
ホットメルト接着シート、車両用内装品及び車両用内装品の製造方法
【課題】接着に供された後の吸音性が高いホットメルト接着シートを提供する。
【解決手段】第1ホットメルト接着シート5を、本体51と、この本体5に埋設された混在物52とによって構成する。本体51は、ポリエチレンやポリプロピレン等のホットメルト接着剤によって構成する。混在物52もホットメルト接着剤によって構成する。混在物52を構成するホットメルト接着剤として、溶融温度が本体51を構成するホットメルト接着剤の溶融温度より低い点を除き、本体51を構成するものと同一のホットメルト接着剤を用いる。
【解決手段】第1ホットメルト接着シート5を、本体51と、この本体5に埋設された混在物52とによって構成する。本体51は、ポリエチレンやポリプロピレン等のホットメルト接着剤によって構成する。混在物52もホットメルト接着剤によって構成する。混在物52を構成するホットメルト接着剤として、溶融温度が本体51を構成するホットメルト接着剤の溶融温度より低い点を除き、本体51を構成するものと同一のホットメルト接着剤を用いる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、ホットメルト接着シート、このホットメルト接着シートが用いられた車両用内装品及びこの車両用内装品の製造方法に関する。
【背景技術】
【0002】
従来、車両用の天井は、下記特許文献1に記載されているように、所定の剛性を有する基材と、この基材の下両及び上面にそれぞれ接着されたガラス繊維等からなる第1、第2強化繊維層と、この第1、第2強化繊維層にそれぞれ接着された表面材及び裏面材とを備えている。基材と第1、第2強化繊維層とは、液状イソシアネート等の液状の接着剤によって接着されている。これは、液状の接着剤が安価であり、その分だけ天井の製造費を低減することができるからである。第1、第2強化繊維層と表面材及び裏面材とは、ホットメルト接着シートによってそれぞれ接着されている。ホットメルト接着シートは、各繊維層と表面材及び裏面材とを接着するのみならず、基材と各繊維層とを接着する液状の接着剤が天井の外面、特に表面材の表面に染み出すのを防止している。
【0003】
【特許文献1】特開平2002−46545号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記従来の車両用天井においては、吸音性能が低いという問題があった。すなわち、第1、第2強化繊維層は、主として天井の強度向上のために用いられているのであるが、強化繊維間に隙間があるので吸音効果も有している。ところが、表面材と第1強化繊維層との間にホットメルト接着シートを設けると、ホットメルト接着シートが車内の騒音を反射してしまう。このため、第1、第2強化繊維層まで達する騒音の量が少なくなってしまう。この結果、第1、第2繊維強化層による吸音効果が小さくなり、天井の吸音性能が低くなっていたのである。
【課題を解決するための手段】
【0005】
この発明は、上記問題を解決するためになされたもので、この発明に係るホットメルト接着シートは、ホットメルト接着剤からなるシート状の本体と、上記本体の内部に島状に埋設されたホットメルト接着剤からなる混在物とを備え、上記混在物の融点が上記本体の融点より低く設定されていることを特徴としている。
この場合、上記本体及び上記混在物が、融点を除いて互いに同一であるホットメルト接着剤によって構成されていることが望ましい。
この発明に係る車両用内装品は、所定の剛性を有する基材と、この基材の両面にそれぞれ接着された第1及び第2強化繊維層と、上記第1、第2強化繊維層にそれぞれホットメルト接着シートを介して接着された表面材及び裏面材とを備えた車両用内装材において、上記第1強化繊維層と上記表面材とを接着するための上記ホットメルト接着シートとして、請求項1又は2に記載のホットメルト接着シートが用いられていることを特徴としている。
この発明に係る車両用内装品の製造方法は、所定の剛性を有する基材と、この基材の両面にそれぞれ接着された第1及び第2強化繊維層と、上記第1、第2強化繊維層にそれぞれ接着された表面材及び裏面材とを備えた車両用内装材の製造方法において、上記第1強化繊維層と上記表面材とを接着するための上記ホットメルト接着シートとして請求項1又は2に記載のホットメルト接着シートが用いられ、上記第1強化繊維層と上記表面材との接着に際しては、上記混在物が溶融し、かつ上記本体が軟化するように、上記ホットメルト接着シートが加熱されることを特徴としている。
