
ホース補強材用ポリエステルモノフィラメントおよびその製造方法
【課題】高ヤング率、耐熱収縮率、耐屈曲疲労特性を有し、十分な物理特性を持つホース補強材用ポリエステルモノフィラメントを提供する。
【解決手段】ポリエチレンナフタレート30〜70重量%およびポリエチレンナフタレート以外のポリエステル30〜70重量%を含有する樹脂組成物からなるポリエステルモノフィラメントであって、ヤング率、140℃における乾熱収縮率および屈曲疲労特性試験における切断するまでに要するMIT屈曲回数が特定の数値を満たす葉裂形状断面イを有するホース補強材用ポリエステルモノフィラメント。
【解決手段】ポリエチレンナフタレート30〜70重量%およびポリエチレンナフタレート以外のポリエステル30〜70重量%を含有する樹脂組成物からなるポリエステルモノフィラメントであって、ヤング率、140℃における乾熱収縮率および屈曲疲労特性試験における切断するまでに要するMIT屈曲回数が特定の数値を満たす葉裂形状断面イを有するホース補強材用ポリエステルモノフィラメント。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ホース補強材用ポリエステルモノフィラメントおよびその製造方法に関するものである。さらに詳しくは、高ヤング率、耐熱収縮性、耐屈曲疲労性を保持し、ホースの内部補強用として十分な特性を兼ねそろえたホース補強材用ポリエステルモノフィラメントおよびその製造方法に関するものである。
【背景技術】
【0002】
従来からあるホース補強材は、ホースの内部圧力に耐え、管状を維持するための補強用として使用されており、このためホース補強材には高圧に耐える強度と同時に、良好な圧力応答をするための高ヤング率と、クリープが少ないという特性が要求される。
【0003】
従来、このような用途には、主としてビニロン繊維が用いられていたが、ビニロン繊維からなるホース補強材は、長期の使用での耐久性が十分とはいえなかったことから、近年では、耐久面で有利なポリエチレンテレフタレート繊維、特に高モジュラスのポリエチレンテレフタレート繊維の適用が増えてきている。
【0004】
しかるに、ホースを製造する工程においては、加硫、成型等の熱処理が行なわれることから、使用する補強材は加熱時の収縮率によって、ホース形状の均一性が損なわれるため、ホース補強材に対する要求性能には、高モジュラス特性だけでなく、低収縮率性を備えることが求められている。
【0005】
そのための解決策として、ゴム加硫時の繊維コードの乾熱収縮率を抑制する技術(例えば、特許文献1参照)が提案されているが、この方法ではホース補強材の弾性率が低下してしまうため、より一層の高弾性率と低収縮性とを備えた補強材の開発が望まれていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−54304号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記の従来技術における問題点を課題として検討した結果、達成されたのである。すなわち、本発明の目的は、これまでにない高ヤング率と耐熱収縮性、耐屈曲疲労特性を有し、ホースの内部補強に使用される補強材として十分な特性を持つホース補強材用ポリエステルモノフィラメントおよびその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記の目的を達成するため、本発明によれば、ポリエチレンナフタレート30〜70重量%およびポリエチレンナフタレート以外のポリエステル30〜70重量%を含有する樹脂組成物からなるポリエステルモノフィラメントであって、以下の要件(A)〜(C)を同時に満足することを特徴とするホース補強材用ポリエステルモノフィラメントが提供される。
(A)JIS L1013−1999の8.10に準じて測定したヤング率が12,000N/mm2以上、27,000N/mm2以下、
(B)JIS L1013−1999の8.18.2のB法に準じて測定した140℃における乾熱収縮率が7.0%以下、
(C)JIS P−8115に準じて測定した屈曲疲労特性試験における切断するまでに要するMIT屈曲回数が200回以上。
【0009】
なお、本発明のホース補強材用ポリエステルモノフィラメントにおいては、
前記ポリエチレンナフタレート以外のポリステルが、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリブチレンナフタレート、ポリトリメチレンテレフタレートから選ばれた少なくとも1種であること、および
前記モノフィラメントの断面形状が、断面周縁に繊維軸方向へ延びる1つ以上の凹みを有した葉裂形状であること
が、いずれも好ましい条件として挙げられる。
【0010】
また、本発明のホース補強材用ポリエステルモノフィラメントの製造方法は、ポリエチレンナフタレート30〜70重量%およびポリエチレンナフタレート以外のポリエステル30〜70重量%を含有する樹脂組成物を溶融紡糸・延伸するに際し、口金から吐出される溶融物の引き取り速度Q(単位:m/分)と吐出線速度R(単位:m/分)の比で表されるドラフト比式(Q/R)を6〜12の範囲にすると共に、120〜160℃の温度範囲でトータルの延伸倍率7.0〜9.5倍の延伸を行い、次いで延伸後のモノフィラメントに200〜270℃、0.90〜1.00倍の弛緩熱処理を行うことを特徴とする。
【発明の効果】
【0011】
本発明によれば、高ヤング率、耐熱収縮性、耐屈曲疲労特性を有するホース補強材用モノフィラメントを得ることができる。したがって、本発明のホース補強材用ポリエステルモノフィラメントは、耐圧性、ホース製造時の寸法安定性、耐疲労性、樹脂との接着性を要求特性とするホースにとって極めて有効である。
【図面の簡単な説明】
【0012】
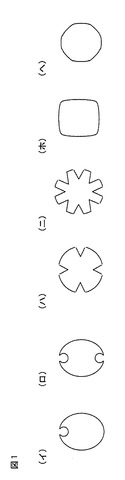
【図1】(イ)〜(へ)は本発明のホース補強材用ポリエステルモノフィラメントの断面形状を示す断面図である。
【発明を実施するための形態】
【0013】
以下、本発明を具体的に説明する。
【0014】
本発明のホース補強材用ポリエステルモノフィラメントは、ポリエチレンナフタレート30〜70重量%とポリエチレンナフタレート以外のポリエステル30〜70重量%とを含有する樹脂組成物から構成されていることを特徴とするものである。
【0015】
