
ボイド含有熱可塑性樹脂延伸フィルムおよびその製造方法
【課題】内部にも帯電がなく、低湿度環境において二次加工されても静電気障害が起きにくいボイド含有熱可塑性樹脂延伸フィルムの提供。
【解決手段】紙間引力が20g以下であるボイド含有熱可塑性樹脂延伸フィルムであり、ボイド含有熱可塑性樹脂延伸フィルムは、放電処理後のフィルム表面の帯電電位が−10〜10kVであること;ボイド率が1〜60%であること;不透明度が10〜100%であること;熱可塑性樹脂がポリオレフィン系樹脂であること;無機微細粉末及び/または有機フィラーを含有すること;特に1〜65重量%の無機微細粉末及び/または有機フィラーを含有すること;少なくとも一方向に延伸されていること;熱可塑性樹脂延伸フィルムが、単層あるいは少なくとも2層以上に積層されていること;ボイド含有熱可塑性樹脂延伸フィルムを構成する層の少なくとも一層が帯電防止剤を含有することが好ましい。
【解決手段】紙間引力が20g以下であるボイド含有熱可塑性樹脂延伸フィルムであり、ボイド含有熱可塑性樹脂延伸フィルムは、放電処理後のフィルム表面の帯電電位が−10〜10kVであること;ボイド率が1〜60%であること;不透明度が10〜100%であること;熱可塑性樹脂がポリオレフィン系樹脂であること;無機微細粉末及び/または有機フィラーを含有すること;特に1〜65重量%の無機微細粉末及び/または有機フィラーを含有すること;少なくとも一方向に延伸されていること;熱可塑性樹脂延伸フィルムが、単層あるいは少なくとも2層以上に積層されていること;ボイド含有熱可塑性樹脂延伸フィルムを構成する層の少なくとも一層が帯電防止剤を含有することが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、フィルム製造時の帯電電位が制御され、印刷、塗工、蒸着、貼合、断裁等の二次加工時に、静電気障害が少ない熱可塑性樹脂延伸フィルムとその製造方法に関するものである。
【背景技術】
【0002】
熱可塑性樹脂延伸フィルムを二次加工する前に、フィルム表面のヌレ性を改善し、インキ、塗工剤、接着剤等の密着を向上させることを目的として、放電電極に高周波高電圧を印加してフィルム表面に放電処理を行うことが知られている。実際にフィルム製造時や二次加工時にはこの方法が広く採用されている。その際、熱可塑性樹脂延伸フィルムは一般に絶縁性基材であるため、放電電極とロール(アース電極)との間を通過する際に著しく帯電する。このため、放電処理後に除電器を設けてフィルム表面の静電気を除電したり、あるいは熱可塑性樹脂に、グリセリン脂肪酸エステル等の移行型帯電防止剤を練り混み、それらが表面にブリードアウトすることでフィルム表面の静電気を除去している。
【発明の概要】
【発明が解決しようとする課題】
【0003】
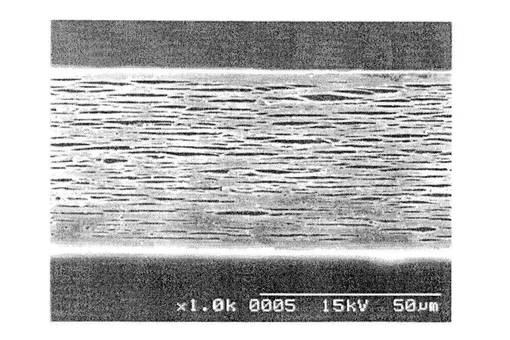
熱可塑性樹脂に無機あるいは有機の微細粉末を含有させ、熱可塑性樹脂の融点以下の温度で延伸することにより、内部に微細なボイドを多数形成した樹脂延伸フィルムは、不透明度が高く隠蔽性があること、軽量化が図れること、クッション性が有り各種の印刷が優れるなどの多くの理由で広く使用されている。このようなフィルムは一般に厚み方向に対して熱可塑性樹脂がボイドにより不連続な構造となっている(図1)ことから、放電処理によって内部に蓄積した電荷は容易にフィルム表面に移動できず、除電器ではフィルム内部まで除電できないことが明らかになった。
【0004】
またこのようなボイド含有樹脂延伸フィルムに、帯電防止剤を練り込んだりあるいは塗布した場合でも、放電処理によってフィルム内部に蓄積した電荷は容易に移動できず、帯電した状態のままであって、これらは特に練り混み剤の帯電防止機能が発現しないような低湿度環境(例えば冬の時期)でフィルムの二次加工がされた場合、フィルム表面より静電気が火花放電したり、断裁したフィルムがそろわない等、いまだに多くの静電気障害が指摘されている。
本発明は、このようなボイド含有樹脂延伸フィルムの内部にも帯電がなく、低湿度環境において二次加工されても静電気障害が起きにくいフィルムを提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らはこのような従来技術の問題に鑑み検討を続けた結果、紙間引力が20g以下である本発明のボイド含有熱可塑性樹脂延伸フィルムが上記課題を克服することを見出した。
本発明のボイド含有熱可塑性樹脂延伸フィルムは、放電処理後のフィルム表面の帯電電位が−10〜10kVであること;ボイド率が1〜60%であること;不透明度が10〜100%であること;熱可塑性樹脂がポリオレフィン系樹脂であること;無機微細粉末及び/または有機フィラーを含有すること;特に1〜65重量%の無機微細粉末及び/または有機フィラーを含有すること;少なくとも一方向に延伸されていること;熱可塑性樹脂延伸フィルムが、単層あるいは少なくとも2層以上に積層されていること;ボイド含有熱可塑性樹脂延伸フィルムを構成する層の少なくとも一層が帯電防止剤を含有することが好ましい。
【0006】
また本発明は、ボイドを含有する熱可塑性樹脂延伸フィルムに対して、高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理を行う工程を含むことを特徴とする、上記ボイド含有熱可塑性樹脂延伸フィルムの製造方法も提供する。特に、最後に行う放電処理が高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理であることが好ましい。
【0007】
さらに本発明は、ボイドを含有する熱可塑性樹脂延伸フィルムに対して、高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理を行った後に、該フィルムの片面あるいは両面に帯電防止剤を塗工する工程を含むことを特徴とする、上記ボイド含有熱可塑性樹脂延伸フィルムの製造方法を提供する。また、ボイドを含有する熱可塑性樹脂延伸フィルムに対して、高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理を行った後に、該フィルムの片面あるいは両面にピグメント塗工を行う工程を含むことを特徴とする、上記ボイド含有熱可塑性樹脂延伸フィルムの製造方法も提供する。
【発明の効果】
【0008】
本発明のボイド含有熱可塑性樹脂延伸フィルムは、フィルム製造時の帯電電位が制御され、印刷、塗工、蒸着、貼合、断裁等の二次加工時に、静電気障害が少ないという特徴を有する。また、本発明のボイド含有熱可塑性樹脂延伸フィルムは、オフセット印刷の給排紙がスムーズで印刷適性にも優れており、各種のヒートシール性が要求される用途を始め広範な用途に好適に使用することができる。
【図面の簡単な説明】
【0009】
【図1】典型的なボイド含有樹脂延伸フィルムのSEM断面写真である。
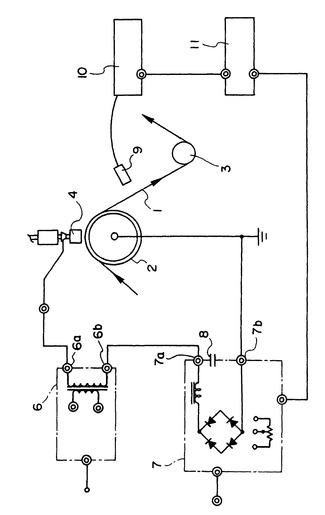
【図2】本発明の製造方法に用いる放電処理装置の一例を示す概略図である。
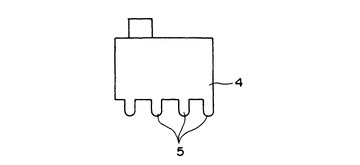
【図3】放電電極の断面拡大図である。
【図4】フィルムの表裏面を放電処理するための装置の一例を示す概略図である。
【図5】7.5kVの高周波高電圧に対して直流重畳電圧が0kVの場合を実線、直流重畳電圧が−3kVの場合を破線で表した波形図である。
【発明を実施するための形態】
【0010】
本発明のボイド含有熱可塑性樹脂延伸フィルムは、紙間引力が20g以下であることを特徴とする。
一般に熱可塑性樹脂フィルムの帯電防止性能を評価する方法として、表面固有抵抗(JIS−K−6911)や、帯電減衰半減時間(JIS−L−1094)などは広く用いられるパラメーターであり、表面固有抵抗の場合、12〜13乗で静的状態での帯電防止機能が、また10〜12乗で、動的状態の帯電防止機能が発現すると言われている(JETI、P85−86、vol.43、No.5、1995参照)。ところがこれらの評価方法は次の二つの点で二次加工時における静電気障害の発生の程度を正しく評価していない。
【0011】
すなわち第1点として、表面固有抵抗はJIS−K−6911によると、温度20±2℃、相対湿度65±5%の環境下で測定される値であり、フィルムが実際に二次加工される環境での評価ではないことが挙げられる。さらに第2点として、上記測定はフィルム表面の帯電防止性能の評価であり、実際に製造されたフィルムの帯電状態(帯電電位)の大小は評価していないことが挙げられる。その結果、表面固有抵抗値が同じフィルムであっても、フィルム製造時の帯電状態の違いによりフィルムの二次加工時の静電気障害に差を生じることが判明した。本発明者らはそのようなフィルムの帯電状態の違いが、二次加工時の静電気障害に与える影響について検討した結果、フィルムの紙間引力が小さいほどフィルムの帯電電位は小さく、かつ二次加工時の静電気障害も小さいことを突き止めた。
【0012】
本明細書でいう「紙間引力」とは、静電気によりフィルムどうしが引き合う力(静電気による引力)を定量的に測定する方法で、同じフィルムのA4サイズ(210mm×279mm)を2枚重ね合わせ、一定の加重を掛けて間の空気を抜き、加重をはずした後、互いのフィルムが横に引っ張られた時の加重をロードセルで測定するものであり、帯電電位が大きいほどフィルムどうしが引き合う力が強く、良く密着しているため値が大きく、その結果二次加工時の様々な障害を発生することになる。この紙間引力の値が20g以下、好ましくは15g以下の場合、フィルムはほとんど帯電しておらず、このようなフィルムは二次加工時に静電気障害を引き起こすことが極めて少ない。またこの値はフィルムが重ねられた状態で長期間おかれても経時で変化せず、フィルムの製造から二次加工されるまでのどの時点においても、フィルムの静電気障害発生の可能性を判断することができる。
【0013】
このようなフィルム内部にボイドを有する熱可塑性樹脂延伸フィルムの製造時の帯電に大きな影響を与えるのは、放電処理である。本発明の実施態様では、フィルムに高周波高電圧による放電処理を行う際、直流電圧を重畳し、放電処理後のフィルム表面の帯電電位を−10〜10kVの範囲に調整することにより、前記紙間引力が20g以下の帯電電位が極めて少ないボイド含有熱可塑性樹脂延伸フィルムを得ることが可能となった。
【0014】
以下において、本発明のボイド含有熱可塑性樹脂延伸フィルムを構成する材料とその製造方法について説明する。
