
ペースト塗布装置
【課題】シリンジのネジ締結部の緩みを排除して、ペーストの漏れを防止することができるペースト塗布装置を提供することを目的とする。
【解決手段】シリンジ16の下端部に設けられたペースト送給口16eがねじ締結部を介して着脱自在に接続される回転部材32を軸線AZ廻りに回転自在に保持し、この回転部材32の下部に設けられた吐出ネジ部32bが嵌合する吐出空間31bが形成され、吐出ネジ部32bを吐出空間31b内で軸線AZ廻りに回転させることによりペーストを圧送するためのポンプ機構18を形成するケーシング部31と、回転部材32をケーシング部31に対して所定方向に相対回転させることによりポンプ機構18を作動させてペーストを吐出口17aから吐出させる吐出用回転駆動機構とを備えた構成において、回転部材32のペースト吐出時の回転方向をねじ締結部による締結時の回転方向と逆方向に設定する。
【解決手段】シリンジ16の下端部に設けられたペースト送給口16eがねじ締結部を介して着脱自在に接続される回転部材32を軸線AZ廻りに回転自在に保持し、この回転部材32の下部に設けられた吐出ネジ部32bが嵌合する吐出空間31bが形成され、吐出ネジ部32bを吐出空間31b内で軸線AZ廻りに回転させることによりペーストを圧送するためのポンプ機構18を形成するケーシング部31と、回転部材32をケーシング部31に対して所定方向に相対回転させることによりポンプ機構18を作動させてペーストを吐出口17aから吐出させる吐出用回転駆動機構とを備えた構成において、回転部材32のペースト吐出時の回転方向をねじ締結部による締結時の回転方向と逆方向に設定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シリンジ内に貯留されたペーストを吐出させて塗布対象物に塗布するペースト塗布装置に関するものである。
【背景技術】
【0002】
半導体装置製造のダイボンディング工程では、リードフレームなどの基板に半導体チップを接着するためのペーストが塗布される。従来よりこのペースト塗布はディスペンサによってペーストを吐出することによって行われ、ディスペンサとして、シリンジ内に貯留されたペーストを空圧によって押し出し、ペースト吐出ネジによって吐出口から吐出させる構成のものが知られている(例えば特許文献1参照)。この特許文献に示す先行技術においては、ペーストを収容するシリンジをペースト吐出ネジを用いたポンプ機構の上方に直列にねじ締結によって結合し、空圧によってシリンジからポンプ機構にペーストを供給するようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−136826号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら上述構成の先行技術には、シリンジをねじ締結によってポンプ機構に接続する構成に起因して、以下のような不都合が生じていた。すなわち、先行技術の構成では、シリンジはポンプ機構のペースト吐出ネジとともに回転するようになっており、中間位置において回転支持部によって回転自在に軸支されている。ところがこの回転支持部において、シリンジの装着姿勢の傾きなど何らかの理由によってシリンジの回転を円滑に軸支できないいわゆるカジリ現象が発生する場合がある。このような場合には、シリンジの回転が阻害された状態でポンプ機構のペースト吐出ネジのみが回転駆動されるため、シリンジを接続するネジ締結部に緩みが生じ、ペーストの漏れなどの不具合を生じる。
【0005】
そこで本発明は、シリンジのネジ締結部の緩みを排除して、ペーストの漏れを防止することができるペースト塗布装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明のペースト塗布装置は、シリンジ内に収容されたペーストを塗布対象物に塗布するペースト塗布装置であって、円筒形状の前記シリンジの軸線と同軸位置に軸線を合わせて配置され、前記シリンジの下端部に設けられたペースト送給口がねじ締結部を介して着脱自在に接続される回転部材と、前記回転部材を前記軸線廻りに回転自在に保持し、この回転部材の下部に設けられた吐出ネジ部が嵌合する吐出空間が形成され、前記吐出ネジ部を前記吐出空間内で前記軸線廻りに回転させることにより前記ペーストを圧送するためのポンプ機構を形成するケーシング部と、前記ケーシング部の端部に前記吐出空間と連通して設けられた吐出口と、前記回転部材を軸方向に貫通し、前記ペースト送給口と前記吐出ネジ部に開孔して設けられたペースト導出孔を連通させて形成され、前記シリンジから前記ポンプ機構にペーストを送給するためのペースト送給路と、前記シリンジの内部にこのシリンジの軸線廻りの回転を許容する状態で空圧を供給することにより、前記シリンジ内のペーストを前記ペースト送給路を介して前記ポンプ機構に送給する空圧供給手段と、前記回転部材を前記ケーシング部に対して所定方向に相対回転させることにより、前記ポンプ機構を作動させて前記送給されたペーストを前記吐出口から吐出させる吐出用回転駆動機構とを備え、前記回転部材のペースト吐出時の回転方向が、前記ねじ締結部による締結時の回転方向と逆方向に設定されている。
【発明の効果】
【0007】
本発明によれば、シリンジの下端部に設けられたペースト送給口がねじ締結部を介して着脱自在に接続される回転部材を軸線廻りに回転自在に保持し、この回転部材の下部に設けられた吐出ネジ部が嵌合する吐出空間が形成され、吐出ネジ部を吐出空間内で軸線廻りに回転させることによりペーストを圧送するためのポンプ機構を形成するケーシング部と、回転部材をケーシング部に対して所定方向に相対回転させることにより、ポンプ機構を作動させて送給されたペーストを吐出口から吐出させる吐出用回転駆動機構とを備えた構成において、回転部材のペースト吐出時の回転方向をねじ締結部による締結時の回転方向と逆方向に設定することにより、シリンジの回転時のネジ締結部の緩みを排除して、ペーストの漏れを防止することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の一実施の形態のダイボンディング装置の斜視図
【図2】本発明の一実施の形態のペースト塗布装置の側面図
【図3】本発明の一実施の形態のペースト塗布装置の部分断面図
