
ペーパーロールの搬送方法及びこれを用いたペーパーロールの検査設備
【課題】ペーパーロールの姿勢変更を行うことなく、安定した状態でペーパーロールを搬送可能にする。また、ペーパーロールの外形検査精度を向上させる。
【解決手段】上面に断面略V字状の溝部12を有するトップチェーンコンベヤを用い、トイレットペーパーロールTを、溝部12に嵌めて搬送するようにする。また、その搬送過程で光電センサを用いてロール幅の検査を行うようにする。
【解決手段】上面に断面略V字状の溝部12を有するトップチェーンコンベヤを用い、トイレットペーパーロールTを、溝部12に嵌めて搬送するようにする。また、その搬送過程で光電センサを用いてロール幅の検査を行うようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ペーパーロールの搬送方法およびこれを用いたペーパーロールの検査設備に関するものである。
【背景技術】
【0002】
トイレットペーパーロール、キッチンペーパーロール等のペーパーロールを製造する際、品質検査の1つにロール幅(又はロール高)の検査がある。この検査は、例えばログソーにおいて所定の製品幅で切り出された個々のペーパーロールを、コンベヤを用いて包装機まで搬送する間に行っている。
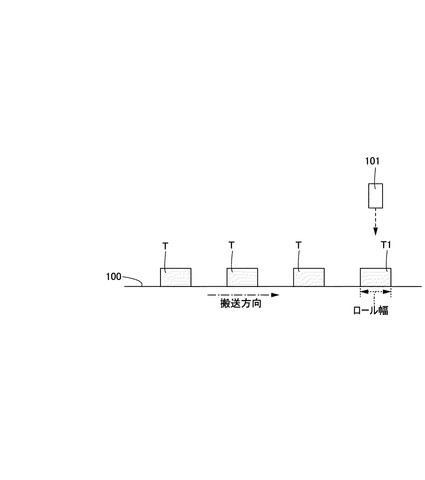
具体的には、図1に示すように、ログソーで切り出された個々のペーパーロールT1を、その軸心が搬送方向に沿う横向姿勢となるように外周面を下にして、ベルトコンベヤの搬送平面上に載置し搬送する。そして、検査に際しては、ベルトコンベヤの搬送ラインにおける所定位置で、ペーパーロールT1の側方や上方から光電センサやCCDカメラ等の外形検出手段101によってロール幅を検出し、仕様寸法内にないものを不良品としていた。
【特許文献1】特開2003−322510号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、この従来の方法においては、検査対象となるペーパーロールT1が、その外周面を搬送平面100に載せただけの不安定な状態(換言すれば横に倒した状態、あるいは寝た状態)にあることに起因し、ロール幅を誤検出し、良品を不良品として排出したり、不良品を良品として通過させたりしてしまう(つまり検査精度が低下する)という問題点があった。
また、従来は、このような不安定な搬送によるペーパーロールの落下を防止するために、コンベヤの両側に搬送方向に沿って延在するガイドバーを設けていたが、ペーパーロールがガイドバーに接触して傷付くことがあった。
他方、この問題点を解決するものとして、ペーパーロールの一方側の端面をコンベヤの搬送面上に載せた状態(起立状態)で搬送する方法(例えば、特許文献1参照)も提案されている。しかし、ログソーから切り出されたペーパーロールは横向姿勢であり、包装機で包装する際にも横向姿勢が要求されるため、検査に際して、ペーパーロールを起立させた後、再び横向姿勢に寝かせる必要があり、その分のラインスペースを必要とする、ライン速度が低下するという問題点があった。また、起立等の姿勢変更に失敗するおそれもあった。
そこで、本発明の主たる課題は、ペーパーロールの姿勢変更を行うことなく、安定した状態でペーパーロールを搬送可能にすることにある。また他の課題は、ペーパーロールの姿勢変更を行うことなく、安定した状態でペーパーロールを搬送可能にすることで、ペーパーロールの外形検査精度を向上させることにある。
【課題を解決するための手段】
【0004】
上記課題を解決した本発明は、次のとおりである。
<請求項1記載の発明>
所定の搬送方向に移動する搬送物載置部を備えたコンベヤを用い、ペーパーロールを、その軸心が搬送方向に沿う横向姿勢で前記搬送物載置部上に載せて搬送する方法において、
前記コンベヤの搬送物載置部は、前記搬送方向に沿って延在する一対の支持部を有しており、これら支持部は、前記搬送方向と直交する水平方向に前記ペーパーロールの直径よりも短い間隔で平行に配置されており、
前記コンベヤの搬送物載置部は、少なくとも、前記搬送方向と直交する断面において前記支持部の両方を通り且つ前記ペーパーロールの半径に等しい半径の円内に位置する部分が空間とされており、
前記ペーパーロールを、前記横向姿勢で、前記搬送物載置部における一対の支持部に跨るように載置して搬送を行う、
ことを特徴とするペーパーロールの搬送方法。
【0005】
(作用効果)
本項記載のように搬送を行うことによって、ペーパーロールの下端部が支持部間に嵌り、外周方向の回転による転がり移動が規制される。そして、この状態で支持部の移動によりペーパーロールが搬送される。よって、ペーパーロールの姿勢変更を行うことなく、安定した状態でペーパーロールを搬送することができるようになる。またそのため、ペーパーロールがガイドバーに接触することによる傷付きも防止できる。
【0006】
<請求項2記載の発明>
