
ボスの溶接方法
【課題】 ボス等の金属部材を板金等に接合する方法に関し、熟練を要さず短時間で接合可能な溶接方法を提供する。
【解決手段】 ボス1に形成した曲面(R面)6或いはテーパー面と板金7の挿入孔8の上端縁部を線接触させ、線接触部位を抵抗発熱を利用して圧接する。
【解決手段】 ボス1に形成した曲面(R面)6或いはテーパー面と板金7の挿入孔8の上端縁部を線接触させ、線接触部位を抵抗発熱を利用して圧接する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、抵抗発熱を利用した溶接方法であって、特にボスと板金との接合に好適な溶接方法に関する。
【背景技術】
【0002】
従来から、金属の接合には種々の接合技術が利用されている。例えば、ボス(軸の嵌る穴の縁が突起した形状の金属製部品)を板金(板状に薄くのばした金属)等の金属製部材に接合する際にも、種々の接合技術が利用されている。
【0003】
接合技術の種類については、溶接や鍛接など存在し、これらの接合技術の詳細については一般的に過ぎるので特に先行技術文献の記載は不要であると考えるが、ボスを板金に接合する場合について確認的に図5及び図6を用いて説明する。
【0004】
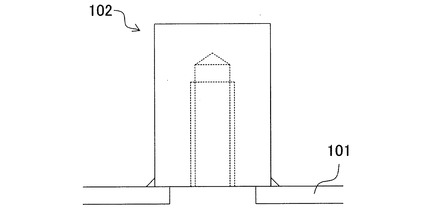
図5はボスを板金に接合した状態を図示している。板金101上にボス102を載置し、ボス102の下端部と板金101の上面間の接触部位を、例えばアーク溶接やろう接等により両部材を接合する。
【0005】
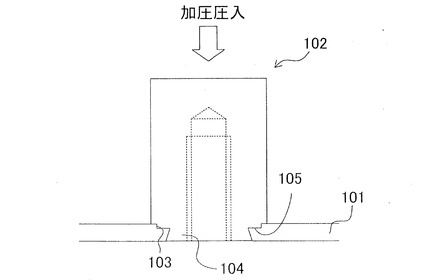
また、図6に示すように圧入により板金101とボス102を接合することも可能である。つまり、板金101の貫通孔103にボス102の足部104を挿入し、ボス101の上部から加圧圧入することにより、足部104に予め形成したシール溝105に板金101を据えこみ鍛造して接合する。
【発明の概要】
【発明が解決しようとする課題】
【0006】
然るに、前記溶接によって板金101にボス102を接合する作業には、作業者の熟練が必要であり、未熟な作業者によれば著しく作業性が悪化し、溶接の信頼性も低くなる。
【0007】
また、板金101とボス102間に防水性が要求される場合は、全周溶接が必要となり、より一層の熟練度が必要になる。
【0008】
また、圧入による接合は、板金101に貫通孔103を形成するために高い加工精度が要求されコストアップに繋がる。
【0009】
本発明は、上記問題点を解決するため、板金とボスの接合に抵抗溶接を利用するものである。抵抗溶接法自体は既知の溶接法であり、例えば、新版接合技術総覧(株式会社産業技術サービスセンター発行)にも記載されている。その概要としては、金属からなる溶融材料に電極を当てて、加圧しながら数十アンペアから数万アンペアの強い電流を数ミリ秒から数百ミリ秒流し、金属の抵抗発熱を利用して合金層を作り溶融接合するものであるが、本発明では特に抵抗溶接をするのに好適なボス形状を提供することにより、全周溶接や圧入による場合と比較して、利点の多い接合方法を提供するものである。
【課題を解決するための手段】
【0010】
請求項1記載の発明は、ボスの下方端に形成した段差部を板金の挿入孔に挿し込み、段差部に形成した曲面と前記板金とを線接触させた状態で、ボスと板金を加圧しながら溶接電流を通電することによって、線接触させた部位を抵抗発熱を利用して圧接することを特徴とする。
【0011】
請求項2記載の発明は、ボスの下方端に形成した段差部を板金の挿入孔に挿し込み、段差部に形成したテーパー面と前記板金とを線接触させた状態で、ボスと板金を加圧しながら溶接電流を通電することによって、線接触させた部位を抵抗発熱を利用して圧接することを特徴とする。
【発明の効果】
【0012】
請求項1記載の発明によれば、ボスの段差部の曲面と板金とを線接触させた状態で抵抗発熱を利用して溶接するため、抵抗熱が周囲に拡散することなく、少ない熱量でボスと板金を接合することができる。
【0013】
