
ボスの支持構造
【課題】ボスの寸法精度を向上させるとともにクラックの発生を防ぐこと。
【解決手段】部品19を支持する複数の円柱状のボス17がベース板11の一方の面に起立して形成された樹脂成形品であって、ボス17の外周面から放射状に延在させてボス17の周方向で等間隔に配置される複数の補強リブ21が設けられ、ボス17の外周面には、補強リブ21の上面と交差するコーナー部分35にのみ肉付部37が形成されてなること。
【解決手段】部品19を支持する複数の円柱状のボス17がベース板11の一方の面に起立して形成された樹脂成形品であって、ボス17の外周面から放射状に延在させてボス17の周方向で等間隔に配置される複数の補強リブ21が設けられ、ボス17の外周面には、補強リブ21の上面と交差するコーナー部分35にのみ肉付部37が形成されてなること。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂成形品のボスの支持構造に関する。
【背景技術】
【0002】
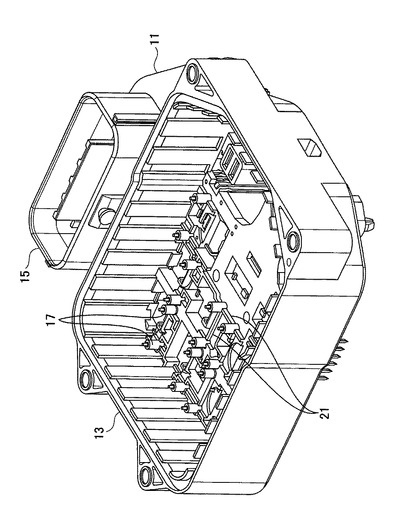
樹脂製の組み付け部材として、導電路用のバスバーをインサート成形して所望の回路パターンを形成するインサート成形タイプの電気接続箱が知られている。電気接続箱は、図8に示すように、バスバーがインサートされたベース板11と、ベース板11の一方の面から互いに間隔をあけて起立する枠体13及びコネクタハウジング15を有して形成される(例えば、特許文献1参照)。枠体13には組み付け対象のケースなどが取り付けられ、コネクタハウジング15には枠体13内の回路の外部接続用端子が収容されるようになっている。
【0003】
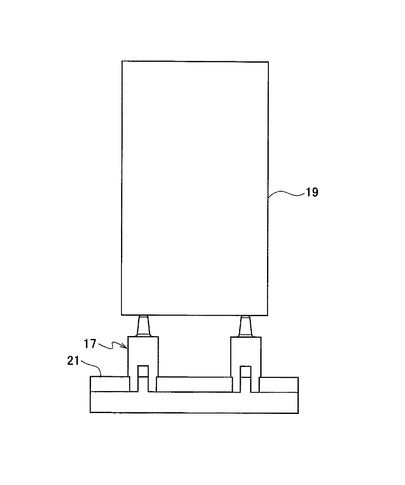
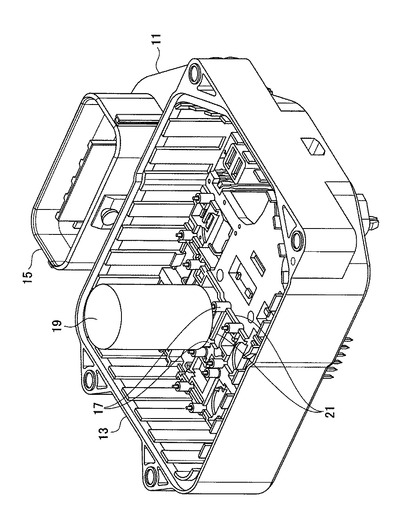
電気接続箱には、枠体13内のベース板11の一方の面から複数の円柱状のボス17が起立して設けられている。図9に示すように、枠体13内には、ソレノイドバルブが収容される円柱状の部品19が複数組み付けられている。各部品19はそれぞれ2本のボス17の先端(図9の上端)に支持され、ベース板11に対して所定の姿勢が確保されることで、図示しない端子と電気的に接続されるようになっている。
【0004】
それぞれのボス17の付け根部分には、ボス17の外周面から放射状に延在させてボス17の周方向で等間隔に配置される複数の補強リブ21が設けられている。このようにボス17の付け根部分をリブで補強することにより、部品19の組み付け時にボス17が部品19から押し付けられても、ボス17が簡単に折れないようになっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−17069号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、特許文献1の電気接続箱は、ベース板11にバスバーがインサートされた状態で成形されるため、成形時の樹脂の流れがバスバーによって邪魔され、ボス17間で樹脂の充填性に差が生じることがある。このように充填性に差が生じると、ボス17間で軸芯方向の全長寸法にばらつきが生じ、特に充填性が低下したボス17には未充填のショートショットが生じるおそれがある。
【0007】
また、ボス17間で全長寸法にばらつきが生じると、例えば、部品19の組み付け時において、ボス17に支持された部品19は、ベース板11に対して姿勢が傾いてしまい、電気的な接続不良や誤動作などの不具合を生じるおそれがある。さらに、部品19の組み付け時に、ボス17の軸芯に対して斜めの方向から部品19の荷重が加えられると、ボス17の外周面と補強リブ21の上面が交差するコーナー部分に応力が集中し、クラックを生じるおそれがある。
【0008】
