
ホットメルト塗布装置
【課題】タンク内のホットメルト剤の蒸発によってタンクに接続された吸引手段が詰まるのを抑制することができるホットメルト塗布装置を提供する。
【解決手段】ノズル151からホットメルト剤800を吐出させないように加熱収容タンク140内の気体を吸引する吸引する排気ポンプ270と、加熱収容タンク140の排気ポンプ270に連結されている部分に形成された気流用開口連結部131の開口131aに対向する位置に、開口131aを介した気体の吸引が可能な状態で、加熱収容タンク140内のホットメルト剤800から発生して開口131aへ向かう蒸気を部分的に遮蔽する蒸気遮蔽部材137を設ける。
【解決手段】ノズル151からホットメルト剤800を吐出させないように加熱収容タンク140内の気体を吸引する吸引する排気ポンプ270と、加熱収容タンク140の排気ポンプ270に連結されている部分に形成された気流用開口連結部131の開口131aに対向する位置に、開口131aを介した気体の吸引が可能な状態で、加熱収容タンク140内のホットメルト剤800から発生して開口131aへ向かう蒸気を部分的に遮蔽する蒸気遮蔽部材137を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性の樹脂からなるホットメルト剤を加熱して溶融させノズルから吐出させることにより対象物上に塗布するホットメルト塗布装置に関するものである。
【背景技術】
【0002】
従来、この種のホットメルト塗布装置として、溶融したホットメルト剤を蓄えるタンクと、このタンク内のホットメルト剤を加熱する内部加熱ヒータと、この内部加熱ヒータにより溶融したホットメルト剤をノズルに供給するポンプとを備えたものが知られている(特許文献1参照)。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかしながら、上記従来のホットメルト塗布装置では、タンク内で溶融したホットメルト剤から発生する蒸気が、タンクに接続された配管に付着して固まり、配管が詰まってしまうという不具合がある。
【0004】
本発明は以上の問題点に鑑みなされたものであり、その目的は、タンク内のホットメルト剤の蒸発によってタンクに接続された吸引手段が詰まるのを抑制することができるホットメルト塗布装置を提供することである。
【課題を解決するための手段】
【0005】
上記目的を達成するために、請求項1の発明は、熱可塑性の樹脂からなるホットメルト剤を加熱し、該加熱によって溶融したホットメルト剤をノズルから吐出させて対象物に塗布するホットメルト塗布装置であって、前記溶融したホットメルト剤が収容され前記ノズルに連結されたタンクと、前記タンク内のホットメルト剤を加熱する加熱手段と、前記タンク内のホットメルト剤を、前記ノズルに供給する供給手段と、前記ノズルに供給されたホットメルト剤を加圧して前記ノズルから吐出させる吐出手段と、前記対象物を支持する対象物支持手段と、前記対象物支持手段に支持された対象物における前記ホットメルト剤を塗布する塗布箇所に前記ノズルを対向させるように、前記対象物に対して前記ノズルを相対的に移動させる相対移動手段と、前記ノズルから前記ホットメルト剤を吐出させないように前記タンク内の気体を吸引する吸引する吸引手段と、前記タンクの前記吸引手段に連結されている部分に形成された開口に対向する位置に、該開口を介した気体の吸引が可能な状態で、該タンク内のホットメルト剤から発生して該開口へ向かう蒸気を部分的に遮蔽する蒸気遮蔽部材を設けたことを特徴とするものである。
また、請求項2の発明は、請求項1のホットメルト塗布装置において、前記ノズルから前記ホットメルト剤を吐出させるように前記タンク内を加圧する気体を供給する加圧気体供給経路と、前記吸引手段で気体を吸引する気体吸引経路とを、同一の経路形成部材で形成したことを特徴とするものである。
また、請求項3の発明は、請求項1又は2のホットメルト塗布装置において、前記対象物に対する前記ホットメルト剤の塗布を制御するための塗布制御データを記憶媒体から読み出すデータ読み出し手段と、前記記憶媒体から読み出した前記塗布制御データに基づいて、前記相対移動手段による前記対象物に対する前記ノズルの相対的な移動と、前記吐出手段による前記ノズルからの前記ホットメルト剤の吐出とを制御する制御手段と、を備えたことを特徴とするものである。
また、請求項4の発明は、請求項3のホットメルト塗布装置において、前記制御手段は、前記塗布制御データに基づいて、前記吐出手段の加圧動作と前記吸引手段の吸引動作とを切り換えて実行させるように制御することを特徴とするものである。
【発明の効果】
【0006】
本発明によれば、溶融したホットメルト剤が収容されノズルに連結されたタンクの吸引手段に連結されている部分に形成された開口に対向する位置に、その開口を介した気体の吸引が可能な状態で、タンク内のホットメルト剤から発生して上記開口へ向かう蒸気を部分的に遮蔽する蒸気遮蔽部材を設けている。この蒸気遮蔽部材により、タンク内で溶融しているホットメルト剤の表面から発生した蒸気が上記開口に向けて移動しようとするときに、その蒸気が蒸気遮蔽部材に接触して冷却され、固化したホットメルト剤を蒸気遮蔽部材の表面に付着させることができる。これにより、ホットメルト剤の蒸気が上記開口を通って吸引手段側に移動するのを抑制することができるので、吸引手段がホットメルト剤で詰まるのを防止することができる。
【図面の簡単な説明】
【0007】
【図1】本発明の実施形態に係るホットメルト塗布ロボットの概略構成を示す正面図。
【図2】基板がセットされたワーク保持部の平面図。
【図3】塗布ヘッドユニットの一構成例を示す拡大正面図。
【図4】同塗布ヘッドユニットのホットメルト剤加熱収容部の構成および加圧・吸引機構の説明図。
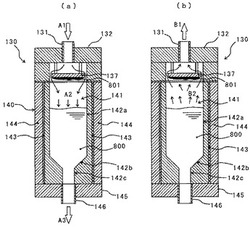
【図5】(a)はホットメルト塗布時におけるホットメルト剤加熱収容部の内部の様子を示す断面図。(b)は待機時におけるホットメルト剤加熱収容部の内部の様子を示す縦断面図。
【図6】ノズルヘッド部の縦断面図。
【図7】ホットメルト塗布ロボットの制御系の主要部を示すブロック図。
【図8】ホットメルト塗布ロボットによるホットメルト剤の塗布動作の一例を示すフローチャート。
【図9】(a)〜(c)はホットメルト剤の点塗布の様子を示す説明図。
【図10】(a)〜(d)はホットメルト剤の線塗布の様子を示す説明図。
【発明を実施するための形態】
【0008】
以下、本発明をホットメルト塗布装置としてのホットメルト塗布ロボットに適用した実施形態について説明する。本実施形態のホットメルト塗布ロボットは、電気回路が形成された塗布対象物としてのプリント基板(以下「基板」という。)の所定の塗布箇所に熱可塑性の樹脂からなるホットメルト剤を塗布するものである。
【0009】
本実施形態におけるホットメルト剤としては、例えば、軟化点が80°C〜110°CであるEVA(エチレン酢酸ビニル共重合物)系の樹脂や、軟化点が100°C〜150°CであるPO(ポリオレフィン)系の樹脂、軟化点が120°C〜160°CであるPP(ポリプロピレン)系の樹脂、軟化点が140°C〜170°CであるPA(ポリアミド)系、および軟化点が100°C〜110°CであるSR(合成ゴム)系の樹脂などを用いることができる。なお、ここに挙げた「軟化点」は、環球法(R&B法)で測定された軟化点である。
【0010】
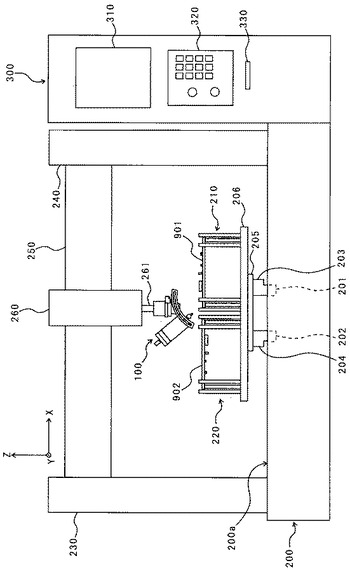
図1は本実施形態に係るホットメルト塗布ロボットの概略構成を示す正面図である。なお、図1には、後で参照する座標軸も図示されている。本実施形態のホットメルト塗布ロボットは、塗布対象物の基板901、902がセットされる対象物支持手段として左右1組のワーク保持部210、220が作業台200a上に設けられた装置本体200と、制御ユニット300とを備えている。装置本体200は、その装置本体200の両側部に取り付けられたスタンド部材230、240と、そのスタンド部材230、240の間に架け渡すように取り付けられたX軸ガイド部材250と、X軸ガイド部材250に対してX軸方向(図中の左右方向)に移動可能に図中奥側が取り付けれた塗布ヘッドユニット駆動部260とを備えている。また、塗布ヘッドユニット駆動部260の下端部には、Z軸方向に昇降可能な昇降軸部261が設けられ、その昇降軸部261の下端部に、塗布ヘッドユニット100が取り付けられている。
【0011】
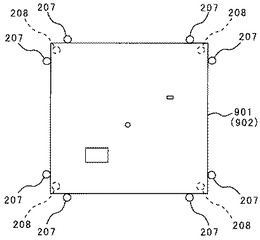
装置本体200の作業台200aの中央部には、Y軸方向(図中の前後方向)に延びた2本のガイドレール201、202が形成され、そのガイドレール201、202それぞれに沿って可動ブラケット203、204がY軸方向に移動可能に取り付けられている。可動ブラケット203、204の上端には連結板205を介してワーク保持テーブル206が取り付けられ、そのワーク保持テーブル206上に左右1組のワーク保持部210、220が設けられている。図2に示すように、各ワーク保持部210、220は、基板の4つの角部それぞれにおいて基板の側面から支持する側面支持スタンド207と基板の下面から支持する下面支持スタンド208とを備えている。ワーク保持部210、220には、基板の互いに異なる2つの面(表面および裏面)が上向きになるように、2枚の基板901、902がセットされ、同一塗布工程で基板901、902に対してホットメルト剤の塗布ができるようになっている。例えば、図1の例では、右側のワーク保持部210に、主に部品が搭載されている表面が上向きになるように1枚目の基板901がセットされ、左側のワーク保持部210に、裏面が上向きになるように2枚目の基板902がセットされ、同一塗布工程で1枚目の基板901の表面および2枚目の基板902の裏面に対してホットメルト剤の塗布ができる。
【0012】