前記搬送物載置部は、搬送方向と直交する断面が略V字状をなす一対の傾斜平面を有しており、各傾斜平面における上下方向の所定箇所が前記支持部をなすように構成されている、請求項1記載のペーパーロールの搬送方法。
【0007】
(作用効果)
搬送物載置部が本項記載のように構成されていると、ペーパーロールが受け渡される際、ペーパーロールが傾斜平面に沿って転がることにより定位置に嵌るようになる。よって、この形態は、搬送ラインの一部に本発明の搬送方法を適用し、ベルトコンベヤ等の不安定な搬送装置から本発明の安定な搬送コンベヤに受け渡しを行う場合に好適な形態である。
【0008】
<請求項3記載の発明>
前記コンベヤは、前記搬送物載置部を有するチェーンユニットをエンドレスに連結してなるトップチェーンコンベヤである、請求項2記載のペーパーロールの搬送方法。
【0009】
(作用効果)
このようなトップチェーンコンベヤを用いることにより、従来のベルトコンベヤに起因する問題点、すなわち、ベルトの経年による伸びや劣化によりスリップが発生し、誤作動が生じたり、ベルトの摩耗粉による汚れが生じたりするのを防止できる。また、トップチェーンコンベヤは曲線部での乗継ぎベルトが必要なく、曲線部に連続的にレイアウトすることができる。さらに、ベルトコンベヤと比べて、搬送物載置部における紙粉の蓄積も抑制される。
【0010】
<請求項4記載の発明>
所定の搬送方向に移動される搬送物載置部を有し、この搬送物載置部上に、ペーパーロールをその軸心が搬送方向に沿う横向姿勢で載せて搬送するコンベヤと、
このコンベヤにより搬送される過程のペーパーロールの外形の形状不良を光学的に検出して判別する、光学的外形検出手段とを備えたペーパーロールの検査設備において、
前記コンベヤの搬送物載置部は、前記搬送方向に沿って延在する一対の支持部を有しており、これら支持部は、前記搬送方向と直交する水平方向に前記ペーパーロールの直径よりも短い間隔で平行に配置されており、
前記コンベヤの搬送物載置部は、少なくとも、前記搬送方向と直交する断面において前記支持部の両方を通り且つ前記ペーパーロールの半径に等しい半径の円内に位置する部分が空間とされており、
前記ペーパーロールは、前記横向姿勢で、前記搬送物載置部における一対の支持部に跨るように載置されるように構成されている、
ことを特徴とするペーパーロールの検査設備。
【0011】
(作用効果)
本項記載のように搬送を行うことによって、ペーパーロールの下端部が支持部間に嵌り、外周方向の回転による転がり移動が規制される。そして、この状態で支持部の移動によりペーパーロールが搬送される。よって、ペーパーロールの姿勢変更を行うことなく、安定した状態でペーパーロールを搬送することができ、ペーパーロールの外形検査精度が向上する等の利点がもたらされる。
【0012】
<請求項5記載の発明>
前記光学的外形検出手段は、前記コンベヤの搬送方向に沿って目標ロール幅に等しい間隔で配置された光電センサを備えており、各光電センサの検出結果に基づきペーパーロールのロール幅を検出するように構成されたものである、請求項4記載のペーパーロールの検査設備。
【0013】
(作用効果)
本発明はこのような外形検査に特に好適なものである。
【発明の効果】
【0014】
本発明の搬送方法によれば、ペーパーロールの姿勢変更を行うことなく、安定した状態でペーパーロールが搬送可能になる等の利点がもたらされる。また、本発明の検査設備によれば、ペーパーロールの外形検査精度が向上する等の利点がもたらされる。
【発明を実施するための最良の形態】
【0015】
以下、添付した図の例に沿って、本発明の実施の形態について、トイレットペーパーロールの検査設備を引いて説明する。
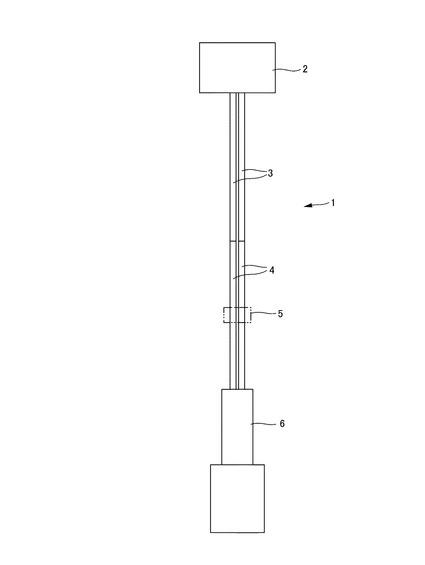
図2の例は、トイレットペーパーロールの製造ラインのうち、ログソー2から包装機6までの搬送ライン1を示している。ログソー(裁断機)2で切り出された個別のトイレットペーパーロールは、平坦な搬送面を有するベルトコンベヤ3により送出され、次いでこのベルトコンベヤ3から外形検査を行うトップチェーンコンベヤ4に受け渡される。トイレットペーパーロールは、トップチェーンコンベヤ4上を搬送される過程で、図3の例に示すように光学的外形検出手段5により外形検査がなされた後、包装機6に供給されて包装される。ベルトコンベヤ3及びトップチェーンコンベヤ4は2列設けられており、各列における搬送方向と直交する水平方向(以下、横方向という)の両側には落下防止用のガイドバー7が搬送方向に沿って延在されている。
【0016】
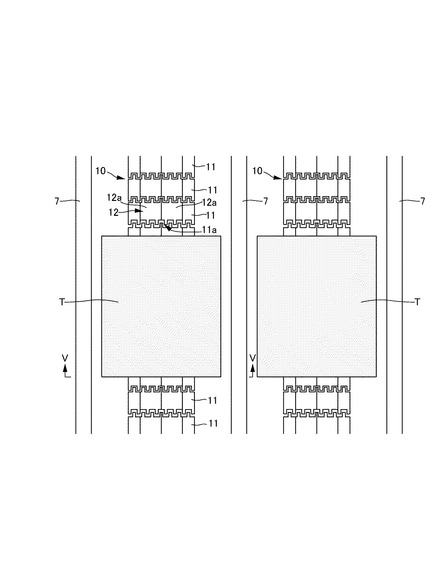