本発明は、ボスの寸法精度を向上させるとともにクラックの発生を防ぐことを課題とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明のボスの支持構造は、部品を支持する複数の円柱状のボスがベース板の一方の面に起立して形成された樹脂成形品であって、ボスの外周面から放射状に延在させてボスの周方向で等間隔に配置される複数の補強リブが設けられ、ボスの外周面には、補強リブの上面と交差するコーナー部分にのみ肉付部が形成されてなることを特徴とする。
【0010】
これによれば、ボスの外周面と補強リブの上面が交差するコーナー部分に応力が発生したとしても、肉付部を設けたことで応力を分散させることができるため、クラックの発生を防ぐことができる。また、肉付部を設けたことで、ボスの外周面と補強リブの上面とが交差するコーナー部分を流れる樹脂の流動抵抗を低減できるため、ボスの充填性を高め、ショートショットの発生を防ぐことができる。
【0011】
ところで、ボスの外周面は、補強リブの上面と交差するコーナー部分に加え、ベース板と交差するコーナー部分を有するため、ボスの寸法精度を向上させるには、両方のコーナー部分に肉付部を設けるのが通常である。しかし、肉付部はヒケが発生し易く、ヒケによってボスが倒れることがある。例えば、ボスの外周面とベース板が交差するコーナー部分に肉付部を設け、この肉付部にヒケが発生すると、ボスはベース板と交差する付け根部分から傾く。
【0012】
これに対し、本発明によれば、ボスの外周面と補強リブの上面が交差するコーナー部分に限って肉付部を設けているため、ヒケが発生する領域が限定され、ヒケを小さくできるため、ヒケによるボスの倒れを抑制することができる。また、ヒケによってボスに倒れが生じたとしても、ボスは、補強リブの上面よりも高い位置を起点に傾くため、ボスの外周面とベース板が交差するコーナー部に設けた肉付部のヒケによってボスが倒れる場合よりも、ボスの先端がベース板の垂直方向からずれる量を少なくすることができる。したがって、ベース板と垂直方向のボスの全長寸法のばらつきを抑制することができ、寸法精度を高めることができる。
【0013】
本発明は、ベース板にバスバーがインサート成形された成形品においても、肉付部を設けることで、ボスへの充填性を高めることができるため、クラックの発生を防ぐことができ、ボスの寸法精度を向上させることができる。
【発明の効果】
【0014】
本発明によれば、ボスの寸法精度を向上させるとともにクラックの発生を防ぐことができる。
【図面の簡単な説明】
【0015】
【図1】本発明が適用されるボスの支持構造を示す斜視図である。
【図2】本発明が適用されるボスの支持構造の肉付部にヒケが発生した状態を示す図であり、(a)は側面図、(b)は上面図である。
【図3】肉付部の位置とボスの倒れ方の関係を説明する図であり、(a)は本発明が適用されるボスの支持構造、(b)はボスの外周面とベース板とが交差するコーナー部分に肉付部を設けた構造を示す。
【図4】従来のボスの支持構造を示す斜視図である。
【図5】ボスが部品を支持する状態を示す側面図である。
【図6】金型内の樹脂の流れを示す図であり、(a)は本発明が適用されるボスの支持構造、(b)は(a)の肉付部を設けない構造を示す。
【図7】ボスの外周面とベース板とが交差するコーナー部分に設けた肉付部にヒケが発生した状態を示す図であり、(a)は側面図、(b)は上面図である。
【図8】電気接続箱の外観を示す斜視図である。
【図9】電気接続箱に部品が組み付けられる状態を示す斜視図である。
【発明を実施するための形態】
【0016】
以下、本発明が適用される樹脂成形品のボスの支持構造の一実施形態について図面を参照して説明する。本実施形態では、図8、9の電気接続箱に形成されるボス17の支持構造について説明する。なお、以下の説明では、ボスの支持構造を除く他の構成については、図8、9と同一の符号を付して説明を省略する。
【0017】
まず、本発明に係るボス17の支持構造の理解を容易にするため、従来のボス17の支持構造について説明する。
【0018】
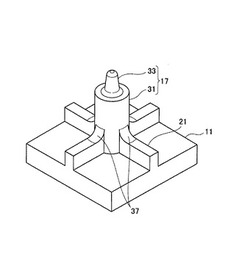
