
ホイッスル
【課題】大きな試合会場で必要な音量や立ち上がりの早さを実現しつつ、歯が安定し、咥えるのに厚すぎず、かつ噛み割れることがないホイッスルを提供する。
【解決手段】送気口及び送気路を有するマウスピース部と、当該マウスピース部の送気路に連通する歌口、振動発生エッジ及び共鳴室を有する共鳴部とを備えたホイッスルにおいて、前記共鳴部は樹脂で成形する一方、前記マウスピース部は送気口及び送気路を有する金属製スリーブの外周に弾性樹脂を一体成形した。
【解決手段】送気口及び送気路を有するマウスピース部と、当該マウスピース部の送気路に連通する歌口、振動発生エッジ及び共鳴室を有する共鳴部とを備えたホイッスルにおいて、前記共鳴部は樹脂で成形する一方、前記マウスピース部は送気口及び送気路を有する金属製スリーブの外周に弾性樹脂を一体成形した。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明はホイッスルに係り、例えばバスケットボール競技等の審判員が使用して好適なホイッスルに関するものである。
【背景技術】
【0002】
現状の審判用ホイッスルは、真鍮などの金属板を所定形状に切断し折り曲げて溶接した金属製ホイッスルと、樹脂を射出成形して得られた各部片を超音波溶着機などで接合した樹脂製ホイッスルに大別できる。
【0003】
金属製ホイッスルは、歯で咥えられるマウスピース部の噛み割れに対しては問題ないが、振動発生エッジやウインドウェイの精密な加工や複数共鳴室の併設といった複雑な加工ができないため、大音量や立ち上がりの早さが実現できず、観客の多く入る騒音の大きい試合では使われず、樹脂性ホイッスルの採用が増えている。
【0004】
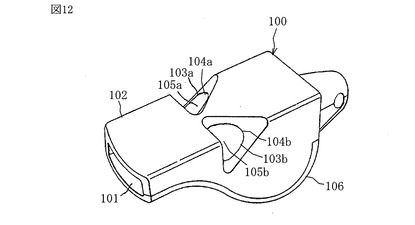
特許文献1には、図12に示すように、送気口101及び送気路を有するマウスピース部102と、当該マウスピース部102の送気路に連通する歌口103a,103b、振動発生エッジ104a,104b及び共鳴室105a,105bを有する共鳴部106とが全て樹脂で成形されて成るホイッスル100が開示されている。
【0005】
しかしながら、バスケットボール等の審判員は、基本的にゲーム中ホイッスルを咥えており、吹き鳴らす際にも手でホイッスルを保持することなく、歯で保持することが多い。それ故、長時間の強い噛む力でホイッスルのマウスピース部102が割れないよう、強度(厚さ)が必要である。
【0006】
現状の樹脂性ホイッスル100のマウスピース部102では、十分な強度が実現されておらず、数試合の使用で噛み割るトラブルが発生することがある。試合中に噛み割るトラブルの発生を回避するため、審判員はマウスピース部102表面が削れてきたら早めに新品と交換したり、ポケットに予備のホイッスル100を携帯したりしている。
【0007】
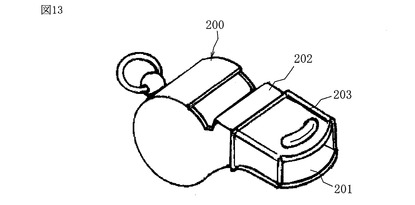
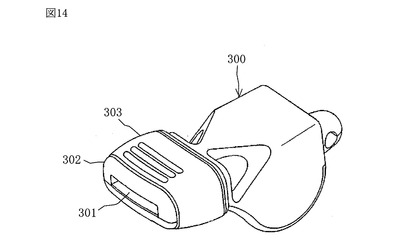
また、歯だけでホイッスルを保持するため、ホイッスルを噛んだ位置で歯が安定することも必要である。歯を安定させるために、特許文献2には、図13に示すように、金属製ホイッスル200の送気口201が形成されたマウスピース部202に弾力性のある覆い203を被せたものが開示されている。また、特許文献3には、図14に示すように、樹脂性ホイッスル300の送気口301が形成されたマウスピース部302に弾力性のある覆い303を被せたものが開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開昭64−65598号公報
【特許文献2】実用新案登録第3100322号公報
【特許文献3】国際公開WO03/017249号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上述したように、大きな試合会場で必要な音量や立ち上がりの早さを実現するためには、ホイッスルの振動発生エッジや共鳴室部分が形成される共鳴部を複雑な形状にしなければならない為、樹脂等の射出成形で形成する必要がある。
【0010】