【0015】
1)熱可塑性樹脂
本発明のボイド含有熱可塑性樹脂延伸フィルムを構成する熱可塑性樹脂延伸フィルムの素材としては、プロピレン系樹脂、高密度ポリエチレン、中密度ポリエチレン、ポリ4−メチル−1−ペンテン、エチレン−環状オレフィン共重合体等のポリオレフィン系樹脂、ポリエチレンテレフタレ−ト樹脂、ポリ塩化ビニル樹脂、ナイロン−6、ナイロン−6,6、ナイロン−6,10、ナイロン−6,12等のポリアミド系樹脂、ABS樹脂、アイオノマ−樹脂等のフィルムを挙げることができるが、好ましくはプロピレン系樹脂、高密度ポリエチレン、ポリエチレンテレフタレート樹脂等の融点が120〜280℃の範囲の熱可塑性樹脂である。これらの樹脂は2種以上混合して用いることもできる。
【0016】
これらの中でも、ポリオレフィン系樹脂を用いることが好ましい。更にポリオレフィン系樹脂の中でも、コスト面、耐水性、耐薬品性の面からプロピレン系樹脂、高密度ポリエチレンを用いることがより好ましい。
【0017】
かかるプロピレン系樹脂としては、アイソタクティックないしはシンジオタクティックおよび種々の程度の立体規則性を示すプロピレン単独重合体(ポリプロピレン)、プロピレンを主成分とし、これと、エチレン、1−ブテン、1−ヘキセン、1−ヘプテン,4−メチル−1−ペンテン等のα−オレフィンとの共重合体を好ましく使用することができる。これらの共重合体は、2元系でも3元系でも4元系でもよく、またランダム共重合体でもブロック共重合体であってもよい。
【0018】
2)無機微細粉末、有機フィラー
本発明のボイド含有熱可塑性樹脂延伸フィルムに含まれる無機微細粉末及び/または有機フィラーの種類は特に限定されない。
無機微細粉末としては、重質炭酸カルシウム、軽質炭酸カルシウム、焼成クレー、タルク、硫酸バリウム、珪藻土、酸化マグネシウム、酸化亜鉛、酸化チタン、酸化珪素などが挙げられ、またこれらは脂肪酸等で表面処理されていても良い。なかでも、重質炭酸カルシウム、焼成クレー、タルクが、安価で成形性が良く好ましい。有機フィラーとしては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリカーボネート、ポリエチレンナフタレート、ポリスチレン、メラミン樹脂、ポリエチレンサルファイト、ポリイミド、ポリエチルエーテルケトン、ポリエーテルエーテルケトン、ポリフェニレンサルファイト、ポリ−4−メチル−1−ペンテン、ポリメチルメタクリレート、環状オレフィンの単独重合体や環状オレフィンとエチレンとの共重合体等で、融点が120〜300℃、ないしはガラス転移温度が120〜280℃であるものなどが挙げられる。
【0019】
上記の無機微細粉末または有機フィラーの中から1種を選択してこれを単独で使用してもよいし、2種以上を組み合わせて使用してもよい。またその含有量は1〜65重量%であることが好ましく、2〜55重量%であることがより好ましい。
【0020】
3)ボイド含有熱可塑性樹脂延伸フィルム
ボイド含有熱可塑性樹脂延伸フィルムは、少なくとも一方向に延伸されており、次式で算出されたボイド率が1〜60%であることが好ましく、2〜40%であることがより好ましく、2〜35%であることがさらに好ましい。1%未満では軽量化が図りにくく、60%を上回るとフィルムとしての強度に難点が生じやすくなる傾向がある。
【式1】
【0021】

式中、ρoは延伸フィルムの真密度を表し、ρは延伸フィルムの密度(JIS−P8118)を表すが、延伸前の材料が多量の空気を含有するものでない限り、真密度は延伸前の密度にほぼ等しい。
【0022】
またボイド含有熱可塑性樹脂延伸フィルムは、その不透明度が10〜100%(JIS−Z−8722に準拠)であることが好ましい。半透明フィルムでは10%以上70%未満、不透明フィルムでは70〜100%であることが好ましい。10%未満ではフィルム内部に形成されるボイドのボイド率が1%未満になり軽量化が図りにくくなる傾向がある。
【0023】
ボイド含有熱可塑性樹脂延伸フィルムの密度は0.65〜1.10g/cm3であることが好ましい。半透明フィルムでは0.90〜1.10g/cm3、不透明フィルムでは0.65〜0.90g/cm3未満の範囲であることが好ましい。
【0024】
ボイド含有熱可塑性樹脂延伸フィルムは、単層であっても2層以上が積層されていてもよい。積層方法に関しては特に限定されず、公知の積層方法、例えば複数の押出機により溶融した樹脂をフィードブロックまたはマルチマニホールドにより一台のダイ内で積層してもよいし(共押し出し)、溶融押し出しラミネートにより積層してもよいし、接着剤を用いたドライラミネートにより積層してもよい。
【0025】
また延伸方法に関しても特に制限されず、公知の方法により例えば縦方向一軸延伸、縦方向一軸多段延伸、横方向一軸延伸、縦横逐次二軸延伸、縦横同時二軸延伸、またはこれらの組合せ等により、一軸あるいは二軸方向に延伸される。これらは通常熱可塑性樹脂の融点以下の温度にて延伸され、無機微細粉末または有機フィラーと熱可塑性樹脂の界面で剥離が起こり、これが延伸により伝播し拡大することで微細なボイドが形成される。これら延伸と積層はいずれの組合せで行ってもよい。
【0026】
これらのボイド含有熱可塑性樹脂延伸フィルムとしては、例えば無機微細粉末または有機フィラーを含有する特公昭46−40794号公報、同56−55433号公報、特開昭57−149363号公報、同57−181829号公報、特開平9−66564号公報、同11−198313号公報、米国特許第4,377,616号明細書等に記載のポリプロピレン系合成紙などが挙げられる。
【0027】
4)放電処理
図2は、本発明のボイド含有熱可塑性樹脂延伸フィルムを製造するために使用することができる放電処理装置の概略図である。図2に記載される放電処理装置は一例として挙げるものであり、これ以外の放電処理装置を用いて本発明のボイド含有熱可塑性樹脂延伸フィルムを製造しても構わない。
【0028】
ボイド含有熱可塑性樹脂延伸フィルム1は、アースされた誘電体ロール2の外周面に案内され、更にガイドロール3に案内されて矢印方向へ走行するようになっている。
誘電体ロール2の外周面にはシリコンがライニングされていている。この誘電体ロール2の上方には放電電極4が対向配置されている。放電電極4は、図3に示すように、紙面に向かって前後に長く先端縁の丸い複数本(図の例では4本)のナイフ型電極部5を平行に設けたものである。放電電極4は、これらナイフ型電極部5が、誘電体ロール2の軸線と平行になるようにかつ誘電体ロール2の外周面との間に放電ギャップ形成するようにして垂設されている。この放電処理装置には、放電電極4に高周波高電圧を印加する高周波電源6に加えて直流電源7も備えられている。高周波電源6の2つの出力端子6a・6bのうちの一方6aは放電電極4に接続されているが、他方の出力端子6bは、直流電源7からの直流電圧を重畳するため、直流電源7の2つの出力端子7a・7bのうちの一方7aと接続されている。直流電源7の他方の出力端子7bはアースされ、また直流電源7の2つの出力端子7a・7bの間には、高周波電源6からの高周波電流をアースへバイパスさせるためコンデンサ8が接続されている。
【0029】
誘電体ロール2からガイドロール3へ至る途中に電位センサ9が配置されており放電電極4と誘電体ロール2との間でコロナ放電処理を受けたフィルムの帯電電位がこの電位センサ9により無接触で検出される。その検出された帯電電位は、電位測定回路10により電位に応じた電圧信号として取り出される。電位センサ9の位置は、好ましくは誘電体ロール2からガイドロール3の間であり、フィルム巾方向では中央部に配置するのが好ましい(電位センサ9の配置位置は、延伸フィルムの幅方向中央部であっても、延伸フィルムの幅方向端部であっても良いが、通常は作業性等から延伸フィルムの幅方向中央部に配置する)。
【0030】
このような構成により、電位センサ9により測定された帯電電位に応じて、直流電源7から出力される直流電圧を調整し、その調整された直流電圧が高周波電源6から出力される高周波高電圧に重畳され、放電電極4に印加される高周波高電圧が、重畳された直流電圧分だけマイナス側又はプラス側へシフトする。この場合、電位センサ9で検出されたフィルム1の帯電電位がプラスであれば、高周波高電圧はマイナス側にシフトされ、帯電電位がマイナスであれば、高周波高電圧はプラス側にシフトされる。図5は、7.5kVの高周波高電圧に対して直流重畳電圧が0kVの場合を実線、直流重畳電圧が−3kVの場合を破線で表した波形図の例である。
ここで電位センサ9により検出される帯電電位は−10kV〜10kV、好ましくは−5kV〜5kVの範囲である。
【0031】
またこれら放電処理では、図4に示すように、フィルムの表裏面を各々放電処理することができる。また、それそれの面に対し1本の誘電体ロールに複数の放電電極を設置して放電処理してもよいし、複数の誘電体ロールと複数の放電電極を使用して放電処理しても良い。この場合、全ての放電電極に直流電圧が重畳された高周波高電圧を印加してもよいし、いずれか一カ所の放電電極に直流電圧が重畳された高周波高電圧を印加してもよいが、表裏で一番最後の放電電極に直流電圧が重畳された高周波高電圧を印加するのが好ましい。
【0032】
また制御回路11は、電位測定回路10からの電圧信号を電流信号に変換する絶縁増幅器などを含み、直流電源7から出力される直流電圧が電位測定回路10からの電圧信号に応じて変化するように、直流電源7を自動制御してもよい。
【0033】
5)帯電防止剤
本発明のボイド含有熱可塑性樹脂延伸フィルムには、公知の帯電防止剤を練り混むかあるいは塗布することができる。これら帯電防止剤としては、アミン、イミダゾリン、アミン酸化エチレン付加体、4級アンモニウム塩等のカチオン性帯電防止剤、ホスフェート、アルキルアリルホスホン酸、アジピン酸、グルタミン酸等のアニオン性帯電防止剤、多価アルコール、多価アルコールエステル、高級アルコールエチレンオキサイド付加体、ポリエーテル、アルキルフェノールエチレンオキサイド付加体、脂肪酸のグリセリンエステル、脂肪酸アミドおよびそのエチレンオキサイド付加物等の非イオン性帯電防止剤、またカチオン基とアニオン基の両方を有する例えばアルキルアミンに無水マレイン酸を作用させたグアニジン塩、ポリエチレンイミンから誘導されるスルホン酸などの両性帯電防止剤等いずれも使用できるが、好ましくはアルキルジエタノールアミン、ヒドロキシアルキルモノエタノールアミン、グリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、アルキルスルホン酸ソーダ、アルキルベンゼンスルホン酸ソーダ、過塩素酸テトラアルキルアンモニウム塩等である。これらは熱可塑性樹脂のガラス転移点や、押し出し延伸等の加工条件により、1種を選択してこれを単独で使用してもよいし、2種以上を組み合わせて使用することもできる。また練り混みと塗布を同時に行っても良い。
