
ホットメルト粘着剤、粘着フィルム、被覆物品および被覆物品の製造方法
【課題】コストの増大および作業者の環境安全性の悪化を防止しつつ、良好な塗工適性を発揮し、加熱時にも流動し難いホットメルト粘着剤を提供する。
【解決手段】本発明のホットメルト粘着剤は、軟化点が105〜140℃のポリエチレンワックスを、10〜30重量%と、エラストマーを、10〜20重量%と、粘着付与剤を、25〜40重量%と、軟化剤を、25〜40重量%とで含む。かかるホットメルト粘着剤は、加熱時において粘度が500Pa・sとなる温度をX[℃]とし、冷却時において粘度が500Pa・sとなる温度をY[℃]としたとき、X>YかつX−Yが5以上であることが好ましい。
【解決手段】本発明のホットメルト粘着剤は、軟化点が105〜140℃のポリエチレンワックスを、10〜30重量%と、エラストマーを、10〜20重量%と、粘着付与剤を、25〜40重量%と、軟化剤を、25〜40重量%とで含む。かかるホットメルト粘着剤は、加熱時において粘度が500Pa・sとなる温度をX[℃]とし、冷却時において粘度が500Pa・sとなる温度をY[℃]としたとき、X>YかつX−Yが5以上であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ホットメルト粘着剤、粘着フィルム、被覆物品および被覆物品の製造方法に関する。特に、本発明は、清涼飲料水、調味料,洗剤,シャンプー,食用油,化粧品,医薬品などに使用されているガラスビン、PET(ポリエチレンテレフタレート)ボトル等の物品に好ましく用いられる。
【背景技術】
【0002】
例えば、PETボトル(容器)の外周面にラベル(フィルム)を取り付けてラベル付きPETボトル(フィルム付きPETボトル)を製造する方法には、ストレッチラベルを用いる方法や熱収縮ラベルを用いる方法等がある。
【0003】
ここで、ストレッチラベルを用いる方法は、輪ゴムの原理を利用したものである。すなわち、ストレッチラベルは、筒状またはリング状をなしており、これを拡径するように、引き伸ばしてPETボトルの外周側に位置させ、引張力を解除してほぼ元の形状に戻すことにより、PETボトルの外周面に密着させる。しかしながら、ストレッチラベルは、その復元力が小さいため、ストレッチラベルを用いる方法は、特に、デザイン性を重視した凸凹形状のボトル(異型ボトル)には使用できないという問題がある。
【0004】
一方、熱収縮ラベルを用いる方法は、熱収縮ラベルをPETボトルの外周側に位置させ、ヒーターや蒸気の熱で収縮させることにより、PETボトルの外周面に密着させる。かかる熱収縮ラベルとして、シート状(フィルム状)の熱収縮ラベルを用いる方法が検討されている。シート状の熱収縮ラベル(以下、「熱収縮シート」と言う。)を用いる方法では、例えば、紫外線硬化型接着剤による接着(例えば、特許文献1参照)やレーザーによる熱融着(例えば、特許文献2および3参照)により、熱収縮シートをPETボトルの外周面に取り付ける。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−162599号公報
【特許文献2】特開2008−284794号公報
【特許文献3】特開2009−163233号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、紫外線硬化型接着剤は、それ自体が高価である。また、紫外線硬化型接着剤は、多官能アクリレートや光重合開始剤等を含有しているため、皮膚刺激性が高く、作業者の環境安全性が低いという問題がある。一方、レーザーを用いた場合、熱収縮シートを熱融着した際に、その融着部分に位置ズレが生じ易く、ラベル付きPETボトル(被覆物品)の高い品質を維持することが困難である。また、レーザー照射機の騒音が酷く、作業者の環境安全性がやはり低いという問題がある。
【0007】
そこで、作業者の高い環境安全性を確保しつつ低コスト化を実現するために、熱収縮シートをホットメルト粘着剤により、PETボトルの外表面に取り付けることも検討されている。しかしながら、ホットメルト粘着剤は、一般的に耐熱性が低く、熱収縮シートの熱収縮温度で軟化することにより流動してしまう。このため、一般的なホットメルト粘着剤は、熱収縮シートをPETボトルの外表面に取り付けるのに使用することができない。
【0008】
本発明は、上記問題点を解決するべくなされたものであり、その目的は、コストの増大および作業者の環境安全性の悪化を防止しつつ、良好な塗工適性を発揮し、加熱時にも流動し難いホットメルト粘着剤を提供することにある。
【0009】
また、本発明の他の目的は、基材フィルムの熱収縮時に、その重複部(貼り合わせ部)における位置ズレや剥がれを防止して、基材フィルムによる物品の被覆を確実に行い得る粘着フィルムおよび被覆物品の製造方法を提供することにある。
【0010】
さらに、本発明の他の目的は、かかる粘着フィルムの熱収縮物により、物品を被覆してなる品質の高い被覆物品を提供することにある。
【課題を解決するための手段】
【0011】
このような目的は、下記の本発明により達成される。
軟化点が105〜140℃のポリエチレンワックスを、10〜30重量%と、
エラストマーを、10〜20重量%と、
粘着付与剤を、25〜40重量%と、
軟化剤を、25〜40重量%とで含むことを特徴とするホットメルト粘着剤。
【発明の効果】
【0012】
ポリエチレンワックス、エラストマー、粘着付与剤および軟化剤は、いずれも皮膚刺激性がないか、あるいは、極めて低い化合物である。本発明では、これらの成分を用いることにより、作業者の環境安全性を向上することができる。
【0013】
また、本発明は、高価な紫外線硬化型接着剤ではなく、また、各前記成分も比較的安価かつ入手も容易であるため、コストの削減を図ることができる。
【0014】
さらに、本発明のホットメルト粘着剤は、各上記成分を所定の含有量で含むことにより、例えば、加熱時と冷却時とにおいて異なる経路を辿って粘度を変化させることができる。このため、ホットメルト粘着剤は、良好な塗工適性を発揮するとともに、加熱時においても十分な粘度を維持することができる。
【0015】
このようなことから、本発明によれば、コストの増大および作業者の環境安全性の悪化を防止することができる。また、本発明によれば、ホットメルト粘着剤の良好な塗工適性により、基材フィルムを物品に確実に貼着することができるとともに、基材フィルムの熱収縮時における重複部(貼り合わせ部)の位置ズレを防止して、品質の高い被覆物品を製造することができる。
【図面の簡単な説明】
【0016】
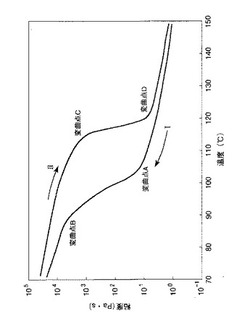
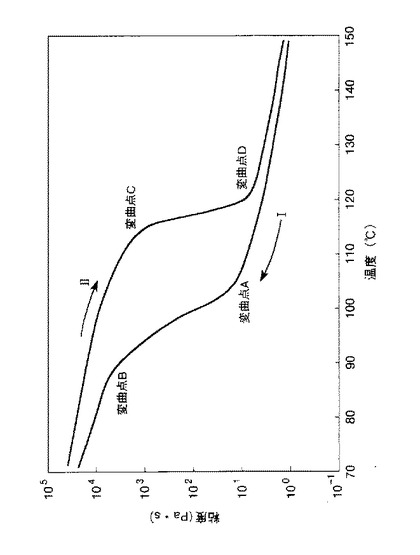
【図1】レオメーターを用いて測定したホットメルト粘着剤の粘度挙動を示す模式図の一例である。
【図2】フィルム付きPETボトルの第1の製造方法を説明するための図である。
【図3】フィルム付きPETボトルの第2の製造方法を説明するための図である。
【図4】フィルム付きPETボトルの第3の製造方法を説明するための図である。
【発明を実施するための形態】
【0017】
以下、本発明のホットメルト粘着剤、粘着フィルム、被覆物品および被覆物品の製造方法について、さらに詳細に説明する。
【0018】
本発明の被覆物品は、物品の表面の少なくとも一部を、本発明の粘着フィルムの熱収縮物で被覆してなる。
【0019】
物品としては、例えば、清涼飲料水、ビール、ウイスキー、調味料、洗剤、シャンプー、食用油、化粧品、医薬品などに使用される容器、ヨーグルト、プリンなどの包装に使用されるカップ、CDやDVD等のメディアやこれを収納するケース、乾電池単体のような筒状または柱状の胴部(部分)を備える物品等が挙げられる。
【0020】
また、筒状の胴部を備える容器の具体例としては、例えば、ガラス瓶のようなガラス容器、PET(ポリエチレンテレフタレート)ボトルのようなプラスチック容器、紙容器等が挙げられる。
【0021】
本発明の粘着フィルムは、熱収縮性を有する基材フィルムと、この基材フィルム上の少なくとも一部に設けられ、ホットメルト粘着剤で構成された粘着部とを有する。
【0022】
基材フィルムとしては、例えば、延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、延伸ポリオレフィン系フィルム、ポリ乳酸系フィルム、発泡ポリオレフィン系フィルム、延伸ポリエステル−ポリスチレン共押出しフィルム、発泡ポリスチレン系フィルム等が挙げられる。
【0023】
基材フィルムの形状は、特に限定されない。基材フィルムは、例えば、帯状(リボン状)等として用いられる。
【0024】
帯状の基材フィルムは、横一軸延伸フィルム、縦一軸延伸フィルム、二軸延伸フィルムのいずれであってもよい。横一軸延伸フィルムを用いた粘着フィルムは、予め筒状に形成し、物品の胴部の外周側に配置した後、熱収縮処理を行って被覆物品を製造する場合に好適である。また、搬送方向(長手方向)に沿って熱収縮可能である一軸延伸フィルム(MD(Machine Direction)方向一軸延伸フィルム)を用いた粘着フィルムは、物品の胴部の外周面に巻き付けた後、熱収縮処理を行って被覆物品を製造する場合に好適である。いずれの場合も、粘着フィルム(基材フィルム)で物品を確実に被覆することができる。
【0025】
かかる基材フィルムの延伸方向における熱収縮率は、5〜85%程度であることが好ましく、20〜60%程度であることがより好ましい。このような熱収縮率を有する基材フィルムを用いることにより、粘着フィルムは、熱収縮フィルムとしての効果を確実に発揮することができる。
【0026】
なお、本明細書において熱収縮率とは、100℃の温水に浸漬したときの熱収縮率であって、延伸方向の熱収縮率は、下記式に従って計算される。したがって、縦一軸延伸フィルムは、その搬送方向に収縮するため、搬送方向に対する熱収縮率が5〜85%程度であることが好ましく、横一軸延伸フィルムは、その幅方向に収縮するため、幅方向に対する熱収縮率が5〜85%程度であることが好ましい。なお、二軸延伸フィルムの場合、いずれかの延伸方向における熱収縮率が上記範囲内であることが好ましい。
熱収縮率(%)=(加熱前の寸法−加熱後の寸法)/(加熱前の寸法)×100
【0027】
また、基材フィルムの平均厚さは、耐熱性、剛性、機械適性や外観等に応じて適宜設定され、特に限定されない。具体的には、基材フィルムの平均厚さは、10〜50μm程度であることが好ましく、10〜30μm程度であることがより好ましく、15〜25μm程度であることがさらに好ましい。本発明によれば、このように薄い基材フィルムであっても、破断することなく、物品を確実に被覆することができる。これにより。被覆物品の製造コストの低減を図ることができる。
【0028】
なお、基材フィルムの構成材料には、必要に応じて、滑剤、充填剤、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤、着色剤のような各種添加剤を添加してもよい。また、基材フィルムの表面には、例えば、コロナ放電処理、プラズマ処理、火炎処理、酸処理のような表面処理を施してもよい。これにより、基材フィルムの表面に対する印刷適性を向上することができる。
【0029】
なお、基材フィルムは、上記フィルムの単層フィルムに限定されず、2種類以上の上記フィルムの積層フィルムや不織布と前記フィルムとの積層フィルムであってもよい。さらに、基材フィルムの表面および/または裏面には、酸化珪素、酸化アルミニウム、アルミニウム等の蒸着膜を設けるようにしてもよい。基材フィルムを積層フィルムとする場合、その平均厚さは、10〜300μm程度とすることが好ましい。
【0030】
本発明のホットメルト粘着剤(以下、単に「粘着剤」と言うこともある。)は、軟化点が105〜140℃のポリエチレンワックスを、10〜30重量%と、エラストマーを、10〜20重量%と、粘着付与剤を、25〜40重量%と、軟化剤を、25〜40重量%とで含む。ポリエチレンワックス、エラストマー、粘着付与剤および軟化剤を含む粘着剤は、特に、ポリエチレンワックスの作用により、固体状態から加熱して溶融状態とする時(加熱時)には、比較的高温においても高い粘度を維持し、一方、溶融状態から冷却して固体状態とする時(冷却時)には、比較的低温においても低い粘度を維持する特性(特徴)を発揮することができる。
【0031】
したがって、かかる粘着剤は、基材フィルムを熱収縮させる熱収縮温度において、十分に高い粘度および凝集力を維持すること、すなわち、優れた熱収縮適性(シュリンク適性)を発揮することができる。その結果、基材フィルムを収縮させる際に、重複部(貼り合わせ部)にズレや剥離が生じることを確実に防止することができる。ここで、熱収縮適性は、熱収縮前の基材フィルムが貼り付けられた物品を、温度が90℃に調整された湯浴に3秒間浸漬した際に、重複部にズレや剥離が生じるか否かを確認することにより評価できる。