また、歯の安定のために、弾力性のある覆いが必要であるが、噛み割れに対する強度を確保しつつ覆いを被せると、マウスピース部の厚みが厚くなってしまい、咥えた口が開いて、長時間銜え続ける事によるあごへの負担、また、吹き込んだ息がホイッスルの横から漏れるといった不具合が生じる。
【0011】
そこで、本願発明は上記のような課題を解決するためになされたものであり、大きな試合会場で必要な音量や立ち上がりの早さを実現しつつ、歯が安定し、咥えるのに厚すぎず、かつ噛み割れることがないホイッスルを提供することを目的とするものである。
【課題を解決するための手段】
【0012】
上記のような目的を達成するために、本願発明に係るホイッスルは、送気口及び送気路を有するマウスピース部と、当該マウスピース部の送気路に連通する歌口,振動発生エッジ及び共鳴室を有する共鳴部とを備えたホイッスルにおいて、前記共鳴部は樹脂で成形する一方、前記マウスピース部は送気口及び送気路を有する金属製スリーブの外周に弾性樹脂を一体成形したことを特徴とするものである。
【0013】
上記金属製スリーブにはチタンを用いることが好ましい。
【0014】
また、上記弾性樹脂としてはエラストマーを用いることが好ましい。
【0015】
さらに、上記マウスピース部は、上記送気口から分岐した複数の送気路を有し、共鳴部は、上記複数の送気路に対応したそれぞれ複数の歌口,振動発生エッジ及び共鳴室を有するものとすることがより好ましい。
【発明の効果】
【0016】
本願発明によれば、共鳴部が樹脂で成形されるので、振動発生エッジやウインドウェイの精密な加工や複数共鳴室の併設といった複雑な加工ができるため、大きな試合会場で必要な音量や立ち上がりの早さを実現することができる。また、マウスピース部は金属製スリーブの外周に弾性樹脂が一体成形されているので、歯が安定し、咥えるのに厚すぎず、かつ噛み割れることがない。
【図面の簡単な説明】
【0017】
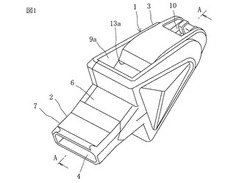
【図1】本願発明に係るホイッスルの一実施形態を示す斜視図。
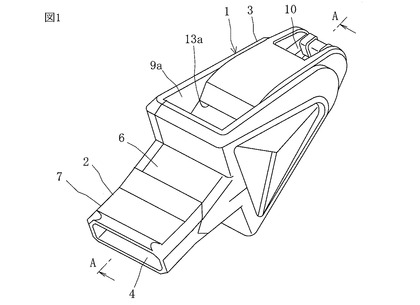
【図2】同じく、そのA−A断面図。
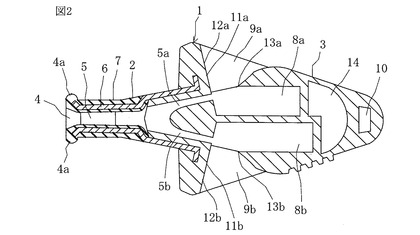
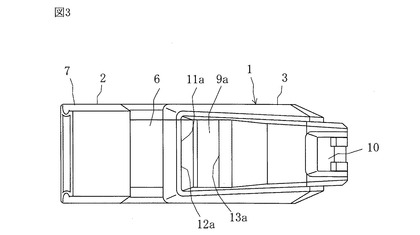
【図3】上記実施形態の上面図。
【図4】同じく、側面図。
【図5】同じく、底面図。
【図6】同じく、前面図。
【図7】同じく、裏面図。
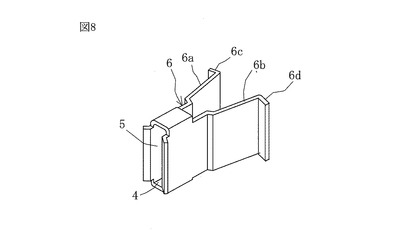
【図8】上記実施形態のホイッスルの製造工程を示す図で、マウスピース部を構成するチタンスリーブの斜視図。
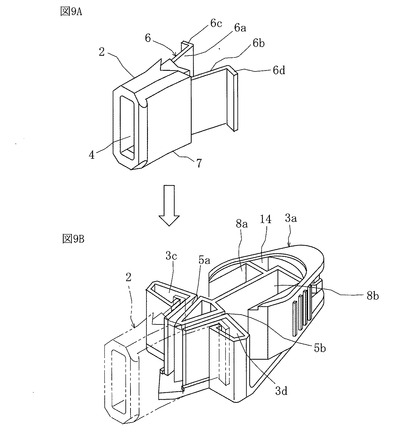
【図9】同じく、図9Aは上記チタンスリーブにエラストマーを一体成形したマウスピース部を示す斜視図、図9Bは上記マウスピース部が装着される共鳴部ロアを示す斜視図。
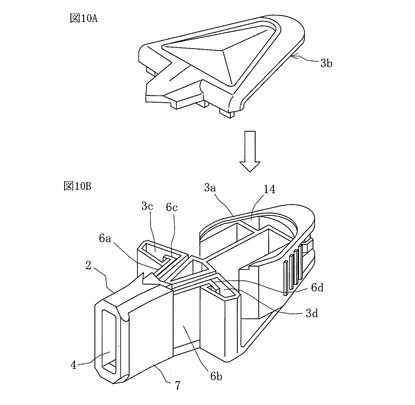
【図10】同じく、図10Aは共鳴部アッパー(蓋)を示す斜視図、図10Bは上記マウスピース部が装着された後に上記共鳴部アッパーが被着される共鳴部ロアを示す斜視図。
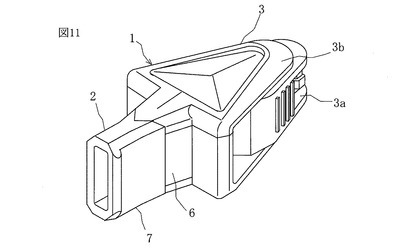
【図11】上記共鳴部アッパーが被着されて超音波溶着等を施されて完成した実施形態のホイッスルを示す斜視図。
【図12】樹脂製ホイッスルの従来例を示す斜視図。
【図13】金属性ホイッスルのマウスピース部に弾力性のある覆いをした従来例を示す斜視図。
【図14】樹脂製ホイッスルのマウスピース部に弾力性のある覆いをした従来例を示す斜視図。
【発明を実施するための形態】
【0018】
以下、本願発明に係るホイッスルの一実施形態を図面を参照して詳細に説明する。
【0019】
