
ホットディップコーティング装置
本発明は、液状の金属によってストリップをコーティングするためのホットディップコーティング装置に関する。液状の金属内に、ストリップを転向又は安定化させるためのローラが設けられており、このローラは、中空体として形成されている。ローラは、ネックを介して、ホットディップコーティング装置のサポートアームの軸受に軸受けされている。回転抵抗、質量慣性モーメント及びストリップに対するローラのスリップ傾向を低減するために、本発明は、ローラの内室を液状の金属に対して密閉されるように形成し、ローラの内室をネックの周囲の軸受室と接続する通路を設けることを提案する。このようにして、ローラの内室の過剰圧力と、これによる望ましくないローラの変形を回避する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液状の金属によってストリップをコーティングするためのホットディップコーティング装置に関する。
【背景技術】
【0002】
従来技術において、ホットディップコーティング装置は、基本的に公知である。この装置では、コーティングすべきストリップ、特にスチールストリップは、液状の金属を有する浴に通される。ストリップを案内し、ストリップ形状とストリップ姿勢に影響を与えるために、種々のローラが、金属浴内の適当な箇所に存在する。ローラは、一方では、液状の金属に入った後に、再び浴から出る前に、ストリップを転向させる転向ローラである。転向ローラ以外に、転向ローラと比べて相対的に小さい掛かり角でストリップに作用する小さい修正ローラ及び安定化ローラを設けてもよい。掛かり角が小さいことに基づいて、これらローラに対する駆動力は僅かである。
【0003】
具体的に、このようなホットディップコーティング装置は、例えば特許文献1から公知である。そこに開示されたホットディップコーティング装置は、中空体として形成された転向ローラ又はガイドローラの形態のローラを有する。このローラは、軸受によって回転可能にローラサポートアームに軸受けされている。軸受は、ローラのネックの周囲の軸受室に取り付けられている。この軸受室の空気抜きをするため、給排用の空気孔が設けられている。ローラは、両端面に開口を有する中空ローラとして形成されている。これら開口を介して、ローラは、ホットディップコーティング装置の運転時に、即ちローラが金属浴に浸漬されている場合に、液状の金属、例えば亜鉛で満たされる。
【0004】
液状の金属によるローラの充填は、有利なことに、さもなければ閉じた中空ローラ内の空気が、周囲の液状の金属の温度が比較的高いことに基づいて膨張し、場合によっては望ましくないローラの変形を生じさせることを防止する。
【0005】
但し、ローラのこの公知の形成は、実際には欠点も有する。端面が開放した、液状の金属で満たされたローラは、特に生産速度が高い場合、即ち回転速度が高い場合、内部及び穴の空いた端面における油圧ポンプ損失によって著しい抵抗を生じさせる。これにより、ローラは、コーティングすべきストリップとローラ表面の間にスリップを生じさせることがある。運動速度のこの差は、ストリップ表面の損傷を引き起こす。中空ローラの内部の液状の金属は、ローラの質量慣性モーメントを高め、これによりスリップを助長する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第2006/002822号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0007】
この従来技術から出発して、本発明の根底にある課題は、ホットディップコーティング装置の転向ローラ、修正ローラ又は安定化ローラの回転抵抗、質量慣性モーメント及びスリップ傾向が低減されるように、液状の金属によってストリップをコーティングするためのホットディップコーティング装置を発展させることにある。
【課題を解決するための手段】
【0008】
この課題は、請求項1の対象によって解決される。従って、ホットディップコーティング装置は、ローラの中空の内室が、周囲の液状の金属に対して密閉されるように形成されていること、ネックの周囲の軸受室とローラの内室を接続するための通路が設けられていることを特徴とする。
【0009】
