
ボトルストッカー
【課題】貯蔵されるプラスチック製ボトルの傷つき凹み等を防止するボトルストッカーを提供することである。
【解決手段】
ボトル排出機構30の上方に配置され、壁部に囲まれたストック部20を有し、上方のボトル供給機構30から供給されるプラスチック製ボトル70を溜めつつ、該プラスチック製ボトル70を順次前記ボトル排出機構30に供給するボトルストッカーであって、前記ストック部20内に上方から供給され、前記ボトル排出機構30に向かうプラスチック製ボトル70に干渉するバッフル体50を備え、該バッフル体50が傾斜面、および縦方向の断面が円弧状であって傾斜面から連接する湾曲面を有するプレート部52を有することを特徴とするボトルストッカー。
【解決手段】
ボトル排出機構30の上方に配置され、壁部に囲まれたストック部20を有し、上方のボトル供給機構30から供給されるプラスチック製ボトル70を溜めつつ、該プラスチック製ボトル70を順次前記ボトル排出機構30に供給するボトルストッカーであって、前記ストック部20内に上方から供給され、前記ボトル排出機構30に向かうプラスチック製ボトル70に干渉するバッフル体50を備え、該バッフル体50が傾斜面、および縦方向の断面が円弧状であって傾斜面から連接する湾曲面を有するプレート部52を有することを特徴とするボトルストッカー。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、供給された多数のプラスチック製ボトルを貯蔵すると共に、貯蔵されたプラスチック製ボトルを円滑に排出するボトルストッカーに関する。
【背景技術】
【0002】
従来、特許文献1記載のプラスチック中空成型品の貯蔵排出装置が提案されている(特許文献1参照)。このプラスチック中空成型品の貯蔵排出装置では、貯蔵スペースの上部から製品が投入され、投入された複数のプラスチック中空成型品が積み上げられた状態で貯蔵されるようになっている。また、プラスチック中空成型品の貯蔵スペースの下部には、排出口及びコンベアによるプラスチック中空成型品の搬送機構が設けられている。これによって、排出口から排出されたプラスチック中空成型品が搬送機構によって搬送され、貯蔵排出装置外に排出されるようになっている。また、プラスチック中空成型品を貯め置く貯蔵スペース内には、屋根型の積圧抑止プレートが設けられている。この屋根型の積圧抑止プレートによって、例えば、排出口近傍に位置するプラスチック中空成型品に対する荷重を分散させることが可能となっている。つまり、屋根型の積圧抑止プレートが貯蔵スペース内に設けられていることで、多量のプラスチック中空成型品を貯蔵できるようになっている。
【0003】
前述した特許文献1記載のプラスチック中空成型品の貯蔵排出装置と同じく、特許文献2記載の脆弱物品の貯蔵タンクが提案されている(特許文献2参照)。この脆弱物品(各種プラスチック容器、紙容器等)の貯蔵タンクにおいても、上部より製品を投入し、積み上げた状態で貯蔵し、下部より排出させる基本構造は、特許文献1記載の貯蔵排出装置と同様である。特に、脆弱物品の貯蔵タンクにおいては、積み上げた状態の製品の荷重を分散させるための傾斜板が複数用いられていることから、より多量の脆弱物品を貯蔵タンクに貯蔵することができるようになっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭57−67429号公報
【特許文献2】特開昭59−152186号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、特許文献1記載のプラスチック中空成型品(プラスチック製ボトル)の貯蔵排出装置及び特許文献2記載の脆弱物品の貯蔵タンクには、積み上げた製品の荷重を分散させるための複数の積圧抑止プレート及び傾斜板が設けられているので、該積圧抑止プレート及び傾斜板の下側に位置するプラスチック中空成型品及び脆弱物品(以下、被供給製品)に対する荷重を低減させることができる。
【0006】
しかしながら、前記被供給製品が貯蔵スペース内に投入された際、これら貯蔵スペース内に設けられた積圧抑止プレート及び傾斜板と接触し、傷及び凹み等が発生する恐れがある。前記被供給製品に傷及び凹みが付いてしまうと、製品価値が下がるばかりでなく、後工程(例えば内容品充填工程)において作業効率を低下させる原因となっていた。