上記の図1〜図7に示すように、本実施形態のホイッスル1は、マウスピース部2と樹脂製共鳴部3とから成っている。マウスピース部2には、唇が当てられ、呼気が吹き込まれる横方向に細長い矩形状の送気口4が設けられている。この送気口4の上下には、マウスピース部2が唇や歯から脱落しないように突部4aが形成されている。本実施形態のマウスピース部2は、送気口4及び送気路5を有する金属製スリーブ6と、金属製スリーブ6を被覆する弾性樹脂製口接触部7とから構成される。金属性スリーブ6を構成する材料としては、ステンレスや真鍮などを用いてもよいが、チタンを用いることによりステンレスや真鍮などを用いた場合よりも耐食性や強度及び軽量化に優れる利点がある。また、弾性樹脂製口接触部7は、例えば、金属製スリーブ6をインサート部材とするインサート成形により、金属製スリーブ6と一体に結合するように樹脂成形により作られる。弾性樹脂製口接触部7を構成する弾性樹脂としては、スチレン系エラストマー、オレフィン系、ウレタン系、ポリエステル系でも良く、さらにはPVC(ポリ塩化ビニル)樹脂等、熱可塑性と弾性及び弾性樹脂製口接触部7を口にくわえる人に安全性を有するものであれば用いることができる。なお、金属スリーブ6は、その一部がマウスピース部2と樹脂製共鳴部3の境界部であって歯で噛むことのない位置に露出しているが、これは意匠的に金属を使っているのをアピールするためである。要するに、ホイッスル1は、樹脂製共鳴部3とマウスピース部2の金属製スリーブ6とマウスピース部2の弾性樹脂製口接触部7とが相互に結合した構成である。
【0020】
とりわけ、図2に示すように、樹脂製共鳴部3には、内部に長さの異なる2個の管状空間より成る第1,第2共鳴室8a,8bが、送気口4の長手方向を左右方向としたとき上下となるよう配置されている。送気口4からの送気路5が2つに分岐された第1,第2送気路5a,5bと第1,第2共鳴室8a,8bとの間には、第1,第2歌口9a,9bが開口している。また、樹脂製共鳴部3の先端には、吊り下げ紐用の孔10が形成されている。この樹脂製共鳴部3には、空間14が第1,第2共鳴室8a,8bと吊り下げ紐用の孔10と間に位置して設けられる。この空間14は、樹脂製共鳴部3の成形のしやすさと樹脂製共鳴部3を構成する樹脂材料の削減とを主目的としたものであって、設けらない場合もある。樹脂製共鳴部3は、ABS(アクリロニトリル、ブタジエン、スチレン共重合)樹脂で射出成形されるが、PP(ポリプロピレン)樹脂やPC(ポリカーボネート)樹脂等の熱可塑性を有する樹脂であれば可能で、またエラストマーを使用して弾性を持たせることもできる。
【0021】
また、本願出願人による特許第3563046号公報に示されているように、上記第1,第2歌口9a,9bのマウスピース部2側端部及び左右に、第1,第2送気路5a,5b に対し縦方向に延びる壁面11a ,11bを有して成る第1,第2変流体12a,12bが形成されており、それぞれ第1,第2送気路5a,5bから第1,第2歌口9a,9bを通って外部へ放出される空気の流れを変える作用を成している。第1,第2変流体12a,12bの壁面11a,11bは、第1,第2送気路5a,5bの吹き出し方向に対し、直角に形成するのが最も好ましく、この角度関係にある場合に最も大きな変流作用が得られ、高次倍音を増加させて大きな音が得られることを実験により確認している。しかしながら、正確に直角でなくとも実質的に直角、すなわちこれに近い角度であれば同様の作用が得られる。この角度が内側あるいは外側に直角位置から外れるにしたがって変流作用が低下する。また壁面11a,11bは平面であることが望ましい。この壁面11a ,11bに突起等平面性を妨げるものがあると、耳障りな風切音等雑音が発生するからである。第1,第2歌口9a,9bの樹脂製共鳴部3側端部には振動発生エッジ13a,13bが形成されており、ここで、エッジトーンを発生する。振動発生エッジ13a,13bの位置は、第1,第2送気路5a,5bの空気吹き出し方向よりも外側に位置している。
【0022】
次に、上記のような構成されたホイッスル1の製造工程(製造方法)について、図8〜図11を参照して詳細に説明する。
【0023】