【0034】
6)ピグメントコート
本発明のボイド含有熱可塑性樹脂延伸フィルムの各種の印刷適性をより一層向上させるために、少なくとも印刷がなされる側の面にピグメント塗工を行なうことができる。
このようなピグメントコート剤としては、通常のコート紙に使用されるクレイ、タルク、炭酸カルシウム、炭酸マグネシウム、水酸化アルミニウム、シリカ、珪酸アルミニウム、珪酸カルシウム、プラスチックピグメント、二酸化チタン、白土粉等のピグメント10〜80重量%と、接着剤90〜20重量%を含有するものを挙げることができる。またこの際に使用される接着剤としては、SBR(スチレン・ブタジエンラバー)、MBR(メタクリル・ブタジエンラバー)等のラテックス、アクリル系エマルジョン(アクリル酸エステル樹脂含有水溶液など)、澱粉、PVA(ポリビニルアルコール)、CMC(カルボキシメチルセルロース)、メチルセルロース等を挙げることができる。更にこれら配合剤に、特殊ポリカルボン酸ナトリウム等の分散剤や、ポリアミド尿素系樹脂等の架橋剤、発泡防止剤、耐水化剤、潤滑剤、蛍光塗料等を配合することができる。これらピグメントコート剤は一般に5〜90重量%、好ましくは35〜65重量%の固形分濃度の水溶性塗工剤として使用される。
【0035】
塗工方法及び手段このような塗工剤を前記基材層に塗工する手段としては、具体的には、グラビア塗工、メイヤーバー塗工、ロール塗工、ブレード塗工、サイズプレス塗工、ホットメルト塗工等の塗工手段を採用することができる。塗工量としては、0.1〜50g/m2、好ましくは1〜15g/m2である。その際のコート層の厚みは、0.05〜50μm、好ましくは0.5〜20μm、特に好ましくは5〜15μmの肉厚でフィルムの片面又は両面に形成される。
塗工表面は必要によりカレンダー処理等によりプレススムージング処理を行っても良い。また塗工は必要により2回以上行っても良い。
【実施例】
【0036】
以下に実施例と比較例を挙げて本発明の特徴をさらに具体的に説明する。以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。したがって、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。なお、実施例及び比較例における「MFR」はJIS−K−7210に準拠して測定し、「密度」はJIS−K−7112に準拠して測定した値である。
【0037】
(実施例1)
(1)プロピレン単独重合体(日本ポリケム(株)製、商品名ノバテックPP,MA−8;融点164℃)67重量%、高密度ポリエチレン(日本ポリケム(株)製、商品名ノバテックHD,HJ580;融点134℃、密度0.960g/cm3)10重量%および粒径1.5μmの炭酸カルシウム粉末23重量%よりなる樹脂組成物(A)を押出機を用いて溶融混練したのち、ダイより250℃でシート状に押出し、約50℃になるまでこのシートを冷却した。次いで、このシートを約153℃に加熱したのち、ロール群の周速度を利用して縦方向に4倍延伸して、一軸延伸フィルムを得た。
【0038】
(2)別に、プロピレン単独重合体(日本ポリケム(株)製、商品名ノバテックPP,MA−3;融点165℃)51.5重量%、高密度ポリエチレン(日本ポリケム(株)製、商品名HJ580;密度0.950g/cm3)3.5重量%、粒径1.5μmの炭酸カルシウム粉末42重量%、粒径0.8μmの酸化チタン粉末3重量%よりなる組成物(B)を別の押出機を用いて240℃で溶融混練し、これを前記縦延伸フィルムの表面にダイよりフィルム状に押し出し、積層して、表面層/コア層(B/A)の積層体を得た。
【0039】
(3)メタロセン触媒を用いてエチレンと1−ヘキセンを共重合させて得たエチレン・1−ヘキセン共重合体(1−ヘキセン含量22重量%、結晶化度30、数平均分子量23,000、MFR18g/10分、密度0.898g/cm3、融点90℃)70重量%と、高圧法低密度ポリエチレン(MFR4g/10分、密度0.92g/cm3、融点110℃)30重量%の混合物を、230℃の温度に設定されたベント付二軸押出機で混練し、これをダイよりストランド状に押し出しカッティングしてヒートシール性樹脂層用ペレット(C)を得た。
【0040】
(4)上記(2)にて得られた組成物(B)とヒートシール性樹脂層用ペレット(C)を、それぞれ別の押出機を用い230℃で溶融混練し、一台の共押出ダイに供給して該ダイ内で230℃にて積層(B/C)した後フィルム状に押出し、前記表面層/コア層用の積層体(B/A)のA層側に、ヒートシール性樹脂層(C)が外側になるように押出し積層した。
【0041】
(5)得られた4層フィルム(B/A/B/C)をテンターオーブンに導き、155℃まで再加熱した後、横方向に7倍延伸し、引き続き164℃で熱セットした後、55℃まで冷却し耳部をスリットした。
【0042】
(6)放電電極4として、長さ3400mm、山の巾5mm、山の間隔5mm、山の高さ2mm、山数4本のものを用い、高周波電源6として春日電機(株)製AGI−201型、直流電源7として春日電機(株)製PSD1010PNQ型の放電処理装置を用い、(5)で得られたボイド含有4層フィルムの(B)層側に、電位センサ9にて測定したフィルム表面(B)側の帯電電位が0kVとなるように直流電圧を重畳し、マイナス側に電圧をシフトさせて放電処理を行った。処理条件は、放電量52W・分/m2、直流電圧−3kV、放電電圧+15〜−21kV、周波数25KHz、放電電流4Aとした。こうして、放電処理を行ったボイド含有熱可塑性樹脂延伸フィルムを得た。
【0043】
(比較例1)
実施例1(6)における放電処理を、直流電圧を重畳しない高周波高電圧により、放電量52W・分/m2で行った。その他は、実施例1と同じ条件で4層構造のボイド含有熱可塑性樹脂延伸フィルムを製造した。なお、電位センサ9にて測定したフィルム表面(B)側の帯電電位は40kVであった。
【0044】
(比較例2)
上記比較例1における放電処理以降に、フィルムの表裏面(B層側およびC層側)に交流式の除電器(春日電機(株)製)を設置し除電処理を行うことによりボイド含有熱可塑性樹脂延伸フィルムを得た。除電器を通過した直後のフィルム表面の帯電電位は0〜0.8kV程度と低いものの、巻き取り部では再び帯電電位が増加して30kV程度にまで達していた。
【0045】
(実施例2)
実施例1(6)における放電処理を以下のように変更した。すなわち、延伸された4層構造のボイド含有樹脂延伸フィルムに対して、放電電極4を2本用意し、1本からは通常の高周波高電圧による放電処理を行い、その下流側の1本からは実施例1と同様に、電位センサで測定したフィルムの帯電電位に応じた直流電圧を重畳した放電処理を行った。上流側の放電電極の処理条件は、放電量26W・分/m2、放電電圧+9〜−9kV、周波数20KHz、放電電流2Aとした。また、下流側の放電電極の処理条件は、放電量26W・分/m2、直流電圧−2kV、放電電圧+7〜−11kV、周波数20KHz、放電電流2A、電位センサ−1kVとした。その他は、実施例1と同じ条件で4層構造のボイド含有熱可塑性樹脂延伸フィルムを製造した。
【0046】
(実施例3)
実施例1(6)において、電位センサ9での帯電電位が8kVとなるように直流電圧を重畳し、マイナス側に電圧をシフトさせて放電処理を行った。その他は、実施例1と同じ条件で4層構造のボイド含有熱可塑性樹脂延伸フィルムを製造した。
【0047】
(実施例4)
(1)プロピレン単独重合体(日本ポリケム(株)製、商品名ノバテックPP,MA−8;融点164℃)88重量%、高密度ポリエチレン(日本ポリケム(株)製、商品名ノバテックHD,HJ580;融点134℃、密度0.960g/cm3)10重量%および粒径1.5μmの炭酸カルシウム粉末2重量%よりなる樹脂組成物(A)を押出機を用いて溶融混練したのち、ダイより250℃でシート状に押出し、約50℃になるまでこのシートを冷却した。次いで、このシートを約153℃に加熱したのち、ロール群の周速度を利用して縦方向に4倍延伸して、一軸延伸フィルムを得た。
【0048】
(2)別に、プロピレン単独重合体(日本ポリケム(株)製、商品名ノバテックPP,MA−3;融点165℃)85重量%、高密度ポリエチレン(日本ポリケム(株)製、商品名ノバテックHJ580;密度0.950g/cm3)5重量%、粒径1.5μmの炭酸カルシウム粉末10重量%よりなる組成物(B)を別の押出機を用いて240℃で溶融混練し、これを前記縦延伸フィルムの表面にダイよりフィルム状に押し出し、積層して、表面層/コア層(B/A)の積層体を得た。
【0049】
(3)上記(2)にて得られた組成物(B)と、実施例1にて得られたヒートシール性樹脂層用ペレット(C)を、それぞれ別の押出機を用い230℃で溶融混練し、一台の共押出ダイに供給して該ダイ内で230℃にて積層(B/C)した後フィルム状に押出し、前記表面層/コア層用の積層体(B/A)のA層側に、ヒートシール性樹脂層(C)が外側になるように押出し積層した。
【0050】
(4)得られた4層フィルム(B/A/B/C)をテンターオーブンに導き、160℃まで再加熱した後、横方向に7倍延伸し、引き続き164℃で熱セットした後、55℃まで冷却し耳部をスリットした。
【0051】
(5)実施例1と同様に、電位センサで測定したフィルムの帯電電位に応じた直流電圧を重畳した放電処理を行うことによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0052】
(実施例5)
実施例1(4)において、(C)層を形成せずに、表面層/コア層用の積層体(B/A)のA層側に(B)層を積層した3層構造のフィルム(B/A/B)を調製した。この3層フィルムをテンターオーブンに導き、160℃まで再加熱した後、横方向に7倍延伸し、引き続き164℃で熱セットした後、55℃まで冷却し耳部をスリットした。放電処理は、図4における表2段目と裏2段目の放電電極22,25を用いて行った。具体的には、実施例1と同様に直流電圧を重畳した放電を両電極にそれぞれ印加することによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0053】