請求項2記載の発明によれば、ボスの段差部に曲面を形成する場合と同様に、段差部に形成したテーパー部を利用して板金との間に線接触を実現することができ、ボスと板金を発熱抵抗を利用して確実に接合することができる。
【0014】
また、ボスと板金の接合に熟練を要さず、短時間で確実な溶接が可能となる。
【図面の簡単な説明】
【0015】
【図1】板金にボスを取り付ける前の状態を示す縦断面図である。
【図2】板金にボスを取り付けた状態を示す縦断面図である。
【図3】板金にボスを抵抗溶接している状態を示す縦断面図である。
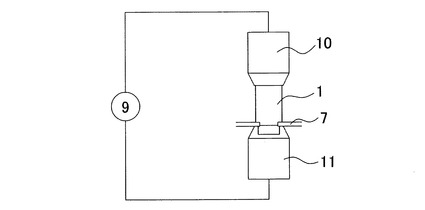
【図4】抵抗溶接機の概略図である。
【図5】板金にボスを全周溶接した状態を示す縦断面図である。
【図6】板金にボスを圧入した状態を示す縦断面図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態について図1乃至図4を用いて説明する。なお、本発明に係るボスの利用態様としては、例えば、防水構造を要する機器にコネクタ等の部品を接続する用途が存在する。
【0017】
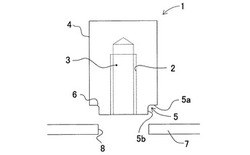
図1において、1は溶接固定の対象であるボスを示している。本実施例の説明上特段記載の必要はないが、ボスとは、例えば、その中央に雌ねじ2が切られたタップ穴3が形成されるような金属製の部材をいう。
【0018】
本発明に係るボスの溶接方法においては、溶接に使用するボス1の形状にその特徴を有する。つまり、ボス1は、その本体部4の下方端に段差部5を形成して構成される。
【0019】
段差部5は本体部4の下方端の全周にわたって形成されており、その水平面5aと垂直面5bの連接面が曲面状に成形されている。以下、この曲面をR面6として説明する。
【0020】
一方、ボス1と接合する板金7には、ボス1の段差部5を形成する垂直面5bが嵌め込まれる挿入孔8が形成されている。つまり、ボス1はその垂直面5bを板金7の挿入孔8内に挿入した状態で接合され、板金7の下面にボス1の下端面が露出した状態に配置される。
【0021】
板金7が防水構造を要する機器の構成部材として利用される場合、底板7の下面にボス1に形成したタップ穴3が露出した状態となるので、当該機器へ各種コネクタを接続する際、タップ穴3に形成した雌ねじを利用して、コネクタを底板7に抜落不能に取り付けることが可能となる。
【0022】
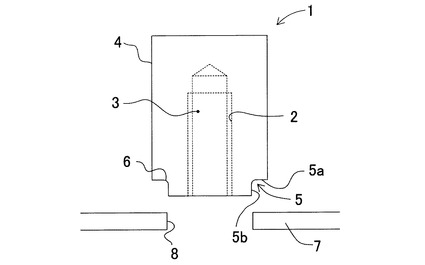
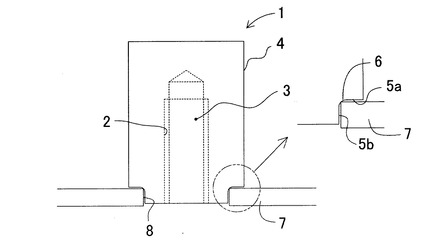
このような用途に利用されるボス1を板金7に接合する場合、図2に示すように、ボス1の段差部5の垂直面5bを板金7の挿入孔8内に挿入する。このとき、ボス1は板金7の上面上に載置されるのであるが、詳しくは、図2の要部拡大図に示すように、段差部5の水平面5aと垂直面5bは板金7と接触しておらず、R面6のみが板金7の挿入孔8の上端縁部と接触するのみである。
【0023】
そして、このR面6はボス1の本体部4の下端部の全周にわたって形成されているので、板金7の挿入孔8の上端縁部とR面6とは全周(360度)にわたって接触し、ボス1を板金7上で支えた状態となる。
【0024】
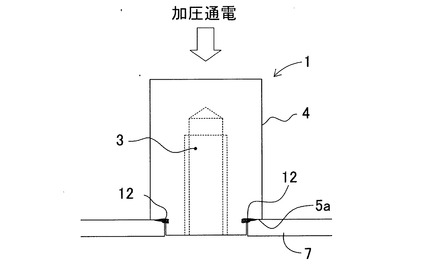
この状態で、図3に示すように、ボス1を板金7側へ付勢して加圧し、図4に示す溶接電源9より溶接電流を流す。これにより、溶接電流はボス1の上部に接触させた電極10を介してボス1に流れる。
【0025】
一方、板金7の底面にも電極11が接触しているので、溶接電源10より通電された溶接電流は、電極10からボス1を介して、板金7及び電極11に流れる。
【0026】
この結果、図3に示すように、ボス1の段差部5のR面6とこれに接触する板金7の挿入孔8の上端縁部抵抗発熱により溶融し溶融層12を形成する。
【0027】
その結果、ボス1のR面6と板金7の挿入孔8の上端縁部はその全周(360度)にわたって圧接される。また、同時に、板金7の上面とボス1の水平面5aも全周(360度)にわたって圧接される。