まず、図8に示すように、チタン板材を所定形状に切断し折り曲げ加工により、細長い矩形状で長辺側端部が外側に曲がった部分が送気口4及びこれに連なる送気路5を形成する一方、2つに分岐する送気路5a,5b(図2参照)に対応して各片側片6a,6bが両側に広げられると共に、それらの各端部6c,6dがさらに外側に略直角に折り曲げ加工された金属スリーブ6を形成する。
【0024】
次に、上記で形成した金属スリーブ6を図示しない金型にインサートして熱溶融したスチレン系エラストマーで射出成形することにより、図9Aに示すような金属スリーブ6の外面に弾性樹脂製口接触部7が一体成形されたマウスピース部2を形成する。このマウスピース部2のサイズとしては、ゲーム中ホイッスルを咥え続ける審判員にとって、使用可能範囲は幅15mm〜25mm、厚み3mm〜10mmで、最適範囲は、幅18mm〜20mm、厚み5mm〜7mmである。従来の樹脂製ホイッスルに弾力性のある覆いをしたもので上述した最適範囲の厚みを実現したものは我々が知る限りなかったが、本実施形態のようにマウスピースの噛み割れに対して、強度を出す金属材料を、一体成形することにより、十分に可能となり、且つ、噛み割れることも無くなった。
【0025】
また、図9Bに示すように、第1,第2共鳴室8a,8bを有すると共に、これらに向かって分岐する第1,第2送気路5a,5bと上記金属スリーブ6の各片側片6a,6bの先端部に形成された折曲部6c,6dが挿入される溝部3c,3dが形成された共鳴部ロア3aをABSで射出成形する。そして、図9Bに破線で示すように上記で一体成形したマウスピース部2の各片側片6a,6bの先端部の折曲部6c,6dを溝部3c,3dに挿入する。
【0026】
次に、上記共鳴部ロア3aと同様にABSで射出成形された図10Aに示すような共鳴部アッパー(蓋)3bを、図10Bに示すようにマウスピース部2が装着された共鳴部ロア3aの開放側に取り付け、超音波溶着(熱板溶着でも可)又は接着によりロア3aとアッパー3bを接合すると、図11に示すような本実施形態のホイッスル1が完成する。この完成したホイッスル1は、樹脂製共鳴部3とマウスピース部2の金属製スリーブ6とマウスピース部2の弾性樹脂製口接触部7とが相互に結合した構成になっている。
【0027】
以上のように構成された本実施形態のホイッスル1は、樹脂製共鳴部3が樹脂(ABS)で成形されているので、振動発生エッジやウインドウェイの精密な加工や複数共鳴室の併設といった複雑な加工ができるため、大きな試合会場で必要な音量や立ち上がりの早さを実現することができる。また、マウスピース部2は金属スリーブ6の外周にエラストマー7が一体成形されているので、歯が安定し、咥えるのに厚すぎず、かつ噛み割れることがないという、本願発明特有の顕著な効果が得られる。
【0028】
なお、上記実施形態では、樹脂製共鳴部3が長さの異なる2個の第1,第2共鳴室8a,8bからなるものに本願発明を適用したものについて説明したが、例えば、特許文献1,3記載のように、上部に2個、下部に1個で、計3個の共鳴室を有するものにも適用可能で、さらには3個以上の複数の共鳴室を有するものにも本願発明は適用可能であり、その場合、送気路、歌口、及び振動発生エッジも対応した数備えられる。
【符号の説明】
【0029】
1 ホイッスル
2 マウスピース部
3 共鳴部
3a 共鳴部ロア
3b 共鳴部アッパー
3c 溝部
3d 溝部
4 送気口
4a 突部
5 送気路
5a 第1送気路
5b 第2送気路
6 金属製スリーブ
6a 片側片
6b 片側片
6c 端部(折曲部)
6d 端部(折曲部)
7 弾性樹脂製口接触部
8a 第2共鳴室
8b 第2共鳴室
9a 第1歌口
9b 第2歌口
10 吊り下げ紐用孔
11a 壁面
11b 壁面
12a 第2変流体
12b 第2変流体
13a 振動発生エッジ
13b 振動発生エッジ
【技術分野】
【0001】
本願発明はホイッスルに係り、例えばバスケットボール競技等の審判員が使用して好適なホイッスルに関するものである。
【背景技術】
【0002】
現状の審判用ホイッスルは、真鍮などの金属板を所定形状に切断し折り曲げて溶接した金属製ホイッスルと、樹脂を射出成形して得られた各部片を超音波溶着機などで接合した樹脂製ホイッスルに大別できる。
【0003】