(実施例6)
実施例5で得られた3層構造のボイド含有熱可塑性樹脂延伸フィルムに対して、表面に関しては表1段目の放電電極21に通常の高周波高電圧を印加した放電処理を行い、裏面に関しては裏2段目の放電電極25を使用し、実施例5と同様の直流電圧を重畳した放電を印加することによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0054】
(実施例7)
実施例1(1)における樹脂組成物(A)を、押出機を用いて溶融混練したのち、ダイより250℃でシート状に押出し、約50℃になるまでこのシートを冷却した。次いで、このシートを約148℃に加熱したのち、ロール群の周速度を利用して縦方向に4倍延伸した。引き続きテンターオーブンに導き、157℃まで再加熱した後、横方向に8倍延伸し、164℃で熱セットした後、55℃まで冷却し耳部をスリットした。放電処理は実施例5と同様の方法にて、表裏それぞれを高周波高電圧に直流電圧を重畳し、放電直後の帯電電位が3kVとなるよう電圧をシフトさせた放電処理を行うことによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0055】
(実施例8)
実施例1(1)における樹脂組成物(A)と、プロピレン単独重合体(日本ポリケム(株)製、ノバテックPP,MA−8)(D)をそれぞれ別の押出機で溶融混練して、フィードブロックにてD/A/Dの3層に積層し、一台のダイより250℃でシート状に押出した。これ以降は実施例7と同様の方法にて、フィルムの延伸と放電処理を行うことによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0056】
(実施例9)
実施例1における樹脂組成物(A)、表面層用樹脂組成物(B)、およびヒートシール性樹脂組成物(C)を、それぞれ250℃、240℃、230℃に設定された別の押出機にて溶融混練した後、フィードブロックにてB/A/Cの3層に積層し、1台のダイより250℃でシート状に押し出し、70℃まで冷却して3層構造のシートを得た。このシートをロールにより120℃まで加熱した後、縦方向に6倍までロール間延伸した。次いで50℃まで冷却し耳部をスリットした。(B)層側に、実施例1と同様に直流電圧を重畳した放電処理を行うことによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0057】
(実施例10)
実施例1における樹脂組成物(A)および表面層用樹脂組成物(B)を、それぞれ250℃、240℃に設定された別の押出機にて溶融混練した後、フィードブロックにてB/A/Bの3層に積層し、1台のダイより250℃でシート状に押し出し、70℃まで冷却して3層構造のシートを得た。このシートをロールにより130℃まで加熱した後、縦方向に6倍までロール間延伸した。次いで50℃まで冷却し耳部をスリットした。表裏両面に実施例5と同様に直流電圧を重畳した放電処理を行うことによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0058】
(実施例11)
実施例5にて得られた3層構造のボイド含有熱可塑性樹脂延伸フィルムの表裏両面に、帯電防止剤(三菱化学(株)製、商品名サフトマーST3200)を0.5%固形分濃度で、コーターにて0.1g/m2塗布し乾燥させることによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0059】
(実施例12)
軽質炭酸カルシウム39.5重量%、カオリンクレー10重量%、アクリル酸アルキルエステル・スチレン共重合樹脂エマルジョン(クラリアントポリマー製、商品名モビニールM749J)45重量%、変性ポリビニルアルコール(日本合成化学工業(株)製、商品名PVA Z−100)5重量%、ポリアミド尿素樹脂(住友化学(株)製、商品名スミレーズレジン636)0.5重量%からなる水溶性塗工剤(配合数値は固形分量)を調製した。この水溶性塗工剤(ピグメントコート剤)を、実施例8で得られた3層構造の延伸フィルムの表裏両面にコーターにておのおの10μm厚の被膜となるよう塗布し乾燥させることによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0060】
(試験例)
実施例1〜12及び比較例1〜2において製造した各ボイド含有熱可塑性樹脂延伸フィルムの密度、ボイド率、不透明度、帯電電位、線間引力を測定し、さらにオフセット印刷における給紙性を評価した。
「密度」はJIS−K−7112、「不透明度」はJIS−Z−8722にそれぞれ準拠して測定した。「ボイド率」は上記式1にしたがって算出した。
【0061】
「紙間引力」は、JIS−K−7125に準拠した摩擦係数試験器(東洋精機製、TR−2)を使用して、以下の方法で求めた。すなわち、まずA4サイズ(210mm×297mm)に断裁したフィルム2枚を長手(297mm)の方向に10mmずらして重ね摩擦試験器のガラス板上に置き、下の1枚をセロテープでガラス板に固定した。上の一枚は糸でロードセルにつないだ。24gf/cm2の加重を全体に均一に1分間のせ、フィルム間の空気を抜いた。加重をはずしガラス板を150mm/分で平行に移動させ、2枚のフィルムを平行に引張るときの水平方向にかかる応力をg単位で測定し、これを紙間引力とした。測定は23℃、相対湿度50%で行った。
【0062】
「オフセット印刷における給紙性」は、三菱重工(株)製ダイヤ−II型印刷機を使用し、25℃、相対湿度30%の環境下、菊半版(636mm×470mm)の紙サイズで、7000枚/時の速度で7000枚連続印刷し、その際にシート給紙および排紙装置でのトラブル(2枚差しや、紙ずれ)により機械が停止した回数をカウントし、以下の4段階で評価した。
◎: 1回も機械が停止しなかった
○: 1回機械が停止した
△: 2〜4回機械が停止した
×: 5回以上機械が停止し、実用上印刷不可能である
【0063】
結果を表1にまとめて示す。
【0064】
【表1】
【0065】
実施例1〜12のボイド含有熱可塑性樹脂延伸フィルムは、いずれも紙間引力が小さく、オフセット印刷の給排紙がスムーズで印刷適性にも優れていることが確認された。また、(B)層側に印刷が可能で(C)層側はヒートシール性を有し、インモールドラベルやヘッダーラベル等、各種のヒートシール性が要求される用途に好適に使用できることが確認された。
さらに、実施例6の結果より、直流電圧を重畳する放電する場合は、少なくとも一番最後の放電電極より行えば良いことが確認された。
一方、比較例1〜2のボイド含有熱可塑性樹脂延伸フィルムは、いずれもフィルム同士の静電気による密着が強く、オフセット印刷時の給排紙性が極めて不良であった。
【符号の説明】
【0066】
1 ボイド含有熱可塑性樹脂延伸フィルム
2 誘電体ロール
3 ガイドロール
4 放電電極
5 ナイフ型電極部
6 高周波電源
6a,6b 出力端子
7 直流電源
7a,7b 出力端子
8 コンデンサ
9 電位センサ
10 電位測定回路
11 制御回路
21 表1段目の電極
22 表2段目の電極
23 表の電位センサ
24 裏1段目の電極
25 裏2段目の電極
26 裏の電位センサ
31,32 誘電体ロール
【技術分野】
【0001】
本発明は、フィルム製造時の帯電電位が制御され、印刷、塗工、蒸着、貼合、断裁等の二次加工時に、静電気障害が少ない熱可塑性樹脂延伸フィルムとその製造方法に関するものである。
【背景技術】
【0002】
熱可塑性樹脂延伸フィルムを二次加工する前に、フィルム表面のヌレ性を改善し、インキ、塗工剤、接着剤等の密着を向上させることを目的として、放電電極に高周波高電圧を印加してフィルム表面に放電処理を行うことが知られている。実際にフィルム製造時や二次加工時にはこの方法が広く採用されている。その際、熱可塑性樹脂延伸フィルムは一般に絶縁性基材であるため、放電電極とロール(アース電極)との間を通過する際に著しく帯電する。このため、放電処理後に除電器を設けてフィルム表面の静電気を除電したり、あるいは熱可塑性樹脂に、グリセリン脂肪酸エステル等の移行型帯電防止剤を練り混み、それらが表面にブリードアウトすることでフィルム表面の静電気を除去している。
【発明の概要】
【発明が解決しようとする課題】
【0003】
熱可塑性樹脂に無機あるいは有機の微細粉末を含有させ、熱可塑性樹脂の融点以下の温度で延伸することにより、内部に微細なボイドを多数形成した樹脂延伸フィルムは、不透明度が高く隠蔽性があること、軽量化が図れること、クッション性が有り各種の印刷が優れるなどの多くの理由で広く使用されている。このようなフィルムは一般に厚み方向に対して熱可塑性樹脂がボイドにより不連続な構造となっている(図1)ことから、放電処理によって内部に蓄積した電荷は容易にフィルム表面に移動できず、除電器ではフィルム内部まで除電できないことが明らかになった。
【0004】
またこのようなボイド含有樹脂延伸フィルムに、帯電防止剤を練り込んだりあるいは塗布した場合でも、放電処理によってフィルム内部に蓄積した電荷は容易に移動できず、帯電した状態のままであって、これらは特に練り混み剤の帯電防止機能が発現しないような低湿度環境(例えば冬の時期)でフィルムの二次加工がされた場合、フィルム表面より静電気が火花放電したり、断裁したフィルムがそろわない等、いまだに多くの静電気障害が指摘されている。
本発明は、このようなボイド含有樹脂延伸フィルムの内部にも帯電がなく、低湿度環境において二次加工されても静電気障害が起きにくいフィルムを提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明者らはこのような従来技術の問題に鑑み検討を続けた結果、紙間引力が20g以下である本発明のボイド含有熱可塑性樹脂延伸フィルムが上記課題を克服することを見出した。
本発明のボイド含有熱可塑性樹脂延伸フィルムは、放電処理後のフィルム表面の帯電電位が−10〜10kVであること;ボイド率が1〜60%であること;不透明度が10〜100%であること;熱可塑性樹脂がポリオレフィン系樹脂であること;無機微細粉末及び/または有機フィラーを含有すること;特に1〜65重量%の無機微細粉末及び/または有機フィラーを含有すること;少なくとも一方向に延伸されていること;熱可塑性樹脂延伸フィルムが、単層あるいは少なくとも2層以上に積層されていること;ボイド含有熱可塑性樹脂延伸フィルムを構成する層の少なくとも一層が帯電防止剤を含有することが好ましい。