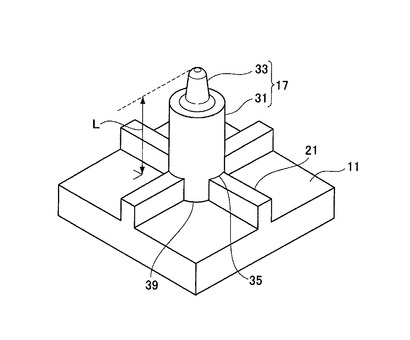
枠体13の底面をなすベース板11の一方の面には、複数のボス17が起立して設けられている(図8)。ボス17は、図4に示すように、円柱状に形成される胴部31と、胴部31から同軸に延在する円柱状の突起部33を有して形成される。胴部31と突起部33はいずれもボス17の先端側(図4の上方)に向かって次第に縮径するように形成され、突起部33は、胴部31よりも断面外径が小さくなっている。本実施形態のボス17は、いずれも、胴部31と突起部33が軸方向に延在する全長の長さ、つまりベース板11と直交する方向の全長寸法Lがすべて同じ設計寸法に設定されている。枠体13内には、複数の部品19が組み込まれ、各部品19がそれぞれ2本のボス17の先端に支持されるようになっている(図5)。
【0019】
ボス17の外周面には、外側に向かって放射状に延びる4本の補強リブ21が周方向で等間隔に設けられている。補強リブ21は、部品19が組み付けられる際に、部品19の荷重がボス17に加えられてもボス17が折れないようにするため、ボス17を補強する役割をなしている。
【0020】
ところで、本実施形態の電気接続箱は、ボス17が形成されるベース板11にバスバーがインサート成形されている。この種の成形品は、成形時に樹脂の流れがバスバーに邪魔されるため、ボス17同士の樹脂の充填性、つまり充填密度に差が生じ易くなる。ボス17の充填性が低下すると、突起部33などに未充填のショートショットが生じるおそれがあり、ショートショットが生じなくても、ボス17同士で全長寸法Lにばらつきが生じるおそれがある。ボス17同士の全長寸法Lにばらつきが生じると、例えば、部品19の組み付け時に、ボス17の軸芯方向に対して斜めの方向から部品19の荷重がボス17に加えられ、その結果、ボス17の外周面と補強リブ21の上面が交差するコーナー部分35に応力が集中し、クラックを生じるおそれがある。このようなクラックの発生を防ぐためには、クラックが発生するコーナー部分35に例えばR面やC面のような肉付部を設け、ボス17にかかる応力を分散させる方法が考えられる。
【0021】
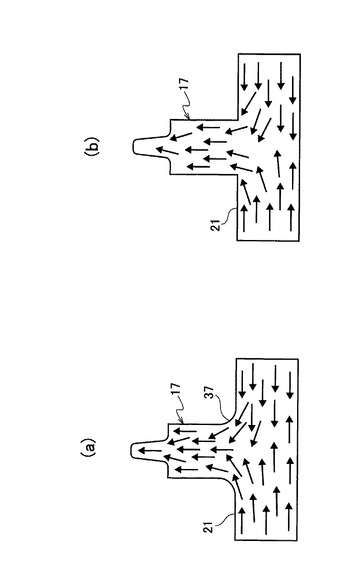
一方、ボス17の充填性を高め、ボス17同士の充填密度の差を少なくするためには、それぞれのボス17のコーナー部分35に肉付部を設けることが有効である。例えば、図6(a)に示すように、ボス17の外周面と補強リブ21の上面が交差するコーナー部分35に肉付部37を設けることにより、肉付部37を介して樹脂がボス17内へスムーズに流れ込むことから、図6(b)の肉付部37を設けない場合と比べて、樹脂の流動抵抗を減少させることができ、結果としてボス17の充填性を高め、寸法精度を向上させることができる。
【0022】
ここで、ボス17は、補強リブ21の上面と交差するコーナー部分35と、ベース板11と交差するコーナー部分39を有している。このため、ボス17の充填性を高め、ボス17の寸法精度を向上させるには、コーナー部分35に加えて、或いは、コーナー部分35の代わりに、コーナー部分35よりも広いコーナー部分39に肉付けを行うのが通常である。
【0023】
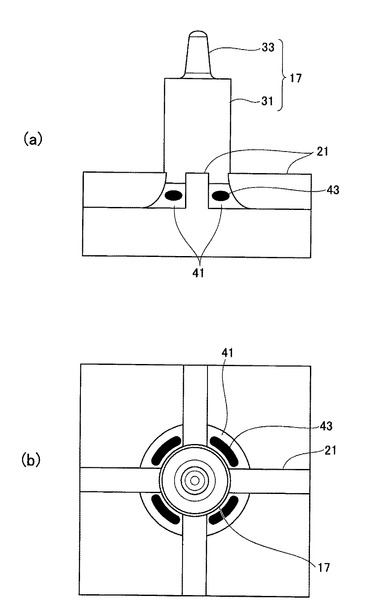
しかしながら、成形品に肉付けを行うと、成形品の肉厚が増えることによってヒケが発生し易くなる。このため、例えば、図7(a)に示すように、コーナー部分39に肉付部41を設けた場合、図7(b)に示すように、肉付部41の周方向に渡って比較的大きなヒケ43が発生する。このようにヒケ43が発生すると、ボス17はヒケ43の影響を受けて、ベース板11と交差する付け根部分からベース板11の垂直方向に対していずれかの方向に倒れる可能性が高くなる。
【0024】
次に、本実施形態のボス17の支持構造について説明する。
【0025】
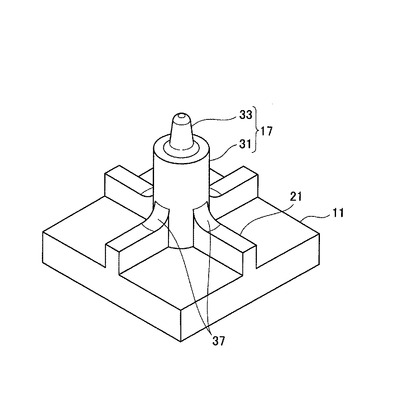