本実施形態のトップチェーンコンベヤ4は、搬送方向両端部に設けられた図示しないスプロケット間に、エンドレス状に連結されたトップチェーン10が巻きかけられたものであり、いずれか一方のスプロケットを電動モータ等の回転駆動源により駆動することで、トップチェーン10が搬送方向に移動するように構成されているものである。トップチェーン10は、図4の例に示すように、多数のチェーンユニット11が連結されて構成されており、各チェーンユニット11は上面が搬送物載置部とされており、前後端部における中央に形成された連結部11aにおいて、搬送方向と直交する水平方向を軸心として回動可能なように、隣接するチェーンユニット11の連結部11aに対して図示しないピンにより連結されている。図示例では、搬送物載置部(トッププレート部)と連結部とが一体として形成されているが、チェーンに別体の搬送物載置部が取り付けられたものも用いることができる。また、チェーンユニット11の各部は、エンジニアリングプラスチック又はステンレス等の金属により形成することができる。
【0017】
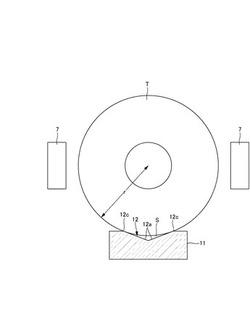
特徴的には図5の例に示すように、各チェーンユニット11の搬送物載置部には、断面V字状の溝部12が搬送方向に沿って両端にわたるように形成されており、溝部12の内面は、上下方向に関して線対称をなす一対の傾斜平面12aで構成されている。
【0018】
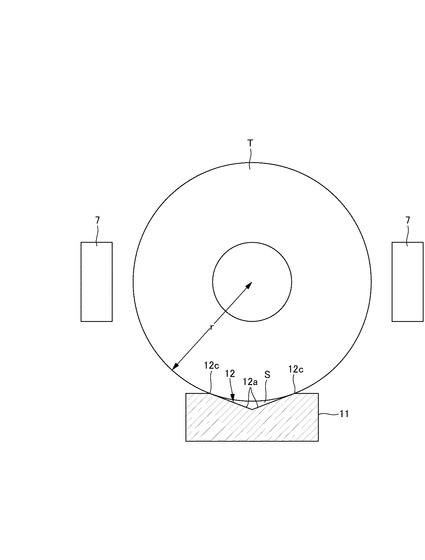
かくして構成されたトップチェーン10の搬送物載置部上に、トイレットペーパーロールTをその軸心が搬送方向に沿う横向姿勢で載せると、図5の例に示すように、トイレットペーパーロールTの下端部外周面が両傾斜平面12a間に跨って嵌り、両傾斜平面12aの接触部分12cにより支持される。これら接触部分12cは本発明の支持部に相当し、トイレットペーパーロールTの直径よりも短い横方向間隔で平行に、それぞれ搬送方向に沿って直線状に延在するものである。また、トイレットペーパーロールTにおける両接触部分12cより下側には、溝部12の内面との間に空間Sが形成されている。両接触部12cのみによる支持を可能にするため、この空間Sは、少なくとも、搬送方向と直交する断面において両接触部分(支持部)12cを通り且つトイレットペーパーロールTの半径rに等しい半径の円内に位置する部分(換言すればトイレットペーパーロールが収まる部分)を占めている必要がある。
【0019】
このように、トイレットペーパーロールTの下端部外周面が両傾斜平面12a間に跨って嵌ると、トイレットペーパーロールTは、外周方向の回転による転がり移動が規制され、安定した状態でトップチェーン10の移動に伴い搬送される。よって、トイレットペーパーロールTの姿勢変更を行うことなく、安定した状態でトイレットペーパーロールを搬送することができるようになる。またそのため、トイレットペーパーロールがガイドバー7に接触することによる傷付きも防止できる。
【0020】
しかも、本実施形態のように、両支持部12cが、断面略V字状をなす一対の傾斜平面12a上の一部として構成されていると、ペーパーロールTが受け渡される際、ペーパーロールTが傾斜平面12aに沿って転がることにより定位置に嵌るようになるため、安定した受け渡しが可能となる。
【0021】
他方、トップチェーンコンベヤ10により搬送されるトイレットペーパーロールTは、その搬送過程で光学的外形検出手段5により外形検査がなされる。検査の種類は特に限定されないが、例えばロール幅の検査を行うことができる。
【0022】
「ロール幅(又はロール高さ)」とは、巻き取られたシートの幅方向と一致する方向に関するペーパーロールの長さをいう。ロール高さ(又はロール幅)とシート幅とは必ずしも完全に一致するものではない。これらが完全に一致するのであれば、シートの巻き取りがシート幅方向に関して全くずれることなく行われているということになる。これらの不一致があれば、シートの巻き取りがシート幅方向に関してずれて行われているということになる(シート幅の方が短くなっている)。
【0023】
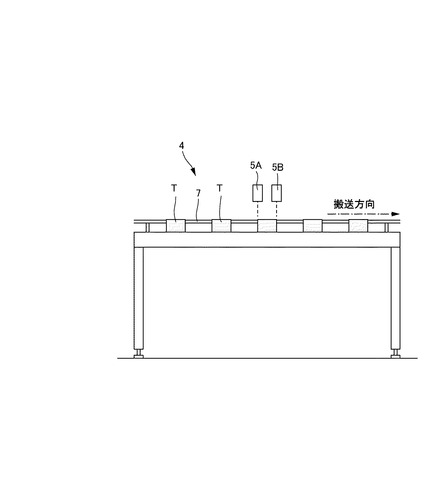
本実施形態では、かかるロール幅の検査のために、トップチェーンコンベヤ10の搬送方向に沿って目標ロール幅に等しい間隔で配置された上流側光電センサ5A及び下流側光電センサ5Bを備えている。図示例では、各光電センサ5A,5Bがコンベヤ10の上方に下向きに設置されているが、コンベヤ10の側方に設置することもできる。
【0024】
光電センサ5A,5Bとしては、公知のものを用いることができ、例えば、対向する投光・受光器間の光軸を検出物体がさえぎることで検出する透過型、センサから出て反射板から戻ってくる光を検出物体がさえぎることで検出する回帰反射型、検出物体に光を照射し、検出物体からの反射光を受光して検出する拡散反射型、検出物体に光をスポット照射し、検出物体からの反射光を受光して検出する狭視界反射型等のセンサを用いることができる。
【0025】