【図4】本発明の一実施の形態のペースト塗布装置のポンプ機構の説明図
【図5】本発明の一実施の形態のペースト塗布装置におけるペースト塗布動作の説明図
【図6】本発明の一実施の形態のペースト塗布装置におけるペースト塗布動作の説明図
【図7】本発明の一実施の形態のペースト塗布装置における回転部材のペースト吐出時の回転方向とねじ締結部による締結時の回転方向との関係を示す図
【発明を実施するための形態】
【0009】
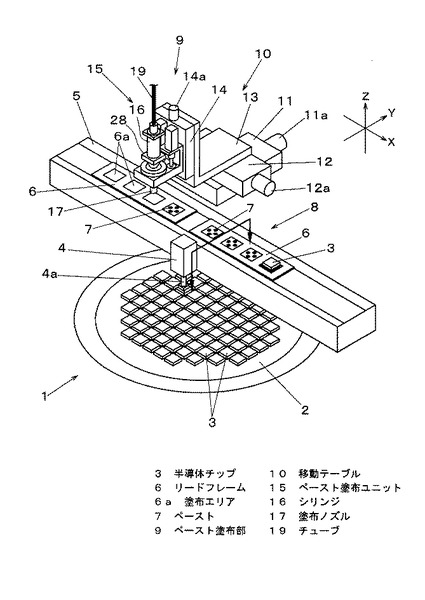
まず図1を参照してダイボンディング装置の構造を説明する。図1においてチップ供給部1にはウェハシート2が保持テーブル(図示省略)によって保持されている。ウェハシート2には複数の半導体チップ3が格子配列で貼着されている。チップ供給部1の側方には搬送路5が配設されており、搬送路5はリードフレーム6を搬送しペースト塗布位置およびボンディング位置にリードフレーム6を位置決めする。チップ供給部1の上方にはボンディングヘッド4が配設されており、ボンディングヘッド4は、ヘッド移動機構(図示省略)により水平移動および上下動する。
【0010】
搬送路5の側方にはペースト塗布部9が配設されている。ペースト塗布部9は、移動テーブル10に、略円筒形状の容器であるシリンジ16内のペースト7を吐出して塗布する機能を有するペースト塗布ユニット15を装着して構成されている。移動テーブル10は、Y軸テーブル11上にX軸テーブル12を段積みし、さらにその上にL型ブラケット13を介してZ軸テーブル14を垂直方向に結合して構成されている。Y軸テーブル11、X軸テーブル12、Z軸テーブル14は、それぞれY軸モータ11a、X軸モータ12a、Z軸モータ14aを備えている。X軸モータ12a、Y軸モータ11aおよびZ軸モータ14aを駆動することによりペースト塗布ユニット15はリードフレーム6上で水平方向および上下方向に移動する。
【0011】
ペースト塗布ユニット15に装着されたシリンジ16の内部には、半導体チップ3をリードフレーム6に接着するペースト7が貯溜されている。シリンジ16内のペースト7はチューブ19から供給される空圧によって送給され、さらにペースト塗布ユニット15に備えられたポンプ機構18(図2参照)によってペースト7は下端部に設けられた塗布ノズル17から吐出される。リードフレーム6上面の半導体チップ3がボンディングされるチップボンディング部位は、ペーストが塗布される塗布エリア6aであり、塗布ノズル17の吐出口を塗布エリア6a内に位置させ、塗布ノズル17からペースト7を吐出させながらペースト塗布ユニット15を移動させることにより、リードフレーム6の表面のチップ搭載位置に設定された塗布エリア6a内には所定の塗布パターンでペースト7が塗布される。ペースト塗布後、リードフレーム6は搬送路5上をボンディング位置8に送られ、位置決めされる。そして塗布エリア6a内に塗布されたペースト7上に、ボンディングヘッド4のノズル4aによってチップ供給部1からピックアップされた半導体チップ3がボンディングされる。
【0012】
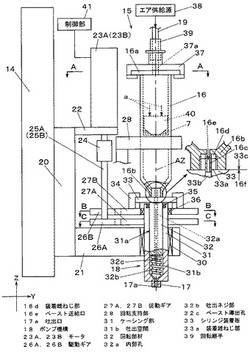
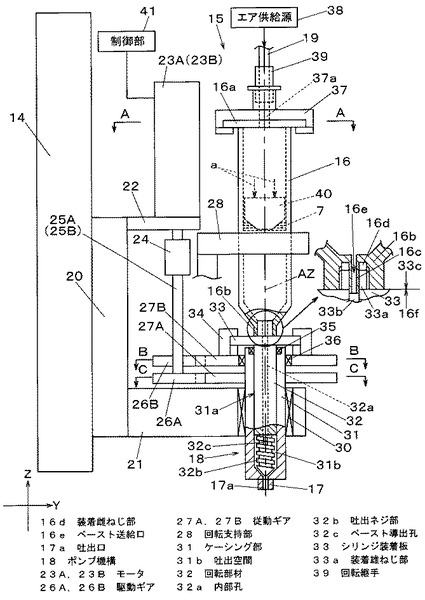
次に図2、図3、図4を参照して、ペースト塗布ユニット15の構造を説明する。図3(a)、(b)、(c)はそれぞれ図2におけるA−A断面、B−B断面およびC−C断面を示している。ペースト塗布ユニット15は、シリンジ16内に収容されたペースト7を塗布対象物であるリードフレーム6に塗布するペースト塗布装置となっている。図2において、垂直に配設されたZ軸テーブル14の側面には昇降部材20が装着されている、昇降部材20の上部および下部には、保持ブロック21およびモータブラケット22がY方向に延出して設けられている。モータブラケット22には、モータ23A、23Bが垂直姿勢で配設されており、モータ23A、23Bは、制御部41によって回転制御される。
【0013】
図3(a)に示すように、モータ23A、23Bは、シリンジ16の中心線(矢印b)に関して対称位置に配置されている。カップリング24を介してモータ23A、23Bにそれぞれ連結された駆動シャフト25A、25Bの下端部には、駆動ギア26A、26Bが結合されている。駆動ギア26A、26Bは、それぞれ従動ギア27A、27Bと噛合している。
【0014】
保持ブロック21には、略円筒形状のケーシング部31がベアリング30を介して垂直姿勢で軸支されている。ケーシング部31の内部には垂直な軸線AZに沿って嵌合孔31aが形成されており、ケーシング部31の下端部には、ペースト吐出のための吐出口17a(図4(b)参照)が形成された塗布ノズル17が突出して設けられている。嵌合孔31aには、中心軸に沿って内部孔32aが形成された回転部材32が嵌合しており、回転部材32はケーシング部31に嵌着されたベアリング35を介して垂直姿勢で軸支されて、ケーシング部31に対して回転自在となっている。
【0015】
回転部材32の上端部には円板形状のシリンジ装着板33が結合されており、シリンジ装着板33にはシリンジ16の下端部に設けられた装着部16bが着脱自在に装着される。シリンジ16は、保持ブロック21によって位置保持された回転支持部28によって、その中間位置を回転自在に軸支されている(図1も参照)。シリンジ装着板33の上面には、外周に雄ねじが形成された装着雄ねじ部33aが上方に突出して設けられており、装着部16bには装着雄ねじ部33aと螺合する雌ねじが形成された装着雌ねじ部16dが設けられている。これらのねじ部は、時計回り方向の回転によって締結される右ねじ形式で設けられている。装着雌ねじ部16dを装着雄ねじ部33aに螺合させて締結したシリンジ装着状態では、シリンジ16は垂直な軸線AZを回転部材32の軸線AZと一致させた同軸位置にある。
【0016】
このシリンジ装着状態において、装着雌ねじ部16d内に下方に突出して設けられたペースト送給突部16cは、シリンジ装着板33を貫通して設けられた嵌合孔33b内に嵌合する。ペースト送給突部16cにはシリンジ16内部と連通するペースト送給口16eが設けられており、シリンジ16の内部はペースト送給口16eを介して内部孔32aと連通する。上記構成において、回転部材32は、略円筒形状のシリンジ16の軸線AZと同軸位置に軸線を合わせて配置され、シリンジ16の下端部に設けられたペースト送給口16eが着脱自在に接続されるようになっている。そしてケーシング部31は、回転部材32をベアリング35を介して軸線AZ廻りに回転自在に保持する。