【0032】
特に、各成分を上記含有量で含むことにより、粘着剤の特性がより顕著に発揮される。このような特性を粘着剤が有するか否かは、粘着剤が加熱時(昇温時)において所定の粘度となる温度と、冷却時(降温時)において所定の粘度となる温度との差の程度を指標として判断することができる。
【0033】
具体的には、加熱時において粘着剤の粘度が500Pa・sとなる温度をX[℃]とし、冷却時(降温時)において粘着剤の粘度が500Pa・sとなる温度をY[℃]としたとき、X>YかつX−Yが5以上であることが好ましく、10以上であることがより好ましく、15以上であることがさらに好ましい。これにより、粘着剤は、加熱時には、比較的高温において十分に高い粘度を維持し、冷却時には、比較的低温において十分に低い粘度をより確実に維持することができる。なお、X−Yの上限値は、特に限定されないが、通常、30程度、好ましくは25程度、より好ましくは20程度である。
【0034】
温度Xは、特に限定されないが、90〜125℃程度であることが好ましく、95〜120℃程度であることがより好ましく、100〜120℃程度であることがさらに好ましい。これにより、粘着剤は、加熱時において極めて高い温度においても、十分に高い粘度を維持すること、すなわち、優れた熱収縮適性を発揮することができる。
【0035】
特に、粘着剤は、加熱時における90℃での粘度が1,000Pa・s以上であることが好ましく、4,000Pa・s以上であることがより好ましい。これにより、粘着剤は、より優れた熱収縮適性を発揮することができる。
【0036】
一方、粘着剤は、その塗工時において、十分に低い粘度を維持することができる。そのため、塗工に際して、粘着剤の基材フィルムに対する塗工量が不安定になったり、擦れや糸曳きが生じることを防止できる。
【0037】
また、温度Yも、特に限定されないが、85〜110℃程度であることが好ましく、90〜105℃程度であることがより好ましく、90〜100℃程度であることがさらに好ましい。これにより、粘着剤は、冷却時において極めて低い温度においても、十分に低い粘度を維持すること、すなわち、優れた塗工適性を発揮することができる。
【0038】
特に、粘着剤は、冷却時における110℃での粘度が40Pa・s以下であることが好ましく、20Pa・s以下であることがより好ましい。これにより、粘着剤は、より優れた塗工適性を発揮することができる。
【0039】
ここで、粘着剤の冷却時および加熱時の粘度は、具体的には、レオメーターによって測定される値である。レオメーターによれば、粘着剤における粘度の温度依存性を容易に測定可能である。なお、上記粘度は、例えば、動的粘度粘弾性測定装置(株式会社ユービーエム社製、「Rheosol−G3000」)を用いて測定することができる。
【0040】
例えば、粘着剤は、図1に示すような粘度挙動を示す。図1は、レオメーターを用いて測定したホットメルト粘着剤の粘度挙動を示す模式図の一例である。なお、図1は、特定の組成の粘着剤の粘度挙動を示すグラフであり、粘着剤は、その組成に応じて粘度挙動が若干変化することは言うまでもない。
【0041】
粘着剤を高温状態(溶融状態)から冷却していくと、その粘度は、Iの経路を辿って、2つの変曲点A、Bを通過して上昇する。次いで、粘着剤を低温状態(固体状態)から加熱していくと、その粘度は、IIの経路を辿って、すなわち、冷却時とは異なった経路を辿って、2つの変曲点C、Dを通過して下降する。このように、冷却時と加熱時の粘度挙動が異なり(ヒステリシス(Hysteresis)特性を示し)、それらの差が大きいことが、本発明のホットメルト粘着剤の特徴である。このような特性(物性)を有することにより、次のような効果が得られる。
【0042】
すなわち、従来のホットメルト粘着剤では、塗工ヘッドとして、貯留タンクから吐出口までの距離(供給路の距離)が短いタイプのものを用いた場合、ホットメルト粘着剤は、その温度が高い状態で、基材フィルムに塗工されることになる。そのため、ホットメルト粘着剤の温度が高過ぎ、基材フィルムが不本意に収縮してしまう。一方、これを回避すべく、貯留タンクから吐出口までの距離(供給路の距離)が長いタイプの塗工ヘッドを用いると、従来のホットメルト粘着剤では、吐出口に至るまでに過度に冷却されてしまう結果、吐出口から吐出する際に擦れや糸曳きが生じてしまい、基材フィルムに塗工することができない。
【0043】
これに対して、本発明のホットメルト粘着剤は、冷却時において比較的広い温度範囲において、十分に低い粘度を維持する。このため、この粘着剤は、貯留タンクから吐出口までの距離(供給路の距離)の長短に係わらず、塗工ヘッドから確実に吐出することができ、基材フィルムに良好に塗工することができる。
【0044】
一方、基材フィルムを収縮させる際(加熱時)には、図1中のIIの経路で示されるように、粘着剤は、温度が比較的高くなっても、十分に高い粘度を維持するので凝集力が高く、良好な粘着性を維持する。このため、基材フィルムが収縮しても、重複部(貼り付け面)にズレや剥離が生じるのを確実に防止することができる。なお、従来のホットメルト粘着剤の粘度挙動は、冷却時および加熱時においてほぼ一致して直線的である。このため、従来のホットメルト粘着剤は、高温になると、粘度が極端に低くなるので、基材フィルムを収縮させると、基材フィルムが物品から容易に脱落する。したがって、従来のホットメルト粘着剤は、本発明に使用することができない。
【0045】
前述したように、粘着剤は、軟化点が105〜140℃のポリエチレンワックスと、エラストマーと、粘着付与剤と、軟化剤とを含んでいる。以下、粘着剤の各成分について説明する。
【0046】
<エラストマー>
エラストマーは、粘着剤の凝集力、ひいては粘着力を向上するために用いる。このエラストマーは、熱可塑性エラストマーであることが好ましい。具体的には、例えば、スチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー、エチレン−酢酸ビニル系熱可塑性エラストマー、ポリ塩化ビニル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、ポリブタジエン系熱可塑性エラストマー、トランスポリイソプレン系熱可塑性エラストマー、フッ素ゴム系熱可塑性エラストマー、塩素化ポリエチレン系熱可塑性エラストマー等が挙げられる。これらの中でも、これらのうちの1種または2種以上を組み合わせて用いることができる。これらの中でもスチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー、エチレン−酢酸ビニル系熱可塑性エラストマーが好適である。
【0047】
また、熱可塑性エラストマーは、分子内に凝集力付与部位および緩和部位を有することがより好ましい。具体的には、例えば、スチレン系熱可塑性エラストマーが挙げられる。スチレン系熱可塑性エラストマーは、その分子構造中に、多くの芳香族炭化水素基を有するため、ポリエチレンワックスとの相溶性が高いことから好ましい。
【0048】
スチレン系熱可塑性エラストマーは、一般的に、その分子構造に対して凝集力を付与するポリスチレンブロック(凝集力付与部位)と、その分子構造に対して柔軟性を付与する中間ブロック(緩和部位:柔軟性付与部位)とを有している。スチレン系熱可塑性エラストマーは、これらの凝集力付与部位および柔軟性付与部位を有することでゴム弾性が得やすくなる。スチレン系熱可塑性エラストマーにおいて、ポリスチレンブロックは、物理的架橋(ドメイン)を形成することにより橋掛け点となる。中間ブロック(ソフトセグメント)は、例えば、ポリブタジエン(B)、ポリイソプレン(I)、ポリオレフィンエラストマー(エチレン・プロピレン、EP)から選択され、ハードセグメントであるポリスチレンブロック(S)との配列の様式に応じて、直鎖状(リニアタイプ)と放射状(ラジカルタイプ)とに分類される。
【0049】
スチレン系熱可塑性エラストマーの具体例としては、例えば、スチレン/ブタジエンブロック共重合体(S−B:ジブロック)、(S−B−S:トリブロック)、スチレン/イソプレンブロック共重合体(S−I:ジブロック)、(S−I−S:トリブロック)またはスチレン/ブタジエン−イソプレンブロック共重合体(S−B・I:ジブロック)、(S−B/I−B:トリブロック)、これらの水添物(例えば、スチレン/ブタジエン/スチレンブロック共重合体(SBS)の水添物、スチレン/イソプレン/スチレンブロック共重合体の水添物(SEPS))、あるいは、これらのカルボン酸変性物等が挙げられる。なお、スチレン系熱可塑性エラストマーは、スチレンブロックを構成するスチレンの一部が、α−メチルスチレンのような芳香族系ビニル化合物で置き換えられていてもよい。中でも、スチレン系熱可塑性エラストマーとしては、スチレン−エチレン・ブチレン−スチレンブロックポリマー(SEBS)が好適である。スチレン−エチレン・ブチレン−スチレンブロックポリマーは、熱安定性が高い(熱分解し難い)ためである。
【0050】
エラストマーの溶融粘度は、1〜10Pa・s程度であることが好ましい。溶融粘度が上記下限値未満の場合、粘着剤の熱収縮温度での粘着力が低くなり、熱収縮適性が低下する場合がある。その結果、重複部にズレや剥離が生じるおそれある。一方、溶融粘度が上記上限値を超えると、粘着剤の基材フィルムへの塗工時に、その塗工量や塗工方法等によっては、粘着剤に擦れや糸曳きが生じやすくなる場合がある。
【0051】
なお、エラストマーの溶融粘度とは、エラストマーを濃度25重量%で含有するトルエン溶液の粘度を、25℃でB型粘度計を用いて測定した際の値である。
【0052】
ここで、エラストマーの含有量が上記下限値未満であると、粘着剤の凝集力が小さくなる場合がある。このため、粘着剤は、熱収縮温度での粘着力が低くなり、基材フィルムを熱収縮させる際の温度等によっては、熱収縮適性を有さなくなり、重複部にズレや剥離が生じるおそれある。一方、含有量が上記上限値を超えると、粘着剤の基材フィルムへの塗工時に、その塗工量や塗工方法等によっては、粘着剤に擦れや糸曳きが生じやすくなる場合がある。
【0053】
<粘着付与剤>
粘着付与剤は、粘着剤の基材フィルムの裏面および表面(印刷面)対する粘着性(密着性)を向上するために用いる。この粘着付与剤としては、例えば、フェノール樹脂、変性フェノール樹脂、テルペンフェノール樹脂、キシレンフェノール樹脂、キシレン樹脂、シクロペンタジエン−フェノール樹脂、脂肪族系石油樹脂、脂環族系石油樹脂、芳香族系石油樹脂のような石油樹脂、これらに水素添加した石油樹脂、フェノール変性石油樹脂、ロジンエステル樹脂、酸変性ロジン樹脂、水素添加したロジン樹脂、水素添加したロジンエステル樹脂、低分子量ポリスチレン系樹脂、テルペン樹脂、水素添加したテルペン樹脂等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いることができる。
【0054】
ここで、粘着付与剤の含有量が前記下限値未満であると、粘着剤の凝集力が過剰になる場合がある。このため、粘着剤は、熱収縮温度での粘着力が低くなり、基材フィルムを熱収縮させる際の温度等によっては、熱収縮適性を有さなくなり、重複部にズレや剥離が生じるおそれある。一方、含有量が上記上限値を上回ると、粘着剤の凝集力が小さくなり、粘着性が得られない結果、同様に、粘着剤は、熱収縮適性を有さなくなる場合がある。なお、粘着付与剤の含有量を前記範囲とすることにより、粘着剤は、良好な熱収縮適性を発揮することができる。
【0055】
<軟化剤>
軟化剤は、粘着剤の粘着力が、低温時に低下するのを防止するために用いる。この軟化剤としては、例えば、鉱物油(合成オイル)類、植物油類、動物油類、パラフィン類、テルペノイド類、脂肪酸類、脂肪酸エステル類、アルコール類、はちみつ、クロタミトン等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いることができる。
【0056】
鉱物油類としては、例えば、ワセリン、プロセスオイル等が挙げられる。プロセスオイルとは、ゴムや熱可塑性エラストマー等の可塑剤として一般的に用いられるオイルであり、いわゆる石油精製等において生産されるオイルである。かかるプロセスオイルは、パラフィン系プロセスオイルと、ナフテン系プロセスオイルと、芳香族系プロセスオイルとに大別される。
【0057】
プロセスオイルは、芳香族系炭化水素と、ナフテン系炭化水素と、パラフィン系炭化水素との混合物である。一般に、全炭化水素に対して30重量%以上で芳香族系炭化水素を含むプロセスオイルは、芳香族系プロセスオイルと呼ばれ、全炭化水素に対して35〜45重量%でナフテン系炭化水素を含むプロセスオイルは、ナフテン系プロセスオイルと呼ばれ、全炭化水素に対して50重量%以上でパラフィン系炭化水素を含むプロセスオイルは、パラフィン系プロセスオイルと呼ばれている。