金属製ホイッスルは、歯で咥えられるマウスピース部の噛み割れに対しては問題ないが、振動発生エッジやウインドウェイの精密な加工や複数共鳴室の併設といった複雑な加工ができないため、大音量や立ち上がりの早さが実現できず、観客の多く入る騒音の大きい試合では使われず、樹脂性ホイッスルの採用が増えている。
【0004】
特許文献1には、図12に示すように、送気口101及び送気路を有するマウスピース部102と、当該マウスピース部102の送気路に連通する歌口103a,103b、振動発生エッジ104a,104b及び共鳴室105a,105bを有する共鳴部106とが全て樹脂で成形されて成るホイッスル100が開示されている。
【0005】
しかしながら、バスケットボール等の審判員は、基本的にゲーム中ホイッスルを咥えており、吹き鳴らす際にも手でホイッスルを保持することなく、歯で保持することが多い。それ故、長時間の強い噛む力でホイッスルのマウスピース部102が割れないよう、強度(厚さ)が必要である。
【0006】
現状の樹脂性ホイッスル100のマウスピース部102では、十分な強度が実現されておらず、数試合の使用で噛み割るトラブルが発生することがある。試合中に噛み割るトラブルの発生を回避するため、審判員はマウスピース部102表面が削れてきたら早めに新品と交換したり、ポケットに予備のホイッスル100を携帯したりしている。
【0007】
また、歯だけでホイッスルを保持するため、ホイッスルを噛んだ位置で歯が安定することも必要である。歯を安定させるために、特許文献2には、図13に示すように、金属製ホイッスル200の送気口201が形成されたマウスピース部202に弾力性のある覆い203を被せたものが開示されている。また、特許文献3には、図14に示すように、樹脂性ホイッスル300の送気口301が形成されたマウスピース部302に弾力性のある覆い303を被せたものが開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開昭64−65598号公報
【特許文献2】実用新案登録第3100322号公報
【特許文献3】国際公開WO03/017249号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
上述したように、大きな試合会場で必要な音量や立ち上がりの早さを実現するためには、ホイッスルの振動発生エッジや共鳴室部分が形成される共鳴部を複雑な形状にしなければならない為、樹脂等の射出成形で形成する必要がある。
【0010】
また、歯の安定のために、弾力性のある覆いが必要であるが、噛み割れに対する強度を確保しつつ覆いを被せると、マウスピース部の厚みが厚くなってしまい、咥えた口が開いて、長時間銜え続ける事によるあごへの負担、また、吹き込んだ息がホイッスルの横から漏れるといった不具合が生じる。
【0011】
そこで、本願発明は上記のような課題を解決するためになされたものであり、大きな試合会場で必要な音量や立ち上がりの早さを実現しつつ、歯が安定し、咥えるのに厚すぎず、かつ噛み割れることがないホイッスルを提供することを目的とするものである。
【課題を解決するための手段】
【0012】
上記のような目的を達成するために、本願発明に係るホイッスルは、送気口及び送気路を有するマウスピース部と、当該マウスピース部の送気路に連通する歌口,振動発生エッジ及び共鳴室を有する共鳴部とを備えたホイッスルにおいて、前記共鳴部は樹脂で成形する一方、前記マウスピース部は送気口及び送気路を有する金属製スリーブの外周に弾性樹脂を一体成形したことを特徴とするものである。
【0013】
上記金属製スリーブにはチタンを用いることが好ましい。
【0014】
また、上記弾性樹脂としてはエラストマーを用いることが好ましい。
【0015】
さらに、上記マウスピース部は、上記送気口から分岐した複数の送気路を有し、共鳴部は、上記複数の送気路に対応したそれぞれ複数の歌口,振動発生エッジ及び共鳴室を有するものとすることがより好ましい。
【発明の効果】
【0016】