【0017】
装着雌ねじ部16dおよび装着雄ねじ部33aは、シリンジ16の下端部に設けられたペースト送給口16eを回転部材32に着脱自在に接続するネジ締結部を構成する。図2の部分拡大図に示すように、シリンジ16のシリンジ装着板33への装着状態において、装着雌ねじ部16dの下面16fはシリンジ装着板33の上面33cに当接している。このため、装着雌ねじ部16dに装着雄ねじ部33aを螺合させる螺合代をこの状態よりも大きくすることができない。すなわち、装着雌ねじ部16dの下面16fおよびシリンジ装着板33の上面33cは、装着雌ねじ部16dおよび装着雄ねじ部33aより成るねじ締結部における螺合代の上限を規制する螺合規制手段となっている。
【0018】
シリンジ16の上端部には側方に延出したフランジ部16aが設けられており、フランジ部16aにはシリンジ16の上面の開口を閉塞するための蓋部材37が装着されている。蓋部材37に設けられたエア供給孔37aには、回転継手39を介してチューブ19(図1も参照)が接続されており、さらにチューブ19はエア供給源38に接続されている。エア供給源38を作動させることにより、チューブ19、エア供給孔37aを介してシリンジ16の内部に空圧が供給される。空圧の供給は、空圧制御弁を制御部41によって制御する形態の空圧制御部(図示省略)によってオン・オフおよび強弱が制御される。
【0019】
シリンジ16の内部にはピストン40が装着されており、供給された空圧によってピストン40には下方に押し下げる力(矢印a)が作用する。この押し下げ力によって、シリンジ16内に貯留されたペースト7は下方に押し下げられ、ペースト送給口16eを介して回転部材32の内部孔32a内に送給される。エア供給源38、チューブ19は、シリンジ16の内部にこのシリンジ16の軸線AZ廻りの回転を許容する状態で空圧を供給することにより、シリンジ16内のペースト7をペースト送給路である内部孔32aを介してポンプ機構18に送給する空圧供給手段を構成する。
【0020】
シリンジ装着板33は結合部材34を介して従動ギア27Bに結合されている。従動ギア27Bはベアリング36を介してケーシング部31の外周に嵌着されて、ケーシング部31に対して回転自在に軸支されている。図3(b)に示すように、従動ギア27Bは駆動ギア26Bと噛合しており、モータ23Bを駆動して、駆動シャフト25Bを介して駆動ギア26Bを回転(矢印c)させることにより従動ギア27Bが回転し、この回転は結合部材34、シリンジ装着板33を介して、回転部材32に伝達される(矢印d)。そして回転部材32が回転することにより、以下に説明するポンプ機構18によってペースト7が吐出される。ケーシング部31の外周には、従動ギア27Aが結合されている。従動ギア27Aは駆動ギア26Aと噛合しており、モータ23Aを駆動して、駆動シャフト25Aを介して駆動ギア26Aを回転(矢印e)させることにより従動ギア27Aが回転し、これによりケーシング部31が回転する(矢印f)。
【0021】
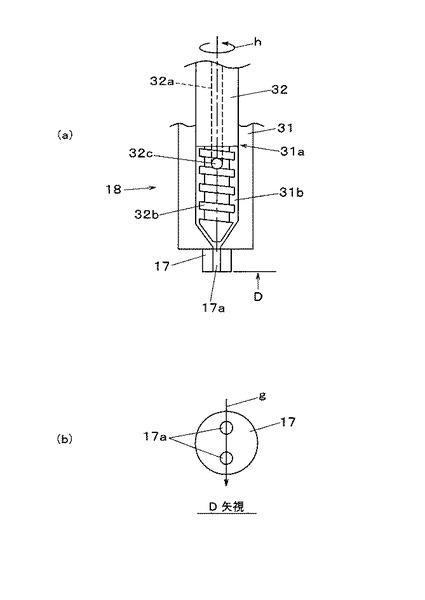
図4を参照して、ポンプ機構18について説明する。図4(a)に示すように、回転部材32の下部には、ペースト7を軸方向下方に移送するスクリュー溝が形成された吐出ネジ部32bが設けられており、吐出ネジ部32bは嵌合孔31aの下部の吐出空間31bに嵌合する。吐出ネジ部32bには内部孔32aの下端部と連通したペースト導出孔32cが開孔している。したがって、シリンジ16から内部孔32aを介して送られたペースト7は、吐出空間31b内に送給される。
【0022】
モータ23Bを駆動して回転部材32を回転させ、吐出ネジ部32bを吐出空間31b内でペースト送り方向(図4に示す矢印h方向)に回転させることにより、ペースト導出孔32cから吐出空間31b内に送給されたペースト7は、吐出ネジ部32bの回転により軸方向下方に圧送される。ここでは、吐出ネジ部32bは反時計回り方向の回転によって吐出が行われる左ネジ形式で設けられている。吐出空間31bが設けられたケーシング部31および吐出ネジ部32bが設けられた回転部材32は、吐出ネジ部32bを吐出空間31b内で軸線AZ廻りに回転させることによりペースト7を圧送するポンプ機構18を形成する。
【0023】
ポンプ機構18によって圧送されたペースト7は、吐出口17aから吐出される。吐出口17aは、ケーシング部31の端部に吐出空間31bと連通して設けられている。上記構成において、内部孔32aは、回転部材32を軸方向に貫通し、ペースト送給口16eと吐出ネジ部32bに開孔して設けられたペースト導出孔32cを連通させて形成され、シリンジ16からポンプ機構18にペーストを送給するためのペースト送給路となっている。そしてモータ23B、駆動ギア26B、従動ギア27Bは、回転部材32をケーシング部31に対して所定方向に相対回転させることにより、ポンプ機構18を作動させて送給されたペースト7を吐出口17aから吐出させる吐出用回転駆動機構を構成する。
【0024】
図4(b)のD矢視に示すように、塗布ノズル17には複数(ここでは2つ)の吐出口17aが設けられており、これにより、塗布ノズル17からペースト7を吐出させてリードフレーム6の塗布エリア6aに塗布するペースト塗布動作において、複数の塗布点に同時にペースト7を塗布することが可能となっている。塗布ノズル17には、複数の吐出口17aの配列における方向基準線(矢印g)が設定されており、ここでは2つの吐出口17aを結ぶ方向が方向基準線と合致している。ペースト塗布動作においては、リードフレーム6の塗布エリア6aにおける所定の方向にこの方向基準線を合わせる方向合わせ動作を行う。
【0025】
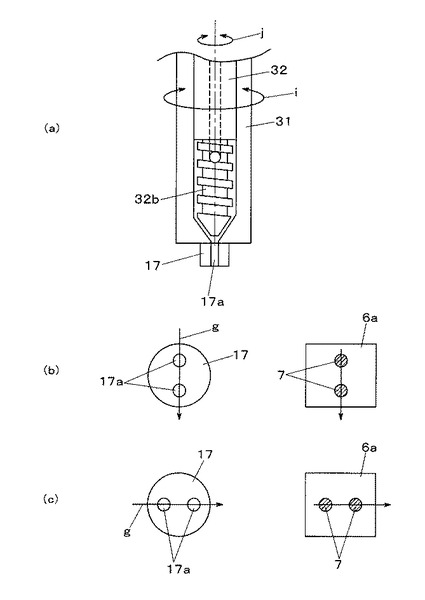