【0007】
本発明は、このような事情に鑑みてなされたもので、貯蔵されるプラスチック製ボトルの傷及び凹み等を防止するボトルストッカーを提供するものである。
【課題を解決するための手段】
【0008】
前記課題を解決する請求項1に記載される(本発明に係る)ボトルストッカーは、ボトル排出機構の上方に配置され、壁部に囲まれたストック部を有し、上方のボトル供給機構から供給されるプラスチック製ボトルを溜めつつ、該プラスチック製ボトルを順次前記ボトル排出機構に供給するボトルストッカーであって、前記ストック部内に上方から供給され、前記ボトル排出機構に向かうプラスチック製ボトルに干渉するバッフル体を備え、該バッフル体が傾斜面、および縦方向の断面が円弧状であって傾斜面から連接する湾曲面を有するプレート部を有することを特徴としたものである。
【0009】
請求項2に記載のボトルストッカーは、前記バッフル体が頂部を有するとともに、前記傾斜面が該頂部からそれぞれ下方に傾斜する第1傾斜面および第2傾斜面からなる屋根型形状であることを特徴としている。
【0010】
また、請求項3に記載のボトルストッカーは、前記頂部における縦方向の断面が円弧状であることを特徴としている。
【0011】
請求項4に記載のボトルストッカーは、前記壁部が一対の端壁部および側壁部を有し、前記バッフル体と連結する軸部材が、前記一対の端壁部に揺動可能に支持されていることを特徴とする。
【0012】
また、請求項5に記載のボトルストッカーは、前記軸部材が表面に孔部を形成した筒状軸であって、該筒状軸から前記ストック部内へ気体が流通可能であることを特徴とする。
【0013】
請求項6に記載のボトルストッカーは、前記プレート部の裏側に、孔部が形成された背面を前記湾曲面の端部に連接させ、前記バッフル体を縦方向の断面を筒形状としたことを特徴とする。
【0014】
また、請求項7に記載のボトルストッカーは、前記壁部が、前記側壁部の下端縁から続く下傾斜壁部、及び該下傾斜壁部の下端縁から続いて前記ボトル排出機構に向けて延びる排出誘導壁部を有し、前記下傾斜壁部と前記排出誘導壁部との接合部分が、縦方向の断面が円弧状に形成されていることを特徴とする。
【0015】
請求項8に記載のボトルストッカーは、前記端壁部の下方に設けられた排出口の上端部に、プラスチック製ボトルの搬送方向に湾曲した整流部材を設けることを特徴とする。
【0016】
また、請求項9に記載のボトルストッカーは、前記ボトル排出機構によって移動搬送されるプラスチック製ボトルを加熱する加熱機構を有することを特徴とする。
【0017】
請求項10に記載のボトルストッカーは、前記ボトル供給機構が、プラスチック製ボトルをストック部の複数箇所に振り分け供給する振り分け供給機構を有し、該振り分け供給機構が、正逆回転に駆動するコンベアであることを特徴とする。
【0018】
また、請求項11に記載のボトルストッカーは、前記ボトル供給機構が、ボトル供給位置を連続的に変える供給位置可変機構を有することを特徴とする。
【0019】
請求項12に記載のボトルストッカーは、前記ストック部に、該ストック部内の温度を調整する温度調整機構を有し、該温度調整機構が、前記ストック内に温度調整された気体を供給する気体供給部と、前記ストック内の気体を排出させる気体排出部を有することを特徴とする。
【0020】
また、請求項13に記載のボトルストッカーは、前記ボトル排出機構が、正逆回転するコンベアであることを特徴とする。
【発明の効果】
【0021】
本発明に係るボトルストッカーによれば、バッフル体のプレート部端部が湾曲しているので、ボトルストッカーのストック部内の空間にプラスチック製ボトルが供給されるときに前記ボトルが下方に移動する際に引っ掛かることがなく、前記ボトルの傷、凹み等が防止される。また、前記バッフル体の上方まで前記ボトルが積み上げられた場合において、前記ボトルの重量(圧力)によって、前記ボトルがプレート部端部に対して押圧状態で接触していたとしても、前記ボトルの傷、凹み等が防止される。
【0022】
