
ペースト塗布ヘッド,ペースト塗布装置及びペースト塗布方法

【課題】大型ガラス基板へ高精細なパターンでシール材を高精度に塗布できるようにする。
【解決手段】ペースト塗布ヘッドでは、大容量の親ペースト収納筒23と小容量の子ペースト収納筒24とが設けられており、この親ペースト収納筒23には、多量のペーストが収納されている。子ペースト収納筒24では、ガラス基板へのペーストパターンの描画時、そこに収納されているペーストがノズル22から吐出される。子ペースト収納筒24内でのペーストの収納量が少なくなると、仕切り弁30が開放されて親ペースト収納筒23と子ペースト収納筒24とがペースト終点流路27を介して連通し、親ペースト収納筒23内のペーストが子ペースト収納筒24に補充される。
【解決手段】ペースト塗布ヘッドでは、大容量の親ペースト収納筒23と小容量の子ペースト収納筒24とが設けられており、この親ペースト収納筒23には、多量のペーストが収納されている。子ペースト収納筒24では、ガラス基板へのペーストパターンの描画時、そこに収納されているペーストがノズル22から吐出される。子ペースト収納筒24内でのペーストの収納量が少なくなると、仕切り弁30が開放されて親ペースト収納筒23と子ペースト収納筒24とがペースト終点流路27を介して連通し、親ペースト収納筒23内のペーストが子ペースト収納筒24に補充される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基板上にペーストを定量で塗布する装置及び方法に係り、特に、液晶表示パネルなどの製造過程で用いられるシール材としてのペーストをガラス基板に精度良く塗布するためのペースト塗布ヘッド,ペースト塗布装置及びペースト塗布方法に関する。
【背景技術】
【0002】
液晶表示パネルの製造では、製造コストの低減を図かるために、サイズが大きいガラス基板が用いられ、そのガラス基板の基板面を複数の領域に区分して夫々の領域で同じ形状のペーストパターンを描画し、夫々の領域に分割して分割した領域毎に液晶表示パネルが形成できるようにしている。このように、使用されるガラス基板のサイズが大きくなり、面取り数も多くなって1枚のガラス基板から複数個の液晶表示パネルが得られるようにしている。
【0003】
そして、このための工夫として、塗布されるペーストであるシール材の寿命も改善されていることから、ガラス基板上に吐出するシール材を収納しておくためのペースト収納筒を容量の大きなものに換える提案がなされている。これにより、ペースト収納筒でのシール材の充填量を多くすることができる。しかしながら、ペースト収納筒に収納されているシール材を、ガラス基板上への所定パターンの描画のために、ノズルからこのガラス基板上に吐出させるためには、ペースト収納筒内にエア圧(空気圧)が加えられるものであるが、ペースト収納筒の容量を大きくすると、シール材がペースト収納筒から吐出されるにつれてペースト収納筒の空き容量(空気が存在する空間)が大きくなり、エア圧を変化させてペースト収納筒内のシール材に加わる圧量を調整しようとしても、この空き容量内の空気を介して圧力がシール材の表面に伝達されることになるので、シール材への加圧力の調整に時間的遅れが生じることになる。このため、微細なペーストパターンを精度良く描画するためには、描画条件、特に、ペースト収納筒内のシール材への加減圧の調整を頻繁に行なうことが必要となり、制御が対応しにくいものとなる。
【0004】
また、ペースト塗布量を微少化するのに伴い、液晶表示パネルのガラス板の外周部に相当するガラス基板の位置に枠状のパターンでシール材を塗布する場合、シール材の塗布量を少なくする傾向にあり、高精度に安定したシール材の塗布が求められる。このため、ガラス基板の大型化対応とシール材への細かな加減圧調整とを互いに両立させることが難しくなってきている。
【0005】
これに対して、シール材の吐出量を微調整することができるようにしたものとして、スクリュー式のペースト塗布装置が提案されている(例えば、特許文献1参照)。
【0006】
この特許文献1に記載のペースト塗布装置は、加担部にノズルが形成されているシリンダの内部の筒状の空間内に螺旋状の凸状部が2個以上設けられた棒状のスクリューが設けられた構成をなし、このスクリューをサーボモータで回転させ、かつ貯溜容器内に貯溜されているシール材をパイプを介してこのシリンダの内部空間内に供給するようにすることにより、この供給されたシール材は回転するスクリューの凸状部によってノズルから押し出されるものである。ここで、この技術では、スクリューの回転角度に応じて吐出量を制御することができ、これにより、シール材の吐出量のばらつきを少なくできるとしている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2007−136397号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、スクリュー式のペースト塗布装置では、スクリュー自体やその駆動源となるモータ,モータの制御回路,制御ソフトなど付随する構成部が増加していく。さらに、ペースト収納筒内に充填した後にシール材と接触する構成部品は定期的に洗浄する必要があり、スクリュー部分の分解,組立て時のスクリューの外周とシリンダの内部容器の内壁面とのギャップ管理などの取り扱いが煩雑になり、多大な時間を要すことになる。
【0009】
また、外部から異物が混入した場合には、構成部品が複雑であるため、分解したときに異物を確実に除去できるかとの懸念があり、洗浄時の保守性を良くできないという問題がある。また、スクリューを回転させるので、駆動部の箇所で磨耗による異物発生も発生しやすくなる。
【0010】
以上のことから、洗浄時間を要することによるタクト、また、異物の混入リスクの面から問題がある。
【0011】
本発明の目的は、かかる問題を解決し、大型ガラス基板へ高精細なシール材の塗布を実現するペースト塗布ヘッド,ペースト塗布装置及びペースト塗布方法を提供することにある。
【課題を解決するための手段】
【0012】
上記目的を達成するために、本発明によるペースト塗布ヘッドは、塗布材を収納する塗布材収納筒が充填した塗布材を収納しておく親ペースト収納筒と塗布材を一時的に保存する子ペースト収納筒からなり、親ペースト収納筒と子ペースト収納筒には、エア圧を印加するエア圧印加手段を備え、親ペースト収納筒から塗布材を取り出す取り出し口からの塗布材の流路は仕切り弁に繋がり、仕切り弁からの塗布材の流路は子ペースト収納筒に繋がり、子ペースト収納筒からの塗布材の流路は、塗布材を基板に吐出するノズルに繋がっており、さらに、子ペースト収納筒の上部に塗布材の保存量を検出する塗布材保存量検出手段を備えたことを特徴とするものである。
【0013】
また、本発明によるペースト塗布ヘッドは、親ペースト収納筒のエア圧印加手段が、親ペースト収納筒から子ペースト収納筒に前記塗布材を補給するとき、仕切り弁が開くとともに、親ペースト収納筒内にエア圧を印加し、子ペースト収納筒のエア圧印加手段は、ノズルから塗布材を吐出するとき、仕切り弁が閉じるとともに、子ペースト収納筒内にエア圧を印加することを特徴とするものである。
【0014】
さらに、本発明によるペースト塗布ヘッドは、子ペースト収納筒の塗布材保存量検出手段が、塗布材の液面での光学的反射光を受光して塗布材の保存量を検出するセンサであることを特徴とするものである。
【0015】
さらにまた、本発明によるペースト塗布ヘッドは、子ペースト収納筒の容積が、親ペースト収納筒の容積に比べて十分小さいことを特徴とするものである。
【0016】
上記目的を達成するために、本発明によるペースト塗布装置は、塗布材を充填した塗布材収納筒と塗布材収納筒からの塗布材料を吐出するノズル吐出口とを備えた1または複数の塗布ヘッドを移動可能に設けられたガントリが1または複数台架台上に設置され、架台上に設置された基板載置テーブルに搭載された基板に対してガントリが移動し、ガントリに対して塗布ヘッドが移動することにより、基板に対して塗布ヘッドが移動し、ノズル吐出口から基板上に塗布材を吐出させるものであって、塗布ヘッドの塗布材を収納する塗布材収納筒は、充填した塗布材を収納しておく親ペースト収納筒と塗布材を一時的に保存する子ペースト収納筒とからなり、親ペースト収納筒と子ペースト収納筒は、エア圧を印加する手段を備え、親ペースト収納筒から塗布材を取り出す取り出し口からの塗布材の流路は仕切り弁に繋がり、仕切り弁からの塗布材の流路は子ペースト収納筒に繋がり、子ペースト収納筒からの塗布材の流路は、塗布材を基板に吐出するノズルに繋がっており、さらに、子ペースト収納筒の上部に塗布材の保存量を検出する塗布材保存量検出手段を備えたことを特徴とするものである。
【0017】
また、本発明によるペースト塗布装置は、親ペースト収納筒のエア圧印加手段が、親ペースト収納筒から子ペースト収納筒に塗布材を補給するとき、仕切り弁が開くとともに、親ペースト収納筒内にエア圧を印加し、子ペースト収納筒のエア圧印加手段は、ノズルから塗布材を吐出するとき、仕切り弁が閉じるとともに、子ペースト収納筒内にエア圧を印加することを特徴とするものである。
【0018】
さらに、本発明によるペースト塗布装置は、子ペースト収納筒の塗布材保存量検出手段が、塗布材の液面での光学的反射光を受光して塗布材の保存量を検出するセンサであることを特徴とするものである。
【0019】
さらにまた、本発明によるペースト塗布装置は、子ペースト収納筒の容積が、親ペースト収納筒の容積に比べて十分小さいことを特徴とするものである。
【0020】
上記目的を達成するために、本発明によるペースト塗布方法は、塗布材を充填した塗布材収納筒と塗布材収納筒からの塗布材料を吐出するノズル吐出口とを備えた1または複数の塗布ヘッドを移動可能に設けられたガントリが1または複数台架台上に設置され、架台上に設置された基板載置テーブルに搭載された基板に対してガントリが移動し、ガントリに対して塗布ヘッドが移動することにより、基板に対して塗布ヘッドが移動し、ノズル吐出口から基板上に塗布材を吐出させるものであって、塗布ヘッドの塗布材を収納する塗布材収納筒は、充填した塗布材を収納しておく親ペースト収納筒と塗布材を一時的に保存する子ペースト収納筒とからなり、親ペースト収納筒と子ペースト収納筒は、エア圧を印加可能とし、親ペースト収納筒から塗布材を取り出す取り出し口からの塗布材の流路は仕切り弁に繋がり、仕切り弁からの塗布材の流路は子ペースト収納筒に繋がり、子ペースト収納筒からの塗布材の流路は、塗布材を基板に吐出するノズルに繋がっており、さらに、子ペースト収納筒の上部に塗布材の保存量を検出して、子ペースト収納筒内の塗布材の減少に応じて親ペースト収納筒から塗布材を定期的に補充しながら基板上に塗布材を塗布することを特徴とするものである。
【0021】
また、本発明によるペースト塗布方法は、親ペースト収納筒から子ペースト収納筒に塗布材を補給するとき、仕切り弁が開くとともに、親ペースト収納筒内にエア圧を印加し、ノズルから塗布材を吐出するとき、仕切り弁が閉じるとともに、子ペースト収納筒内にエア圧を印加することを特徴とするものである。
【0022】
さらに、本発明によるペースト塗布方法は、子ペースト収納筒内の塗布材保存量が、子ペースト収納筒内での塗布材の液面での光学的反射光を受光して検出することを特徴とするものである。
【0023】
さらにまた、本発明によるペースト塗布方法は、子ペースト収納筒の容積が、親ペースト収納筒の容積に比べて十分小さいことを特徴とするものである。