すなわち制御部41によってモータ23Aを制御して、図5(a)に示すように、ケーシング部31を回転駆動(矢印i)することにより、吐出口17aの方向基準線を塗布対象の塗布エリア6aにおける塗布方向に合わせる。図5(b)、(c)は、図4(b)に示す方向基準線(矢印g)を塗布エリア6aにおける塗布方向に合わせて、吐出口17aからペースト7を吐出させて塗布エリア6aに塗布した例を示している。上記構成において、モータ23A、駆動ギア26A、従動ギア27Aは、軸線AZ廻りに回転自在に設けられたケーシング部31を回転させることにより、複数の吐出口17aの配列における方向基準線を所望の回転位置に位置決めするケーシング部回転駆動機構を構成する。
【0026】
なおモータ23Aを駆動してケーシング部31を回転させる際には、制御部41によってモータ23A、23Bを制御することにより、モータ23A、23Bを同時に駆動して、回転部材32をケーシング部31と同期して回転させ(矢印j)、回転部材32がケーシング部31に対して相対回転しないようにする。これにより、ケーシング部31の回転動作においてペースト7が不必要に吐出されることを防止することができる。
【0027】
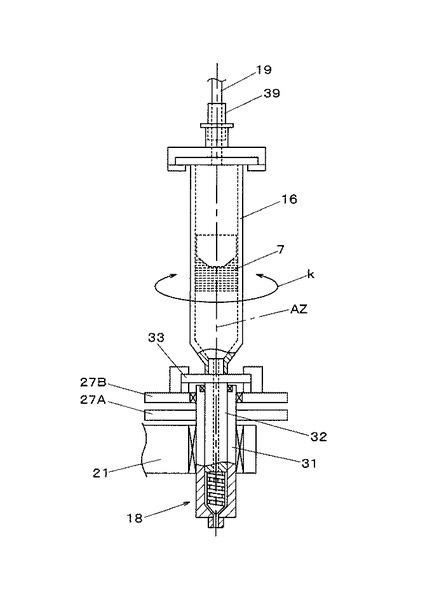
前述のペースト塗布動作においてポンプ機構18を作動させる際や、吐出口17aの方向合わせのためのケーシング部回転動作においては、シリンジ16も一体に回転する(図6に示す矢印k参照)。このとき図6に示すように、シリンジ16内に空圧を供給するチューブ19は回転継手39を介して接続されていることから、シリンジ16の回転時においてもチューブ19は固定状態にある。したがってシリンジを吐出ユニットと並列に配置していた従来技術において発生していたチューブの屈曲の問題が生じない。すなわちチューブ19にはシリンジ16の回転に伴う屈曲が作用せず、従ってチューブ19の材質が劣化することがなく、この劣化により、予期しないタイミングにてチューブが破損してペーストの漏洩など、装置停止を必要とする不具合が生じることがない。またポンプ機構18とシリンジ16とを同軸に配置していることから、ペースト塗布装置の専有スペースを減少させることが可能となっている。
【0028】
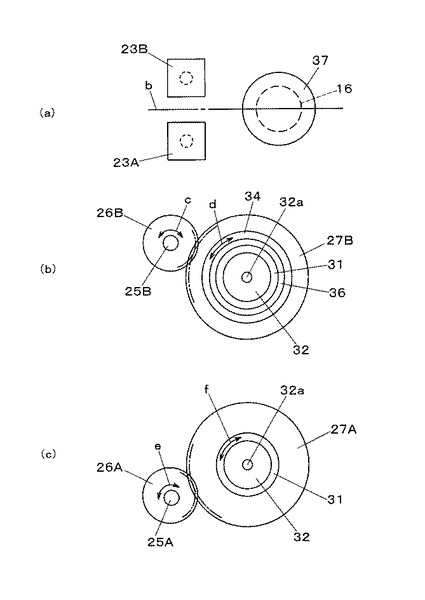
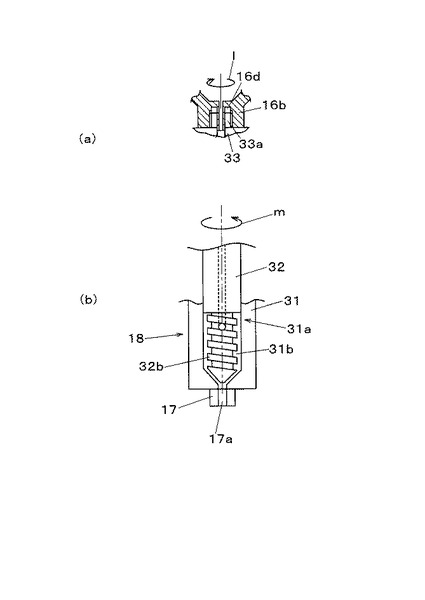
次に図7を参照して、装着雌ねじ部16dに装着雄ねじ部33aを螺合締結する際の回転方向と、回転部材32のペースト吐出時の回転方向との関係について説明する。図7(a)に示すように、シリンジ装着板33にシリンジ16を装着するためには、装着部16bを時計回り方向(矢印l)に回転させる。そして吐出口17aからペーストを吐出するには、回転部材32を反時計回り方向(矢印m)に回転させる。すなわち本実施の形態においては、回転部材32のペースト吐出時の回転方向が、シリンジ16を回転部材32に装着するためのねじ締結部による締結時の回転方向と逆方向に設定されている。
【0029】
これにより、シリンジ16の中間位置を回転支持部28によって回転自在に軸支する構成において、シリンジ16の装着姿勢の傾きなど何らかの理由によって回転支持部28がシリンジ16の回転を円滑に軸支できないいわゆるカジリ現象が発生したような場合にあっても、シリンジ16を回転部材32に装着するためのねじ締結部の緩みが発生しない。すなわちこのような場合には、シリンジ16の回転が阻害された状態で回転部材32のみが回転駆動されるが、この回転部材32の回転(矢印m)は、ネジ締結部においては装着部16bを締結方向(矢印l)に相対回転させるように作用する。
【0030】
そして前述のように、シリンジ16のシリンジ装着板33への装着状態において、装着雌ねじ部16dの下面16fはシリンジ装着板33の上面33cに当接して、螺合代の上限が規制されていることから、ねじ締結部の締結状態はこの状態で保たれる。したがって、シリンジ16の回転が阻害された状態にあっても、ねじ締結部の緩みに起因するペーストの漏れなどの不具合が発生しない。
【0031】
さらに上記構成において、制御部41によってモータ23A、23Bを制御することにより、シリンジ16を任意の回転動作パターンによって回転させることができる。すなわちポンプ機構18を機能させることなく、シリンジ16のみを回転させることが可能となっており、このシリンジ16の回転により、内部に貯留されたペースト7を、粘性によってシリンジ16の回転に伴って回転方向に流動させることができる。このペースト7の連れ廻りにおいてシリンジ16の回転動作のパターン、すなわち回転方向の反転や加減速を組み合わせることにより、ペースト7の塗布のための吐出に先立って、シリンジ16内のペースト7の粘度の調整を目的とする撹拌・混練り動作を、各種のパターンで行わせることが可能となっている。
【産業上の利用可能性】
【0032】
本発明のペースト塗布装置は、シリンジのネジ締結部の緩みを排除して、ペーストの漏れを防止することができるという効果を有し、ダイボンディング用のペースト塗布など、電子機器製造分野における接合用のペースト塗布分野に有用である。
【符号の説明】
【0033】
3 半導体チップ
6 リードフレーム
6a 塗布エリア
7 ペースト
9 ペースト塗布部
10 移動テーブル
15 ペースト塗布ユニット
16 シリンジ
16d 装着雌ねじ部
16e ペースト送給口
17 塗布ノズル
17a 吐出口
18 ポンプ機構
19 チューブ
23A,23B モータ
26A,26B 駆動ギア
27A,27B 従動ギア
28 回転支持部
31 ケーシング部
31b 吐出空間
32 回転部材
32a 内部孔
32b 吐出ネジ部
32c ペースト導出孔
33 シリンジ装着板
33a 装着雄ねじ部
39 回転継手
【技術分野】
【0001】
本発明は、シリンジ内に貯留されたペーストを吐出させて塗布対象物に塗布するペースト塗布装置に関するものである。
【背景技術】
【0002】