本発明でいうポリエチレンナフタレート以外のポリエステル樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンナフタレート(PBN)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)、またはその2種類以上の共重合またはブレンドなどのポリエステル等が挙げられる。
【0016】
ポリエステルモノフィラメントを構成する樹脂組成物は、ポリエチレンナフタレート30〜70重量%とポリエチレンナフタレート以外のポリエステル30〜70重量%からなること好ましく、ポリエチレンナフタレートが上記範囲より上回り、ポリエチレンナフタレート以外のポリエステルが上記範囲より下回った場合には、高ヤング率、低収縮性のモノフィラメントが得られるが、屈曲疲労特性が低下するため、ホース補強材として使用したホースは、屈曲耐性に欠けたホースになるため好ましくない。
【0017】
また、ポリエチレンナフタレート成分が上記範囲より下回り、ポリエチレンナフタレート以外のポリエステルが上記範囲を上回った場合には、モノフィラメントの熱収縮率が高くなって、ホース製造時の成型時にかかる熱によりモノフィラメントが高収縮してしまい、寸法安定性に欠けたホースが得られやすい傾向となるため好ましくない。
【0018】
本発明のホース補強材用ポリエステルモノフィラメントの繊度は、ホースの大きさ、用途によって適宜選択できるが、通常2,000〜100,000dtexの範囲であることが好ましい。
【0019】
本発明のホース補強材用ポリエステルモノフィラメントは、1本の単糸からなる連続糸であり、その断面形状は、ホース素材となるゴムまたは樹脂との密着性を高めるために、断面周縁に繊維軸方向へ延びる1つ以上の凹みを有した葉裂形状であることが好ましい。
【0020】
図1(イ)〜(へ)は、本発明のホース補強材用ポリエステルモノフィラメントの断面形状を示す断面図であり、(イ)、(ロ)、(ハ)及び(ニ)のように凹みを1つ以上有していることが好ましい。
【0021】
ただし、断面形状が丸形の場合は、ホース樹脂との密着性が低くなるため好ましくない。
【0022】
また、断面形状が三角・四角(ホ)・六角(へ)などの多角形、またはこれらの形状に突起を有する形状のほか、星型、十・Y・H型などの異型断面のものであってもよいが、(ハ)及び(ニ)のような葉裂形状を呈しているものが特に好ましい。
【0023】
さらに、本発明のホース補強材用ポリエステルモノフィラメントは、そのヤング率が12,000N/mm2以上、30,000N/mm2以下であることが好ましく、さらには16,000N/mm2以上、28,000N/mm2以下であることがより好ましい。
【0024】
ヤング率はJIS L1013−1999の8.10に準じ、(株)オリエンテック社製“テンシロン”UTM−4−100型引張試験機を使用して、モノフィラメントの荷重−伸度曲線を得た後、得られた荷重−伸度曲線から求めた値である。なお、引張速度は300mm/分で行い、5回の平均値で評価し、平均値が上記範囲を下回る場合は、強力に欠けたホース補強用ポリエステルモノフィラメントとなり、ホースが内圧に耐えることができず破損しやすくなるため好ましくない。逆に、上記範囲を上回る場合は、柔軟性に欠けたポリエステルモノフィラメントとなり、ホース補強材として使用した場合、可とう性に欠けたホースとなるために好ましくない。
【0025】
また、本発明のホース補強材用ポリエステルモノフィラメントは、その140℃における乾熱収縮率が7.0%以下であることが好ましく、さらには5.0%以下であることがより好ましい条件である。
【0026】
乾熱収縮率はJIS L1013−1999の8.18.2に準じ、モノフィラメントを500mmに切断し、140℃のギア・オーブン内で30分間放置した後、再びモノフィラメントの長さを測定し、収縮率(%)を算出した値である。なお、測定は5回行い、その平均値で評価し、平均値が上記範囲を上回ると、ホース補強材用ポリエステルモノフィラメントの熱収縮率が高くなって、ホース製造時の加硫成型熱によりポリエステルモノフィラメントが縮小し、寸法安定性に欠けたホースが得られやすい傾向となるため好ましくない。
【0027】
本発明のホース補強材用ポリエステルモノフィラメントは、その屈曲疲労特性試験における切断するまでに要するMIT屈曲回数が200回以上であることが好ましい条件である。
【0028】
MIT屈曲回数は東洋精機(株)製;MIT耐揉疲労試験機により、JIS P−8115に準じて、荷重2.2cN/dtex、折り曲げ回数175回/分、折り曲げ角度270度(左右に各約135度)およびモノフィラメントを挟む折り曲げコマにおける左右の折り曲げ面の曲率半径各々0.38±0.02mmの条件で、同一試料につき10本のモノフィラメントについて夫々切断するまでの往復折り曲げ回数を測定した平均値であり、平均値が上記範囲を下回った場合には、このモノフィラメントをホース補強材として加工しても、屈曲耐性に欠けたホースしか得られなくなるため好ましくない。
【0029】
なお、本発明のホース補強材用ポリエステルモノフィラメントが、自動車用途などの高温多湿な雰囲気中で使用される可能性のある構成素材として用いられる場合には、ポリエステルの加水分解を抑制する目的で、各種カルボジイミド化合物、エポキシ化合物およびオキサゾリン化合物などをポリエステルモノフィラメントの構成成分として添加することもでき、特に未反応のカルボジイミド化合物を含有したものは高い耐加水分解性が得られる。
【0030】
次に、本発明のホース補強材用ポリエステルモノフィラメントの製造方法に関して詳細に説明する。
【0031】
本発明の製造方法は、ポリエチレンナフタレート30〜70重量%およびポリエチレンナフタレート以外のポリエステル30〜70重量%を含有する樹脂組成物を溶融紡糸・延伸するに際し、口金から吐出される溶融物の引き取り速度Q(単位:m/分)と吐出線速度R(単位:m/分)の比で表されるドラフト比式(Q/R)を6〜12の範囲にすると共に、120〜160℃の温度範囲でトータルの延伸倍率7.0〜9.5倍の延伸を行い、次いで延伸後のモノフィラメントに200〜270℃、0.90〜1.00倍の弛緩熱処理を行うことを特徴とする。
【0032】
