
ホログラムシートの製造方法およびホログラムシート
【課題】本発明は、光反射層を必要とせず、製造効率が格段に優れ、安価で、経済的であるだけでなく、任意の干渉色を発現できる極めてホログラムの装飾効果が高い、ホログラムシートの製造方法およびホログラムシートを提供する。
【解決手段】基材シート上に、押出成形機から押し出された溶融状態の樹脂層を押出コーティングするとともに、エンボスホログラム形成用スタンパを装着したロールにて、前記溶融状態の押出コーティング樹脂層を押圧して、表面にホログラムを形成するホログラムシートの製造方法であって、前記溶融状態の押出コーティング樹脂層として、少なくともホログラムシートの表面層となる透明樹脂層とホログラム下地層となる反射光を伴う高光沢性の顔料が添加されている樹脂層との2層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成することを特徴とする。
【解決手段】基材シート上に、押出成形機から押し出された溶融状態の樹脂層を押出コーティングするとともに、エンボスホログラム形成用スタンパを装着したロールにて、前記溶融状態の押出コーティング樹脂層を押圧して、表面にホログラムを形成するホログラムシートの製造方法であって、前記溶融状態の押出コーティング樹脂層として、少なくともホログラムシートの表面層となる透明樹脂層とホログラム下地層となる反射光を伴う高光沢性の顔料が添加されている樹脂層との2層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ホログラムシートの製造方法およびホログラムシートに関する。さらに詳しくは、押出成形機から押し出された溶融状態の押出コーテイング樹脂層を設けた基材シートのその押出コーテイング樹脂層表面に、エンボスホログラムスタンパを装着したロールを押圧してホログラムをエンボスして得られる押出成形加工により、然も、光反射層を必要とせず、したがってその光反射層を形成する金属蒸着を施す工程を必要としない、製造効率および装飾効果に優れる、安価な、ホログラムシートの製造方法およびその製造方法によって得られるホログラムシートに関するものである。
【背景技術】
【0002】
従来から、ホログラムを外観の装飾効果を狙って、雑誌、単行本などの本の表紙、パンフレット、カレンダー、レコードジャケット、紙製・プラスチック製のパッケージ、衣類などに設けることが試みられている。
【0003】
多くの場合、ホログラムとしてはプラスチック基材にアルミニウム蒸着などの金属薄膜層を光反射層を設けた後、その表面にエンボス法により微細な凹凸形状を設けるか、または、プラスチック基材に加熱加圧プレス法などによるエンボスにより微細な凹凸形状を設けた後、アルミニウム蒸着などの金属薄膜層を光反射層として設けたものが使用されている。このようなホログラムでは、ホログラム全体の色彩は金属薄膜層によって決まってしまい、通常はアルミニウムを用いることから銀灰色に限られてしまうために、特に、装飾効果が要求される場合はその色彩がそぐわない問題があった。
【0004】
また、光反射層として設けるアルミニウム蒸着工程を伴うために、製造効率、コスト面での問題やアルミニウム蒸着膜の変動(厚薄)によりホログラムの品質上の不具合いが生ずる問題などがあった。さらに、ホログラムとして、加熱加圧プレス法などによるエンボスにより微細な凹凸形状を形成してホログラムシートを製造する方法は、極めて製造効率が悪いという問題があった。
【0005】
一方、エンボスホログラムスタンパを押出成形機の冷却ロールに装着し、押し出された溶融状態の樹脂に押圧してホログラムシートを製造する方法が提案されている(例えば、特許文献1、2など)。この方法によれば、極めて高速度で能率良くホログラムをエンボスすることが可能である。
【0006】
しかしながら、エンボス後、その表面に光反射層として金属蒸着膜を設ける工程を必要とすることから、ホログラムシートの製造方法としては製造効率に問題がある。そして、エンボス表面に光反射層として金属蒸着膜を設ける場合、樹脂と金属との接着が弱かったり、また、この接着を向上させるためのプライマーコーティング、化学薬品処理等の湿式処理は、ホログラムの微細な凹凸を消失させるために行うことができず、さらに、樹脂表面にコロナ放電処理、グロー放電処理、オゾン処理、プラズマ処理等の乾式の表面処理を行う方法では接着性の経時劣化などの問題があった。
【特許文献1】特開昭62−191872号公報
【特許文献2】特開昭62−192779号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、光反射層を必要とせず、したがってその光反射層を形成する金属蒸着を施す工程を必要としない、押出成形加工により製造効率が格段に優れ、安価で、経済的である
だけでなく、極めてホログラムの装飾効果が高い、ホログラムシートの製造方法およびその製造方法によって得られるホログラムシートを提供することを目的とするものである。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、即ち、
請求項1に係る発明は、基材シート上に、押出成形機から押し出された溶融状態の樹脂層を押出コーティングするとともに、エンボスホログラム形成用スタンパを装着したロールにて、前記溶融状態の押出コーティング樹脂層を押圧して、表面にホログラムを形成するホログラムシートの製造方法であって、
前記溶融状態の押出コーティング樹脂層として、少なくともホログラムシートの表面層となる透明樹脂層とホログラム下地層となる反射を伴う高光沢性の顔料が添加されている樹脂層との2層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成することを特徴とするホログラムシートの製造方法である。
【0009】
請求項2に係る発明は、蒸着フィルムまたは偏光フィルムからなる基材シート上に、押出成形機から押し出された溶融状態の樹脂層を押出コーティングするとともに、エンボスホログラム形成用スタンパを装着したロールにて、前記溶融状態の押出コーティング樹脂層を押圧して、表面にホログラムを形成するホログラムシートの製造方法であって、
前記溶融状態の押出コーティング樹脂層として、少なくともホログラムシートの表面層となる透明樹脂層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成することを特徴とするホログラムシートの製造方法である。