【0006】
また本発明は、ボイドを含有する熱可塑性樹脂延伸フィルムに対して、高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理を行う工程を含むことを特徴とする、上記ボイド含有熱可塑性樹脂延伸フィルムの製造方法も提供する。特に、最後に行う放電処理が高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理であることが好ましい。
【0007】
さらに本発明は、ボイドを含有する熱可塑性樹脂延伸フィルムに対して、高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理を行った後に、該フィルムの片面あるいは両面に帯電防止剤を塗工する工程を含むことを特徴とする、上記ボイド含有熱可塑性樹脂延伸フィルムの製造方法を提供する。また、ボイドを含有する熱可塑性樹脂延伸フィルムに対して、高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理を行った後に、該フィルムの片面あるいは両面にピグメント塗工を行う工程を含むことを特徴とする、上記ボイド含有熱可塑性樹脂延伸フィルムの製造方法も提供する。
【発明の効果】
【0008】
本発明のボイド含有熱可塑性樹脂延伸フィルムは、フィルム製造時の帯電電位が制御され、印刷、塗工、蒸着、貼合、断裁等の二次加工時に、静電気障害が少ないという特徴を有する。また、本発明のボイド含有熱可塑性樹脂延伸フィルムは、オフセット印刷の給排紙がスムーズで印刷適性にも優れており、各種のヒートシール性が要求される用途を始め広範な用途に好適に使用することができる。
【図面の簡単な説明】
【0009】
【図1】典型的なボイド含有樹脂延伸フィルムのSEM断面写真である。
【図2】本発明の製造方法に用いる放電処理装置の一例を示す概略図である。
【図3】放電電極の断面拡大図である。
【図4】フィルムの表裏面を放電処理するための装置の一例を示す概略図である。
【図5】7.5kVの高周波高電圧に対して直流重畳電圧が0kVの場合を実線、直流重畳電圧が−3kVの場合を破線で表した波形図である。
【発明を実施するための形態】
【0010】
本発明のボイド含有熱可塑性樹脂延伸フィルムは、紙間引力が20g以下であることを特徴とする。
一般に熱可塑性樹脂フィルムの帯電防止性能を評価する方法として、表面固有抵抗(JIS−K−6911)や、帯電減衰半減時間(JIS−L−1094)などは広く用いられるパラメーターであり、表面固有抵抗の場合、12〜13乗で静的状態での帯電防止機能が、また10〜12乗で、動的状態の帯電防止機能が発現すると言われている(JETI、P85−86、vol.43、No.5、1995参照)。ところがこれらの評価方法は次の二つの点で二次加工時における静電気障害の発生の程度を正しく評価していない。
【0011】
すなわち第1点として、表面固有抵抗はJIS−K−6911によると、温度20±2℃、相対湿度65±5%の環境下で測定される値であり、フィルムが実際に二次加工される環境での評価ではないことが挙げられる。さらに第2点として、上記測定はフィルム表面の帯電防止性能の評価であり、実際に製造されたフィルムの帯電状態(帯電電位)の大小は評価していないことが挙げられる。その結果、表面固有抵抗値が同じフィルムであっても、フィルム製造時の帯電状態の違いによりフィルムの二次加工時の静電気障害に差を生じることが判明した。本発明者らはそのようなフィルムの帯電状態の違いが、二次加工時の静電気障害に与える影響について検討した結果、フィルムの紙間引力が小さいほどフィルムの帯電電位は小さく、かつ二次加工時の静電気障害も小さいことを突き止めた。
【0012】
本明細書でいう「紙間引力」とは、静電気によりフィルムどうしが引き合う力(静電気による引力)を定量的に測定する方法で、同じフィルムのA4サイズ(210mm×279mm)を2枚重ね合わせ、一定の加重を掛けて間の空気を抜き、加重をはずした後、互いのフィルムが横に引っ張られた時の加重をロードセルで測定するものであり、帯電電位が大きいほどフィルムどうしが引き合う力が強く、良く密着しているため値が大きく、その結果二次加工時の様々な障害を発生することになる。この紙間引力の値が20g以下、好ましくは15g以下の場合、フィルムはほとんど帯電しておらず、このようなフィルムは二次加工時に静電気障害を引き起こすことが極めて少ない。またこの値はフィルムが重ねられた状態で長期間おかれても経時で変化せず、フィルムの製造から二次加工されるまでのどの時点においても、フィルムの静電気障害発生の可能性を判断することができる。
【0013】
このようなフィルム内部にボイドを有する熱可塑性樹脂延伸フィルムの製造時の帯電に大きな影響を与えるのは、放電処理である。本発明の実施態様では、フィルムに高周波高電圧による放電処理を行う際、直流電圧を重畳し、放電処理後のフィルム表面の帯電電位を−10〜10kVの範囲に調整することにより、前記紙間引力が20g以下の帯電電位が極めて少ないボイド含有熱可塑性樹脂延伸フィルムを得ることが可能となった。
【0014】
以下において、本発明のボイド含有熱可塑性樹脂延伸フィルムを構成する材料とその製造方法について説明する。
【0015】
1)熱可塑性樹脂
本発明のボイド含有熱可塑性樹脂延伸フィルムを構成する熱可塑性樹脂延伸フィルムの素材としては、プロピレン系樹脂、高密度ポリエチレン、中密度ポリエチレン、ポリ4−メチル−1−ペンテン、エチレン−環状オレフィン共重合体等のポリオレフィン系樹脂、ポリエチレンテレフタレ−ト樹脂、ポリ塩化ビニル樹脂、ナイロン−6、ナイロン−6,6、ナイロン−6,10、ナイロン−6,12等のポリアミド系樹脂、ABS樹脂、アイオノマ−樹脂等のフィルムを挙げることができるが、好ましくはプロピレン系樹脂、高密度ポリエチレン、ポリエチレンテレフタレート樹脂等の融点が120〜280℃の範囲の熱可塑性樹脂である。これらの樹脂は2種以上混合して用いることもできる。
【0016】
これらの中でも、ポリオレフィン系樹脂を用いることが好ましい。更にポリオレフィン系樹脂の中でも、コスト面、耐水性、耐薬品性の面からプロピレン系樹脂、高密度ポリエチレンを用いることがより好ましい。
【0017】
かかるプロピレン系樹脂としては、アイソタクティックないしはシンジオタクティックおよび種々の程度の立体規則性を示すプロピレン単独重合体(ポリプロピレン)、プロピレンを主成分とし、これと、エチレン、1−ブテン、1−ヘキセン、1−ヘプテン,4−メチル−1−ペンテン等のα−オレフィンとの共重合体を好ましく使用することができる。これらの共重合体は、2元系でも3元系でも4元系でもよく、またランダム共重合体でもブロック共重合体であってもよい。
【0018】
2)無機微細粉末、有機フィラー
本発明のボイド含有熱可塑性樹脂延伸フィルムに含まれる無機微細粉末及び/または有機フィラーの種類は特に限定されない。
無機微細粉末としては、重質炭酸カルシウム、軽質炭酸カルシウム、焼成クレー、タルク、硫酸バリウム、珪藻土、酸化マグネシウム、酸化亜鉛、酸化チタン、酸化珪素などが挙げられ、またこれらは脂肪酸等で表面処理されていても良い。なかでも、重質炭酸カルシウム、焼成クレー、タルクが、安価で成形性が良く好ましい。有機フィラーとしては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリカーボネート、ポリエチレンナフタレート、ポリスチレン、メラミン樹脂、ポリエチレンサルファイト、ポリイミド、ポリエチルエーテルケトン、ポリエーテルエーテルケトン、ポリフェニレンサルファイト、ポリ−4−メチル−1−ペンテン、ポリメチルメタクリレート、環状オレフィンの単独重合体や環状オレフィンとエチレンとの共重合体等で、融点が120〜300℃、ないしはガラス転移温度が120〜280℃であるものなどが挙げられる。
【0019】
上記の無機微細粉末または有機フィラーの中から1種を選択してこれを単独で使用してもよいし、2種以上を組み合わせて使用してもよい。またその含有量は1〜65重量%であることが好ましく、2〜55重量%であることがより好ましい。
【0020】
3)ボイド含有熱可塑性樹脂延伸フィルム
ボイド含有熱可塑性樹脂延伸フィルムは、少なくとも一方向に延伸されており、次式で算出されたボイド率が1〜60%であることが好ましく、2〜40%であることがより好ましく、2〜35%であることがさらに好ましい。1%未満では軽量化が図りにくく、60%を上回るとフィルムとしての強度に難点が生じやすくなる傾向がある。
【式1】
【0021】
式中、ρoは延伸フィルムの真密度を表し、ρは延伸フィルムの密度(JIS−P8118)を表すが、延伸前の材料が多量の空気を含有するものでない限り、真密度は延伸前の密度にほぼ等しい。
【0022】
またボイド含有熱可塑性樹脂延伸フィルムは、その不透明度が10〜100%(JIS−Z−8722に準拠)であることが好ましい。半透明フィルムでは10%以上70%未満、不透明フィルムでは70〜100%であることが好ましい。10%未満ではフィルム内部に形成されるボイドのボイド率が1%未満になり軽量化が図りにくくなる傾向がある。
【0023】
ボイド含有熱可塑性樹脂延伸フィルムの密度は0.65〜1.10g/cm3であることが好ましい。半透明フィルムでは0.90〜1.10g/cm3、不透明フィルムでは0.65〜0.90g/cm3未満の範囲であることが好ましい。
【0024】
ボイド含有熱可塑性樹脂延伸フィルムは、単層であっても2層以上が積層されていてもよい。積層方法に関しては特に限定されず、公知の積層方法、例えば複数の押出機により溶融した樹脂をフィードブロックまたはマルチマニホールドにより一台のダイ内で積層してもよいし(共押し出し)、溶融押し出しラミネートにより積層してもよいし、接着剤を用いたドライラミネートにより積層してもよい。
【0025】
また延伸方法に関しても特に制限されず、公知の方法により例えば縦方向一軸延伸、縦方向一軸多段延伸、横方向一軸延伸、縦横逐次二軸延伸、縦横同時二軸延伸、またはこれらの組合せ等により、一軸あるいは二軸方向に延伸される。これらは通常熱可塑性樹脂の融点以下の温度にて延伸され、無機微細粉末または有機フィラーと熱可塑性樹脂の界面で剥離が起こり、これが延伸により伝播し拡大することで微細なボイドが形成される。これら延伸と積層はいずれの組合せで行ってもよい。
【0026】
