットシュート延長部(図示されていない)の内側面、ならびにエレメント分流プレート1866の外部面に与えることができる。これらの処理は、表面を金属化する、金属窒化物を表面に固定して付着させる、金属炭化物および金属浸炭窒化物を表面に固定して付着させる、ダイヤモンド状カーボンを表面に固定して付着させる、耐摩耗金属マトリックスのダイヤモンド状カーボンを表面に固定して付着させる、および金属炭化物マトリックスのダイヤモンド状カーボンを表面に固定して付着させることができる。他のセラミック材も限定されることなく用いることができる。
【0135】
これら表面処理はコンポーネント基板から遠い表面上に重合体のコーティングを塗布することによってさらに変えて、ペレットの付着、狭窄、蓄積および凝塊を減少させて通路の閉鎖または封鎖を制限または防止する。好ましくは、重合体コーティング自体は非接着性であり、低い摩擦係数を有する。具体的実施例において、重合体コーティングは、シリコーン、フルオロポリマまたはその組合せである。重合体コーティングの塗布は、乾燥および/または硬化を実施するのに少しの加熱しかまたは全く加熱を必要としない。
【0136】
さらに、図23のドライヤーハウジング1870の内側面および図24の脱水部ハウジング1872の内側面は、回転成形プロセスによって、重合体および反応性重合体が裏打ちされてもよい。ポリエチレンを含むポリオレフィン、ポリプロピレン、架橋結合可能ポリエチレン、ビニルポリマ、ポリエステル、ポリアミド、ポリカーボネート、およびフルオロポリマも用いることができる。好ましくは、ポリエチレン、架橋結合可能ポリエチレン、およびフルオロポリマが、回転成形に用いられる。
【0137】
ペレット排出シュート1460から排出されたペレットは、寸法毎に分類され、ふるい分けられ、パッケージングされ、さらに乾燥または流動化などのさらに別の処理にさらされ、またはプロセス要件に従って保管または直ちに操作するために搬送され得る。これらの乾燥後の処理(たとえば、寸法毎の分類、ペレット被覆、および結晶化の強化)の多くは振動ユニットの使用に関わる。図35a、図35b、図36aおよび図36bは円形の商業的に利用可能な振動ユニットを示す。
【0138】
コーティングは、ペレット出口シュート1460(図23)からのペレットの流れをコーティングパン2102(図35aおよび図35b)に方向付けることにより、実質的に乾燥されたペレットに与えることができる。コーティングパン2102は偏心振動ユニット2100において、好ましくは中央において、ボルト2106によって寸法分類スクリーン2104に固定的に取付けられる。偏心振動ユニット2100の設計および動作機構は当業者にとって既知である。コーティングパン2102の直径は好ましくは寸法分類スクリーン2104の直径よりも小さく、好ましくは寸法分類スクリーン2104の直径の半分である。寸法分類スクリーン2104の外周はユニットハウジング2108によって制限される。コーティングパン2104は上記の寸法的制約を満たす固体の円形ベースからなり、ベースの端縁において1インチ(約2.5cm)以上の外周壁を有し、その中に被覆材が含まれ、ペレット出口シュート1460から導入されたペレットのスループット容量は適切な時間、五(5)秒以下、より好ましくは二(2)秒以下保持され、それにより振動ユニット210の振動により、ペレットの均一な被覆が促される。スクリーン2104の組成は、少なくとも1つの層からなるスクリーンアセンブリ1500について記載した構造と同様のものであり得る。ユニットはカバー2120と固定的に装着される。
【0139】
被覆されたペレットは最終的に振動によってコーティングパン2102からサイズ分類スクリーン2104にふるい落とされ、スクリーンを通る賦形剤の被覆材を有効に取除き、出口2114を通って装置から出力される(図35b)。被覆されたペレットは、偏向堰2112に当るまではスクリーンを移動し、被覆されたペレットは出口2114から出るよう方向付けられる。偏向堰2112はコーティングパン2102の壁に固定してかつ接線方向に取付けられ、出口2114に隣接するユニットハウジング2108と遠位にある。好ましくは、堰2112は、コーティングパン2102の壁高さと等しい幅から、ユニットハウジング2108に隣接する装着点において2倍以上の幅でテーパ状になる。
【0140】
粘着性を減少またはなくすために、ペレットに対して補足的な構造的統合性を与えるために、付加的な化学的および/または物理的特性を組込むために、ならびに色や他の装飾的な効果を与えるために、ペレットにコーティングを塗布することができる。コーティング材の例としては、タルク、カーボン、黒鉛、フライアッシュ、微結晶を含むワックス、粘着性をなくすエージェント、炭酸カルシウム、顔料、クレー、珪灰石、鉱物、無機塩類、シリカ、重合体粉末および有機粉末を挙げるが、これらに限定されない。好ましくは、被覆材は粉末である。
【0141】