制御ユニット300は、表示部310と、操作部320と、着脱可能な記憶媒体としてのメモリカード等が装着される記憶媒体装着手段としてのメモリスロット330とを備えている。また、制御ユニット300は、CPUや内部メモリ等で構成された制御部としてのコントローラを内蔵している。塗布ヘッドユニット駆動部260のX軸方向の駆動、塗布ヘッドユニット100のZ軸方向(基板901、902に対する接離方向)の駆動、塗布ヘッドユニット100のZ軸を中心とした回転駆動(θ回転駆動)、ワーク保持部210、220が設けられた可動ブラケット203、204のY軸方向の駆動などは、基板901の塗布箇所の相対座標等の情報、塗布ヘッドユニット100の回転制御の情報、塗布ヘッドユニット100の移動速度の情報等に関する塗布制御データ(塗布NCデータ)に基づいて、制御ユニット300のコントローラで制御される。この塗布制御データは、塗布処理時の各種初期設定パラメータ等のデータとともに、制御ユニット300のコントローラ内にある内部メモリに予め保存され、ホットメルト剤の塗布処理実行時に当該内部メモリから読み出されて用いられる。この内部メモリ内に保存される塗布制御データは、メモリスロット330に装着されたメモリカード等の記憶媒体から読み出したものでもよいし、通信ネットワークを介して外部装置から送信されてきたものでもよい。また、塗布制御データ等は、フレキシブルディスク、ハードディスク等の他の記憶媒体に記憶させて用いるように構成してもよい。また、塗布制御データ(塗布NCデータ)は、塗布対象物である基板の表面側および裏面側の設計データに基づいて作成したものでもよいし、前もって実行されるデータ取り込み作業(ティーチング作業)で取得されたものでもよい。
【0013】
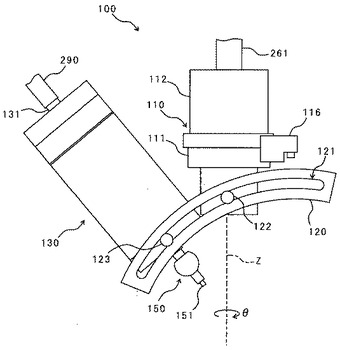
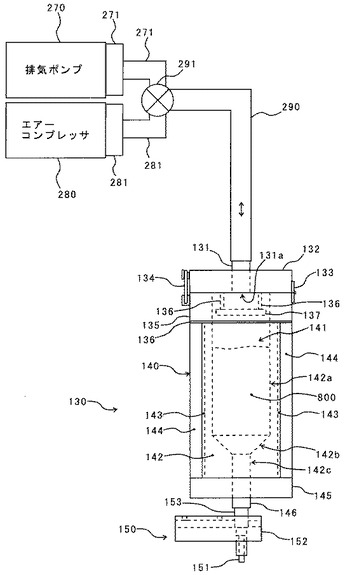
図3はホットメルト塗布ロボットの塗布ヘッドユニット100の一構成例を示す拡大正面図である。塗布ヘッドユニット100は、塗布ヘッドユニット駆動部260の昇降可能な昇降軸部261の下端部に連結されたθ回転駆動機構110と、θ回転駆動機構110の回転可動部111の下端側面部に固定された円弧状のアーム部材120と、アーム部材120に所定の角度で取り付けられたホットメルト剤加熱収容部130とを備えている。θ回転駆動機構110は、昇降軸部261の下端部に連結された固定連結部112をベースにして、その下側の回転可動部111がZ軸を中心にして回転駆動可能に構成されている。回転可動部111の上側外周部には、図示しない気体の配管や電気的な配線を中継する中継部材116が設けられている。アーム部材120には、ネジなどの取付固定部材122、123が通過し得る円弧状の孔121が形成されており、この円弧状の孔121における取付固定部材122、123の取り付け位置を調整することにより、θ回転駆動機構110に対するホットメルト剤加熱収容部130の位置、距離および傾きを設定することができる。ホットメルト剤加熱収容部130の下端部にはノズルヘッド部150が設けられている。ノズルヘッド部150の下端部にノズル151が所定の長さだけ突出するにように設けられ、ノズル151の先端から溶融したホットメルト剤が吐出するように構成されている。ホットメルト剤加熱収容部130の上端部には、吸引気体および加圧気体が通過する気流用開口連結部131が設けられ、排気ポンプやエアーコンプレッサに接続するための同一の共通経路形成部材としてのホース290が連結されている。このホース290は、ノズル151からホットメルト剤800を吐出させるように後述の加熱収容タンク内を加圧する気体をエアーコンプレッサから供給する加圧気体供給経路と、排気ポンプで気体を吸引する気体吸引経路とを形成している。
【0014】
図4は、ホットメルト剤加熱収容部130の構成および加圧・吸引機構の説明図である。ホットメルト剤加熱収容部130は、例えば四角柱の外形を有しており、気流用開口連結部131が中央部に設けられた蓋部132と、ヒンジ部133および開閉操作部(フックパンチ錠)134を介して蓋部132が開閉可能に取り付けられた蓋支持部135と、断熱板136を介して蓋支持部135が装着された加熱収容タンク140とを備えている。ホットメルト塗布ロボットによる通常のホットメルト剤の塗布処理時には、開閉操作部134の止め金具によって蓋部132が固定されて閉じられている。ホットメルト剤の補充時やメンテナンス時等にオペレータが開閉操作部134の止め金具を外して持ち上げるように操作すると、ヒンジ部133を支点として蓋部132を揺動させて開くことができる。蓋部132の内側の底面には、例えば棒状の支持スタンド136を介して、加熱収容タンク140内のホットメルト剤が収容される内部の収容空間141に臨むように円板状の蒸気遮蔽部材137が取り付けられている。この蒸気遮蔽部材137は、ホース290が連結されている気流用開口連結部131の開口131aに対向する位置に設けられ、その開口131aを介した気体の供給及び吸引が可能な状態で、加熱収容タンク140内の溶融したホットメルト剤から発生して上記開口131aへ向かう蒸気の経路を部分的に遮蔽する。蓋部132、蓋支持部135、支持スタンド136および蒸気遮蔽部材137は、例えば良好な熱伝導性を有するステンレス等の金属材料で形成されている。
【0015】
加熱収容タンク140は、ホットメルト剤800が収容される内部の収容空間141を有するタンク本体部142と、タンク本体部142の外側面を囲むように設けられたタンク加熱手段としてのシート状の容器加熱部143と、タンク本体部142および容器加熱部143を覆うように設けられた側面断熱部材144と、タンク本体部142の底面を覆うように設けられた底面断熱部材145とを備えている。タンク本体部142は、例えば良好な熱伝導性を有する金属材料(例えばアルミブロック)で形成されている。側面断熱部材144および底面断熱部材145は断熱性に優れたガラスエポキシ等の材料で形成されている。また、底面断熱部材145の側面に、ネジなどの取付固定部材123によりアーム部材120が固定される。タンク本体部142内の収容空間141は、大径の内周面からなる上部収容部141aと、内周面の径が次第に小さくなったテーパ部141bと、小径の内周面からなる下部収容部141cとを有する。下部収容部141cの中央下端部には、溶融したホットメルト剤が供給されるときに通過するホットメルト剤用開口連結部146が設けられている。このホットメルト剤用開口連結部146に、ノズルヘッド部150の本体152の上部に設けられたホットメルト剤受口部153が連結されている。
【0016】
容器加熱部143は、例えばラバーヒータで形成され、その加熱温度が図示しない熱伝対等の温度センサで検知され、その検知結果に基づいて図示しない容器加熱回路が制御され、タンク本体部142内のホットメルト剤800の温度が所定の第2の目標温度になるように温度調整される。この第2の目標温度は、ホットメルト剤800を基板に塗布するときの第1の目標温度よりも低くホットメルト剤800の軟化点よりも高い温度に設定されている。例えば、使用するホットメルト剤の軟化点が100°C〜125°の場合、第2の目標温度は130°C〜160°Cの範囲内に設定され、より好ましくは145°Cに設定される。そして、この場合のホットメルト剤の塗布時にノズルから吐出するホットメルト剤の第1の目標温度は180°〜215°Cの範囲内に設定され、より好ましくは195°C〜200°Cの範囲内に設定される。なお、このタンク本体部142内のホットメルト剤の第2の目標温度と、ホットメルト剤の塗布時にノズルから吐出するホットメルト剤の第1の目標温度とはそれぞれ、使用するホットメルト剤の軟化点等に応じて設定される。
【0017】
また、上記タンク本体部142内のホットメルト剤800の第2の目標温度の設定は、ノズル151から吐出させて基板に塗布するホットメルト剤800の量に基づいて変更してもよい。例えば、ホットメルト剤800の塗布量が多い場合に第2の目標温度を高めにしてノズルヘッド部150における加熱不足を防止し、ホットメルト剤800を第1の目標温度まで確実に加熱した状態でノズル151から吐出させる。また、ホットメルト剤800の塗布量が少ない場合は、ノズルヘッド部150で十分に加熱できるので、第2の目標温度を低めにして塗布ヘッドユニット100の加熱収容タンク140における無駄な加熱を回避する。
【0018】
加熱収容タンク140内の気体は、気流用開口連結部131を介して接続された配管としてのホース290を通り、コントローラで制御可能なエアー流路切換バルブ291および電磁バルブ271と分岐ホース272とを介して接続された吸引手段としての排気ポンプ270により吸引される。また、エアー流路切換バルブ291には、コントローラで制御可能な電磁バルブ281と分岐ホース282とを介してエアーコンプレッサ280が接続され、所定のタイミングに上記吸引を停止して加熱収容タンク140内に加圧気体(例えば圧縮空気)を供給することができるようになっている。上記加熱収容タンク140からの吸引経路および加熱収容タンク140への加圧気体の供給経路にはフィルターを設けてもよい。
【0019】
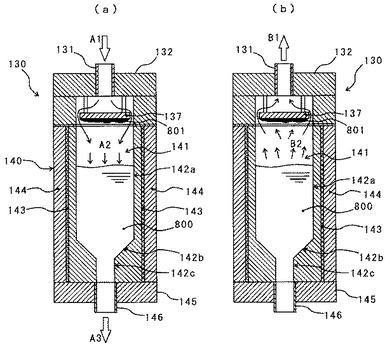