【発明の効果】
【0006】
上記特徴構成を有するこの発明に係るホットメルト接着シートによって例えば車両用天井の強化繊維層と表面材とを接着する場合には、強化繊維層、ホットメルト接着シート及び表面材を積層した後、ホットメルト接着シートを加熱する。この場合、接着シートは、混在物が溶融し、かつ本体が軟化するように加熱される。溶融した混在物は、本体から外部に流れ出す。この結果、本体の内部に空孔が生じ、本体が連続気泡タイプの多孔質構造になる。したがって、接着後のホットメルト接着シートは、室内の騒音を基材側へ通過させる。ホットメルト接着シートを通過した室内の騒音は、強化繊維層によって吸収される。よって、この発明に係るホットメルト接着シートを用いて強化繊維層と表面材とを接着した車両用天井によれば、高い吸音性能が得られる。
【発明を実施するための最良の形態】
【0007】
以下、この発明を実施するための最良の形態を、図面を参照して説明する。
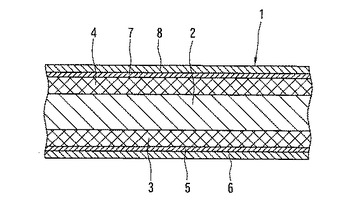
図1は、この発明に係る車両用天井(車両用内装品)1を示す。この天井1は、基材2と、この基材2の下面及び上面にそれぞれ接着固定された下強化繊維層(第1強化繊維層)3及び上強化繊維層(第2強化繊維層)4と、下強化繊維層3の下面に第1ホットメルト接着シート(ホットメルト接着シート)5を介して接着固定された表面材6と、上強化繊維層(第2強化繊維層)4の上面に第2ホットメルト接着シート7を介して接着固定された裏面材8とによって構成されている。
【0008】
基材2は、例えばポリエチレンやポリプロピレン等の樹脂からなる発泡材によって構成されており、天井1全体を一定の形状に維持するだけの所定の剛性(強度)を有している。基材2は、樹脂からなる中実の素材によって構成してもよい。
【0009】
下強化繊維層3は、基材2を補強して天井1全体の剛性をさらに向上させるとともに、天井1全体を所定の形状に維持するためのものであり、ガラス繊維を層状に堆積することによって構成されている。下強化繊維層3は、ガラス繊維マットやガラス繊維クロスを用いて構成すること可能である。また、ガラス繊維に代えて炭素繊維その他の無機繊維を用いてもよい。下強化繊維層3は、基材2の下面に接触する各強化繊維が基材2に接着されるのみならず、強化繊維どうしが互いに接着されている。下強化繊維層3を基材2に接着するとともに、強化繊維どうしを接着する接着剤としては、液状イソシアネート等の液状の接着剤(図示せず)が用いられている。
【0010】
上強化繊維層4は、基材2の上面に接着固定されている点が下強化繊維層3と異なるだけであり、下強化繊維層3と実質的に同一の構成を有している。
【0011】
表面材6は、天井1が設けられる車両の車内に臨む表面(下面)を構成するものであり、TPO(サーモプラスチックオレフィン)やPVC(ポリ塩化ビニル)等からなるプラスチックシートであって、多数の小さな貫通孔を有するもの、トリコット等ファブリック、不織布、又はそれらの上面にクッション性を有するフォーム層(図示せず)が固着されたもの等が適宜用いられる。表面材6がフォーム層を有する場合には、フォーム層が下強化繊維層3に接着固定される。
【0012】
裏面材8は、天井1の上面を構成するものであり、不織布やプラスチックシート等の適宜のシートが用いられる。
【0013】
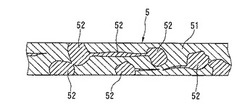
第1ホットメルト接着シート5は、下強化繊維層3と表面材6とを接着するものであり、接着に供される前と後では内部構造が変化する。まず、接着に供される前の第1ホットメルト接着シート5について説明すると、シート5は、図3に示すように、シート状をなす本体51と、この本体51内に埋設された混在物52とを有している。本体5は、常温では固化し、所定の温度に加熱されると溶融するポリエチレンやポリプロピレン等のホットメルト接着剤によって構成されており、20μm〜300μm程度の厚さを有している。
【0014】