【発明の効果】
【0024】
ペーストの収納容量の大きい親ペースト収納筒と収納容量が小さい子ペースト収納筒を用い、子ペースト収納筒のペーストをノズルから吐出し、親ペースト収納筒から子ペースト収納筒にペーストを補給を行なうものであるから、子ペースト収納筒でのペーストへの加減圧調整が精度良く行なうことができ、ペーストの塗布料を少なくできて微細な塗布ペーストパターンを高精度に形成することができるし、子ペースト収納筒へのペーストの補強を簡単に行なうことができる。
【図面の簡単な説明】
【0025】
【図1】本発明によるペースト塗布装置の一実施形態を示す斜視図である。
【図2】図1における塗布ヘッドの一実施形態の概略構成を示す斜視図である。
【図3】図2に示す塗布ヘッドのペースト収納/吐出部20の一具体例を示す外観斜視図である。
【図4】図3での各部をより詳細に示す図である。
【図5】図3,図4における流路ブロック内の構成の一具体例を示す透視図である。
【図6】図1に示す実施形態でガラス基板上に塗布するペーストパターンの一具体例を示す図である。
【図7】図1に示す実施形態の図5に示すペーストパターンの塗布描画動作の一具体例を示すフローチャートである。
【図8】本発明による塗布ヘッドの他の実施形態を示す構成図である。
【発明を実施するための形態】
【0026】
以下、本発明の実施形態を図面を用いて説明する。
【0027】
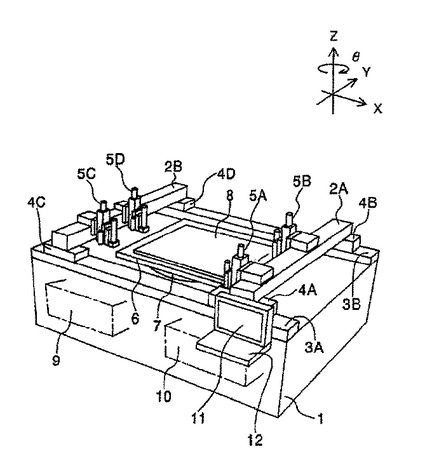
図1は本発明によるペースト塗布装置の一実施形態を示す斜視図であって、1は架台、2A,2Bはフレーム、3A,3Bは固定部、4A〜4Dは可動部、5A〜5Dは塗布ヘッド、6は基板保持盤、7はθ軸回転テーブル、8はガラス基板、9は主制御部、10は副制御部、11はモニタ、12はキーボードである。
【0028】
同図において、架台1上には、この架台1のX軸方向の2つの辺部に沿って夫々固定部3A,3Bが設けられ、一方の固定部3Aに2つの可動部4A,4Cが、他方の固定部3Bに2つの可動部4B,4Dが夫々設けられて居る。そして、対向して配置される可動部4A,4Bの一方から他方にわたってY軸方向に沿ってフレーム2Aが設けられ、対向して配置される可動部4C,4Dの一方から他方にわたってY軸方向に沿ってフレーム2Bが設けられている。これら固定部3A,3Bと可動部4A〜4Dとフレーム2A,2Bとが、塗布ヘッド5A〜5DのX軸駆動機構をなしている。
【0029】
フレーム2Aには、2つの塗布ヘッド5A,5Bがこのフレーム2Aの長手方向(即ち、Y方向)に移動可能に設けられており、また、フレーム2Bには、2つの塗布ヘッド5C,5Dがこのフレーム2Bの長手方向(即ち、Y方向)に移動可能に設けられている。かかる移動のための駆動機構はフレーム2A,2Bと塗布ヘッド5A〜5Dに設けられており、以下では、かかる駆動機構をY軸駆動機構と称する場合もある。
【0030】
架台1上のX軸駆動機構の固定部3A,3B間には、基板保持盤6が設けられているが、かつこの基板保持盤6をθ軸方向に回転可能とするために、θ軸回転テーブル7が設けられてこのθ軸回転テーブル7上に基板保持盤6が設けられている。この基板保持盤6上にガラス基板8が吸着保持される。また、架台1には、モニタ11やキーボード12を設けており、主制御部9や副制御部10などを内蔵している。
【0031】
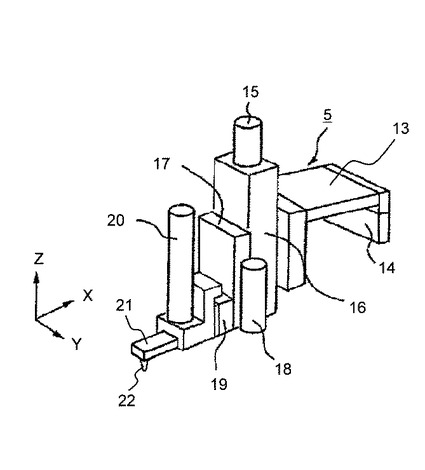
図2は図1における塗布ヘッド5A〜5Dの一実施形態の概略構成を示す斜視図であって、13は基台、14は検出部、15はZ軸サーボモータ、16はZ軸ガイド、17はZ軸テーブル、18は画像認識カメラ、19は光学式距離計、20はペースト収納/吐出部、21はノズル支持具、22はノズルである。
【0032】
なお、塗布ヘッド5A〜5Dの構成,動作は同じであるので、これらを総称して、塗布ヘッド5ということになる。
【0033】
同図において、塗布ヘッド5の基台13はフレーム2A,2BにY軸方向に移動可能に取り付けられているものであって、この架台13に設けられている検出部14により、塗布ヘッド5のフレーム2A,2B上の位置、即ち、基板保持盤6(図1)でのY軸方向の位置が検出される。
【0034】
この基台13には、Z軸サーボモータ15が設けられてZ軸ガイド16が取り付けられており、このZ軸ガイド16にZ軸テーブル17が、Z軸ガイド16に対してZ軸方向(上下方向)に移動可能に、取り付けられている。さらに、このZ軸テーブル17に光学式距離計19と画像認識カメラ18とが設けられ、この光学式距離計19にペースト収納/吐出部20が設けられている。
【0035】
Z軸サーボモータ15は、Z軸テーブル17上に設置された光学式距離計19の検出結果に基づく副制御部10(図1)の制御により、Z軸ガイド16に沿ってペースト収納/吐出部20や光学式距離計19,画像認識カメラ18をZ軸方向に駆動する。
【0036】
ペースト収納/吐出部20の下端には、ノズル支持具21が設けられており、その先端部には、ガラス基板8(図1)に向けてペースト吐出口が開いているノズル22が取り付けられている。ペースト収納/吐出部20とノズル22とは、ノズル支持具21を介して連通しており、ノズル22のペースト吐出口の位置は、ガラス基板8の上面において、光学式光学式距離計19の距離計測光の反射点からずれているが、極めて接近している。そのずれ量は、ガラス基板8の表面の凹凸によって影響されない程度に設定されているので、光学式距離計19の計測結果に基いてZ軸サーボモータ15を制御することにより、ガラス基板8の表面のうねり(凹凸)に合わせてノズル22の先端部を上下させることにより、ガラス基板8の表面(上面)までの垂直距離(間隔)を常に一定に維持することができる。
【0037】
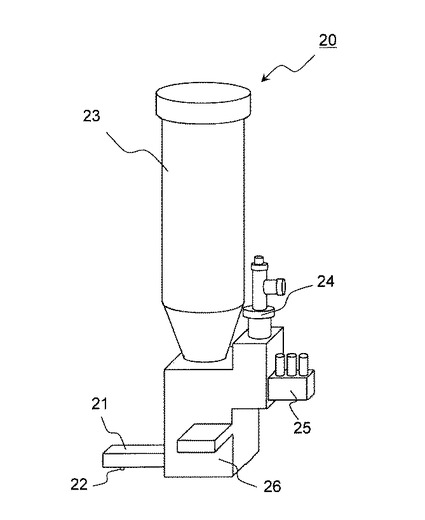
図3は図2に示す塗布ヘッド5のペースト収納/吐出部20の一具体例を示す外観斜視図であって、23は親ペースト収納筒(親シリンジ)、24は子ペースト収納筒(子シリンジ)、25は仕切り弁用シリンダ、26は流路ブロックであり、図2に対応する部分には同一符号を付けて重複する説明を省略する。
【0038】
同図において、ペースト収納/吐出部20はペーストの貯蔵と吐出との2つの機能を有しており、ペーストの貯蔵機能を実行するための親ペースト収納筒23とペースト吐出機能を実行するための子ペースト収納筒24とから構成される点が大きな特徴となっている。親ペースト収納筒23は、補充された塗布材(ここでは、シール材としてのペーストとする)を収納しておく機能を持つペースト収納筒であり、子ペースト収納筒24は、ほぼ一定の塗布圧でペーストをノズル22から吐出して描画を行なう機能を持つペースト収納筒である。
【0039】
この実施形態では、親ペースト収納筒23として、従来の容量120ccの標準シリンジを用いており、ペーストの充填は、専用の治具を使用しながら親ペースト収納筒23の上部からペーストを投入することによって行なわれる。この親ペースト収納筒23としては、市販の充填済みペースト収納筒を使用することも可能であり、そのときには、ネジ式ルアーテーパー仕様に変更することで対応すればよい。また、ペースト塗布用の加圧は行なわないため、プラスチック製シリンジを使用することもできる。
【0040】
子ペースト収納筒24には、描画のためにノズル22から吐出されるペーストが収納されており、この子ペースト収納筒には、親ペースト収納筒23に貯蔵されているペーストが充填される。子ペースト収納筒24の容積は約0.5ccであり、親ペースト収納筒23の容積(120cc)の約1/250倍の割合にしているが、通常は1/数10倍から1/数100倍程度の割合の容積のペースト収納筒を用いてよい。
【0041】
流量ブロック26には、子ペースト収納筒24からノイズ支持具21に至るペースト吐出流路と、親ペースト収納筒23から子ペースト収納筒にペーストを充填するためのペースト充填流路とが設けられている。仕切り弁用シリンダ25は、親ペースト収納筒23から子ペースト収納筒24までのこのペースト充填流路を開閉する仕切り弁を動作させるためのものである。
【0042】
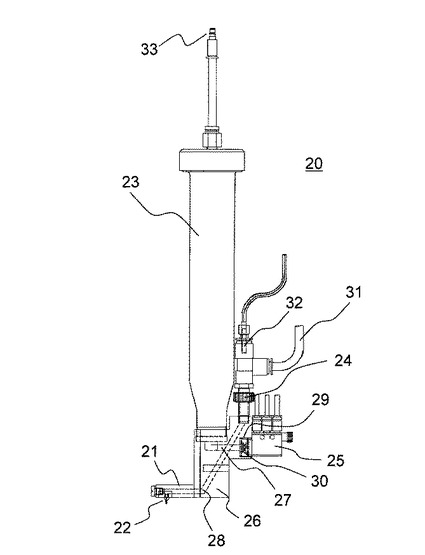
図4は図3での各部をより詳細に示す図であって、27は親ペースト収納筒23側のペースト充填流路、28はペースト吐出流路、29は弁室、30は仕切り弁、31は塗布圧付加用チューブ、32はファイバセンサ、33はエア配管チューブであり、図3に対応する部分には同一符号をつけて重複する説明を省略する。
【0043】
同図において、親ペースト収納筒23には、その下端部にペースト充填流路27の一方の端部が接続されており、このペースト充填流路27の他方の端部は仕切り弁30が収納されている弁室29に接続されている。これを親ペースト収納筒23側のペースト充填流路27という。また、図示しないが、この弁室29からペースト吐出流路28に連結したペースト充填流路、即ち、子ペースト収納筒24側のペースト充填流路が接続されている。
【0044】
通常、仕切り弁30は、仕切り弁用シリンダ25が動作することによってロッド(図示せず)が押されていることにより、親ペースト収納筒23側のペースト充填流路27を閉じており、これにより、ペースト充填流路全体が仕切り弁30によって閉状態に維持されているが、親ペースト収納筒23に貯蔵されているペーストを子ペースト収納筒24に充填するときには、仕切り弁用シリンダ25が作動してロッドが仕切り弁30を引く。このとき、親ペースト収納筒23側のペースト充填流路27内には、親ペースト収納筒23からのペーストが充填されているが、ロッドによって仕切り弁30が引かれると、親ペースト収納筒23側のペースト充填流路27が開放される。これにより、ペースト充填流路全体が開状態となる。また、このときには、親ペースト収納筒23内にエア圧を印加する手段としてのエア配管チューブ33からエア圧が印加され、これにより、親ペースト収納筒23からペースト充填流路27を介して子ペースト収納筒24にペーストが圧送され、この子ペースト収納筒24に充填される。
【0045】
ここで、ペースト充填流路27を介してペーストを圧送するときに発生するペーストの圧力は子ペースト収納筒24からのペースト吐出流路28を介してノズル22側にも加わるが、ノズル22の孔径に比べ、子ペースト収納筒24の内径がはるかに大きいので、ペーストのほとんど全てが子ペースト収納筒24側に圧送される。また、ペーストの物性によっては、ノズル22からペーストが漏れ出す恐れもあるが、その場合には、ノズル22の清掃動作における捨て描画(本来の描画位置とは異なる位置でペーストを吐出する処理)を行なうことによって、ノズル22に無駄に付着したペーストを取り除くようにする。
【0046】
子ペースト収納筒24では、その上部側に設置されたファイバセンサ32が子ペースト収納筒24内のペーストの液面位置を検出することにより、子ペースト収納筒24内でのペーストの収納量が常時監視されており、親ペースト収納筒23からペースト充填流路27を通って子ペースト収納筒24に充填されるペーストの充填量が予め決められた第1の閾値に達すると、その充填が完了したものとして、仕切り弁用シリンダ25が動作してロッドを押し込み、仕切り弁30がペースト充填流路27を閉じるようにする。また、これとともに、親ペースト収納筒23へのエア配管チューブ33からのエア圧の印加が終了する。なお、このときの第1の閾値としては、例えば、上記の0.5cc程度とするが、これに限るものではない。