【0010】
請求項3に係る発明は、前記基材シートが、押出成形機から溶融状態の樹脂を押し出された溶融状態のシート状樹脂をシート成形されてなる基材シートであること特徴とする請求項1記載のホログラムシートの製造方法である。
【0011】
請求項4に係る発明は、前記反射を伴う高光沢性の顔料が、パール顔料、偏光パール顔料、偏光蒸着顔料、アルミニウムフレーク、蒸着アルミニウムフレークのいずれかであることを特徴とする請求項1または3に記載のホログラムシートの製造方法である。
【0012】
請求項5に係る発明は、前記請求項1〜4のいずれか1項に記載のホログラムシートの製造方法で製造されてなることを特徴とするホログラムシートである。
【発明の効果】
【0013】
請求項1に係る発明によれば、少なくともホログラムシートの表面層となる透明樹脂層とホログラム下地層となる反射を伴う高光沢性の顔料が添加されている樹脂層との2層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成するものであるから、アルミニウムなどの金属蒸着などを施すホログラム光反射層を設ける必要がなく、生産効率が格段に優れ、ホログラム層の厚みを必要最小限に抑えることができ、安価で、経済的であるだけでなく、ホログラム下地層に含有する高光沢性の顔料からの反射光がホログラム層での屈折を介して、任意の干渉色が発現できる極めてホログラムの装飾効果が高い、ホログラムシートの製造方法を提供できる。
【0014】
請求項2に係る発明によれば、押出加工技術による厚み制御が容易に行うことができ、外観特性などの品質が管理し易い、ホログラムシートの製造方法を提供できる。
【0015】
請求項3に係る発明によれば、基材シートとして蒸着フィルムまたは偏光フィルム
を用いることにより、ホログラムシートの基材シートとホログラム層の下地層との両方を兼ね備える、ホログラムシートの製造方法を提供できる。
【0016】
請求項4に係る発明によれば、アルミニウムなどの金属蒸着を施すホログラム光反射層を設けることなく、パール顔料、偏光パール顔料、偏光蒸着顔料、アルミニウムフレーク、蒸着アルミニウムフレークなどの反射を伴う高光沢性の顔料を含む樹脂層をホログラム下地層として設けることで、ホログラム層での屈折を介して、任意の干渉色が発現できる極めてホログラムの装飾効果が高いホログラムシートの製造方法を提供できる。
【0017】
請求項5に係る発明によれば、各種製品に使用されるデザイン性や装飾効果に優れる装飾体が提供できる。
【発明を実施するための最良の形態】
【0018】
以下、発明を実施するための最良の実施形態について図面を参照して説明する。図1は、本発明のホログラムシートの製造方法の一例を説明する概略工程図である。図2は、本発明のホログラムシートの製造方法の他の例を説明する概略工程図である。図3は、本発明のホログラムシートの製造方法によって製造されるホログラムシートの構成の一例を示すホログラムシートの模式断面図である。図4は、本発明のホログラムシートの製造方法によって製造されるホログラムシートの構成の他の例を示すホログラムシートの模式断面図である。
【0019】
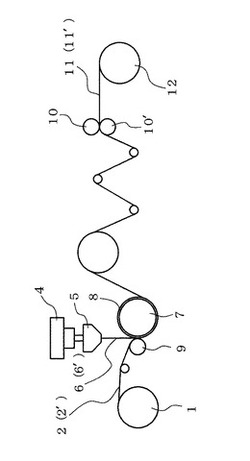
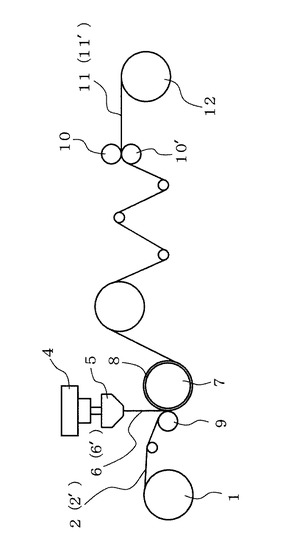
本発明のホログラムシートの製造方法の一例を図1で説明する。図1において、基材シート巻き出しロール(1)から巻き出される基材シート(2)上に、押出成形機(4)から押し出された溶融状態の樹脂層として、ホログラムシートの表面ホログラム層となる透明樹脂層(6a)とホログラム下地層となる反射を伴う高光沢性の顔料が添加されている樹脂層(6b)とからなる2層構成の押出コーティング樹脂層(6)を、冷却ロール(7)とニップロール(9)間で押出コーティングするとともに、冷却ロール(7)にエンボスホログラム形成用スタンパ版(8)を装着したロールにて前記透明樹脂層を押圧して、前記スタンパ表面の微細なホログラム凹凸形状を賦形し、エンボスホログラムを形成したホログラムシート(11)を、一対の引き取りロール(10,10′)で引き取られて巻き取りロール(12)で巻き取られるホログラムシートの製造方法である。
【0020】
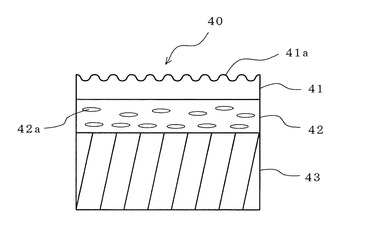
上記で製造されたホログラムシートの概略断面図を図3で示すように、基材シート(43)[上記製造方法で説明した基材シート(2)に相当]上に、反射を伴う高光沢性の顔料(42a)が添加されている樹脂からなるホログラム下地層(42)[上記製造方法で説明したホログラム下地層(6b)に相当]と表面に微細なホログラム凹凸形状(41a)が形成されたホログラム層(41)[上記製造方法で説明したホログラム層(6a)に相当]がこの順に積層されたホログラムシート(40)が得られる。
【0021】
そして、このホログラムシート(40)は、見る角度により色相が変化する反射を伴う高光沢性の顔料を含む樹脂層をホログラム下地層として設けることで、下地層からの反射光がホログラム層での屈折を介して、任意の干渉色が発現できる極めてホログラムの装飾効果が高いホログラムシートである。
【0022】
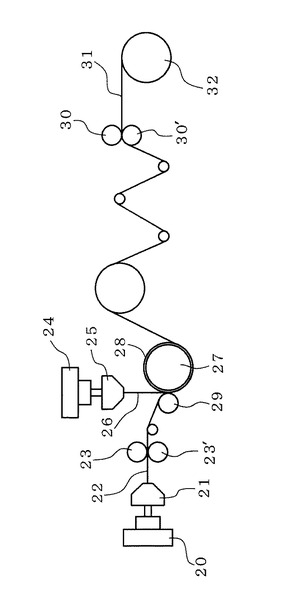
また、本発明のホログラムシートの製造方法の他の例として、図2で示すように、第1の押出成形機(20)から一対の金属ロール(23,23′)を介して押し出される溶融状態の基材シート(22)上に、第2の押出成形機(24)から溶融状態の樹脂層として、ホログラムシートの表面ホログラム層となる透明樹脂層(26a)とホログラム下地層となる反射を伴う高光沢性の顔料が添加されている樹脂層(26b)とからなる2層構成のを押出コーティング樹脂層(26)を押出コーティングするとともに、冷却ロール(27)とニップロール(29)間で、シート成形すると同時に、冷却ロール(27)にエンボスホログラム形成用スタンパ(28)を装着したロールにて前記透明樹脂層を押圧して、前記スタンパ表面の微細なホログラム凹凸形状を賦形し、エンボスホログラムを形成したホログラムシート(34)を、一対の引き取りロール(30,30′)で引き取られて巻き取りロール(31)で巻き取られるホログラムシートの製造方法である。
【0023】
上記で製造されたホログラムシートは、図3で示すホログラムシートと同様の構成のものものが得られる。
【0024】