半導体装置製造のダイボンディング工程では、リードフレームなどの基板に半導体チップを接着するためのペーストが塗布される。従来よりこのペースト塗布はディスペンサによってペーストを吐出することによって行われ、ディスペンサとして、シリンジ内に貯留されたペーストを空圧によって押し出し、ペースト吐出ネジによって吐出口から吐出させる構成のものが知られている(例えば特許文献1参照)。この特許文献に示す先行技術においては、ペーストを収容するシリンジをペースト吐出ネジを用いたポンプ機構の上方に直列にねじ締結によって結合し、空圧によってシリンジからポンプ機構にペーストを供給するようにしている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−136826号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら上述構成の先行技術には、シリンジをねじ締結によってポンプ機構に接続する構成に起因して、以下のような不都合が生じていた。すなわち、先行技術の構成では、シリンジはポンプ機構のペースト吐出ネジとともに回転するようになっており、中間位置において回転支持部によって回転自在に軸支されている。ところがこの回転支持部において、シリンジの装着姿勢の傾きなど何らかの理由によってシリンジの回転を円滑に軸支できないいわゆるカジリ現象が発生する場合がある。このような場合には、シリンジの回転が阻害された状態でポンプ機構のペースト吐出ネジのみが回転駆動されるため、シリンジを接続するネジ締結部に緩みが生じ、ペーストの漏れなどの不具合を生じる。
【0005】
そこで本発明は、シリンジのネジ締結部の緩みを排除して、ペーストの漏れを防止することができるペースト塗布装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明のペースト塗布装置は、シリンジ内に収容されたペーストを塗布対象物に塗布するペースト塗布装置であって、円筒形状の前記シリンジの軸線と同軸位置に軸線を合わせて配置され、前記シリンジの下端部に設けられたペースト送給口がねじ締結部を介して着脱自在に接続される回転部材と、前記回転部材を前記軸線廻りに回転自在に保持し、この回転部材の下部に設けられた吐出ネジ部が嵌合する吐出空間が形成され、前記吐出ネジ部を前記吐出空間内で前記軸線廻りに回転させることにより前記ペーストを圧送するためのポンプ機構を形成するケーシング部と、前記ケーシング部の端部に前記吐出空間と連通して設けられた吐出口と、前記回転部材を軸方向に貫通し、前記ペースト送給口と前記吐出ネジ部に開孔して設けられたペースト導出孔を連通させて形成され、前記シリンジから前記ポンプ機構にペーストを送給するためのペースト送給路と、前記シリンジの内部にこのシリンジの軸線廻りの回転を許容する状態で空圧を供給することにより、前記シリンジ内のペーストを前記ペースト送給路を介して前記ポンプ機構に送給する空圧供給手段と、前記回転部材を前記ケーシング部に対して所定方向に相対回転させることにより、前記ポンプ機構を作動させて前記送給されたペーストを前記吐出口から吐出させる吐出用回転駆動機構とを備え、前記回転部材のペースト吐出時の回転方向が、前記ねじ締結部による締結時の回転方向と逆方向に設定されている。
【発明の効果】
【0007】
本発明によれば、シリンジの下端部に設けられたペースト送給口がねじ締結部を介して着脱自在に接続される回転部材を軸線廻りに回転自在に保持し、この回転部材の下部に設けられた吐出ネジ部が嵌合する吐出空間が形成され、吐出ネジ部を吐出空間内で軸線廻りに回転させることによりペーストを圧送するためのポンプ機構を形成するケーシング部と、回転部材をケーシング部に対して所定方向に相対回転させることにより、ポンプ機構を作動させて送給されたペーストを吐出口から吐出させる吐出用回転駆動機構とを備えた構成において、回転部材のペースト吐出時の回転方向をねじ締結部による締結時の回転方向と逆方向に設定することにより、シリンジの回転時のネジ締結部の緩みを排除して、ペーストの漏れを防止することができる。
【図面の簡単な説明】
【0008】
【図1】本発明の一実施の形態のダイボンディング装置の斜視図
【図2】本発明の一実施の形態のペースト塗布装置の側面図
【図3】本発明の一実施の形態のペースト塗布装置の部分断面図
【図4】本発明の一実施の形態のペースト塗布装置のポンプ機構の説明図
【図5】本発明の一実施の形態のペースト塗布装置におけるペースト塗布動作の説明図
【図6】本発明の一実施の形態のペースト塗布装置におけるペースト塗布動作の説明図
【図7】本発明の一実施の形態のペースト塗布装置における回転部材のペースト吐出時の回転方向とねじ締結部による締結時の回転方向との関係を示す図
【発明を実施するための形態】
【0009】
まず図1を参照してダイボンディング装置の構造を説明する。図1においてチップ供給部1にはウェハシート2が保持テーブル(図示省略)によって保持されている。ウェハシート2には複数の半導体チップ3が格子配列で貼着されている。チップ供給部1の側方には搬送路5が配設されており、搬送路5はリードフレーム6を搬送しペースト塗布位置およびボンディング位置にリードフレーム6を位置決めする。チップ供給部1の上方にはボンディングヘッド4が配設されており、ボンディングヘッド4は、ヘッド移動機構(図示省略)により水平移動および上下動する。
【0010】
搬送路5の側方にはペースト塗布部9が配設されている。ペースト塗布部9は、移動テーブル10に、略円筒形状の容器であるシリンジ16内のペースト7を吐出して塗布する機能を有するペースト塗布ユニット15を装着して構成されている。移動テーブル10は、Y軸テーブル11上にX軸テーブル12を段積みし、さらにその上にL型ブラケット13を介してZ軸テーブル14を垂直方向に結合して構成されている。Y軸テーブル11、X軸テーブル12、Z軸テーブル14は、それぞれY軸モータ11a、X軸モータ12a、Z軸モータ14aを備えている。X軸モータ12a、Y軸モータ11aおよびZ軸モータ14aを駆動することによりペースト塗布ユニット15はリードフレーム6上で水平方向および上下方向に移動する。
【0011】
ペースト塗布ユニット15に装着されたシリンジ16の内部には、半導体チップ3をリードフレーム6に接着するペースト7が貯溜されている。シリンジ16内のペースト7はチューブ19から供給される空圧によって送給され、さらにペースト塗布ユニット15に備えられたポンプ機構18(図2参照)によってペースト7は下端部に設けられた塗布ノズル17から吐出される。リードフレーム6上面の半導体チップ3がボンディングされるチップボンディング部位は、ペーストが塗布される塗布エリア6aであり、塗布ノズル17の吐出口を塗布エリア6a内に位置させ、塗布ノズル17からペースト7を吐出させながらペースト塗布ユニット15を移動させることにより、リードフレーム6の表面のチップ搭載位置に設定された塗布エリア6a内には所定の塗布パターンでペースト7が塗布される。ペースト塗布後、リードフレーム6は搬送路5上をボンディング位置8に送られ、位置決めされる。そして塗布エリア6a内に塗布されたペースト7上に、ボンディングヘッド4のノズル4aによってチップ供給部1からピックアップされた半導体チップ3がボンディングされる。