図5(a)はホットメルト塗布時におけるホットメルト剤加熱収容部130の内部の様子を示す断面図である。ホットメルト塗布時には、図中の矢印A1に示すようにエアーコンプレッサ280から気流用開口連結部131を介してホットメルト剤加熱収容部130内に加圧気体が供給される。この加圧気体を供給する加圧動作により、加熱収容タンク140に収容されているホットメルト剤800の表面が、図中矢印A2に示すように下方に加圧される。この加圧により、加熱収容タンク140のホットメルト剤800が、図中矢印A3に示すようにホットメルト剤用開口連結部146を介してノズルヘッド部150に供給され、ノズルヘッド部150のノズル151から所定量のホットメルト剤を吐出させることができる。上記加圧気体の供給は、例えば加圧の大きさを一定にした状態で、基板上の塗布箇所の種類や塗布量に応じて供給時間が制御される。例えばホットメルト剤800の供給を0.01秒単位で設定できるようにしておき、ホットメルト剤を点状に塗布する点塗布の場合には、基板に対するノズル151の相対的な位置は変化させずに、ホットメルト剤800の供給時間(塗布時間)を0.09秒や1秒にする。これにより、ホットメルト剤800の塗布量を変化させることができる。また、ホットメルト剤を線状に塗布する線塗布の場合には、ホットメルト剤800の供給時間(塗布時間)を例えば0.09秒や1秒にすることにより、点塗布におけるホットメルト剤の塗布量を変化させることができる。また、ホットメルト剤を線状に塗布する線塗布の場合には、ホットメルト剤800の供給(塗布)を継続した状態で、基板に対するノズル151の相対的な移動速度を変化させる。これにより、線塗布におけるホットメルト剤800の塗布量を変化させることができる。ここで、X軸方向におけるノズル151の相対的な移動速度を変化させるには、塗布ヘッドユニット100のX軸方向の移動速度を変化させる。また、Y軸方向におけるノズル151の相対的な移動速度を変化させるには、基板がセットされたワーク保持部210、220のY軸方向の移動速度を変化させる。上記ノズル151の相対的な移動速度は例えば数mm/秒〜数10mm/秒の範囲内で設定される。
【0020】
一方、図5(b)は待機時におけるホットメルト剤加熱収容部130の内部の様子を示す縦断面図である。ホットメルト剤加熱収容部130の待機時には、上記エアーコンプレッサ280からホットメルト剤加熱収容部130への加圧が停止され、図中の矢印B1に示すように加熱収容タンク140内の気体が気流用開口連結部131を介して排気ポンプ270により吸引される。この気体の吸引により、ノズルヘッド部150からのホットメルト剤の吐出が抑制される。
【0021】
ここで、待機時の気体の吸引動作により、加熱収容タンク140内で溶融しているホットメルト剤800の表面から発生した当該ホットメルト剤800の蒸気が、図中矢印B2に示すように気流用開口連結部131に向けて移動しようとする。この移動の途中において、ホットメルト剤800の蒸気が、加熱収容タンク140内のホットメルト剤800の表面に対向するように収容空間141に臨ませて配置した蒸気遮蔽部材137に接触する。この蒸気遮蔽部材137に接触したホットメルト剤800は蒸気遮蔽部材137で冷却され、固化したホットメルト剤801が蒸気遮蔽部材137の表面に付着する。これにより、ホットメルト剤800の蒸気が、気流用開口連結部131を介してホース290側に移動するのを抑制することができ、ホース290、エアー流路切換バルブ291、排気ポンプ270等がホットメルト剤800で詰まるのを防止することができる。
【0022】
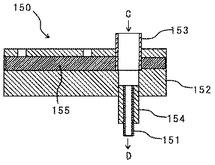
図6はノズルヘッド部150の縦断面図である。ノズルヘッド部150は、加熱収容タンク140の底面断熱部材145の下面に沿って延在する棒状の本体152と、加熱収容タンク140側のホットメルト剤用開口連結部146に連結されたホットメルト剤受口部153と、ホットメルト剤が吐出するノズル151の本体152側の外周面に接触してノズル151を囲むように設けられたノズル加熱用筒状部材154とを備えている。これらの本体152とホットメルト剤受口部153とノズル加熱用筒状部材154は良好な熱伝導性を有する金属等の材料で形成されている。例えば、本体152およびホットメルト剤受口部153は真鍮で形成し、ノズル加熱用筒状部材154はより熱伝導性に優れた銅で形成することができる。また、ノズル151は比較的短い期間で取り替えられる消耗品であり、ノズル加熱用筒状部材154の内側に挿入したりノズル加熱用筒状部材154から取り外したりできるように構成されている。
【0023】
ノズルヘッド部150の本体152の内部には、本体152の長手方向に存在するようにノズル加熱手段としての棒状ヒータ155が設けられている。棒状ヒータ155は、その加熱温度が図示しない熱伝対等の温度センサで検知され、その検知結果に基づいて図示しないノズルヘッド加熱回路が制御され、ノズルヘッド部150のノズル151から吐出するホットメルト剤の温度がホットメルト剤800を基板に塗布するときに必要な所定の第1の目標温度になるように、その第1の目標温度よりも若干高めに温度調整される。例えば、使用するホットメルト剤の軟化点が100°C〜125°の場合、ノズル151から吐出するホットメルト剤の第1の目標温度は180°〜215°Cの範囲内に設定され、より好ましくは195°C〜200°Cの範囲内に設定されるように、棒状ヒータ155の目標温度が220°Cに設定される。
【0024】
図6のノズルヘッド部150において、図中矢印Cで示すようにホットメルト剤加熱収容部130から供給された第2の目標温度に加熱されたホットメルト剤は、本体152内を通過しているときに、棒状ヒータ155の加熱によって第1の目標温度まで更に加熱される。第1の目標温度まで加熱されたホットメルト剤は、図中矢印Dで示すようにノズル151の先端から吐出する。なお、前記第2の目標温度に加熱されたホットメルト剤加熱収容部130内のホットメルト剤をノズルヘッド部150のノズル151に供給する供給手段は、ホットメルト剤用開口連結部146、ノズルヘッド部150の本体152およびホットメルト剤受口部153等で構成されている。また、前記第1の目標温度に加熱されたホットメルト剤を加圧してノズル151から吐出させる吐出手段は、エアーコンプレッサ280及びエアー流路切換バルブ291等で構成されている。
【0025】
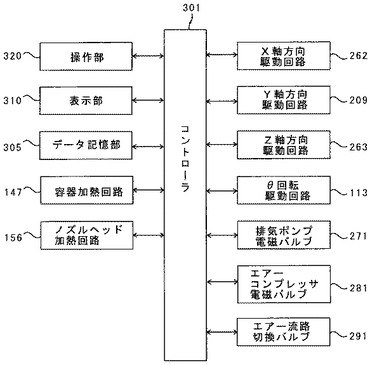
図7は、ホットメルト塗布ロボットの制御系の主要部を示すブロック図である。制御手段としてのコントローラ301は、CPU、RAM、ROM、I/Oインターフェース等を用いて構成されている。このコントローラ301には、表示部310、オペレータが操作する操作部320、前述の塗布制御データや所定のプログラム等が保存された内部メモリ等からなるデータ記憶部305が接続されている。更に、コントローラ301には、排気ポンプ270の電磁バルブ271、エアーコンプレッサ280の電磁バルブ281およびエアー流路切換バルブ291が接続され、排気ポンプ270による吸引動作及びエアーコンプレッサ280による加圧気体(例えば圧縮空気)の供給動作を制御できるようになっている。また、コントローラ301には、タンク本体部142の温度を検知する温度センサによる温度検知結果に基づいて容器加熱部143に所定の加熱用電流を供給する容器加熱回路147が接続され、前述の加熱収容タンク140内に収容されているホットメルト剤の第2の目標温度を制御できるようになっている。また、コントローラ301には、ノズルヘッド部150の本体152の温度を検知する温度センサによる温度検知結果に基づいて棒状ヒータ155に所定の加熱用電流を供給するノズルヘッド加熱回路156が接続され、前述のノズル151から吐出されるホットメルト剤の第1の目標温度を制御できるようになっている。
【0026】
また、コントローラ301には、塗布ヘッドユニット駆動部(X軸方向駆動部)260を駆動制御するX軸方向駆動回路262、可動ブラケット203、204(Y軸方向駆動部)を駆動制御するY軸方向駆動回路209、塗布ヘッドユニット駆動部(Z軸方向駆動部)260を駆動制御するZ軸方向駆動回路263、および、塗布ヘッドユニット駆動部260内のθ回転駆動部180を駆動制御するθ回転駆動回路113が接続されている。これにより、コントローラ301は、塗布制御データに基づいて、塗布ヘッドユニット100のX軸方向、ワーク保持部210、220のY軸方向、および塗布ヘッドユニット100のZ軸方向の移動と、塗布ヘッドユニット100のZ軸を中心にした回転とをそれぞれ制御できるようになっている。
【0027】
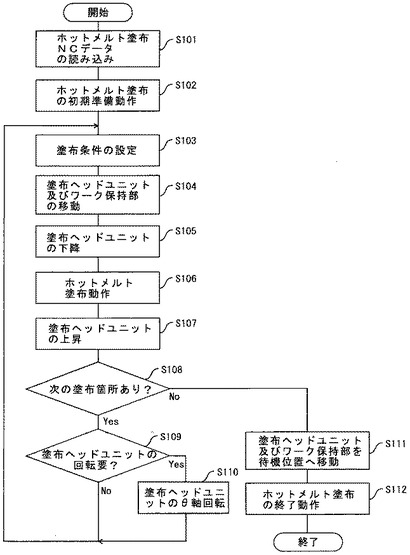
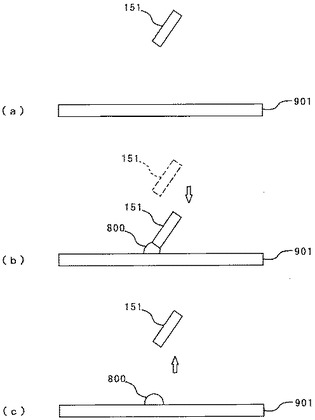
図8は、上記構成のホットメルト塗布ロボットを用いて2枚の基板901、902についてホットメルト剤を塗布する塗布処理の一例を示すフローチャートであり、図9(a)〜(c)は基板901における点塗布の様子を示す説明図である。
まず、塗布対象物の基板の表面および裏面に対する塗布NCデータ(塗布制御データ)をコントローラ301に読み込んだ後、塗布処理の初期準備動作を実行する(S101、S102)。塗布処理の初期準備動作は、例えば、排気ポンプ270のオン動作、エアーコンプレッサ280のオン動作、加熱収容タンク140のタンク本体部142の温度調整開始(第2の目標温度)、ノズルヘッド部150の本体152の温度調整開始(第1の目標温度)、塗布ヘッドユニット100およびワーク保持部210、220の所定の待機位置(ホームポジション)への移動等である。次に、オペレータがワーク保持部210、220上に基板901、902をセットし塗布処理の開始操作を行うと、当該基板に対する塗布条件が設定され、塗布ヘッドユニット100およびワーク保持部210、220が駆動されノズル151が所定の塗布開始位置に移動する(S103、S104。図9(a)参照)。次に、塗布ヘッドユニット100のノズル151が所定の高さまで下降し(S105)、ノズル151からホットメルト剤800が吐出される(S106。図9(b)参照)。ホットメルト剤が所定時間だけ吐出されると、塗布ヘッドユニット100のノズル151が所定の高さまで上昇する(S107。図9(c)参照)。これにより、基板901上の所定の塗布箇所にホットメルト剤800がスポット状に塗布される。次の塗布箇所がある場合(S108でYes)は、塗布ヘッドユニット100をZ軸回りに回転する必要があるか否かが判断される(S109)。ここで、塗布ヘッドユニット100の回転要の場合(S109でYes)は、塗布ヘッドユニット100をZ軸の回りに所定角度(例えば、90°、−90°又は180°)回転させることによりノズル151の向きを変更し(S110)、上記ステップS103〜S108の塗布処理を繰り返す。一方、塗布ヘッドユニット100の回転が不要の場合(S109でNo)は、塗布ヘッドユニット100のZ軸周りの回転を行わないで、上記ステップS103〜S108の塗布処理を繰り返す。基板901の表面および基板902の裏面のすべての塗布箇所について塗布処理が終了したら(S108でNo)、塗布ヘッドユニット100およびワーク保持部210、220を所定の待機位置(ホームポジション)へ移動させ、塗布処理の終了動作を実行する(S111、S112)。