さらに、本発明のホログラムシートの製造方法の別の例を図1で説明すると、図1で示す基材シートとして、金属蒸着フィルムまたは偏光フィルムを用い、この基材シート(2′)上に、押出成形機(4)から押し出された溶融状態の樹脂層として、ホログラムシートの表面ホログラム層となる透明樹脂を押出コーティングするとともに、冷却ロール(7)にエンボスホログラム形成用スタンパ(8)を装着したロールにて前記ホログラム層となる透明樹脂層(6a)1層の押出コーティング樹脂層(6′)を押圧して、前記スタンパ表面の微細なホログラム凹凸形状を賦形し、エンボスホログラムを形成したホログラムシート(11′)を、一対の引き取りロール(10,10′)で引き取られて巻き取りロール(12)で巻き取られるホログラムシートの製造方法である。
【0025】
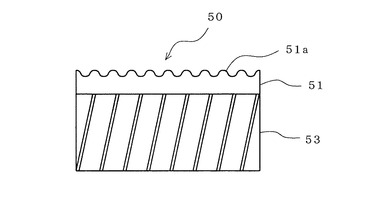
上記で製造されたホログラムシートの概略断面図を図4で示すように、基材シート(53)[上記製造方法で説明した基材シート(2′)に相当]上に、透明樹脂層表面に微細なホログラム凹凸形状(51a)が形成されたホログラム層(51)[上記製造方法で説明したホログラム層(6a)に相当]が積層されたホログラムシート(50)が得られる。
【0026】
そして、このホログラムシート(50)は、基材シートの金属蒸着フィルムまたは偏光フィルムがホログラム下地層としての機能を兼ね備え、基材シートからの反射光がホログラム層での屈折を介して、任意の干渉色が発現できる極めてホログラムの装飾効果が高いホログラムシートである。
【0027】
上記の本発明のホログラムシートの製造方法において、ホログラム層(6a,26a)の厚さは5〜20μmの範囲、ホログラム下地層(6b,26b)の厚さは10〜30μmの範囲が望ましい。また、反射を伴う高光沢性の顔料の平均粒径は、粒子の長辺方向で1μm以下が望ましい。
【0028】
上記の本発明のホログラムシートの製造方法において使用する基材シートを押し出す押出成形機(20)および押出コーティングする押出成形機(4,24)、T−ダイ(5,25)は特に制限がなく、通常の樹脂シート成形用押出成形機を使用することができる。
【0029】
また、本発明で使用するエンボスホログラム形成用スタンパ(8,28)としては、薄い金属製のものであり、その製造工程の一例を以下に説明する。
【0030】
まず、レーザー光による二光束干渉など既知の方法により、感光性樹脂上に干渉縞を凹凸形状で記録する。次いで、前記凹凸表面にAu、Ag、Ni等を蒸着し、これを電極としてNiメッキを行なって、厚さ数百μm程度のNiメッキ層を形成した後、剥離することにより原版を得る。次いで、前記原版の表面に剥離処理を施し、この原版を基にして、複数回Niメッキの形成・剥離を繰り返すことによって、約700〜1500本/mm、深さ約0.1〜1.0μm程度の微細な凹凸形状を有するスタンパが得られる。
【0031】
上記の本発明のホログラムシートの製造方法において、冷却ロール(7,27)にエンボスホログラムスタンパ(8,28)を装着させる方法としては、耐熱性の接着剤で固定する方法、物理的にビス止めで固定する方法、磁石を利用し固定する方法、真空吸着による固定する方法等いずれの方法でも可能である。
【0032】
また、上記の本発明のホログラムシートの製造方法において、冷却ロール(7,27)は、エンボスしたホログラム層を速やかに冷却して、エンボスの消失と歪みを防ぐ機能を有する必要がある。例えば、冷却水を内部に循環する流路を有する金属性のロールが使用できる。
【0033】
また、上記の本発明のホログラムシートの製造方法において、ニップロール(9,29)は、溶融状態の樹脂に十分な圧力で押圧するために、表面がウレタンまたはシリコン等の弾性体からなるロールが望ましい。
【0034】
本発明で用いられる基材シート(2)として用いる樹脂シートは、任意に選択することができる。例えば、具体的には、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド樹脂、ポリ塩化ビニル樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリメタクリル酸メチル樹脂、ポリスチレン樹脂、セロファン等の樹脂シートが使用できる。未延伸、一軸ないし二軸方向に延伸されたもの等任意に選択して使用することができる。
【0035】
上記の樹脂シートの中でも、特に、延伸ポリエチレンテレフタレート(PET)、延伸ポリプロピレン(OPP)が好ましい。
【0036】
上記の樹脂シートの押出コーティングする表面に、必要に応じて適宜、コロナ放電処理、グロー放電処理、オゾン処理、プラズマ処理等の表面処理を行うことができる。
【0037】
また、基材シートとして紙質基材を用いることもできる。紙質基材としては、用途に応じて幅広い範囲での選択が可能であるが、基材の平滑性が悪い場合、ホログラムのエンボス成形性に影響を与える可能性があるため、コート紙、アート紙、キャストコート紙等平滑性の良い紙の使用が望ましい。
【0038】
また、本発明で用いられる基材シート(2′)としての金属蒸着フィルムは、この金属としては、表面反射率の高いものが望ましく、例えば、アルミニウム、金、銀、銅、錫等およびこれらの金属を含む合金が使用できる。
【0039】
また、透明な無機酸化物からなる蒸着フィルムを用いることもできる。例えば、酸化アルミニウム、酸化珪素、酸化マグネシウムあるいはそれらの混合物などの無機酸化物からなる蒸着フィルムを挙げることができる。
【0040】
上記の蒸着は、通常、真空蒸着法により形成することができる。真空蒸着法による加熱手段としては、電子線加熱方式、抵抗加熱方式、誘電加熱方式が好ましい。上記の透明な無機酸化物からなる蒸着フィルムの場合は、薄膜と基材との密着性を向上させるために、プラズマアシスト法やイオンビームアシスト法を用いることも可能である。また、蒸着膜の透明性を向上させるために蒸着の際、酸素ガスなどを吹き込んだりする反応蒸着を行うこともできる。
【0041】
また、本発明で用いられる基材シート(2′)としての偏光フィルムとしては、ポリビニルアルコール系フィルム、エチレンビニルアルコール系フィルム、セルロース系フィルムポリカーボネート系フィルムが挙げられるが、特に、加工性の点でポリビニルアルコール系樹脂の偏光フィルムが好適に用いられる。ポリビニルアルコール系樹脂の偏光フィルムは、ポリビニルアルコール系樹脂を水または有機溶媒に溶解した原液を流延成膜して、延伸してヨウ素染色するか、延伸と染色を同時に行うかヨウ素染色して延伸した後、ホウ素化合物処理する方法などで製造される。