図36aおよび図36bは代替の偏心振動ユニット2150を示し、さらなる乾燥、冷却、結晶化およびその組合せを可能とする滞在時間を延ばすものである。ユニット2150は、ユニットハウジング2154に囲まれかつ固定的に装着される固体プレート2152を含む。固体プレート2152の中央には円筒形コア2156が取付けられ、ここに少なくとも1つまたは複数の堰が垂直に接続される。偏向堰2162は円筒形コア2156と遠位でありかつ出口2158に隣接するユニットハウジング2154に固定的に取付けられる。好ましくは、少なくとも一つ(1個)の保持堰2160、より好ましくは少なくとも二つ(2個)の保持堰2160が、円筒形コア2156およびユニットハウジング2154に同様に取付けられる。保持堰は偏向堰2162よりも高さが低く、好ましくは偏向堰2156の半分の高さにある。保持堰2160はユニット2150の外周に配置され、対称的に、非対称に、または対称および非対称に位置付けることができる。ユニットはカバー2170を有して固定的に取付けられる。
【0142】
ペレットは出口2158から遠い側の偏向堰2162にあるユニット2150に供給される。ペレットの動きは、保持堰2160に当るまでユニット2150の外周で起こり、保持堰2160に当ることによりペレットの容積が堆積し、保持堰2160の高さを越える量となれば、ペレットはそれを越えて落ちて、ユニット2150の設計によって定められる、次の保持堰2160または偏向堰2162に振動して移動する。ペレットが偏向堰2156に当ると、ペレットの運動は方向付けられて出口2158から出る。保持堰2160の数を増やすと、蓄積するペレットの容量が増え、それによりペレットが偏心振動ユニット2150によって保持される滞在時間を延ばす。保持堰2160の数および/または高さを変えることにより、ペレットに対する有効な乾燥、冷却および結晶化回数を増やすことができる。偏向されて出口2158を通ると、ペレットは必要な付加的な後処理および/または保存に運ばれる。
【0143】
偏心振動ユニット、振動性のユニットなどの設計を変えて同様の結果を達成することができる。偏心振動ユニットのアセンブリのコンポーネントは、金属、プラスチックまたは他の耐久性のある組成であってもよく、好ましくはステンレス鋼、最も好ましくは304ステンレス鋼からなる。図35a、図35b、図36aおよび図36bの振動ユニットの形状は、円形、楕円形、正方形、長方形、または他の適切な幾何学的構成を有することができる。
【0144】
図35a、図35b、図36aおよび図36bを再度参照して、振動ユニット2100および2150の多くの部分の磨耗、浸食、腐蝕、摩滅および不所望の付着および狭窄を減じるための表面処理は、窒化、浸炭窒化、焼結、高速の空気および燃料調整熱処理、ならびに電解めっきを含むことができる。これら振動ユニットコンポーネントの例は、ハウジング1874および1876の内側面、スクリーン1878の表面、コーティングパン1880の表面、偏向堰1882の表面、偏向堰1884の表面、保持堰1886の表面、円筒形コア1888の外面、ベースプレート1890の上面、およびカバーアセンブリ1892および1894の内側面を含む。
【0145】
さらに、フレーム溶射、熱間溶射、プラズマ処理、無電解ニッケル分散処理、および電解プラズマ処理を単独でまたは組合せて、ハウジング1874および1876の内側面、スクリーン1878の表面、コーティングパン1880の表面、偏向堰1882の表面、偏向堰1884の表面、保持堰1886の表面、円筒形コア1888の外面、ベースプレート1890の上面、およびカバーアセンブリ1892および1894の内側面に与えることができる。これらの処理は、表面を金属化する、金属窒化物を表面に固定して付着させる、金属炭化物および金属浸炭窒化物を表面に固定して付着させる、ダイヤモンド状カーボンを表面に固定して付着させる、耐摩耗金属マトリックスのダイヤモンド状カーボンを表面に固定して付着させる、および金属炭化物マトリックスのダイヤモンド状カーボンを表面に固定して付着させることができる。他のセラミック材も限定されることなく用いることができる。
【0146】
これら表面処理はコンポーネント基板から遠い表面上に重合体のコーティングを塗布することによってさらに変えて、ペレットの付着、狭窄、蓄積および凝塊を減少させて通路の閉鎖または封鎖を制限または防止する。好ましくは、重合体コーティング自体は非接着性であり、低い摩擦係数を有する。具体的実施例において、重合体コーティングは、シリコーン、フルオロポリマまたはその組合せである。重合体コーティングの塗布は、乾燥および/または硬化を実施するのに少しの加熱しかまたは全く加熱を必要としない。
【0147】
ここに記載される表面処理は1つ以上のプロセスに関わり、例として、洗浄、脱脂、エッチング、下塗り、粗面化、グリッドブラスト、サンドブラスト、ピーニング、酸洗い、酸洗浄、基材洗浄、窒化、浸炭窒化、電気めっき、無電解めっき、高速塗布を含むフレーム溶射、熱間溶射、プラズマ溶射、焼結、浸漬被覆、粉末被覆、真空蒸着、化学的蒸着、物理的蒸着、スパッタリング技術、スプレー被覆、ロール被覆、ロッド被覆、押出成形、回転成形、スラッシュ成形、ならびに熱的、放射、および/または光開始硬化技術、窒化、浸炭窒化を用いた反応性コーティング、リン酸塩処理、ならびにその上に1つ以上の層を形成する処理を挙げることができる。それぞれの層は、組成が同じまたは異なっていてもよく、多層構造では、その組合せであってもよい。
【0148】