その隔離性に基づいて、液状の金属は、外から、ローラの中空の内室に浸入することができず、従って、ローラの内室は、ガスで、例えば空気で、満たされたままである。これは、一方で、ローラの慣性モーメントと、これによりそのスリップ傾向が、明らかに、従来技術の溶湯で満たされたローラの場合よりも小さいとの利点を有する。これに加えて、別の利点として、液状の金属への開口がないことに基づいて、本発明によるローラにおける回転抵抗は、明らかに、開口を有するローラの場合よりも小さいことが挙げられる。同時に、本発明による通路によって内室の通気が保証されるので、通路を介して、内室と軸受室の間の圧力補償を行なうことができる。周囲の金属の温度が高いことに基づいて基本的に生じ得る過剰圧力の上昇は、内室と軸受室の間の接続部である通路によって有効に防止される。従って、許容できない大きな過剰圧力によるローラの外周の変形は、排除されている。
【0010】
第1の実施例によれば、ホットディップコーティング装置は、所定のガス圧でガスを軸受室と、通路を介してローラの内室とに供給するガス源を有する。この場合、通路を介して、この所定のガス圧の高さへの圧力補償が行なわれる。これに対して選択的に、本発明によるホットディップコーティング装置は、軸受室を大気圧にさらす通気ラインを備えることもできる。この場合、ローラの内室も、通路を介して大気圧にさらされる。
【0011】
有利なことに、通路は、ネックを貫通する孔の形態で形成されている。
【0012】
特に、ストリップは、メタルストリップ、特にスチールストリップである。
【0013】
特に、ローラが既にガス供給された転がり軸受に軸受けされた既存のホットディップコーティング装置において本発明を追加することは、特に簡単である。何故なら、この軸受方式の場合には、既に軸受室と給排用のガスラインとが設けられているからである。しかしながら、本発明は、他の軸受方式の場合でも原理的に適用可能である。
【図面の簡単な説明】
【0014】
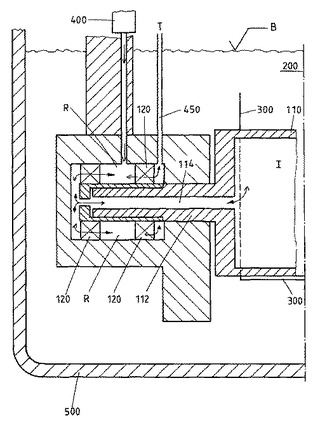
【図1】本発明によるホットディップコーティング装置の横断面図を示す。
【発明を実施するための形態】
【0015】
本発明を、以下で、図に関連させた実施例の形で詳細に説明する。
【0016】
図1は、液状の金属200によってストリップ300、特にスチールストリップをコーティングするためのホットディップコーティング装置の横断面図を示す。ホットディップコーティング装置は、液状の金属を有する容器500を有し、液状の金属に、サポートアームに支承されたローラ110が浸漬されている。ローラ110は、図1では、模範的に、液状の金属200内でストリップを転向させるための転向ローラとして形成されている。ローラ110は、内室Iを有する中空体として形成され、周囲の液状の金属200に対してシールされている。ローラ110は、ネック112を備え、このネックを介して、ローラは、軸受120、特に転がり軸受、に軸受けされている。軸受120は、ネックの周囲に取り付けられ、軸受室Rによって取り囲まれている。本発明によれば、ローラ110の内室Iは、通路114を介して軸受室Rと接続されている。
【0017】
第1の実施例によれば、軸受室Rは、ガス源400に接続され、このガス源によって所定のガス圧のガスを供給される。このようにして、液状の金属が軸受室に浸入し、軸受120が損傷を受けることが防止される。ガス源400と軸受室Rは、特に、閉じたガスコントロール回路の一部であり、このガスコントロール回路は、軸受室内のガス圧を、例えば一定に保つことを保証する。本発明による連絡通路114を介して、ローラの内室Iが所定のガス圧にのみさらされ、望ましくない高さの過剰圧力に決してさらされないことが、保証される。このようにして、ローラの表面の望ましくない変形と、これによるストリップ300の損傷が、回避される。
【0018】
人工的なガス源またはガスコントロール回路を設けることに対して選択的に、軸受室は、安価な第2の実施例によれば、通気ライン450によって大気圧にさらされるだけでもよい。この場合、本発明による通路114を介して、ローラ110の内室Iも通気され、大気圧にさらされるので、このようにして、過剰圧力が防止される。
【0019】
符号Bは、液状の金属200の浴面を示す。
【符号の説明】
【0020】
110 ローラ
112 ネック
114 通路
120 軸受
200 液状の金属
300 ストリップ
400 ガス源
450 通気ライン
500 容器
B 浴面
I 内室
R 軸受室
【技術分野】
【0001】