また、本発明に係るボトルストッカーによれば、前記バッフル体が頂部を有するとともに、前記傾斜面が該頂部からそれぞれ下方に傾斜する第1傾斜面および第2傾斜面からなる屋根型形状であるので、前記ストック部内に上方から供給され、前記ボトル排出機構に向かうプラスチック製ボトルをそれぞれ振り分けることができ、ストック部の収容効率を向上させることができる。さらに、バッフル体形状を屋根型とすることで、積み上げられた前記ボトルへの積圧を効果的に低減することができ、積圧に起因する前記ボトルの傷、凹み等が防止される。
【0023】
また、本発明に係るボトルストッカーによれば、前記頂部における縦方向の断面を円弧状とすることにより、ボトルストッカーのストック部の上方から供給されるプラスチック製ボトルがバッフル体の頂部に接触する場合、あるいは、前記バッフル体上に前記ボトルが積み上げられた場合に、前記ボトルの傷、凹み等が防止される。
【0024】
また、本発明に係るボトルストッカーによれば、前記壁部が一対の端壁部および側壁部を有し、前記バッフル体と連結する軸部材が、前記一対の端壁部に揺動可能に支持されていることにより、前記軸部材が揺動するに伴って前記バッフル体も揺動し、ストック部内のプラスチック製ボトルの収容効率を向上させることができる。また、多量のプラスチック製ボトルがストック部内の空間に積み上げられた状態で前記バッフル体を揺動させることにより、該バッフル体上に積み上げられた前記ボトルの山を崩すことができ、ストック部内の収容効率を向上させることができる。さらに、前記軸部材によってバッフル体を支持する構成としているので、前記ボトルの傷、凹み等の原因となる不必要な支持部材を排除することができる。さらに、バッフル体を揺動させることで、プラスチック製ボトルの排出時に、プレート部上に残存したプラスチック製ボトルをボトル排出機構の方向に落下させることができる。
【0025】
また、本発明に係るボトルストッカーによれば、前記軸部材が表面に孔部を形成した筒状軸であって、該筒状軸から前記ストック部内へ気体が流通可能であることから、前記軸部材の孔部から温風等の気体をボトルストッカーのストック部内に供給することによって、該ストック部内の温度を適切に保つことが可能となり、該ストック部内のプラスチック製ボトルを膨張させて凹みを防止する。
【0026】
また、本発明に係るボトルストッカーによれば、前記プレート部の裏側に、孔部が形成された背面を前記湾曲面の端部に連接させ、前記バッフル体を縦方向の断面を筒形状としたことにより、前述の軸部材の孔部から供給される温風等の流体が、筒形状となった前記バッフル体の空間内に滞留し、前記バッフル体自体の温度を上昇させるのみならず、前記バッフル体の背面に設けられた孔部を通じて、その背面近傍、及びストック部内の温度を上昇させる、或いは一定温度に保持することが可能となり、これによりストック部内のプラスチック製ボトルを膨張させて凹みを防止する。
【0027】
また、本発明に係るボトルストッカーによれば、前記壁部が、前記側壁部の下端縁から続く下傾斜壁部、及び該下傾斜壁部の下端縁から続いて前記ボトル排出機構に向けて延びる排出誘導壁部を有し、前記下傾斜壁部と前記排出誘導壁部との接合部分が、縦方向の断面が円弧状に形成されていることにより、ボトルストッカーのストック部内のプラスチック製ボトルがボトル排出機構に供給される際に、前記ボトルが前記接合部分に引っ掛かることがなく、前記ボトルの傷、凹み等が防止される。また、ボトルストッカーのストック部内に多量のプラスチック製ボトルが積み重ねられているとき、前記ボトルの重量(圧力)によって、前記ボトルが前記接合部分に対して押圧状態で接触していたとしても、前記ボトルの傷、凹み等が防止される。
【0028】
また、本発明に係るボトルストッカーによれば、前記端壁部の下方に設けられた排出口の上端部に、プラスチック製ボトルの搬送方向に湾曲した整流部材を設けることにより、ボトルストッカーのストック部内のプラスチック製ボトルをボトル排出機構によって次工程へ排出する際に、前記ボトルの排出口の上端部における引っ掛かり、およびボトル詰まりを防止する。
【0029】
また、本発明に係るボトルストッカーによれば、前記ボトル排出機構によって移動搬送されるプラスチック製ボトルを加熱する加熱機構を有することにより、ボトルストッカーのストック部においてプラスチック製ボトル本体の胴部等に凹みが生じた場合でも、ボトルストッカーからボトル排出機構によって排出されるプラスチック製ボトル内の空気を膨張させて、その凹みを修復して次工程へ供給することが可能となる。