【0012】
次に図2、図3、図4を参照して、ペースト塗布ユニット15の構造を説明する。図3(a)、(b)、(c)はそれぞれ図2におけるA−A断面、B−B断面およびC−C断面を示している。ペースト塗布ユニット15は、シリンジ16内に収容されたペースト7を塗布対象物であるリードフレーム6に塗布するペースト塗布装置となっている。図2において、垂直に配設されたZ軸テーブル14の側面には昇降部材20が装着されている、昇降部材20の上部および下部には、保持ブロック21およびモータブラケット22がY方向に延出して設けられている。モータブラケット22には、モータ23A、23Bが垂直姿勢で配設されており、モータ23A、23Bは、制御部41によって回転制御される。
【0013】
図3(a)に示すように、モータ23A、23Bは、シリンジ16の中心線(矢印b)に関して対称位置に配置されている。カップリング24を介してモータ23A、23Bにそれぞれ連結された駆動シャフト25A、25Bの下端部には、駆動ギア26A、26Bが結合されている。駆動ギア26A、26Bは、それぞれ従動ギア27A、27Bと噛合している。
【0014】
保持ブロック21には、略円筒形状のケーシング部31がベアリング30を介して垂直姿勢で軸支されている。ケーシング部31の内部には垂直な軸線AZに沿って嵌合孔31aが形成されており、ケーシング部31の下端部には、ペースト吐出のための吐出口17a(図4(b)参照)が形成された塗布ノズル17が突出して設けられている。嵌合孔31aには、中心軸に沿って内部孔32aが形成された回転部材32が嵌合しており、回転部材32はケーシング部31に嵌着されたベアリング35を介して垂直姿勢で軸支されて、ケーシング部31に対して回転自在となっている。
【0015】
回転部材32の上端部には円板形状のシリンジ装着板33が結合されており、シリンジ装着板33にはシリンジ16の下端部に設けられた装着部16bが着脱自在に装着される。シリンジ16は、保持ブロック21によって位置保持された回転支持部28によって、その中間位置を回転自在に軸支されている(図1も参照)。シリンジ装着板33の上面には、外周に雄ねじが形成された装着雄ねじ部33aが上方に突出して設けられており、装着部16bには装着雄ねじ部33aと螺合する雌ねじが形成された装着雌ねじ部16dが設けられている。これらのねじ部は、時計回り方向の回転によって締結される右ねじ形式で設けられている。装着雌ねじ部16dを装着雄ねじ部33aに螺合させて締結したシリンジ装着状態では、シリンジ16は垂直な軸線AZを回転部材32の軸線AZと一致させた同軸位置にある。
【0016】
このシリンジ装着状態において、装着雌ねじ部16d内に下方に突出して設けられたペースト送給突部16cは、シリンジ装着板33を貫通して設けられた嵌合孔33b内に嵌合する。ペースト送給突部16cにはシリンジ16内部と連通するペースト送給口16eが設けられており、シリンジ16の内部はペースト送給口16eを介して内部孔32aと連通する。上記構成において、回転部材32は、略円筒形状のシリンジ16の軸線AZと同軸位置に軸線を合わせて配置され、シリンジ16の下端部に設けられたペースト送給口16eが着脱自在に接続されるようになっている。そしてケーシング部31は、回転部材32をベアリング35を介して軸線AZ廻りに回転自在に保持する。
【0017】
装着雌ねじ部16dおよび装着雄ねじ部33aは、シリンジ16の下端部に設けられたペースト送給口16eを回転部材32に着脱自在に接続するネジ締結部を構成する。図2の部分拡大図に示すように、シリンジ16のシリンジ装着板33への装着状態において、装着雌ねじ部16dの下面16fはシリンジ装着板33の上面33cに当接している。このため、装着雌ねじ部16dに装着雄ねじ部33aを螺合させる螺合代をこの状態よりも大きくすることができない。すなわち、装着雌ねじ部16dの下面16fおよびシリンジ装着板33の上面33cは、装着雌ねじ部16dおよび装着雄ねじ部33aより成るねじ締結部における螺合代の上限を規制する螺合規制手段となっている。
【0018】
シリンジ16の上端部には側方に延出したフランジ部16aが設けられており、フランジ部16aにはシリンジ16の上面の開口を閉塞するための蓋部材37が装着されている。蓋部材37に設けられたエア供給孔37aには、回転継手39を介してチューブ19(図1も参照)が接続されており、さらにチューブ19はエア供給源38に接続されている。エア供給源38を作動させることにより、チューブ19、エア供給孔37aを介してシリンジ16の内部に空圧が供給される。空圧の供給は、空圧制御弁を制御部41によって制御する形態の空圧制御部(図示省略)によってオン・オフおよび強弱が制御される。
【0019】
シリンジ16の内部にはピストン40が装着されており、供給された空圧によってピストン40には下方に押し下げる力(矢印a)が作用する。この押し下げ力によって、シリンジ16内に貯留されたペースト7は下方に押し下げられ、ペースト送給口16eを介して回転部材32の内部孔32a内に送給される。エア供給源38、チューブ19は、シリンジ16の内部にこのシリンジ16の軸線AZ廻りの回転を許容する状態で空圧を供給することにより、シリンジ16内のペースト7をペースト送給路である内部孔32aを介してポンプ機構18に送給する空圧供給手段を構成する。
【0020】