【0028】
このように、本発明の圧接方法によれは、ボス1に形成したR面6と板金7の挿入孔8の上端縁部のみが接触した状態で抵抗溶接が行われるので、抵抗熱が接触部位から周囲に拡散することはなく、少ない熱量で短時間に溶接することが可能となる。
【0029】
また、溶接には特段の熟練は必要なく、作業者の熟練度の相違に起因して接合部の信頼性に差異が生じることもなく、また、作業因子が電気的に制御することができるので、機械化や自動化が容易となる利点も有する。
【0030】
さらに、溶接箇所は圧痕が目立たず美しい外観に仕上げることができ、また、気密性も保たれ、雨水や湿気等が底板から機器内部に侵入することを確実に防止することができる。
【0031】
なお、上記実施例では、ボス1の段差部5にR面6を形成した場合について説明したが、本発明はこれに限定することなく、R面6に代えてテーパー面を形成しても良い。
【0032】
以上説明したように、本発明に係るボスの溶接方法によれば、ボスの形状を板金と線接触可能な形状に成形することにより、従来の溶接方法と比較して少ない熱量で短時間に、かつ、特段の熟練を要さず防水性能を備えた信頼性のある圧接が実現できる。
【産業上の利用可能性】
【0033】
金属製の部材同士の溶接に利用可能である。
【符号の説明】
【0034】
1,102 ボス
2 雌ねじ
3 タップ穴
4 本体部
5 段差部
5a 水平面
5b 垂直面
6 曲面(R面)
7,101 板金(底板)
8 挿入孔
9 溶接電源
10,11 電極
12 溶融層
103 貫通孔
104 足部
105 シール溝
【技術分野】
【0001】
本発明は、抵抗発熱を利用した溶接方法であって、特にボスと板金との接合に好適な溶接方法に関する。
【背景技術】
【0002】
従来から、金属の接合には種々の接合技術が利用されている。例えば、ボス(軸の嵌る穴の縁が突起した形状の金属製部品)を板金(板状に薄くのばした金属)等の金属製部材に接合する際にも、種々の接合技術が利用されている。
【0003】
接合技術の種類については、溶接や鍛接など存在し、これらの接合技術の詳細については一般的に過ぎるので特に先行技術文献の記載は不要であると考えるが、ボスを板金に接合する場合について確認的に図5及び図6を用いて説明する。
【0004】
図5はボスを板金に接合した状態を図示している。板金101上にボス102を載置し、ボス102の下端部と板金101の上面間の接触部位を、例えばアーク溶接やろう接等により両部材を接合する。
【0005】
また、図6に示すように圧入により板金101とボス102を接合することも可能である。つまり、板金101の貫通孔103にボス102の足部104を挿入し、ボス101の上部から加圧圧入することにより、足部104に予め形成したシール溝105に板金101を据えこみ鍛造して接合する。
【発明の概要】
【発明が解決しようとする課題】
【0006】
然るに、前記溶接によって板金101にボス102を接合する作業には、作業者の熟練が必要であり、未熟な作業者によれば著しく作業性が悪化し、溶接の信頼性も低くなる。
【0007】
また、板金101とボス102間に防水性が要求される場合は、全周溶接が必要となり、より一層の熟練度が必要になる。
【0008】
また、圧入による接合は、板金101に貫通孔103を形成するために高い加工精度が要求されコストアップに繋がる。
【0009】
本発明は、上記問題点を解決するため、板金とボスの接合に抵抗溶接を利用するものである。抵抗溶接法自体は既知の溶接法であり、例えば、新版接合技術総覧(株式会社産業技術サービスセンター発行)にも記載されている。その概要としては、金属からなる溶融材料に電極を当てて、加圧しながら数十アンペアから数万アンペアの強い電流を数ミリ秒から数百ミリ秒流し、金属の抵抗発熱を利用して合金層を作り溶融接合するものであるが、本発明では特に抵抗溶接をするのに好適なボス形状を提供することにより、全周溶接や圧入による場合と比較して、利点の多い接合方法を提供するものである。
【課題を解決するための手段】
【0010】