また、ロール幅の検査のために、下流側光電センサ5Bのペーパーロール検出開始時と上流側光電センサ5Aの検出終了時との時間差を計測し、その時間差(sec)が所定の範囲内か否かを判断する計測演算手段(図示せず)も備えている。すなわち、検出対象のトイレットペーパーロールTのロール幅が目標ロール幅に等しい場合、検出される時間差はほぼゼロであり、目標ロール幅よりも短い又は長い場合には、それに比例した時間差が検出される。よって、時間差が所定の範囲内にあるか否かを判断することにより、ロール幅を検査することができる。この計測演算手段は、光電センサ5A,5Bの検出出力を受信するように接続されたコンピュータにより構成することができる。なお、上記「時間差が所定の範囲」については、使用者が検査対象となるペーパーロールの種類等に合わせて、例えばコンピュータ等に任意に設定、入力することができ、また、これを基にコンピュータが「時間差が範囲内であるか否か」を判断することができる。
【0026】
そして、本発明では、これら光電センサ5A,5Bによる検出に際して、トイレットペーパーロールTはトップチェーン10の溝部12内に嵌っており、横向姿勢に安定保持されるため、誤検出が発生し難くなるという利点がある。
【0027】
(その他)
本発明は、以上の実施形態の例に限定されるものではなく、その細部において適宜に変更することができる。例えば:
1)溝部12の断面形状は、ペーパーロールを安定状態で搬送できるのであれば特に限定されるものではなく、したがって、略V字状に限られず、例えば、図示していないが略U字状等とすることもできる。なお、例えば略U字状とした場合、溝部12の両側の開口縁が支持部となる。
2)上記例では一対の傾斜平面12a間にロールTが嵌るように構成しているが、一対の平行な棒材間にロールが嵌るように構成しても良い。
3)トップチェーンコンベヤ10に代えて、ベルト横断面がV形又U形のトラフ形ベルトコンベヤを用いても良い。
【産業上の利用可能性】
【0028】
本発明は、帯状のペーパーが円筒状に多層巻きされてロール状とされたものを対象とするものである。対象となるペーパーロールは、その種類が特に限定されるものではなく、また、紙管(芯)を有するもの(紙管にシートが円筒状に多層巻されたペーパーロール)、有しないもの(シートが円筒状に多層巻された内空部分を有するペーパーロール)、いずれをも対象とすることができる。本発明は、特にトイレットペーパーロール、キッチンペーパーロール、ロール状ペーパータオル等に好適である。
【図面の簡単な説明】
【0029】
【図1】従来の検査方法を説明するための図である。
【図2】トイレットペーパーロールの製造ラインの一部を概略的に示す平面図である。
【図3】トップチェーンコンベヤ部分を概略的に示す正面図である。
【図4】トップチェーンコンベヤにおける搬送状態を概略的に示す要部拡大平面図である。
【図5】図4のV−V断面図である。
【符号の説明】
【0030】
1…搬送ライン、2…ログソー、3…ベルトコンベヤ、4…トップチェーンコンベヤ、5…外形検出手段、6…包装機、7…ガイドバー、12…溝部、T…ペーパーロール。
【技術分野】
【0001】
本発明は、ペーパーロールの搬送方法およびこれを用いたペーパーロールの検査設備に関するものである。
【背景技術】
【0002】
トイレットペーパーロール、キッチンペーパーロール等のペーパーロールを製造する際、品質検査の1つにロール幅(又はロール高)の検査がある。この検査は、例えばログソーにおいて所定の製品幅で切り出された個々のペーパーロールを、コンベヤを用いて包装機まで搬送する間に行っている。
具体的には、図1に示すように、ログソーで切り出された個々のペーパーロールT1を、その軸心が搬送方向に沿う横向姿勢となるように外周面を下にして、ベルトコンベヤの搬送平面上に載置し搬送する。そして、検査に際しては、ベルトコンベヤの搬送ラインにおける所定位置で、ペーパーロールT1の側方や上方から光電センサやCCDカメラ等の外形検出手段101によってロール幅を検出し、仕様寸法内にないものを不良品としていた。
【特許文献1】特開2003−322510号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、この従来の方法においては、検査対象となるペーパーロールT1が、その外周面を搬送平面100に載せただけの不安定な状態(換言すれば横に倒した状態、あるいは寝た状態)にあることに起因し、ロール幅を誤検出し、良品を不良品として排出したり、不良品を良品として通過させたりしてしまう(つまり検査精度が低下する)という問題点があった。
また、従来は、このような不安定な搬送によるペーパーロールの落下を防止するために、コンベヤの両側に搬送方向に沿って延在するガイドバーを設けていたが、ペーパーロールがガイドバーに接触して傷付くことがあった。
他方、この問題点を解決するものとして、ペーパーロールの一方側の端面をコンベヤの搬送面上に載せた状態(起立状態)で搬送する方法(例えば、特許文献1参照)も提案されている。しかし、ログソーから切り出されたペーパーロールは横向姿勢であり、包装機で包装する際にも横向姿勢が要求されるため、検査に際して、ペーパーロールを起立させた後、再び横向姿勢に寝かせる必要があり、その分のラインスペースを必要とする、ライン速度が低下するという問題点があった。また、起立等の姿勢変更に失敗するおそれもあった。