これらのプロセスを用いて与えられる材料として、金属、無機塩、無機酸化物、無機炭化物、無機窒化物、無機浸炭窒化物、腐蝕抑制材、犠牲電極、プライマ、コンダクタ、光リフレクタ、顔料、保護剤、放射調整剤、プライマ、仕上げ剤、接着剤、ならびにウレタンおよびフルオロウレタン、ポリオレフィン、および置換ポリオレフィン、ポリエステル、ポリアミド、フルオロポリマ、ポリカーボネート、ポリアセタール、ポリスルフィド、ポリスルフォン、ポリアミドイミド、ポリエーテル、ポリエーテルケトン、シリコーンなどを含むポリマーを挙げることができるが、これらに限定されない。無機塩、無機酸化物、無機炭化物、無機窒化物、および無機浸炭窒化物は好ましくはそれぞれ金属塩、金属酸化物、金属炭化物、金属窒化物、および金属浸炭窒化物である。
【0149】
本発明は好ましい形で開示されているが、当業者であれば、多くの変形、追加物および削除は、本発明の精神および範囲から逸脱することなく、添付の請求項に記載されている均等物において行なうことができことを理解するだろう。
【図1−1b】
【特許請求の範囲】
【請求項1】
ペレット化シーケンスのためのコンポーネントであって、
ペレット化シーケンスのためのコンポーネントの少なくとも一部への表面処理を備え、表面処理はコンポーネントの少なくとも一部を磨耗および腐食から保護する、コンポーネント。
【請求項2】
表面処理は2つのコンポーネント層を含む、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項3】
表面処理は金属、無機塩類、無機酸化物、無機炭化物、無機窒化物、無機浸炭窒化物、腐蝕抑制材、犠牲電極、プライマ、コンダクタ、光リフレクタ、顔料、保護剤、放射調整剤、仕上げ剤、接着剤、重合体、ウレタン、フルオロウレタン、ポリオレフィン、置換ポリオレフィン、ポリエステル、ポリアミド、フルオロポリマ、ポリカーボネート、ポリアセタール、ポリスルフィド、ポリスルフォン、ポリアミド−イミド、ポリエーテル、ポリエーテルケトン、シリコーンおよびその組合せから選択される少なくとも1つのコンポーネントを含む、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項4】
表面処理は金属酸化物、金属窒化物、金属浸炭窒化物、ダイヤモンド状カーボンまたはその組合せを含む第1の層を備える、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項5】
表面処理は重合体を含む第2の層を備える、請求項4に記載のペレット化シーケンスのためのコンポーネント。
【請求項6】
重合体は、ウレタン、フルオロウレタン、ポリオレフィン、置換ポリオレフィン、ポリエステル、ポリアミド、フルオロポリマ、ポリカーボネート、ポリアセタール、ポリスルフィド、ポリスルフォン、ポリアミド−イミド、ポリエーテル、ポリエーテルケトン、シリコーン、およびその組合せから選択される、請求項5に記載のペレット化シーケンスのためのコンポーネント。
【請求項7】
重合体は、シリコーン、フルオロポリマ、またはその組合せから選択される、請求項5に記載のペレット化シーケンスのためのコンポーネント。
【請求項8】
ペレット化シーケンスのためのコンポーネントは、ペレット化セクションコンポーネント、搬送セクションコンポーネント、乾燥セクションコンポーネント、冷却セクションコンポーネント、または結晶化セクションコンポーネントからのコンポーネントである、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項9】
ペレット化シーケンスのためのコンポーネントの少なくとも一部は、分流弁の内側面、ダイのノーズコーンの外側面、ダイ本体の入口面、ダイの取外し可能なインサートの入口面、ダイの加熱された取外し可能なインサートの入口面、ダイ穴を囲む領域、ダイ本体のダイ穴の内側面、取外し可能なインサート、または加熱された取外し可能なインサートから選択される、ペレット化システムコンポーネントである、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項10】
ペレット化シーケンスのためのコンポーネントの少なくとも一部は、フランジの内側面、入口および出口パイプの管腔、ダイ本体の外部面、ロータシャフトの露出部の外側面、フローガイドの出口および入口流れ面、フランジから遠位および近位のフローガイド面、フローガイドの管腔および外周面、カッターハブおよびアーム面、上供給シュートの内側面、下供給シュートの内側面、ドライヤーベースプレートアセンブリの内側面、パイプシャフトプロテクタの外部面、供給スクリーンの面、脱水スクリーンの面、スクリーンアセンブリの表面、リフタアセンブリの表面、サポートリングアセンブリの外部面、ドライヤーハウジングの上部の内側面、ペレットシュートの内側面、ペレット分流プレートの外部面、ペレットシュート拡張部の内側面、振動ユニットハウジングの内側面、振動ユニットスクリーンの面、コーティングパンの面、偏向機の表面、保持堰の表面、円筒形コアの外部面、ベースプレートの上面、および振動ユニットカバーアセンブリの内側面から選択される、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項11】