【0028】
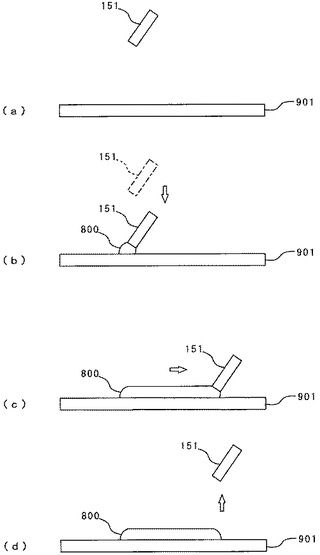
なお、上記塗布処理においてホットメルト剤の線塗布を行う場合は、まず、図10(a)に示すように塗布ヘッドユニット100およびワーク保持部210、220が駆動されノズル151が所定の塗布開始位置に移動し、図10(b)に示すように塗布ヘッドユニット100のノズル151が所定の高さまで下降する。次に、図10(c)に示すようにノズル151からホットメルト剤800を吐出させがら、基板901の表面に沿ってノズル151を所定方向に相対移動させる。ノズル151が所定距離だけ相対移動したら、図10(d)に示すようにノズル151を所定の高さまで上昇させる。これにより、基板901上の所定の塗布箇所にホットメルト剤800がライン状に塗布される。なお、本実施形態の構成の場合、基板901に対してノズル151をX軸方向に相対移動させるときは塗布ヘッドユニット100を移動させ、基板901に対してノズル151をY軸方向に相対移動させるときはワーク保持部210、220を移動させる。
【0029】
以上、本実施形態によれば、ホットメルト剤800を基板901、902に塗布するときの第1の目標温度よりも低くホットメルト剤800の軟化点よりも高い第2の目標温度になるように、ノズル151に供給する前のホットメルト剤800を加熱して溶融させることにより、ノズル151に供給する前に溶融させるホットメルト剤800の蒸発及び変色を抑制できる。しかも、第2の目標温度に加熱されたホットメルト剤800をノズル151に供給し、ノズル151に供給されたホットメルト剤800が第2の目標温度よりも高い塗布に必要な第1の目標温度になるようにノズル151を加熱し、第1の目標温度に加熱されたホットメルト剤800をノズル151から吐出させて基板に塗布することにより、ホットメルト剤800を基板に塗布するときの糸ひきや接着不良を防止することができる。このように塗布対象のホットメルト剤800の加熱を2段階に行うことにより、ホットメルト剤800の蒸発及び変色を抑制できるとともに、糸ひきや接着不良のない高品質の塗布を行うことができる。
また、本実施形態によれば、基板に対するホットメルト剤800の塗布を制御するための塗布制御データを記憶媒体から読み出し、その記憶媒体から読み出した塗布制御データに基づいて、基板に対するノズル151の相対的な移動だけでなく、ノズル151からのホットメルト剤800の吐出を制御することができるため、基板に対するホットメルト剤800の塗布量を任意に変更してホットメルト剤の自動塗布を行うことができる。
また、本実施形態によれば、ノズル151から吐出させて基板に塗布するホットメルト剤800の量に基づいて第2の目標温度の設定を変更することにより、ホットメルト剤800の塗布量が多い場合に第2の目標温度を高めにしてノズルヘッド部150における加熱不足を防止し、ホットメルト剤800を第1の目標温度まで確実に加熱した状態でノズル151から吐出させることができる。ホットメルト剤800の塗布量が少ない場合は、ノズルヘッド部150で十分に加熱できるので、第2の目標温度を低めにして塗布ヘッドユニット100の加熱収容タンク140における無駄な加熱を回避できる。
また、本実施形態によれば、加熱収容タンク140のホース290が連結されている気流用開口連結部131の開口131aに対向する位置に、その開口131aを介した気体の供給及び吸引が可能な状態で、加熱収容タンク140内のホットメルト剤800から発生して上記開口131aへ向かう蒸気の経路を部分的に遮蔽する蒸気遮蔽部材137を設けている。この蒸気遮蔽部材137により、加熱収容タンク140内で溶融しているホットメルト剤800の表面から発生した当該ホットメルト剤800の蒸気が上記開口131aに向けて移動しようとするときに、その蒸気が蒸気遮蔽部材137に接触して冷却され、固化したホットメルト剤801を蒸気遮蔽部材137の表面に付着させることができる。これにより、ホットメルト剤800の蒸気が開口131aを通って気流用開口連結部131を介してホース290側に移動するのを抑制することができるので、ホース290、エアー流路切換バルブ291、排気ポンプ270等がホットメルト剤800で詰まるのを防止することができる。
また、ノズル151からホットメルト剤800を吐出させるように加熱収容タンク140内を加圧する気体を供給する加圧気体供給経路と、排気ポンプ270で気体を吸引する気体吸引経路とを、同一の共通経路形成部材としてのホース290で形成することにより、加圧気体供給経路と気体吸引経路とを別々に設けた場合に比してホットメルト塗布ロボットの小型化を図ることができる。
また、本実施形態によれば、前記塗布制御データに基づいて、加熱収容タンク140に対する加圧動作と吸引動作とを切り換えて実行させるように、吐出手段としてのエアーコンプレッサ280及びエアー流路切換バルブ291を制御することにより、基板に対するホットメルト剤800の塗布を適切なタイミングで制御してホットメルト剤の自動塗布を行うことができるので、基板に対するホットメルト剤の塗布の品質を向上させることができる。
【0030】
なお、上記実施形態では、塗布ヘッドユニット100をX軸方向およびZ軸方向に駆動することにより、基板901、902に対してノズル151をX軸方向及びZ軸方向に相対移動させているが、X軸方向およびZ軸方向の少なくとも一つの方向についてワーク保持部210、220を駆動することにより基板901、902に対してノズル151をX軸方向やZ軸方向に相対移動させるようにしてもよい。また、上記実施形態では、ワーク保持部210、220をY軸方向に駆動することにより、基板901、902に対してノズル151をY軸方向に相対移動させているが、Y軸方向に塗布ヘッドユニット100を駆動することにより基板901、902に対してノズル151をY軸方向に相対移動させるようにしてもよい。
また、上記実施形態において、塗布対象物である基板の種類、厚さ及び積層の有無の少なくとも一つに基づいて、前記第1の設定温度や前記第2の設定温度を変更するように制御してもよい。
また、上記実施形態では、塗布対象物が基板である場合について説明したが、本発明は基板以外の塗布対象物にホットメルト剤を塗布する場合にも適用することができる。
【符号の説明】
【0031】
100 塗布ヘッドユニット
110 θ回転駆動機構
111 回転可動部
112 固定連結部
113 θ回転駆動回路
120 アーム部材
121 孔
122、123 取付固定部材
130 ホットメルト剤加熱収容部
131 気流用開口連結部
131a 開口
132 蓋部
133 ヒンジ部
134 開閉操作部(フックパンチ錠)
135 蓋支持部
136 断熱板
140 加熱収容タンク
141 収容空間
142 タンク本体部
143 容器加熱部
144 側面断熱部材
145 底面断熱部材
146 ホットメルト剤用開口連結部
147 容器加熱回路
150 ノズルヘッド部
151 ノズル
152 本体
153 ホットメルト剤受口部
154 ノズル加熱用筒状部材
155 棒状ヒータ
156 ノズルヘッド加熱回路
200 装置本体
200a 作業台
201、202 ガイドレール
203、204 可動ブラケット
206 ワーク保持テーブル
207 側面支持スタンド
208 下面支持スタンド
209 Y軸方向駆動回路
210、220 ワーク保持部
230、240 スタンド部材
250 X軸ガイド部材
260 塗布ヘッドユニット駆動部
261 昇降軸部
262 X軸方向駆動回路
263 Z軸方向駆動回路
270 排気ポンプ
271 電磁バルブ
272 分岐ホース
280 エアーコンプレッサ
281 電磁バルブ
290 ホース
291 エアー流路切換バルブ
300 制御ユニット
301 コントローラ
305 データ記憶部
310 表示部
320 操作部
330 メモリスロット
800、801 ホットメルト剤
901、902 基板
【先行技術文献】
【特許文献】
【0032】
【特許文献1】特開平11−028408号公報
【技術分野】
【0001】
本発明は、熱可塑性の樹脂からなるホットメルト剤を加熱して溶融させノズルから吐出させることにより対象物上に塗布するホットメルト塗布装置に関するものである。
【背景技術】
【0002】
従来、この種のホットメルト塗布装置として、溶融したホットメルト剤を蓄えるタンクと、このタンク内のホットメルト剤を加熱する内部加熱ヒータと、この内部加熱ヒータにより溶融したホットメルト剤をノズルに供給するポンプとを備えたものが知られている(特許文献1参照)。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかしながら、上記従来のホットメルト塗布装置では、タンク内で溶融したホットメルト剤から発生する蒸気が、タンクに接続された配管に付着して固まり、配管が詰まってしまうという不具合がある。
【0004】
本発明は以上の問題点に鑑みなされたものであり、その目的は、タンク内のホットメルト剤の蒸発によってタンクに接続された吸引手段が詰まるのを抑制することができるホットメルト塗布装置を提供することである。
【課題を解決するための手段】
【0005】