本実施形態では、図1に示すように、ボス17の外周面が補強リブ21の上面と交差するコーナー部分35に肉付部37を設けており、ベース板11と交差するコーナー部分39には肉付けを行わないことを特徴としている。肉付部37は、ボス17の外周面から補強リブ21の上面に渡って所定の曲率を有するR面をなしているが、これに限らず、例えばC面が形成されていてもよい。
【0026】
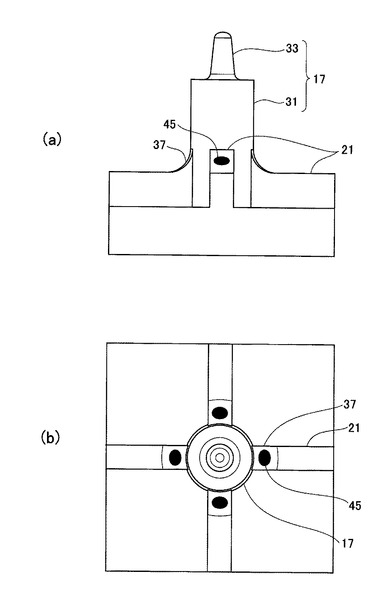
本実施形態の肉付部37が形成される領域は、図2に示すように、ボス17の周方向で補強リブ21の上面の比較的狭い範囲に限定されるため、ボス17の外周面がベース板11と交差するコーナー部分39に肉付けする場合よりも、発生するヒケ45の大きさを比較的小さく抑えることができる。
【0027】
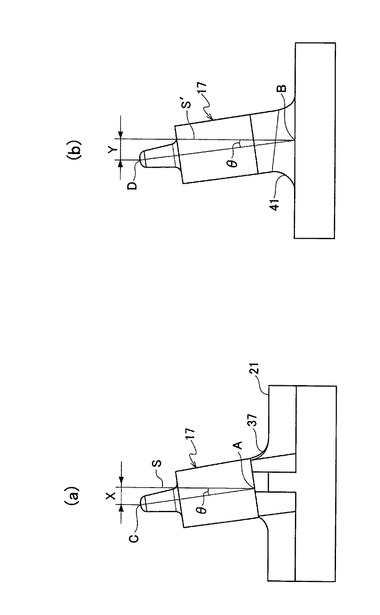
また、図3(a)に示すように、ボス17の外周面が補強リブ21の上面と交差する部分に肉付部37を設けた場合、肉付部37にヒケ45が生じると、ボス17は補強リブ21の上面よりも上のA点を起点に倒れるのに対し、図3(b)に示すように、ボス17の外周面がベース板11と交差する部分に肉付部41を設けた場合、肉付部41にヒケが生じると、ボス17は付け根部分のB点を起点に倒れる。
【0028】
ここで、図3(a)のA点とボス17の先端中央のC点とを結ぶ距離は、図3(b)のB点とボス17の先端中央のD点とを結ぶ距離よりも短いため、図3(a)と図3(b)のボス17がそれぞれベース板11と直交するボス17の軸芯Sから倒れる角度θが同じである場合、C点が軸芯Sから軸芯Sと直交する方向にずれる距離Xは、D点が軸芯S´から軸芯S´と直交する方向にずれる距離Yよりも短くなる。したがって、本実施形態のように、肉付部41を設けることなく、肉付部37のみを設けることにより、ボス17同士の全長寸法Lのばらつきを抑制することができる。
【0029】
以上述べたように、本実施形態では、従来のボス17の支持構造に対して肉付部37を設けただけであるが、この肉付部37を設けたことで、ボス17に対する樹脂の充填性が向上するため、ボス17にショートショットが発生するのを防ぐことができる。また、本実施形態では、ボス17の外周面がベース板11と交差する領域に肉付けを行うことなく、補強リブ21の上面と交差する狭い領域にだけ肉付部37を設けているため、ヒケの発生する可能性を少なくすることができ、ヒケによるボス17の倒れを抑制することができる。
【0030】
また、本実施形態では、ヒケが発生することでボス17が倒れたとしても、ボス17の外周面がベース板11と交差する領域に肉付けした場合と比べて、ボス17が倒れる起点となる位置をボス17の先端側にシフトさせることができるため、ヒケによるボス17同士の全長寸法Lのばらつきを抑制することができ、寸法精度を向上させることができる。したがって、部品19の組み付け時において、ボス17に部品19の荷重がかけられたとしても、ボス17の折れを防ぐことができ、しかも、部品19の姿勢を適正に保つことができるため、ソレノイドバルブの動作不良を防ぐことができる。
【0031】
以上、本発明の実施形態を図面により詳述してきたが、上記実施形態は本発明の例示にしか過ぎないものであり、本発明は上記実施形態の構成にのみ限定されるものではない。本発明の要旨を逸脱しない範囲の設計の変更等があっても、本発明に含まれることは勿論である。
【0032】
例えば、本実施形態では、バスバーがインサート成形されたベース板11の一方の面に複数のボス17が形成される例を説明したが、これに限られるものではなく、貫通孔や貫通窓などが形成されているため、樹脂の流れが阻害される構造を有するベース板、又は、インサート成形されていないベース板などに形成されるボスに対しても本発明の支持構造を適用することができる。
【符号の説明】
【0033】
11 ベース板
17 ボス
19 部品
21 補強リブ
35,39 コーナー部分