【0030】
また、本発明に係るボトルストッカーによれば、前記ボトル供給機構が、プラスチック製ボトルをストック部の複数箇所に振り分け供給する振り分け供給機構を有し、該振り分け供給機構を正逆回転に駆動するコンベアとすることにより、プラスチック製ボトルをボトルストッカーのストック部へ供給する際に、該プラスチック製ボトルを、ストック部の複数箇所(例えば複数の供給口)に対して容易に供給できる。このため、該ストック部内にプラスチック製ボトルをより容易に分散させてムラ無く供給することが可能となり、ストック部内のボトル収容効率を向上させ、またストック部内にて部分的な過荷重によるプラスチック製ボトルの傷、凹み等が防止される。
【0031】
また、本発明に係るボトルストッカーによれば、前記ボトル供給機構が、ボトル供給位置を連続的に変える供給位置可変機構を有することにより、プラスチック製ボトルをボトルストッカーのストック部へ供給する際に、該プラスチック製ボトルのストック部に対する供給位置の変更が可能となり、該ストック部内にプラスチック製ボトルをより分散させてムラ無く供給することが可能となる。これにより、ストック部内のボトル収容効率を向上させ、またストック部内にて部分的な過荷重によるプラスチック製ボトルの傷、凹み等が防止される。
【0032】
また、本発明に係るボトルストッカーによれば、前記ストック部に、該ストック部内の温度を調整する温度調整機構を有し、該温度調整機構が、前記ストック内に温度調整された気体を供給する気体供給部と、前記ストック内の気体を排出させる気体排出部を有することにより、ボトルストッカーのストック部内を、容易に一定の温度に調整することが可能となり、ボトルストッカーのストック部内の温度とボトルストッカー外の外気温との温度差が生じないように容易にコントロールされ、プラスチック製ボトルの膨張、収縮を防止し、その結果、ストック部内におけるプラスチック製ボトルの不用意な変形が防止される。
【0033】
さらに、本発明に係るボトルストッカーによれば、前記ボトル排出機構を正逆回転するコンベアとすることにより、ボトルストッカーのストック部から排出されるプラスチック製ボトルが、コンベアによって複数の排出口の何れか一方から、適宜、円滑に排出される。また、排出口付近でプラスチック製ボトルが詰まった場合、コンベアを逆回転させることで、ボトル詰まりを解消することができる。
【図面の簡単な説明】
【0034】
【図1】本発明の第1の実施の形態に係るボトルストッカーを示す斜視図である。
【図2】図1に示すボトルストッカーを示す上面図である。
【図3】図1に示すボトルストッカーを示す側面図である。
【図4】図1に示すボトルストッカーを示す正面図である。
【図5】図1に示すボトルストッカーを示す断面図である。
【図6】図1に示すボトルストッカーを示す断面透視図である。
【図7】図1に示すボトルストッカーのバッフル体を示す斜視図である。
【図8】図7に示すバッフル体を示す縦断面図である。
【図9】図8に示すバッフル体を示す横断面図(A−A断面)である。
【図10】図1に示すボトルストッカーに貯蔵されるプラスチック製ボトルを示す正面図である。
【図11】図1に示すボトルストッカーに供給されるプラスチック製ボトルの供給機構の一例を示す斜視図である。
【図12】図1に示すボトルストッカーに貯蔵されるプラスチック製ボトルの充填状態を示す図(その1)である。
【図13】図1に示すボトルストッカーに貯蔵されるプラスチック製ボトルの充填状態を示す図(その2)である。
【図14】図1に示すボトルストッカーに貯蔵されるプラスチック製ボトルの充填状態を示す図(その3)である。
【図15】図1に示すボトルストッカーのプラスチック製ボトルの排出口及びボトル排出機構を示す斜視図である。
【図16】図15に示す排出口付近に設けられるプラスチック製ボトルを加熱するボトル加熱装置を示す斜視図である。
【図17】図10に示すプラスチック製ボトルの凹み例を示す正面図である。
【図18】図10に示すプラスチック製ボトルの凹み例を示す側面図である。
【図19】本発明の第2の実施の形態に係るボトルストッカーを示す断面図である。