【0047】
なお、ここでは、親ペースト収納筒23から子ペースト収納筒24にペーストが充填されるときのみ、親ペースト収納筒23内にエア配管チューブ33からエア圧が印加されるものとしたが、ロッドの押し付けによって仕切り弁30がペースト充填流路27を閉じることができれば、親ペースト収納筒23内に常時エア配管チューブ33からエア圧が印加されていてもよい。
【0048】
一方、子ペースト収納筒24では、描画動作によって収納されているペーストが少なくなって、例えば、セットされたガラス基板8でのペーストパターンを描画しきれない量の第2の閾値まで収納量が減少した場合、ファイバセンサ32はこれを検出してOFFする。また、子ペースト収納筒24での親ペースト収納筒23からのペーストの充填による収納量が上記の第1の閾値以上となると、ファイバセンサ32はこれを検出してONする。
【0049】
自動運転では、ペーストパターンの描画によって子ペースト収納筒24内のペーストの収納量が上記の第2の閾値以下となったときには、このときのガラス基板の描画動作が終了すると、ファイバセンサ32がOFFする。そして、ガラス基板8の搬入出動作が行なわれるが、その動作の時間帯(描画動作でない時間帯)に親ペースト収納筒23から子ペースト収納筒24への上記のペースト充填動作が自動的に開始される。そして、子ペースト収納筒24でのペーストの収納量が上記の第1の閾値以上となると、ファイバセンサ32がONするとともに、子ペースト収納筒24への充填動作を終了する。これにより、新たに装着された次のガラス基板8に対して、ペーストパターンの描画動作が行なわれることになる。
【0050】
ペーストパターンの描画動作の際には、仕切り弁30が閉じた状態にあって、子ペースト収納筒24にエア圧をする印加手段としての塗布圧付加用チューブ31から塗布圧(エア圧)が加えられても、親ペースト収納筒24側へペーストが逆流することを防止することができる。かかる逆流防止状態で、子ペースト収納筒24内には、電空レギュレ一夕(図示せず)から塗布圧付加用チューブ31を介して僅かなエア圧が印加され、ノズル22から加圧されたペーストが吐出されてガラス基板8(図1)に塗布される。
【0051】
このため、子ペースト収納筒24内には、ファイバセンサ32のON−OFFの閥値となる位置でペーストの量がほぼ一定状態で安定し、子ペースト収納筒24の空き容量の変動を少なくすることができる。ファイバーセンサ31のON,OFFによって子ペースト収納筒24での充填動作と塗布動作を頻繁に繰り返すことにより、子ペースト収納筒24内が空になることはないし、また、塗布圧の変動も抑制することができる。
【0052】
一方、従来のように、親ペースト収納筒23などのような容積が大きいペースト収納筒のみで管理した場合には、ペーストの消耗に従って空き容積が多くなり、空気が圧縮性流体であるため、圧力を加減調整しても、まず、この圧力の変化が空気に伝達し、しかる後、ペーストに伝達することになるから、ペーストへの圧力調整に時間的な遅れが発生し、その分だけノズルからのペーストの吐出動作に変動が生じて描画処理が不安定となってしまう。その点、本発明では、親ペースト収納筒23に対して小容積の子ペースト収納筒24も備えたものであって、この子ペースト収納筒から描画のためのペーストの吐出をするものであるから、この子ペースト収納筒でも、親ペースト収納筒23と同様に、エア圧を印加しているものの、もともとその容積が小さい上に、ファイバーセンサ31による監視で空き容積の変動も小さくできることから、印加する圧力を調整する手段都市手の図示しない電空レギュレ一夕の制御への追従性が向上し、吐出量が安定化にする。つまり、このような短時間の周期で子ペースト収納筒24にシール材27を補給することにより、子ペースト収納筒24内のペーストの容量をほぼ一定な状態に保ち、安定した描画処理を行なうことができるようになる。
【0053】
この実施形態では、子ペースト収納筒24の容積は約0.5ccであり、親ペースト収納筒23の容積の約1/250倍の割合としているが、通常は1/数10倍〜1/数100倍の割合の容積のペースト収納筒を用いてもよい。
【0054】
また、かつては、ペーストを塗布した後の線幅安定性の問題から、始端と終端、また、コーナ部において、塗布圧を微妙に管理する必要がしばしば生じることもあったが、この実施形態によると、ペーストへの時間遅れのない塗布圧の管理が可能となるので、パターンの末端やユーナ部の描画も安定化するようになった。
【0055】
ここで、親ペースト収納筒23では、子ペースト収納筒24にペーストを圧送するときのみエア配管チューブ33からエア圧を印加し、子ペースト収納筒24では、ペーストをガラス基板8に描画するのみ塗布圧付加用チューブ31からエア圧を印加する。エア圧印加時以外では、親ペースト収納筒23,子ペースト収納筒24共に、大気圧に開放した状態としている。
【0056】
この実施形態と従来のスクリュー式のペースト収納筒を用いたメカシリンジ方式とを保守性の面から比較してみると、先に説明したように、メカシリンジ方式では、複雑な構成の手段からなり、隙間調整が困難であって、洗浄時の保守性が良くない。一方、この実施形態による子ペースト収納筒を用いた方式における洗浄では、親ペースト収納筒23,子ペースト収納筒24,仕切り弁30やペースト充填流路27を含む流路ブロック26,ノズル22,流路ブロック26に付随するプラグやガスケット類に限られる。仕切り弁30の駆動源である仕切り弁用シリンダ25は、ペーストに接することがないので、装置本体側に固定されたままとすることができ、洗浄対象とはならい。従って、上記従来のスクリュー式の塗布ヘッドでの回転翼やその周辺部品の洗浄に比べて、洗浄対象の点数も少なく、複雑な形状もなく、また、分解や再組立に要する時間も大幅に短縮できる。また、組立後の精度調整時間も短縮でき、保守性が格段に向上する。
【0057】
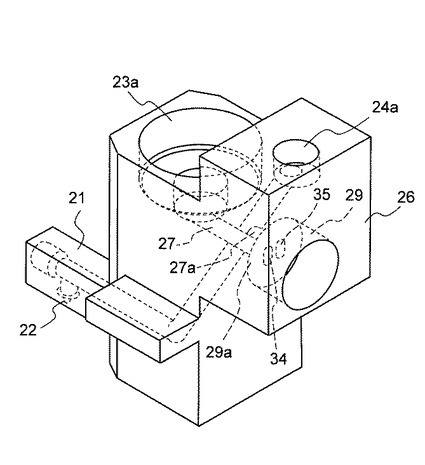
図5は図3,図4における流路ブロック26内の構成の一具体例を示す透視図であって、23a,24aはペースト収納筒取付部、27aはペースト充填流路、29aは前壁面、34は吸入口、35は排出口であり、前出図面に対応する部分には同一符号をつけて重複する説明を省略する。
【0058】
同図において、弁室29の前壁面29aには、吸入口34と排出口35とが設けられており、これら吸入口34,排出口35を開閉するように、弁30(図4)がこの前壁面29aに当接したり、それから離れたりする。
【0059】
親ペースト収納筒23側のペースト充填流路27は取付部23aに取り付けられている親ペースト収納筒23をこの弁室29の吸入口34に連結するものであり、また、弁室29の排出口35は、子ペースト収納筒24側のペースト充填流路27aにより、取付部24aに取り付けられている子ペースト収納筒24からのペースト吐出流路28に連結されている。
【0060】
ガラス基板8(図1)にペーストを塗布するときには、弁室29内では、仕切り弁用シリンダ25(図4)の作用により、仕切り弁30によって吸入口34と排出口35とが塞がれており、ペースト充填経路27は遮断状態にある。これにより、子ペースト収納筒23内のペーストがペースト吐出流路28を介してノズル22に送り込まれる。また、子ペースト収納筒23にペーストを充填するときには、弁室29内では、仕切り弁用シリンダ25の作用により、仕切り弁30が弁室29の前壁面29aから離れて吸入口34と排出口35とが開放状態となり、親ペースト収納筒23と子ペースト収納筒24とがペースト充填流路27,27aを介して連通した状態となる。これにより、上記のように、親ペースト収納筒23から子ペースト収納筒24へペーストが充填される。
【0061】
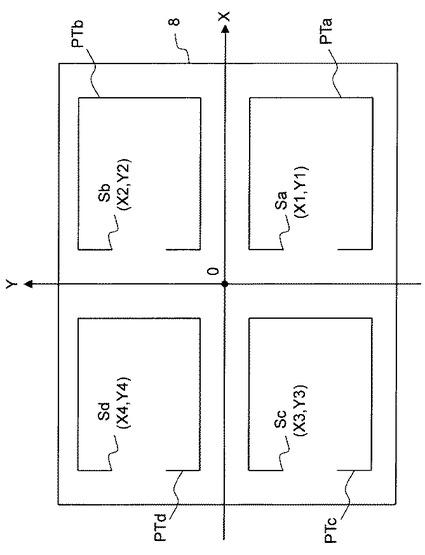
図6はこの実施形態でガラス基板8上に塗布するペーストパターンの一具体例を示す図であって、PTa〜PTdはペーストパターン、Sa〜SdはペーストパターンPTa〜PTdの塗布開始位置である。
【0062】
同図において、この具体例では、図1に示す4個の塗布ヘッド5A〜5Dにより、基板8上に4個のペーストパターンPTa〜PTdを塗布するものである。これらペーストバターンPTa〜PTdは、同一形状であって、塗布開始位置Sa〜Sdから終了位置までの2次元経路データが設定されている。
【0063】
ここで、ペーストパターンPTaの塗布開始位置Saは、ガラス基板8の中心0を原点として、座標(X1,Yl)に、ペーストパターンPTbの塗布開始位置Sbは、同じく座標(X2,Y2)に、ペーストパターンPTcの塗布開始位置Scは、同じく座標(X3,Y3)にペーストパターンPTdの塗布開始位置Sdは、同じく座標(X4,Y4)に夫々位置設定されるものとする。
【0064】
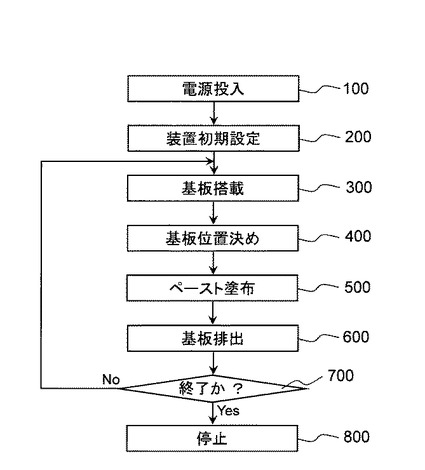
図7は以上の実施形態の図6に示すペーストパターンの塗布描画動作の一具体例を示すフローチャートである。
【0065】
同図において、まず、電源を投入し(ステップ100)、装置の初期設定をするステップ(200)。
【0066】
この初期設定では、図1において、サーボモータを駆動してθ軸回転テーブル7を回転させることにより、基板保持盤6をθ軸方向に移動させて所定の基準角度に位置決めし、可動部4A,4Bと塗布ヘッド5A〜5Dのリニアモータを駆動することにより、これら塗布ヘッド5A〜5Dを移動させてそれらのノズル先端のペースト吐出ロを予め決められた所定の原点位置に設定するとともに、ペーストパターンPTa〜PTdの塗布開始位置から終了位置までの2次元経路データや位置決め用マークデータ,ペースト塗布高さ(各塗布ヘッド5A〜5Dについてのガラス基板8の表面からノズル22の先端のペースト吐出口までの距離)などの設定を行なう。
【0067】
これらデータの入力はキーボード12(図1)から行ない、各入力データは主制御部9(図1)の構成要素であるマイクロコンピュータや副制御部10(図1)の構成要素であるマイクロコンピュータに内蔵されたRAMに格納するとともに、それら制御部9,10の外部記億装置として含まれるハードディスクなどの記憶媒体に記憶保管しておく。
【0068】
以上の初期設定(ステップ200)の処理が終了すると、次に、ガラス基板8を基板保持盤6上に載置して保持させる(ステップ300)。
【0069】
続いて、ガラス基板8の位置決めを行なう(ステップ400)。この処理では、塗布ヘッド5A〜5Dの画像認識カメラ18(図3)のうちのステップ200で初期設定した任意の画像認識カメラ18を基板保持盤6に載置したガラス基板8の位置決め用マークを撮影できる位置に位置決めして、この位置決め用マークを撮影する。撮影した位置決め用マークの重心位置の検出結果に基づいてサーボモータでθ軸回転テーブル7を駆動することにより、ガラス基板8のθ軸方向の傾きを補正する。
【0070】
ステップ400のガラス基板8の位置決めが終了すると、次に、ペーストの塗布動作が行なわれる(ステップ500)。塗布動作の詳細を説明する。
【0071】
まず、ガラス基板8上に未塗布パターンがあるかどうか、即ち、塗布しなければならないが、未だ塗布描画されていないパターンがあるかどうかを確認する。塗布開始時点では、塗布すべき全てのパターンが未塗布であるから、塗布ヘッド5A〜5Dを次の塗布開始点へ移動させる。