本発明は、液状の金属によってストリップをコーティングするためのホットディップコーティング装置に関する。
【背景技術】
【0002】
従来技術において、ホットディップコーティング装置は、基本的に公知である。この装置では、コーティングすべきストリップ、特にスチールストリップは、液状の金属を有する浴に通される。ストリップを案内し、ストリップ形状とストリップ姿勢に影響を与えるために、種々のローラが、金属浴内の適当な箇所に存在する。ローラは、一方では、液状の金属に入った後に、再び浴から出る前に、ストリップを転向させる転向ローラである。転向ローラ以外に、転向ローラと比べて相対的に小さい掛かり角でストリップに作用する小さい修正ローラ及び安定化ローラを設けてもよい。掛かり角が小さいことに基づいて、これらローラに対する駆動力は僅かである。
【0003】
具体的に、このようなホットディップコーティング装置は、例えば特許文献1から公知である。そこに開示されたホットディップコーティング装置は、中空体として形成された転向ローラ又はガイドローラの形態のローラを有する。このローラは、軸受によって回転可能にローラサポートアームに軸受けされている。軸受は、ローラのネックの周囲の軸受室に取り付けられている。この軸受室の空気抜きをするため、給排用の空気孔が設けられている。ローラは、両端面に開口を有する中空ローラとして形成されている。これら開口を介して、ローラは、ホットディップコーティング装置の運転時に、即ちローラが金属浴に浸漬されている場合に、液状の金属、例えば亜鉛で満たされる。
【0004】
液状の金属によるローラの充填は、有利なことに、さもなければ閉じた中空ローラ内の空気が、周囲の液状の金属の温度が比較的高いことに基づいて膨張し、場合によっては望ましくないローラの変形を生じさせることを防止する。
【0005】
但し、ローラのこの公知の形成は、実際には欠点も有する。端面が開放した、液状の金属で満たされたローラは、特に生産速度が高い場合、即ち回転速度が高い場合、内部及び穴の空いた端面における油圧ポンプ損失によって著しい抵抗を生じさせる。これにより、ローラは、コーティングすべきストリップとローラ表面の間にスリップを生じさせることがある。運動速度のこの差は、ストリップ表面の損傷を引き起こす。中空ローラの内部の液状の金属は、ローラの質量慣性モーメントを高め、これによりスリップを助長する。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第2006/002822号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0007】
この従来技術から出発して、本発明の根底にある課題は、ホットディップコーティング装置の転向ローラ、修正ローラ又は安定化ローラの回転抵抗、質量慣性モーメント及びスリップ傾向が低減されるように、液状の金属によってストリップをコーティングするためのホットディップコーティング装置を発展させることにある。
【課題を解決するための手段】
【0008】
この課題は、請求項1の対象によって解決される。従って、ホットディップコーティング装置は、ローラの中空の内室が、周囲の液状の金属に対して密閉されるように形成されていること、ネックの周囲の軸受室とローラの内室を接続するための通路が設けられていることを特徴とする。
【0009】
その隔離性に基づいて、液状の金属は、外から、ローラの中空の内室に浸入することができず、従って、ローラの内室は、ガスで、例えば空気で、満たされたままである。これは、一方で、ローラの慣性モーメントと、これによりそのスリップ傾向が、明らかに、従来技術の溶湯で満たされたローラの場合よりも小さいとの利点を有する。これに加えて、別の利点として、液状の金属への開口がないことに基づいて、本発明によるローラにおける回転抵抗は、明らかに、開口を有するローラの場合よりも小さいことが挙げられる。同時に、本発明による通路によって内室の通気が保証されるので、通路を介して、内室と軸受室の間の圧力補償を行なうことができる。周囲の金属の温度が高いことに基づいて基本的に生じ得る過剰圧力の上昇は、内室と軸受室の間の接続部である通路によって有効に防止される。従って、許容できない大きな過剰圧力によるローラの外周の変形は、排除されている。
【0010】