【0058】
パラフィン系原油に対して、例えば、蒸留、水素化改質、溶剤抽出、溶剤脱ロウ等の処理を施すことにより、パラフィン系プロセスオイル、芳香族系プロセスオイル等が分離される。ナフテン系原油に対して、例えば、蒸留、溶剤抽出等の処理を施すことにより、ナフテン系プロセスオイル、芳香族系プロセスオイル等が分離される。
【0059】
中でも、鉱物油類としては、ナフテン系プロセスオイルおよび/またはパラフィン系プロセスオイルが好適である。かかる鉱物油類を含有する粘着剤を用いることにより、基材フィルムを物品から手で剥がした際に、残渣を極めて少なくすることができる。
【0060】
植物油類としては、例えば、オリーブ油、カルナウバロウ、米胚芽油、コーン油、サザンカ油、ツバキ油、ヒマシ油、ホホバ種子油、ユーカリ葉油等が挙げられ、動物油類としては、例えば、ミンク油、ミツロウ等が挙げられる。
【0061】
また、パラフィン類としては、例えば、流動パラフィン、パラフィン等が挙げられ、テルペノイド類としては、例えば、スクワラン等が挙げられる。
【0062】
また、脂肪酸類としては、例えば、ミスチル酸、ミスチル酸亜鉛、ステアリン酸、イソステアリン酸、オレイン酸等が挙げられ、脂肪酸エステル類としては、例えば、ミスチル酸イソプロピル、スリスチン酸オクチルドデシル、トリイソオクタン酸グリセリン、アジピン酸ジイソプロピル、セバシン酸ジエチル、エチルヘキサン酸セチル、パルミチン酸セチル、パルミチン酸エチルヘキシル、パルミチン酸イソプロピル、中鎖脂肪酸トリグリセリド、サリチル酸エチレングリコール、ジステアリン酸グリコール等が挙げられる。
【0063】
さらに、アルコール類としては、例えば、オクチルドデカノール、ヘキシルデカノール、セテアリルアルコール、セタノール、ベヘニルアルコール等が挙げられる。
【0064】
ここで、軟化剤の含有量を前記範囲とすることにより、粘着剤の粘着力が、低温時に低下するのを確実に防止することできる。
【0065】
<軟化点が105〜140℃のポリエチレンワックス>
軟化点が105〜140℃のポリエチレンワックスは、粘着剤の熱収縮適性を向上するため、例えば、冷却時の粘度と加熱時の粘度との差、すなわち、X−Yを大きくするために用いる。
【0066】
ここで、軟化点が105℃未満のポリエチレンワックスを用いた場合、粘着剤は、熱収縮温度での粘着力(凝集力)が低くなり、熱収縮適性を有さず、重複部にズレや剥離が生じる。一方、軟化点が140℃を上回るポリエチレンワックスを用いた場合、粘着剤の塗工適性が低下し、基材フィルムへ塗工することができなかったり、擦れや糸曳きが生じる。特に、このポリエチレンワックスの軟化点は、110〜135℃程度であることが好ましく、115〜130℃程度であることがより好ましい。これにより、粘着剤は、良好な熱収縮適性を発揮するとともに、安定的に基材フィルムに塗工することが可能となる。
【0067】
なお、軟化点の測定は、JIS K−2207(石油アスファルト)に規定された「6.4軟化点試験方法(環球法)」に準拠して行うことができる。
【0068】
かかるポリエチレンワックスは、加熱時における発熱ピークを示す温度V[℃]と、冷却時における吸熱ピークを示す温度W[℃]とが、V>Wを満足し、かつ、VとWとの差(V−W)ができる限り大きい値を示すものが好ましい。かかるポリエチレンワックスを用いることにより、前述したようなヒステリシス特性を示す粘着剤を確実に調製することができる。
【0069】
なお、ポリエチレンワックスの分子量(平均分子量)は、特に限定されないが、800〜8,000程度であることが好ましく、850〜5,000程度であることがより好ましい。
【0070】
ここで、ポリエチレンワックスの含有量を前記範囲とすることにより、ヒステリシス特性がより確実に得られる。このため、粘着剤は、良好な熱収縮適性を発揮することができる。
【0071】
このようなポリエチレンワックスは、例えば、ICI法(最も代表的な方法)、BASF法、du Pont法、Union Carbide法のような高圧法、フィリップス法、スタンダード(インジアナ)法のような中圧法、チーグラー法のような低圧法等を用いて合成することができる。
【0072】
以上のポリエチレンワックス、エラストマー、粘着付与剤および軟化剤を、上記のような配合比(重量%)で混合して、ホットメルト粘着剤を調製することができる。具体的には、粘着剤は、まず、軟化剤およびエラストマーを加熱・溶解して混合物を得た後、この混合物に粘着付与剤を完全に溶解し、その後、この混合物にポリエチレンワックスを溶解することにより調製することができる。この際、混合物を加熱しつつ、回転数200〜500rpmでプロペラ式の攪拌翼を用いて攪拌することが好ましい。
【0073】
各成分を所定の配合比(重量%)で含有する粘着剤は、優れた凝集力を維持することにより、良好な粘着性を発揮し、基材フィルムを加熱により収縮させる際の重複部のズレや剥離を確実に防止することができる。
【0074】
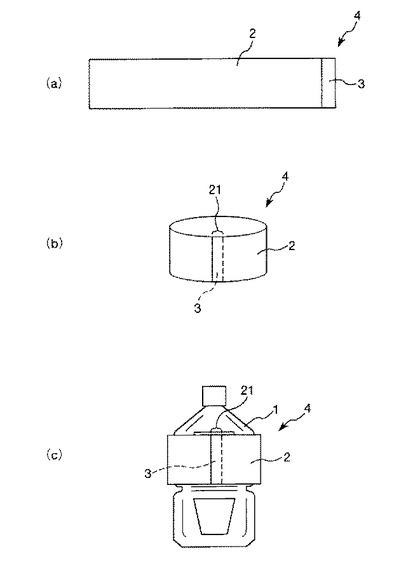
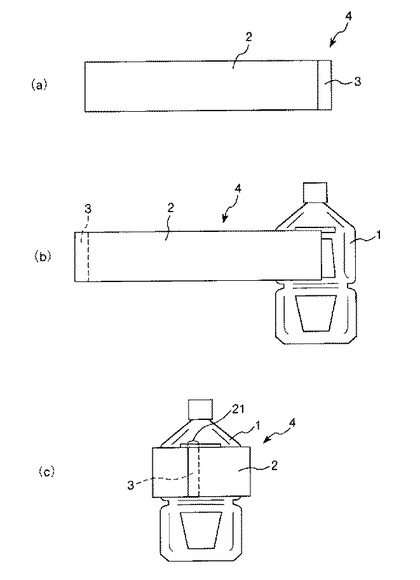
次に、本発明の被覆物品の製造方法の一例について、図2〜図4に基づいて説明する。以下では、被覆物品の一例として、フィルム付きPETボトルを製造する場合について説明する。図2は、フィルム付きPETボトルの第1の製造方法を説明するための図、図3は、フィルム付きPETボトルの第2の製造方法を説明するための図、図4は、フィルム付きPETボトルの第3の製造方法を説明するための図である。
【0075】
(フィルム付きPETボトルの第1の製造方法)
まず、PETボトル(筒状または柱状の胴部を備える物品)1と、熱収縮性を有する帯状の基材フィルム2と、上述したようなホットメルト粘着剤とを用意する。
【0076】
次に、図2(a)に示すように、基材フィルム2のPETボトル(物品)1側となる一方の面(裏面)の一端部に、その短手方向(幅方向)に沿って、粘着剤を塗工して粘着部(粘着層)3を形成する。これにより、粘着フィルム4を得る。なお、基材フィルム2のもう一方の面の他端部には、粘着部を形成しない。粘着部は、粘着剤を基材フィルム2に直接塗工することにより形成してもよく、別途形成した粘着部3を基材フィルム2に転写することにより間接的に形成してもよい。
【0077】
直接塗工する方法としては、例えば、スリットコーター方式、カーテンスプレー方式、スパイラルスプレー方式、ドット方式、ビード方式等により塗工する方法が挙げられるが、中でも、スリットコーター方式により塗工する方法が好ましい。スリットコーター方式により塗工する方法は、直接塗工ヘッドを基材フィルムに接触させて粘着剤を塗工する方法、すなわち、接触式の方法である。このため、粘着部3を、所定の形状およびサイズで、基材フィルム2上に確実に形成することができる。
【0078】
スリットコーター方式により塗工する方法を用いる場合、塗工ヘッドの表面温度を90〜120℃程度とすることが好ましい。スリットコーター方式による塗工によれば、塗工ヘッドが基材フィルム2に接触する時間が短いため、基材フィルム2が加熱される時間を短時間に抑えることができる。このため、塗工ヘッドの表面温度が上記範囲内とすれば、仮にかかる温度が基材フィルム2の熱収縮温度より高いとしても、基材フィルム2が熱収縮するのを防止または抑制しつつ、粘着剤の基材フィルム2に対する塗工を確実に行うことができる。
【0079】
なお、貯留タンク(溶融タンク)およびホースの温度は、120〜150℃程度とすることが好ましい。これにより、粘着剤の粘度の上昇、すなわち、塗工適性の低下を防止することができる。
【0080】
一方、カーテンスプレー方式、スパイラルスプレー方式、ドット方式またはビード方式により塗工する方法は、塗工ヘッド(ノズル)から基材フィルム2に向けて粘着剤を噴出する方法、すなわち、非接触式の方法である。非接触式の方法では、塗工ヘッドから基材フィルム2までの距離が大きいので、粘着剤が基材フィルム2に到達するまでに若干冷却されるため、基材フィルム2が不本意に収縮することをより確実に防止することができる。
【0081】
粘着部を基材フィルム2に間接的に形成する方法には、例えば、ロールを用いた方法等を用いることができる。ロールを用いた方法は、例えば、ハンドアプリケーターを用いて粘着剤を離型紙に塗工して塗工物を形成した後、この塗工物を必要な大きさに切り取り、基材フィルム2に転写する。かかる方法によれば、粘着剤を直接基材フィルム2に塗工しないので、基材フィルム2が熱収縮する可能性を確実に低減することができる。
【0082】
粘着部3の幅は、3〜30mm程度であることが好ましく、10〜25mm程度であることがより好ましい。これにより、基材フィルム2を熱収縮させる際に、重複部21のズレや剥離を防止する効果がより顕著となる。なお、「粘着部3の幅」とは、粘着部3の基材フィルム2の長手方向に沿った長さである。
【0083】
粘着剤の塗工量は、下記の式に基づいて計算される量であり、10〜150g/m2であることが好ましく、80〜150g/m2程度であることがより好ましい。これにより、基材フィルム2を熱収縮させた際に、重複部21の剥離やズレを防止しつつ、得られたフィルム付きPETボトル(被覆物品)の外観や手触りを良好にすることができる。
塗工量(g/m2)=塗工した粘着剤の重量(g)/塗工面積(m2)
【0084】
次に、図2(b)に示すように、基材フィルム2を筒状とし、粘着部3を介して基材フィルム2の一端部と他端部とを固定する。
【0085】
具体的には、粘着部3が形成された基材フィルム2を、鉛直に配置されたシリンダーの周囲に巻き付け、粘着部3を基材フィルム2の他方の面(表面)の他端部に貼り付ける。これにより、筒状の基材フィルム2(筒状の粘着フィルム4)を得る。
【0086】
こうして得られた筒状の基材フィルム2からシリンダーを抜き取り、図2(c)に示すように、基材フィルム2の内側に、PETボトル1を挿入する。これにより、基材フィルム2がPETボトル1の外周を取り囲んだ状態にする。
【0087】
次に、この状態で、基材フィルム2に、例えば、蒸気、熱風、温水等の加熱媒体を接触させて、基材フィルム2を熱収縮させ、PETボトル1の表面に固定する。これにより、PETボトル1の表面を、基材フィルム2(粘着フィルム4)の熱収縮物で被覆してなるフィルム付きPETボトルを得ることができる。なお、加熱媒体の温度(熱収縮温度)は、80〜95℃程度とすることが好ましい。
【0088】
(フィルム付きPETボトルの第2の製造方法)
まず、図3(a)に示すように、図2(a)と同様の粘着フィルム4を作製する。
【0089】
次に、図3(b)に示すように、基材フィルム2の他端部をPETボトル1の表面に固定した状態とする。この場合、基材フィルムの他端部を物品の表面への固定は、例えば、熱融着やレーザー融着による方法や、基材フィルムを物品に固定する機械的な機構を用いることができる。
【0090】
次に、図3(c)に示すように、基材フィルム2をPETボトル1に巻き付けた後、基材フィルム2の一端部を、粘着部3を介して基材フィルム2の表面の他端部に貼り付けて、基材フィルムが物品の外周を取り囲んだ状態とする。
【0091】
その後、この状態で基材フィルム2を熱収縮することにより、フィルム付きPETボトルを得ることができる。
【0092】
(フィルム付きPETボトルの第3の製造方法)
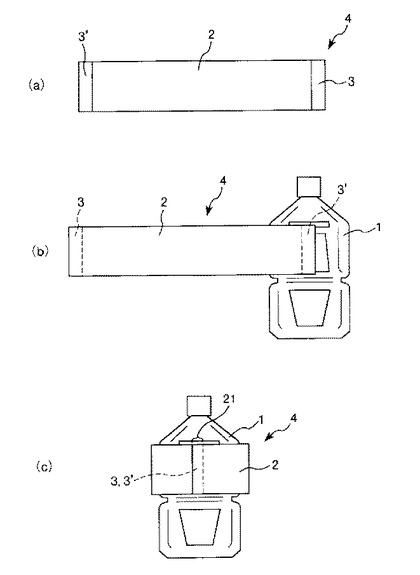
まず、図4(a)に示すように、基材フィルム2の裏面の一端部および他端部のそれぞれに、その短手方向に沿って、粘着剤を塗工して粘着部3、3’を形成する。粘着部3、3’は、第1の製造方法で説明したようにして形成することができる。これにより、粘着フィルム4を得る。
【0093】
次に、図4(b)に示すように、基材フィルム2の他端部をPETボトル1の表面に、粘着部3’を介して貼り付けて固定した状態とする。
【0094】
次に、図4(c)に示すように、基材フィルム2をPETボトル1に巻き付けた後、基材フィルム2の一端部を、粘着部3を介して基材フィルム2の表面の他端部に貼り付けて、基材フィルムが物品の外周を取り囲んだ状態とする。
【0095】
その後、この状態で基材フィルム2を熱収縮することにより、フィルム付きPETボトルを得ることができる。
【0096】
なお、粘着部3’は、本発明のホットメルト粘着剤に代えて、例えば、アクリル系粘着剤、ゴム系粘着剤、ウレタン系粘着剤のような溶剤系または水系の粘着剤のうちの1種または2種以上を組み合わせて用いることもできる。
【0097】
以上、本発明のホットメルト粘着剤、粘着フィルム、被覆物品および被覆物品の製造方法を実施形態について説明したが、本発明は、これに限定されるものではない。本発明のホットメルト粘着剤、粘着フィルムおよび被覆物品を構成する各部は、同様の機能を発揮し得る任意の構成のものと置換することができる。また、任意の構成物が付加されていてもよい。また、本発明の被覆物品の製造方法では、任意の目的の1以上の工程が追加されてもよい。