請求項1記載の発明は、ボスの下方端に形成した段差部を板金の挿入孔に挿し込み、段差部に形成した曲面と前記板金とを線接触させた状態で、ボスと板金を加圧しながら溶接電流を通電することによって、線接触させた部位を抵抗発熱を利用して圧接することを特徴とする。
【0011】
請求項2記載の発明は、ボスの下方端に形成した段差部を板金の挿入孔に挿し込み、段差部に形成したテーパー面と前記板金とを線接触させた状態で、ボスと板金を加圧しながら溶接電流を通電することによって、線接触させた部位を抵抗発熱を利用して圧接することを特徴とする。
【発明の効果】
【0012】
請求項1記載の発明によれば、ボスの段差部の曲面と板金とを線接触させた状態で抵抗発熱を利用して溶接するため、抵抗熱が周囲に拡散することなく、少ない熱量でボスと板金を接合することができる。
【0013】
請求項2記載の発明によれば、ボスの段差部に曲面を形成する場合と同様に、段差部に形成したテーパー部を利用して板金との間に線接触を実現することができ、ボスと板金を発熱抵抗を利用して確実に接合することができる。
【0014】
また、ボスと板金の接合に熟練を要さず、短時間で確実な溶接が可能となる。
【図面の簡単な説明】
【0015】
【図1】板金にボスを取り付ける前の状態を示す縦断面図である。
【図2】板金にボスを取り付けた状態を示す縦断面図である。
【図3】板金にボスを抵抗溶接している状態を示す縦断面図である。
【図4】抵抗溶接機の概略図である。
【図5】板金にボスを全周溶接した状態を示す縦断面図である。
【図6】板金にボスを圧入した状態を示す縦断面図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態について図1乃至図4を用いて説明する。なお、本発明に係るボスの利用態様としては、例えば、防水構造を要する機器にコネクタ等の部品を接続する用途が存在する。
【0017】
図1において、1は溶接固定の対象であるボスを示している。本実施例の説明上特段記載の必要はないが、ボスとは、例えば、その中央に雌ねじ2が切られたタップ穴3が形成されるような金属製の部材をいう。
【0018】
本発明に係るボスの溶接方法においては、溶接に使用するボス1の形状にその特徴を有する。つまり、ボス1は、その本体部4の下方端に段差部5を形成して構成される。
【0019】
段差部5は本体部4の下方端の全周にわたって形成されており、その水平面5aと垂直面5bの連接面が曲面状に成形されている。以下、この曲面をR面6として説明する。
【0020】
一方、ボス1と接合する板金7には、ボス1の段差部5を形成する垂直面5bが嵌め込まれる挿入孔8が形成されている。つまり、ボス1はその垂直面5bを板金7の挿入孔8内に挿入した状態で接合され、板金7の下面にボス1の下端面が露出した状態に配置される。
【0021】
板金7が防水構造を要する機器の構成部材として利用される場合、底板7の下面にボス1に形成したタップ穴3が露出した状態となるので、当該機器へ各種コネクタを接続する際、タップ穴3に形成した雌ねじを利用して、コネクタを底板7に抜落不能に取り付けることが可能となる。
【0022】
このような用途に利用されるボス1を板金7に接合する場合、図2に示すように、ボス1の段差部5の垂直面5bを板金7の挿入孔8内に挿入する。このとき、ボス1は板金7の上面上に載置されるのであるが、詳しくは、図2の要部拡大図に示すように、段差部5の水平面5aと垂直面5bは板金7と接触しておらず、R面6のみが板金7の挿入孔8の上端縁部と接触するのみである。
【0023】
そして、このR面6はボス1の本体部4の下端部の全周にわたって形成されているので、板金7の挿入孔8の上端縁部とR面6とは全周(360度)にわたって接触し、ボス1を板金7上で支えた状態となる。
【0024】
この状態で、図3に示すように、ボス1を板金7側へ付勢して加圧し、図4に示す溶接電源9より溶接電流を流す。これにより、溶接電流はボス1の上部に接触させた電極10を介してボス1に流れる。
【0025】
一方、板金7の底面にも電極11が接触しているので、溶接電源10より通電された溶接電流は、電極10からボス1を介して、板金7及び電極11に流れる。
【0026】