一方、混在物52は、本体51より所定の温度だけ融点が低いホットメルト接着剤によって構成されている。混在物52を構成するホットメルト接着剤としては、本体51を構成するホットメルト接着剤より融点が低い点を除き、本体51を構成するホットメルト接着剤と同一のものを用いるのが望ましい。材質が同一で融点が異なる二つのホットメルト接着剤は、重合度を変えることによって得られる。つまり、本体51を構成するホットメルト接着剤の重合度を高くし、混在物52を構成するホットメルト接着剤の重合度を低くすることにより、混在物52の融点を本体51の融点より低くすることができる。混在物52は、塊状、層状等の各種の形状をもって本体51の内部にランダムに、しかも全体としてはほぼ一定の密度で埋設されている。大部分の混在物52は、本体51の少なくとも上下いずれかの面に、直接に又は互いに連なった他の混在物52を介して露出している。
【0015】
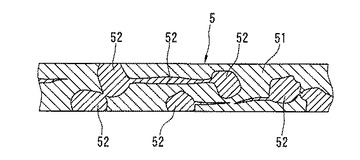
接着に供された後の第1ホットメルト接着シート5は、図2に示すように、本体51の内部に多数の空孔53を有している。空孔53は、混在物52が溶融して本体51から外部に流出することによって形成されたものである。したがって、空孔53は、混在物52とほぼ同一の形状を有している。しかも、各空孔53は、本体51の少なくとも上下いずれか一方の面から直接に、又は他の空孔53を介して外部に開放されている。このような空孔53が形成された結果、接着に供された後の第1ホットメルト接着剤5は、連続気泡を有する多孔質構造体と同様な内部構造になっている。
【0016】
第1ホットメルト接着シート5は、次のようにして製造することができる。まず、本体51を構成する樹脂を溶融するとともに、混在物52を構成する樹脂を溶融する。そして、両溶融樹脂を混合する。混合割合は、本体51による基材2と下強化繊維層3との接着強度、空孔53による吸音効果の大きさ、基材2と下強化繊維層3とを接着する液状の接着剤に対する本体51の透過阻止性を考慮して決定される。その後、混合した樹脂をシート状に成形して固化させることにより、第1ホットメルト接着シート5が得られる。
【0017】
第2ホットメルト接着シート7は、第1ホットメルト接着シート5と同一に構成されている。そこで、第2ホットメルト接着剤7についての説明は省略する。なお、第2ホットメルト接着シート7については、全体が本体だけで構成されたホットメルト接着シートを用いてもよい。
【0018】
上記構成の車両用天井1において、基材2と下強化繊維層3を接着する液状の接着剤は、第1ホットメルト接着シート5の各空孔53を通って表面材6側へ向かおうとする。ところが、シート5の各空孔53が小さいので、液状の接着剤がシート5を通過することはほとんどない。したがって、液状の接着剤が表面材6から下方へ染み出して天井1の美観が損なわれることを防止することができる。また、接着に供された後の第1ホットメルト接着シート5の内部構造が連続気泡タイプの多孔質構造になっているので、車内の騒音はシート5を通過する。そして、下強化繊維層3及び上強化繊維層4において吸収される。したがって、天井1の吸音性能を向上させることができる。特に、この実施の形態では、基材2も多孔質構造を有しているので、基材2においても車内の騒音が吸収される。したがって、天井1の吸音性能をより一層向上させることができる。
【0019】
次に、上記車両用天井1の製造方法を説明する。天井1の製造に際しては、基材2の上下両面に液状の接着剤を予め塗布しておく。そして、基材2の下面に下強化繊維層3、第1ホットメルト接着シート5及び表面材6を順次積層するとともに、基材2の上面に上強化繊維層4、第2ホットメルト接着シート7及び裏面材8を順次積層する。次に、積層したものを所定の形状を有する一対の金型(図示せず)により、所定の押圧力をもってプレスする。これにより、積層されたものが天井1と同一の形状に成形される。しかも、基材2に塗布された液状の接着剤が基材と強化繊維層3,4とを接着するのみならず、強化繊維層3,4を構成する各強化繊維どうしが接着される。この結果、積層されたもの全体が成形された形状に維持される。つまり、積層されたものが天井1として成形されるのである。
【0020】