37,41 肉付部
43,45 ヒケ
【技術分野】
【0001】
本発明は、樹脂成形品のボスの支持構造に関する。
【背景技術】
【0002】
樹脂製の組み付け部材として、導電路用のバスバーをインサート成形して所望の回路パターンを形成するインサート成形タイプの電気接続箱が知られている。電気接続箱は、図8に示すように、バスバーがインサートされたベース板11と、ベース板11の一方の面から互いに間隔をあけて起立する枠体13及びコネクタハウジング15を有して形成される(例えば、特許文献1参照)。枠体13には組み付け対象のケースなどが取り付けられ、コネクタハウジング15には枠体13内の回路の外部接続用端子が収容されるようになっている。
【0003】
電気接続箱には、枠体13内のベース板11の一方の面から複数の円柱状のボス17が起立して設けられている。図9に示すように、枠体13内には、ソレノイドバルブが収容される円柱状の部品19が複数組み付けられている。各部品19はそれぞれ2本のボス17の先端(図9の上端)に支持され、ベース板11に対して所定の姿勢が確保されることで、図示しない端子と電気的に接続されるようになっている。
【0004】
それぞれのボス17の付け根部分には、ボス17の外周面から放射状に延在させてボス17の周方向で等間隔に配置される複数の補強リブ21が設けられている。このようにボス17の付け根部分をリブで補強することにより、部品19の組み付け時にボス17が部品19から押し付けられても、ボス17が簡単に折れないようになっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−17069号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、特許文献1の電気接続箱は、ベース板11にバスバーがインサートされた状態で成形されるため、成形時の樹脂の流れがバスバーによって邪魔され、ボス17間で樹脂の充填性に差が生じることがある。このように充填性に差が生じると、ボス17間で軸芯方向の全長寸法にばらつきが生じ、特に充填性が低下したボス17には未充填のショートショットが生じるおそれがある。
【0007】
また、ボス17間で全長寸法にばらつきが生じると、例えば、部品19の組み付け時において、ボス17に支持された部品19は、ベース板11に対して姿勢が傾いてしまい、電気的な接続不良や誤動作などの不具合を生じるおそれがある。さらに、部品19の組み付け時に、ボス17の軸芯に対して斜めの方向から部品19の荷重が加えられると、ボス17の外周面と補強リブ21の上面が交差するコーナー部分に応力が集中し、クラックを生じるおそれがある。
【0008】
本発明は、ボスの寸法精度を向上させるとともにクラックの発生を防ぐことを課題とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明のボスの支持構造は、部品を支持する複数の円柱状のボスがベース板の一方の面に起立して形成された樹脂成形品であって、ボスの外周面から放射状に延在させてボスの周方向で等間隔に配置される複数の補強リブが設けられ、ボスの外周面には、補強リブの上面と交差するコーナー部分にのみ肉付部が形成されてなることを特徴とする。
【0010】
これによれば、ボスの外周面と補強リブの上面が交差するコーナー部分に応力が発生したとしても、肉付部を設けたことで応力を分散させることができるため、クラックの発生を防ぐことができる。また、肉付部を設けたことで、ボスの外周面と補強リブの上面とが交差するコーナー部分を流れる樹脂の流動抵抗を低減できるため、ボスの充填性を高め、ショートショットの発生を防ぐことができる。
【0011】
ところで、ボスの外周面は、補強リブの上面と交差するコーナー部分に加え、ベース板と交差するコーナー部分を有するため、ボスの寸法精度を向上させるには、両方のコーナー部分に肉付部を設けるのが通常である。しかし、肉付部はヒケが発生し易く、ヒケによってボスが倒れることがある。例えば、ボスの外周面とベース板が交差するコーナー部分に肉付部を設け、この肉付部にヒケが発生すると、ボスはベース板と交差する付け根部分から傾く。