ペレット化シーケンスのコンポーネントの少なくとも一部は、切断プレートの少なくとも一部である、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項12】
表面処理は、金属マトリックスにおけるダイヤモンド状カーボンを含む、請求項11に記載のペレット化シーケンスのためのコンポーネント。
【請求項13】
金属マトリックスにおけるダイヤモンド状カーボンは、金属炭化物マトリックスにおけるダイヤモンド状マトリックスである、請求項11に記載のペレット化シーケンスのためのコンポーネント。
【請求項14】
ペレット化シーケンスのコンポーネントの少なくとも一部は、空気導入入口弁が取付けられるアングルエルボーの少なくとも一部である、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項15】
表面処理は、金属マトリックスにおけるダイヤモンド状カーボンの層を含む、請求項14に記載のペレット化シーケンスのためのコンポーネント。
【請求項16】
金属マトリックスにおけるダイヤモンド状カーボンは、金属炭化物マトリックスにおけるダイヤモンド状マトリックスである、請求項15に記載のペレット化シーケンスのためのコンポーネント。
【請求項17】
表面処理は重合体層を含む、請求項16に記載のペレット化シーケンスのためのコンポーネント。
【請求項18】
重合体層は、シリコーン、フルオロポリマ、およびその組合せから選択される少なくとも1つの重合体を含む、請求項17に記載のペレット化シーケンスのためのコンポーネント。
【請求項19】
ペレット化シーケンスのコンポーネントの少なくとも一部は、脱水ユニットハウジングの内側面の、ドライヤーハウジングの内側面の少なくとも一部である、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項20】
表面処理は重合体層を含む、請求項19に記載のペレット化シーケンスのためのコンポーネント。
【請求項21】
重合体層は、反応性重合体、ポリオレフィン、ポリエチレン、ポリプロピレン、架橋結合可能ポリエチレン、ビニルポリマ、ポリエステル、ポリアミド、ポリカーボネートおよびフルオロポリマから選択される少なくとも1つの重合体を含む、請求項20に記載のペレット化シーケンスのためのコンポーネント。
【請求項22】
ペレット化シーケンスのためのコンポーネントを被覆する方法であって、
少なくとも1つの層を形成するために、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部を表面処理するステップを備える、方法。
【請求項23】
表面処理に先立って、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部を予め処理するステップをさらに備える、請求項22に記載の方法。
【請求項24】
表面処理は、洗浄、脱脂、エッチング、下塗り、粗面化、グリッドブラスト、サンドブラスト、ピーニング、酸洗い、酸洗浄、基材洗浄、窒化、浸炭窒化、電気めっき、無電解めっき、フレーム溶射、熱間溶射、プラズマ溶射、焼結、浸漬被覆、粉末被覆、真空蒸着、化学的蒸着、物理的蒸着、スパッタリング、スプレー被覆、ロール被覆、ロッド被覆、押出成形、回転成形、スラッシュ成形、反応性被覆、燐酸塩処理、1つ以上の層を形成することから選択される少なくとも1つのプロセスを含む、請求項22に記載の方法。
【請求項25】
少なくとも1つの層は、金属、無機塩類、無機酸化物、無機炭化物、無機窒化物、無機浸炭窒化物、腐蝕抑制材、犠牲電極、プライマ、コンダクタ、光リフレクタ、顔料、保護剤、放射調整剤、仕上げ剤、接着剤、重合体、ウレタン、フルオロウレタン、ポリオレフィン、置換ポリオレフィン、ポリエステル、ポリアミド、フルオロポリマ、ポリカーボネート、ポリアセタール、ポリスルフィド、ポリスルフォン、ポリアミド−イミド、ポリエーテル、ポリエーテルケトン、シリコーンおよびその組合せから選択される少なくとも1つの成分を含む第1の層を備える、請求項22に記載の方法。
【請求項26】
少なくとも1つの層は、重合体材を含む第2の層を備える、請求項25に記載の方法。
【請求項27】
表面処理は、金属酸化物、金属窒化物、金属浸炭窒化物、ダイヤモンド状カーボンまたその組合せからなる第1の層と、シリコーン、フルオロポリマ、またはその組合せから選択される少なくとも1つの重合体を含む第2の層とを形成する、請求項22に記載の方法。
【請求項28】
ペレット化シーケンス用の装置のコンポーネントを表面処理するための方法であって、
ペレット化シーケンスの装置を設けるステップと、
ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも1つの部分を、少なくとも1つのコンポーネント層で表面処理するステップとを備え、
表面処理は、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分を、形成されたペレットの作用から、およびペレット化シーケンスの副生成物から、保護する、方法。
【請求項29】
表面処理は少なくとも2つのコンポーネント層を含む、請求項28に記載の方法。