上記樹脂組成物を構成するポリエチレンナフタレート、ポリエチレンテレフタレート、ポリブチレンナフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレートなどは、一般的な重合方法で製造することができ、例えばアンチモン化合物、チタン化合物、ゲルマニウム化合物、アルミニウム化合物を主たる触媒として、ジカルボン酸及び/またはそのエステル形成誘導体とジオール及び/またはそのエステル形成誘導体からエステル化反応により合成することで製造することができる。
【0033】
まず、ジカルボン酸成分とグリコール成分とからなる、極限粘度が0.5以上のポリエステル樹脂ペレットを乾燥後、紡糸機に供給し、ギアポンプで計量して口金ノズルから溶融押出する。この時の口金から吐出される溶融物の引き取り速度Q(単位:m/分)と吐出線速度R(単位:m/分)の比で表されるドラフト比式(Q/R)が6〜12であり、好ましくは8〜10の比であるのが望ましい。
【0034】
ドラフト比が上記範囲を下回る場合には、吐出線速度よりも引き取り速度が遅くなり、この場合は口金吐出孔から吐出される際の安定性が低下し未延伸糸が蛇行し、線径バラツキを悪化させる傾向にあるため好ましくない。上記範囲を上回る場合には、未延伸糸の形状が維持できず、均一な線径のモノフィラメントが得られにくい傾向となるため好ましくない。
【0035】
次に、溶融押出された未延伸糸を、40℃以上90℃以下、好ましくは50℃以上80℃以下の冷却浴に導き急冷する。
【0036】
冷却浴の温度が上記の範囲未満では、未延伸糸が蛇行し、線径バラツキを悪化させる傾向が招かれ、一方、冷却浴の温度が上記範囲を越えると、未延伸糸の形状が維持できず、均一な線径を有するモノフィラメントが得られにくい傾向となる。
【0037】
ここで使用する冷却浴の冷媒としては、未延伸糸の表面から容易に除去できるものであって、物理的、化学的に本質的な変化をポリマーに与えない物質で、上記の冷却液温度範囲において、液状を保持し得るものであれば特に制限はなく、水、パラフィン、エチレングリコール、グリセリン、アミルアルコールおよびキシレンなどが挙げられる。
【0038】
このようにして得られた未延伸糸は、引き続いてホース補強材としての極めて高い引張強度を得るために延伸される。
【0039】
すなわち、120〜160℃の温度範囲で、トータルの延伸倍率7.0〜9.5倍の延伸条件で一段乃至多段延伸を行う。
【0040】
延伸温度が上記範囲を下回った場合には、モノフィラメントに与えられる熱量が不足するため、延伸時に糸切れが生じ、紡糸性が悪化するため好ましくない。
【0041】
また、熱媒体の温度範囲が上記範囲を上回った場合には、ヤング率が低下し、目標とする物性が得られないため好ましくない。
【0042】
延伸に使用する熱媒体としては、0℃の比熱が0.5cal/g・℃以上の液体の熱媒体が好ましく、熱媒としてはエチレングリコール、グリセリンなどが挙げられる。
【0043】
トータルの延伸倍率の上記範囲を下回った場合には、目標とする物性が得られないため好ましくなく、上記範囲を上回った場合には、延伸時に糸切れを起こし紡糸性が悪化するため好ましくない。
【0044】
延伸したモノフィラメントは、次いで乾熱炉の中で弛緩熱処理温度200〜270℃、かつ弛緩熱処理倍率0.90〜1.00倍の弛緩熱処理されるのが好ましい。
【0045】
弛緩熱処理の弛緩熱処理温度が上記範囲を下回った場合には、ポリエステルモノフィラメントの熱収縮率が高くなって、ホース補強材として使用した場合、ホース製造時の加硫成型熱により補強材が収縮し、寸法安定性に欠けたホースが得られやすい傾向となるため好ましくない。
【0046】
弛緩熱処理の弛緩熱処理温度が上記範囲を上回った場合、または弛緩熱処理の弛緩熱処理倍率が上記範囲を下回った場合、モノフィラメントが炉内に接糸し溶断しやすい傾向となり、紡糸性が悪化するため好ましくない。
【0047】
弛緩熱処理の弛緩熱処理倍率が上記範囲を上回った場合には、ポリエステルモノフィラメントの熱収縮率が高くなって、ホース補強材として使用した場合、ホース製造時の加硫成型熱により補強材が収縮し、寸法安定性に欠けたホースが得られやすい傾向となるため好ましくない。
【0048】
このようにして得られた本発明のホース補強材用ポリエステルモノフィラメントは、高いヤング率と耐熱収縮性と耐屈曲疲労特性を有し、従来のホース補強材には見られない安定的な品質を備えている。
【実施例】
【0049】
以下、実施例により本発明のホース補強材用ポリエステルモノフィラメントをさらに詳しく説明するが、本発明はその主旨を超えない限り、以下の実施例に何ら限定されるものではない。なお上記および下記のポリエステルモノフィラメントの各種特性値は以下の方法に従って測定したものである。
【0050】
[ヤング率]
JIS L1013−1999の8.10に準じ、(株)オリエンテック社製“テンシロン”UTM−4−100型引張試験機を使用して、モノフィラメントの荷重−伸度曲線を得た。その後、得られた荷重−伸度曲線からヤング率(N/mm2)を求めた。なお、引張速度は300mm/分で行い、5回の平均値で評価した。
【0051】
[140℃における乾熱収縮率]
JIS L1013−1999の8.18.2に準じ、モノフィラメントを500mmに切断し、140℃のギア・オーブン内で30分間放置した。その後、再びモノフィラメントの長さを測定し、収縮率(%)を算出した。なお、測定は5回行い、その平均値で評価した。
【0052】
[切断するまでに要するMIT屈曲回数]
東洋精機(株)製;MIT耐揉疲労試験機により、JIS P−8115に準じて、荷重2.2cN/dtex、折り曲げ回数175回/分、折り曲げ角度270度(左右に各約135度)およびモノフィラメントを挟む折り曲げコマにおける左右の折り曲げ面の曲率半径各々0.38±0.02mmの条件で、同一試料につき10本のモノフィラメントについて夫々切断するまでの往復折り曲げ回数を測定して平均値を求めた。
【0053】
[紡糸性]
口金からの吐出から延伸、弛緩処理の工程後の糸切れ、線径斑を目視で評価した。
○ 紡糸時に糸切れすることなく、線径斑がない。
△ 紡糸時に糸切れすることないが、線径斑がある。
× 糸を引き取ることができない。
【0054】
[樹脂との密着性]
得られたモノフィラメント試料の表面に、ポリエチレン樹脂(ユニチカ製、9739)を厚さ2mmに溶融被覆した後、片側のシースを取り除き、モノフィラメントをシースから引き抜いた。この引き抜きの際に働く強力(N)をテンシロンで測定し、単位長さ(cm)当たりに換算し、その値を密着性の評価値(N/cm)として、下記の三段階で評価した。