【0012】
これに対し、本発明によれば、ボスの外周面と補強リブの上面が交差するコーナー部分に限って肉付部を設けているため、ヒケが発生する領域が限定され、ヒケを小さくできるため、ヒケによるボスの倒れを抑制することができる。また、ヒケによってボスに倒れが生じたとしても、ボスは、補強リブの上面よりも高い位置を起点に傾くため、ボスの外周面とベース板が交差するコーナー部に設けた肉付部のヒケによってボスが倒れる場合よりも、ボスの先端がベース板の垂直方向からずれる量を少なくすることができる。したがって、ベース板と垂直方向のボスの全長寸法のばらつきを抑制することができ、寸法精度を高めることができる。
【0013】
本発明は、ベース板にバスバーがインサート成形された成形品においても、肉付部を設けることで、ボスへの充填性を高めることができるため、クラックの発生を防ぐことができ、ボスの寸法精度を向上させることができる。
【発明の効果】
【0014】
本発明によれば、ボスの寸法精度を向上させるとともにクラックの発生を防ぐことができる。
【図面の簡単な説明】
【0015】
【図1】本発明が適用されるボスの支持構造を示す斜視図である。
【図2】本発明が適用されるボスの支持構造の肉付部にヒケが発生した状態を示す図であり、(a)は側面図、(b)は上面図である。
【図3】肉付部の位置とボスの倒れ方の関係を説明する図であり、(a)は本発明が適用されるボスの支持構造、(b)はボスの外周面とベース板とが交差するコーナー部分に肉付部を設けた構造を示す。
【図4】従来のボスの支持構造を示す斜視図である。
【図5】ボスが部品を支持する状態を示す側面図である。
【図6】金型内の樹脂の流れを示す図であり、(a)は本発明が適用されるボスの支持構造、(b)は(a)の肉付部を設けない構造を示す。
【図7】ボスの外周面とベース板とが交差するコーナー部分に設けた肉付部にヒケが発生した状態を示す図であり、(a)は側面図、(b)は上面図である。
【図8】電気接続箱の外観を示す斜視図である。
【図9】電気接続箱に部品が組み付けられる状態を示す斜視図である。
【発明を実施するための形態】
【0016】
以下、本発明が適用される樹脂成形品のボスの支持構造の一実施形態について図面を参照して説明する。本実施形態では、図8、9の電気接続箱に形成されるボス17の支持構造について説明する。なお、以下の説明では、ボスの支持構造を除く他の構成については、図8、9と同一の符号を付して説明を省略する。
【0017】
まず、本発明に係るボス17の支持構造の理解を容易にするため、従来のボス17の支持構造について説明する。
【0018】
枠体13の底面をなすベース板11の一方の面には、複数のボス17が起立して設けられている(図8)。ボス17は、図4に示すように、円柱状に形成される胴部31と、胴部31から同軸に延在する円柱状の突起部33を有して形成される。胴部31と突起部33はいずれもボス17の先端側(図4の上方)に向かって次第に縮径するように形成され、突起部33は、胴部31よりも断面外径が小さくなっている。本実施形態のボス17は、いずれも、胴部31と突起部33が軸方向に延在する全長の長さ、つまりベース板11と直交する方向の全長寸法Lがすべて同じ設計寸法に設定されている。枠体13内には、複数の部品19が組み込まれ、各部品19がそれぞれ2本のボス17の先端に支持されるようになっている(図5)。
【0019】
ボス17の外周面には、外側に向かって放射状に延びる4本の補強リブ21が周方向で等間隔に設けられている。補強リブ21は、部品19が組み付けられる際に、部品19の荷重がボス17に加えられてもボス17が折れないようにするため、ボス17を補強する役割をなしている。
【0020】