【0098】
また、物品は、筒状または柱状の部分を胴部に備えなくてもよい。筒状または柱状の部分を胴部以外の部分に備える例としては、PETボトルの口部と、この口部に装着された蓋との組み合わせ、ワインボトルの口部と、この口部に嵌入されたコルク栓との組み合わせ等が挙げられる。本発明の粘着フィルムは、これらの部分に対して、例えば、改竄防止用フィルムとして用いることができる。
【0099】
さらに、物品は、筒状または柱状の部分を備えなくてもよく、その形状は、例えば、球状、立方体状、直方体状、不定形状(異形状)等のいかなる形状であってもよい。
【0100】
なお、本発明のホットメルト粘着剤で構成される粘着部は、残渣なく物品から取り除くことができるとともに、熱アルカリ水溶液により物品から容易に取り除くこともできる。このため、物品がPETボトルである場合、特に、そのリサイクル適性が向上する。換言すれば、本発明は、PETボトルに用いるのに適している。
【0101】
また、粘着部は、基材フィルムの一部のみでなく、全体(全面)に形成するようにしてもよく、基材フィルムの裏面または表面に散在する複数の点で構成してもよい。
【0102】
さらに、被覆物品は、物品の一部のみならず、その全体を粘着フィルムの熱収縮物で被覆した構成とすることもできる。
【実施例】
【0103】
以下、本発明を具体的実施例に基づいて説明する。しかしながら、本発明は、以下の実施例に限定されるものではない。
【0104】
以下、「部」は「重量部」を、「%」は「重量%」をそれぞれ表す。
ホットメルト粘着剤は、以下の成分を用いて調製した。
【0105】
<エラストマー>
・クレイトンG1643(クレイトンポリマー社製)(以下、「G1643」と略す。)
スチレン−エチレン・ブチレン−スチレンブロックポリマー(SEBS)
ジブロック量:0%
溶融粘度:0.2Pa・s
・クレイトンG1650(クレイトンポリマー社製)(以下、「G1650」と略す。)
スチレン−エチレン・ブチレン−スチレンブロックポリマー(SEBS)
ジブロック量:0%
溶融粘度:8Pa・s
・クレイトンG1652(クレイトンポリマー社製)(以下、「G1652」と略す。)
スチレン−エチレン・ブチレン−スチレンブロックポリマー(SEBS)
ジブロック量:0%
溶融粘度:1.350Pa・s
【0106】
なお、溶融粘度は、エラストマー濃度25%のトルエン溶液の25℃での溶融粘度である。また、溶融粘度の測定は、B型粘度計(東機産業社製、「RB80L」)およびローターNo.3を用いて適した回転数で行った。
【0107】
<粘着付与剤>
・ハリタックF(ハリマ化成社製)(以下、「HAF」と略す。)
水添ロジン
酸価:175mgKOH/g
軟化点:72℃
・YSポリスターT30(ヤスハラケミカル社製)(以下、「T30」と略す。)
テルペンフェノール樹脂
軟化点:30℃
【0108】
<軟化剤>
・ダイアナフレシアN90(出光興産社製)(以下、「N90」と略す。)
パラフィン系プロセスオイル
・トプコS977(東洋アドレ社製)(以下、「S977」と略す。)
ワセリン
・リケマールPL012(理研ビタミン社製)(以下、「PL012」と略す。)
脂肪酸エステル
・精製ヤシ油(市販品)(以下、「RCO」と略す。)
植物油類
・ミツロウ(低酸)(セラリカ野田社製)(以下、「BW」と略す。)
動物油類
・ハイコールK350(カネダ社製)(以下、「K350」と略す。)
パラフィン
・オレイン酸(市販品)(以下、「OA」と略す。)
脂肪酸類
【0109】
<ポリエチレンワックス>
・ポリワックス500(ベーカー・ペトロライト社製)(以下、「PW500」と略す。)
分子量:500
軟化点:88℃
分散度:1.0
針入度:6.5
・ポリワックス850(ベーカー・ペトロライト社製)(以下、「PW850」と略す。)
分子量:850
軟化点:107℃
分散度:1.0
針入度:1.0
・ポリワックス1000(ベーカー・ペトロライト社製)(以下、「PW1000」と略す。)
分子量:1000
軟化点:117℃
分散度:1.08
針入度:1.0
・ポリワックス2000(ベーカー・ペトロライト社製)(以下、「PW2000」と略す。)
分子量:2000
軟化点:128℃
分散度:1.10
針入度:0.5
・ポリワックス3000(ベーカー・ペトロライト社製)(以下、「PW3000」と略す。)
分子量:3000
軟化点:130℃
分散度:1.10
針入度:0.5
・エクセレックス40800(三井化学社製)(以下、「EX40800」と略す。)
分子量:4000
軟化点:135℃
分散度:1.20
針入度:1.0
【0110】
(実施例1)
1−1.ホットメルト粘着剤の作製
攪拌機を備えたステンレスビーカーに、軟化剤としてN90:35部と、エラストマーとしてG1652:20部と、粘着付与剤としてT30:5部とを投入し、加熱して溶融した。なお、この加熱は、内容物の温度が130℃未満150℃超にならないようにして行った。
【0111】
その後、攪拌を行って、均一溶融溶液を得た。溶融溶液を150℃未満の温度に保持しつつ、かつ攪拌を続けながら、この溶融溶液に粘着付与剤としてHAF:35部を徐々に添加し、その後、ポリエチレンワックスとしてPW2000:5部を添加した後、冷却してホットメルト粘着剤を得た。
【0112】
また、得られたホットメルト粘着剤について、プレート型レオメーターを用いて、粘度測定を行った。その結果、加熱時において粘度が500Pa・sとなる温度が108℃、冷却時において粘度が500Pa・sとなる温度が89℃であった。また、加熱時における90℃での粘度が1,000Pa・s、冷却時における110℃での粘度が8.9Pa・sであった。
【0113】
なお、粘度の測定方法および測定条件は下記の通りである。
・測定装置:動的粘度粘弾性測定装置(株式会社ユービーエム社製、「Rheosol−G3000」)
・測定モード:温度依存性
・チャック:パラレルプレート
・波形:正弦波
・パラレル直径:19.99mm
・キャップ:1mm
・降温粘度測定開始温度:180℃ 測定終了温度: 30℃
・昇温粘度測定開始温度: 30℃ 測定終了温度:180℃
・降温速度:3℃/分
・昇温速度:3℃/分
・回転幅:2Hz、3deg
【0114】
1−2.粘着フィルムの作製
まず、基材フィルムとして、厚さ20μm、幅60mm、長さ250mmのMD方向一軸延伸ポリエチレンテレフタレートフィルム(東洋紡社製)を用意した。次に、作製したホットメルト粘着剤を離型紙に150℃に加熱したハンドアプリケーターを用いて、塗工量80〜120g/m2になるように塗工を行なって、塗工物を得た。次いで、塗工物を必要な大きさに切り取り、ポリエチレンテレフタレートフィルムの裏面の一端部に転写し、2Kgのロールを1往復させて、粘着部を形成した。これにより、粘着フィルムを得た。なお、ポリエチレンテレフタレートフィルムの延伸方向における熱収縮率は、約44%であった。
【0115】
1−3.フィルム付きPETボトル(被覆物品)の作製
作製した粘着フィルムの一端部と他端部とを粘着部を介して張り合わせて、筒状にした。次いで、筒状の粘着フィルムの内側に、周囲長200mmの円筒状のPETボトルを挿入し、これを90℃に加熱した湯浴に3秒間浸漬して、ポリエチレンテレフタレートフィルムを熱収縮させ、フィルム付きPETボトルを得た。
【0116】
(実施例2〜23、比較例1、2)
表1〜表4に示す組成のホットメルト粘着剤を用いた以外は、実施例1と同様にして、フィルム付きPETボトルを作製した。
【0117】
各実施例および各比較例で作製されたフィルム付きPETボトルおよびホットメルト粘着剤について、以下の試験を行った。その試験結果を、表1〜表4に示す。
【0118】
2−1.リサイクル適性試験
フィルム付きPETボトルを約8×8mm角に粉砕して、フィルムが付いた状態のPETボトルのペレットとした。1,000mLの丸型フラスコに、90℃の1.5wt%水酸化ナトリウム水溶液360gとペレット40gとを入れて、プロペラ(攪拌羽)を用いて250rpmで攪拌した。15分経過後、ペレットを含む水酸化ナトリウム水溶液をフィルターで濾過し、ペレットにホットメルト粘着剤が付着しているか否かを目視で確認し、以下の評価基準に基づいて評価した。
【0119】
A:ペレットにホットメルト粘着剤が付着していなかった。
B:ペレットにホットメルト粘着剤が付着していた。
【0120】
2−2.熱収縮適性試験
作製されたフィルム付きPETボトルにおいて、ポリエチレンテレフタレートフィルムの重複部に剥離やズレが生じているか否かを目視で確認し、以下の評価基準に基づいて評価した。
【0121】
A:重複部のズレが1mm以下であり、かつ、剥離していなかった。
B:重複部のズレが2mm以下であり、かつ、剥離していなかった。
C:重複部のズレが2mm以下であるが、若干剥離していた。
D:重複部のズレが2mmを超えていたか、または、大きく剥離していた。
【0122】
2−3.塗工適性および1時間停止後の塗工適性
塗工機(ノードソン社製、「メルターシリーズ3400」)を用いて、スリットコーター方式で厚さ20μmのMD方向一軸延伸ポリエチレンテレフタレートフィルム(東洋紡社製)に、塗工速度20〜150m/minの速度でホットメルト粘着剤を塗工して、塗工適性を、以下の評価基準に基づいて評価した。また、ホットメルト粘着剤の塗工を1時間停止した後、再度塗工した際の塗工適性も、以下の評価基準に基づいて評価した。なお、塗工機の温度設定を140℃、ホース設定温度を140℃、ヘッド設定温度を110℃とした。
【0123】
A:ホットメルト粘着剤の塗工に全く問題がなかった。
B:ホットメルト粘着剤の塗工にほぼ問題がなかった。
C:ホットメルト粘着剤を若干塗工し難かった。
D:ホットメルト粘着剤の塗工面が擦れたか、または、ホットメルト粘着剤を塗工できなかった。
【0124】
【表1】

【0125】
【表2】
【0126】
【表3】
【0127】
【表4】
【0128】
表1〜表4に示すように、各実施例および各比較例で作製されたホットメルト粘着剤は、リサイクル適性に問題はなかったが、各比較例で作製されたホットメルト粘着剤は、熱収縮適性に劣る。また、各実施例で作製されたホットメルト粘着剤は、粘度特性を適宜設定することにより、熱収縮適性が向上する傾向を示す。
【符号の説明】
【0129】
1 PETボトル
2 基材フィルム
21 重複部
3、3’ 粘着部
4 粘着フィルム
【技術分野】
【0001】
本発明は、ホットメルト粘着剤、粘着フィルム、被覆物品および被覆物品の製造方法に関する。特に、本発明は、清涼飲料水、調味料,洗剤,シャンプー,食用油,化粧品,医薬品などに使用されているガラスビン、PET(ポリエチレンテレフタレート)ボトル等の物品に好ましく用いられる。
【背景技術】
【0002】
例えば、PETボトル(容器)の外周面にラベル(フィルム)を取り付けてラベル付きPETボトル(フィルム付きPETボトル)を製造する方法には、ストレッチラベルを用いる方法や熱収縮ラベルを用いる方法等がある。
【0003】
ここで、ストレッチラベルを用いる方法は、輪ゴムの原理を利用したものである。すなわち、ストレッチラベルは、筒状またはリング状をなしており、これを拡径するように、引き伸ばしてPETボトルの外周側に位置させ、引張力を解除してほぼ元の形状に戻すことにより、PETボトルの外周面に密着させる。しかしながら、ストレッチラベルは、その復元力が小さいため、ストレッチラベルを用いる方法は、特に、デザイン性を重視した凸凹形状のボトル(異型ボトル)には使用できないという問題がある。
【0004】
一方、熱収縮ラベルを用いる方法は、熱収縮ラベルをPETボトルの外周側に位置させ、ヒーターや蒸気の熱で収縮させることにより、PETボトルの外周面に密着させる。かかる熱収縮ラベルとして、シート状(フィルム状)の熱収縮ラベルを用いる方法が検討されている。シート状の熱収縮ラベル(以下、「熱収縮シート」と言う。)を用いる方法では、例えば、紫外線硬化型接着剤による接着(例えば、特許文献1参照)やレーザーによる熱融着(例えば、特許文献2および3参照)により、熱収縮シートをPETボトルの外周面に取り付ける。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−162599号公報
【特許文献2】特開2008−284794号公報
【特許文献3】特開2009−163233号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、紫外線硬化型接着剤は、それ自体が高価である。また、紫外線硬化型接着剤は、多官能アクリレートや光重合開始剤等を含有しているため、皮膚刺激性が高く、作業者の環境安全性が低いという問題がある。一方、レーザーを用いた場合、熱収縮シートを熱融着した際に、その融着部分に位置ズレが生じ易く、ラベル付きPETボトル(被覆物品)の高い品質を維持することが困難である。また、レーザー照射機の騒音が酷く、作業者の環境安全性がやはり低いという問題がある。