【0072】
描画対象とするパターン(ここでは、4個のパターン)が同一形状であることを確認し、同一パターンであれば、同時に塗布可能なバターンであることを確認する。
【0073】
次に、塗布開始位置に夫々のノズル22が互いに干渉範囲にあるかどうかの確認を行ない、塗布開始点への移動する処理を行なう。干渉する場合には、停止して待つ待機動作を行なうようにしている。
【0074】
塗布開始点への移動が終了すると、塗布ヘッド5A〜5Dのノズル22のギャップ設定処理を行なう。このギャップとは、ガラス基板8のペースト塗布面からのノズル22の先端の高さであって、この工程は、塗布ヘッド5A〜5Dにおいて、そのZ軸サーボモータ15(図2)を駆動してZ軸テーブル17(図2)をZ軸方向に移動させ、夫々のノズル22の先端のペースト吐出口の位置(ガラス基板8の上面からの距離)を塗布するペーストパターンPTa〜PTd(図6)の塗布高さに設定するものである。
【0075】
このために、まず、各塗布ヘッド5A〜5Dについて、予め設定されているこれらのノズル22についての初期移動距離データに基いて、これらノズル22をこの初期移動距離分下降させ、ガラス基板8の表面からの高さを夫々に設けられている距離計(即ち、光学式距離計19(図3))で計測する。次に、各ノズル22の先端がペーストパターンを描画する高さに設定されているか否かを塗布ヘッド5A〜5D毎に確認し、各々のノズル22の先端がペーストバターンを描画する高さに設定されている場合には、このギャップ設定の工程が終了となる。
【0076】
なお、ノズル22の先端がペーストパターンを描画する高さに設定されていない場合には、このノズルを微小距離下降させ、ガラス基板8のペースト塗布面までの距離を光学式距離計19で計測し、かかる距離計測とノズル22の微小距離下降とを繰り返し行なうようにし、全てのノズル22の先端がペーストパターンを描画する高さに設定されるまでこの処理を繰り返す。
【0077】
以上のギャップ設定の処理が終了すると、次に、ペースト塗布移動処理を行なう。各塗布ヘッド5A〜5Dのノズル22の先端のペースト吐出口がガラス基板8に対向した状態で、このぺ−ストパターンデータに応じて、塗布ヘッド5A〜5DをX,Y軸方向に移動させるとともに、塗布ヘッド5A〜5Dの子ペースト収納筒24(図3,図4)に僅かなエア圧を印加して、各ノズル22の先端のペースト吐出口からペーストの吐出を開始させる。これで、ペースト塗布工程(ステップ500)が行なわれる。
【0078】
ペースト塗布工程(ステップ500)が終了すると、次に、基板保持盤6(図1)からペースト塗布が完了したガラス基板6を解除し、このガラス基板8を装置外に排出する(ステップ600)。複数枚のガラス基板6に同じパターンでペーストパターンを形成する場合には(ステップ700の“No”)、新たにペーストパターンを塗布描画する基板6について、ステップ300からの上記の動作が再実行され、その後、全てのガラス基板6についてかかる一連のペーストパターン描画処理が終了すると(ステップ700の“Yes”)、作業終了となる(ステップ800)。
【0079】
以上のように、この実施形態では、子ペースト収納筒24(図3,図4)を設けることにより、この子ペースト収納筒24内のペーストに対する塗布圧が終始安定することから、塗布したペーストパターンPTa〜PTdの塗布開始位置Sa〜Sdや各終了端、また、コーナー部においても、直線部と同様に安定した塗布量とすることができた。
【0080】
ここで、複数枚のガラス基板6に同じパターンでペーストパターンを形成する(ステップ300〜700の繰り返し)処理では、ガラス基板6でのペーストパターンの描画動作が終了する毎に、ガラス基板6の搬出入動作が行なわれるが、この塗布動作を行なわない時間帯を活用して、必要に応じて前述の親ペースト収納筒24側から子ペースト収納筒24へのペーストの充填処理や捨て描画処理を行なうようにしている。このようにすることにより、子ペースト収納筒24へのペーストの補充(充填)は、ガラス基板8の1枚搬入・搬出の度に実行できる。
【0081】
図8は本発明による塗布ヘッドの他の実施形態を示す構成図であって、36は超音波センサであり、図4に対応する部分には同一符号をつけて重複する説明を省略する。
【0082】
同図において、この実施形態は、塗布ヘッド5での子ペースト収納筒24内のペーストの液面レベルを検知する手段として、図4でのファイバセンサ32に代えて、超音波センサ36を用いるものである。ペースト液面までの距離を超音波を送信してから受信するまでの時間を検知する点のみが図4に示す構成の塗布ヘッド5と異なるだけで、他の構成及び動作は図4に示す塗布ヘッド5と同じである。
【0083】
この液面レベルの検知手段としては、子ペースト収納筒24内のペーストの量を検出することを目的とするものであり、このため、このように超音波を用いる以外でも、子ペースト収納筒24の外壁面に光学式透過センサを設置する手法や質量計と使って監視する手法などに置き換えても全く問題ない。
【0084】
以上のように、この実施形態では、親ペースト収納筒23内のペーストの残存容量の影響を受けなくなったことで、当初の条件設定による塗布圧の設定値のまま、終始安定した描画が可能になった。
【0085】
また、処理タクトを大きく低減することなく、洗浄などの保守が可能であり、異物の混入リスクを低減できるようにもなった。
【0086】
さらにまた、通常の塗布ばかりでなく、サックバックによる塗布圧管理時間も低減できることから、始点や終点での端部におけるの描画が安定化する。
【符号の説明】
【0087】
1 架台
2A,2B フレーム
3A,3B 固定部
4A〜4D 可動部
5A〜5D 塗布ヘッド
6 基板保持盤
7 θ軸回転テーブル
8 ガラス基板
13 基台
14 検出部
15 Z軸サーボモータ
16 Z軸ガイド
17 Z軸テーブル
18 画像認識カメラ
19 光学式距離計
20 ペースト収納/吐出部
21 ノズル支持具
22 ノズル
23 親ペースト収納筒(親シリンジ)
24 子ペースト収納筒(子シリンジ)
23a,24a ペースト収納筒取付部
25 仕切り弁用シリンダ
26 流路ブロック
27,27a ペースト充填流路
28 ペースト吐出流路
29 弁室
29a 前壁面
30 仕切り弁
31 塗布圧付加用チューブ
32 ファイバセンサ
33 エア配管チューブ
34 吸入口
35 排出口
36 超音波センサ
【技術分野】
【0001】
本発明は、基板上にペーストを定量で塗布する装置及び方法に係り、特に、液晶表示パネルなどの製造過程で用いられるシール材としてのペーストをガラス基板に精度良く塗布するためのペースト塗布ヘッド,ペースト塗布装置及びペースト塗布方法に関する。
【背景技術】
【0002】
液晶表示パネルの製造では、製造コストの低減を図かるために、サイズが大きいガラス基板が用いられ、そのガラス基板の基板面を複数の領域に区分して夫々の領域で同じ形状のペーストパターンを描画し、夫々の領域に分割して分割した領域毎に液晶表示パネルが形成できるようにしている。このように、使用されるガラス基板のサイズが大きくなり、面取り数も多くなって1枚のガラス基板から複数個の液晶表示パネルが得られるようにしている。
【0003】
そして、このための工夫として、塗布されるペーストであるシール材の寿命も改善されていることから、ガラス基板上に吐出するシール材を収納しておくためのペースト収納筒を容量の大きなものに換える提案がなされている。これにより、ペースト収納筒でのシール材の充填量を多くすることができる。しかしながら、ペースト収納筒に収納されているシール材を、ガラス基板上への所定パターンの描画のために、ノズルからこのガラス基板上に吐出させるためには、ペースト収納筒内にエア圧(空気圧)が加えられるものであるが、ペースト収納筒の容量を大きくすると、シール材がペースト収納筒から吐出されるにつれてペースト収納筒の空き容量(空気が存在する空間)が大きくなり、エア圧を変化させてペースト収納筒内のシール材に加わる圧量を調整しようとしても、この空き容量内の空気を介して圧力がシール材の表面に伝達されることになるので、シール材への加圧力の調整に時間的遅れが生じることになる。このため、微細なペーストパターンを精度良く描画するためには、描画条件、特に、ペースト収納筒内のシール材への加減圧の調整を頻繁に行なうことが必要となり、制御が対応しにくいものとなる。
【0004】
また、ペースト塗布量を微少化するのに伴い、液晶表示パネルのガラス板の外周部に相当するガラス基板の位置に枠状のパターンでシール材を塗布する場合、シール材の塗布量を少なくする傾向にあり、高精度に安定したシール材の塗布が求められる。このため、ガラス基板の大型化対応とシール材への細かな加減圧調整とを互いに両立させることが難しくなってきている。
【0005】
これに対して、シール材の吐出量を微調整することができるようにしたものとして、スクリュー式のペースト塗布装置が提案されている(例えば、特許文献1参照)。
【0006】
この特許文献1に記載のペースト塗布装置は、加担部にノズルが形成されているシリンダの内部の筒状の空間内に螺旋状の凸状部が2個以上設けられた棒状のスクリューが設けられた構成をなし、このスクリューをサーボモータで回転させ、かつ貯溜容器内に貯溜されているシール材をパイプを介してこのシリンダの内部空間内に供給するようにすることにより、この供給されたシール材は回転するスクリューの凸状部によってノズルから押し出されるものである。ここで、この技術では、スクリューの回転角度に応じて吐出量を制御することができ、これにより、シール材の吐出量のばらつきを少なくできるとしている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2007−136397号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、スクリュー式のペースト塗布装置では、スクリュー自体やその駆動源となるモータ,モータの制御回路,制御ソフトなど付随する構成部が増加していく。さらに、ペースト収納筒内に充填した後にシール材と接触する構成部品は定期的に洗浄する必要があり、スクリュー部分の分解,組立て時のスクリューの外周とシリンダの内部容器の内壁面とのギャップ管理などの取り扱いが煩雑になり、多大な時間を要すことになる。
【0009】
また、外部から異物が混入した場合には、構成部品が複雑であるため、分解したときに異物を確実に除去できるかとの懸念があり、洗浄時の保守性を良くできないという問題がある。また、スクリューを回転させるので、駆動部の箇所で磨耗による異物発生も発生しやすくなる。
【0010】
以上のことから、洗浄時間を要することによるタクト、また、異物の混入リスクの面から問題がある。
【0011】
本発明の目的は、かかる問題を解決し、大型ガラス基板へ高精細なシール材の塗布を実現するペースト塗布ヘッド,ペースト塗布装置及びペースト塗布方法を提供することにある。
【課題を解決するための手段】
【0012】
上記目的を達成するために、本発明によるペースト塗布ヘッドは、塗布材を収納する塗布材収納筒が充填した塗布材を収納しておく親ペースト収納筒と塗布材を一時的に保存する子ペースト収納筒からなり、親ペースト収納筒と子ペースト収納筒には、エア圧を印加するエア圧印加手段を備え、親ペースト収納筒から塗布材を取り出す取り出し口からの塗布材の流路は仕切り弁に繋がり、仕切り弁からの塗布材の流路は子ペースト収納筒に繋がり、子ペースト収納筒からの塗布材の流路は、塗布材を基板に吐出するノズルに繋がっており、さらに、子ペースト収納筒の上部に塗布材の保存量を検出する塗布材保存量検出手段を備えたことを特徴とするものである。