○・・・密着性良好
△・・・密着性やや良好
X・・・密着性不良
【0055】
[ポリエステルモノフィラメントの使用原料]
PEN・・・ポリエチレンナフタレート樹脂(東洋紡製 PN640)
PET・・・ポリエチレンテレフタレート樹脂(東レ社製 T701T)
PBN・・・ポリブチレンナフタレート樹脂(東洋紡製 AE−500)
PBT・・・ポリブチレンテレフタレート樹脂(東レ製 1500S)
PTT・・・ポリトリメチレンテレフタレート樹脂(デュポン製 ML−126)
【0056】
[実施例1〜6、比較例1〜2]
PENとその他のポリエステルとを、表1に示した割合で配合し、エクストルーダー型紡糸機で290℃にて溶融し、繊度10,000dtex程度になるようにギアポンプ回転数を調整し、ギアポンプを経て、紡糸口金孔から吐出される溶融物の引き取り速度Q(単位:m/分)と吐出線速度R(単位:m/分)の比で表させられるドラフト比式(Q/R)が8になる八葉型の紡糸口金孔から配合した樹脂組成物の溶融物を紡出し、温度70℃の水冷却浴槽に導き、冷却固化した。
【0057】
その後、冷却固化された未延伸糸を、温度150℃のポリエチレングリコール溶媒浴中と温度160℃のポリエチレングリコール溶媒浴中で7.5倍に加熱延伸し、次いで温度245℃の乾熱熱風浴中で弛緩熱処理を行うことにより、八葉型断面形状の合成樹脂モノフィラメントを得て各特性を測定した結果を表1に示す。
【0058】
実施例2〜6、比較例1〜2は表1の通りの原料配合を変更した以外は実施例1と同じ条件で紡糸、延伸、弛緩熱処理を行ない、得たモノフィラメントの各物性を測定した。
【0059】
【表1】

【0060】
表1からわかるように、実施例1〜6では紡糸性に問題なく、物性は目標とするヤング率、乾熱収縮率、屈曲疲労特性を満たしているのに対し、比較例1はヤング率、感熱収縮率は満たしているが、屈曲疲労特性が低下しており目標とする物性が得られず、比較例2は糸切れが発生し、上記条件の延伸倍率では引き取ることができなかった。
【0061】
[実施例7〜12、比較例3〜11]
ドラフト比、延伸倍率、延伸温度および倍率、弛緩熱処理を表2の通りに変更して紡糸を行なった以外は、実施例1と同じブレンド原料、口金、目標繊度、条件で得たモノフィラメントを得て各特性を測定した結果を表2に示す。
【0062】
【表2】
【0063】
表2からわかるように、実施例7〜12は、紡糸性、物性には問題なくホース補強材に使用可能である。
【0064】
それに対し、比較例3、4はドラフト比を変更しており、比較例3のようにドラフトを4にした場合は、吐出線速度が速くなり未延伸糸の引き取りが間に合わないため、延伸することができず引き取ることができない。比較例4のようにドラフトを15にした場合は、糸の引き取りは可能であるが、線径斑が酷いため、ホース補強材としては使用することができない。
【0065】
比較例5、6は延伸温度を変更しており、比較例5のように延伸温度が100℃の場合では、延伸浴内で糸切れが発生し、糸を引き取ることができず、比較例6のように延伸温度が180℃の場合では、ヤング率が低下してしまうため、目標とする物性が得られない。
【0066】
比較例7、8はトータル延伸倍率を変更しており、比較例7のようにトータル延伸倍率が5.0倍の場合では、糸の引き取りは可能であるが、線径斑が若干あり、なおかつヤング率が下がるため目標の物性が得られず、比較例8のようにトータル延伸倍率が10.0倍の場合では、延伸時に糸切れが発生するため、糸が引き取ることができない。
【0067】
比較例9は弛緩熱処理温度を変更しており、弛緩熱処理温度300℃の場合では、糸が溶断するため、糸を引き取ることができない。
【0068】
比較例10、11は弛緩熱処理倍率を変更しており、比較例10のように弛緩熱延伸倍率が0.80倍では、乾熱炉内に糸が接しし溶断するため、糸が引き取ることができない。
【0069】
また、比較例11のように延伸倍率を1.1倍にすると、ヤング率、屈曲疲労特性は目標通りの物性が得られるが、乾熱収縮率が高くなるため、目標とする物性が得られない。
【産業上の利用可能性】
【0070】
本発明のホース補強材用ポリエステルモノフィラメントは、優れた高ヤング率、耐熱収縮率、耐屈曲疲労特性を有し、従来のホース補強材には見られない安定的な品質を備えている。
【0071】
したがって、本発明のホース補強材は、これまでにない高ヤング率と耐熱収縮率、耐屈曲疲労特性を備えると共に、ホース加工時のホース素材樹脂との密着性向上も兼備しており、ホース補強材として極めて優れた効果を発揮する。
【技術分野】
【0001】
本発明は、ホース補強材用ポリエステルモノフィラメントおよびその製造方法に関するものである。さらに詳しくは、高ヤング率、耐熱収縮性、耐屈曲疲労性を保持し、ホースの内部補強用として十分な特性を兼ねそろえたホース補強材用ポリエステルモノフィラメントおよびその製造方法に関するものである。
【背景技術】
【0002】
従来からあるホース補強材は、ホースの内部圧力に耐え、管状を維持するための補強用として使用されており、このためホース補強材には高圧に耐える強度と同時に、良好な圧力応答をするための高ヤング率と、クリープが少ないという特性が要求される。
【0003】
従来、このような用途には、主としてビニロン繊維が用いられていたが、ビニロン繊維からなるホース補強材は、長期の使用での耐久性が十分とはいえなかったことから、近年では、耐久面で有利なポリエチレンテレフタレート繊維、特に高モジュラスのポリエチレンテレフタレート繊維の適用が増えてきている。
【0004】
しかるに、ホースを製造する工程においては、加硫、成型等の熱処理が行なわれることから、使用する補強材は加熱時の収縮率によって、ホース形状の均一性が損なわれるため、ホース補強材に対する要求性能には、高モジュラス特性だけでなく、低収縮率性を備えることが求められている。
【0005】