そこで、本発明の主たる課題は、ペーパーロールの姿勢変更を行うことなく、安定した状態でペーパーロールを搬送可能にすることにある。また他の課題は、ペーパーロールの姿勢変更を行うことなく、安定した状態でペーパーロールを搬送可能にすることで、ペーパーロールの外形検査精度を向上させることにある。
【課題を解決するための手段】
【0004】
上記課題を解決した本発明は、次のとおりである。
<請求項1記載の発明>
所定の搬送方向に移動する搬送物載置部を備えたコンベヤを用い、ペーパーロールを、その軸心が搬送方向に沿う横向姿勢で前記搬送物載置部上に載せて搬送する方法において、
前記コンベヤの搬送物載置部は、前記搬送方向に沿って延在する一対の支持部を有しており、これら支持部は、前記搬送方向と直交する水平方向に前記ペーパーロールの直径よりも短い間隔で平行に配置されており、
前記コンベヤの搬送物載置部は、少なくとも、前記搬送方向と直交する断面において前記支持部の両方を通り且つ前記ペーパーロールの半径に等しい半径の円内に位置する部分が空間とされており、
前記ペーパーロールを、前記横向姿勢で、前記搬送物載置部における一対の支持部に跨るように載置して搬送を行う、
ことを特徴とするペーパーロールの搬送方法。
【0005】
(作用効果)
本項記載のように搬送を行うことによって、ペーパーロールの下端部が支持部間に嵌り、外周方向の回転による転がり移動が規制される。そして、この状態で支持部の移動によりペーパーロールが搬送される。よって、ペーパーロールの姿勢変更を行うことなく、安定した状態でペーパーロールを搬送することができるようになる。またそのため、ペーパーロールがガイドバーに接触することによる傷付きも防止できる。
【0006】
<請求項2記載の発明>
前記搬送物載置部は、搬送方向と直交する断面が略V字状をなす一対の傾斜平面を有しており、各傾斜平面における上下方向の所定箇所が前記支持部をなすように構成されている、請求項1記載のペーパーロールの搬送方法。
【0007】
(作用効果)
搬送物載置部が本項記載のように構成されていると、ペーパーロールが受け渡される際、ペーパーロールが傾斜平面に沿って転がることにより定位置に嵌るようになる。よって、この形態は、搬送ラインの一部に本発明の搬送方法を適用し、ベルトコンベヤ等の不安定な搬送装置から本発明の安定な搬送コンベヤに受け渡しを行う場合に好適な形態である。
【0008】
<請求項3記載の発明>
前記コンベヤは、前記搬送物載置部を有するチェーンユニットをエンドレスに連結してなるトップチェーンコンベヤである、請求項2記載のペーパーロールの搬送方法。
【0009】
(作用効果)
このようなトップチェーンコンベヤを用いることにより、従来のベルトコンベヤに起因する問題点、すなわち、ベルトの経年による伸びや劣化によりスリップが発生し、誤作動が生じたり、ベルトの摩耗粉による汚れが生じたりするのを防止できる。また、トップチェーンコンベヤは曲線部での乗継ぎベルトが必要なく、曲線部に連続的にレイアウトすることができる。さらに、ベルトコンベヤと比べて、搬送物載置部における紙粉の蓄積も抑制される。
【0010】
<請求項4記載の発明>
所定の搬送方向に移動される搬送物載置部を有し、この搬送物載置部上に、ペーパーロールをその軸心が搬送方向に沿う横向姿勢で載せて搬送するコンベヤと、
このコンベヤにより搬送される過程のペーパーロールの外形の形状不良を光学的に検出して判別する、光学的外形検出手段とを備えたペーパーロールの検査設備において、
前記コンベヤの搬送物載置部は、前記搬送方向に沿って延在する一対の支持部を有しており、これら支持部は、前記搬送方向と直交する水平方向に前記ペーパーロールの直径よりも短い間隔で平行に配置されており、
前記コンベヤの搬送物載置部は、少なくとも、前記搬送方向と直交する断面において前記支持部の両方を通り且つ前記ペーパーロールの半径に等しい半径の円内に位置する部分が空間とされており、
前記ペーパーロールは、前記横向姿勢で、前記搬送物載置部における一対の支持部に跨るように載置されるように構成されている、
ことを特徴とするペーパーロールの検査設備。
【0011】
(作用効果)
本項記載のように搬送を行うことによって、ペーパーロールの下端部が支持部間に嵌り、外周方向の回転による転がり移動が規制される。そして、この状態で支持部の移動によりペーパーロールが搬送される。よって、ペーパーロールの姿勢変更を行うことなく、安定した状態でペーパーロールを搬送することができ、ペーパーロールの外形検査精度が向上する等の利点がもたらされる。
【0012】
<請求項5記載の発明>
前記光学的外形検出手段は、前記コンベヤの搬送方向に沿って目標ロール幅に等しい間隔で配置された光電センサを備えており、各光電センサの検出結果に基づきペーパーロールのロール幅を検出するように構成されたものである、請求項4記載のペーパーロールの検査設備。
【0013】
(作用効果)
本発明はこのような外形検査に特に好適なものである。