一対の金型は、その内部に設けられたヒータ等によって予め所定の温度に加熱しておく。そして、一対の金型により第1、第2ホットメルト接着シート5,7をそれぞれ表面材6及び裏面材8を介して加熱する。この場合、第1、第2ホットメルト接着シート5,7は、介在物52が溶融し、かつ本体51の少なくとも中央部が軟化しつつも一定の形状を維持するように加熱される。本体51の上下の表面部は、溶融させてもよい。溶融した介在物52は、本体51から外部に流出し、強化繊維層3,4の各強化繊維、表面材6及び裏面材8に付着する。そして、強化繊維層3,4、表面材6及び裏面材8を本体51に接着させる。また、強化繊維層3,4と表面材6及び裏面材8とが、第1、第2ホットメルト接着シート3,4の各本体51によってそれぞれ接着される。
【図面の簡単な説明】
【0021】
【図1】この発明に係る車両用天井の一実施の形態の一部を示す拡大断面図である。
【図2】この発明に係るホットメルト接着シートを接着に供する前の状態で示す拡大断面図である。
【図3】同シートを接着に供した後の状態で示す拡大断面図である。
【符号の説明】
【0022】
1 車両用天井
2 基材
3 下強化繊維層(第1強化繊維層)
4 上強化繊維層(第2強化繊維層)
5 第1ホットメルト接着シート
6 表面材
7 第2ホットメルト接着シート
8 裏面材
51 本体
52 混在物
53 空孔
【技術分野】
【0001】
この発明は、ホットメルト接着シート、このホットメルト接着シートが用いられた車両用内装品及びこの車両用内装品の製造方法に関する。
【背景技術】
【0002】
従来、車両用の天井は、下記特許文献1に記載されているように、所定の剛性を有する基材と、この基材の下両及び上面にそれぞれ接着されたガラス繊維等からなる第1、第2強化繊維層と、この第1、第2強化繊維層にそれぞれ接着された表面材及び裏面材とを備えている。基材と第1、第2強化繊維層とは、液状イソシアネート等の液状の接着剤によって接着されている。これは、液状の接着剤が安価であり、その分だけ天井の製造費を低減することができるからである。第1、第2強化繊維層と表面材及び裏面材とは、ホットメルト接着シートによってそれぞれ接着されている。ホットメルト接着シートは、各繊維層と表面材及び裏面材とを接着するのみならず、基材と各繊維層とを接着する液状の接着剤が天井の外面、特に表面材の表面に染み出すのを防止している。
【0003】
【特許文献1】特開平2002−46545号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記従来の車両用天井においては、吸音性能が低いという問題があった。すなわち、第1、第2強化繊維層は、主として天井の強度向上のために用いられているのであるが、強化繊維間に隙間があるので吸音効果も有している。ところが、表面材と第1強化繊維層との間にホットメルト接着シートを設けると、ホットメルト接着シートが車内の騒音を反射してしまう。このため、第1、第2強化繊維層まで達する騒音の量が少なくなってしまう。この結果、第1、第2繊維強化層による吸音効果が小さくなり、天井の吸音性能が低くなっていたのである。
【課題を解決するための手段】
【0005】
この発明は、上記問題を解決するためになされたもので、この発明に係るホットメルト接着シートは、ホットメルト接着剤からなるシート状の本体と、上記本体の内部に島状に埋設されたホットメルト接着剤からなる混在物とを備え、上記混在物の融点が上記本体の融点より低く設定されていることを特徴としている。
この場合、上記本体及び上記混在物が、融点を除いて互いに同一であるホットメルト接着剤によって構成されていることが望ましい。
この発明に係る車両用内装品は、所定の剛性を有する基材と、この基材の両面にそれぞれ接着された第1及び第2強化繊維層と、上記第1、第2強化繊維層にそれぞれホットメルト接着シートを介して接着された表面材及び裏面材とを備えた車両用内装材において、上記第1強化繊維層と上記表面材とを接着するための上記ホットメルト接着シートとして、請求項1又は2に記載のホットメルト接着シートが用いられていることを特徴としている。
この発明に係る車両用内装品の製造方法は、所定の剛性を有する基材と、この基材の両面にそれぞれ接着された第1及び第2強化繊維層と、上記第1、第2強化繊維層にそれぞれ接着された表面材及び裏面材とを備えた車両用内装材の製造方法において、上記第1強化繊維層と上記表面材とを接着するための上記ホットメルト接着シートとして請求項1又は2に記載のホットメルト接着シートが用いられ、上記第1強化繊維層と上記表面材との接着に際しては、上記混在物が溶融し、かつ上記本体が軟化するように、上記ホットメルト接着シートが加熱されることを特徴としている。