そのための解決策として、ゴム加硫時の繊維コードの乾熱収縮率を抑制する技術(例えば、特許文献1参照)が提案されているが、この方法ではホース補強材の弾性率が低下してしまうため、より一層の高弾性率と低収縮性とを備えた補強材の開発が望まれていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−54304号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記の従来技術における問題点を課題として検討した結果、達成されたのである。すなわち、本発明の目的は、これまでにない高ヤング率と耐熱収縮性、耐屈曲疲労特性を有し、ホースの内部補強に使用される補強材として十分な特性を持つホース補強材用ポリエステルモノフィラメントおよびその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記の目的を達成するため、本発明によれば、ポリエチレンナフタレート30〜70重量%およびポリエチレンナフタレート以外のポリエステル30〜70重量%を含有する樹脂組成物からなるポリエステルモノフィラメントであって、以下の要件(A)〜(C)を同時に満足することを特徴とするホース補強材用ポリエステルモノフィラメントが提供される。
(A)JIS L1013−1999の8.10に準じて測定したヤング率が12,000N/mm2以上、27,000N/mm2以下、
(B)JIS L1013−1999の8.18.2のB法に準じて測定した140℃における乾熱収縮率が7.0%以下、
(C)JIS P−8115に準じて測定した屈曲疲労特性試験における切断するまでに要するMIT屈曲回数が200回以上。
【0009】
なお、本発明のホース補強材用ポリエステルモノフィラメントにおいては、
前記ポリエチレンナフタレート以外のポリステルが、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリブチレンナフタレート、ポリトリメチレンテレフタレートから選ばれた少なくとも1種であること、および
前記モノフィラメントの断面形状が、断面周縁に繊維軸方向へ延びる1つ以上の凹みを有した葉裂形状であること
が、いずれも好ましい条件として挙げられる。
【0010】
また、本発明のホース補強材用ポリエステルモノフィラメントの製造方法は、ポリエチレンナフタレート30〜70重量%およびポリエチレンナフタレート以外のポリエステル30〜70重量%を含有する樹脂組成物を溶融紡糸・延伸するに際し、口金から吐出される溶融物の引き取り速度Q(単位:m/分)と吐出線速度R(単位:m/分)の比で表されるドラフト比式(Q/R)を6〜12の範囲にすると共に、120〜160℃の温度範囲でトータルの延伸倍率7.0〜9.5倍の延伸を行い、次いで延伸後のモノフィラメントに200〜270℃、0.90〜1.00倍の弛緩熱処理を行うことを特徴とする。
【発明の効果】
【0011】
本発明によれば、高ヤング率、耐熱収縮性、耐屈曲疲労特性を有するホース補強材用モノフィラメントを得ることができる。したがって、本発明のホース補強材用ポリエステルモノフィラメントは、耐圧性、ホース製造時の寸法安定性、耐疲労性、樹脂との接着性を要求特性とするホースにとって極めて有効である。
【図面の簡単な説明】
【0012】
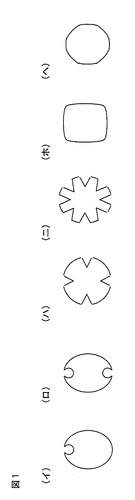
【図1】(イ)〜(へ)は本発明のホース補強材用ポリエステルモノフィラメントの断面形状を示す断面図である。
【発明を実施するための形態】
【0013】
以下、本発明を具体的に説明する。
【0014】
本発明のホース補強材用ポリエステルモノフィラメントは、ポリエチレンナフタレート30〜70重量%とポリエチレンナフタレート以外のポリエステル30〜70重量%とを含有する樹脂組成物から構成されていることを特徴とするものである。
【0015】
本発明でいうポリエチレンナフタレート以外のポリエステル樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンナフタレート(PBN)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)、またはその2種類以上の共重合またはブレンドなどのポリエステル等が挙げられる。
【0016】
ポリエステルモノフィラメントを構成する樹脂組成物は、ポリエチレンナフタレート30〜70重量%とポリエチレンナフタレート以外のポリエステル30〜70重量%からなること好ましく、ポリエチレンナフタレートが上記範囲より上回り、ポリエチレンナフタレート以外のポリエステルが上記範囲より下回った場合には、高ヤング率、低収縮性のモノフィラメントが得られるが、屈曲疲労特性が低下するため、ホース補強材として使用したホースは、屈曲耐性に欠けたホースになるため好ましくない。
【0017】
また、ポリエチレンナフタレート成分が上記範囲より下回り、ポリエチレンナフタレート以外のポリエステルが上記範囲を上回った場合には、モノフィラメントの熱収縮率が高くなって、ホース製造時の成型時にかかる熱によりモノフィラメントが高収縮してしまい、寸法安定性に欠けたホースが得られやすい傾向となるため好ましくない。
【0018】
本発明のホース補強材用ポリエステルモノフィラメントの繊度は、ホースの大きさ、用途によって適宜選択できるが、通常2,000〜100,000dtexの範囲であることが好ましい。
【0019】
本発明のホース補強材用ポリエステルモノフィラメントは、1本の単糸からなる連続糸であり、その断面形状は、ホース素材となるゴムまたは樹脂との密着性を高めるために、断面周縁に繊維軸方向へ延びる1つ以上の凹みを有した葉裂形状であることが好ましい。
【0020】
図1(イ)〜(へ)は、本発明のホース補強材用ポリエステルモノフィラメントの断面形状を示す断面図であり、(イ)、(ロ)、(ハ)及び(ニ)のように凹みを1つ以上有していることが好ましい。
【0021】
ただし、断面形状が丸形の場合は、ホース樹脂との密着性が低くなるため好ましくない。
【0022】
また、断面形状が三角・四角(ホ)・六角(へ)などの多角形、またはこれらの形状に突起を有する形状のほか、星型、十・Y・H型などの異型断面のものであってもよいが、(ハ)及び(ニ)のような葉裂形状を呈しているものが特に好ましい。
【0023】
さらに、本発明のホース補強材用ポリエステルモノフィラメントは、そのヤング率が12,000N/mm2以上、30,000N/mm2以下であることが好ましく、さらには16,000N/mm2以上、28,000N/mm2以下であることがより好ましい。
【0024】