これらのボイド含有熱可塑性樹脂延伸フィルムとしては、例えば無機微細粉末または有機フィラーを含有する特公昭46−40794号公報、同56−55433号公報、特開昭57−149363号公報、同57−181829号公報、特開平9−66564号公報、同11−198313号公報、米国特許第4,377,616号明細書等に記載のポリプロピレン系合成紙などが挙げられる。
【0027】
4)放電処理
図2は、本発明のボイド含有熱可塑性樹脂延伸フィルムを製造するために使用することができる放電処理装置の概略図である。図2に記載される放電処理装置は一例として挙げるものであり、これ以外の放電処理装置を用いて本発明のボイド含有熱可塑性樹脂延伸フィルムを製造しても構わない。
【0028】
ボイド含有熱可塑性樹脂延伸フィルム1は、アースされた誘電体ロール2の外周面に案内され、更にガイドロール3に案内されて矢印方向へ走行するようになっている。
誘電体ロール2の外周面にはシリコンがライニングされていている。この誘電体ロール2の上方には放電電極4が対向配置されている。放電電極4は、図3に示すように、紙面に向かって前後に長く先端縁の丸い複数本(図の例では4本)のナイフ型電極部5を平行に設けたものである。放電電極4は、これらナイフ型電極部5が、誘電体ロール2の軸線と平行になるようにかつ誘電体ロール2の外周面との間に放電ギャップ形成するようにして垂設されている。この放電処理装置には、放電電極4に高周波高電圧を印加する高周波電源6に加えて直流電源7も備えられている。高周波電源6の2つの出力端子6a・6bのうちの一方6aは放電電極4に接続されているが、他方の出力端子6bは、直流電源7からの直流電圧を重畳するため、直流電源7の2つの出力端子7a・7bのうちの一方7aと接続されている。直流電源7の他方の出力端子7bはアースされ、また直流電源7の2つの出力端子7a・7bの間には、高周波電源6からの高周波電流をアースへバイパスさせるためコンデンサ8が接続されている。
【0029】
誘電体ロール2からガイドロール3へ至る途中に電位センサ9が配置されており放電電極4と誘電体ロール2との間でコロナ放電処理を受けたフィルムの帯電電位がこの電位センサ9により無接触で検出される。その検出された帯電電位は、電位測定回路10により電位に応じた電圧信号として取り出される。電位センサ9の位置は、好ましくは誘電体ロール2からガイドロール3の間であり、フィルム巾方向では中央部に配置するのが好ましい(電位センサ9の配置位置は、延伸フィルムの幅方向中央部であっても、延伸フィルムの幅方向端部であっても良いが、通常は作業性等から延伸フィルムの幅方向中央部に配置する)。
【0030】
このような構成により、電位センサ9により測定された帯電電位に応じて、直流電源7から出力される直流電圧を調整し、その調整された直流電圧が高周波電源6から出力される高周波高電圧に重畳され、放電電極4に印加される高周波高電圧が、重畳された直流電圧分だけマイナス側又はプラス側へシフトする。この場合、電位センサ9で検出されたフィルム1の帯電電位がプラスであれば、高周波高電圧はマイナス側にシフトされ、帯電電位がマイナスであれば、高周波高電圧はプラス側にシフトされる。図5は、7.5kVの高周波高電圧に対して直流重畳電圧が0kVの場合を実線、直流重畳電圧が−3kVの場合を破線で表した波形図の例である。
ここで電位センサ9により検出される帯電電位は−10kV〜10kV、好ましくは−5kV〜5kVの範囲である。
【0031】
またこれら放電処理では、図4に示すように、フィルムの表裏面を各々放電処理することができる。また、それそれの面に対し1本の誘電体ロールに複数の放電電極を設置して放電処理してもよいし、複数の誘電体ロールと複数の放電電極を使用して放電処理しても良い。この場合、全ての放電電極に直流電圧が重畳された高周波高電圧を印加してもよいし、いずれか一カ所の放電電極に直流電圧が重畳された高周波高電圧を印加してもよいが、表裏で一番最後の放電電極に直流電圧が重畳された高周波高電圧を印加するのが好ましい。
【0032】
また制御回路11は、電位測定回路10からの電圧信号を電流信号に変換する絶縁増幅器などを含み、直流電源7から出力される直流電圧が電位測定回路10からの電圧信号に応じて変化するように、直流電源7を自動制御してもよい。
【0033】
5)帯電防止剤
本発明のボイド含有熱可塑性樹脂延伸フィルムには、公知の帯電防止剤を練り混むかあるいは塗布することができる。これら帯電防止剤としては、アミン、イミダゾリン、アミン酸化エチレン付加体、4級アンモニウム塩等のカチオン性帯電防止剤、ホスフェート、アルキルアリルホスホン酸、アジピン酸、グルタミン酸等のアニオン性帯電防止剤、多価アルコール、多価アルコールエステル、高級アルコールエチレンオキサイド付加体、ポリエーテル、アルキルフェノールエチレンオキサイド付加体、脂肪酸のグリセリンエステル、脂肪酸アミドおよびそのエチレンオキサイド付加物等の非イオン性帯電防止剤、またカチオン基とアニオン基の両方を有する例えばアルキルアミンに無水マレイン酸を作用させたグアニジン塩、ポリエチレンイミンから誘導されるスルホン酸などの両性帯電防止剤等いずれも使用できるが、好ましくはアルキルジエタノールアミン、ヒドロキシアルキルモノエタノールアミン、グリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、アルキルスルホン酸ソーダ、アルキルベンゼンスルホン酸ソーダ、過塩素酸テトラアルキルアンモニウム塩等である。これらは熱可塑性樹脂のガラス転移点や、押し出し延伸等の加工条件により、1種を選択してこれを単独で使用してもよいし、2種以上を組み合わせて使用することもできる。また練り混みと塗布を同時に行っても良い。
【0034】
6)ピグメントコート
本発明のボイド含有熱可塑性樹脂延伸フィルムの各種の印刷適性をより一層向上させるために、少なくとも印刷がなされる側の面にピグメント塗工を行なうことができる。
このようなピグメントコート剤としては、通常のコート紙に使用されるクレイ、タルク、炭酸カルシウム、炭酸マグネシウム、水酸化アルミニウム、シリカ、珪酸アルミニウム、珪酸カルシウム、プラスチックピグメント、二酸化チタン、白土粉等のピグメント10〜80重量%と、接着剤90〜20重量%を含有するものを挙げることができる。またこの際に使用される接着剤としては、SBR(スチレン・ブタジエンラバー)、MBR(メタクリル・ブタジエンラバー)等のラテックス、アクリル系エマルジョン(アクリル酸エステル樹脂含有水溶液など)、澱粉、PVA(ポリビニルアルコール)、CMC(カルボキシメチルセルロース)、メチルセルロース等を挙げることができる。更にこれら配合剤に、特殊ポリカルボン酸ナトリウム等の分散剤や、ポリアミド尿素系樹脂等の架橋剤、発泡防止剤、耐水化剤、潤滑剤、蛍光塗料等を配合することができる。これらピグメントコート剤は一般に5〜90重量%、好ましくは35〜65重量%の固形分濃度の水溶性塗工剤として使用される。
【0035】
塗工方法及び手段このような塗工剤を前記基材層に塗工する手段としては、具体的には、グラビア塗工、メイヤーバー塗工、ロール塗工、ブレード塗工、サイズプレス塗工、ホットメルト塗工等の塗工手段を採用することができる。塗工量としては、0.1〜50g/m2、好ましくは1〜15g/m2である。その際のコート層の厚みは、0.05〜50μm、好ましくは0.5〜20μm、特に好ましくは5〜15μmの肉厚でフィルムの片面又は両面に形成される。
塗工表面は必要によりカレンダー処理等によりプレススムージング処理を行っても良い。また塗工は必要により2回以上行っても良い。
【実施例】
【0036】
以下に実施例と比較例を挙げて本発明の特徴をさらに具体的に説明する。以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。したがって、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。なお、実施例及び比較例における「MFR」はJIS−K−7210に準拠して測定し、「密度」はJIS−K−7112に準拠して測定した値である。
【0037】
(実施例1)
(1)プロピレン単独重合体(日本ポリケム(株)製、商品名ノバテックPP,MA−8;融点164℃)67重量%、高密度ポリエチレン(日本ポリケム(株)製、商品名ノバテックHD,HJ580;融点134℃、密度0.960g/cm3)10重量%および粒径1.5μmの炭酸カルシウム粉末23重量%よりなる樹脂組成物(A)を押出機を用いて溶融混練したのち、ダイより250℃でシート状に押出し、約50℃になるまでこのシートを冷却した。次いで、このシートを約153℃に加熱したのち、ロール群の周速度を利用して縦方向に4倍延伸して、一軸延伸フィルムを得た。
【0038】
(2)別に、プロピレン単独重合体(日本ポリケム(株)製、商品名ノバテックPP,MA−3;融点165℃)51.5重量%、高密度ポリエチレン(日本ポリケム(株)製、商品名HJ580;密度0.950g/cm3)3.5重量%、粒径1.5μmの炭酸カルシウム粉末42重量%、粒径0.8μmの酸化チタン粉末3重量%よりなる組成物(B)を別の押出機を用いて240℃で溶融混練し、これを前記縦延伸フィルムの表面にダイよりフィルム状に押し出し、積層して、表面層/コア層(B/A)の積層体を得た。
【0039】
(3)メタロセン触媒を用いてエチレンと1−ヘキセンを共重合させて得たエチレン・1−ヘキセン共重合体(1−ヘキセン含量22重量%、結晶化度30、数平均分子量23,000、MFR18g/10分、密度0.898g/cm3、融点90℃)70重量%と、高圧法低密度ポリエチレン(MFR4g/10分、密度0.92g/cm3、融点110℃)30重量%の混合物を、230℃の温度に設定されたベント付二軸押出機で混練し、これをダイよりストランド状に押し出しカッティングしてヒートシール性樹脂層用ペレット(C)を得た。
【0040】
(4)上記(2)にて得られた組成物(B)とヒートシール性樹脂層用ペレット(C)を、それぞれ別の押出機を用い230℃で溶融混練し、一台の共押出ダイに供給して該ダイ内で230℃にて積層(B/C)した後フィルム状に押出し、前記表面層/コア層用の積層体(B/A)のA層側に、ヒートシール性樹脂層(C)が外側になるように押出し積層した。
【0041】
(5)得られた4層フィルム(B/A/B/C)をテンターオーブンに導き、155℃まで再加熱した後、横方向に7倍延伸し、引き続き164℃で熱セットした後、55℃まで冷却し耳部をスリットした。