【発明の効果】
【0006】
上記特徴構成を有するこの発明に係るホットメルト接着シートによって例えば車両用天井の強化繊維層と表面材とを接着する場合には、強化繊維層、ホットメルト接着シート及び表面材を積層した後、ホットメルト接着シートを加熱する。この場合、接着シートは、混在物が溶融し、かつ本体が軟化するように加熱される。溶融した混在物は、本体から外部に流れ出す。この結果、本体の内部に空孔が生じ、本体が連続気泡タイプの多孔質構造になる。したがって、接着後のホットメルト接着シートは、室内の騒音を基材側へ通過させる。ホットメルト接着シートを通過した室内の騒音は、強化繊維層によって吸収される。よって、この発明に係るホットメルト接着シートを用いて強化繊維層と表面材とを接着した車両用天井によれば、高い吸音性能が得られる。
【発明を実施するための最良の形態】
【0007】
以下、この発明を実施するための最良の形態を、図面を参照して説明する。
図1は、この発明に係る車両用天井(車両用内装品)1を示す。この天井1は、基材2と、この基材2の下面及び上面にそれぞれ接着固定された下強化繊維層(第1強化繊維層)3及び上強化繊維層(第2強化繊維層)4と、下強化繊維層3の下面に第1ホットメルト接着シート(ホットメルト接着シート)5を介して接着固定された表面材6と、上強化繊維層(第2強化繊維層)4の上面に第2ホットメルト接着シート7を介して接着固定された裏面材8とによって構成されている。
【0008】
基材2は、例えばポリエチレンやポリプロピレン等の樹脂からなる発泡材によって構成されており、天井1全体を一定の形状に維持するだけの所定の剛性(強度)を有している。基材2は、樹脂からなる中実の素材によって構成してもよい。
【0009】
下強化繊維層3は、基材2を補強して天井1全体の剛性をさらに向上させるとともに、天井1全体を所定の形状に維持するためのものであり、ガラス繊維を層状に堆積することによって構成されている。下強化繊維層3は、ガラス繊維マットやガラス繊維クロスを用いて構成すること可能である。また、ガラス繊維に代えて炭素繊維その他の無機繊維を用いてもよい。下強化繊維層3は、基材2の下面に接触する各強化繊維が基材2に接着されるのみならず、強化繊維どうしが互いに接着されている。下強化繊維層3を基材2に接着するとともに、強化繊維どうしを接着する接着剤としては、液状イソシアネート等の液状の接着剤(図示せず)が用いられている。
【0010】
上強化繊維層4は、基材2の上面に接着固定されている点が下強化繊維層3と異なるだけであり、下強化繊維層3と実質的に同一の構成を有している。
【0011】
表面材6は、天井1が設けられる車両の車内に臨む表面(下面)を構成するものであり、TPO(サーモプラスチックオレフィン)やPVC(ポリ塩化ビニル)等からなるプラスチックシートであって、多数の小さな貫通孔を有するもの、トリコット等ファブリック、不織布、又はそれらの上面にクッション性を有するフォーム層(図示せず)が固着されたもの等が適宜用いられる。表面材6がフォーム層を有する場合には、フォーム層が下強化繊維層3に接着固定される。
【0012】
裏面材8は、天井1の上面を構成するものであり、不織布やプラスチックシート等の適宜のシートが用いられる。
【0013】
第1ホットメルト接着シート5は、下強化繊維層3と表面材6とを接着するものであり、接着に供される前と後では内部構造が変化する。まず、接着に供される前の第1ホットメルト接着シート5について説明すると、シート5は、図3に示すように、シート状をなす本体51と、この本体51内に埋設された混在物52とを有している。本体5は、常温では固化し、所定の温度に加熱されると溶融するポリエチレンやポリプロピレン等のホットメルト接着剤によって構成されており、20μm〜300μm程度の厚さを有している。
【0014】
一方、混在物52は、本体51より所定の温度だけ融点が低いホットメルト接着剤によって構成されている。混在物52を構成するホットメルト接着剤としては、本体51を構成するホットメルト接着剤より融点が低い点を除き、本体51を構成するホットメルト接着剤と同一のものを用いるのが望ましい。材質が同一で融点が異なる二つのホットメルト接着剤は、重合度を変えることによって得られる。つまり、本体51を構成するホットメルト接着剤の重合度を高くし、混在物52を構成するホットメルト接着剤の重合度を低くすることにより、混在物52の融点を本体51の融点より低くすることができる。混在物52は、塊状、層状等の各種の形状をもって本体51の内部にランダムに、しかも全体としてはほぼ一定の密度で埋設されている。大部分の混在物52は、本体51の少なくとも上下いずれかの面に、直接に又は互いに連なった他の混在物52を介して露出している。