【0013】
また、本発明によるペースト塗布ヘッドは、親ペースト収納筒のエア圧印加手段が、親ペースト収納筒から子ペースト収納筒に前記塗布材を補給するとき、仕切り弁が開くとともに、親ペースト収納筒内にエア圧を印加し、子ペースト収納筒のエア圧印加手段は、ノズルから塗布材を吐出するとき、仕切り弁が閉じるとともに、子ペースト収納筒内にエア圧を印加することを特徴とするものである。
【0014】
さらに、本発明によるペースト塗布ヘッドは、子ペースト収納筒の塗布材保存量検出手段が、塗布材の液面での光学的反射光を受光して塗布材の保存量を検出するセンサであることを特徴とするものである。
【0015】
さらにまた、本発明によるペースト塗布ヘッドは、子ペースト収納筒の容積が、親ペースト収納筒の容積に比べて十分小さいことを特徴とするものである。
【0016】
上記目的を達成するために、本発明によるペースト塗布装置は、塗布材を充填した塗布材収納筒と塗布材収納筒からの塗布材料を吐出するノズル吐出口とを備えた1または複数の塗布ヘッドを移動可能に設けられたガントリが1または複数台架台上に設置され、架台上に設置された基板載置テーブルに搭載された基板に対してガントリが移動し、ガントリに対して塗布ヘッドが移動することにより、基板に対して塗布ヘッドが移動し、ノズル吐出口から基板上に塗布材を吐出させるものであって、塗布ヘッドの塗布材を収納する塗布材収納筒は、充填した塗布材を収納しておく親ペースト収納筒と塗布材を一時的に保存する子ペースト収納筒とからなり、親ペースト収納筒と子ペースト収納筒は、エア圧を印加する手段を備え、親ペースト収納筒から塗布材を取り出す取り出し口からの塗布材の流路は仕切り弁に繋がり、仕切り弁からの塗布材の流路は子ペースト収納筒に繋がり、子ペースト収納筒からの塗布材の流路は、塗布材を基板に吐出するノズルに繋がっており、さらに、子ペースト収納筒の上部に塗布材の保存量を検出する塗布材保存量検出手段を備えたことを特徴とするものである。
【0017】
また、本発明によるペースト塗布装置は、親ペースト収納筒のエア圧印加手段が、親ペースト収納筒から子ペースト収納筒に塗布材を補給するとき、仕切り弁が開くとともに、親ペースト収納筒内にエア圧を印加し、子ペースト収納筒のエア圧印加手段は、ノズルから塗布材を吐出するとき、仕切り弁が閉じるとともに、子ペースト収納筒内にエア圧を印加することを特徴とするものである。
【0018】
さらに、本発明によるペースト塗布装置は、子ペースト収納筒の塗布材保存量検出手段が、塗布材の液面での光学的反射光を受光して塗布材の保存量を検出するセンサであることを特徴とするものである。
【0019】
さらにまた、本発明によるペースト塗布装置は、子ペースト収納筒の容積が、親ペースト収納筒の容積に比べて十分小さいことを特徴とするものである。
【0020】
上記目的を達成するために、本発明によるペースト塗布方法は、塗布材を充填した塗布材収納筒と塗布材収納筒からの塗布材料を吐出するノズル吐出口とを備えた1または複数の塗布ヘッドを移動可能に設けられたガントリが1または複数台架台上に設置され、架台上に設置された基板載置テーブルに搭載された基板に対してガントリが移動し、ガントリに対して塗布ヘッドが移動することにより、基板に対して塗布ヘッドが移動し、ノズル吐出口から基板上に塗布材を吐出させるものであって、塗布ヘッドの塗布材を収納する塗布材収納筒は、充填した塗布材を収納しておく親ペースト収納筒と塗布材を一時的に保存する子ペースト収納筒とからなり、親ペースト収納筒と子ペースト収納筒は、エア圧を印加可能とし、親ペースト収納筒から塗布材を取り出す取り出し口からの塗布材の流路は仕切り弁に繋がり、仕切り弁からの塗布材の流路は子ペースト収納筒に繋がり、子ペースト収納筒からの塗布材の流路は、塗布材を基板に吐出するノズルに繋がっており、さらに、子ペースト収納筒の上部に塗布材の保存量を検出して、子ペースト収納筒内の塗布材の減少に応じて親ペースト収納筒から塗布材を定期的に補充しながら基板上に塗布材を塗布することを特徴とするものである。
【0021】
また、本発明によるペースト塗布方法は、親ペースト収納筒から子ペースト収納筒に塗布材を補給するとき、仕切り弁が開くとともに、親ペースト収納筒内にエア圧を印加し、ノズルから塗布材を吐出するとき、仕切り弁が閉じるとともに、子ペースト収納筒内にエア圧を印加することを特徴とするものである。
【0022】
さらに、本発明によるペースト塗布方法は、子ペースト収納筒内の塗布材保存量が、子ペースト収納筒内での塗布材の液面での光学的反射光を受光して検出することを特徴とするものである。
【0023】
さらにまた、本発明によるペースト塗布方法は、子ペースト収納筒の容積が、親ペースト収納筒の容積に比べて十分小さいことを特徴とするものである。
【発明の効果】
【0024】
ペーストの収納容量の大きい親ペースト収納筒と収納容量が小さい子ペースト収納筒を用い、子ペースト収納筒のペーストをノズルから吐出し、親ペースト収納筒から子ペースト収納筒にペーストを補給を行なうものであるから、子ペースト収納筒でのペーストへの加減圧調整が精度良く行なうことができ、ペーストの塗布料を少なくできて微細な塗布ペーストパターンを高精度に形成することができるし、子ペースト収納筒へのペーストの補強を簡単に行なうことができる。
【図面の簡単な説明】
【0025】
【図1】本発明によるペースト塗布装置の一実施形態を示す斜視図である。
【図2】図1における塗布ヘッドの一実施形態の概略構成を示す斜視図である。
【図3】図2に示す塗布ヘッドのペースト収納/吐出部20の一具体例を示す外観斜視図である。
【図4】図3での各部をより詳細に示す図である。
【図5】図3,図4における流路ブロック内の構成の一具体例を示す透視図である。
【図6】図1に示す実施形態でガラス基板上に塗布するペーストパターンの一具体例を示す図である。
【図7】図1に示す実施形態の図5に示すペーストパターンの塗布描画動作の一具体例を示すフローチャートである。
【図8】本発明による塗布ヘッドの他の実施形態を示す構成図である。
【発明を実施するための形態】
【0026】
以下、本発明の実施形態を図面を用いて説明する。
【0027】
図1は本発明によるペースト塗布装置の一実施形態を示す斜視図であって、1は架台、2A,2Bはフレーム、3A,3Bは固定部、4A〜4Dは可動部、5A〜5Dは塗布ヘッド、6は基板保持盤、7はθ軸回転テーブル、8はガラス基板、9は主制御部、10は副制御部、11はモニタ、12はキーボードである。
【0028】
同図において、架台1上には、この架台1のX軸方向の2つの辺部に沿って夫々固定部3A,3Bが設けられ、一方の固定部3Aに2つの可動部4A,4Cが、他方の固定部3Bに2つの可動部4B,4Dが夫々設けられて居る。そして、対向して配置される可動部4A,4Bの一方から他方にわたってY軸方向に沿ってフレーム2Aが設けられ、対向して配置される可動部4C,4Dの一方から他方にわたってY軸方向に沿ってフレーム2Bが設けられている。これら固定部3A,3Bと可動部4A〜4Dとフレーム2A,2Bとが、塗布ヘッド5A〜5DのX軸駆動機構をなしている。
【0029】
フレーム2Aには、2つの塗布ヘッド5A,5Bがこのフレーム2Aの長手方向(即ち、Y方向)に移動可能に設けられており、また、フレーム2Bには、2つの塗布ヘッド5C,5Dがこのフレーム2Bの長手方向(即ち、Y方向)に移動可能に設けられている。かかる移動のための駆動機構はフレーム2A,2Bと塗布ヘッド5A〜5Dに設けられており、以下では、かかる駆動機構をY軸駆動機構と称する場合もある。
【0030】
架台1上のX軸駆動機構の固定部3A,3B間には、基板保持盤6が設けられているが、かつこの基板保持盤6をθ軸方向に回転可能とするために、θ軸回転テーブル7が設けられてこのθ軸回転テーブル7上に基板保持盤6が設けられている。この基板保持盤6上にガラス基板8が吸着保持される。また、架台1には、モニタ11やキーボード12を設けており、主制御部9や副制御部10などを内蔵している。
【0031】
図2は図1における塗布ヘッド5A〜5Dの一実施形態の概略構成を示す斜視図であって、13は基台、14は検出部、15はZ軸サーボモータ、16はZ軸ガイド、17はZ軸テーブル、18は画像認識カメラ、19は光学式距離計、20はペースト収納/吐出部、21はノズル支持具、22はノズルである。
【0032】
なお、塗布ヘッド5A〜5Dの構成,動作は同じであるので、これらを総称して、塗布ヘッド5ということになる。
【0033】
同図において、塗布ヘッド5の基台13はフレーム2A,2BにY軸方向に移動可能に取り付けられているものであって、この架台13に設けられている検出部14により、塗布ヘッド5のフレーム2A,2B上の位置、即ち、基板保持盤6(図1)でのY軸方向の位置が検出される。
【0034】
この基台13には、Z軸サーボモータ15が設けられてZ軸ガイド16が取り付けられており、このZ軸ガイド16にZ軸テーブル17が、Z軸ガイド16に対してZ軸方向(上下方向)に移動可能に、取り付けられている。さらに、このZ軸テーブル17に光学式距離計19と画像認識カメラ18とが設けられ、この光学式距離計19にペースト収納/吐出部20が設けられている。
【0035】
Z軸サーボモータ15は、Z軸テーブル17上に設置された光学式距離計19の検出結果に基づく副制御部10(図1)の制御により、Z軸ガイド16に沿ってペースト収納/吐出部20や光学式距離計19,画像認識カメラ18をZ軸方向に駆動する。
【0036】
ペースト収納/吐出部20の下端には、ノズル支持具21が設けられており、その先端部には、ガラス基板8(図1)に向けてペースト吐出口が開いているノズル22が取り付けられている。ペースト収納/吐出部20とノズル22とは、ノズル支持具21を介して連通しており、ノズル22のペースト吐出口の位置は、ガラス基板8の上面において、光学式光学式距離計19の距離計測光の反射点からずれているが、極めて接近している。そのずれ量は、ガラス基板8の表面の凹凸によって影響されない程度に設定されているので、光学式距離計19の計測結果に基いてZ軸サーボモータ15を制御することにより、ガラス基板8の表面のうねり(凹凸)に合わせてノズル22の先端部を上下させることにより、ガラス基板8の表面(上面)までの垂直距離(間隔)を常に一定に維持することができる。
【0037】
図3は図2に示す塗布ヘッド5のペースト収納/吐出部20の一具体例を示す外観斜視図であって、23は親ペースト収納筒(親シリンジ)、24は子ペースト収納筒(子シリンジ)、25は仕切り弁用シリンダ、26は流路ブロックであり、図2に対応する部分には同一符号を付けて重複する説明を省略する。
【0038】
同図において、ペースト収納/吐出部20はペーストの貯蔵と吐出との2つの機能を有しており、ペーストの貯蔵機能を実行するための親ペースト収納筒23とペースト吐出機能を実行するための子ペースト収納筒24とから構成される点が大きな特徴となっている。親ペースト収納筒23は、補充された塗布材(ここでは、シール材としてのペーストとする)を収納しておく機能を持つペースト収納筒であり、子ペースト収納筒24は、ほぼ一定の塗布圧でペーストをノズル22から吐出して描画を行なう機能を持つペースト収納筒である。