【請求項30】
表面処理に先立って、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部を予め処理するステップをさらに備える、請求項28に記載の方法。
【請求項31】
表面処理は金属化である、請求項28に記載の方法。
【請求項32】
表面処理は、金属酸化物を、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分に固定的に付着させる、請求項28に記載の方法。
【請求項33】
表面処理は、金属窒化物を、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分に固定的に付着させる、請求項28に記載の方法。
【請求項34】
表面処理は、金属炭化物を、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分に固定的に付着させる、請求項28に記載の方法。
【請求項35】
表面処理は、ダイヤモンド状カーボンを、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分に固定的に付着させる、請求項28に記載の方法。
【請求項36】
表面処理は、金属マトリックスにおけるダイヤモンド状カーボンを、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分に固定的に付着させる、請求項28に記載の方法。
【請求項37】
表面処理は、金属炭化物マトリックスにおけるダイヤモンド状カーボンを、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分に固定的に付着させる、請求項28に記載の方法。
【請求項38】
重合体コーティングを表面処理に積層するステップをさらに備える、請求項28に記載の方法。
【請求項39】
重合体コーティングは非接着である、請求項38に記載の方法。
【請求項40】
重合体コーティングは均一の表面濡れ性を有する、請求項38に記載の方法。
【請求項41】
重合体コーティングはシリコーンである、請求項38に記載の方法。
【請求項42】
重合体コーティングはフルオロポリマである、請求項38に記載の方法。
【請求項43】
重合体コーティングはシリコーンとフルオロポリマとの組合せである、請求項38に記載の方法。
【請求項44】
重合体コーティングは自己乾燥および/または硬化である、請求項38に記載の方法。
【請求項45】
重合体コーティングは反応性重合化によって塗布される、請求項38に記載の方法。
【請求項1】
ペレット化シーケンスのためのコンポーネントであって、
ペレット化シーケンスのためのコンポーネントの少なくとも一部への表面処理を備え、表面処理はコンポーネントの少なくとも一部を磨耗および腐食から保護する、コンポーネント。
【請求項2】
表面処理は2つのコンポーネント層を含む、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項3】
表面処理は金属、無機塩類、無機酸化物、無機炭化物、無機窒化物、無機浸炭窒化物、腐蝕抑制材、犠牲電極、プライマ、コンダクタ、光リフレクタ、顔料、保護剤、放射調整剤、仕上げ剤、接着剤、重合体、ウレタン、フルオロウレタン、ポリオレフィン、置換ポリオレフィン、ポリエステル、ポリアミド、フルオロポリマ、ポリカーボネート、ポリアセタール、ポリスルフィド、ポリスルフォン、ポリアミド−イミド、ポリエーテル、ポリエーテルケトン、シリコーンおよびその組合せから選択される少なくとも1つのコンポーネントを含む、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項4】
表面処理は金属酸化物、金属窒化物、金属浸炭窒化物、ダイヤモンド状カーボンまたはその組合せを含む第1の層を備える、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項5】
表面処理は重合体を含む第2の層を備える、請求項4に記載のペレット化シーケンスのためのコンポーネント。
【請求項6】
重合体は、ウレタン、フルオロウレタン、ポリオレフィン、置換ポリオレフィン、ポリエステル、ポリアミド、フルオロポリマ、ポリカーボネート、ポリアセタール、ポリスルフィド、ポリスルフォン、ポリアミド−イミド、ポリエーテル、ポリエーテルケトン、シリコーン、およびその組合せから選択される、請求項5に記載のペレット化シーケンスのためのコンポーネント。
【請求項7】
重合体は、シリコーン、フルオロポリマ、またはその組合せから選択される、請求項5に記載のペレット化シーケンスのためのコンポーネント。
【請求項8】
ペレット化シーケンスのためのコンポーネントは、ペレット化セクションコンポーネント、搬送セクションコンポーネント、乾燥セクションコンポーネント、冷却セクションコンポーネント、または結晶化セクションコンポーネントからのコンポーネントである、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項9】