ヤング率はJIS L1013−1999の8.10に準じ、(株)オリエンテック社製“テンシロン”UTM−4−100型引張試験機を使用して、モノフィラメントの荷重−伸度曲線を得た後、得られた荷重−伸度曲線から求めた値である。なお、引張速度は300mm/分で行い、5回の平均値で評価し、平均値が上記範囲を下回る場合は、強力に欠けたホース補強用ポリエステルモノフィラメントとなり、ホースが内圧に耐えることができず破損しやすくなるため好ましくない。逆に、上記範囲を上回る場合は、柔軟性に欠けたポリエステルモノフィラメントとなり、ホース補強材として使用した場合、可とう性に欠けたホースとなるために好ましくない。
【0025】
また、本発明のホース補強材用ポリエステルモノフィラメントは、その140℃における乾熱収縮率が7.0%以下であることが好ましく、さらには5.0%以下であることがより好ましい条件である。
【0026】
乾熱収縮率はJIS L1013−1999の8.18.2に準じ、モノフィラメントを500mmに切断し、140℃のギア・オーブン内で30分間放置した後、再びモノフィラメントの長さを測定し、収縮率(%)を算出した値である。なお、測定は5回行い、その平均値で評価し、平均値が上記範囲を上回ると、ホース補強材用ポリエステルモノフィラメントの熱収縮率が高くなって、ホース製造時の加硫成型熱によりポリエステルモノフィラメントが縮小し、寸法安定性に欠けたホースが得られやすい傾向となるため好ましくない。
【0027】
本発明のホース補強材用ポリエステルモノフィラメントは、その屈曲疲労特性試験における切断するまでに要するMIT屈曲回数が200回以上であることが好ましい条件である。
【0028】
MIT屈曲回数は東洋精機(株)製;MIT耐揉疲労試験機により、JIS P−8115に準じて、荷重2.2cN/dtex、折り曲げ回数175回/分、折り曲げ角度270度(左右に各約135度)およびモノフィラメントを挟む折り曲げコマにおける左右の折り曲げ面の曲率半径各々0.38±0.02mmの条件で、同一試料につき10本のモノフィラメントについて夫々切断するまでの往復折り曲げ回数を測定した平均値であり、平均値が上記範囲を下回った場合には、このモノフィラメントをホース補強材として加工しても、屈曲耐性に欠けたホースしか得られなくなるため好ましくない。
【0029】
なお、本発明のホース補強材用ポリエステルモノフィラメントが、自動車用途などの高温多湿な雰囲気中で使用される可能性のある構成素材として用いられる場合には、ポリエステルの加水分解を抑制する目的で、各種カルボジイミド化合物、エポキシ化合物およびオキサゾリン化合物などをポリエステルモノフィラメントの構成成分として添加することもでき、特に未反応のカルボジイミド化合物を含有したものは高い耐加水分解性が得られる。
【0030】
次に、本発明のホース補強材用ポリエステルモノフィラメントの製造方法に関して詳細に説明する。
【0031】
本発明の製造方法は、ポリエチレンナフタレート30〜70重量%およびポリエチレンナフタレート以外のポリエステル30〜70重量%を含有する樹脂組成物を溶融紡糸・延伸するに際し、口金から吐出される溶融物の引き取り速度Q(単位:m/分)と吐出線速度R(単位:m/分)の比で表されるドラフト比式(Q/R)を6〜12の範囲にすると共に、120〜160℃の温度範囲でトータルの延伸倍率7.0〜9.5倍の延伸を行い、次いで延伸後のモノフィラメントに200〜270℃、0.90〜1.00倍の弛緩熱処理を行うことを特徴とする。
【0032】
上記樹脂組成物を構成するポリエチレンナフタレート、ポリエチレンテレフタレート、ポリブチレンナフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレートなどは、一般的な重合方法で製造することができ、例えばアンチモン化合物、チタン化合物、ゲルマニウム化合物、アルミニウム化合物を主たる触媒として、ジカルボン酸及び/またはそのエステル形成誘導体とジオール及び/またはそのエステル形成誘導体からエステル化反応により合成することで製造することができる。
【0033】
まず、ジカルボン酸成分とグリコール成分とからなる、極限粘度が0.5以上のポリエステル樹脂ペレットを乾燥後、紡糸機に供給し、ギアポンプで計量して口金ノズルから溶融押出する。この時の口金から吐出される溶融物の引き取り速度Q(単位:m/分)と吐出線速度R(単位:m/分)の比で表されるドラフト比式(Q/R)が6〜12であり、好ましくは8〜10の比であるのが望ましい。
【0034】
ドラフト比が上記範囲を下回る場合には、吐出線速度よりも引き取り速度が遅くなり、この場合は口金吐出孔から吐出される際の安定性が低下し未延伸糸が蛇行し、線径バラツキを悪化させる傾向にあるため好ましくない。上記範囲を上回る場合には、未延伸糸の形状が維持できず、均一な線径のモノフィラメントが得られにくい傾向となるため好ましくない。
【0035】
次に、溶融押出された未延伸糸を、40℃以上90℃以下、好ましくは50℃以上80℃以下の冷却浴に導き急冷する。
【0036】
冷却浴の温度が上記の範囲未満では、未延伸糸が蛇行し、線径バラツキを悪化させる傾向が招かれ、一方、冷却浴の温度が上記範囲を越えると、未延伸糸の形状が維持できず、均一な線径を有するモノフィラメントが得られにくい傾向となる。
【0037】
ここで使用する冷却浴の冷媒としては、未延伸糸の表面から容易に除去できるものであって、物理的、化学的に本質的な変化をポリマーに与えない物質で、上記の冷却液温度範囲において、液状を保持し得るものであれば特に制限はなく、水、パラフィン、エチレングリコール、グリセリン、アミルアルコールおよびキシレンなどが挙げられる。
【0038】
このようにして得られた未延伸糸は、引き続いてホース補強材としての極めて高い引張強度を得るために延伸される。
【0039】
すなわち、120〜160℃の温度範囲で、トータルの延伸倍率7.0〜9.5倍の延伸条件で一段乃至多段延伸を行う。
【0040】
延伸温度が上記範囲を下回った場合には、モノフィラメントに与えられる熱量が不足するため、延伸時に糸切れが生じ、紡糸性が悪化するため好ましくない。
【0041】
また、熱媒体の温度範囲が上記範囲を上回った場合には、ヤング率が低下し、目標とする物性が得られないため好ましくない。
【0042】
延伸に使用する熱媒体としては、0℃の比熱が0.5cal/g・℃以上の液体の熱媒体が好ましく、熱媒としてはエチレングリコール、グリセリンなどが挙げられる。
【0043】
トータルの延伸倍率の上記範囲を下回った場合には、目標とする物性が得られないため好ましくなく、上記範囲を上回った場合には、延伸時に糸切れを起こし紡糸性が悪化するため好ましくない。