上記目的を達成するために、請求項1の発明は、熱可塑性の樹脂からなるホットメルト剤を加熱し、該加熱によって溶融したホットメルト剤をノズルから吐出させて対象物に塗布するホットメルト塗布装置であって、前記溶融したホットメルト剤が収容され前記ノズルに連結されたタンクと、前記タンク内のホットメルト剤を加熱する加熱手段と、前記タンク内のホットメルト剤を、前記ノズルに供給する供給手段と、前記ノズルに供給されたホットメルト剤を加圧して前記ノズルから吐出させる吐出手段と、前記対象物を支持する対象物支持手段と、前記対象物支持手段に支持された対象物における前記ホットメルト剤を塗布する塗布箇所に前記ノズルを対向させるように、前記対象物に対して前記ノズルを相対的に移動させる相対移動手段と、前記ノズルから前記ホットメルト剤を吐出させないように前記タンク内の気体を吸引する吸引する吸引手段と、前記タンクの前記吸引手段に連結されている部分に形成された開口に対向する位置に、該開口を介した気体の吸引が可能な状態で、該タンク内のホットメルト剤から発生して該開口へ向かう蒸気を部分的に遮蔽する蒸気遮蔽部材を設けたことを特徴とするものである。
また、請求項2の発明は、請求項1のホットメルト塗布装置において、前記ノズルから前記ホットメルト剤を吐出させるように前記タンク内を加圧する気体を供給する加圧気体供給経路と、前記吸引手段で気体を吸引する気体吸引経路とを、同一の経路形成部材で形成したことを特徴とするものである。
また、請求項3の発明は、請求項1又は2のホットメルト塗布装置において、前記対象物に対する前記ホットメルト剤の塗布を制御するための塗布制御データを記憶媒体から読み出すデータ読み出し手段と、前記記憶媒体から読み出した前記塗布制御データに基づいて、前記相対移動手段による前記対象物に対する前記ノズルの相対的な移動と、前記吐出手段による前記ノズルからの前記ホットメルト剤の吐出とを制御する制御手段と、を備えたことを特徴とするものである。
また、請求項4の発明は、請求項3のホットメルト塗布装置において、前記制御手段は、前記塗布制御データに基づいて、前記吐出手段の加圧動作と前記吸引手段の吸引動作とを切り換えて実行させるように制御することを特徴とするものである。
【発明の効果】
【0006】
本発明によれば、溶融したホットメルト剤が収容されノズルに連結されたタンクの吸引手段に連結されている部分に形成された開口に対向する位置に、その開口を介した気体の吸引が可能な状態で、タンク内のホットメルト剤から発生して上記開口へ向かう蒸気を部分的に遮蔽する蒸気遮蔽部材を設けている。この蒸気遮蔽部材により、タンク内で溶融しているホットメルト剤の表面から発生した蒸気が上記開口に向けて移動しようとするときに、その蒸気が蒸気遮蔽部材に接触して冷却され、固化したホットメルト剤を蒸気遮蔽部材の表面に付着させることができる。これにより、ホットメルト剤の蒸気が上記開口を通って吸引手段側に移動するのを抑制することができるので、吸引手段がホットメルト剤で詰まるのを防止することができる。
【図面の簡単な説明】
【0007】
【図1】本発明の実施形態に係るホットメルト塗布ロボットの概略構成を示す正面図。
【図2】基板がセットされたワーク保持部の平面図。
【図3】塗布ヘッドユニットの一構成例を示す拡大正面図。
【図4】同塗布ヘッドユニットのホットメルト剤加熱収容部の構成および加圧・吸引機構の説明図。
【図5】(a)はホットメルト塗布時におけるホットメルト剤加熱収容部の内部の様子を示す断面図。(b)は待機時におけるホットメルト剤加熱収容部の内部の様子を示す縦断面図。
【図6】ノズルヘッド部の縦断面図。
【図7】ホットメルト塗布ロボットの制御系の主要部を示すブロック図。
【図8】ホットメルト塗布ロボットによるホットメルト剤の塗布動作の一例を示すフローチャート。
【図9】(a)〜(c)はホットメルト剤の点塗布の様子を示す説明図。
【図10】(a)〜(d)はホットメルト剤の線塗布の様子を示す説明図。
【発明を実施するための形態】
【0008】
以下、本発明をホットメルト塗布装置としてのホットメルト塗布ロボットに適用した実施形態について説明する。本実施形態のホットメルト塗布ロボットは、電気回路が形成された塗布対象物としてのプリント基板(以下「基板」という。)の所定の塗布箇所に熱可塑性の樹脂からなるホットメルト剤を塗布するものである。
【0009】
本実施形態におけるホットメルト剤としては、例えば、軟化点が80°C〜110°CであるEVA(エチレン酢酸ビニル共重合物)系の樹脂や、軟化点が100°C〜150°CであるPO(ポリオレフィン)系の樹脂、軟化点が120°C〜160°CであるPP(ポリプロピレン)系の樹脂、軟化点が140°C〜170°CであるPA(ポリアミド)系、および軟化点が100°C〜110°CであるSR(合成ゴム)系の樹脂などを用いることができる。なお、ここに挙げた「軟化点」は、環球法(R&B法)で測定された軟化点である。
【0010】
図1は本実施形態に係るホットメルト塗布ロボットの概略構成を示す正面図である。なお、図1には、後で参照する座標軸も図示されている。本実施形態のホットメルト塗布ロボットは、塗布対象物の基板901、902がセットされる対象物支持手段として左右1組のワーク保持部210、220が作業台200a上に設けられた装置本体200と、制御ユニット300とを備えている。装置本体200は、その装置本体200の両側部に取り付けられたスタンド部材230、240と、そのスタンド部材230、240の間に架け渡すように取り付けられたX軸ガイド部材250と、X軸ガイド部材250に対してX軸方向(図中の左右方向)に移動可能に図中奥側が取り付けれた塗布ヘッドユニット駆動部260とを備えている。また、塗布ヘッドユニット駆動部260の下端部には、Z軸方向に昇降可能な昇降軸部261が設けられ、その昇降軸部261の下端部に、塗布ヘッドユニット100が取り付けられている。
【0011】
装置本体200の作業台200aの中央部には、Y軸方向(図中の前後方向)に延びた2本のガイドレール201、202が形成され、そのガイドレール201、202それぞれに沿って可動ブラケット203、204がY軸方向に移動可能に取り付けられている。可動ブラケット203、204の上端には連結板205を介してワーク保持テーブル206が取り付けられ、そのワーク保持テーブル206上に左右1組のワーク保持部210、220が設けられている。図2に示すように、各ワーク保持部210、220は、基板の4つの角部それぞれにおいて基板の側面から支持する側面支持スタンド207と基板の下面から支持する下面支持スタンド208とを備えている。ワーク保持部210、220には、基板の互いに異なる2つの面(表面および裏面)が上向きになるように、2枚の基板901、902がセットされ、同一塗布工程で基板901、902に対してホットメルト剤の塗布ができるようになっている。例えば、図1の例では、右側のワーク保持部210に、主に部品が搭載されている表面が上向きになるように1枚目の基板901がセットされ、左側のワーク保持部210に、裏面が上向きになるように2枚目の基板902がセットされ、同一塗布工程で1枚目の基板901の表面および2枚目の基板902の裏面に対してホットメルト剤の塗布ができる。
【0012】
制御ユニット300は、表示部310と、操作部320と、着脱可能な記憶媒体としてのメモリカード等が装着される記憶媒体装着手段としてのメモリスロット330とを備えている。また、制御ユニット300は、CPUや内部メモリ等で構成された制御部としてのコントローラを内蔵している。塗布ヘッドユニット駆動部260のX軸方向の駆動、塗布ヘッドユニット100のZ軸方向(基板901、902に対する接離方向)の駆動、塗布ヘッドユニット100のZ軸を中心とした回転駆動(θ回転駆動)、ワーク保持部210、220が設けられた可動ブラケット203、204のY軸方向の駆動などは、基板901の塗布箇所の相対座標等の情報、塗布ヘッドユニット100の回転制御の情報、塗布ヘッドユニット100の移動速度の情報等に関する塗布制御データ(塗布NCデータ)に基づいて、制御ユニット300のコントローラで制御される。この塗布制御データは、塗布処理時の各種初期設定パラメータ等のデータとともに、制御ユニット300のコントローラ内にある内部メモリに予め保存され、ホットメルト剤の塗布処理実行時に当該内部メモリから読み出されて用いられる。この内部メモリ内に保存される塗布制御データは、メモリスロット330に装着されたメモリカード等の記憶媒体から読み出したものでもよいし、通信ネットワークを介して外部装置から送信されてきたものでもよい。また、塗布制御データ等は、フレキシブルディスク、ハードディスク等の他の記憶媒体に記憶させて用いるように構成してもよい。また、塗布制御データ(塗布NCデータ)は、塗布対象物である基板の表面側および裏面側の設計データに基づいて作成したものでもよいし、前もって実行されるデータ取り込み作業(ティーチング作業)で取得されたものでもよい。
【0013】
図3はホットメルト塗布ロボットの塗布ヘッドユニット100の一構成例を示す拡大正面図である。塗布ヘッドユニット100は、塗布ヘッドユニット駆動部260の昇降可能な昇降軸部261の下端部に連結されたθ回転駆動機構110と、θ回転駆動機構110の回転可動部111の下端側面部に固定された円弧状のアーム部材120と、アーム部材120に所定の角度で取り付けられたホットメルト剤加熱収容部130とを備えている。θ回転駆動機構110は、昇降軸部261の下端部に連結された固定連結部112をベースにして、その下側の回転可動部111がZ軸を中心にして回転駆動可能に構成されている。回転可動部111の上側外周部には、図示しない気体の配管や電気的な配線を中継する中継部材116が設けられている。アーム部材120には、ネジなどの取付固定部材122、123が通過し得る円弧状の孔121が形成されており、この円弧状の孔121における取付固定部材122、123の取り付け位置を調整することにより、θ回転駆動機構110に対するホットメルト剤加熱収容部130の位置、距離および傾きを設定することができる。ホットメルト剤加熱収容部130の下端部にはノズルヘッド部150が設けられている。ノズルヘッド部150の下端部にノズル151が所定の長さだけ突出するにように設けられ、ノズル151の先端から溶融したホットメルト剤が吐出するように構成されている。ホットメルト剤加熱収容部130の上端部には、吸引気体および加圧気体が通過する気流用開口連結部131が設けられ、排気ポンプやエアーコンプレッサに接続するための同一の共通経路形成部材としてのホース290が連結されている。このホース290は、ノズル151からホットメルト剤800を吐出させるように後述の加熱収容タンク内を加圧する気体をエアーコンプレッサから供給する加圧気体供給経路と、排気ポンプで気体を吸引する気体吸引経路とを形成している。