【発明の効果】
【0014】
本発明の搬送方法によれば、ペーパーロールの姿勢変更を行うことなく、安定した状態でペーパーロールが搬送可能になる等の利点がもたらされる。また、本発明の検査設備によれば、ペーパーロールの外形検査精度が向上する等の利点がもたらされる。
【発明を実施するための最良の形態】
【0015】
以下、添付した図の例に沿って、本発明の実施の形態について、トイレットペーパーロールの検査設備を引いて説明する。
図2の例は、トイレットペーパーロールの製造ラインのうち、ログソー2から包装機6までの搬送ライン1を示している。ログソー(裁断機)2で切り出された個別のトイレットペーパーロールは、平坦な搬送面を有するベルトコンベヤ3により送出され、次いでこのベルトコンベヤ3から外形検査を行うトップチェーンコンベヤ4に受け渡される。トイレットペーパーロールは、トップチェーンコンベヤ4上を搬送される過程で、図3の例に示すように光学的外形検出手段5により外形検査がなされた後、包装機6に供給されて包装される。ベルトコンベヤ3及びトップチェーンコンベヤ4は2列設けられており、各列における搬送方向と直交する水平方向(以下、横方向という)の両側には落下防止用のガイドバー7が搬送方向に沿って延在されている。
【0016】
本実施形態のトップチェーンコンベヤ4は、搬送方向両端部に設けられた図示しないスプロケット間に、エンドレス状に連結されたトップチェーン10が巻きかけられたものであり、いずれか一方のスプロケットを電動モータ等の回転駆動源により駆動することで、トップチェーン10が搬送方向に移動するように構成されているものである。トップチェーン10は、図4の例に示すように、多数のチェーンユニット11が連結されて構成されており、各チェーンユニット11は上面が搬送物載置部とされており、前後端部における中央に形成された連結部11aにおいて、搬送方向と直交する水平方向を軸心として回動可能なように、隣接するチェーンユニット11の連結部11aに対して図示しないピンにより連結されている。図示例では、搬送物載置部(トッププレート部)と連結部とが一体として形成されているが、チェーンに別体の搬送物載置部が取り付けられたものも用いることができる。また、チェーンユニット11の各部は、エンジニアリングプラスチック又はステンレス等の金属により形成することができる。
【0017】
特徴的には図5の例に示すように、各チェーンユニット11の搬送物載置部には、断面V字状の溝部12が搬送方向に沿って両端にわたるように形成されており、溝部12の内面は、上下方向に関して線対称をなす一対の傾斜平面12aで構成されている。
【0018】
かくして構成されたトップチェーン10の搬送物載置部上に、トイレットペーパーロールTをその軸心が搬送方向に沿う横向姿勢で載せると、図5の例に示すように、トイレットペーパーロールTの下端部外周面が両傾斜平面12a間に跨って嵌り、両傾斜平面12aの接触部分12cにより支持される。これら接触部分12cは本発明の支持部に相当し、トイレットペーパーロールTの直径よりも短い横方向間隔で平行に、それぞれ搬送方向に沿って直線状に延在するものである。また、トイレットペーパーロールTにおける両接触部分12cより下側には、溝部12の内面との間に空間Sが形成されている。両接触部12cのみによる支持を可能にするため、この空間Sは、少なくとも、搬送方向と直交する断面において両接触部分(支持部)12cを通り且つトイレットペーパーロールTの半径rに等しい半径の円内に位置する部分(換言すればトイレットペーパーロールが収まる部分)を占めている必要がある。
【0019】
このように、トイレットペーパーロールTの下端部外周面が両傾斜平面12a間に跨って嵌ると、トイレットペーパーロールTは、外周方向の回転による転がり移動が規制され、安定した状態でトップチェーン10の移動に伴い搬送される。よって、トイレットペーパーロールTの姿勢変更を行うことなく、安定した状態でトイレットペーパーロールを搬送することができるようになる。またそのため、トイレットペーパーロールがガイドバー7に接触することによる傷付きも防止できる。
【0020】
しかも、本実施形態のように、両支持部12cが、断面略V字状をなす一対の傾斜平面12a上の一部として構成されていると、ペーパーロールTが受け渡される際、ペーパーロールTが傾斜平面12aに沿って転がることにより定位置に嵌るようになるため、安定した受け渡しが可能となる。
【0021】
他方、トップチェーンコンベヤ10により搬送されるトイレットペーパーロールTは、その搬送過程で光学的外形検出手段5により外形検査がなされる。検査の種類は特に限定されないが、例えばロール幅の検査を行うことができる。
【0022】
「ロール幅(又はロール高さ)」とは、巻き取られたシートの幅方向と一致する方向に関するペーパーロールの長さをいう。ロール高さ(又はロール幅)とシート幅とは必ずしも完全に一致するものではない。これらが完全に一致するのであれば、シートの巻き取りがシート幅方向に関して全くずれることなく行われているということになる。これらの不一致があれば、シートの巻き取りがシート幅方向に関してずれて行われているということになる(シート幅の方が短くなっている)。