【0042】
(6)放電電極4として、長さ3400mm、山の巾5mm、山の間隔5mm、山の高さ2mm、山数4本のものを用い、高周波電源6として春日電機(株)製AGI−201型、直流電源7として春日電機(株)製PSD1010PNQ型の放電処理装置を用い、(5)で得られたボイド含有4層フィルムの(B)層側に、電位センサ9にて測定したフィルム表面(B)側の帯電電位が0kVとなるように直流電圧を重畳し、マイナス側に電圧をシフトさせて放電処理を行った。処理条件は、放電量52W・分/m2、直流電圧−3kV、放電電圧+15〜−21kV、周波数25KHz、放電電流4Aとした。こうして、放電処理を行ったボイド含有熱可塑性樹脂延伸フィルムを得た。
【0043】
(比較例1)
実施例1(6)における放電処理を、直流電圧を重畳しない高周波高電圧により、放電量52W・分/m2で行った。その他は、実施例1と同じ条件で4層構造のボイド含有熱可塑性樹脂延伸フィルムを製造した。なお、電位センサ9にて測定したフィルム表面(B)側の帯電電位は40kVであった。
【0044】
(比較例2)
上記比較例1における放電処理以降に、フィルムの表裏面(B層側およびC層側)に交流式の除電器(春日電機(株)製)を設置し除電処理を行うことによりボイド含有熱可塑性樹脂延伸フィルムを得た。除電器を通過した直後のフィルム表面の帯電電位は0〜0.8kV程度と低いものの、巻き取り部では再び帯電電位が増加して30kV程度にまで達していた。
【0045】
(実施例2)
実施例1(6)における放電処理を以下のように変更した。すなわち、延伸された4層構造のボイド含有樹脂延伸フィルムに対して、放電電極4を2本用意し、1本からは通常の高周波高電圧による放電処理を行い、その下流側の1本からは実施例1と同様に、電位センサで測定したフィルムの帯電電位に応じた直流電圧を重畳した放電処理を行った。上流側の放電電極の処理条件は、放電量26W・分/m2、放電電圧+9〜−9kV、周波数20KHz、放電電流2Aとした。また、下流側の放電電極の処理条件は、放電量26W・分/m2、直流電圧−2kV、放電電圧+7〜−11kV、周波数20KHz、放電電流2A、電位センサ−1kVとした。その他は、実施例1と同じ条件で4層構造のボイド含有熱可塑性樹脂延伸フィルムを製造した。
【0046】
(実施例3)
実施例1(6)において、電位センサ9での帯電電位が8kVとなるように直流電圧を重畳し、マイナス側に電圧をシフトさせて放電処理を行った。その他は、実施例1と同じ条件で4層構造のボイド含有熱可塑性樹脂延伸フィルムを製造した。
【0047】
(実施例4)
(1)プロピレン単独重合体(日本ポリケム(株)製、商品名ノバテックPP,MA−8;融点164℃)88重量%、高密度ポリエチレン(日本ポリケム(株)製、商品名ノバテックHD,HJ580;融点134℃、密度0.960g/cm3)10重量%および粒径1.5μmの炭酸カルシウム粉末2重量%よりなる樹脂組成物(A)を押出機を用いて溶融混練したのち、ダイより250℃でシート状に押出し、約50℃になるまでこのシートを冷却した。次いで、このシートを約153℃に加熱したのち、ロール群の周速度を利用して縦方向に4倍延伸して、一軸延伸フィルムを得た。
【0048】
(2)別に、プロピレン単独重合体(日本ポリケム(株)製、商品名ノバテックPP,MA−3;融点165℃)85重量%、高密度ポリエチレン(日本ポリケム(株)製、商品名ノバテックHJ580;密度0.950g/cm3)5重量%、粒径1.5μmの炭酸カルシウム粉末10重量%よりなる組成物(B)を別の押出機を用いて240℃で溶融混練し、これを前記縦延伸フィルムの表面にダイよりフィルム状に押し出し、積層して、表面層/コア層(B/A)の積層体を得た。
【0049】
(3)上記(2)にて得られた組成物(B)と、実施例1にて得られたヒートシール性樹脂層用ペレット(C)を、それぞれ別の押出機を用い230℃で溶融混練し、一台の共押出ダイに供給して該ダイ内で230℃にて積層(B/C)した後フィルム状に押出し、前記表面層/コア層用の積層体(B/A)のA層側に、ヒートシール性樹脂層(C)が外側になるように押出し積層した。
【0050】
(4)得られた4層フィルム(B/A/B/C)をテンターオーブンに導き、160℃まで再加熱した後、横方向に7倍延伸し、引き続き164℃で熱セットした後、55℃まで冷却し耳部をスリットした。
【0051】
(5)実施例1と同様に、電位センサで測定したフィルムの帯電電位に応じた直流電圧を重畳した放電処理を行うことによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0052】
(実施例5)
実施例1(4)において、(C)層を形成せずに、表面層/コア層用の積層体(B/A)のA層側に(B)層を積層した3層構造のフィルム(B/A/B)を調製した。この3層フィルムをテンターオーブンに導き、160℃まで再加熱した後、横方向に7倍延伸し、引き続き164℃で熱セットした後、55℃まで冷却し耳部をスリットした。放電処理は、図4における表2段目と裏2段目の放電電極22,25を用いて行った。具体的には、実施例1と同様に直流電圧を重畳した放電を両電極にそれぞれ印加することによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0053】
(実施例6)
実施例5で得られた3層構造のボイド含有熱可塑性樹脂延伸フィルムに対して、表面に関しては表1段目の放電電極21に通常の高周波高電圧を印加した放電処理を行い、裏面に関しては裏2段目の放電電極25を使用し、実施例5と同様の直流電圧を重畳した放電を印加することによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0054】
(実施例7)
実施例1(1)における樹脂組成物(A)を、押出機を用いて溶融混練したのち、ダイより250℃でシート状に押出し、約50℃になるまでこのシートを冷却した。次いで、このシートを約148℃に加熱したのち、ロール群の周速度を利用して縦方向に4倍延伸した。引き続きテンターオーブンに導き、157℃まで再加熱した後、横方向に8倍延伸し、164℃で熱セットした後、55℃まで冷却し耳部をスリットした。放電処理は実施例5と同様の方法にて、表裏それぞれを高周波高電圧に直流電圧を重畳し、放電直後の帯電電位が3kVとなるよう電圧をシフトさせた放電処理を行うことによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0055】
(実施例8)
実施例1(1)における樹脂組成物(A)と、プロピレン単独重合体(日本ポリケム(株)製、ノバテックPP,MA−8)(D)をそれぞれ別の押出機で溶融混練して、フィードブロックにてD/A/Dの3層に積層し、一台のダイより250℃でシート状に押出した。これ以降は実施例7と同様の方法にて、フィルムの延伸と放電処理を行うことによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0056】
(実施例9)
実施例1における樹脂組成物(A)、表面層用樹脂組成物(B)、およびヒートシール性樹脂組成物(C)を、それぞれ250℃、240℃、230℃に設定された別の押出機にて溶融混練した後、フィードブロックにてB/A/Cの3層に積層し、1台のダイより250℃でシート状に押し出し、70℃まで冷却して3層構造のシートを得た。このシートをロールにより120℃まで加熱した後、縦方向に6倍までロール間延伸した。次いで50℃まで冷却し耳部をスリットした。(B)層側に、実施例1と同様に直流電圧を重畳した放電処理を行うことによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0057】
(実施例10)
実施例1における樹脂組成物(A)および表面層用樹脂組成物(B)を、それぞれ250℃、240℃に設定された別の押出機にて溶融混練した後、フィードブロックにてB/A/Bの3層に積層し、1台のダイより250℃でシート状に押し出し、70℃まで冷却して3層構造のシートを得た。このシートをロールにより130℃まで加熱した後、縦方向に6倍までロール間延伸した。次いで50℃まで冷却し耳部をスリットした。表裏両面に実施例5と同様に直流電圧を重畳した放電処理を行うことによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0058】
(実施例11)
実施例5にて得られた3層構造のボイド含有熱可塑性樹脂延伸フィルムの表裏両面に、帯電防止剤(三菱化学(株)製、商品名サフトマーST3200)を0.5%固形分濃度で、コーターにて0.1g/m2塗布し乾燥させることによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0059】
(実施例12)
軽質炭酸カルシウム39.5重量%、カオリンクレー10重量%、アクリル酸アルキルエステル・スチレン共重合樹脂エマルジョン(クラリアントポリマー製、商品名モビニールM749J)45重量%、変性ポリビニルアルコール(日本合成化学工業(株)製、商品名PVA Z−100)5重量%、ポリアミド尿素樹脂(住友化学(株)製、商品名スミレーズレジン636)0.5重量%からなる水溶性塗工剤(配合数値は固形分量)を調製した。この水溶性塗工剤(ピグメントコート剤)を、実施例8で得られた3層構造の延伸フィルムの表裏両面にコーターにておのおの10μm厚の被膜となるよう塗布し乾燥させることによりボイド含有熱可塑性樹脂延伸フィルムを得た。
【0060】
(試験例)
実施例1〜12及び比較例1〜2において製造した各ボイド含有熱可塑性樹脂延伸フィルムの密度、ボイド率、不透明度、帯電電位、線間引力を測定し、さらにオフセット印刷における給紙性を評価した。
「密度」はJIS−K−7112、「不透明度」はJIS−Z−8722にそれぞれ準拠して測定した。「ボイド率」は上記式1にしたがって算出した。
【0061】
「紙間引力」は、JIS−K−7125に準拠した摩擦係数試験器(東洋精機製、TR−2)を使用して、以下の方法で求めた。すなわち、まずA4サイズ(210mm×297mm)に断裁したフィルム2枚を長手(297mm)の方向に10mmずらして重ね摩擦試験器のガラス板上に置き、下の1枚をセロテープでガラス板に固定した。上の一枚は糸でロードセルにつないだ。24gf/cm2の加重を全体に均一に1分間のせ、フィルム間の空気を抜いた。加重をはずしガラス板を150mm/分で平行に移動させ、2枚のフィルムを平行に引張るときの水平方向にかかる応力をg単位で測定し、これを紙間引力とした。測定は23℃、相対湿度50%で行った。