【0014】
図4は、ホットメルト剤加熱収容部130の構成および加圧・吸引機構の説明図である。ホットメルト剤加熱収容部130は、例えば四角柱の外形を有しており、気流用開口連結部131が中央部に設けられた蓋部132と、ヒンジ部133および開閉操作部(フックパンチ錠)134を介して蓋部132が開閉可能に取り付けられた蓋支持部135と、断熱板136を介して蓋支持部135が装着された加熱収容タンク140とを備えている。ホットメルト塗布ロボットによる通常のホットメルト剤の塗布処理時には、開閉操作部134の止め金具によって蓋部132が固定されて閉じられている。ホットメルト剤の補充時やメンテナンス時等にオペレータが開閉操作部134の止め金具を外して持ち上げるように操作すると、ヒンジ部133を支点として蓋部132を揺動させて開くことができる。蓋部132の内側の底面には、例えば棒状の支持スタンド136を介して、加熱収容タンク140内のホットメルト剤が収容される内部の収容空間141に臨むように円板状の蒸気遮蔽部材137が取り付けられている。この蒸気遮蔽部材137は、ホース290が連結されている気流用開口連結部131の開口131aに対向する位置に設けられ、その開口131aを介した気体の供給及び吸引が可能な状態で、加熱収容タンク140内の溶融したホットメルト剤から発生して上記開口131aへ向かう蒸気の経路を部分的に遮蔽する。蓋部132、蓋支持部135、支持スタンド136および蒸気遮蔽部材137は、例えば良好な熱伝導性を有するステンレス等の金属材料で形成されている。
【0015】
加熱収容タンク140は、ホットメルト剤800が収容される内部の収容空間141を有するタンク本体部142と、タンク本体部142の外側面を囲むように設けられたタンク加熱手段としてのシート状の容器加熱部143と、タンク本体部142および容器加熱部143を覆うように設けられた側面断熱部材144と、タンク本体部142の底面を覆うように設けられた底面断熱部材145とを備えている。タンク本体部142は、例えば良好な熱伝導性を有する金属材料(例えばアルミブロック)で形成されている。側面断熱部材144および底面断熱部材145は断熱性に優れたガラスエポキシ等の材料で形成されている。また、底面断熱部材145の側面に、ネジなどの取付固定部材123によりアーム部材120が固定される。タンク本体部142内の収容空間141は、大径の内周面からなる上部収容部141aと、内周面の径が次第に小さくなったテーパ部141bと、小径の内周面からなる下部収容部141cとを有する。下部収容部141cの中央下端部には、溶融したホットメルト剤が供給されるときに通過するホットメルト剤用開口連結部146が設けられている。このホットメルト剤用開口連結部146に、ノズルヘッド部150の本体152の上部に設けられたホットメルト剤受口部153が連結されている。
【0016】
容器加熱部143は、例えばラバーヒータで形成され、その加熱温度が図示しない熱伝対等の温度センサで検知され、その検知結果に基づいて図示しない容器加熱回路が制御され、タンク本体部142内のホットメルト剤800の温度が所定の第2の目標温度になるように温度調整される。この第2の目標温度は、ホットメルト剤800を基板に塗布するときの第1の目標温度よりも低くホットメルト剤800の軟化点よりも高い温度に設定されている。例えば、使用するホットメルト剤の軟化点が100°C〜125°の場合、第2の目標温度は130°C〜160°Cの範囲内に設定され、より好ましくは145°Cに設定される。そして、この場合のホットメルト剤の塗布時にノズルから吐出するホットメルト剤の第1の目標温度は180°〜215°Cの範囲内に設定され、より好ましくは195°C〜200°Cの範囲内に設定される。なお、このタンク本体部142内のホットメルト剤の第2の目標温度と、ホットメルト剤の塗布時にノズルから吐出するホットメルト剤の第1の目標温度とはそれぞれ、使用するホットメルト剤の軟化点等に応じて設定される。
【0017】
また、上記タンク本体部142内のホットメルト剤800の第2の目標温度の設定は、ノズル151から吐出させて基板に塗布するホットメルト剤800の量に基づいて変更してもよい。例えば、ホットメルト剤800の塗布量が多い場合に第2の目標温度を高めにしてノズルヘッド部150における加熱不足を防止し、ホットメルト剤800を第1の目標温度まで確実に加熱した状態でノズル151から吐出させる。また、ホットメルト剤800の塗布量が少ない場合は、ノズルヘッド部150で十分に加熱できるので、第2の目標温度を低めにして塗布ヘッドユニット100の加熱収容タンク140における無駄な加熱を回避する。
【0018】
加熱収容タンク140内の気体は、気流用開口連結部131を介して接続された配管としてのホース290を通り、コントローラで制御可能なエアー流路切換バルブ291および電磁バルブ271と分岐ホース272とを介して接続された吸引手段としての排気ポンプ270により吸引される。また、エアー流路切換バルブ291には、コントローラで制御可能な電磁バルブ281と分岐ホース282とを介してエアーコンプレッサ280が接続され、所定のタイミングに上記吸引を停止して加熱収容タンク140内に加圧気体(例えば圧縮空気)を供給することができるようになっている。上記加熱収容タンク140からの吸引経路および加熱収容タンク140への加圧気体の供給経路にはフィルターを設けてもよい。
【0019】
図5(a)はホットメルト塗布時におけるホットメルト剤加熱収容部130の内部の様子を示す断面図である。ホットメルト塗布時には、図中の矢印A1に示すようにエアーコンプレッサ280から気流用開口連結部131を介してホットメルト剤加熱収容部130内に加圧気体が供給される。この加圧気体を供給する加圧動作により、加熱収容タンク140に収容されているホットメルト剤800の表面が、図中矢印A2に示すように下方に加圧される。この加圧により、加熱収容タンク140のホットメルト剤800が、図中矢印A3に示すようにホットメルト剤用開口連結部146を介してノズルヘッド部150に供給され、ノズルヘッド部150のノズル151から所定量のホットメルト剤を吐出させることができる。上記加圧気体の供給は、例えば加圧の大きさを一定にした状態で、基板上の塗布箇所の種類や塗布量に応じて供給時間が制御される。例えばホットメルト剤800の供給を0.01秒単位で設定できるようにしておき、ホットメルト剤を点状に塗布する点塗布の場合には、基板に対するノズル151の相対的な位置は変化させずに、ホットメルト剤800の供給時間(塗布時間)を0.09秒や1秒にする。これにより、ホットメルト剤800の塗布量を変化させることができる。また、ホットメルト剤を線状に塗布する線塗布の場合には、ホットメルト剤800の供給時間(塗布時間)を例えば0.09秒や1秒にすることにより、点塗布におけるホットメルト剤の塗布量を変化させることができる。また、ホットメルト剤を線状に塗布する線塗布の場合には、ホットメルト剤800の供給(塗布)を継続した状態で、基板に対するノズル151の相対的な移動速度を変化させる。これにより、線塗布におけるホットメルト剤800の塗布量を変化させることができる。ここで、X軸方向におけるノズル151の相対的な移動速度を変化させるには、塗布ヘッドユニット100のX軸方向の移動速度を変化させる。また、Y軸方向におけるノズル151の相対的な移動速度を変化させるには、基板がセットされたワーク保持部210、220のY軸方向の移動速度を変化させる。上記ノズル151の相対的な移動速度は例えば数mm/秒〜数10mm/秒の範囲内で設定される。
【0020】
一方、図5(b)は待機時におけるホットメルト剤加熱収容部130の内部の様子を示す縦断面図である。ホットメルト剤加熱収容部130の待機時には、上記エアーコンプレッサ280からホットメルト剤加熱収容部130への加圧が停止され、図中の矢印B1に示すように加熱収容タンク140内の気体が気流用開口連結部131を介して排気ポンプ270により吸引される。この気体の吸引により、ノズルヘッド部150からのホットメルト剤の吐出が抑制される。
【0021】
ここで、待機時の気体の吸引動作により、加熱収容タンク140内で溶融しているホットメルト剤800の表面から発生した当該ホットメルト剤800の蒸気が、図中矢印B2に示すように気流用開口連結部131に向けて移動しようとする。この移動の途中において、ホットメルト剤800の蒸気が、加熱収容タンク140内のホットメルト剤800の表面に対向するように収容空間141に臨ませて配置した蒸気遮蔽部材137に接触する。この蒸気遮蔽部材137に接触したホットメルト剤800は蒸気遮蔽部材137で冷却され、固化したホットメルト剤801が蒸気遮蔽部材137の表面に付着する。これにより、ホットメルト剤800の蒸気が、気流用開口連結部131を介してホース290側に移動するのを抑制することができ、ホース290、エアー流路切換バルブ291、排気ポンプ270等がホットメルト剤800で詰まるのを防止することができる。
【0022】
図6はノズルヘッド部150の縦断面図である。ノズルヘッド部150は、加熱収容タンク140の底面断熱部材145の下面に沿って延在する棒状の本体152と、加熱収容タンク140側のホットメルト剤用開口連結部146に連結されたホットメルト剤受口部153と、ホットメルト剤が吐出するノズル151の本体152側の外周面に接触してノズル151を囲むように設けられたノズル加熱用筒状部材154とを備えている。これらの本体152とホットメルト剤受口部153とノズル加熱用筒状部材154は良好な熱伝導性を有する金属等の材料で形成されている。例えば、本体152およびホットメルト剤受口部153は真鍮で形成し、ノズル加熱用筒状部材154はより熱伝導性に優れた銅で形成することができる。また、ノズル151は比較的短い期間で取り替えられる消耗品であり、ノズル加熱用筒状部材154の内側に挿入したりノズル加熱用筒状部材154から取り外したりできるように構成されている。