【0039】
この実施形態では、親ペースト収納筒23として、従来の容量120ccの標準シリンジを用いており、ペーストの充填は、専用の治具を使用しながら親ペースト収納筒23の上部からペーストを投入することによって行なわれる。この親ペースト収納筒23としては、市販の充填済みペースト収納筒を使用することも可能であり、そのときには、ネジ式ルアーテーパー仕様に変更することで対応すればよい。また、ペースト塗布用の加圧は行なわないため、プラスチック製シリンジを使用することもできる。
【0040】
子ペースト収納筒24には、描画のためにノズル22から吐出されるペーストが収納されており、この子ペースト収納筒には、親ペースト収納筒23に貯蔵されているペーストが充填される。子ペースト収納筒24の容積は約0.5ccであり、親ペースト収納筒23の容積(120cc)の約1/250倍の割合にしているが、通常は1/数10倍から1/数100倍程度の割合の容積のペースト収納筒を用いてよい。
【0041】
流量ブロック26には、子ペースト収納筒24からノイズ支持具21に至るペースト吐出流路と、親ペースト収納筒23から子ペースト収納筒にペーストを充填するためのペースト充填流路とが設けられている。仕切り弁用シリンダ25は、親ペースト収納筒23から子ペースト収納筒24までのこのペースト充填流路を開閉する仕切り弁を動作させるためのものである。
【0042】
図4は図3での各部をより詳細に示す図であって、27は親ペースト収納筒23側のペースト充填流路、28はペースト吐出流路、29は弁室、30は仕切り弁、31は塗布圧付加用チューブ、32はファイバセンサ、33はエア配管チューブであり、図3に対応する部分には同一符号をつけて重複する説明を省略する。
【0043】
同図において、親ペースト収納筒23には、その下端部にペースト充填流路27の一方の端部が接続されており、このペースト充填流路27の他方の端部は仕切り弁30が収納されている弁室29に接続されている。これを親ペースト収納筒23側のペースト充填流路27という。また、図示しないが、この弁室29からペースト吐出流路28に連結したペースト充填流路、即ち、子ペースト収納筒24側のペースト充填流路が接続されている。
【0044】
通常、仕切り弁30は、仕切り弁用シリンダ25が動作することによってロッド(図示せず)が押されていることにより、親ペースト収納筒23側のペースト充填流路27を閉じており、これにより、ペースト充填流路全体が仕切り弁30によって閉状態に維持されているが、親ペースト収納筒23に貯蔵されているペーストを子ペースト収納筒24に充填するときには、仕切り弁用シリンダ25が作動してロッドが仕切り弁30を引く。このとき、親ペースト収納筒23側のペースト充填流路27内には、親ペースト収納筒23からのペーストが充填されているが、ロッドによって仕切り弁30が引かれると、親ペースト収納筒23側のペースト充填流路27が開放される。これにより、ペースト充填流路全体が開状態となる。また、このときには、親ペースト収納筒23内にエア圧を印加する手段としてのエア配管チューブ33からエア圧が印加され、これにより、親ペースト収納筒23からペースト充填流路27を介して子ペースト収納筒24にペーストが圧送され、この子ペースト収納筒24に充填される。
【0045】
ここで、ペースト充填流路27を介してペーストを圧送するときに発生するペーストの圧力は子ペースト収納筒24からのペースト吐出流路28を介してノズル22側にも加わるが、ノズル22の孔径に比べ、子ペースト収納筒24の内径がはるかに大きいので、ペーストのほとんど全てが子ペースト収納筒24側に圧送される。また、ペーストの物性によっては、ノズル22からペーストが漏れ出す恐れもあるが、その場合には、ノズル22の清掃動作における捨て描画(本来の描画位置とは異なる位置でペーストを吐出する処理)を行なうことによって、ノズル22に無駄に付着したペーストを取り除くようにする。
【0046】
子ペースト収納筒24では、その上部側に設置されたファイバセンサ32が子ペースト収納筒24内のペーストの液面位置を検出することにより、子ペースト収納筒24内でのペーストの収納量が常時監視されており、親ペースト収納筒23からペースト充填流路27を通って子ペースト収納筒24に充填されるペーストの充填量が予め決められた第1の閾値に達すると、その充填が完了したものとして、仕切り弁用シリンダ25が動作してロッドを押し込み、仕切り弁30がペースト充填流路27を閉じるようにする。また、これとともに、親ペースト収納筒23へのエア配管チューブ33からのエア圧の印加が終了する。なお、このときの第1の閾値としては、例えば、上記の0.5cc程度とするが、これに限るものではない。
【0047】
なお、ここでは、親ペースト収納筒23から子ペースト収納筒24にペーストが充填されるときのみ、親ペースト収納筒23内にエア配管チューブ33からエア圧が印加されるものとしたが、ロッドの押し付けによって仕切り弁30がペースト充填流路27を閉じることができれば、親ペースト収納筒23内に常時エア配管チューブ33からエア圧が印加されていてもよい。
【0048】
一方、子ペースト収納筒24では、描画動作によって収納されているペーストが少なくなって、例えば、セットされたガラス基板8でのペーストパターンを描画しきれない量の第2の閾値まで収納量が減少した場合、ファイバセンサ32はこれを検出してOFFする。また、子ペースト収納筒24での親ペースト収納筒23からのペーストの充填による収納量が上記の第1の閾値以上となると、ファイバセンサ32はこれを検出してONする。
【0049】
自動運転では、ペーストパターンの描画によって子ペースト収納筒24内のペーストの収納量が上記の第2の閾値以下となったときには、このときのガラス基板の描画動作が終了すると、ファイバセンサ32がOFFする。そして、ガラス基板8の搬入出動作が行なわれるが、その動作の時間帯(描画動作でない時間帯)に親ペースト収納筒23から子ペースト収納筒24への上記のペースト充填動作が自動的に開始される。そして、子ペースト収納筒24でのペーストの収納量が上記の第1の閾値以上となると、ファイバセンサ32がONするとともに、子ペースト収納筒24への充填動作を終了する。これにより、新たに装着された次のガラス基板8に対して、ペーストパターンの描画動作が行なわれることになる。
【0050】
ペーストパターンの描画動作の際には、仕切り弁30が閉じた状態にあって、子ペースト収納筒24にエア圧をする印加手段としての塗布圧付加用チューブ31から塗布圧(エア圧)が加えられても、親ペースト収納筒24側へペーストが逆流することを防止することができる。かかる逆流防止状態で、子ペースト収納筒24内には、電空レギュレ一夕(図示せず)から塗布圧付加用チューブ31を介して僅かなエア圧が印加され、ノズル22から加圧されたペーストが吐出されてガラス基板8(図1)に塗布される。
【0051】
このため、子ペースト収納筒24内には、ファイバセンサ32のON−OFFの閥値となる位置でペーストの量がほぼ一定状態で安定し、子ペースト収納筒24の空き容量の変動を少なくすることができる。ファイバーセンサ31のON,OFFによって子ペースト収納筒24での充填動作と塗布動作を頻繁に繰り返すことにより、子ペースト収納筒24内が空になることはないし、また、塗布圧の変動も抑制することができる。
【0052】
一方、従来のように、親ペースト収納筒23などのような容積が大きいペースト収納筒のみで管理した場合には、ペーストの消耗に従って空き容積が多くなり、空気が圧縮性流体であるため、圧力を加減調整しても、まず、この圧力の変化が空気に伝達し、しかる後、ペーストに伝達することになるから、ペーストへの圧力調整に時間的な遅れが発生し、その分だけノズルからのペーストの吐出動作に変動が生じて描画処理が不安定となってしまう。その点、本発明では、親ペースト収納筒23に対して小容積の子ペースト収納筒24も備えたものであって、この子ペースト収納筒から描画のためのペーストの吐出をするものであるから、この子ペースト収納筒でも、親ペースト収納筒23と同様に、エア圧を印加しているものの、もともとその容積が小さい上に、ファイバーセンサ31による監視で空き容積の変動も小さくできることから、印加する圧力を調整する手段都市手の図示しない電空レギュレ一夕の制御への追従性が向上し、吐出量が安定化にする。つまり、このような短時間の周期で子ペースト収納筒24にシール材27を補給することにより、子ペースト収納筒24内のペーストの容量をほぼ一定な状態に保ち、安定した描画処理を行なうことができるようになる。
【0053】
この実施形態では、子ペースト収納筒24の容積は約0.5ccであり、親ペースト収納筒23の容積の約1/250倍の割合としているが、通常は1/数10倍〜1/数100倍の割合の容積のペースト収納筒を用いてもよい。
【0054】
また、かつては、ペーストを塗布した後の線幅安定性の問題から、始端と終端、また、コーナ部において、塗布圧を微妙に管理する必要がしばしば生じることもあったが、この実施形態によると、ペーストへの時間遅れのない塗布圧の管理が可能となるので、パターンの末端やユーナ部の描画も安定化するようになった。
【0055】
ここで、親ペースト収納筒23では、子ペースト収納筒24にペーストを圧送するときのみエア配管チューブ33からエア圧を印加し、子ペースト収納筒24では、ペーストをガラス基板8に描画するのみ塗布圧付加用チューブ31からエア圧を印加する。エア圧印加時以外では、親ペースト収納筒23,子ペースト収納筒24共に、大気圧に開放した状態としている。
【0056】
この実施形態と従来のスクリュー式のペースト収納筒を用いたメカシリンジ方式とを保守性の面から比較してみると、先に説明したように、メカシリンジ方式では、複雑な構成の手段からなり、隙間調整が困難であって、洗浄時の保守性が良くない。一方、この実施形態による子ペースト収納筒を用いた方式における洗浄では、親ペースト収納筒23,子ペースト収納筒24,仕切り弁30やペースト充填流路27を含む流路ブロック26,ノズル22,流路ブロック26に付随するプラグやガスケット類に限られる。仕切り弁30の駆動源である仕切り弁用シリンダ25は、ペーストに接することがないので、装置本体側に固定されたままとすることができ、洗浄対象とはならい。従って、上記従来のスクリュー式の塗布ヘッドでの回転翼やその周辺部品の洗浄に比べて、洗浄対象の点数も少なく、複雑な形状もなく、また、分解や再組立に要する時間も大幅に短縮できる。また、組立後の精度調整時間も短縮でき、保守性が格段に向上する。
【0057】
図5は図3,図4における流路ブロック26内の構成の一具体例を示す透視図であって、23a,24aはペースト収納筒取付部、27aはペースト充填流路、29aは前壁面、34は吸入口、35は排出口であり、前出図面に対応する部分には同一符号をつけて重複する説明を省略する。
【0058】
同図において、弁室29の前壁面29aには、吸入口34と排出口35とが設けられており、これら吸入口34,排出口35を開閉するように、弁30(図4)がこの前壁面29aに当接したり、それから離れたりする。
【0059】
親ペースト収納筒23側のペースト充填流路27は取付部23aに取り付けられている親ペースト収納筒23をこの弁室29の吸入口34に連結するものであり、また、弁室29の排出口35は、子ペースト収納筒24側のペースト充填流路27aにより、取付部24aに取り付けられている子ペースト収納筒24からのペースト吐出流路28に連結されている。