【0042】
また、本発明において基材シートとして押出成型機で溶融状態で押し出す場合の基材シートの樹脂材料は、例えば、具体的には、任意に選択することができる。例えば、具体的には、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド樹脂、ポリ塩化ビニル樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリメタクリル酸メチル樹脂、ポリスチレン樹脂などが挙げられる。
【0043】
さらに、本発明において押出コーティングに用いられる樹脂材料は、例えば、具体的には、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマ一樹脂、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸またはメタクリル酸共重合体、メチルペンテンポリマー、ポリブテン系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリ塩化ビニリデン系樹脂、塩化ビニル−塩化ビニリデン共重合体、ポリ(メタ)アクリル系樹脂、ポリアクリルニトリル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリカーボネート系樹脂などが挙げられる。
【0044】
上記の樹脂材料の中でも、特に、ポリエチレン(PE)、ポリプロピレン(PP)、エチレン−メタクリル酸共重合体のカルボキシル基を金属イオンで架橋したアイオノマ一(IO)、エチレン−メチルメタアクリレート共重合体(EMMA)、エチレン−アクリル酸共重合体(EAA)などが好適に用いられる。
【0045】
本発明で用いられる反射を伴う高光沢性の顔料としては、パール顔料、偏光パール顔料、偏光蒸着顔料、アルミニウムフレーク、蒸着アルミニウムフレークなどが挙げられる。粒子の大きさとしては、粒子の長辺方向が10μm以下のものが好ましい。
【0046】
ここで、反射を伴う高光沢性の顔料とは、見る角度によって色相が変化する顔料であり、また、偏光蒸着顔料とは、偏光蒸着加工を施された顔料であって、偏光蒸着とは、プリズムの色分け原理を利用したもので、誘電体の多層膜を成膜することにより、見る角度によって異なる色を強調することのできる反射透過膜を形成したものである。例えば、顔料の表面に反射膜、光の屈折率が異なる複数の透明層を順次形成し、透明被覆膜を設けたものが挙げられる。
【0047】
以上、説明したように、本発明のホログラムシートの製造方法によれば、アルミニウムなどの金属蒸着などを施すホログラム光反射層を設ける必要がなく、押出成形加工によりホログラムを形成するものであるから、生産効率が格段に優れ、押出成形技術による厚み制御が容易に行うことができホログラム層の厚みを必要最小限に抑えることができる、安価で、経済的であるだけでなく、パール顔料、偏光パール顔料、偏光蒸着顔料、アルミニウムフレーク、蒸着アルミニウムフレークなどの反射を伴う高光沢性の顔料を含有するホログラム下地層からの反射光がホログラム層での屈折を介して、任意の干渉色が発現できる極めてホログラムの装飾効果が極めて高い、ホログラムシートの製造方法を提供できる。
【0048】
また、基材シートとして金属蒸着フィルムまたは偏光フィルムを用いることにより、ホログラムシートの基材シートとホログラム層の下地層との両方を兼ね備える、ホログラムシートの製造方法も提供できる。
【0049】
本発明のホログラムシートの製造方法によって、任意の干渉色が発現できる極めてホログラムの装飾効果が高い、安価な、ホログラムシートが得られるものである。
【図面の簡単な説明】
【0050】
【図1】本発明のホログラムシートの製造方法の一例を説明する概略工程図である。
【図2】本発明のホログラムシートの製造方法の他の例を説明する概略工程図である。
【図3】本発明のホログラムシートの製造方法によって製造されるホログラムシートの構成の一例を示すホログラムシートの模式断面図である。
【図4】本発明のホログラムシートの製造方法によって製造されるホログラムシートの構成の他の例を示すホログラムシートの模式断面図である。
【符号の説明】
【0051】
1、4、20、24・・・押出機本体
2、2′・・・基材シート
5、21、25・・・T−ダイ
6、6′、26・・・押し出された溶融状態のフィルム状押出コーティング樹脂層
6a・・・押出コーティングホログラム層
6b・・・押出コーティングホログラム下地層
7、27・・・冷却ロール
8、28・・・エンボススタンパ
9、29・・・ニップロール
10,10′、30,30′・・・引き取りロール
11、31・・・ホログラムシート
12、32・・・巻き取りロール
22・・・押し出された溶融状態の基材シート
40、50・・・ホログラムシート
41・・・ホログラム層
41a・・・微細な凹凸形状
42・・・ホログラム下地層
42a・・・反射を伴う高光沢性顔料
43・・・基材シート
53・・・基材シート層
【技術分野】
【0001】
本発明は、ホログラムシートの製造方法およびホログラムシートに関する。さらに詳しくは、押出成形機から押し出された溶融状態の押出コーテイング樹脂層を設けた基材シートのその押出コーテイング樹脂層表面に、エンボスホログラムスタンパを装着したロールを押圧してホログラムをエンボスして得られる押出成形加工により、然も、光反射層を必要とせず、したがってその光反射層を形成する金属蒸着を施す工程を必要としない、製造効率および装飾効果に優れる、安価な、ホログラムシートの製造方法およびその製造方法によって得られるホログラムシートに関するものである。
【背景技術】
【0002】
従来から、ホログラムを外観の装飾効果を狙って、雑誌、単行本などの本の表紙、パンフレット、カレンダー、レコードジャケット、紙製・プラスチック製のパッケージ、衣類などに設けることが試みられている。
【0003】
多くの場合、ホログラムとしてはプラスチック基材にアルミニウム蒸着などの金属薄膜層を光反射層を設けた後、その表面にエンボス法により微細な凹凸形状を設けるか、または、プラスチック基材に加熱加圧プレス法などによるエンボスにより微細な凹凸形状を設けた後、アルミニウム蒸着などの金属薄膜層を光反射層として設けたものが使用されている。このようなホログラムでは、ホログラム全体の色彩は金属薄膜層によって決まってしまい、通常はアルミニウムを用いることから銀灰色に限られてしまうために、特に、装飾効果が要求される場合はその色彩がそぐわない問題があった。