【0023】
ノズルヘッド部150の本体152の内部には、本体152の長手方向に存在するようにノズル加熱手段としての棒状ヒータ155が設けられている。棒状ヒータ155は、その加熱温度が図示しない熱伝対等の温度センサで検知され、その検知結果に基づいて図示しないノズルヘッド加熱回路が制御され、ノズルヘッド部150のノズル151から吐出するホットメルト剤の温度がホットメルト剤800を基板に塗布するときに必要な所定の第1の目標温度になるように、その第1の目標温度よりも若干高めに温度調整される。例えば、使用するホットメルト剤の軟化点が100°C〜125°の場合、ノズル151から吐出するホットメルト剤の第1の目標温度は180°〜215°Cの範囲内に設定され、より好ましくは195°C〜200°Cの範囲内に設定されるように、棒状ヒータ155の目標温度が220°Cに設定される。
【0024】
図6のノズルヘッド部150において、図中矢印Cで示すようにホットメルト剤加熱収容部130から供給された第2の目標温度に加熱されたホットメルト剤は、本体152内を通過しているときに、棒状ヒータ155の加熱によって第1の目標温度まで更に加熱される。第1の目標温度まで加熱されたホットメルト剤は、図中矢印Dで示すようにノズル151の先端から吐出する。なお、前記第2の目標温度に加熱されたホットメルト剤加熱収容部130内のホットメルト剤をノズルヘッド部150のノズル151に供給する供給手段は、ホットメルト剤用開口連結部146、ノズルヘッド部150の本体152およびホットメルト剤受口部153等で構成されている。また、前記第1の目標温度に加熱されたホットメルト剤を加圧してノズル151から吐出させる吐出手段は、エアーコンプレッサ280及びエアー流路切換バルブ291等で構成されている。
【0025】
図7は、ホットメルト塗布ロボットの制御系の主要部を示すブロック図である。制御手段としてのコントローラ301は、CPU、RAM、ROM、I/Oインターフェース等を用いて構成されている。このコントローラ301には、表示部310、オペレータが操作する操作部320、前述の塗布制御データや所定のプログラム等が保存された内部メモリ等からなるデータ記憶部305が接続されている。更に、コントローラ301には、排気ポンプ270の電磁バルブ271、エアーコンプレッサ280の電磁バルブ281およびエアー流路切換バルブ291が接続され、排気ポンプ270による吸引動作及びエアーコンプレッサ280による加圧気体(例えば圧縮空気)の供給動作を制御できるようになっている。また、コントローラ301には、タンク本体部142の温度を検知する温度センサによる温度検知結果に基づいて容器加熱部143に所定の加熱用電流を供給する容器加熱回路147が接続され、前述の加熱収容タンク140内に収容されているホットメルト剤の第2の目標温度を制御できるようになっている。また、コントローラ301には、ノズルヘッド部150の本体152の温度を検知する温度センサによる温度検知結果に基づいて棒状ヒータ155に所定の加熱用電流を供給するノズルヘッド加熱回路156が接続され、前述のノズル151から吐出されるホットメルト剤の第1の目標温度を制御できるようになっている。
【0026】
また、コントローラ301には、塗布ヘッドユニット駆動部(X軸方向駆動部)260を駆動制御するX軸方向駆動回路262、可動ブラケット203、204(Y軸方向駆動部)を駆動制御するY軸方向駆動回路209、塗布ヘッドユニット駆動部(Z軸方向駆動部)260を駆動制御するZ軸方向駆動回路263、および、塗布ヘッドユニット駆動部260内のθ回転駆動部180を駆動制御するθ回転駆動回路113が接続されている。これにより、コントローラ301は、塗布制御データに基づいて、塗布ヘッドユニット100のX軸方向、ワーク保持部210、220のY軸方向、および塗布ヘッドユニット100のZ軸方向の移動と、塗布ヘッドユニット100のZ軸を中心にした回転とをそれぞれ制御できるようになっている。
【0027】
図8は、上記構成のホットメルト塗布ロボットを用いて2枚の基板901、902についてホットメルト剤を塗布する塗布処理の一例を示すフローチャートであり、図9(a)〜(c)は基板901における点塗布の様子を示す説明図である。
まず、塗布対象物の基板の表面および裏面に対する塗布NCデータ(塗布制御データ)をコントローラ301に読み込んだ後、塗布処理の初期準備動作を実行する(S101、S102)。塗布処理の初期準備動作は、例えば、排気ポンプ270のオン動作、エアーコンプレッサ280のオン動作、加熱収容タンク140のタンク本体部142の温度調整開始(第2の目標温度)、ノズルヘッド部150の本体152の温度調整開始(第1の目標温度)、塗布ヘッドユニット100およびワーク保持部210、220の所定の待機位置(ホームポジション)への移動等である。次に、オペレータがワーク保持部210、220上に基板901、902をセットし塗布処理の開始操作を行うと、当該基板に対する塗布条件が設定され、塗布ヘッドユニット100およびワーク保持部210、220が駆動されノズル151が所定の塗布開始位置に移動する(S103、S104。図9(a)参照)。次に、塗布ヘッドユニット100のノズル151が所定の高さまで下降し(S105)、ノズル151からホットメルト剤800が吐出される(S106。図9(b)参照)。ホットメルト剤が所定時間だけ吐出されると、塗布ヘッドユニット100のノズル151が所定の高さまで上昇する(S107。図9(c)参照)。これにより、基板901上の所定の塗布箇所にホットメルト剤800がスポット状に塗布される。次の塗布箇所がある場合(S108でYes)は、塗布ヘッドユニット100をZ軸回りに回転する必要があるか否かが判断される(S109)。ここで、塗布ヘッドユニット100の回転要の場合(S109でYes)は、塗布ヘッドユニット100をZ軸の回りに所定角度(例えば、90°、−90°又は180°)回転させることによりノズル151の向きを変更し(S110)、上記ステップS103〜S108の塗布処理を繰り返す。一方、塗布ヘッドユニット100の回転が不要の場合(S109でNo)は、塗布ヘッドユニット100のZ軸周りの回転を行わないで、上記ステップS103〜S108の塗布処理を繰り返す。基板901の表面および基板902の裏面のすべての塗布箇所について塗布処理が終了したら(S108でNo)、塗布ヘッドユニット100およびワーク保持部210、220を所定の待機位置(ホームポジション)へ移動させ、塗布処理の終了動作を実行する(S111、S112)。
【0028】
なお、上記塗布処理においてホットメルト剤の線塗布を行う場合は、まず、図10(a)に示すように塗布ヘッドユニット100およびワーク保持部210、220が駆動されノズル151が所定の塗布開始位置に移動し、図10(b)に示すように塗布ヘッドユニット100のノズル151が所定の高さまで下降する。次に、図10(c)に示すようにノズル151からホットメルト剤800を吐出させがら、基板901の表面に沿ってノズル151を所定方向に相対移動させる。ノズル151が所定距離だけ相対移動したら、図10(d)に示すようにノズル151を所定の高さまで上昇させる。これにより、基板901上の所定の塗布箇所にホットメルト剤800がライン状に塗布される。なお、本実施形態の構成の場合、基板901に対してノズル151をX軸方向に相対移動させるときは塗布ヘッドユニット100を移動させ、基板901に対してノズル151をY軸方向に相対移動させるときはワーク保持部210、220を移動させる。
【0029】
以上、本実施形態によれば、ホットメルト剤800を基板901、902に塗布するときの第1の目標温度よりも低くホットメルト剤800の軟化点よりも高い第2の目標温度になるように、ノズル151に供給する前のホットメルト剤800を加熱して溶融させることにより、ノズル151に供給する前に溶融させるホットメルト剤800の蒸発及び変色を抑制できる。しかも、第2の目標温度に加熱されたホットメルト剤800をノズル151に供給し、ノズル151に供給されたホットメルト剤800が第2の目標温度よりも高い塗布に必要な第1の目標温度になるようにノズル151を加熱し、第1の目標温度に加熱されたホットメルト剤800をノズル151から吐出させて基板に塗布することにより、ホットメルト剤800を基板に塗布するときの糸ひきや接着不良を防止することができる。このように塗布対象のホットメルト剤800の加熱を2段階に行うことにより、ホットメルト剤800の蒸発及び変色を抑制できるとともに、糸ひきや接着不良のない高品質の塗布を行うことができる。
また、本実施形態によれば、基板に対するホットメルト剤800の塗布を制御するための塗布制御データを記憶媒体から読み出し、その記憶媒体から読み出した塗布制御データに基づいて、基板に対するノズル151の相対的な移動だけでなく、ノズル151からのホットメルト剤800の吐出を制御することができるため、基板に対するホットメルト剤800の塗布量を任意に変更してホットメルト剤の自動塗布を行うことができる。
また、本実施形態によれば、ノズル151から吐出させて基板に塗布するホットメルト剤800の量に基づいて第2の目標温度の設定を変更することにより、ホットメルト剤800の塗布量が多い場合に第2の目標温度を高めにしてノズルヘッド部150における加熱不足を防止し、ホットメルト剤800を第1の目標温度まで確実に加熱した状態でノズル151から吐出させることができる。ホットメルト剤800の塗布量が少ない場合は、ノズルヘッド部150で十分に加熱できるので、第2の目標温度を低めにして塗布ヘッドユニット100の加熱収容タンク140における無駄な加熱を回避できる。