【0060】
ガラス基板8(図1)にペーストを塗布するときには、弁室29内では、仕切り弁用シリンダ25(図4)の作用により、仕切り弁30によって吸入口34と排出口35とが塞がれており、ペースト充填経路27は遮断状態にある。これにより、子ペースト収納筒23内のペーストがペースト吐出流路28を介してノズル22に送り込まれる。また、子ペースト収納筒23にペーストを充填するときには、弁室29内では、仕切り弁用シリンダ25の作用により、仕切り弁30が弁室29の前壁面29aから離れて吸入口34と排出口35とが開放状態となり、親ペースト収納筒23と子ペースト収納筒24とがペースト充填流路27,27aを介して連通した状態となる。これにより、上記のように、親ペースト収納筒23から子ペースト収納筒24へペーストが充填される。
【0061】
図6はこの実施形態でガラス基板8上に塗布するペーストパターンの一具体例を示す図であって、PTa〜PTdはペーストパターン、Sa〜SdはペーストパターンPTa〜PTdの塗布開始位置である。
【0062】
同図において、この具体例では、図1に示す4個の塗布ヘッド5A〜5Dにより、基板8上に4個のペーストパターンPTa〜PTdを塗布するものである。これらペーストバターンPTa〜PTdは、同一形状であって、塗布開始位置Sa〜Sdから終了位置までの2次元経路データが設定されている。
【0063】
ここで、ペーストパターンPTaの塗布開始位置Saは、ガラス基板8の中心0を原点として、座標(X1,Yl)に、ペーストパターンPTbの塗布開始位置Sbは、同じく座標(X2,Y2)に、ペーストパターンPTcの塗布開始位置Scは、同じく座標(X3,Y3)にペーストパターンPTdの塗布開始位置Sdは、同じく座標(X4,Y4)に夫々位置設定されるものとする。
【0064】
図7は以上の実施形態の図6に示すペーストパターンの塗布描画動作の一具体例を示すフローチャートである。
【0065】
同図において、まず、電源を投入し(ステップ100)、装置の初期設定をするステップ(200)。
【0066】
この初期設定では、図1において、サーボモータを駆動してθ軸回転テーブル7を回転させることにより、基板保持盤6をθ軸方向に移動させて所定の基準角度に位置決めし、可動部4A,4Bと塗布ヘッド5A〜5Dのリニアモータを駆動することにより、これら塗布ヘッド5A〜5Dを移動させてそれらのノズル先端のペースト吐出ロを予め決められた所定の原点位置に設定するとともに、ペーストパターンPTa〜PTdの塗布開始位置から終了位置までの2次元経路データや位置決め用マークデータ,ペースト塗布高さ(各塗布ヘッド5A〜5Dについてのガラス基板8の表面からノズル22の先端のペースト吐出口までの距離)などの設定を行なう。
【0067】
これらデータの入力はキーボード12(図1)から行ない、各入力データは主制御部9(図1)の構成要素であるマイクロコンピュータや副制御部10(図1)の構成要素であるマイクロコンピュータに内蔵されたRAMに格納するとともに、それら制御部9,10の外部記億装置として含まれるハードディスクなどの記憶媒体に記憶保管しておく。
【0068】
以上の初期設定(ステップ200)の処理が終了すると、次に、ガラス基板8を基板保持盤6上に載置して保持させる(ステップ300)。
【0069】
続いて、ガラス基板8の位置決めを行なう(ステップ400)。この処理では、塗布ヘッド5A〜5Dの画像認識カメラ18(図3)のうちのステップ200で初期設定した任意の画像認識カメラ18を基板保持盤6に載置したガラス基板8の位置決め用マークを撮影できる位置に位置決めして、この位置決め用マークを撮影する。撮影した位置決め用マークの重心位置の検出結果に基づいてサーボモータでθ軸回転テーブル7を駆動することにより、ガラス基板8のθ軸方向の傾きを補正する。
【0070】
ステップ400のガラス基板8の位置決めが終了すると、次に、ペーストの塗布動作が行なわれる(ステップ500)。塗布動作の詳細を説明する。
【0071】
まず、ガラス基板8上に未塗布パターンがあるかどうか、即ち、塗布しなければならないが、未だ塗布描画されていないパターンがあるかどうかを確認する。塗布開始時点では、塗布すべき全てのパターンが未塗布であるから、塗布ヘッド5A〜5Dを次の塗布開始点へ移動させる。
【0072】
描画対象とするパターン(ここでは、4個のパターン)が同一形状であることを確認し、同一パターンであれば、同時に塗布可能なバターンであることを確認する。
【0073】
次に、塗布開始位置に夫々のノズル22が互いに干渉範囲にあるかどうかの確認を行ない、塗布開始点への移動する処理を行なう。干渉する場合には、停止して待つ待機動作を行なうようにしている。
【0074】
塗布開始点への移動が終了すると、塗布ヘッド5A〜5Dのノズル22のギャップ設定処理を行なう。このギャップとは、ガラス基板8のペースト塗布面からのノズル22の先端の高さであって、この工程は、塗布ヘッド5A〜5Dにおいて、そのZ軸サーボモータ15(図2)を駆動してZ軸テーブル17(図2)をZ軸方向に移動させ、夫々のノズル22の先端のペースト吐出口の位置(ガラス基板8の上面からの距離)を塗布するペーストパターンPTa〜PTd(図6)の塗布高さに設定するものである。
【0075】
このために、まず、各塗布ヘッド5A〜5Dについて、予め設定されているこれらのノズル22についての初期移動距離データに基いて、これらノズル22をこの初期移動距離分下降させ、ガラス基板8の表面からの高さを夫々に設けられている距離計(即ち、光学式距離計19(図3))で計測する。次に、各ノズル22の先端がペーストパターンを描画する高さに設定されているか否かを塗布ヘッド5A〜5D毎に確認し、各々のノズル22の先端がペーストバターンを描画する高さに設定されている場合には、このギャップ設定の工程が終了となる。
【0076】
なお、ノズル22の先端がペーストパターンを描画する高さに設定されていない場合には、このノズルを微小距離下降させ、ガラス基板8のペースト塗布面までの距離を光学式距離計19で計測し、かかる距離計測とノズル22の微小距離下降とを繰り返し行なうようにし、全てのノズル22の先端がペーストパターンを描画する高さに設定されるまでこの処理を繰り返す。
【0077】
以上のギャップ設定の処理が終了すると、次に、ペースト塗布移動処理を行なう。各塗布ヘッド5A〜5Dのノズル22の先端のペースト吐出口がガラス基板8に対向した状態で、このぺ−ストパターンデータに応じて、塗布ヘッド5A〜5DをX,Y軸方向に移動させるとともに、塗布ヘッド5A〜5Dの子ペースト収納筒24(図3,図4)に僅かなエア圧を印加して、各ノズル22の先端のペースト吐出口からペーストの吐出を開始させる。これで、ペースト塗布工程(ステップ500)が行なわれる。
【0078】
ペースト塗布工程(ステップ500)が終了すると、次に、基板保持盤6(図1)からペースト塗布が完了したガラス基板6を解除し、このガラス基板8を装置外に排出する(ステップ600)。複数枚のガラス基板6に同じパターンでペーストパターンを形成する場合には(ステップ700の“No”)、新たにペーストパターンを塗布描画する基板6について、ステップ300からの上記の動作が再実行され、その後、全てのガラス基板6についてかかる一連のペーストパターン描画処理が終了すると(ステップ700の“Yes”)、作業終了となる(ステップ800)。
【0079】
以上のように、この実施形態では、子ペースト収納筒24(図3,図4)を設けることにより、この子ペースト収納筒24内のペーストに対する塗布圧が終始安定することから、塗布したペーストパターンPTa〜PTdの塗布開始位置Sa〜Sdや各終了端、また、コーナー部においても、直線部と同様に安定した塗布量とすることができた。
【0080】
ここで、複数枚のガラス基板6に同じパターンでペーストパターンを形成する(ステップ300〜700の繰り返し)処理では、ガラス基板6でのペーストパターンの描画動作が終了する毎に、ガラス基板6の搬出入動作が行なわれるが、この塗布動作を行なわない時間帯を活用して、必要に応じて前述の親ペースト収納筒24側から子ペースト収納筒24へのペーストの充填処理や捨て描画処理を行なうようにしている。このようにすることにより、子ペースト収納筒24へのペーストの補充(充填)は、ガラス基板8の1枚搬入・搬出の度に実行できる。
【0081】
図8は本発明による塗布ヘッドの他の実施形態を示す構成図であって、36は超音波センサであり、図4に対応する部分には同一符号をつけて重複する説明を省略する。
【0082】
同図において、この実施形態は、塗布ヘッド5での子ペースト収納筒24内のペーストの液面レベルを検知する手段として、図4でのファイバセンサ32に代えて、超音波センサ36を用いるものである。ペースト液面までの距離を超音波を送信してから受信するまでの時間を検知する点のみが図4に示す構成の塗布ヘッド5と異なるだけで、他の構成及び動作は図4に示す塗布ヘッド5と同じである。
【0083】
この液面レベルの検知手段としては、子ペースト収納筒24内のペーストの量を検出することを目的とするものであり、このため、このように超音波を用いる以外でも、子ペースト収納筒24の外壁面に光学式透過センサを設置する手法や質量計と使って監視する手法などに置き換えても全く問題ない。
【0084】
以上のように、この実施形態では、親ペースト収納筒23内のペーストの残存容量の影響を受けなくなったことで、当初の条件設定による塗布圧の設定値のまま、終始安定した描画が可能になった。
【0085】
また、処理タクトを大きく低減することなく、洗浄などの保守が可能であり、異物の混入リスクを低減できるようにもなった。
【0086】
さらにまた、通常の塗布ばかりでなく、サックバックによる塗布圧管理時間も低減できることから、始点や終点での端部におけるの描画が安定化する。
【符号の説明】
【0087】
1 架台
2A,2B フレーム
3A,3B 固定部
4A〜4D 可動部
5A〜5D 塗布ヘッド
6 基板保持盤
7 θ軸回転テーブル
8 ガラス基板
13 基台
14 検出部
15 Z軸サーボモータ
16 Z軸ガイド
17 Z軸テーブル
18 画像認識カメラ
19 光学式距離計
20 ペースト収納/吐出部
21 ノズル支持具
22 ノズル
23 親ペースト収納筒(親シリンジ)
24 子ペースト収納筒(子シリンジ)
23a,24a ペースト収納筒取付部
25 仕切り弁用シリンダ
26 流路ブロック
27,27a ペースト充填流路
28 ペースト吐出流路
29 弁室
29a 前壁面
30 仕切り弁
31 塗布圧付加用チューブ
32 ファイバセンサ
33 エア配管チューブ
34 吸入口
35 排出口
36 超音波センサ
【特許請求の範囲】
【請求項1】
塗布材を収納する塗布材収納筒は充填した該塗布材を収納しておく親ペースト収納筒と該塗布材を一時的に保存する子ペースト収納筒から成り、
該親ペースト収納筒と該子ペースト収納筒には、エア圧を印加するエア圧印加手段を備え、
該親ペースト収納筒から該塗布材を取り出す取り出し口からの該塗布材の流路は仕切り弁に繋がり、該仕切り弁からの該塗布材の流路は該子ペースト収納筒に繋がり、
該子ペースト収納筒からの該塗布材の流路は、該塗布材を基板に吐出するノズルに繋がっており、
さらに、該子ペースト収納筒の上部に該塗布材の保存量を検出する塗布材保存量検出手段を備えたことを特徴とするペースト塗布ヘッド。