【0015】
接着に供された後の第1ホットメルト接着シート5は、図2に示すように、本体51の内部に多数の空孔53を有している。空孔53は、混在物52が溶融して本体51から外部に流出することによって形成されたものである。したがって、空孔53は、混在物52とほぼ同一の形状を有している。しかも、各空孔53は、本体51の少なくとも上下いずれか一方の面から直接に、又は他の空孔53を介して外部に開放されている。このような空孔53が形成された結果、接着に供された後の第1ホットメルト接着剤5は、連続気泡を有する多孔質構造体と同様な内部構造になっている。
【0016】
第1ホットメルト接着シート5は、次のようにして製造することができる。まず、本体51を構成する樹脂を溶融するとともに、混在物52を構成する樹脂を溶融する。そして、両溶融樹脂を混合する。混合割合は、本体51による基材2と下強化繊維層3との接着強度、空孔53による吸音効果の大きさ、基材2と下強化繊維層3とを接着する液状の接着剤に対する本体51の透過阻止性を考慮して決定される。その後、混合した樹脂をシート状に成形して固化させることにより、第1ホットメルト接着シート5が得られる。
【0017】
第2ホットメルト接着シート7は、第1ホットメルト接着シート5と同一に構成されている。そこで、第2ホットメルト接着剤7についての説明は省略する。なお、第2ホットメルト接着シート7については、全体が本体だけで構成されたホットメルト接着シートを用いてもよい。
【0018】
上記構成の車両用天井1において、基材2と下強化繊維層3を接着する液状の接着剤は、第1ホットメルト接着シート5の各空孔53を通って表面材6側へ向かおうとする。ところが、シート5の各空孔53が小さいので、液状の接着剤がシート5を通過することはほとんどない。したがって、液状の接着剤が表面材6から下方へ染み出して天井1の美観が損なわれることを防止することができる。また、接着に供された後の第1ホットメルト接着シート5の内部構造が連続気泡タイプの多孔質構造になっているので、車内の騒音はシート5を通過する。そして、下強化繊維層3及び上強化繊維層4において吸収される。したがって、天井1の吸音性能を向上させることができる。特に、この実施の形態では、基材2も多孔質構造を有しているので、基材2においても車内の騒音が吸収される。したがって、天井1の吸音性能をより一層向上させることができる。
【0019】
次に、上記車両用天井1の製造方法を説明する。天井1の製造に際しては、基材2の上下両面に液状の接着剤を予め塗布しておく。そして、基材2の下面に下強化繊維層3、第1ホットメルト接着シート5及び表面材6を順次積層するとともに、基材2の上面に上強化繊維層4、第2ホットメルト接着シート7及び裏面材8を順次積層する。次に、積層したものを所定の形状を有する一対の金型(図示せず)により、所定の押圧力をもってプレスする。これにより、積層されたものが天井1と同一の形状に成形される。しかも、基材2に塗布された液状の接着剤が基材と強化繊維層3,4とを接着するのみならず、強化繊維層3,4を構成する各強化繊維どうしが接着される。この結果、積層されたもの全体が成形された形状に維持される。つまり、積層されたものが天井1として成形されるのである。
【0020】
一対の金型は、その内部に設けられたヒータ等によって予め所定の温度に加熱しておく。そして、一対の金型により第1、第2ホットメルト接着シート5,7をそれぞれ表面材6及び裏面材8を介して加熱する。この場合、第1、第2ホットメルト接着シート5,7は、介在物52が溶融し、かつ本体51の少なくとも中央部が軟化しつつも一定の形状を維持するように加熱される。本体51の上下の表面部は、溶融させてもよい。溶融した介在物52は、本体51から外部に流出し、強化繊維層3,4の各強化繊維、表面材6及び裏面材8に付着する。そして、強化繊維層3,4、表面材6及び裏面材8を本体51に接着させる。また、強化繊維層3,4と表面材6及び裏面材8とが、第1、第2ホットメルト接着シート3,4の各本体51によってそれぞれ接着される。