この結果、図3に示すように、ボス1の段差部5のR面6とこれに接触する板金7の挿入孔8の上端縁部抵抗発熱により溶融し溶融層12を形成する。
【0027】
その結果、ボス1のR面6と板金7の挿入孔8の上端縁部はその全周(360度)にわたって圧接される。また、同時に、板金7の上面とボス1の水平面5aも全周(360度)にわたって圧接される。
【0028】
このように、本発明の圧接方法によれは、ボス1に形成したR面6と板金7の挿入孔8の上端縁部のみが接触した状態で抵抗溶接が行われるので、抵抗熱が接触部位から周囲に拡散することはなく、少ない熱量で短時間に溶接することが可能となる。
【0029】
また、溶接には特段の熟練は必要なく、作業者の熟練度の相違に起因して接合部の信頼性に差異が生じることもなく、また、作業因子が電気的に制御することができるので、機械化や自動化が容易となる利点も有する。
【0030】
さらに、溶接箇所は圧痕が目立たず美しい外観に仕上げることができ、また、気密性も保たれ、雨水や湿気等が底板から機器内部に侵入することを確実に防止することができる。
【0031】
なお、上記実施例では、ボス1の段差部5にR面6を形成した場合について説明したが、本発明はこれに限定することなく、R面6に代えてテーパー面を形成しても良い。
【0032】
以上説明したように、本発明に係るボスの溶接方法によれば、ボスの形状を板金と線接触可能な形状に成形することにより、従来の溶接方法と比較して少ない熱量で短時間に、かつ、特段の熟練を要さず防水性能を備えた信頼性のある圧接が実現できる。
【産業上の利用可能性】
【0033】
金属製の部材同士の溶接に利用可能である。
【符号の説明】
【0034】
1,102 ボス
2 雌ねじ
3 タップ穴
4 本体部
5 段差部
5a 水平面
5b 垂直面
6 曲面(R面)
7,101 板金(底板)
8 挿入孔
9 溶接電源
10,11 電極
12 溶融層
103 貫通孔
104 足部
105 シール溝
【特許請求の範囲】
【請求項1】
ボスの下方端に形成した段差部を板金の挿入孔に挿し込み、段差部に形成した曲面と板金とを線接触させた状態で、ボスと板金を加圧しながら溶接電流を通電することによって、線接触させた部位を抵抗発熱を利用して圧接することを特徴とするボスの溶接方法。
【請求項2】
ボスの下方端に形成した段差部を板金の挿入孔に挿し込み、段差部に形成したテーバー面と板金とを線接触させた状態で、ボスと板金を加圧しながら溶接電流を通電することによって、線接触させた部位を抵抗発熱を利用して圧接することを特徴とするボスの溶接方法。
【請求項1】
ボスの下方端に形成した段差部を板金の挿入孔に挿し込み、段差部に形成した曲面と板金とを線接触させた状態で、ボスと板金を加圧しながら溶接電流を通電することによって、線接触させた部位を抵抗発熱を利用して圧接することを特徴とするボスの溶接方法。
【請求項2】
ボスの下方端に形成した段差部を板金の挿入孔に挿し込み、段差部に形成したテーバー面と板金とを線接触させた状態で、ボスと板金を加圧しながら溶接電流を通電することによって、線接触させた部位を抵抗発熱を利用して圧接することを特徴とするボスの溶接方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−228705(P2012−228705A)
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願番号】特願2011−97790(P2011−97790)
【出願日】平成23年4月26日(2011.4.26)
【出願人】(000116666)愛知電機株式会社 (93)
【出願人】(511104646)株式会社河村産業所 (1)
【Fターム(参考)】
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願日】平成23年4月26日(2011.4.26)
【出願人】(000116666)愛知電機株式会社 (93)
【出願人】(511104646)株式会社河村産業所 (1)
【Fターム(参考)】
[ Back to top ]