【0007】
そこで、作業者の高い環境安全性を確保しつつ低コスト化を実現するために、熱収縮シートをホットメルト粘着剤により、PETボトルの外表面に取り付けることも検討されている。しかしながら、ホットメルト粘着剤は、一般的に耐熱性が低く、熱収縮シートの熱収縮温度で軟化することにより流動してしまう。このため、一般的なホットメルト粘着剤は、熱収縮シートをPETボトルの外表面に取り付けるのに使用することができない。
【0008】
本発明は、上記問題点を解決するべくなされたものであり、その目的は、コストの増大および作業者の環境安全性の悪化を防止しつつ、良好な塗工適性を発揮し、加熱時にも流動し難いホットメルト粘着剤を提供することにある。
【0009】
また、本発明の他の目的は、基材フィルムの熱収縮時に、その重複部(貼り合わせ部)における位置ズレや剥がれを防止して、基材フィルムによる物品の被覆を確実に行い得る粘着フィルムおよび被覆物品の製造方法を提供することにある。
【0010】
さらに、本発明の他の目的は、かかる粘着フィルムの熱収縮物により、物品を被覆してなる品質の高い被覆物品を提供することにある。
【課題を解決するための手段】
【0011】
このような目的は、下記の本発明により達成される。
軟化点が105〜140℃のポリエチレンワックスを、10〜30重量%と、
エラストマーを、10〜20重量%と、
粘着付与剤を、25〜40重量%と、
軟化剤を、25〜40重量%とで含むことを特徴とするホットメルト粘着剤。
【発明の効果】
【0012】
ポリエチレンワックス、エラストマー、粘着付与剤および軟化剤は、いずれも皮膚刺激性がないか、あるいは、極めて低い化合物である。本発明では、これらの成分を用いることにより、作業者の環境安全性を向上することができる。
【0013】
また、本発明は、高価な紫外線硬化型接着剤ではなく、また、各前記成分も比較的安価かつ入手も容易であるため、コストの削減を図ることができる。
【0014】
さらに、本発明のホットメルト粘着剤は、各上記成分を所定の含有量で含むことにより、例えば、加熱時と冷却時とにおいて異なる経路を辿って粘度を変化させることができる。このため、ホットメルト粘着剤は、良好な塗工適性を発揮するとともに、加熱時においても十分な粘度を維持することができる。
【0015】
このようなことから、本発明によれば、コストの増大および作業者の環境安全性の悪化を防止することができる。また、本発明によれば、ホットメルト粘着剤の良好な塗工適性により、基材フィルムを物品に確実に貼着することができるとともに、基材フィルムの熱収縮時における重複部(貼り合わせ部)の位置ズレを防止して、品質の高い被覆物品を製造することができる。
【図面の簡単な説明】
【0016】
【図1】レオメーターを用いて測定したホットメルト粘着剤の粘度挙動を示す模式図の一例である。
【図2】フィルム付きPETボトルの第1の製造方法を説明するための図である。
【図3】フィルム付きPETボトルの第2の製造方法を説明するための図である。
【図4】フィルム付きPETボトルの第3の製造方法を説明するための図である。
【発明を実施するための形態】
【0017】
以下、本発明のホットメルト粘着剤、粘着フィルム、被覆物品および被覆物品の製造方法について、さらに詳細に説明する。
【0018】
本発明の被覆物品は、物品の表面の少なくとも一部を、本発明の粘着フィルムの熱収縮物で被覆してなる。
【0019】
物品としては、例えば、清涼飲料水、ビール、ウイスキー、調味料、洗剤、シャンプー、食用油、化粧品、医薬品などに使用される容器、ヨーグルト、プリンなどの包装に使用されるカップ、CDやDVD等のメディアやこれを収納するケース、乾電池単体のような筒状または柱状の胴部(部分)を備える物品等が挙げられる。
【0020】
また、筒状の胴部を備える容器の具体例としては、例えば、ガラス瓶のようなガラス容器、PET(ポリエチレンテレフタレート)ボトルのようなプラスチック容器、紙容器等が挙げられる。
【0021】
本発明の粘着フィルムは、熱収縮性を有する基材フィルムと、この基材フィルム上の少なくとも一部に設けられ、ホットメルト粘着剤で構成された粘着部とを有する。
【0022】
基材フィルムとしては、例えば、延伸ポリエステル系フィルム、延伸ポリスチレン系フィルム、延伸ポリオレフィン系フィルム、ポリ乳酸系フィルム、発泡ポリオレフィン系フィルム、延伸ポリエステル−ポリスチレン共押出しフィルム、発泡ポリスチレン系フィルム等が挙げられる。
【0023】
基材フィルムの形状は、特に限定されない。基材フィルムは、例えば、帯状(リボン状)等として用いられる。
【0024】
帯状の基材フィルムは、横一軸延伸フィルム、縦一軸延伸フィルム、二軸延伸フィルムのいずれであってもよい。横一軸延伸フィルムを用いた粘着フィルムは、予め筒状に形成し、物品の胴部の外周側に配置した後、熱収縮処理を行って被覆物品を製造する場合に好適である。また、搬送方向(長手方向)に沿って熱収縮可能である一軸延伸フィルム(MD(Machine Direction)方向一軸延伸フィルム)を用いた粘着フィルムは、物品の胴部の外周面に巻き付けた後、熱収縮処理を行って被覆物品を製造する場合に好適である。いずれの場合も、粘着フィルム(基材フィルム)で物品を確実に被覆することができる。
【0025】
かかる基材フィルムの延伸方向における熱収縮率は、5〜85%程度であることが好ましく、20〜60%程度であることがより好ましい。このような熱収縮率を有する基材フィルムを用いることにより、粘着フィルムは、熱収縮フィルムとしての効果を確実に発揮することができる。
【0026】
なお、本明細書において熱収縮率とは、100℃の温水に浸漬したときの熱収縮率であって、延伸方向の熱収縮率は、下記式に従って計算される。したがって、縦一軸延伸フィルムは、その搬送方向に収縮するため、搬送方向に対する熱収縮率が5〜85%程度であることが好ましく、横一軸延伸フィルムは、その幅方向に収縮するため、幅方向に対する熱収縮率が5〜85%程度であることが好ましい。なお、二軸延伸フィルムの場合、いずれかの延伸方向における熱収縮率が上記範囲内であることが好ましい。
熱収縮率(%)=(加熱前の寸法−加熱後の寸法)/(加熱前の寸法)×100
【0027】
また、基材フィルムの平均厚さは、耐熱性、剛性、機械適性や外観等に応じて適宜設定され、特に限定されない。具体的には、基材フィルムの平均厚さは、10〜50μm程度であることが好ましく、10〜30μm程度であることがより好ましく、15〜25μm程度であることがさらに好ましい。本発明によれば、このように薄い基材フィルムであっても、破断することなく、物品を確実に被覆することができる。これにより。被覆物品の製造コストの低減を図ることができる。
【0028】
なお、基材フィルムの構成材料には、必要に応じて、滑剤、充填剤、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、難燃剤、着色剤のような各種添加剤を添加してもよい。また、基材フィルムの表面には、例えば、コロナ放電処理、プラズマ処理、火炎処理、酸処理のような表面処理を施してもよい。これにより、基材フィルムの表面に対する印刷適性を向上することができる。
【0029】
なお、基材フィルムは、上記フィルムの単層フィルムに限定されず、2種類以上の上記フィルムの積層フィルムや不織布と前記フィルムとの積層フィルムであってもよい。さらに、基材フィルムの表面および/または裏面には、酸化珪素、酸化アルミニウム、アルミニウム等の蒸着膜を設けるようにしてもよい。基材フィルムを積層フィルムとする場合、その平均厚さは、10〜300μm程度とすることが好ましい。
【0030】
本発明のホットメルト粘着剤(以下、単に「粘着剤」と言うこともある。)は、軟化点が105〜140℃のポリエチレンワックスを、10〜30重量%と、エラストマーを、10〜20重量%と、粘着付与剤を、25〜40重量%と、軟化剤を、25〜40重量%とで含む。ポリエチレンワックス、エラストマー、粘着付与剤および軟化剤を含む粘着剤は、特に、ポリエチレンワックスの作用により、固体状態から加熱して溶融状態とする時(加熱時)には、比較的高温においても高い粘度を維持し、一方、溶融状態から冷却して固体状態とする時(冷却時)には、比較的低温においても低い粘度を維持する特性(特徴)を発揮することができる。
【0031】
したがって、かかる粘着剤は、基材フィルムを熱収縮させる熱収縮温度において、十分に高い粘度および凝集力を維持すること、すなわち、優れた熱収縮適性(シュリンク適性)を発揮することができる。その結果、基材フィルムを収縮させる際に、重複部(貼り合わせ部)にズレや剥離が生じることを確実に防止することができる。ここで、熱収縮適性は、熱収縮前の基材フィルムが貼り付けられた物品を、温度が90℃に調整された湯浴に3秒間浸漬した際に、重複部にズレや剥離が生じるか否かを確認することにより評価できる。
【0032】
特に、各成分を上記含有量で含むことにより、粘着剤の特性がより顕著に発揮される。このような特性を粘着剤が有するか否かは、粘着剤が加熱時(昇温時)において所定の粘度となる温度と、冷却時(降温時)において所定の粘度となる温度との差の程度を指標として判断することができる。
【0033】
具体的には、加熱時において粘着剤の粘度が500Pa・sとなる温度をX[℃]とし、冷却時(降温時)において粘着剤の粘度が500Pa・sとなる温度をY[℃]としたとき、X>YかつX−Yが5以上であることが好ましく、10以上であることがより好ましく、15以上であることがさらに好ましい。これにより、粘着剤は、加熱時には、比較的高温において十分に高い粘度を維持し、冷却時には、比較的低温において十分に低い粘度をより確実に維持することができる。なお、X−Yの上限値は、特に限定されないが、通常、30程度、好ましくは25程度、より好ましくは20程度である。
【0034】
温度Xは、特に限定されないが、90〜125℃程度であることが好ましく、95〜120℃程度であることがより好ましく、100〜120℃程度であることがさらに好ましい。これにより、粘着剤は、加熱時において極めて高い温度においても、十分に高い粘度を維持すること、すなわち、優れた熱収縮適性を発揮することができる。
【0035】
特に、粘着剤は、加熱時における90℃での粘度が1,000Pa・s以上であることが好ましく、4,000Pa・s以上であることがより好ましい。これにより、粘着剤は、より優れた熱収縮適性を発揮することができる。
【0036】
一方、粘着剤は、その塗工時において、十分に低い粘度を維持することができる。そのため、塗工に際して、粘着剤の基材フィルムに対する塗工量が不安定になったり、擦れや糸曳きが生じることを防止できる。
【0037】
また、温度Yも、特に限定されないが、85〜110℃程度であることが好ましく、90〜105℃程度であることがより好ましく、90〜100℃程度であることがさらに好ましい。これにより、粘着剤は、冷却時において極めて低い温度においても、十分に低い粘度を維持すること、すなわち、優れた塗工適性を発揮することができる。
【0038】
特に、粘着剤は、冷却時における110℃での粘度が40Pa・s以下であることが好ましく、20Pa・s以下であることがより好ましい。これにより、粘着剤は、より優れた塗工適性を発揮することができる。
【0039】
ここで、粘着剤の冷却時および加熱時の粘度は、具体的には、レオメーターによって測定される値である。レオメーターによれば、粘着剤における粘度の温度依存性を容易に測定可能である。なお、上記粘度は、例えば、動的粘度粘弾性測定装置(株式会社ユービーエム社製、「Rheosol−G3000」)を用いて測定することができる。
【0040】
例えば、粘着剤は、図1に示すような粘度挙動を示す。図1は、レオメーターを用いて測定したホットメルト粘着剤の粘度挙動を示す模式図の一例である。なお、図1は、特定の組成の粘着剤の粘度挙動を示すグラフであり、粘着剤は、その組成に応じて粘度挙動が若干変化することは言うまでもない。
【0041】
粘着剤を高温状態(溶融状態)から冷却していくと、その粘度は、Iの経路を辿って、2つの変曲点A、Bを通過して上昇する。次いで、粘着剤を低温状態(固体状態)から加熱していくと、その粘度は、IIの経路を辿って、すなわち、冷却時とは異なった経路を辿って、2つの変曲点C、Dを通過して下降する。このように、冷却時と加熱時の粘度挙動が異なり(ヒステリシス(Hysteresis)特性を示し)、それらの差が大きいことが、本発明のホットメルト粘着剤の特徴である。このような特性(物性)を有することにより、次のような効果が得られる。