シリンジ装着板33は結合部材34を介して従動ギア27Bに結合されている。従動ギア27Bはベアリング36を介してケーシング部31の外周に嵌着されて、ケーシング部31に対して回転自在に軸支されている。図3(b)に示すように、従動ギア27Bは駆動ギア26Bと噛合しており、モータ23Bを駆動して、駆動シャフト25Bを介して駆動ギア26Bを回転(矢印c)させることにより従動ギア27Bが回転し、この回転は結合部材34、シリンジ装着板33を介して、回転部材32に伝達される(矢印d)。そして回転部材32が回転することにより、以下に説明するポンプ機構18によってペースト7が吐出される。ケーシング部31の外周には、従動ギア27Aが結合されている。従動ギア27Aは駆動ギア26Aと噛合しており、モータ23Aを駆動して、駆動シャフト25Aを介して駆動ギア26Aを回転(矢印e)させることにより従動ギア27Aが回転し、これによりケーシング部31が回転する(矢印f)。
【0021】
図4を参照して、ポンプ機構18について説明する。図4(a)に示すように、回転部材32の下部には、ペースト7を軸方向下方に移送するスクリュー溝が形成された吐出ネジ部32bが設けられており、吐出ネジ部32bは嵌合孔31aの下部の吐出空間31bに嵌合する。吐出ネジ部32bには内部孔32aの下端部と連通したペースト導出孔32cが開孔している。したがって、シリンジ16から内部孔32aを介して送られたペースト7は、吐出空間31b内に送給される。
【0022】
モータ23Bを駆動して回転部材32を回転させ、吐出ネジ部32bを吐出空間31b内でペースト送り方向(図4に示す矢印h方向)に回転させることにより、ペースト導出孔32cから吐出空間31b内に送給されたペースト7は、吐出ネジ部32bの回転により軸方向下方に圧送される。ここでは、吐出ネジ部32bは反時計回り方向の回転によって吐出が行われる左ネジ形式で設けられている。吐出空間31bが設けられたケーシング部31および吐出ネジ部32bが設けられた回転部材32は、吐出ネジ部32bを吐出空間31b内で軸線AZ廻りに回転させることによりペースト7を圧送するポンプ機構18を形成する。
【0023】
ポンプ機構18によって圧送されたペースト7は、吐出口17aから吐出される。吐出口17aは、ケーシング部31の端部に吐出空間31bと連通して設けられている。上記構成において、内部孔32aは、回転部材32を軸方向に貫通し、ペースト送給口16eと吐出ネジ部32bに開孔して設けられたペースト導出孔32cを連通させて形成され、シリンジ16からポンプ機構18にペーストを送給するためのペースト送給路となっている。そしてモータ23B、駆動ギア26B、従動ギア27Bは、回転部材32をケーシング部31に対して所定方向に相対回転させることにより、ポンプ機構18を作動させて送給されたペースト7を吐出口17aから吐出させる吐出用回転駆動機構を構成する。
【0024】
図4(b)のD矢視に示すように、塗布ノズル17には複数(ここでは2つ)の吐出口17aが設けられており、これにより、塗布ノズル17からペースト7を吐出させてリードフレーム6の塗布エリア6aに塗布するペースト塗布動作において、複数の塗布点に同時にペースト7を塗布することが可能となっている。塗布ノズル17には、複数の吐出口17aの配列における方向基準線(矢印g)が設定されており、ここでは2つの吐出口17aを結ぶ方向が方向基準線と合致している。ペースト塗布動作においては、リードフレーム6の塗布エリア6aにおける所定の方向にこの方向基準線を合わせる方向合わせ動作を行う。
【0025】
すなわち制御部41によってモータ23Aを制御して、図5(a)に示すように、ケーシング部31を回転駆動(矢印i)することにより、吐出口17aの方向基準線を塗布対象の塗布エリア6aにおける塗布方向に合わせる。図5(b)、(c)は、図4(b)に示す方向基準線(矢印g)を塗布エリア6aにおける塗布方向に合わせて、吐出口17aからペースト7を吐出させて塗布エリア6aに塗布した例を示している。上記構成において、モータ23A、駆動ギア26A、従動ギア27Aは、軸線AZ廻りに回転自在に設けられたケーシング部31を回転させることにより、複数の吐出口17aの配列における方向基準線を所望の回転位置に位置決めするケーシング部回転駆動機構を構成する。
【0026】
なおモータ23Aを駆動してケーシング部31を回転させる際には、制御部41によってモータ23A、23Bを制御することにより、モータ23A、23Bを同時に駆動して、回転部材32をケーシング部31と同期して回転させ(矢印j)、回転部材32がケーシング部31に対して相対回転しないようにする。これにより、ケーシング部31の回転動作においてペースト7が不必要に吐出されることを防止することができる。
【0027】
前述のペースト塗布動作においてポンプ機構18を作動させる際や、吐出口17aの方向合わせのためのケーシング部回転動作においては、シリンジ16も一体に回転する(図6に示す矢印k参照)。このとき図6に示すように、シリンジ16内に空圧を供給するチューブ19は回転継手39を介して接続されていることから、シリンジ16の回転時においてもチューブ19は固定状態にある。したがってシリンジを吐出ユニットと並列に配置していた従来技術において発生していたチューブの屈曲の問題が生じない。すなわちチューブ19にはシリンジ16の回転に伴う屈曲が作用せず、従ってチューブ19の材質が劣化することがなく、この劣化により、予期しないタイミングにてチューブが破損してペーストの漏洩など、装置停止を必要とする不具合が生じることがない。またポンプ機構18とシリンジ16とを同軸に配置していることから、ペースト塗布装置の専有スペースを減少させることが可能となっている。
【0028】
次に図7を参照して、装着雌ねじ部16dに装着雄ねじ部33aを螺合締結する際の回転方向と、回転部材32のペースト吐出時の回転方向との関係について説明する。図7(a)に示すように、シリンジ装着板33にシリンジ16を装着するためには、装着部16bを時計回り方向(矢印l)に回転させる。そして吐出口17aからペーストを吐出するには、回転部材32を反時計回り方向(矢印m)に回転させる。すなわち本実施の形態においては、回転部材32のペースト吐出時の回転方向が、シリンジ16を回転部材32に装着するためのねじ締結部による締結時の回転方向と逆方向に設定されている。
【0029】
これにより、シリンジ16の中間位置を回転支持部28によって回転自在に軸支する構成において、シリンジ16の装着姿勢の傾きなど何らかの理由によって回転支持部28がシリンジ16の回転を円滑に軸支できないいわゆるカジリ現象が発生したような場合にあっても、シリンジ16を回転部材32に装着するためのねじ締結部の緩みが発生しない。すなわちこのような場合には、シリンジ16の回転が阻害された状態で回転部材32のみが回転駆動されるが、この回転部材32の回転(矢印m)は、ネジ締結部においては装着部16bを締結方向(矢印l)に相対回転させるように作用する。