ところで、本実施形態の電気接続箱は、ボス17が形成されるベース板11にバスバーがインサート成形されている。この種の成形品は、成形時に樹脂の流れがバスバーに邪魔されるため、ボス17同士の樹脂の充填性、つまり充填密度に差が生じ易くなる。ボス17の充填性が低下すると、突起部33などに未充填のショートショットが生じるおそれがあり、ショートショットが生じなくても、ボス17同士で全長寸法Lにばらつきが生じるおそれがある。ボス17同士の全長寸法Lにばらつきが生じると、例えば、部品19の組み付け時に、ボス17の軸芯方向に対して斜めの方向から部品19の荷重がボス17に加えられ、その結果、ボス17の外周面と補強リブ21の上面が交差するコーナー部分35に応力が集中し、クラックを生じるおそれがある。このようなクラックの発生を防ぐためには、クラックが発生するコーナー部分35に例えばR面やC面のような肉付部を設け、ボス17にかかる応力を分散させる方法が考えられる。
【0021】
一方、ボス17の充填性を高め、ボス17同士の充填密度の差を少なくするためには、それぞれのボス17のコーナー部分35に肉付部を設けることが有効である。例えば、図6(a)に示すように、ボス17の外周面と補強リブ21の上面が交差するコーナー部分35に肉付部37を設けることにより、肉付部37を介して樹脂がボス17内へスムーズに流れ込むことから、図6(b)の肉付部37を設けない場合と比べて、樹脂の流動抵抗を減少させることができ、結果としてボス17の充填性を高め、寸法精度を向上させることができる。
【0022】
ここで、ボス17は、補強リブ21の上面と交差するコーナー部分35と、ベース板11と交差するコーナー部分39を有している。このため、ボス17の充填性を高め、ボス17の寸法精度を向上させるには、コーナー部分35に加えて、或いは、コーナー部分35の代わりに、コーナー部分35よりも広いコーナー部分39に肉付けを行うのが通常である。
【0023】
しかしながら、成形品に肉付けを行うと、成形品の肉厚が増えることによってヒケが発生し易くなる。このため、例えば、図7(a)に示すように、コーナー部分39に肉付部41を設けた場合、図7(b)に示すように、肉付部41の周方向に渡って比較的大きなヒケ43が発生する。このようにヒケ43が発生すると、ボス17はヒケ43の影響を受けて、ベース板11と交差する付け根部分からベース板11の垂直方向に対していずれかの方向に倒れる可能性が高くなる。
【0024】
次に、本実施形態のボス17の支持構造について説明する。
【0025】
本実施形態では、図1に示すように、ボス17の外周面が補強リブ21の上面と交差するコーナー部分35に肉付部37を設けており、ベース板11と交差するコーナー部分39には肉付けを行わないことを特徴としている。肉付部37は、ボス17の外周面から補強リブ21の上面に渡って所定の曲率を有するR面をなしているが、これに限らず、例えばC面が形成されていてもよい。
【0026】
本実施形態の肉付部37が形成される領域は、図2に示すように、ボス17の周方向で補強リブ21の上面の比較的狭い範囲に限定されるため、ボス17の外周面がベース板11と交差するコーナー部分39に肉付けする場合よりも、発生するヒケ45の大きさを比較的小さく抑えることができる。
【0027】
また、図3(a)に示すように、ボス17の外周面が補強リブ21の上面と交差する部分に肉付部37を設けた場合、肉付部37にヒケ45が生じると、ボス17は補強リブ21の上面よりも上のA点を起点に倒れるのに対し、図3(b)に示すように、ボス17の外周面がベース板11と交差する部分に肉付部41を設けた場合、肉付部41にヒケが生じると、ボス17は付け根部分のB点を起点に倒れる。
【0028】
ここで、図3(a)のA点とボス17の先端中央のC点とを結ぶ距離は、図3(b)のB点とボス17の先端中央のD点とを結ぶ距離よりも短いため、図3(a)と図3(b)のボス17がそれぞれベース板11と直交するボス17の軸芯Sから倒れる角度θが同じである場合、C点が軸芯Sから軸芯Sと直交する方向にずれる距離Xは、D点が軸芯S´から軸芯S´と直交する方向にずれる距離Yよりも短くなる。したがって、本実施形態のように、肉付部41を設けることなく、肉付部37のみを設けることにより、ボス17同士の全長寸法Lのばらつきを抑制することができる。