第1の実施例によれば、ホットディップコーティング装置は、所定のガス圧でガスを軸受室と、通路を介してローラの内室とに供給するガス源を有する。この場合、通路を介して、この所定のガス圧の高さへの圧力補償が行なわれる。これに対して選択的に、本発明によるホットディップコーティング装置は、軸受室を大気圧にさらす通気ラインを備えることもできる。この場合、ローラの内室も、通路を介して大気圧にさらされる。
【0011】
有利なことに、通路は、ネックを貫通する孔の形態で形成されている。
【0012】
特に、ストリップは、メタルストリップ、特にスチールストリップである。
【0013】
特に、ローラが既にガス供給された転がり軸受に軸受けされた既存のホットディップコーティング装置において本発明を追加することは、特に簡単である。何故なら、この軸受方式の場合には、既に軸受室と給排用のガスラインとが設けられているからである。しかしながら、本発明は、他の軸受方式の場合でも原理的に適用可能である。
【図面の簡単な説明】
【0014】
【図1】本発明によるホットディップコーティング装置の横断面図を示す。
【発明を実施するための形態】
【0015】
本発明を、以下で、図に関連させた実施例の形で詳細に説明する。
【0016】
図1は、液状の金属200によってストリップ300、特にスチールストリップをコーティングするためのホットディップコーティング装置の横断面図を示す。ホットディップコーティング装置は、液状の金属を有する容器500を有し、液状の金属に、サポートアームに支承されたローラ110が浸漬されている。ローラ110は、図1では、模範的に、液状の金属200内でストリップを転向させるための転向ローラとして形成されている。ローラ110は、内室Iを有する中空体として形成され、周囲の液状の金属200に対してシールされている。ローラ110は、ネック112を備え、このネックを介して、ローラは、軸受120、特に転がり軸受、に軸受けされている。軸受120は、ネックの周囲に取り付けられ、軸受室Rによって取り囲まれている。本発明によれば、ローラ110の内室Iは、通路114を介して軸受室Rと接続されている。
【0017】
第1の実施例によれば、軸受室Rは、ガス源400に接続され、このガス源によって所定のガス圧のガスを供給される。このようにして、液状の金属が軸受室に浸入し、軸受120が損傷を受けることが防止される。ガス源400と軸受室Rは、特に、閉じたガスコントロール回路の一部であり、このガスコントロール回路は、軸受室内のガス圧を、例えば一定に保つことを保証する。本発明による連絡通路114を介して、ローラの内室Iが所定のガス圧にのみさらされ、望ましくない高さの過剰圧力に決してさらされないことが、保証される。このようにして、ローラの表面の望ましくない変形と、これによるストリップ300の損傷が、回避される。
【0018】
人工的なガス源またはガスコントロール回路を設けることに対して選択的に、軸受室は、安価な第2の実施例によれば、通気ライン450によって大気圧にさらされるだけでもよい。この場合、本発明による通路114を介して、ローラ110の内室Iも通気され、大気圧にさらされるので、このようにして、過剰圧力が防止される。
【0019】
符号Bは、液状の金属200の浴面を示す。
【符号の説明】
【0020】
110 ローラ
112 ネック
114 通路
120 軸受
200 液状の金属
300 ストリップ
400 ガス源
450 通気ライン
500 容器
B 浴面
I 内室
R 軸受室
【特許請求の範囲】
【請求項1】
内室(I)を有する中空体として形成され、ネック(112)を備え、コーティング中にストリップを転向又は安定化させるためのローラ(110)と、ネックを軸受けするためのネック(112)の周囲の軸受室(R)内の軸受(120)とを備える、液状の金属(200)によってストリップ(300)をコーティングするためのホットディップコーティング装置において、
ローラ(110)の内室(I)が、液状の金属(200)に対して密閉されるように形成されていること、ネックの周囲の軸受室(R)とローラ(110)の内室(I)を接続するための通路(114)が設けられていることを特徴とするホットディップコーティング装置。
【請求項2】
通路(114)が、ネック(112)を貫通する孔の形態で形成されていることを特徴とする請求項1に記載のホットディップコーティング装置。
【請求項3】
所定のガス圧でガスを軸受室(R)と、通路(114)を介してローラの内室(I)とに供給するガス源(400)が設けられていることを特徴とする請求項1又は2に記載のホットディップコーティング装置。