また、本実施形態によれば、加熱収容タンク140のホース290が連結されている気流用開口連結部131の開口131aに対向する位置に、その開口131aを介した気体の供給及び吸引が可能な状態で、加熱収容タンク140内のホットメルト剤800から発生して上記開口131aへ向かう蒸気の経路を部分的に遮蔽する蒸気遮蔽部材137を設けている。この蒸気遮蔽部材137により、加熱収容タンク140内で溶融しているホットメルト剤800の表面から発生した当該ホットメルト剤800の蒸気が上記開口131aに向けて移動しようとするときに、その蒸気が蒸気遮蔽部材137に接触して冷却され、固化したホットメルト剤801を蒸気遮蔽部材137の表面に付着させることができる。これにより、ホットメルト剤800の蒸気が開口131aを通って気流用開口連結部131を介してホース290側に移動するのを抑制することができるので、ホース290、エアー流路切換バルブ291、排気ポンプ270等がホットメルト剤800で詰まるのを防止することができる。
また、ノズル151からホットメルト剤800を吐出させるように加熱収容タンク140内を加圧する気体を供給する加圧気体供給経路と、排気ポンプ270で気体を吸引する気体吸引経路とを、同一の共通経路形成部材としてのホース290で形成することにより、加圧気体供給経路と気体吸引経路とを別々に設けた場合に比してホットメルト塗布ロボットの小型化を図ることができる。
また、本実施形態によれば、前記塗布制御データに基づいて、加熱収容タンク140に対する加圧動作と吸引動作とを切り換えて実行させるように、吐出手段としてのエアーコンプレッサ280及びエアー流路切換バルブ291を制御することにより、基板に対するホットメルト剤800の塗布を適切なタイミングで制御してホットメルト剤の自動塗布を行うことができるので、基板に対するホットメルト剤の塗布の品質を向上させることができる。
【0030】
なお、上記実施形態では、塗布ヘッドユニット100をX軸方向およびZ軸方向に駆動することにより、基板901、902に対してノズル151をX軸方向及びZ軸方向に相対移動させているが、X軸方向およびZ軸方向の少なくとも一つの方向についてワーク保持部210、220を駆動することにより基板901、902に対してノズル151をX軸方向やZ軸方向に相対移動させるようにしてもよい。また、上記実施形態では、ワーク保持部210、220をY軸方向に駆動することにより、基板901、902に対してノズル151をY軸方向に相対移動させているが、Y軸方向に塗布ヘッドユニット100を駆動することにより基板901、902に対してノズル151をY軸方向に相対移動させるようにしてもよい。
また、上記実施形態において、塗布対象物である基板の種類、厚さ及び積層の有無の少なくとも一つに基づいて、前記第1の設定温度や前記第2の設定温度を変更するように制御してもよい。
また、上記実施形態では、塗布対象物が基板である場合について説明したが、本発明は基板以外の塗布対象物にホットメルト剤を塗布する場合にも適用することができる。
【符号の説明】
【0031】
100 塗布ヘッドユニット
110 θ回転駆動機構
111 回転可動部
112 固定連結部
113 θ回転駆動回路
120 アーム部材
121 孔
122、123 取付固定部材
130 ホットメルト剤加熱収容部
131 気流用開口連結部
131a 開口
132 蓋部
133 ヒンジ部
134 開閉操作部(フックパンチ錠)
135 蓋支持部
136 断熱板
140 加熱収容タンク
141 収容空間
142 タンク本体部
143 容器加熱部
144 側面断熱部材
145 底面断熱部材
146 ホットメルト剤用開口連結部
147 容器加熱回路
150 ノズルヘッド部
151 ノズル
152 本体
153 ホットメルト剤受口部
154 ノズル加熱用筒状部材
155 棒状ヒータ
156 ノズルヘッド加熱回路
200 装置本体
200a 作業台
201、202 ガイドレール
203、204 可動ブラケット
206 ワーク保持テーブル
207 側面支持スタンド
208 下面支持スタンド
209 Y軸方向駆動回路
210、220 ワーク保持部
230、240 スタンド部材
250 X軸ガイド部材
260 塗布ヘッドユニット駆動部
261 昇降軸部
262 X軸方向駆動回路
263 Z軸方向駆動回路
270 排気ポンプ
271 電磁バルブ
272 分岐ホース
280 エアーコンプレッサ
281 電磁バルブ
290 ホース
291 エアー流路切換バルブ
300 制御ユニット
301 コントローラ
305 データ記憶部
310 表示部
320 操作部
330 メモリスロット
800、801 ホットメルト剤
901、902 基板
【先行技術文献】
【特許文献】
【0032】
【特許文献1】特開平11−028408号公報
【特許請求の範囲】
【請求項1】
熱可塑性の樹脂からなるホットメルト剤を加熱し、該加熱によって溶融したホットメルト剤をノズルから吐出させて対象物に塗布するホットメルト塗布装置であって、
前記溶融したホットメルト剤が収容され前記ノズルに連結されたタンクと、
前記タンク内のホットメルト剤を加熱する加熱手段と、
前記タンク内のホットメルト剤を、前記ノズルに供給する供給手段と、
前記ノズルに供給されたホットメルト剤を加圧して前記ノズルから吐出させる吐出手段と、
前記対象物を支持する対象物支持手段と、
前記対象物支持手段に支持された対象物における前記ホットメルト剤を塗布する塗布箇所に前記ノズルを対向させるように、前記対象物に対して前記ノズルを相対的に移動させる相対移動手段と、
前記ノズルから前記ホットメルト剤を吐出させないように前記タンク内の気体を吸引する吸引する吸引手段と、
前記タンクの前記吸引手段に連結されている部分に形成された開口に対向する位置に、該開口を介した気体の吸引が可能な状態で、該タンク内のホットメルト剤から発生して該開口へ向かう蒸気を部分的に遮蔽する蒸気遮蔽部材を設けたことを特徴とするホットメルト塗布装置。
【請求項2】
請求項1のホットメルト塗布装置において、
前記ノズルから前記ホットメルト剤を吐出させるように前記タンク内を加圧する気体を供給する加圧気体供給経路と、前記吸引手段で気体を吸引する気体吸引経路とを、同一の共通経路形成部材で形成したことを特徴とするホットメルト塗布装置。
【請求項3】
請求項1又は2のホットメルト塗布装置において、
前記対象物に対する前記ホットメルト剤の塗布を制御するための塗布制御データを記憶媒体から読み出すデータ読み出し手段と、
前記記憶媒体から読み出した前記塗布制御データに基づいて、前記相対移動手段による前記対象物に対する前記ノズルの相対的な移動と、前記吐出手段による前記ノズルからの前記ホットメルト剤の吐出とを制御する制御手段と、
を備えたことを特徴とするホットメルト塗布装置。
【請求項4】
請求項3のホットメルト塗布装置において、
前記制御手段は、前記塗布制御データに基づいて、前記吐出手段の加圧動作と前記吸引手段の吸引動作とを切り換えて実行させるように制御することを特徴とするホットメルト塗布装置。
【請求項1】
熱可塑性の樹脂からなるホットメルト剤を加熱し、該加熱によって溶融したホットメルト剤をノズルから吐出させて対象物に塗布するホットメルト塗布装置であって、
前記溶融したホットメルト剤が収容され前記ノズルに連結されたタンクと、
前記タンク内のホットメルト剤を加熱する加熱手段と、
前記タンク内のホットメルト剤を、前記ノズルに供給する供給手段と、
前記ノズルに供給されたホットメルト剤を加圧して前記ノズルから吐出させる吐出手段と、
前記対象物を支持する対象物支持手段と、
前記対象物支持手段に支持された対象物における前記ホットメルト剤を塗布する塗布箇所に前記ノズルを対向させるように、前記対象物に対して前記ノズルを相対的に移動させる相対移動手段と、
前記ノズルから前記ホットメルト剤を吐出させないように前記タンク内の気体を吸引する吸引する吸引手段と、
前記タンクの前記吸引手段に連結されている部分に形成された開口に対向する位置に、該開口を介した気体の吸引が可能な状態で、該タンク内のホットメルト剤から発生して該開口へ向かう蒸気を部分的に遮蔽する蒸気遮蔽部材を設けたことを特徴とするホットメルト塗布装置。
【請求項2】
請求項1のホットメルト塗布装置において、
前記ノズルから前記ホットメルト剤を吐出させるように前記タンク内を加圧する気体を供給する加圧気体供給経路と、前記吸引手段で気体を吸引する気体吸引経路とを、同一の共通経路形成部材で形成したことを特徴とするホットメルト塗布装置。
【請求項3】
請求項1又は2のホットメルト塗布装置において、
前記対象物に対する前記ホットメルト剤の塗布を制御するための塗布制御データを記憶媒体から読み出すデータ読み出し手段と、
前記記憶媒体から読み出した前記塗布制御データに基づいて、前記相対移動手段による前記対象物に対する前記ノズルの相対的な移動と、前記吐出手段による前記ノズルからの前記ホットメルト剤の吐出とを制御する制御手段と、
を備えたことを特徴とするホットメルト塗布装置。
【請求項4】
請求項3のホットメルト塗布装置において、
前記制御手段は、前記塗布制御データに基づいて、前記吐出手段の加圧動作と前記吸引手段の吸引動作とを切り換えて実行させるように制御することを特徴とするホットメルト塗布装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−81377(P2012−81377A)
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願番号】特願2010−227218(P2010−227218)
【出願日】平成22年10月7日(2010.10.7)
【出願人】(593128172)リコーマイクロエレクトロニクス株式会社 (52)
【Fターム(参考)】
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願日】平成22年10月7日(2010.10.7)
【出願人】(593128172)リコーマイクロエレクトロニクス株式会社 (52)
【Fターム(参考)】
[ Back to top ]