ペレット化シーケンスのためのコンポーネントの少なくとも一部は、分流弁の内側面、ダイのノーズコーンの外側面、ダイ本体の入口面、ダイの取外し可能なインサートの入口面、ダイの加熱された取外し可能なインサートの入口面、ダイ穴を囲む領域、ダイ本体のダイ穴の内側面、取外し可能なインサート、または加熱された取外し可能なインサートから選択される、ペレット化システムコンポーネントである、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項10】
ペレット化シーケンスのためのコンポーネントの少なくとも一部は、フランジの内側面、入口および出口パイプの管腔、ダイ本体の外部面、ロータシャフトの露出部の外側面、フローガイドの出口および入口流れ面、フランジから遠位および近位のフローガイド面、フローガイドの管腔および外周面、カッターハブおよびアーム面、上供給シュートの内側面、下供給シュートの内側面、ドライヤーベースプレートアセンブリの内側面、パイプシャフトプロテクタの外部面、供給スクリーンの面、脱水スクリーンの面、スクリーンアセンブリの表面、リフタアセンブリの表面、サポートリングアセンブリの外部面、ドライヤーハウジングの上部の内側面、ペレットシュートの内側面、ペレット分流プレートの外部面、ペレットシュート拡張部の内側面、振動ユニットハウジングの内側面、振動ユニットスクリーンの面、コーティングパンの面、偏向機の表面、保持堰の表面、円筒形コアの外部面、ベースプレートの上面、および振動ユニットカバーアセンブリの内側面から選択される、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項11】
ペレット化シーケンスのコンポーネントの少なくとも一部は、切断プレートの少なくとも一部である、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項12】
表面処理は、金属マトリックスにおけるダイヤモンド状カーボンを含む、請求項11に記載のペレット化シーケンスのためのコンポーネント。
【請求項13】
金属マトリックスにおけるダイヤモンド状カーボンは、金属炭化物マトリックスにおけるダイヤモンド状マトリックスである、請求項11に記載のペレット化シーケンスのためのコンポーネント。
【請求項14】
ペレット化シーケンスのコンポーネントの少なくとも一部は、空気導入入口弁が取付けられるアングルエルボーの少なくとも一部である、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項15】
表面処理は、金属マトリックスにおけるダイヤモンド状カーボンの層を含む、請求項14に記載のペレット化シーケンスのためのコンポーネント。
【請求項16】
金属マトリックスにおけるダイヤモンド状カーボンは、金属炭化物マトリックスにおけるダイヤモンド状マトリックスである、請求項15に記載のペレット化シーケンスのためのコンポーネント。
【請求項17】
表面処理は重合体層を含む、請求項16に記載のペレット化シーケンスのためのコンポーネント。
【請求項18】
重合体層は、シリコーン、フルオロポリマ、およびその組合せから選択される少なくとも1つの重合体を含む、請求項17に記載のペレット化シーケンスのためのコンポーネント。
【請求項19】
ペレット化シーケンスのコンポーネントの少なくとも一部は、脱水ユニットハウジングの内側面の、ドライヤーハウジングの内側面の少なくとも一部である、請求項1に記載のペレット化シーケンスのためのコンポーネント。
【請求項20】
表面処理は重合体層を含む、請求項19に記載のペレット化シーケンスのためのコンポーネント。
【請求項21】
重合体層は、反応性重合体、ポリオレフィン、ポリエチレン、ポリプロピレン、架橋結合可能ポリエチレン、ビニルポリマ、ポリエステル、ポリアミド、ポリカーボネートおよびフルオロポリマから選択される少なくとも1つの重合体を含む、請求項20に記載のペレット化シーケンスのためのコンポーネント。
【請求項22】
ペレット化シーケンスのためのコンポーネントを被覆する方法であって、
少なくとも1つの層を形成するために、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部を表面処理するステップを備える、方法。
【請求項23】
表面処理に先立って、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部を予め処理するステップをさらに備える、請求項22に記載の方法。
【請求項24】
表面処理は、洗浄、脱脂、エッチング、下塗り、粗面化、グリッドブラスト、サンドブラスト、ピーニング、酸洗い、酸洗浄、基材洗浄、窒化、浸炭窒化、電気めっき、無電解めっき、フレーム溶射、熱間溶射、プラズマ溶射、焼結、浸漬被覆、粉末被覆、真空蒸着、化学的蒸着、物理的蒸着、スパッタリング、スプレー被覆、ロール被覆、ロッド被覆、押出成形、回転成形、スラッシュ成形、反応性被覆、燐酸塩処理、1つ以上の層を形成することから選択される少なくとも1つのプロセスを含む、請求項22に記載の方法。
【請求項25】