【0023】
本実施形態では、かかるロール幅の検査のために、トップチェーンコンベヤ10の搬送方向に沿って目標ロール幅に等しい間隔で配置された上流側光電センサ5A及び下流側光電センサ5Bを備えている。図示例では、各光電センサ5A,5Bがコンベヤ10の上方に下向きに設置されているが、コンベヤ10の側方に設置することもできる。
【0024】
光電センサ5A,5Bとしては、公知のものを用いることができ、例えば、対向する投光・受光器間の光軸を検出物体がさえぎることで検出する透過型、センサから出て反射板から戻ってくる光を検出物体がさえぎることで検出する回帰反射型、検出物体に光を照射し、検出物体からの反射光を受光して検出する拡散反射型、検出物体に光をスポット照射し、検出物体からの反射光を受光して検出する狭視界反射型等のセンサを用いることができる。
【0025】
また、ロール幅の検査のために、下流側光電センサ5Bのペーパーロール検出開始時と上流側光電センサ5Aの検出終了時との時間差を計測し、その時間差(sec)が所定の範囲内か否かを判断する計測演算手段(図示せず)も備えている。すなわち、検出対象のトイレットペーパーロールTのロール幅が目標ロール幅に等しい場合、検出される時間差はほぼゼロであり、目標ロール幅よりも短い又は長い場合には、それに比例した時間差が検出される。よって、時間差が所定の範囲内にあるか否かを判断することにより、ロール幅を検査することができる。この計測演算手段は、光電センサ5A,5Bの検出出力を受信するように接続されたコンピュータにより構成することができる。なお、上記「時間差が所定の範囲」については、使用者が検査対象となるペーパーロールの種類等に合わせて、例えばコンピュータ等に任意に設定、入力することができ、また、これを基にコンピュータが「時間差が範囲内であるか否か」を判断することができる。
【0026】
そして、本発明では、これら光電センサ5A,5Bによる検出に際して、トイレットペーパーロールTはトップチェーン10の溝部12内に嵌っており、横向姿勢に安定保持されるため、誤検出が発生し難くなるという利点がある。
【0027】
(その他)
本発明は、以上の実施形態の例に限定されるものではなく、その細部において適宜に変更することができる。例えば:
1)溝部12の断面形状は、ペーパーロールを安定状態で搬送できるのであれば特に限定されるものではなく、したがって、略V字状に限られず、例えば、図示していないが略U字状等とすることもできる。なお、例えば略U字状とした場合、溝部12の両側の開口縁が支持部となる。
2)上記例では一対の傾斜平面12a間にロールTが嵌るように構成しているが、一対の平行な棒材間にロールが嵌るように構成しても良い。
3)トップチェーンコンベヤ10に代えて、ベルト横断面がV形又U形のトラフ形ベルトコンベヤを用いても良い。
【産業上の利用可能性】
【0028】
本発明は、帯状のペーパーが円筒状に多層巻きされてロール状とされたものを対象とするものである。対象となるペーパーロールは、その種類が特に限定されるものではなく、また、紙管(芯)を有するもの(紙管にシートが円筒状に多層巻されたペーパーロール)、有しないもの(シートが円筒状に多層巻された内空部分を有するペーパーロール)、いずれをも対象とすることができる。本発明は、特にトイレットペーパーロール、キッチンペーパーロール、ロール状ペーパータオル等に好適である。
【図面の簡単な説明】
【0029】
【図1】従来の検査方法を説明するための図である。
【図2】トイレットペーパーロールの製造ラインの一部を概略的に示す平面図である。
【図3】トップチェーンコンベヤ部分を概略的に示す正面図である。
【図4】トップチェーンコンベヤにおける搬送状態を概略的に示す要部拡大平面図である。
【図5】図4のV−V断面図である。
【符号の説明】
【0030】
1…搬送ライン、2…ログソー、3…ベルトコンベヤ、4…トップチェーンコンベヤ、5…外形検出手段、6…包装機、7…ガイドバー、12…溝部、T…ペーパーロール。
【特許請求の範囲】
【請求項1】
所定の搬送方向に移動する搬送物載置部を備えたコンベヤを用い、ペーパーロールを、その軸心が搬送方向に沿う横向姿勢で前記搬送物載置部上に載せて搬送する方法において、
前記コンベヤの搬送物載置部は、前記搬送方向に沿って延在する一対の支持部を有しており、これら支持部は、前記搬送方向と直交する水平方向に前記ペーパーロールの直径よりも短い間隔で平行に配置されており、
前記コンベヤの搬送物載置部は、少なくとも、前記搬送方向と直交する断面において前記支持部の両方を通り、且つ、前記ペーパーロールの半径に等しい半径の円内に位置する部分が空間とされており、
前記ペーパーロールを、前記横向姿勢で、前記搬送物載置部における一対の支持部に跨るように載置して搬送を行う、
ことを特徴とするペーパーロールの搬送方法。