本願発明によれば、共鳴部が樹脂で成形されるので、振動発生エッジやウインドウェイの精密な加工や複数共鳴室の併設といった複雑な加工ができるため、大きな試合会場で必要な音量や立ち上がりの早さを実現することができる。また、マウスピース部は金属製スリーブの外周に弾性樹脂が一体成形されているので、歯が安定し、咥えるのに厚すぎず、かつ噛み割れることがない。
【図面の簡単な説明】
【0017】
【図1】本願発明に係るホイッスルの一実施形態を示す斜視図。
【図2】同じく、そのA−A断面図。
【図3】上記実施形態の上面図。
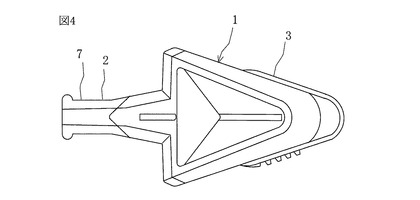
【図4】同じく、側面図。
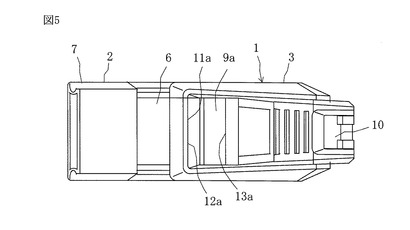
【図5】同じく、底面図。
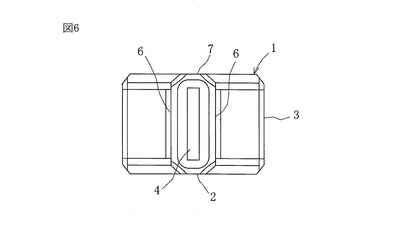
【図6】同じく、前面図。
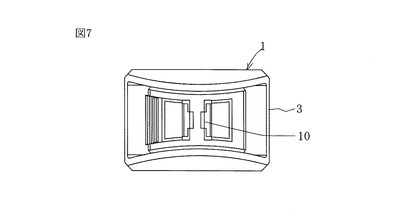
【図7】同じく、裏面図。
【図8】上記実施形態のホイッスルの製造工程を示す図で、マウスピース部を構成するチタンスリーブの斜視図。
【図9】同じく、図9Aは上記チタンスリーブにエラストマーを一体成形したマウスピース部を示す斜視図、図9Bは上記マウスピース部が装着される共鳴部ロアを示す斜視図。
【図10】同じく、図10Aは共鳴部アッパー(蓋)を示す斜視図、図10Bは上記マウスピース部が装着された後に上記共鳴部アッパーが被着される共鳴部ロアを示す斜視図。
【図11】上記共鳴部アッパーが被着されて超音波溶着等を施されて完成した実施形態のホイッスルを示す斜視図。
【図12】樹脂製ホイッスルの従来例を示す斜視図。
【図13】金属性ホイッスルのマウスピース部に弾力性のある覆いをした従来例を示す斜視図。
【図14】樹脂製ホイッスルのマウスピース部に弾力性のある覆いをした従来例を示す斜視図。
【発明を実施するための形態】
【0018】
以下、本願発明に係るホイッスルの一実施形態を図面を参照して詳細に説明する。
【0019】
上記の図1〜図7に示すように、本実施形態のホイッスル1は、マウスピース部2と樹脂製共鳴部3とから成っている。マウスピース部2には、唇が当てられ、呼気が吹き込まれる横方向に細長い矩形状の送気口4が設けられている。この送気口4の上下には、マウスピース部2が唇や歯から脱落しないように突部4aが形成されている。本実施形態のマウスピース部2は、送気口4及び送気路5を有する金属製スリーブ6と、金属製スリーブ6を被覆する弾性樹脂製口接触部7とから構成される。金属性スリーブ6を構成する材料としては、ステンレスや真鍮などを用いてもよいが、チタンを用いることによりステンレスや真鍮などを用いた場合よりも耐食性や強度及び軽量化に優れる利点がある。また、弾性樹脂製口接触部7は、例えば、金属製スリーブ6をインサート部材とするインサート成形により、金属製スリーブ6と一体に結合するように樹脂成形により作られる。弾性樹脂製口接触部7を構成する弾性樹脂としては、スチレン系エラストマー、オレフィン系、ウレタン系、ポリエステル系でも良く、さらにはPVC(ポリ塩化ビニル)樹脂等、熱可塑性と弾性及び弾性樹脂製口接触部7を口にくわえる人に安全性を有するものであれば用いることができる。なお、金属スリーブ6は、その一部がマウスピース部2と樹脂製共鳴部3の境界部であって歯で噛むことのない位置に露出しているが、これは意匠的に金属を使っているのをアピールするためである。要するに、ホイッスル1は、樹脂製共鳴部3とマウスピース部2の金属製スリーブ6とマウスピース部2の弾性樹脂製口接触部7とが相互に結合した構成である。
【0020】
とりわけ、図2に示すように、樹脂製共鳴部3には、内部に長さの異なる2個の管状空間より成る第1,第2共鳴室8a,8bが、送気口4の長手方向を左右方向としたとき上下となるよう配置されている。送気口4からの送気路5が2つに分岐された第1,第2送気路5a,5bと第1,第2共鳴室8a,8bとの間には、第1,第2歌口9a,9bが開口している。また、樹脂製共鳴部3の先端には、吊り下げ紐用の孔10が形成されている。この樹脂製共鳴部3には、空間14が第1,第2共鳴室8a,8bと吊り下げ紐用の孔10と間に位置して設けられる。この空間14は、樹脂製共鳴部3の成形のしやすさと樹脂製共鳴部3を構成する樹脂材料の削減とを主目的としたものであって、設けらない場合もある。樹脂製共鳴部3は、ABS(アクリロニトリル、ブタジエン、スチレン共重合)樹脂で射出成形されるが、PP(ポリプロピレン)樹脂やPC(ポリカーボネート)樹脂等の熱可塑性を有する樹脂であれば可能で、またエラストマーを使用して弾性を持たせることもできる。