【0004】
また、光反射層として設けるアルミニウム蒸着工程を伴うために、製造効率、コスト面での問題やアルミニウム蒸着膜の変動(厚薄)によりホログラムの品質上の不具合いが生ずる問題などがあった。さらに、ホログラムとして、加熱加圧プレス法などによるエンボスにより微細な凹凸形状を形成してホログラムシートを製造する方法は、極めて製造効率が悪いという問題があった。
【0005】
一方、エンボスホログラムスタンパを押出成形機の冷却ロールに装着し、押し出された溶融状態の樹脂に押圧してホログラムシートを製造する方法が提案されている(例えば、特許文献1、2など)。この方法によれば、極めて高速度で能率良くホログラムをエンボスすることが可能である。
【0006】
しかしながら、エンボス後、その表面に光反射層として金属蒸着膜を設ける工程を必要とすることから、ホログラムシートの製造方法としては製造効率に問題がある。そして、エンボス表面に光反射層として金属蒸着膜を設ける場合、樹脂と金属との接着が弱かったり、また、この接着を向上させるためのプライマーコーティング、化学薬品処理等の湿式処理は、ホログラムの微細な凹凸を消失させるために行うことができず、さらに、樹脂表面にコロナ放電処理、グロー放電処理、オゾン処理、プラズマ処理等の乾式の表面処理を行う方法では接着性の経時劣化などの問題があった。
【特許文献1】特開昭62−191872号公報
【特許文献2】特開昭62−192779号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、光反射層を必要とせず、したがってその光反射層を形成する金属蒸着を施す工程を必要としない、押出成形加工により製造効率が格段に優れ、安価で、経済的である
だけでなく、極めてホログラムの装飾効果が高い、ホログラムシートの製造方法およびその製造方法によって得られるホログラムシートを提供することを目的とするものである。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、即ち、
請求項1に係る発明は、基材シート上に、押出成形機から押し出された溶融状態の樹脂層を押出コーティングするとともに、エンボスホログラム形成用スタンパを装着したロールにて、前記溶融状態の押出コーティング樹脂層を押圧して、表面にホログラムを形成するホログラムシートの製造方法であって、
前記溶融状態の押出コーティング樹脂層として、少なくともホログラムシートの表面層となる透明樹脂層とホログラム下地層となる反射を伴う高光沢性の顔料が添加されている樹脂層との2層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成することを特徴とするホログラムシートの製造方法である。
【0009】
請求項2に係る発明は、蒸着フィルムまたは偏光フィルムからなる基材シート上に、押出成形機から押し出された溶融状態の樹脂層を押出コーティングするとともに、エンボスホログラム形成用スタンパを装着したロールにて、前記溶融状態の押出コーティング樹脂層を押圧して、表面にホログラムを形成するホログラムシートの製造方法であって、
前記溶融状態の押出コーティング樹脂層として、少なくともホログラムシートの表面層となる透明樹脂層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成することを特徴とするホログラムシートの製造方法である。
【0010】
請求項3に係る発明は、前記基材シートが、押出成形機から溶融状態の樹脂を押し出された溶融状態のシート状樹脂をシート成形されてなる基材シートであること特徴とする請求項1記載のホログラムシートの製造方法である。
【0011】
請求項4に係る発明は、前記反射を伴う高光沢性の顔料が、パール顔料、偏光パール顔料、偏光蒸着顔料、アルミニウムフレーク、蒸着アルミニウムフレークのいずれかであることを特徴とする請求項1または3に記載のホログラムシートの製造方法である。
【0012】
請求項5に係る発明は、前記請求項1〜4のいずれか1項に記載のホログラムシートの製造方法で製造されてなることを特徴とするホログラムシートである。
【発明の効果】
【0013】
請求項1に係る発明によれば、少なくともホログラムシートの表面層となる透明樹脂層とホログラム下地層となる反射を伴う高光沢性の顔料が添加されている樹脂層との2層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成するものであるから、アルミニウムなどの金属蒸着などを施すホログラム光反射層を設ける必要がなく、生産効率が格段に優れ、ホログラム層の厚みを必要最小限に抑えることができ、安価で、経済的であるだけでなく、ホログラム下地層に含有する高光沢性の顔料からの反射光がホログラム層での屈折を介して、任意の干渉色が発現できる極めてホログラムの装飾効果が高い、ホログラムシートの製造方法を提供できる。
【0014】
請求項2に係る発明によれば、押出加工技術による厚み制御が容易に行うことができ、外観特性などの品質が管理し易い、ホログラムシートの製造方法を提供できる。
【0015】
請求項3に係る発明によれば、基材シートとして蒸着フィルムまたは偏光フィルム
を用いることにより、ホログラムシートの基材シートとホログラム層の下地層との両方を兼ね備える、ホログラムシートの製造方法を提供できる。
【0016】
請求項4に係る発明によれば、アルミニウムなどの金属蒸着を施すホログラム光反射層を設けることなく、パール顔料、偏光パール顔料、偏光蒸着顔料、アルミニウムフレーク、蒸着アルミニウムフレークなどの反射を伴う高光沢性の顔料を含む樹脂層をホログラム下地層として設けることで、ホログラム層での屈折を介して、任意の干渉色が発現できる極めてホログラムの装飾効果が高いホログラムシートの製造方法を提供できる。
【0017】
請求項5に係る発明によれば、各種製品に使用されるデザイン性や装飾効果に優れる装飾体が提供できる。
【発明を実施するための最良の形態】
【0018】