【0030】
そして前述のように、シリンジ16のシリンジ装着板33への装着状態において、装着雌ねじ部16dの下面16fはシリンジ装着板33の上面33cに当接して、螺合代の上限が規制されていることから、ねじ締結部の締結状態はこの状態で保たれる。したがって、シリンジ16の回転が阻害された状態にあっても、ねじ締結部の緩みに起因するペーストの漏れなどの不具合が発生しない。
【0031】
さらに上記構成において、制御部41によってモータ23A、23Bを制御することにより、シリンジ16を任意の回転動作パターンによって回転させることができる。すなわちポンプ機構18を機能させることなく、シリンジ16のみを回転させることが可能となっており、このシリンジ16の回転により、内部に貯留されたペースト7を、粘性によってシリンジ16の回転に伴って回転方向に流動させることができる。このペースト7の連れ廻りにおいてシリンジ16の回転動作のパターン、すなわち回転方向の反転や加減速を組み合わせることにより、ペースト7の塗布のための吐出に先立って、シリンジ16内のペースト7の粘度の調整を目的とする撹拌・混練り動作を、各種のパターンで行わせることが可能となっている。
【産業上の利用可能性】
【0032】
本発明のペースト塗布装置は、シリンジのネジ締結部の緩みを排除して、ペーストの漏れを防止することができるという効果を有し、ダイボンディング用のペースト塗布など、電子機器製造分野における接合用のペースト塗布分野に有用である。
【符号の説明】
【0033】
3 半導体チップ
6 リードフレーム
6a 塗布エリア
7 ペースト
9 ペースト塗布部
10 移動テーブル
15 ペースト塗布ユニット
16 シリンジ
16d 装着雌ねじ部
16e ペースト送給口
17 塗布ノズル
17a 吐出口
18 ポンプ機構
19 チューブ
23A,23B モータ
26A,26B 駆動ギア
27A,27B 従動ギア
28 回転支持部
31 ケーシング部
31b 吐出空間
32 回転部材
32a 内部孔
32b 吐出ネジ部
32c ペースト導出孔
33 シリンジ装着板
33a 装着雄ねじ部
39 回転継手
【特許請求の範囲】
【請求項1】
シリンジ内に収容されたペーストを塗布対象物に塗布するペースト塗布装置であって、
円筒形状の前記シリンジの軸線と同軸位置に軸線を合わせて配置され、前記シリンジの下端部に設けられたペースト送給口がねじ締結部を介して着脱自在に接続される回転部材と、
前記回転部材を前記軸線廻りに回転自在に保持し、この回転部材の下部に設けられた吐出ネジ部が嵌合する吐出空間が形成され、前記吐出ネジ部を前記吐出空間内で前記軸線廻りに回転させることにより前記ペーストを圧送するためのポンプ機構を形成するケーシング部と、前記ケーシング部の端部に前記吐出空間と連通して設けられた吐出口と、
前記回転部材を軸方向に貫通し、前記ペースト送給口と前記吐出ネジ部に開孔して設けられたペースト導出孔を連通させて形成され、前記シリンジから前記ポンプ機構にペーストを送給するためのペースト送給路と、
前記シリンジの内部にこのシリンジの軸線廻りの回転を許容する状態で空圧を供給することにより、前記シリンジ内のペーストを前記ペースト送給路を介して前記ポンプ機構に送給する空圧供給手段と、
前記回転部材を前記ケーシング部に対して所定方向に相対回転させることにより、前記ポンプ機構を作動させて前記送給されたペーストを前記吐出口から吐出させる吐出用回転駆動機構とを備え、
前記回転部材のペースト吐出時の回転方向が、前記ねじ締結部による締結時の回転方向と逆方向に設定されていることを特徴とするペースト塗布装置。
【請求項2】
前記ねじ締結部における螺合代の上限を規制する螺合規制手段を備えたことを特徴とする請求項1記載のペースト塗布装置。
【請求項1】
シリンジ内に収容されたペーストを塗布対象物に塗布するペースト塗布装置であって、
円筒形状の前記シリンジの軸線と同軸位置に軸線を合わせて配置され、前記シリンジの下端部に設けられたペースト送給口がねじ締結部を介して着脱自在に接続される回転部材と、
前記回転部材を前記軸線廻りに回転自在に保持し、この回転部材の下部に設けられた吐出ネジ部が嵌合する吐出空間が形成され、前記吐出ネジ部を前記吐出空間内で前記軸線廻りに回転させることにより前記ペーストを圧送するためのポンプ機構を形成するケーシング部と、前記ケーシング部の端部に前記吐出空間と連通して設けられた吐出口と、
前記回転部材を軸方向に貫通し、前記ペースト送給口と前記吐出ネジ部に開孔して設けられたペースト導出孔を連通させて形成され、前記シリンジから前記ポンプ機構にペーストを送給するためのペースト送給路と、
前記シリンジの内部にこのシリンジの軸線廻りの回転を許容する状態で空圧を供給することにより、前記シリンジ内のペーストを前記ペースト送給路を介して前記ポンプ機構に送給する空圧供給手段と、
前記回転部材を前記ケーシング部に対して所定方向に相対回転させることにより、前記ポンプ機構を作動させて前記送給されたペーストを前記吐出口から吐出させる吐出用回転駆動機構とを備え、
前記回転部材のペースト吐出時の回転方向が、前記ねじ締結部による締結時の回転方向と逆方向に設定されていることを特徴とするペースト塗布装置。
【請求項2】
前記ねじ締結部における螺合代の上限を規制する螺合規制手段を備えたことを特徴とする請求項1記載のペースト塗布装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−55096(P2013−55096A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−190313(P2011−190313)
【出願日】平成23年9月1日(2011.9.1)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月1日(2011.9.1)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]