【0029】
以上述べたように、本実施形態では、従来のボス17の支持構造に対して肉付部37を設けただけであるが、この肉付部37を設けたことで、ボス17に対する樹脂の充填性が向上するため、ボス17にショートショットが発生するのを防ぐことができる。また、本実施形態では、ボス17の外周面がベース板11と交差する領域に肉付けを行うことなく、補強リブ21の上面と交差する狭い領域にだけ肉付部37を設けているため、ヒケの発生する可能性を少なくすることができ、ヒケによるボス17の倒れを抑制することができる。
【0030】
また、本実施形態では、ヒケが発生することでボス17が倒れたとしても、ボス17の外周面がベース板11と交差する領域に肉付けした場合と比べて、ボス17が倒れる起点となる位置をボス17の先端側にシフトさせることができるため、ヒケによるボス17同士の全長寸法Lのばらつきを抑制することができ、寸法精度を向上させることができる。したがって、部品19の組み付け時において、ボス17に部品19の荷重がかけられたとしても、ボス17の折れを防ぐことができ、しかも、部品19の姿勢を適正に保つことができるため、ソレノイドバルブの動作不良を防ぐことができる。
【0031】
以上、本発明の実施形態を図面により詳述してきたが、上記実施形態は本発明の例示にしか過ぎないものであり、本発明は上記実施形態の構成にのみ限定されるものではない。本発明の要旨を逸脱しない範囲の設計の変更等があっても、本発明に含まれることは勿論である。
【0032】
例えば、本実施形態では、バスバーがインサート成形されたベース板11の一方の面に複数のボス17が形成される例を説明したが、これに限られるものではなく、貫通孔や貫通窓などが形成されているため、樹脂の流れが阻害される構造を有するベース板、又は、インサート成形されていないベース板などに形成されるボスに対しても本発明の支持構造を適用することができる。
【符号の説明】
【0033】
11 ベース板
17 ボス
19 部品
21 補強リブ
35,39 コーナー部分
37,41 肉付部
43,45 ヒケ
【特許請求の範囲】
【請求項1】
部品を支持する複数の円柱状のボスがベース板の一方の面に起立して形成された樹脂成形品であって、
前記ボスの外周面から放射状に延在させて該ボスの周方向で等間隔に配置される複数の補強リブが設けられ、前記ボスの外周面には、前記補強リブの上面と交差するコーナー部分にのみ肉付部が形成されてなるボスの支持構造。
【請求項2】
前記ベース板は、バスバーがインサート成形されてなることを特徴とする請求項1に記載のボスの支持構造。
【請求項1】
部品を支持する複数の円柱状のボスがベース板の一方の面に起立して形成された樹脂成形品であって、
前記ボスの外周面から放射状に延在させて該ボスの周方向で等間隔に配置される複数の補強リブが設けられ、前記ボスの外周面には、前記補強リブの上面と交差するコーナー部分にのみ肉付部が形成されてなるボスの支持構造。
【請求項2】
前記ベース板は、バスバーがインサート成形されてなることを特徴とする請求項1に記載のボスの支持構造。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−71285(P2013−71285A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−210580(P2011−210580)
【出願日】平成23年9月27日(2011.9.27)
【出願人】(000006895)矢崎総業株式会社 (7,019)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月27日(2011.9.27)
【出願人】(000006895)矢崎総業株式会社 (7,019)
【Fターム(参考)】
[ Back to top ]