以下、発明を実施するための最良の実施形態について図面を参照して説明する。図1は、本発明のホログラムシートの製造方法の一例を説明する概略工程図である。図2は、本発明のホログラムシートの製造方法の他の例を説明する概略工程図である。図3は、本発明のホログラムシートの製造方法によって製造されるホログラムシートの構成の一例を示すホログラムシートの模式断面図である。図4は、本発明のホログラムシートの製造方法によって製造されるホログラムシートの構成の他の例を示すホログラムシートの模式断面図である。
【0019】
本発明のホログラムシートの製造方法の一例を図1で説明する。図1において、基材シート巻き出しロール(1)から巻き出される基材シート(2)上に、押出成形機(4)から押し出された溶融状態の樹脂層として、ホログラムシートの表面ホログラム層となる透明樹脂層(6a)とホログラム下地層となる反射を伴う高光沢性の顔料が添加されている樹脂層(6b)とからなる2層構成の押出コーティング樹脂層(6)を、冷却ロール(7)とニップロール(9)間で押出コーティングするとともに、冷却ロール(7)にエンボスホログラム形成用スタンパ版(8)を装着したロールにて前記透明樹脂層を押圧して、前記スタンパ表面の微細なホログラム凹凸形状を賦形し、エンボスホログラムを形成したホログラムシート(11)を、一対の引き取りロール(10,10′)で引き取られて巻き取りロール(12)で巻き取られるホログラムシートの製造方法である。
【0020】
上記で製造されたホログラムシートの概略断面図を図3で示すように、基材シート(43)[上記製造方法で説明した基材シート(2)に相当]上に、反射を伴う高光沢性の顔料(42a)が添加されている樹脂からなるホログラム下地層(42)[上記製造方法で説明したホログラム下地層(6b)に相当]と表面に微細なホログラム凹凸形状(41a)が形成されたホログラム層(41)[上記製造方法で説明したホログラム層(6a)に相当]がこの順に積層されたホログラムシート(40)が得られる。
【0021】
そして、このホログラムシート(40)は、見る角度により色相が変化する反射を伴う高光沢性の顔料を含む樹脂層をホログラム下地層として設けることで、下地層からの反射光がホログラム層での屈折を介して、任意の干渉色が発現できる極めてホログラムの装飾効果が高いホログラムシートである。
【0022】
また、本発明のホログラムシートの製造方法の他の例として、図2で示すように、第1の押出成形機(20)から一対の金属ロール(23,23′)を介して押し出される溶融状態の基材シート(22)上に、第2の押出成形機(24)から溶融状態の樹脂層として、ホログラムシートの表面ホログラム層となる透明樹脂層(26a)とホログラム下地層となる反射を伴う高光沢性の顔料が添加されている樹脂層(26b)とからなる2層構成のを押出コーティング樹脂層(26)を押出コーティングするとともに、冷却ロール(27)とニップロール(29)間で、シート成形すると同時に、冷却ロール(27)にエンボスホログラム形成用スタンパ(28)を装着したロールにて前記透明樹脂層を押圧して、前記スタンパ表面の微細なホログラム凹凸形状を賦形し、エンボスホログラムを形成したホログラムシート(34)を、一対の引き取りロール(30,30′)で引き取られて巻き取りロール(31)で巻き取られるホログラムシートの製造方法である。
【0023】
上記で製造されたホログラムシートは、図3で示すホログラムシートと同様の構成のものものが得られる。
【0024】
さらに、本発明のホログラムシートの製造方法の別の例を図1で説明すると、図1で示す基材シートとして、金属蒸着フィルムまたは偏光フィルムを用い、この基材シート(2′)上に、押出成形機(4)から押し出された溶融状態の樹脂層として、ホログラムシートの表面ホログラム層となる透明樹脂を押出コーティングするとともに、冷却ロール(7)にエンボスホログラム形成用スタンパ(8)を装着したロールにて前記ホログラム層となる透明樹脂層(6a)1層の押出コーティング樹脂層(6′)を押圧して、前記スタンパ表面の微細なホログラム凹凸形状を賦形し、エンボスホログラムを形成したホログラムシート(11′)を、一対の引き取りロール(10,10′)で引き取られて巻き取りロール(12)で巻き取られるホログラムシートの製造方法である。
【0025】
上記で製造されたホログラムシートの概略断面図を図4で示すように、基材シート(53)[上記製造方法で説明した基材シート(2′)に相当]上に、透明樹脂層表面に微細なホログラム凹凸形状(51a)が形成されたホログラム層(51)[上記製造方法で説明したホログラム層(6a)に相当]が積層されたホログラムシート(50)が得られる。
【0026】
そして、このホログラムシート(50)は、基材シートの金属蒸着フィルムまたは偏光フィルムがホログラム下地層としての機能を兼ね備え、基材シートからの反射光がホログラム層での屈折を介して、任意の干渉色が発現できる極めてホログラムの装飾効果が高いホログラムシートである。
【0027】
上記の本発明のホログラムシートの製造方法において、ホログラム層(6a,26a)の厚さは5〜20μmの範囲、ホログラム下地層(6b,26b)の厚さは10〜30μmの範囲が望ましい。また、反射を伴う高光沢性の顔料の平均粒径は、粒子の長辺方向で1μm以下が望ましい。
【0028】
上記の本発明のホログラムシートの製造方法において使用する基材シートを押し出す押出成形機(20)および押出コーティングする押出成形機(4,24)、T−ダイ(5,25)は特に制限がなく、通常の樹脂シート成形用押出成形機を使用することができる。
【0029】
また、本発明で使用するエンボスホログラム形成用スタンパ(8,28)としては、薄い金属製のものであり、その製造工程の一例を以下に説明する。
【0030】
まず、レーザー光による二光束干渉など既知の方法により、感光性樹脂上に干渉縞を凹凸形状で記録する。次いで、前記凹凸表面にAu、Ag、Ni等を蒸着し、これを電極としてNiメッキを行なって、厚さ数百μm程度のNiメッキ層を形成した後、剥離することにより原版を得る。次いで、前記原版の表面に剥離処理を施し、この原版を基にして、複数回Niメッキの形成・剥離を繰り返すことによって、約700〜1500本/mm、深さ約0.1〜1.0μm程度の微細な凹凸形状を有するスタンパが得られる。
【0031】
上記の本発明のホログラムシートの製造方法において、冷却ロール(7,27)にエンボスホログラムスタンパ(8,28)を装着させる方法としては、耐熱性の接着剤で固定する方法、物理的にビス止めで固定する方法、磁石を利用し固定する方法、真空吸着による固定する方法等いずれの方法でも可能である。