【0044】
延伸したモノフィラメントは、次いで乾熱炉の中で弛緩熱処理温度200〜270℃、かつ弛緩熱処理倍率0.90〜1.00倍の弛緩熱処理されるのが好ましい。
【0045】
弛緩熱処理の弛緩熱処理温度が上記範囲を下回った場合には、ポリエステルモノフィラメントの熱収縮率が高くなって、ホース補強材として使用した場合、ホース製造時の加硫成型熱により補強材が収縮し、寸法安定性に欠けたホースが得られやすい傾向となるため好ましくない。
【0046】
弛緩熱処理の弛緩熱処理温度が上記範囲を上回った場合、または弛緩熱処理の弛緩熱処理倍率が上記範囲を下回った場合、モノフィラメントが炉内に接糸し溶断しやすい傾向となり、紡糸性が悪化するため好ましくない。
【0047】
弛緩熱処理の弛緩熱処理倍率が上記範囲を上回った場合には、ポリエステルモノフィラメントの熱収縮率が高くなって、ホース補強材として使用した場合、ホース製造時の加硫成型熱により補強材が収縮し、寸法安定性に欠けたホースが得られやすい傾向となるため好ましくない。
【0048】
このようにして得られた本発明のホース補強材用ポリエステルモノフィラメントは、高いヤング率と耐熱収縮性と耐屈曲疲労特性を有し、従来のホース補強材には見られない安定的な品質を備えている。
【実施例】
【0049】
以下、実施例により本発明のホース補強材用ポリエステルモノフィラメントをさらに詳しく説明するが、本発明はその主旨を超えない限り、以下の実施例に何ら限定されるものではない。なお上記および下記のポリエステルモノフィラメントの各種特性値は以下の方法に従って測定したものである。
【0050】
[ヤング率]
JIS L1013−1999の8.10に準じ、(株)オリエンテック社製“テンシロン”UTM−4−100型引張試験機を使用して、モノフィラメントの荷重−伸度曲線を得た。その後、得られた荷重−伸度曲線からヤング率(N/mm2)を求めた。なお、引張速度は300mm/分で行い、5回の平均値で評価した。
【0051】
[140℃における乾熱収縮率]
JIS L1013−1999の8.18.2に準じ、モノフィラメントを500mmに切断し、140℃のギア・オーブン内で30分間放置した。その後、再びモノフィラメントの長さを測定し、収縮率(%)を算出した。なお、測定は5回行い、その平均値で評価した。
【0052】
[切断するまでに要するMIT屈曲回数]
東洋精機(株)製;MIT耐揉疲労試験機により、JIS P−8115に準じて、荷重2.2cN/dtex、折り曲げ回数175回/分、折り曲げ角度270度(左右に各約135度)およびモノフィラメントを挟む折り曲げコマにおける左右の折り曲げ面の曲率半径各々0.38±0.02mmの条件で、同一試料につき10本のモノフィラメントについて夫々切断するまでの往復折り曲げ回数を測定して平均値を求めた。
【0053】
[紡糸性]
口金からの吐出から延伸、弛緩処理の工程後の糸切れ、線径斑を目視で評価した。
○ 紡糸時に糸切れすることなく、線径斑がない。
△ 紡糸時に糸切れすることないが、線径斑がある。
× 糸を引き取ることができない。
【0054】
[樹脂との密着性]
得られたモノフィラメント試料の表面に、ポリエチレン樹脂(ユニチカ製、9739)を厚さ2mmに溶融被覆した後、片側のシースを取り除き、モノフィラメントをシースから引き抜いた。この引き抜きの際に働く強力(N)をテンシロンで測定し、単位長さ(cm)当たりに換算し、その値を密着性の評価値(N/cm)として、下記の三段階で評価した。
○・・・密着性良好
△・・・密着性やや良好
X・・・密着性不良
【0055】
[ポリエステルモノフィラメントの使用原料]
PEN・・・ポリエチレンナフタレート樹脂(東洋紡製 PN640)
PET・・・ポリエチレンテレフタレート樹脂(東レ社製 T701T)
PBN・・・ポリブチレンナフタレート樹脂(東洋紡製 AE−500)
PBT・・・ポリブチレンテレフタレート樹脂(東レ製 1500S)
PTT・・・ポリトリメチレンテレフタレート樹脂(デュポン製 ML−126)
【0056】
[実施例1〜6、比較例1〜2]
PENとその他のポリエステルとを、表1に示した割合で配合し、エクストルーダー型紡糸機で290℃にて溶融し、繊度10,000dtex程度になるようにギアポンプ回転数を調整し、ギアポンプを経て、紡糸口金孔から吐出される溶融物の引き取り速度Q(単位:m/分)と吐出線速度R(単位:m/分)の比で表させられるドラフト比式(Q/R)が8になる八葉型の紡糸口金孔から配合した樹脂組成物の溶融物を紡出し、温度70℃の水冷却浴槽に導き、冷却固化した。
【0057】
その後、冷却固化された未延伸糸を、温度150℃のポリエチレングリコール溶媒浴中と温度160℃のポリエチレングリコール溶媒浴中で7.5倍に加熱延伸し、次いで温度245℃の乾熱熱風浴中で弛緩熱処理を行うことにより、八葉型断面形状の合成樹脂モノフィラメントを得て各特性を測定した結果を表1に示す。
【0058】
実施例2〜6、比較例1〜2は表1の通りの原料配合を変更した以外は実施例1と同じ条件で紡糸、延伸、弛緩熱処理を行ない、得たモノフィラメントの各物性を測定した。
【0059】
【表1】
【0060】
表1からわかるように、実施例1〜6では紡糸性に問題なく、物性は目標とするヤング率、乾熱収縮率、屈曲疲労特性を満たしているのに対し、比較例1はヤング率、感熱収縮率は満たしているが、屈曲疲労特性が低下しており目標とする物性が得られず、比較例2は糸切れが発生し、上記条件の延伸倍率では引き取ることができなかった。
【0061】
[実施例7〜12、比較例3〜11]
ドラフト比、延伸倍率、延伸温度および倍率、弛緩熱処理を表2の通りに変更して紡糸を行なった以外は、実施例1と同じブレンド原料、口金、目標繊度、条件で得たモノフィラメントを得て各特性を測定した結果を表2に示す。
【0062】
【表2】
【0063】
表2からわかるように、実施例7〜12は、紡糸性、物性には問題なくホース補強材に使用可能である。
【0064】
それに対し、比較例3、4はドラフト比を変更しており、比較例3のようにドラフトを4にした場合は、吐出線速度が速くなり未延伸糸の引き取りが間に合わないため、延伸することができず引き取ることができない。比較例4のようにドラフトを15にした場合は、糸の引き取りは可能であるが、線径斑が酷いため、ホース補強材としては使用することができない。
【0065】