【0042】
すなわち、従来のホットメルト粘着剤では、塗工ヘッドとして、貯留タンクから吐出口までの距離(供給路の距離)が短いタイプのものを用いた場合、ホットメルト粘着剤は、その温度が高い状態で、基材フィルムに塗工されることになる。そのため、ホットメルト粘着剤の温度が高過ぎ、基材フィルムが不本意に収縮してしまう。一方、これを回避すべく、貯留タンクから吐出口までの距離(供給路の距離)が長いタイプの塗工ヘッドを用いると、従来のホットメルト粘着剤では、吐出口に至るまでに過度に冷却されてしまう結果、吐出口から吐出する際に擦れや糸曳きが生じてしまい、基材フィルムに塗工することができない。
【0043】
これに対して、本発明のホットメルト粘着剤は、冷却時において比較的広い温度範囲において、十分に低い粘度を維持する。このため、この粘着剤は、貯留タンクから吐出口までの距離(供給路の距離)の長短に係わらず、塗工ヘッドから確実に吐出することができ、基材フィルムに良好に塗工することができる。
【0044】
一方、基材フィルムを収縮させる際(加熱時)には、図1中のIIの経路で示されるように、粘着剤は、温度が比較的高くなっても、十分に高い粘度を維持するので凝集力が高く、良好な粘着性を維持する。このため、基材フィルムが収縮しても、重複部(貼り付け面)にズレや剥離が生じるのを確実に防止することができる。なお、従来のホットメルト粘着剤の粘度挙動は、冷却時および加熱時においてほぼ一致して直線的である。このため、従来のホットメルト粘着剤は、高温になると、粘度が極端に低くなるので、基材フィルムを収縮させると、基材フィルムが物品から容易に脱落する。したがって、従来のホットメルト粘着剤は、本発明に使用することができない。
【0045】
前述したように、粘着剤は、軟化点が105〜140℃のポリエチレンワックスと、エラストマーと、粘着付与剤と、軟化剤とを含んでいる。以下、粘着剤の各成分について説明する。
【0046】
<エラストマー>
エラストマーは、粘着剤の凝集力、ひいては粘着力を向上するために用いる。このエラストマーは、熱可塑性エラストマーであることが好ましい。具体的には、例えば、スチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー、エチレン−酢酸ビニル系熱可塑性エラストマー、ポリ塩化ビニル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー、ポリブタジエン系熱可塑性エラストマー、トランスポリイソプレン系熱可塑性エラストマー、フッ素ゴム系熱可塑性エラストマー、塩素化ポリエチレン系熱可塑性エラストマー等が挙げられる。これらの中でも、これらのうちの1種または2種以上を組み合わせて用いることができる。これらの中でもスチレン系熱可塑性エラストマー、ポリオレフィン系熱可塑性エラストマー、エチレン−酢酸ビニル系熱可塑性エラストマーが好適である。
【0047】
また、熱可塑性エラストマーは、分子内に凝集力付与部位および緩和部位を有することがより好ましい。具体的には、例えば、スチレン系熱可塑性エラストマーが挙げられる。スチレン系熱可塑性エラストマーは、その分子構造中に、多くの芳香族炭化水素基を有するため、ポリエチレンワックスとの相溶性が高いことから好ましい。
【0048】
スチレン系熱可塑性エラストマーは、一般的に、その分子構造に対して凝集力を付与するポリスチレンブロック(凝集力付与部位)と、その分子構造に対して柔軟性を付与する中間ブロック(緩和部位:柔軟性付与部位)とを有している。スチレン系熱可塑性エラストマーは、これらの凝集力付与部位および柔軟性付与部位を有することでゴム弾性が得やすくなる。スチレン系熱可塑性エラストマーにおいて、ポリスチレンブロックは、物理的架橋(ドメイン)を形成することにより橋掛け点となる。中間ブロック(ソフトセグメント)は、例えば、ポリブタジエン(B)、ポリイソプレン(I)、ポリオレフィンエラストマー(エチレン・プロピレン、EP)から選択され、ハードセグメントであるポリスチレンブロック(S)との配列の様式に応じて、直鎖状(リニアタイプ)と放射状(ラジカルタイプ)とに分類される。
【0049】
スチレン系熱可塑性エラストマーの具体例としては、例えば、スチレン/ブタジエンブロック共重合体(S−B:ジブロック)、(S−B−S:トリブロック)、スチレン/イソプレンブロック共重合体(S−I:ジブロック)、(S−I−S:トリブロック)またはスチレン/ブタジエン−イソプレンブロック共重合体(S−B・I:ジブロック)、(S−B/I−B:トリブロック)、これらの水添物(例えば、スチレン/ブタジエン/スチレンブロック共重合体(SBS)の水添物、スチレン/イソプレン/スチレンブロック共重合体の水添物(SEPS))、あるいは、これらのカルボン酸変性物等が挙げられる。なお、スチレン系熱可塑性エラストマーは、スチレンブロックを構成するスチレンの一部が、α−メチルスチレンのような芳香族系ビニル化合物で置き換えられていてもよい。中でも、スチレン系熱可塑性エラストマーとしては、スチレン−エチレン・ブチレン−スチレンブロックポリマー(SEBS)が好適である。スチレン−エチレン・ブチレン−スチレンブロックポリマーは、熱安定性が高い(熱分解し難い)ためである。
【0050】
エラストマーの溶融粘度は、1〜10Pa・s程度であることが好ましい。溶融粘度が上記下限値未満の場合、粘着剤の熱収縮温度での粘着力が低くなり、熱収縮適性が低下する場合がある。その結果、重複部にズレや剥離が生じるおそれある。一方、溶融粘度が上記上限値を超えると、粘着剤の基材フィルムへの塗工時に、その塗工量や塗工方法等によっては、粘着剤に擦れや糸曳きが生じやすくなる場合がある。
【0051】
なお、エラストマーの溶融粘度とは、エラストマーを濃度25重量%で含有するトルエン溶液の粘度を、25℃でB型粘度計を用いて測定した際の値である。
【0052】
ここで、エラストマーの含有量が上記下限値未満であると、粘着剤の凝集力が小さくなる場合がある。このため、粘着剤は、熱収縮温度での粘着力が低くなり、基材フィルムを熱収縮させる際の温度等によっては、熱収縮適性を有さなくなり、重複部にズレや剥離が生じるおそれある。一方、含有量が上記上限値を超えると、粘着剤の基材フィルムへの塗工時に、その塗工量や塗工方法等によっては、粘着剤に擦れや糸曳きが生じやすくなる場合がある。
【0053】
<粘着付与剤>
粘着付与剤は、粘着剤の基材フィルムの裏面および表面(印刷面)対する粘着性(密着性)を向上するために用いる。この粘着付与剤としては、例えば、フェノール樹脂、変性フェノール樹脂、テルペンフェノール樹脂、キシレンフェノール樹脂、キシレン樹脂、シクロペンタジエン−フェノール樹脂、脂肪族系石油樹脂、脂環族系石油樹脂、芳香族系石油樹脂のような石油樹脂、これらに水素添加した石油樹脂、フェノール変性石油樹脂、ロジンエステル樹脂、酸変性ロジン樹脂、水素添加したロジン樹脂、水素添加したロジンエステル樹脂、低分子量ポリスチレン系樹脂、テルペン樹脂、水素添加したテルペン樹脂等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いることができる。
【0054】
ここで、粘着付与剤の含有量が前記下限値未満であると、粘着剤の凝集力が過剰になる場合がある。このため、粘着剤は、熱収縮温度での粘着力が低くなり、基材フィルムを熱収縮させる際の温度等によっては、熱収縮適性を有さなくなり、重複部にズレや剥離が生じるおそれある。一方、含有量が上記上限値を上回ると、粘着剤の凝集力が小さくなり、粘着性が得られない結果、同様に、粘着剤は、熱収縮適性を有さなくなる場合がある。なお、粘着付与剤の含有量を前記範囲とすることにより、粘着剤は、良好な熱収縮適性を発揮することができる。
【0055】
<軟化剤>
軟化剤は、粘着剤の粘着力が、低温時に低下するのを防止するために用いる。この軟化剤としては、例えば、鉱物油(合成オイル)類、植物油類、動物油類、パラフィン類、テルペノイド類、脂肪酸類、脂肪酸エステル類、アルコール類、はちみつ、クロタミトン等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いることができる。
【0056】
鉱物油類としては、例えば、ワセリン、プロセスオイル等が挙げられる。プロセスオイルとは、ゴムや熱可塑性エラストマー等の可塑剤として一般的に用いられるオイルであり、いわゆる石油精製等において生産されるオイルである。かかるプロセスオイルは、パラフィン系プロセスオイルと、ナフテン系プロセスオイルと、芳香族系プロセスオイルとに大別される。
【0057】
プロセスオイルは、芳香族系炭化水素と、ナフテン系炭化水素と、パラフィン系炭化水素との混合物である。一般に、全炭化水素に対して30重量%以上で芳香族系炭化水素を含むプロセスオイルは、芳香族系プロセスオイルと呼ばれ、全炭化水素に対して35〜45重量%でナフテン系炭化水素を含むプロセスオイルは、ナフテン系プロセスオイルと呼ばれ、全炭化水素に対して50重量%以上でパラフィン系炭化水素を含むプロセスオイルは、パラフィン系プロセスオイルと呼ばれている。
【0058】
パラフィン系原油に対して、例えば、蒸留、水素化改質、溶剤抽出、溶剤脱ロウ等の処理を施すことにより、パラフィン系プロセスオイル、芳香族系プロセスオイル等が分離される。ナフテン系原油に対して、例えば、蒸留、溶剤抽出等の処理を施すことにより、ナフテン系プロセスオイル、芳香族系プロセスオイル等が分離される。
【0059】
中でも、鉱物油類としては、ナフテン系プロセスオイルおよび/またはパラフィン系プロセスオイルが好適である。かかる鉱物油類を含有する粘着剤を用いることにより、基材フィルムを物品から手で剥がした際に、残渣を極めて少なくすることができる。
【0060】
植物油類としては、例えば、オリーブ油、カルナウバロウ、米胚芽油、コーン油、サザンカ油、ツバキ油、ヒマシ油、ホホバ種子油、ユーカリ葉油等が挙げられ、動物油類としては、例えば、ミンク油、ミツロウ等が挙げられる。
【0061】
また、パラフィン類としては、例えば、流動パラフィン、パラフィン等が挙げられ、テルペノイド類としては、例えば、スクワラン等が挙げられる。
【0062】
また、脂肪酸類としては、例えば、ミスチル酸、ミスチル酸亜鉛、ステアリン酸、イソステアリン酸、オレイン酸等が挙げられ、脂肪酸エステル類としては、例えば、ミスチル酸イソプロピル、スリスチン酸オクチルドデシル、トリイソオクタン酸グリセリン、アジピン酸ジイソプロピル、セバシン酸ジエチル、エチルヘキサン酸セチル、パルミチン酸セチル、パルミチン酸エチルヘキシル、パルミチン酸イソプロピル、中鎖脂肪酸トリグリセリド、サリチル酸エチレングリコール、ジステアリン酸グリコール等が挙げられる。
【0063】
さらに、アルコール類としては、例えば、オクチルドデカノール、ヘキシルデカノール、セテアリルアルコール、セタノール、ベヘニルアルコール等が挙げられる。
【0064】
ここで、軟化剤の含有量を前記範囲とすることにより、粘着剤の粘着力が、低温時に低下するのを確実に防止することできる。
【0065】
<軟化点が105〜140℃のポリエチレンワックス>
軟化点が105〜140℃のポリエチレンワックスは、粘着剤の熱収縮適性を向上するため、例えば、冷却時の粘度と加熱時の粘度との差、すなわち、X−Yを大きくするために用いる。
【0066】
ここで、軟化点が105℃未満のポリエチレンワックスを用いた場合、粘着剤は、熱収縮温度での粘着力(凝集力)が低くなり、熱収縮適性を有さず、重複部にズレや剥離が生じる。一方、軟化点が140℃を上回るポリエチレンワックスを用いた場合、粘着剤の塗工適性が低下し、基材フィルムへ塗工することができなかったり、擦れや糸曳きが生じる。特に、このポリエチレンワックスの軟化点は、110〜135℃程度であることが好ましく、115〜130℃程度であることがより好ましい。これにより、粘着剤は、良好な熱収縮適性を発揮するとともに、安定的に基材フィルムに塗工することが可能となる。
【0067】
なお、軟化点の測定は、JIS K−2207(石油アスファルト)に規定された「6.4軟化点試験方法(環球法)」に準拠して行うことができる。
【0068】
かかるポリエチレンワックスは、加熱時における発熱ピークを示す温度V[℃]と、冷却時における吸熱ピークを示す温度W[℃]とが、V>Wを満足し、かつ、VとWとの差(V−W)ができる限り大きい値を示すものが好ましい。かかるポリエチレンワックスを用いることにより、前述したようなヒステリシス特性を示す粘着剤を確実に調製することができる。
【0069】
なお、ポリエチレンワックスの分子量(平均分子量)は、特に限定されないが、800〜8,000程度であることが好ましく、850〜5,000程度であることがより好ましい。
【0070】
ここで、ポリエチレンワックスの含有量を前記範囲とすることにより、ヒステリシス特性がより確実に得られる。このため、粘着剤は、良好な熱収縮適性を発揮することができる。