【請求項2】
前記搬送物載置部は、搬送方向と直交する断面が略V字状をなす一対の傾斜平面を有しており、各傾斜平面における上下方向の所定箇所が前記支持部をなすように構成されている、請求項1記載のペーパーロールの搬送方法。
【請求項3】
前記コンベヤは、前記搬送物載置部を有するチェーンユニットをエンドレスに連結してなるトップチェーンコンベヤである、請求項2記載のペーパーロールの搬送方法。
【請求項4】
所定の搬送方向に移動される搬送物載置部を有し、この搬送物載置部上に、ペーパーロールをその軸心が搬送方向に沿う横向姿勢で載せて搬送するコンベヤと、
このコンベヤにより搬送される過程のペーパーロールの外形の形状不良を光学的に検出して判別する、光学的外形検出手段とを備えたペーパーロールの検査設備において、
前記コンベヤの搬送物載置部は、前記搬送方向に沿って延在する一対の支持部を有しており、これら支持部は、前記搬送方向と直交する水平方向に前記ペーパーロールの直径よりも短い間隔で平行に配置されており、
前記コンベヤの搬送物載置部は、少なくとも、前記搬送方向と直交する断面において前記支持部の両方を通り、且つ、前記ペーパーロールの半径に等しい半径の円内に位置する部分が空間とされており、
前記ペーパーロールは、前記横向姿勢で、前記搬送物載置部における一対の支持部に跨るように載置されるように構成されている、
ことを特徴とするペーパーロールの検査設備。
【請求項5】
前記光学的外形検出手段は、前記コンベヤの搬送方向に沿って目標ロール幅に等しい間隔で配置された光電センサを備えており、各光電センサの検出結果に基づきペーパーロールのロール幅を検出するように構成されたものである、請求項4記載のペーパーロールの検査設備。
【請求項1】
所定の搬送方向に移動する搬送物載置部を備えたコンベヤを用い、ペーパーロールを、その軸心が搬送方向に沿う横向姿勢で前記搬送物載置部上に載せて搬送する方法において、
前記コンベヤの搬送物載置部は、前記搬送方向に沿って延在する一対の支持部を有しており、これら支持部は、前記搬送方向と直交する水平方向に前記ペーパーロールの直径よりも短い間隔で平行に配置されており、
前記コンベヤの搬送物載置部は、少なくとも、前記搬送方向と直交する断面において前記支持部の両方を通り、且つ、前記ペーパーロールの半径に等しい半径の円内に位置する部分が空間とされており、
前記ペーパーロールを、前記横向姿勢で、前記搬送物載置部における一対の支持部に跨るように載置して搬送を行う、
ことを特徴とするペーパーロールの搬送方法。
【請求項2】
前記搬送物載置部は、搬送方向と直交する断面が略V字状をなす一対の傾斜平面を有しており、各傾斜平面における上下方向の所定箇所が前記支持部をなすように構成されている、請求項1記載のペーパーロールの搬送方法。
【請求項3】
前記コンベヤは、前記搬送物載置部を有するチェーンユニットをエンドレスに連結してなるトップチェーンコンベヤである、請求項2記載のペーパーロールの搬送方法。
【請求項4】
所定の搬送方向に移動される搬送物載置部を有し、この搬送物載置部上に、ペーパーロールをその軸心が搬送方向に沿う横向姿勢で載せて搬送するコンベヤと、
このコンベヤにより搬送される過程のペーパーロールの外形の形状不良を光学的に検出して判別する、光学的外形検出手段とを備えたペーパーロールの検査設備において、
前記コンベヤの搬送物載置部は、前記搬送方向に沿って延在する一対の支持部を有しており、これら支持部は、前記搬送方向と直交する水平方向に前記ペーパーロールの直径よりも短い間隔で平行に配置されており、
前記コンベヤの搬送物載置部は、少なくとも、前記搬送方向と直交する断面において前記支持部の両方を通り、且つ、前記ペーパーロールの半径に等しい半径の円内に位置する部分が空間とされており、
前記ペーパーロールは、前記横向姿勢で、前記搬送物載置部における一対の支持部に跨るように載置されるように構成されている、
ことを特徴とするペーパーロールの検査設備。
【請求項5】
前記光学的外形検出手段は、前記コンベヤの搬送方向に沿って目標ロール幅に等しい間隔で配置された光電センサを備えており、各光電センサの検出結果に基づきペーパーロールのロール幅を検出するように構成されたものである、請求項4記載のペーパーロールの検査設備。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−189460(P2008−189460A)
【公開日】平成20年8月21日(2008.8.21)
【国際特許分類】
【出願番号】特願2007−28739(P2007−28739)
【出願日】平成19年2月8日(2007.2.8)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成20年8月21日(2008.8.21)
【国際特許分類】
【出願日】平成19年2月8日(2007.2.8)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]