比較例5、6は延伸温度を変更しており、比較例5のように延伸温度が100℃の場合では、延伸浴内で糸切れが発生し、糸を引き取ることができず、比較例6のように延伸温度が180℃の場合では、ヤング率が低下してしまうため、目標とする物性が得られない。
【0066】
比較例7、8はトータル延伸倍率を変更しており、比較例7のようにトータル延伸倍率が5.0倍の場合では、糸の引き取りは可能であるが、線径斑が若干あり、なおかつヤング率が下がるため目標の物性が得られず、比較例8のようにトータル延伸倍率が10.0倍の場合では、延伸時に糸切れが発生するため、糸が引き取ることができない。
【0067】
比較例9は弛緩熱処理温度を変更しており、弛緩熱処理温度300℃の場合では、糸が溶断するため、糸を引き取ることができない。
【0068】
比較例10、11は弛緩熱処理倍率を変更しており、比較例10のように弛緩熱延伸倍率が0.80倍では、乾熱炉内に糸が接しし溶断するため、糸が引き取ることができない。
【0069】
また、比較例11のように延伸倍率を1.1倍にすると、ヤング率、屈曲疲労特性は目標通りの物性が得られるが、乾熱収縮率が高くなるため、目標とする物性が得られない。
【産業上の利用可能性】
【0070】
本発明のホース補強材用ポリエステルモノフィラメントは、優れた高ヤング率、耐熱収縮率、耐屈曲疲労特性を有し、従来のホース補強材には見られない安定的な品質を備えている。
【0071】
したがって、本発明のホース補強材は、これまでにない高ヤング率と耐熱収縮率、耐屈曲疲労特性を備えると共に、ホース加工時のホース素材樹脂との密着性向上も兼備しており、ホース補強材として極めて優れた効果を発揮する。
【特許請求の範囲】
【請求項1】
ポリエチレンナフタレート30〜70重量%およびポリエチレンナフタレート以外のポリエステル30〜70重量%を含有する樹脂組成物からなるポリエステルモノフィラメントであって、以下の要件(A)〜(C)を同時に満足することを特徴とするホース補強材用ポリエステルモノフィラメント。
(A)JIS L1013−1999の8.10に準じて測定したヤング率が12,000N/mm2以上、27,000N/mm2以下、
(B)JIS L1013−1999の8.18.2のB法に準じて測定した140℃における乾熱収縮率が7.0%以下、
(C)JIS P−8115に準じて測定した屈曲疲労特性試験における切断するまでに要するMIT屈曲回数が200回以上。
【請求項2】
前記ポリエチレンナフタレート以外のポリステルが、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリブチレンナフタレート、ポリトリメチレンテレフタレートから選ばれた少なくとも1種であることを特徴とする請求項1に記載のホース補強材用ポリエステルモノフィラメント。
【請求項3】
前記モノフィラメントの断面形状が、断面周縁に繊維軸方向へ延びる1つ以上の凹みを有した葉裂形状であることを特徴とする請求項1または2に記載のホース補強材用ポリエステルモノフィラメント。
【請求項4】
ポリエチレンナフタレート30〜70重量%およびポリエチレンナフタレート以外のポリエステル30〜70重量%を含有する樹脂組成物を溶融紡糸・延伸するに際し、口金から吐出される溶融物の引き取り速度Q(単位:m/分)と吐出線速度R(単位:m/分)の比で表させられるドラフト比式(Q/R)を6〜12の範囲にすると共に、120〜160℃の温度範囲でトータルの延伸倍率7.0〜9.5倍の延伸を行い、次いで延伸後のモノフィラメントに200〜270℃、0.90〜1.00倍の弛緩熱処理を行うことを特徴とする請求項1〜3のいずれか1項に記載のホース補強材用ポリエステルモノフィラメントの製造方法。
【請求項1】
ポリエチレンナフタレート30〜70重量%およびポリエチレンナフタレート以外のポリエステル30〜70重量%を含有する樹脂組成物からなるポリエステルモノフィラメントであって、以下の要件(A)〜(C)を同時に満足することを特徴とするホース補強材用ポリエステルモノフィラメント。
(A)JIS L1013−1999の8.10に準じて測定したヤング率が12,000N/mm2以上、27,000N/mm2以下、
(B)JIS L1013−1999の8.18.2のB法に準じて測定した140℃における乾熱収縮率が7.0%以下、
(C)JIS P−8115に準じて測定した屈曲疲労特性試験における切断するまでに要するMIT屈曲回数が200回以上。
【請求項2】
前記ポリエチレンナフタレート以外のポリステルが、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリブチレンナフタレート、ポリトリメチレンテレフタレートから選ばれた少なくとも1種であることを特徴とする請求項1に記載のホース補強材用ポリエステルモノフィラメント。
【請求項3】
前記モノフィラメントの断面形状が、断面周縁に繊維軸方向へ延びる1つ以上の凹みを有した葉裂形状であることを特徴とする請求項1または2に記載のホース補強材用ポリエステルモノフィラメント。
【請求項4】
ポリエチレンナフタレート30〜70重量%およびポリエチレンナフタレート以外のポリエステル30〜70重量%を含有する樹脂組成物を溶融紡糸・延伸するに際し、口金から吐出される溶融物の引き取り速度Q(単位:m/分)と吐出線速度R(単位:m/分)の比で表させられるドラフト比式(Q/R)を6〜12の範囲にすると共に、120〜160℃の温度範囲でトータルの延伸倍率7.0〜9.5倍の延伸を行い、次いで延伸後のモノフィラメントに200〜270℃、0.90〜1.00倍の弛緩熱処理を行うことを特徴とする請求項1〜3のいずれか1項に記載のホース補強材用ポリエステルモノフィラメントの製造方法。
【図1】

【公開番号】特開2012−219399(P2012−219399A)
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願番号】特願2011−85461(P2011−85461)
【出願日】平成23年4月7日(2011.4.7)
【出願人】(000219288)東レ・モノフィラメント株式会社 (239)
【Fターム(参考)】
【公開日】平成24年11月12日(2012.11.12)
【国際特許分類】
【出願日】平成23年4月7日(2011.4.7)
【出願人】(000219288)東レ・モノフィラメント株式会社 (239)
【Fターム(参考)】
[ Back to top ]