【0021】
また、本願出願人による特許第3563046号公報に示されているように、上記第1,第2歌口9a,9bのマウスピース部2側端部及び左右に、第1,第2送気路5a,5b に対し縦方向に延びる壁面11a ,11bを有して成る第1,第2変流体12a,12bが形成されており、それぞれ第1,第2送気路5a,5bから第1,第2歌口9a,9bを通って外部へ放出される空気の流れを変える作用を成している。第1,第2変流体12a,12bの壁面11a,11bは、第1,第2送気路5a,5bの吹き出し方向に対し、直角に形成するのが最も好ましく、この角度関係にある場合に最も大きな変流作用が得られ、高次倍音を増加させて大きな音が得られることを実験により確認している。しかしながら、正確に直角でなくとも実質的に直角、すなわちこれに近い角度であれば同様の作用が得られる。この角度が内側あるいは外側に直角位置から外れるにしたがって変流作用が低下する。また壁面11a,11bは平面であることが望ましい。この壁面11a ,11bに突起等平面性を妨げるものがあると、耳障りな風切音等雑音が発生するからである。第1,第2歌口9a,9bの樹脂製共鳴部3側端部には振動発生エッジ13a,13bが形成されており、ここで、エッジトーンを発生する。振動発生エッジ13a,13bの位置は、第1,第2送気路5a,5bの空気吹き出し方向よりも外側に位置している。
【0022】
次に、上記のような構成されたホイッスル1の製造工程(製造方法)について、図8〜図11を参照して詳細に説明する。
【0023】
まず、図8に示すように、チタン板材を所定形状に切断し折り曲げ加工により、細長い矩形状で長辺側端部が外側に曲がった部分が送気口4及びこれに連なる送気路5を形成する一方、2つに分岐する送気路5a,5b(図2参照)に対応して各片側片6a,6bが両側に広げられると共に、それらの各端部6c,6dがさらに外側に略直角に折り曲げ加工された金属スリーブ6を形成する。
【0024】
次に、上記で形成した金属スリーブ6を図示しない金型にインサートして熱溶融したスチレン系エラストマーで射出成形することにより、図9Aに示すような金属スリーブ6の外面に弾性樹脂製口接触部7が一体成形されたマウスピース部2を形成する。このマウスピース部2のサイズとしては、ゲーム中ホイッスルを咥え続ける審判員にとって、使用可能範囲は幅15mm〜25mm、厚み3mm〜10mmで、最適範囲は、幅18mm〜20mm、厚み5mm〜7mmである。従来の樹脂製ホイッスルに弾力性のある覆いをしたもので上述した最適範囲の厚みを実現したものは我々が知る限りなかったが、本実施形態のようにマウスピースの噛み割れに対して、強度を出す金属材料を、一体成形することにより、十分に可能となり、且つ、噛み割れることも無くなった。
【0025】
また、図9Bに示すように、第1,第2共鳴室8a,8bを有すると共に、これらに向かって分岐する第1,第2送気路5a,5bと上記金属スリーブ6の各片側片6a,6bの先端部に形成された折曲部6c,6dが挿入される溝部3c,3dが形成された共鳴部ロア3aをABSで射出成形する。そして、図9Bに破線で示すように上記で一体成形したマウスピース部2の各片側片6a,6bの先端部の折曲部6c,6dを溝部3c,3dに挿入する。
【0026】
次に、上記共鳴部ロア3aと同様にABSで射出成形された図10Aに示すような共鳴部アッパー(蓋)3bを、図10Bに示すようにマウスピース部2が装着された共鳴部ロア3aの開放側に取り付け、超音波溶着(熱板溶着でも可)又は接着によりロア3aとアッパー3bを接合すると、図11に示すような本実施形態のホイッスル1が完成する。この完成したホイッスル1は、樹脂製共鳴部3とマウスピース部2の金属製スリーブ6とマウスピース部2の弾性樹脂製口接触部7とが相互に結合した構成になっている。