【0062】
「オフセット印刷における給紙性」は、三菱重工(株)製ダイヤ−II型印刷機を使用し、25℃、相対湿度30%の環境下、菊半版(636mm×470mm)の紙サイズで、7000枚/時の速度で7000枚連続印刷し、その際にシート給紙および排紙装置でのトラブル(2枚差しや、紙ずれ)により機械が停止した回数をカウントし、以下の4段階で評価した。
◎: 1回も機械が停止しなかった
○: 1回機械が停止した
△: 2〜4回機械が停止した
×: 5回以上機械が停止し、実用上印刷不可能である
【0063】
結果を表1にまとめて示す。
【0064】
【表1】
【0065】
実施例1〜12のボイド含有熱可塑性樹脂延伸フィルムは、いずれも紙間引力が小さく、オフセット印刷の給排紙がスムーズで印刷適性にも優れていることが確認された。また、(B)層側に印刷が可能で(C)層側はヒートシール性を有し、インモールドラベルやヘッダーラベル等、各種のヒートシール性が要求される用途に好適に使用できることが確認された。
さらに、実施例6の結果より、直流電圧を重畳する放電する場合は、少なくとも一番最後の放電電極より行えば良いことが確認された。
一方、比較例1〜2のボイド含有熱可塑性樹脂延伸フィルムは、いずれもフィルム同士の静電気による密着が強く、オフセット印刷時の給排紙性が極めて不良であった。
【符号の説明】
【0066】
1 ボイド含有熱可塑性樹脂延伸フィルム
2 誘電体ロール
3 ガイドロール
4 放電電極
5 ナイフ型電極部
6 高周波電源
6a,6b 出力端子
7 直流電源
7a,7b 出力端子
8 コンデンサ
9 電位センサ
10 電位測定回路
11 制御回路
21 表1段目の電極
22 表2段目の電極
23 表の電位センサ
24 裏1段目の電極
25 裏2段目の電極
26 裏の電位センサ
31,32 誘電体ロール
【特許請求の範囲】
【請求項1】
紙間引力が20g以下であるボイド含有熱可塑性樹脂延伸フィルム。
【請求項2】
放電処理後のフィルム表面の帯電電位が−10〜10kVであることを特徴とする、請求項1に記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項3】
ボイド率が1〜60%である、請求項1または2に記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項4】
不透明度が10〜100%である、請求項1〜3のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項5】
熱可塑性樹脂がポリオレフィン系樹脂である、請求項1〜4のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項6】
無機微細粉末及び/または有機フィラーを含有する、請求項1〜5のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項7】
1〜65重量%の無機微細粉末及び/または有機フィラーを含有する、請求項6に記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項8】
少なくとも一方向に延伸されている、請求項1〜7のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項9】
熱可塑性樹脂延伸フィルムが、単層あるいは少なくとも2層以上に積層されていることを特徴とする、請求項1〜8のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項10】
ボイド含有熱可塑性樹脂延伸フィルムを構成する層の少なくとも一層が帯電防止剤を含有することを特徴とする、請求項1〜9のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項11】
ボイドを含有する熱可塑性樹脂延伸フィルムに対して、高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理を行う工程を含むことを特徴とする、請求項の1〜10のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルムの製造方法。
【請求項12】
最後に行う放電処理が高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理であることを特徴とする、請求項11に記載のボイド含有熱可塑性樹脂延伸フィルムの製造方法。
【請求項13】
ボイドを含有する熱可塑性樹脂延伸フィルムに対して、高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理を行った後に、該フィルムの片面あるいは両面に帯電防止剤を塗工する工程を含むことを特徴とする、請求項の1〜10のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルムの製造方法。
【請求項14】
ボイドを含有する熱可塑性樹脂延伸フィルムに対して、高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理を行った後に、該フィルムの片面あるいは両面にピグメント塗工を行う工程を含むことを特徴とする、請求項の1〜10のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルムの製造方法。
【請求項1】
紙間引力が20g以下であるボイド含有熱可塑性樹脂延伸フィルム。
【請求項2】
放電処理後のフィルム表面の帯電電位が−10〜10kVであることを特徴とする、請求項1に記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項3】
ボイド率が1〜60%である、請求項1または2に記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項4】
不透明度が10〜100%である、請求項1〜3のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項5】
熱可塑性樹脂がポリオレフィン系樹脂である、請求項1〜4のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項6】
無機微細粉末及び/または有機フィラーを含有する、請求項1〜5のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項7】
1〜65重量%の無機微細粉末及び/または有機フィラーを含有する、請求項6に記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項8】
少なくとも一方向に延伸されている、請求項1〜7のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項9】
熱可塑性樹脂延伸フィルムが、単層あるいは少なくとも2層以上に積層されていることを特徴とする、請求項1〜8のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項10】
ボイド含有熱可塑性樹脂延伸フィルムを構成する層の少なくとも一層が帯電防止剤を含有することを特徴とする、請求項1〜9のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルム。
【請求項11】
ボイドを含有する熱可塑性樹脂延伸フィルムに対して、高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理を行う工程を含むことを特徴とする、請求項の1〜10のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルムの製造方法。
【請求項12】
最後に行う放電処理が高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理であることを特徴とする、請求項11に記載のボイド含有熱可塑性樹脂延伸フィルムの製造方法。
【請求項13】
ボイドを含有する熱可塑性樹脂延伸フィルムに対して、高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理を行った後に、該フィルムの片面あるいは両面に帯電防止剤を塗工する工程を含むことを特徴とする、請求項の1〜10のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルムの製造方法。
【請求項14】
ボイドを含有する熱可塑性樹脂延伸フィルムに対して、高周波高電圧に直流電圧を重畳して放電電極に印加する放電処理を行った後に、該フィルムの片面あるいは両面にピグメント塗工を行う工程を含むことを特徴とする、請求項の1〜10のいずれかに記載のボイド含有熱可塑性樹脂延伸フィルムの製造方法。
【図2】

【図3】
【図4】

【図5】

【図1】
【図3】
【図4】
【図5】
【図1】
【公開番号】特開2012−92343(P2012−92343A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2011−262797(P2011−262797)
【出願日】平成23年11月30日(2011.11.30)
【分割の表示】特願2001−33380(P2001−33380)の分割
【原出願日】平成13年2月9日(2001.2.9)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.セロテープ
【出願人】(000122313)株式会社ユポ・コーポレーション (73)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成23年11月30日(2011.11.30)
【分割の表示】特願2001−33380(P2001−33380)の分割
【原出願日】平成13年2月9日(2001.2.9)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.セロテープ
【出願人】(000122313)株式会社ユポ・コーポレーション (73)
【Fターム(参考)】
[ Back to top ]