【0032】
また、上記の本発明のホログラムシートの製造方法において、冷却ロール(7,27)は、エンボスしたホログラム層を速やかに冷却して、エンボスの消失と歪みを防ぐ機能を有する必要がある。例えば、冷却水を内部に循環する流路を有する金属性のロールが使用できる。
【0033】
また、上記の本発明のホログラムシートの製造方法において、ニップロール(9,29)は、溶融状態の樹脂に十分な圧力で押圧するために、表面がウレタンまたはシリコン等の弾性体からなるロールが望ましい。
【0034】
本発明で用いられる基材シート(2)として用いる樹脂シートは、任意に選択することができる。例えば、具体的には、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド樹脂、ポリ塩化ビニル樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリメタクリル酸メチル樹脂、ポリスチレン樹脂、セロファン等の樹脂シートが使用できる。未延伸、一軸ないし二軸方向に延伸されたもの等任意に選択して使用することができる。
【0035】
上記の樹脂シートの中でも、特に、延伸ポリエチレンテレフタレート(PET)、延伸ポリプロピレン(OPP)が好ましい。
【0036】
上記の樹脂シートの押出コーティングする表面に、必要に応じて適宜、コロナ放電処理、グロー放電処理、オゾン処理、プラズマ処理等の表面処理を行うことができる。
【0037】
また、基材シートとして紙質基材を用いることもできる。紙質基材としては、用途に応じて幅広い範囲での選択が可能であるが、基材の平滑性が悪い場合、ホログラムのエンボス成形性に影響を与える可能性があるため、コート紙、アート紙、キャストコート紙等平滑性の良い紙の使用が望ましい。
【0038】
また、本発明で用いられる基材シート(2′)としての金属蒸着フィルムは、この金属としては、表面反射率の高いものが望ましく、例えば、アルミニウム、金、銀、銅、錫等およびこれらの金属を含む合金が使用できる。
【0039】
また、透明な無機酸化物からなる蒸着フィルムを用いることもできる。例えば、酸化アルミニウム、酸化珪素、酸化マグネシウムあるいはそれらの混合物などの無機酸化物からなる蒸着フィルムを挙げることができる。
【0040】
上記の蒸着は、通常、真空蒸着法により形成することができる。真空蒸着法による加熱手段としては、電子線加熱方式、抵抗加熱方式、誘電加熱方式が好ましい。上記の透明な無機酸化物からなる蒸着フィルムの場合は、薄膜と基材との密着性を向上させるために、プラズマアシスト法やイオンビームアシスト法を用いることも可能である。また、蒸着膜の透明性を向上させるために蒸着の際、酸素ガスなどを吹き込んだりする反応蒸着を行うこともできる。
【0041】
また、本発明で用いられる基材シート(2′)としての偏光フィルムとしては、ポリビニルアルコール系フィルム、エチレンビニルアルコール系フィルム、セルロース系フィルムポリカーボネート系フィルムが挙げられるが、特に、加工性の点でポリビニルアルコール系樹脂の偏光フィルムが好適に用いられる。ポリビニルアルコール系樹脂の偏光フィルムは、ポリビニルアルコール系樹脂を水または有機溶媒に溶解した原液を流延成膜して、延伸してヨウ素染色するか、延伸と染色を同時に行うかヨウ素染色して延伸した後、ホウ素化合物処理する方法などで製造される。
【0042】
また、本発明において基材シートとして押出成型機で溶融状態で押し出す場合の基材シートの樹脂材料は、例えば、具体的には、任意に選択することができる。例えば、具体的には、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド樹脂、ポリ塩化ビニル樹脂、ポリエステル樹脂、ポリカーボネート樹脂、ポリメタクリル酸メチル樹脂、ポリスチレン樹脂などが挙げられる。
【0043】
さらに、本発明において押出コーティングに用いられる樹脂材料は、例えば、具体的には、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマ一樹脂、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸またはメタクリル酸共重合体、メチルペンテンポリマー、ポリブテン系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリ塩化ビニリデン系樹脂、塩化ビニル−塩化ビニリデン共重合体、ポリ(メタ)アクリル系樹脂、ポリアクリルニトリル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリカーボネート系樹脂などが挙げられる。
【0044】
上記の樹脂材料の中でも、特に、ポリエチレン(PE)、ポリプロピレン(PP)、エチレン−メタクリル酸共重合体のカルボキシル基を金属イオンで架橋したアイオノマ一(IO)、エチレン−メチルメタアクリレート共重合体(EMMA)、エチレン−アクリル酸共重合体(EAA)などが好適に用いられる。
【0045】
本発明で用いられる反射を伴う高光沢性の顔料としては、パール顔料、偏光パール顔料、偏光蒸着顔料、アルミニウムフレーク、蒸着アルミニウムフレークなどが挙げられる。粒子の大きさとしては、粒子の長辺方向が10μm以下のものが好ましい。
【0046】
ここで、反射を伴う高光沢性の顔料とは、見る角度によって色相が変化する顔料であり、また、偏光蒸着顔料とは、偏光蒸着加工を施された顔料であって、偏光蒸着とは、プリズムの色分け原理を利用したもので、誘電体の多層膜を成膜することにより、見る角度によって異なる色を強調することのできる反射透過膜を形成したものである。例えば、顔料の表面に反射膜、光の屈折率が異なる複数の透明層を順次形成し、透明被覆膜を設けたものが挙げられる。
【0047】
以上、説明したように、本発明のホログラムシートの製造方法によれば、アルミニウムなどの金属蒸着などを施すホログラム光反射層を設ける必要がなく、押出成形加工によりホログラムを形成するものであるから、生産効率が格段に優れ、押出成形技術による厚み制御が容易に行うことができホログラム層の厚みを必要最小限に抑えることができる、安価で、経済的であるだけでなく、パール顔料、偏光パール顔料、偏光蒸着顔料、アルミニウムフレーク、蒸着アルミニウムフレークなどの反射を伴う高光沢性の顔料を含有するホログラム下地層からの反射光がホログラム層での屈折を介して、任意の干渉色が発現できる極めてホログラムの装飾効果が極めて高い、ホログラムシートの製造方法を提供できる。