少なくとも1つの層は、金属、無機塩類、無機酸化物、無機炭化物、無機窒化物、無機浸炭窒化物、腐蝕抑制材、犠牲電極、プライマ、コンダクタ、光リフレクタ、顔料、保護剤、放射調整剤、仕上げ剤、接着剤、重合体、ウレタン、フルオロウレタン、ポリオレフィン、置換ポリオレフィン、ポリエステル、ポリアミド、フルオロポリマ、ポリカーボネート、ポリアセタール、ポリスルフィド、ポリスルフォン、ポリアミド−イミド、ポリエーテル、ポリエーテルケトン、シリコーンおよびその組合せから選択される少なくとも1つの成分を含む第1の層を備える、請求項22に記載の方法。
【請求項26】
少なくとも1つの層は、重合体材を含む第2の層を備える、請求項25に記載の方法。
【請求項27】
表面処理は、金属酸化物、金属窒化物、金属浸炭窒化物、ダイヤモンド状カーボンまたその組合せからなる第1の層と、シリコーン、フルオロポリマ、またはその組合せから選択される少なくとも1つの重合体を含む第2の層とを形成する、請求項22に記載の方法。
【請求項28】
ペレット化シーケンス用の装置のコンポーネントを表面処理するための方法であって、
ペレット化シーケンスの装置を設けるステップと、
ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも1つの部分を、少なくとも1つのコンポーネント層で表面処理するステップとを備え、
表面処理は、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分を、形成されたペレットの作用から、およびペレット化シーケンスの副生成物から、保護する、方法。
【請求項29】
表面処理は少なくとも2つのコンポーネント層を含む、請求項28に記載の方法。
【請求項30】
表面処理に先立って、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部を予め処理するステップをさらに備える、請求項28に記載の方法。
【請求項31】
表面処理は金属化である、請求項28に記載の方法。
【請求項32】
表面処理は、金属酸化物を、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分に固定的に付着させる、請求項28に記載の方法。
【請求項33】
表面処理は、金属窒化物を、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分に固定的に付着させる、請求項28に記載の方法。
【請求項34】
表面処理は、金属炭化物を、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分に固定的に付着させる、請求項28に記載の方法。
【請求項35】
表面処理は、ダイヤモンド状カーボンを、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分に固定的に付着させる、請求項28に記載の方法。
【請求項36】
表面処理は、金属マトリックスにおけるダイヤモンド状カーボンを、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分に固定的に付着させる、請求項28に記載の方法。
【請求項37】
表面処理は、金属炭化物マトリックスにおけるダイヤモンド状カーボンを、ペレット化シーケンスの少なくとも1つのコンポーネントの少なくとも一部分に固定的に付着させる、請求項28に記載の方法。
【請求項38】
重合体コーティングを表面処理に積層するステップをさらに備える、請求項28に記載の方法。
【請求項39】
重合体コーティングは非接着である、請求項38に記載の方法。
【請求項40】
重合体コーティングは均一の表面濡れ性を有する、請求項38に記載の方法。
【請求項41】
重合体コーティングはシリコーンである、請求項38に記載の方法。
【請求項42】
重合体コーティングはフルオロポリマである、請求項38に記載の方法。
【請求項43】
重合体コーティングはシリコーンとフルオロポリマとの組合せである、請求項38に記載の方法。
【請求項44】
重合体コーティングは自己乾燥および/または硬化である、請求項38に記載の方法。
【請求項45】
重合体コーティングは反応性重合化によって塗布される、請求項38に記載の方法。
【図2】

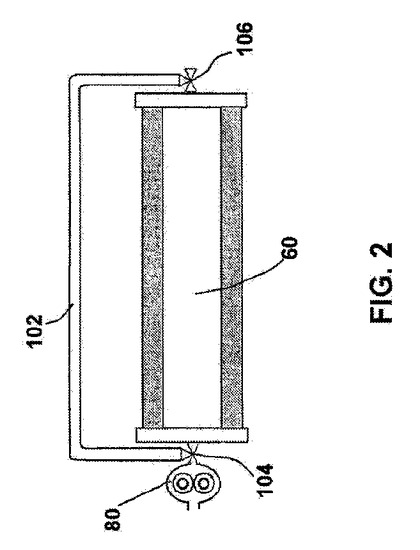
【図3】
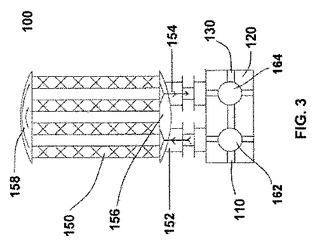
【図4】
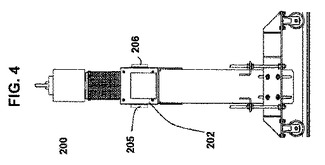
【図5】
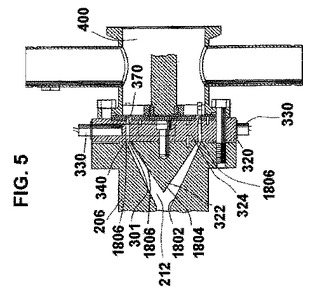
【図6a】
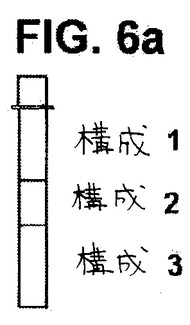
【図6b】
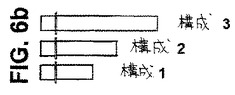
【図7】
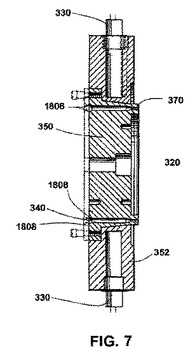
【図8】
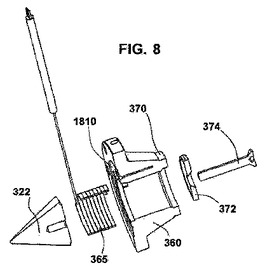
【図9】
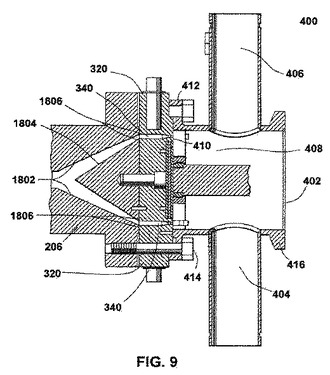
【図10】
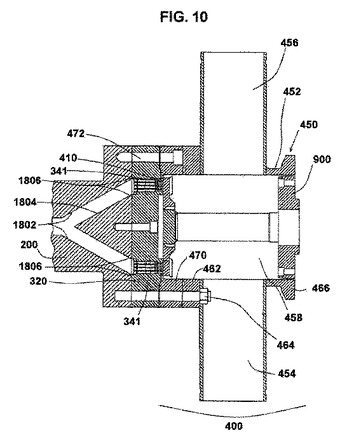
【図11】
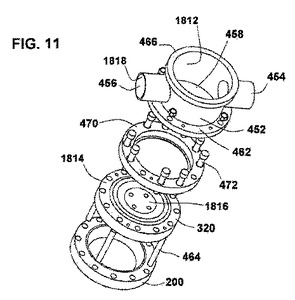
【図12a】