【請求項4】
軸受室と内室内のガス圧をコントロールするための、例えば一定に保つためのコントロール回路が設けられていることを特徴とする請求項3に記載のホットディップコーティング装置。
【請求項5】
軸受室(R)と、通路(114)を介してローラの内室(I)とを大気圧にさらす通気ライン(450)が設けられていることを特徴とする請求項1又は2に記載のホットディップコーティング装置。
【請求項6】
液状の金属(200)用の容器(500)が設けられており、ホットディップコーティング装置の運転中にローラ(112)と軸受室(R)が液状の金属に浸漬されているが、軸受室(R)が、液状の金属(200)に対してシールされ、液状の金属から軸受を保護するために機能することを特徴とする請求項1〜5のいずれか1つに記載のホットディップコーティング装置。
【請求項7】
ストリップが、メタルストリップ、例えばスチールストリップであることを特徴とする請求項1〜6のいずれか1つに記載のホットディップコーティング装置。
【請求項1】
内室(I)を有する中空体として形成され、ネック(112)を備え、コーティング中にストリップを転向又は安定化させるためのローラ(110)と、ネックを軸受けするためのネック(112)の周囲の軸受室(R)内の軸受(120)とを備える、液状の金属(200)によってストリップ(300)をコーティングするためのホットディップコーティング装置において、
ローラ(110)の内室(I)が、液状の金属(200)に対して密閉されるように形成されていること、ネックの周囲の軸受室(R)とローラ(110)の内室(I)を接続するための通路(114)が設けられていることを特徴とするホットディップコーティング装置。
【請求項2】
通路(114)が、ネック(112)を貫通する孔の形態で形成されていることを特徴とする請求項1に記載のホットディップコーティング装置。
【請求項3】
所定のガス圧でガスを軸受室(R)と、通路(114)を介してローラの内室(I)とに供給するガス源(400)が設けられていることを特徴とする請求項1又は2に記載のホットディップコーティング装置。
【請求項4】
軸受室と内室内のガス圧をコントロールするための、例えば一定に保つためのコントロール回路が設けられていることを特徴とする請求項3に記載のホットディップコーティング装置。
【請求項5】
軸受室(R)と、通路(114)を介してローラの内室(I)とを大気圧にさらす通気ライン(450)が設けられていることを特徴とする請求項1又は2に記載のホットディップコーティング装置。
【請求項6】
液状の金属(200)用の容器(500)が設けられており、ホットディップコーティング装置の運転中にローラ(112)と軸受室(R)が液状の金属に浸漬されているが、軸受室(R)が、液状の金属(200)に対してシールされ、液状の金属から軸受を保護するために機能することを特徴とする請求項1〜5のいずれか1つに記載のホットディップコーティング装置。
【請求項7】
ストリップが、メタルストリップ、例えばスチールストリップであることを特徴とする請求項1〜6のいずれか1つに記載のホットディップコーティング装置。
【図1】

【公表番号】特表2010−539327(P2010−539327A)
【公表日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願番号】特願2010−524387(P2010−524387)
【出願日】平成20年9月8日(2008.9.8)
【国際出願番号】PCT/EP2008/007320
【国際公開番号】WO2009/039950
【国際公開日】平成21年4月2日(2009.4.2)
【出願人】(390035426)エス・エム・エス・ジーマーク・アクチエンゲゼルシャフト (320)
【Fターム(参考)】
【公表日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願日】平成20年9月8日(2008.9.8)
【国際出願番号】PCT/EP2008/007320
【国際公開番号】WO2009/039950
【国際公開日】平成21年4月2日(2009.4.2)
【出願人】(390035426)エス・エム・エス・ジーマーク・アクチエンゲゼルシャフト (320)
【Fターム(参考)】
[ Back to top ]