【0027】
以上のように構成された本実施形態のホイッスル1は、樹脂製共鳴部3が樹脂(ABS)で成形されているので、振動発生エッジやウインドウェイの精密な加工や複数共鳴室の併設といった複雑な加工ができるため、大きな試合会場で必要な音量や立ち上がりの早さを実現することができる。また、マウスピース部2は金属スリーブ6の外周にエラストマー7が一体成形されているので、歯が安定し、咥えるのに厚すぎず、かつ噛み割れることがないという、本願発明特有の顕著な効果が得られる。
【0028】
なお、上記実施形態では、樹脂製共鳴部3が長さの異なる2個の第1,第2共鳴室8a,8bからなるものに本願発明を適用したものについて説明したが、例えば、特許文献1,3記載のように、上部に2個、下部に1個で、計3個の共鳴室を有するものにも適用可能で、さらには3個以上の複数の共鳴室を有するものにも本願発明は適用可能であり、その場合、送気路、歌口、及び振動発生エッジも対応した数備えられる。
【符号の説明】
【0029】
1 ホイッスル
2 マウスピース部
3 共鳴部
3a 共鳴部ロア
3b 共鳴部アッパー
3c 溝部
3d 溝部
4 送気口
4a 突部
5 送気路
5a 第1送気路
5b 第2送気路
6 金属製スリーブ
6a 片側片
6b 片側片
6c 端部(折曲部)
6d 端部(折曲部)
7 弾性樹脂製口接触部
8a 第2共鳴室
8b 第2共鳴室
9a 第1歌口
9b 第2歌口
10 吊り下げ紐用孔
11a 壁面
11b 壁面
12a 第2変流体
12b 第2変流体
13a 振動発生エッジ
13b 振動発生エッジ
【特許請求の範囲】
【請求項1】
送気口及び送気路を有するマウスピース部と、当該マウスピース部の送気路に連通する歌口,振動発生エッジ及び共鳴室を有する共鳴部とを備えたホイッスルにおいて、
前記共鳴部は樹脂で成形する一方、前記マウスピース部は送気口及び送気路を有する金属製スリーブの外周に弾性樹脂を一体成形したことを特徴とするホイッスル。
【請求項2】
前記金属製スリーブはチタンから成ることを特徴とする請求項1記載のホイッスル。
【請求項3】
前記弾性樹脂はエラストマーから成ることを特徴とする請求項1又は請求項2記載のホイッスル。
【請求項4】
前記マウスピース部は、前記送気口から分岐した複数の送気路を有し、前記共鳴部は、前記複数の送気路に対応したそれぞれ複数の歌口、振動発生エッジ及び共鳴室を有することを特徴とする請求項1ないし請求項3のいずれかに記載のホイッスル。
【請求項1】
送気口及び送気路を有するマウスピース部と、当該マウスピース部の送気路に連通する歌口,振動発生エッジ及び共鳴室を有する共鳴部とを備えたホイッスルにおいて、
前記共鳴部は樹脂で成形する一方、前記マウスピース部は送気口及び送気路を有する金属製スリーブの外周に弾性樹脂を一体成形したことを特徴とするホイッスル。
【請求項2】
前記金属製スリーブはチタンから成ることを特徴とする請求項1記載のホイッスル。
【請求項3】
前記弾性樹脂はエラストマーから成ることを特徴とする請求項1又は請求項2記載のホイッスル。
【請求項4】
前記マウスピース部は、前記送気口から分岐した複数の送気路を有し、前記共鳴部は、前記複数の送気路に対応したそれぞれ複数の歌口、振動発生エッジ及び共鳴室を有することを特徴とする請求項1ないし請求項3のいずれかに記載のホイッスル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−53368(P2012−53368A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2010−197302(P2010−197302)
【出願日】平成22年9月3日(2010.9.3)
【出願人】(000138244)株式会社モルテン (105)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成22年9月3日(2010.9.3)
【出願人】(000138244)株式会社モルテン (105)
[ Back to top ]