【0071】
このようなポリエチレンワックスは、例えば、ICI法(最も代表的な方法)、BASF法、du Pont法、Union Carbide法のような高圧法、フィリップス法、スタンダード(インジアナ)法のような中圧法、チーグラー法のような低圧法等を用いて合成することができる。
【0072】
以上のポリエチレンワックス、エラストマー、粘着付与剤および軟化剤を、上記のような配合比(重量%)で混合して、ホットメルト粘着剤を調製することができる。具体的には、粘着剤は、まず、軟化剤およびエラストマーを加熱・溶解して混合物を得た後、この混合物に粘着付与剤を完全に溶解し、その後、この混合物にポリエチレンワックスを溶解することにより調製することができる。この際、混合物を加熱しつつ、回転数200〜500rpmでプロペラ式の攪拌翼を用いて攪拌することが好ましい。
【0073】
各成分を所定の配合比(重量%)で含有する粘着剤は、優れた凝集力を維持することにより、良好な粘着性を発揮し、基材フィルムを加熱により収縮させる際の重複部のズレや剥離を確実に防止することができる。
【0074】
次に、本発明の被覆物品の製造方法の一例について、図2〜図4に基づいて説明する。以下では、被覆物品の一例として、フィルム付きPETボトルを製造する場合について説明する。図2は、フィルム付きPETボトルの第1の製造方法を説明するための図、図3は、フィルム付きPETボトルの第2の製造方法を説明するための図、図4は、フィルム付きPETボトルの第3の製造方法を説明するための図である。
【0075】
(フィルム付きPETボトルの第1の製造方法)
まず、PETボトル(筒状または柱状の胴部を備える物品)1と、熱収縮性を有する帯状の基材フィルム2と、上述したようなホットメルト粘着剤とを用意する。
【0076】
次に、図2(a)に示すように、基材フィルム2のPETボトル(物品)1側となる一方の面(裏面)の一端部に、その短手方向(幅方向)に沿って、粘着剤を塗工して粘着部(粘着層)3を形成する。これにより、粘着フィルム4を得る。なお、基材フィルム2のもう一方の面の他端部には、粘着部を形成しない。粘着部は、粘着剤を基材フィルム2に直接塗工することにより形成してもよく、別途形成した粘着部3を基材フィルム2に転写することにより間接的に形成してもよい。
【0077】
直接塗工する方法としては、例えば、スリットコーター方式、カーテンスプレー方式、スパイラルスプレー方式、ドット方式、ビード方式等により塗工する方法が挙げられるが、中でも、スリットコーター方式により塗工する方法が好ましい。スリットコーター方式により塗工する方法は、直接塗工ヘッドを基材フィルムに接触させて粘着剤を塗工する方法、すなわち、接触式の方法である。このため、粘着部3を、所定の形状およびサイズで、基材フィルム2上に確実に形成することができる。
【0078】
スリットコーター方式により塗工する方法を用いる場合、塗工ヘッドの表面温度を90〜120℃程度とすることが好ましい。スリットコーター方式による塗工によれば、塗工ヘッドが基材フィルム2に接触する時間が短いため、基材フィルム2が加熱される時間を短時間に抑えることができる。このため、塗工ヘッドの表面温度が上記範囲内とすれば、仮にかかる温度が基材フィルム2の熱収縮温度より高いとしても、基材フィルム2が熱収縮するのを防止または抑制しつつ、粘着剤の基材フィルム2に対する塗工を確実に行うことができる。
【0079】
なお、貯留タンク(溶融タンク)およびホースの温度は、120〜150℃程度とすることが好ましい。これにより、粘着剤の粘度の上昇、すなわち、塗工適性の低下を防止することができる。
【0080】
一方、カーテンスプレー方式、スパイラルスプレー方式、ドット方式またはビード方式により塗工する方法は、塗工ヘッド(ノズル)から基材フィルム2に向けて粘着剤を噴出する方法、すなわち、非接触式の方法である。非接触式の方法では、塗工ヘッドから基材フィルム2までの距離が大きいので、粘着剤が基材フィルム2に到達するまでに若干冷却されるため、基材フィルム2が不本意に収縮することをより確実に防止することができる。
【0081】
粘着部を基材フィルム2に間接的に形成する方法には、例えば、ロールを用いた方法等を用いることができる。ロールを用いた方法は、例えば、ハンドアプリケーターを用いて粘着剤を離型紙に塗工して塗工物を形成した後、この塗工物を必要な大きさに切り取り、基材フィルム2に転写する。かかる方法によれば、粘着剤を直接基材フィルム2に塗工しないので、基材フィルム2が熱収縮する可能性を確実に低減することができる。
【0082】
粘着部3の幅は、3〜30mm程度であることが好ましく、10〜25mm程度であることがより好ましい。これにより、基材フィルム2を熱収縮させる際に、重複部21のズレや剥離を防止する効果がより顕著となる。なお、「粘着部3の幅」とは、粘着部3の基材フィルム2の長手方向に沿った長さである。
【0083】
粘着剤の塗工量は、下記の式に基づいて計算される量であり、10〜150g/m2であることが好ましく、80〜150g/m2程度であることがより好ましい。これにより、基材フィルム2を熱収縮させた際に、重複部21の剥離やズレを防止しつつ、得られたフィルム付きPETボトル(被覆物品)の外観や手触りを良好にすることができる。
塗工量(g/m2)=塗工した粘着剤の重量(g)/塗工面積(m2)
【0084】
次に、図2(b)に示すように、基材フィルム2を筒状とし、粘着部3を介して基材フィルム2の一端部と他端部とを固定する。
【0085】
具体的には、粘着部3が形成された基材フィルム2を、鉛直に配置されたシリンダーの周囲に巻き付け、粘着部3を基材フィルム2の他方の面(表面)の他端部に貼り付ける。これにより、筒状の基材フィルム2(筒状の粘着フィルム4)を得る。
【0086】
こうして得られた筒状の基材フィルム2からシリンダーを抜き取り、図2(c)に示すように、基材フィルム2の内側に、PETボトル1を挿入する。これにより、基材フィルム2がPETボトル1の外周を取り囲んだ状態にする。
【0087】
次に、この状態で、基材フィルム2に、例えば、蒸気、熱風、温水等の加熱媒体を接触させて、基材フィルム2を熱収縮させ、PETボトル1の表面に固定する。これにより、PETボトル1の表面を、基材フィルム2(粘着フィルム4)の熱収縮物で被覆してなるフィルム付きPETボトルを得ることができる。なお、加熱媒体の温度(熱収縮温度)は、80〜95℃程度とすることが好ましい。
【0088】
(フィルム付きPETボトルの第2の製造方法)
まず、図3(a)に示すように、図2(a)と同様の粘着フィルム4を作製する。
【0089】
次に、図3(b)に示すように、基材フィルム2の他端部をPETボトル1の表面に固定した状態とする。この場合、基材フィルムの他端部を物品の表面への固定は、例えば、熱融着やレーザー融着による方法や、基材フィルムを物品に固定する機械的な機構を用いることができる。
【0090】
次に、図3(c)に示すように、基材フィルム2をPETボトル1に巻き付けた後、基材フィルム2の一端部を、粘着部3を介して基材フィルム2の表面の他端部に貼り付けて、基材フィルムが物品の外周を取り囲んだ状態とする。
【0091】
その後、この状態で基材フィルム2を熱収縮することにより、フィルム付きPETボトルを得ることができる。
【0092】
(フィルム付きPETボトルの第3の製造方法)
まず、図4(a)に示すように、基材フィルム2の裏面の一端部および他端部のそれぞれに、その短手方向に沿って、粘着剤を塗工して粘着部3、3’を形成する。粘着部3、3’は、第1の製造方法で説明したようにして形成することができる。これにより、粘着フィルム4を得る。
【0093】
次に、図4(b)に示すように、基材フィルム2の他端部をPETボトル1の表面に、粘着部3’を介して貼り付けて固定した状態とする。
【0094】
次に、図4(c)に示すように、基材フィルム2をPETボトル1に巻き付けた後、基材フィルム2の一端部を、粘着部3を介して基材フィルム2の表面の他端部に貼り付けて、基材フィルムが物品の外周を取り囲んだ状態とする。
【0095】
その後、この状態で基材フィルム2を熱収縮することにより、フィルム付きPETボトルを得ることができる。
【0096】
なお、粘着部3’は、本発明のホットメルト粘着剤に代えて、例えば、アクリル系粘着剤、ゴム系粘着剤、ウレタン系粘着剤のような溶剤系または水系の粘着剤のうちの1種または2種以上を組み合わせて用いることもできる。
【0097】
以上、本発明のホットメルト粘着剤、粘着フィルム、被覆物品および被覆物品の製造方法を実施形態について説明したが、本発明は、これに限定されるものではない。本発明のホットメルト粘着剤、粘着フィルムおよび被覆物品を構成する各部は、同様の機能を発揮し得る任意の構成のものと置換することができる。また、任意の構成物が付加されていてもよい。また、本発明の被覆物品の製造方法では、任意の目的の1以上の工程が追加されてもよい。
【0098】
また、物品は、筒状または柱状の部分を胴部に備えなくてもよい。筒状または柱状の部分を胴部以外の部分に備える例としては、PETボトルの口部と、この口部に装着された蓋との組み合わせ、ワインボトルの口部と、この口部に嵌入されたコルク栓との組み合わせ等が挙げられる。本発明の粘着フィルムは、これらの部分に対して、例えば、改竄防止用フィルムとして用いることができる。
【0099】
さらに、物品は、筒状または柱状の部分を備えなくてもよく、その形状は、例えば、球状、立方体状、直方体状、不定形状(異形状)等のいかなる形状であってもよい。
【0100】
なお、本発明のホットメルト粘着剤で構成される粘着部は、残渣なく物品から取り除くことができるとともに、熱アルカリ水溶液により物品から容易に取り除くこともできる。このため、物品がPETボトルである場合、特に、そのリサイクル適性が向上する。換言すれば、本発明は、PETボトルに用いるのに適している。
【0101】
また、粘着部は、基材フィルムの一部のみでなく、全体(全面)に形成するようにしてもよく、基材フィルムの裏面または表面に散在する複数の点で構成してもよい。
【0102】
さらに、被覆物品は、物品の一部のみならず、その全体を粘着フィルムの熱収縮物で被覆した構成とすることもできる。
【実施例】
【0103】
以下、本発明を具体的実施例に基づいて説明する。しかしながら、本発明は、以下の実施例に限定されるものではない。
【0104】
以下、「部」は「重量部」を、「%」は「重量%」をそれぞれ表す。
ホットメルト粘着剤は、以下の成分を用いて調製した。
【0105】
<エラストマー>
・クレイトンG1643(クレイトンポリマー社製)(以下、「G1643」と略す。)
スチレン−エチレン・ブチレン−スチレンブロックポリマー(SEBS)
ジブロック量:0%
溶融粘度:0.2Pa・s
・クレイトンG1650(クレイトンポリマー社製)(以下、「G1650」と略す。)
スチレン−エチレン・ブチレン−スチレンブロックポリマー(SEBS)
ジブロック量:0%
溶融粘度:8Pa・s
・クレイトンG1652(クレイトンポリマー社製)(以下、「G1652」と略す。)
スチレン−エチレン・ブチレン−スチレンブロックポリマー(SEBS)
ジブロック量:0%
溶融粘度:1.350Pa・s
【0106】
なお、溶融粘度は、エラストマー濃度25%のトルエン溶液の25℃での溶融粘度である。また、溶融粘度の測定は、B型粘度計(東機産業社製、「RB80L」)およびローターNo.3を用いて適した回転数で行った。
【0107】
<粘着付与剤>
・ハリタックF(ハリマ化成社製)(以下、「HAF」と略す。)
水添ロジン
酸価:175mgKOH/g
軟化点:72℃
・YSポリスターT30(ヤスハラケミカル社製)(以下、「T30」と略す。)
テルペンフェノール樹脂
軟化点:30℃
【0108】
<軟化剤>
・ダイアナフレシアN90(出光興産社製)(以下、「N90」と略す。)
パラフィン系プロセスオイル
・トプコS977(東洋アドレ社製)(以下、「S977」と略す。)
ワセリン
・リケマールPL012(理研ビタミン社製)(以下、「PL012」と略す。)
脂肪酸エステル
・精製ヤシ油(市販品)(以下、「RCO」と略す。)
植物油類
・ミツロウ(低酸)(セラリカ野田社製)(以下、「BW」と略す。)
動物油類
・ハイコールK350(カネダ社製)(以下、「K350」と略す。)
パラフィン
・オレイン酸(市販品)(以下、「OA」と略す。)
脂肪酸類
【0109】
<ポリエチレンワックス>
・ポリワックス500(ベーカー・ペトロライト社製)(以下、「PW500」と略す。)
分子量:500
軟化点:88℃
分散度:1.0
針入度:6.5
・ポリワックス850(ベーカー・ペトロライト社製)(以下、「PW850」と略す。)
分子量:850
軟化点:107℃
分散度:1.0
針入度:1.0