【0048】
また、基材シートとして金属蒸着フィルムまたは偏光フィルムを用いることにより、ホログラムシートの基材シートとホログラム層の下地層との両方を兼ね備える、ホログラムシートの製造方法も提供できる。
【0049】
本発明のホログラムシートの製造方法によって、任意の干渉色が発現できる極めてホログラムの装飾効果が高い、安価な、ホログラムシートが得られるものである。
【図面の簡単な説明】
【0050】
【図1】本発明のホログラムシートの製造方法の一例を説明する概略工程図である。
【図2】本発明のホログラムシートの製造方法の他の例を説明する概略工程図である。
【図3】本発明のホログラムシートの製造方法によって製造されるホログラムシートの構成の一例を示すホログラムシートの模式断面図である。
【図4】本発明のホログラムシートの製造方法によって製造されるホログラムシートの構成の他の例を示すホログラムシートの模式断面図である。
【符号の説明】
【0051】
1、4、20、24・・・押出機本体
2、2′・・・基材シート
5、21、25・・・T−ダイ
6、6′、26・・・押し出された溶融状態のフィルム状押出コーティング樹脂層
6a・・・押出コーティングホログラム層
6b・・・押出コーティングホログラム下地層
7、27・・・冷却ロール
8、28・・・エンボススタンパ
9、29・・・ニップロール
10,10′、30,30′・・・引き取りロール
11、31・・・ホログラムシート
12、32・・・巻き取りロール
22・・・押し出された溶融状態の基材シート
40、50・・・ホログラムシート
41・・・ホログラム層
41a・・・微細な凹凸形状
42・・・ホログラム下地層
42a・・・反射を伴う高光沢性顔料
43・・・基材シート
53・・・基材シート層
【特許請求の範囲】
【請求項1】
基材シート上に、押出成形機から押し出された溶融状態の樹脂層を押出コーティングするとともに、エンボスホログラム形成用スタンパを装着したロールにて、前記溶融状態の押出コーティング樹脂層を押圧して、表面にホログラムを形成するホログラムシートの製造方法であって、
前記溶融状態の押出コーティング樹脂層として、少なくともホログラムシートの表面層となる透明樹脂層とホログラム下地層となる反射を伴う高光沢性の顔料が添加されている樹脂層との2層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成することを特徴とするホログラムシートの製造方法。
【請求項2】
蒸着フィルムまたは偏光フィルムからなる基材シート上に、押出成形機から押し出された溶融状態の樹脂層を押出コーティングするとともに、エンボスホログラム形成用スタンパを装着したロールにて、前記溶融状態の押出コーティング樹脂層を押圧して、表面にホログラムを形成するホログラムシートの製造方法であって、
前記溶融状態の押出コーティング樹脂層として、少なくともホログラムシートの表面層となる透明樹脂層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成することを特徴とするホログラムシートの製造方法。
【請求項3】
前記基材シートが、押出成形機から溶融状態の樹脂を押し出された溶融状態のシート状樹脂をシート成形されてなる基材シートであること特徴とする請求項1記載のホログラムシートの製造方法。
【請求項4】
前記反射を伴う高光沢性の顔料が、パール顔料、偏光パール顔料、偏光蒸着顔料、アルミニウムフレーク、蒸着アルミニウムフレークのいずれかであることを特徴とする請求項1または3に記載のホログラムシートの製造方法。
【請求項5】
前記請求項1〜4のいずれか1項に記載のホログラムシートの製造方法で製造されてなることを特徴とするホログラムシート。
【請求項1】
基材シート上に、押出成形機から押し出された溶融状態の樹脂層を押出コーティングするとともに、エンボスホログラム形成用スタンパを装着したロールにて、前記溶融状態の押出コーティング樹脂層を押圧して、表面にホログラムを形成するホログラムシートの製造方法であって、
前記溶融状態の押出コーティング樹脂層として、少なくともホログラムシートの表面層となる透明樹脂層とホログラム下地層となる反射を伴う高光沢性の顔料が添加されている樹脂層との2層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成することを特徴とするホログラムシートの製造方法。
【請求項2】
蒸着フィルムまたは偏光フィルムからなる基材シート上に、押出成形機から押し出された溶融状態の樹脂層を押出コーティングするとともに、エンボスホログラム形成用スタンパを装着したロールにて、前記溶融状態の押出コーティング樹脂層を押圧して、表面にホログラムを形成するホログラムシートの製造方法であって、
前記溶融状態の押出コーティング樹脂層として、少なくともホログラムシートの表面層となる透明樹脂層を押出コーティングし、前記透明樹脂層にエンボスホログラムを形成することを特徴とするホログラムシートの製造方法。
【請求項3】
前記基材シートが、押出成形機から溶融状態の樹脂を押し出された溶融状態のシート状樹脂をシート成形されてなる基材シートであること特徴とする請求項1記載のホログラムシートの製造方法。
【請求項4】
前記反射を伴う高光沢性の顔料が、パール顔料、偏光パール顔料、偏光蒸着顔料、アルミニウムフレーク、蒸着アルミニウムフレークのいずれかであることを特徴とする請求項1または3に記載のホログラムシートの製造方法。
【請求項5】
前記請求項1〜4のいずれか1項に記載のホログラムシートの製造方法で製造されてなることを特徴とするホログラムシート。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−32829(P2008−32829A)
【公開日】平成20年2月14日(2008.2.14)
【国際特許分類】
【出願番号】特願2006−203489(P2006−203489)
【出願日】平成18年7月26日(2006.7.26)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成20年2月14日(2008.2.14)
【国際特許分類】
【出願日】平成18年7月26日(2006.7.26)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]