【請求項2】
請求項1において、
前記親ペースト収納筒の前記エア圧印加手段は、前記親ペースト収納筒から前記子ペースト収納筒に前記塗布材を補給するとき、前記仕切り弁が開くとともに、前記親ペースト収納筒内にエア圧を印加し、
前記子ペースト収納筒の前記エア圧印加手段は、前記ノズルから前記塗布材を吐出するとき、前記仕切り弁が閉じるとともに、前記子ペースト収納筒内にエア圧を印加する
ことを特徴とするペースト塗布ヘッド。
【請求項3】
請求項1または2において、
前記子ペースト収納筒の前記塗布材保存量検出手段は、前記塗布材の液面での光学的反射光を受光して前記塗布材の保存量を検出するセンサであることを特徴とするペースト塗布ヘッド。
【請求項4】
請求項1,2または3において、
前記子ペースト収納筒の容積は、前記親ペースト収納筒の容積に比べて十分小さいことを特徴とするペースト塗布ヘッド。
【請求項5】
塗布材を充填した塗布材収納筒と該塗布材収納筒からの塗布材料を吐出するノズル吐出口とを備えた1または複数の塗布ヘッドを移動可能に設けられたガントリが1または複数台架台上に設置され、該架台上に設置された基板載置テーブルに搭載された基板に対して該ガントリが移動し、該ガントリに対して該塗布ヘッドが移動することにより、該基板に対して該塗布ヘッドが移動し、該ノズル吐出口から該基板上に該塗布材を吐出させる塗布装置において、
該塗布ヘッドの塗布材を収納する該塗布材収納筒は、充填した該塗布材を収納しておく親ペースト収納筒と該塗布材を一時的に保存する子ペースト収納筒とからなり、
該親ペースト収納筒と該子ペースト収納筒は、エア圧を印加する手段を備え、
該親ペースト収納筒から該塗布材を取り出す取り出し口からの該塗布材の流路は仕切り弁に繋がり、該仕切り弁からの該塗布材の流路は該子ペースト収納筒に繋がり、
該子ペースト収納筒からの該塗布材の流路は、該塗布材を基板に吐出するノズルに繋がっており、
さらに、該子ペースト収納筒の上部に該塗布材の保存量を検出する塗布材保存量検出手段を備えたことを特徴とするペースト塗布装置。
【請求項6】
請求項5において、
前記親ペースト収納筒の前記エア圧印加手段は、前記親ペースト収納筒から前記子ペースト収納筒に前記塗布材を補給するとき、前記仕切り弁が開くとともに、前記親ペースト収納筒内にエア圧を印加し、
前記子ペースト収納筒の前記エア圧印加手段は、前記ノズルから前記塗布材を吐出するとき、前記仕切り弁が閉じるとともに、前記子ペースト収納筒内にエア圧を印加する
ことを特徴とするペースト塗布ヘッド。
【請求項7】
請求項5または6において、
前記子ペースト収納筒の前記塗布材保存量検出手段は、前記塗布材の液面での光学的反射光を受光して前記塗布材の保存量を検出するセンサであることを特徴とするペースト塗布装置。
【請求項8】
請求項5,6または7において、
前記子ペースト収納筒の容積は、前記親ペースト収納筒の容積に比べて十分小さいことを特徴とするペースト塗布装置。
【請求項9】
塗布材を充填した塗布材収納筒と該塗布材収納筒からの塗布材料を吐出するノズル吐出口とを備えた1または複数の塗布ヘッドを移動可能に設けられたガントリが1または複数台架台上に設置され、該架台上に設置された基板載置テーブルに搭載された基板に対して該ガントリが移動し、該ガントリに対して該塗布ヘッドが移動することにより、該基板に対して該塗布ヘッドが移動し、該ノズル吐出口から該基板上に該塗布材を吐出させる塗布方法において、
該塗布ヘッドの塗布材を収納する該塗布材収納筒は、充填した該塗布材を収納しておく親ペースト収納筒と該塗布材を一時的に保存する子ペースト収納筒とからなり、
該親ペースト収納筒と該子ペースト収納筒は、エア圧を印加可能とし、
該親ペースト収納筒から該塗布材を取り出す取り出し口からの該塗布材の流路は仕切り弁に繋がり、該仕切り弁からの該塗布材の流路は該子ペースト収納筒に繋がり、
該子ペースト収納筒からの該塗布材の流路は、該塗布材を基板に吐出するノズルに繋がっており、
さらに、該子ペースト収納筒の上部に該塗布材の保存量を検出して、該子ペースト収納筒内の該塗布材の減少に応じて該親ペースト収納筒から該塗布材を定期的に補充しながら該基板上に該塗布材を塗布することを特徴とするペースト塗布方法。
【請求項10】
請求項9において、
前記親ペースト収納筒から前記子ペースト収納筒に前記塗布材を補給するとき、前記仕切り弁が開くとともに、前記親ペースト収納筒内にエア圧を印加し、
前記ノズルから前記塗布材を吐出するとき、前記仕切り弁が閉じるとともに、前記子ペースト収納筒内にエア圧を印加する
ことを特徴とするペースト塗布方法。
【請求項11】
請求項9または10において、
前記子ペースト収納筒内の前記塗布材保存量は、前記子ペースト収納筒内での前記塗布材の液面での光学的反射光を受光して検出することを特徴とするペースト塗布方法。
【請求項12】
請求項9,10または12において、
前記子ペースト収納筒の容積は、前記親ペースト収納筒の容積に比べて十分小さいことを特徴とするペースト塗布方法。
【請求項1】
塗布材を収納する塗布材収納筒は充填した該塗布材を収納しておく親ペースト収納筒と該塗布材を一時的に保存する子ペースト収納筒から成り、
該親ペースト収納筒と該子ペースト収納筒には、エア圧を印加するエア圧印加手段を備え、
該親ペースト収納筒から該塗布材を取り出す取り出し口からの該塗布材の流路は仕切り弁に繋がり、該仕切り弁からの該塗布材の流路は該子ペースト収納筒に繋がり、
該子ペースト収納筒からの該塗布材の流路は、該塗布材を基板に吐出するノズルに繋がっており、
さらに、該子ペースト収納筒の上部に該塗布材の保存量を検出する塗布材保存量検出手段を備えたことを特徴とするペースト塗布ヘッド。
【請求項2】
請求項1において、
前記親ペースト収納筒の前記エア圧印加手段は、前記親ペースト収納筒から前記子ペースト収納筒に前記塗布材を補給するとき、前記仕切り弁が開くとともに、前記親ペースト収納筒内にエア圧を印加し、
前記子ペースト収納筒の前記エア圧印加手段は、前記ノズルから前記塗布材を吐出するとき、前記仕切り弁が閉じるとともに、前記子ペースト収納筒内にエア圧を印加する
ことを特徴とするペースト塗布ヘッド。
【請求項3】
請求項1または2において、
前記子ペースト収納筒の前記塗布材保存量検出手段は、前記塗布材の液面での光学的反射光を受光して前記塗布材の保存量を検出するセンサであることを特徴とするペースト塗布ヘッド。
【請求項4】
請求項1,2または3において、
前記子ペースト収納筒の容積は、前記親ペースト収納筒の容積に比べて十分小さいことを特徴とするペースト塗布ヘッド。
【請求項5】
塗布材を充填した塗布材収納筒と該塗布材収納筒からの塗布材料を吐出するノズル吐出口とを備えた1または複数の塗布ヘッドを移動可能に設けられたガントリが1または複数台架台上に設置され、該架台上に設置された基板載置テーブルに搭載された基板に対して該ガントリが移動し、該ガントリに対して該塗布ヘッドが移動することにより、該基板に対して該塗布ヘッドが移動し、該ノズル吐出口から該基板上に該塗布材を吐出させる塗布装置において、
該塗布ヘッドの塗布材を収納する該塗布材収納筒は、充填した該塗布材を収納しておく親ペースト収納筒と該塗布材を一時的に保存する子ペースト収納筒とからなり、
該親ペースト収納筒と該子ペースト収納筒は、エア圧を印加する手段を備え、
該親ペースト収納筒から該塗布材を取り出す取り出し口からの該塗布材の流路は仕切り弁に繋がり、該仕切り弁からの該塗布材の流路は該子ペースト収納筒に繋がり、
該子ペースト収納筒からの該塗布材の流路は、該塗布材を基板に吐出するノズルに繋がっており、
さらに、該子ペースト収納筒の上部に該塗布材の保存量を検出する塗布材保存量検出手段を備えたことを特徴とするペースト塗布装置。
【請求項6】
請求項5において、
前記親ペースト収納筒の前記エア圧印加手段は、前記親ペースト収納筒から前記子ペースト収納筒に前記塗布材を補給するとき、前記仕切り弁が開くとともに、前記親ペースト収納筒内にエア圧を印加し、
前記子ペースト収納筒の前記エア圧印加手段は、前記ノズルから前記塗布材を吐出するとき、前記仕切り弁が閉じるとともに、前記子ペースト収納筒内にエア圧を印加する
ことを特徴とするペースト塗布ヘッド。
【請求項7】
請求項5または6において、
前記子ペースト収納筒の前記塗布材保存量検出手段は、前記塗布材の液面での光学的反射光を受光して前記塗布材の保存量を検出するセンサであることを特徴とするペースト塗布装置。
【請求項8】
請求項5,6または7において、
前記子ペースト収納筒の容積は、前記親ペースト収納筒の容積に比べて十分小さいことを特徴とするペースト塗布装置。
【請求項9】
塗布材を充填した塗布材収納筒と該塗布材収納筒からの塗布材料を吐出するノズル吐出口とを備えた1または複数の塗布ヘッドを移動可能に設けられたガントリが1または複数台架台上に設置され、該架台上に設置された基板載置テーブルに搭載された基板に対して該ガントリが移動し、該ガントリに対して該塗布ヘッドが移動することにより、該基板に対して該塗布ヘッドが移動し、該ノズル吐出口から該基板上に該塗布材を吐出させる塗布方法において、
該塗布ヘッドの塗布材を収納する該塗布材収納筒は、充填した該塗布材を収納しておく親ペースト収納筒と該塗布材を一時的に保存する子ペースト収納筒とからなり、
該親ペースト収納筒と該子ペースト収納筒は、エア圧を印加可能とし、
該親ペースト収納筒から該塗布材を取り出す取り出し口からの該塗布材の流路は仕切り弁に繋がり、該仕切り弁からの該塗布材の流路は該子ペースト収納筒に繋がり、
該子ペースト収納筒からの該塗布材の流路は、該塗布材を基板に吐出するノズルに繋がっており、
さらに、該子ペースト収納筒の上部に該塗布材の保存量を検出して、該子ペースト収納筒内の該塗布材の減少に応じて該親ペースト収納筒から該塗布材を定期的に補充しながら該基板上に該塗布材を塗布することを特徴とするペースト塗布方法。
【請求項10】
請求項9において、
前記親ペースト収納筒から前記子ペースト収納筒に前記塗布材を補給するとき、前記仕切り弁が開くとともに、前記親ペースト収納筒内にエア圧を印加し、
前記ノズルから前記塗布材を吐出するとき、前記仕切り弁が閉じるとともに、前記子ペースト収納筒内にエア圧を印加する
ことを特徴とするペースト塗布方法。
【請求項11】
請求項9または10において、
前記子ペースト収納筒内の前記塗布材保存量は、前記子ペースト収納筒内での前記塗布材の液面での光学的反射光を受光して検出することを特徴とするペースト塗布方法。
【請求項12】
請求項9,10または12において、
前記子ペースト収納筒の容積は、前記親ペースト収納筒の容積に比べて十分小さいことを特徴とするペースト塗布方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−196600(P2012−196600A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−60802(P2011−60802)
【出願日】平成23年3月18日(2011.3.18)
【出願人】(000005452)株式会社日立プラントテクノロジー (1,767)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月18日(2011.3.18)
【出願人】(000005452)株式会社日立プラントテクノロジー (1,767)
【Fターム(参考)】
[ Back to top ]