【図面の簡単な説明】
【0021】
【図1】この発明に係る車両用天井の一実施の形態の一部を示す拡大断面図である。
【図2】この発明に係るホットメルト接着シートを接着に供する前の状態で示す拡大断面図である。
【図3】同シートを接着に供した後の状態で示す拡大断面図である。
【符号の説明】
【0022】
1 車両用天井
2 基材
3 下強化繊維層(第1強化繊維層)
4 上強化繊維層(第2強化繊維層)
5 第1ホットメルト接着シート
6 表面材
7 第2ホットメルト接着シート
8 裏面材
51 本体
52 混在物
53 空孔
【特許請求の範囲】
【請求項1】
ホットメルト接着剤からなるシート状の本体と、上記本体の内部に島状に埋設されたホットメルト接着剤からなる混在物とを備え、上記混在物の融点が上記本体の融点より低く設定されていることを特徴とするホットメルト接着シート。
【請求項2】
上記本体及び上記混在物が、融点を除いて互いに同一であるホットメルト接着剤によって構成されていることを特徴とする請求項1に記載のホットメルト接着シート。
【請求項3】
所定の剛性を有する基材と、この基材の両面にそれぞれ接着された第1及び第2強化繊維層と、上記第1、第2強化繊維層にそれぞれホットメルト接着シートを介して接着された表面材及び裏面材とを備えた車両用内装品において、
上記第1強化繊維層と上記表面材とを接着するための上記ホットメルト接着シートとして、請求項1又は2に記載のホットメルト接着シートが用いられていることを特徴とする車両用内装品。
【請求項4】
所定の剛性を有する基材と、この基材の両面にそれぞれ接着された第1及び第2強化繊維層と、上記第1、第2強化繊維層にそれぞれ接着された表面材及び裏面材とを備えた車両用内装品の製造方法において、
上記第1強化繊維層と上記表面材とを接着するための上記ホットメルト接着シートとして請求項1又は2に記載のホットメルト接着シートが用いられ、
上記第1強化繊維層と上記表面材との接着に際しては、上記混在物が溶融し、かつ上記本体が軟化するように、上記ホットメルト接着シートが加熱されることを特徴とする車両用内装品の製造方法。
【請求項1】
ホットメルト接着剤からなるシート状の本体と、上記本体の内部に島状に埋設されたホットメルト接着剤からなる混在物とを備え、上記混在物の融点が上記本体の融点より低く設定されていることを特徴とするホットメルト接着シート。
【請求項2】
上記本体及び上記混在物が、融点を除いて互いに同一であるホットメルト接着剤によって構成されていることを特徴とする請求項1に記載のホットメルト接着シート。
【請求項3】
所定の剛性を有する基材と、この基材の両面にそれぞれ接着された第1及び第2強化繊維層と、上記第1、第2強化繊維層にそれぞれホットメルト接着シートを介して接着された表面材及び裏面材とを備えた車両用内装品において、
上記第1強化繊維層と上記表面材とを接着するための上記ホットメルト接着シートとして、請求項1又は2に記載のホットメルト接着シートが用いられていることを特徴とする車両用内装品。
【請求項4】
所定の剛性を有する基材と、この基材の両面にそれぞれ接着された第1及び第2強化繊維層と、上記第1、第2強化繊維層にそれぞれ接着された表面材及び裏面材とを備えた車両用内装品の製造方法において、
上記第1強化繊維層と上記表面材とを接着するための上記ホットメルト接着シートとして請求項1又は2に記載のホットメルト接着シートが用いられ、
上記第1強化繊維層と上記表面材との接着に際しては、上記混在物が溶融し、かつ上記本体が軟化するように、上記ホットメルト接着シートが加熱されることを特徴とする車両用内装品の製造方法。
【図1】


【図2】

【図3】
【図2】
【図3】
【公開番号】特開2007−106934(P2007−106934A)
【公開日】平成19年4月26日(2007.4.26)
【国際特許分類】
【出願番号】特願2005−300583(P2005−300583)
【出願日】平成17年10月14日(2005.10.14)
【出願人】(000100366)しげる工業株式会社 (95)
【Fターム(参考)】
【公開日】平成19年4月26日(2007.4.26)
【国際特許分類】
【出願日】平成17年10月14日(2005.10.14)
【出願人】(000100366)しげる工業株式会社 (95)
【Fターム(参考)】
[ Back to top ]