・ポリワックス1000(ベーカー・ペトロライト社製)(以下、「PW1000」と略す。)
分子量:1000
軟化点:117℃
分散度:1.08
針入度:1.0
・ポリワックス2000(ベーカー・ペトロライト社製)(以下、「PW2000」と略す。)
分子量:2000
軟化点:128℃
分散度:1.10
針入度:0.5
・ポリワックス3000(ベーカー・ペトロライト社製)(以下、「PW3000」と略す。)
分子量:3000
軟化点:130℃
分散度:1.10
針入度:0.5
・エクセレックス40800(三井化学社製)(以下、「EX40800」と略す。)
分子量:4000
軟化点:135℃
分散度:1.20
針入度:1.0
【0110】
(実施例1)
1−1.ホットメルト粘着剤の作製
攪拌機を備えたステンレスビーカーに、軟化剤としてN90:35部と、エラストマーとしてG1652:20部と、粘着付与剤としてT30:5部とを投入し、加熱して溶融した。なお、この加熱は、内容物の温度が130℃未満150℃超にならないようにして行った。
【0111】
その後、攪拌を行って、均一溶融溶液を得た。溶融溶液を150℃未満の温度に保持しつつ、かつ攪拌を続けながら、この溶融溶液に粘着付与剤としてHAF:35部を徐々に添加し、その後、ポリエチレンワックスとしてPW2000:5部を添加した後、冷却してホットメルト粘着剤を得た。
【0112】
また、得られたホットメルト粘着剤について、プレート型レオメーターを用いて、粘度測定を行った。その結果、加熱時において粘度が500Pa・sとなる温度が108℃、冷却時において粘度が500Pa・sとなる温度が89℃であった。また、加熱時における90℃での粘度が1,000Pa・s、冷却時における110℃での粘度が8.9Pa・sであった。
【0113】
なお、粘度の測定方法および測定条件は下記の通りである。
・測定装置:動的粘度粘弾性測定装置(株式会社ユービーエム社製、「Rheosol−G3000」)
・測定モード:温度依存性
・チャック:パラレルプレート
・波形:正弦波
・パラレル直径:19.99mm
・キャップ:1mm
・降温粘度測定開始温度:180℃ 測定終了温度: 30℃
・昇温粘度測定開始温度: 30℃ 測定終了温度:180℃
・降温速度:3℃/分
・昇温速度:3℃/分
・回転幅:2Hz、3deg
【0114】
1−2.粘着フィルムの作製
まず、基材フィルムとして、厚さ20μm、幅60mm、長さ250mmのMD方向一軸延伸ポリエチレンテレフタレートフィルム(東洋紡社製)を用意した。次に、作製したホットメルト粘着剤を離型紙に150℃に加熱したハンドアプリケーターを用いて、塗工量80〜120g/m2になるように塗工を行なって、塗工物を得た。次いで、塗工物を必要な大きさに切り取り、ポリエチレンテレフタレートフィルムの裏面の一端部に転写し、2Kgのロールを1往復させて、粘着部を形成した。これにより、粘着フィルムを得た。なお、ポリエチレンテレフタレートフィルムの延伸方向における熱収縮率は、約44%であった。
【0115】
1−3.フィルム付きPETボトル(被覆物品)の作製
作製した粘着フィルムの一端部と他端部とを粘着部を介して張り合わせて、筒状にした。次いで、筒状の粘着フィルムの内側に、周囲長200mmの円筒状のPETボトルを挿入し、これを90℃に加熱した湯浴に3秒間浸漬して、ポリエチレンテレフタレートフィルムを熱収縮させ、フィルム付きPETボトルを得た。
【0116】
(実施例2〜23、比較例1、2)
表1〜表4に示す組成のホットメルト粘着剤を用いた以外は、実施例1と同様にして、フィルム付きPETボトルを作製した。
【0117】
各実施例および各比較例で作製されたフィルム付きPETボトルおよびホットメルト粘着剤について、以下の試験を行った。その試験結果を、表1〜表4に示す。
【0118】
2−1.リサイクル適性試験
フィルム付きPETボトルを約8×8mm角に粉砕して、フィルムが付いた状態のPETボトルのペレットとした。1,000mLの丸型フラスコに、90℃の1.5wt%水酸化ナトリウム水溶液360gとペレット40gとを入れて、プロペラ(攪拌羽)を用いて250rpmで攪拌した。15分経過後、ペレットを含む水酸化ナトリウム水溶液をフィルターで濾過し、ペレットにホットメルト粘着剤が付着しているか否かを目視で確認し、以下の評価基準に基づいて評価した。
【0119】
A:ペレットにホットメルト粘着剤が付着していなかった。
B:ペレットにホットメルト粘着剤が付着していた。
【0120】
2−2.熱収縮適性試験
作製されたフィルム付きPETボトルにおいて、ポリエチレンテレフタレートフィルムの重複部に剥離やズレが生じているか否かを目視で確認し、以下の評価基準に基づいて評価した。
【0121】
A:重複部のズレが1mm以下であり、かつ、剥離していなかった。
B:重複部のズレが2mm以下であり、かつ、剥離していなかった。
C:重複部のズレが2mm以下であるが、若干剥離していた。
D:重複部のズレが2mmを超えていたか、または、大きく剥離していた。
【0122】
2−3.塗工適性および1時間停止後の塗工適性
塗工機(ノードソン社製、「メルターシリーズ3400」)を用いて、スリットコーター方式で厚さ20μmのMD方向一軸延伸ポリエチレンテレフタレートフィルム(東洋紡社製)に、塗工速度20〜150m/minの速度でホットメルト粘着剤を塗工して、塗工適性を、以下の評価基準に基づいて評価した。また、ホットメルト粘着剤の塗工を1時間停止した後、再度塗工した際の塗工適性も、以下の評価基準に基づいて評価した。なお、塗工機の温度設定を140℃、ホース設定温度を140℃、ヘッド設定温度を110℃とした。
【0123】
A:ホットメルト粘着剤の塗工に全く問題がなかった。
B:ホットメルト粘着剤の塗工にほぼ問題がなかった。
C:ホットメルト粘着剤を若干塗工し難かった。
D:ホットメルト粘着剤の塗工面が擦れたか、または、ホットメルト粘着剤を塗工できなかった。
【0124】
【表1】
【0125】
【表2】
【0126】
【表3】
【0127】
【表4】
【0128】
表1〜表4に示すように、各実施例および各比較例で作製されたホットメルト粘着剤は、リサイクル適性に問題はなかったが、各比較例で作製されたホットメルト粘着剤は、熱収縮適性に劣る。また、各実施例で作製されたホットメルト粘着剤は、粘度特性を適宜設定することにより、熱収縮適性が向上する傾向を示す。
【符号の説明】
【0129】
1 PETボトル
2 基材フィルム
21 重複部
3、3’ 粘着部
4 粘着フィルム
【特許請求の範囲】
【請求項1】
軟化点が105〜140℃のポリエチレンワックスを、10〜30重量%と、
エラストマーを、10〜20重量%と、
粘着付与剤を、25〜40重量%と、
軟化剤を、25〜40重量%とで含むことを特徴とするホットメルト粘着剤。
【請求項2】
加熱時において粘度が500Pa・sとなる温度をX[℃]とし、冷却時において粘度が500Pa・sとなる温度をY[℃]としたとき、X>YかつX−Yが5以上である請求項1に記載のホットメルト粘着剤。
【請求項3】
前記温度Xは、90〜125℃である請求項2に記載のホットメルト粘着剤。
【請求項4】
前記温度Yは、85〜110℃である請求項2または3に記載のホットメルト粘着剤。
【請求項5】
熱収縮性を有する基材フィルムと、該基材フィルム上の少なくとも一部に設けられ、請求項1ないし4のいずれかに記載のホットメルト粘着剤で構成された粘着部とを有することを特徴とする粘着フィルム。
【請求項6】
前記基材フィルムは、帯状をなし、その長手方向に沿って熱収縮可能である請求項5に記載の粘着フィルム。
【請求項7】
物品の表面の少なくとも一部を、請求項5または6に記載の粘着フィルムの熱収縮物で被覆してなることを特徴とする被覆物品。
【請求項8】
筒状または柱状の部分を備える物品と、熱収縮性を有する帯状の基材フィルムと、請求項1ないし4のいずれかに記載のホットメルト粘着剤とを用意する工程と、
前記基材フィルムの一方の面の一端部に、その短手方向に沿って前記ホットメルト粘着剤を塗工して、粘着部を形成する工程と、
前記基材フィルムの前記一端部とは反対側の他端部を固定した状態で、前記基材フィルムの前記一端部を前記粘着部を介して前記基材フィルムの他方の面に貼り付けるとともに、前記基材フィルムが前記物品の前記部分の外周を取り囲んだ状態にする工程と、
この状態で、前記基材フィルムを加熱により収縮させて、被覆物品を得る工程とを有することを特徴とする被覆物品の製造方法。
【請求項9】
前記基材フィルムが前記物品の前記部分の外周を取り囲んだ状態にする工程において、前記基材フィルムの前記一端部を、前記粘着部を介して前記基材フィルムの他方の面に貼り付けることにより筒状とし、この筒状の前記基材フィルムを前記物品の前記部分の外周側に配置する請求項8に記載の被覆物品の製造方法。
【請求項10】
前記基材フィルムが前記物品の前記部分の外周を取り囲んだ状態にする工程において、前記基材フィルムの前記他端部を前記物品に固定した状態で、前記基材フィルムを前記物品に巻き付けた後、前記基材フィルムの前記一端部を、前記粘着部を介して前記基材フィルムの他方の面に貼り付ける請求項8に記載の被覆物品の製造方法。
【請求項1】
軟化点が105〜140℃のポリエチレンワックスを、10〜30重量%と、
エラストマーを、10〜20重量%と、
粘着付与剤を、25〜40重量%と、
軟化剤を、25〜40重量%とで含むことを特徴とするホットメルト粘着剤。
【請求項2】
加熱時において粘度が500Pa・sとなる温度をX[℃]とし、冷却時において粘度が500Pa・sとなる温度をY[℃]としたとき、X>YかつX−Yが5以上である請求項1に記載のホットメルト粘着剤。
【請求項3】
前記温度Xは、90〜125℃である請求項2に記載のホットメルト粘着剤。
【請求項4】
前記温度Yは、85〜110℃である請求項2または3に記載のホットメルト粘着剤。
【請求項5】
熱収縮性を有する基材フィルムと、該基材フィルム上の少なくとも一部に設けられ、請求項1ないし4のいずれかに記載のホットメルト粘着剤で構成された粘着部とを有することを特徴とする粘着フィルム。
【請求項6】
前記基材フィルムは、帯状をなし、その長手方向に沿って熱収縮可能である請求項5に記載の粘着フィルム。
【請求項7】
物品の表面の少なくとも一部を、請求項5または6に記載の粘着フィルムの熱収縮物で被覆してなることを特徴とする被覆物品。
【請求項8】
筒状または柱状の部分を備える物品と、熱収縮性を有する帯状の基材フィルムと、請求項1ないし4のいずれかに記載のホットメルト粘着剤とを用意する工程と、
前記基材フィルムの一方の面の一端部に、その短手方向に沿って前記ホットメルト粘着剤を塗工して、粘着部を形成する工程と、
前記基材フィルムの前記一端部とは反対側の他端部を固定した状態で、前記基材フィルムの前記一端部を前記粘着部を介して前記基材フィルムの他方の面に貼り付けるとともに、前記基材フィルムが前記物品の前記部分の外周を取り囲んだ状態にする工程と、
この状態で、前記基材フィルムを加熱により収縮させて、被覆物品を得る工程とを有することを特徴とする被覆物品の製造方法。
【請求項9】
前記基材フィルムが前記物品の前記部分の外周を取り囲んだ状態にする工程において、前記基材フィルムの前記一端部を、前記粘着部を介して前記基材フィルムの他方の面に貼り付けることにより筒状とし、この筒状の前記基材フィルムを前記物品の前記部分の外周側に配置する請求項8に記載の被覆物品の製造方法。
【請求項10】
前記基材フィルムが前記物品の前記部分の外周を取り囲んだ状態にする工程において、前記基材フィルムの前記他端部を前記物品に固定した状態で、前記基材フィルムを前記物品に巻き付けた後、前記基材フィルムの前記一端部を、前記粘着部を介して前記基材フィルムの他方の面に貼り付ける請求項8に記載の被覆物品の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−236993(P2012−236993A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2012−101777(P2012−101777)
【出願日】平成24年4月26日(2012.4.26)
【出願人】(000222118)東洋インキSCホールディングス株式会社 (2,229)
【出願人】(711004506)トーヨーケム株式会社 (17)
【出願人】(591004881)東洋アドレ株式会社 (51)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成24年4月26日(2012.4.26)
【出願人】(000222118)東洋インキSCホールディングス株式会社 (2,229)
【出願人】(711004506)トーヨーケム株式会社 (17)
【出願人】(591004881)東洋アドレ株式会社 (51)
【Fターム(参考)】
[ Back to top ]