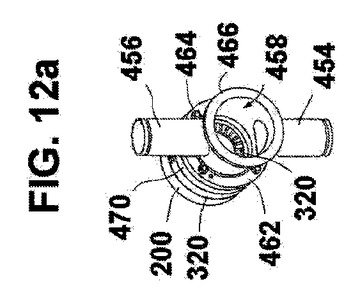
【図12b】
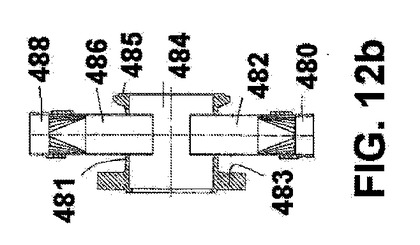
【図12c】
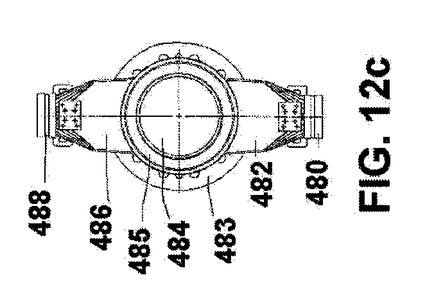
【図13】
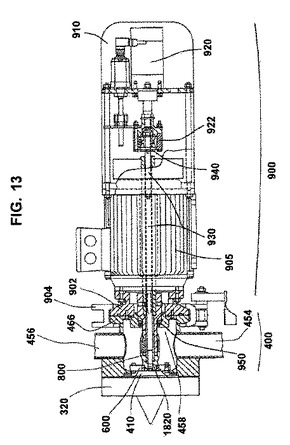
【図14】
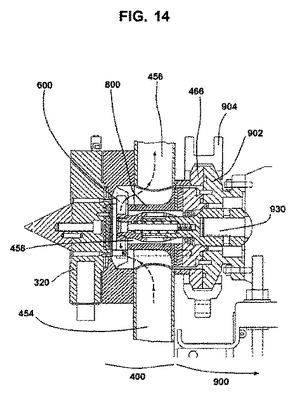
【図15a】
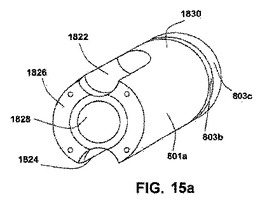
【図15b】
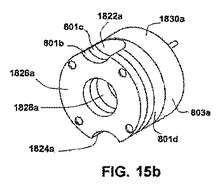
【図16】
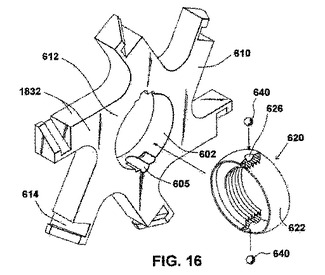
【図17a】
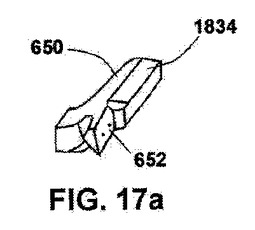
【図17b】
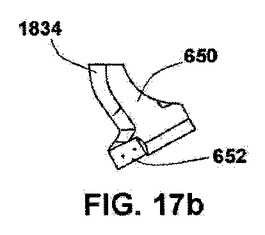
【図17c】
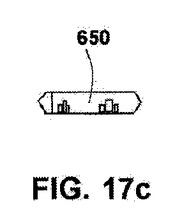
【図18】
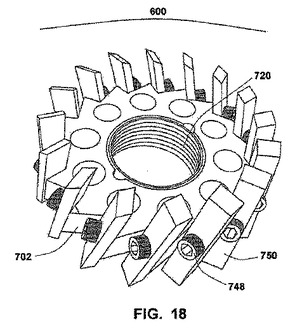
【図19a】
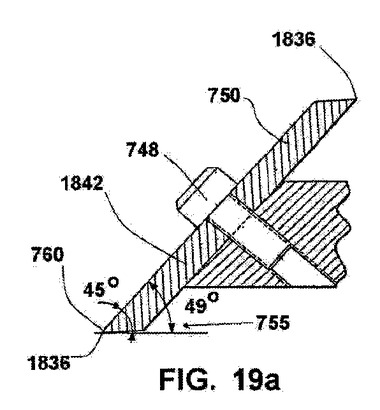
【図19b】
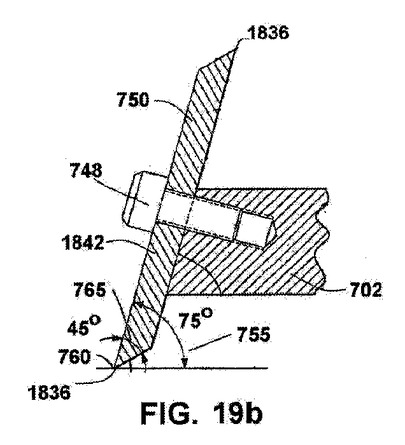
【図19c】
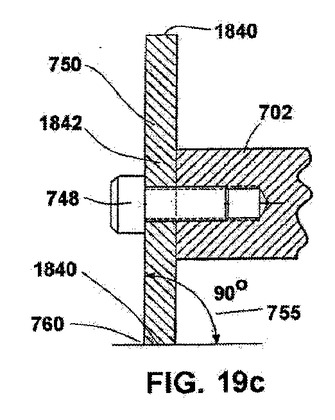
【図19d】
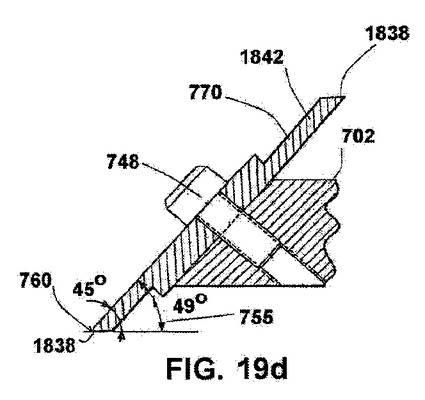
【図20】
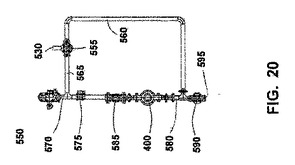
【図21】
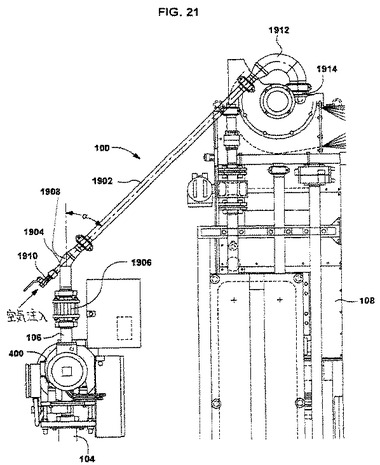
【図22】
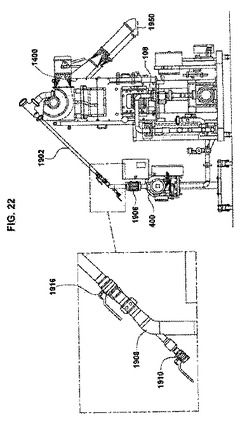
【図23】
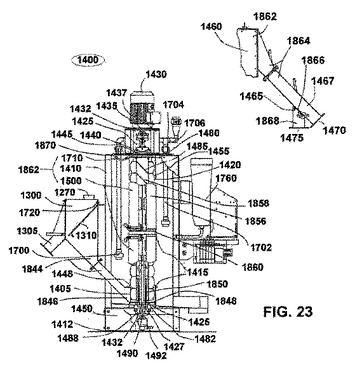
【図24】
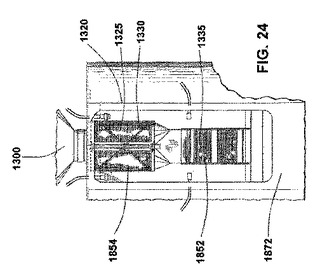
【図25】
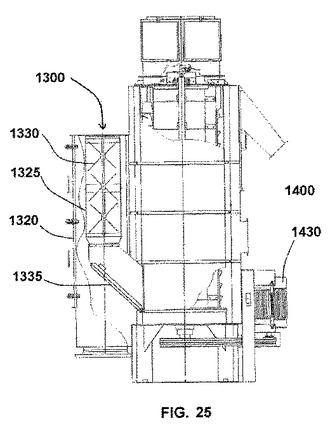
【図26】
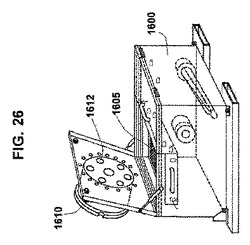
【図27】
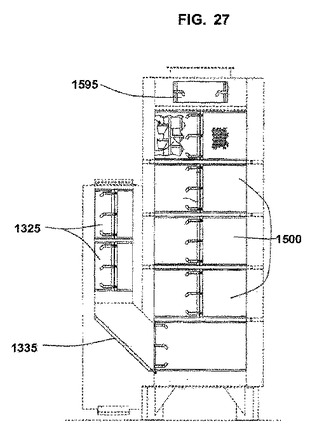
【図28】
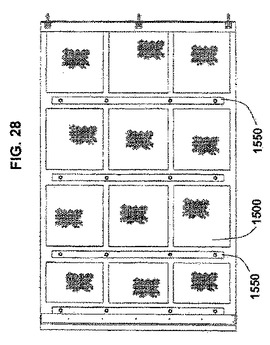
【図29】

【図30】
【図31】

【図32】

【図33】

【図34】
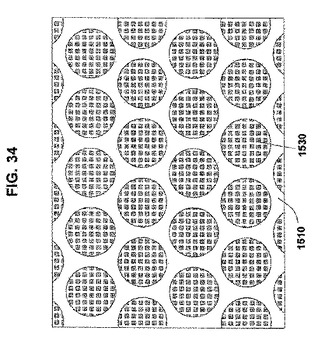
【図35a】
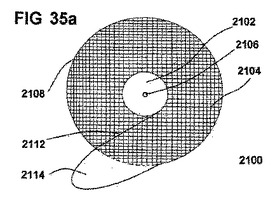
【図35b】
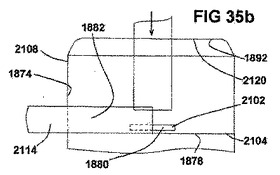
【図36a】
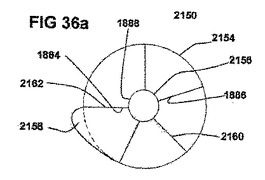
【図36b】
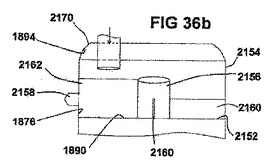
【図3】
【図4】
【図5】
【図6a】
【図6b】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12a】
【図12b】
【図12c】
【図13】
【図14】
【図15a】
【図15b】
【図16】
【図17a】
【図17b】
【図17c】
【図18】
【図19a】
【図19b】
【図19c】
【図19d】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35a】
【図35b】
【図36a】
【図36b】
【公表番号】特表2011−502062(P2011−502062A)
【公表日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願番号】特願2010−531336(P2010−531336)
【出願日】平成20年10月30日(2008.10.30)
【国際出願番号】PCT/US2008/081815
【国際公開番号】WO2009/059020
【国際公開日】平成21年5月7日(2009.5.7)
【出願人】(500092365)ガラ・インダストリーズ・インコーポレイテッド (23)
【氏名又は名称原語表記】Gala Industries, Inc.
【Fターム(参考)】
【公表日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願日】平成20年10月30日(2008.10.30)
【国際出願番号】PCT/US2008/081815
【国際公開番号】WO2009/059020
【国際公開日】平成21年5月7日(2009.5.7)
【出願人】(500092365)ガラ・インダストリーズ・インコーポレイテッド (23)
【氏名又は名称原語表記】Gala Industries, Inc.
【Fターム(参考)】
[ Back to top ]