【図20】図1及び図19に示すボトルストッカーに対して供給されるプラスチック製ボトルの供給機構の一例を示す平面図(その1)である。
【図21】図1及び図19に示すボトルストッカーに対して供給されるプラスチック製ボトルの供給機構の一例を示す平面図(その2)である。
【発明を実施するための形態】
【0035】
以下、本発明の実施の形態について図面を用いて説明する。
【0036】
本発明の第1の実施の形態に係るボトルストッカーは、図1、図2及び図3に示すように構成される。
【0037】
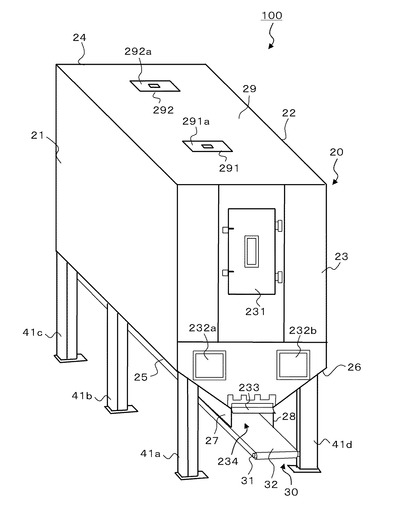
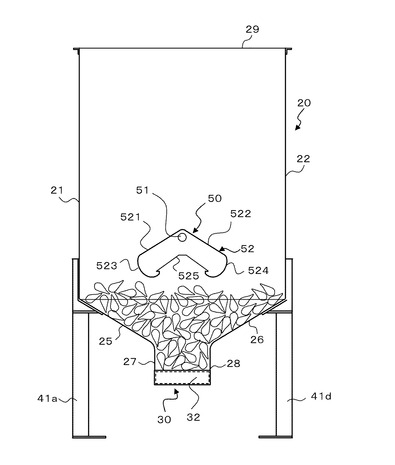
図1、図2及び図3において、ボトルストッカー100は、プラスチック製ボトル70(詳しくは後述する。)を複数貯蔵可能なストック部20を有し、ストック部20にて貯蔵されたプラスチック製ボトル70を円滑に排出するボトル排出機構30の上方に設置されている。ストック部20は、ボトル排出機構30のプラスチック製ボトル70の排出方向と平行に延びる矩形板状の一対の側壁部21、22を有している。また、ストック部20は、これら側壁部21、22の下端部からボトル排出機構30方向に傾斜して延びる矩形板状の一対の下傾斜壁部25、26、また、これらの下傾斜壁部25、26のそれぞれの下端部からボトル排出機構30に向けて垂直に延びる一対の排出誘導壁27、28を有している。さらにストック部20は、その前端及び後端に、側壁部21から側壁部22、下傾斜壁部25から下傾斜壁部26、及び排出誘導壁27から排出誘導壁28まで延びる一対の端壁部23、24を有し、ホッパ状の空間を形成している。
【0038】
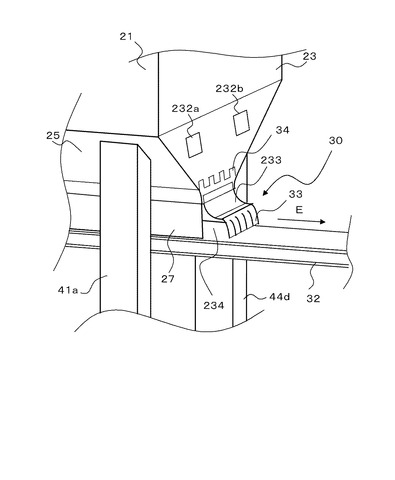
そして、この端壁部23には、ストック部20内に人が進入可能な進入扉231と、ストック部20内のプラスチック製ボトル70の様子を確認可能な覗き窓232a、232bとが設けられている。さらには、ボトル排出機構30によって排出されるプラスチック製ボトル70をストック部20から排出させるための排出口234が設けられている。また、排出口234の上端部分には、プラスチック製ボトル70をよりスムーズに排出させるために設けられた整流部材233(詳しくは後述する。)が設けられている。一方、端壁部24にも端壁部23と同じく、不図示の進入扉、不図示の覗き窓、排出口244、及び整流部材243が設けられている。なお、ボトル排出を行わない等の排出口を使用しない場合には、図示しない封鎖板等が排出口234、244に取り付けられている。
【0039】
また、ストック部20は、側壁部21、22及び端壁部23、24の上端部を蓋う矩形板状の天壁29を有し、この天壁29には、プラスチック製ボトル70を供給するための供給口291、292が設けられ、この供給口291、292には、蓋部291a、蓋部292aが開閉自在に取り付けられている。これによって、プラスチック製ボトル70の供給時にのみ蓋部291a、292aのいずれか、もしくは両方を開放させて、ストック部20の2箇所の供給口291、292からプラスチック製ボトル70を供給する。なお、供給口の個数、開口部の大きさは適宜選択できる。
【0040】
一方、ボトル排出機構30は、ストック部20の側壁部21、22と平行に延び、排出誘導壁27、28との間に位置するコンベア32と、コンベア32を駆動させる回転軸31とを有している。この回転軸31は、不図示のモータ等を駆動源とし、正逆回転自在に取り付けられているので、回転軸31の回転速度及び回転方向に応じてコンベア32が正逆回転に駆動する。これにより、ストック部20の排出誘導壁27、28に囲まれた範囲に供給されるプラスチック製ボトル70は、コンベア32によって搬送され、複数の排出口234、244の何れか一方から適宜、円滑に排出される。
【0041】
さらに、ストック部20の下傾斜壁部25、26の上端部近傍には、それぞれ直線状に延びる支持部材41a、41b、41c、及び支持部材41d、41e、41fが接合され、これら支持部材によって、ストック部20が支持される。なお、ボトル排出機構30は不図示の支持部によって支持されている。
【0042】
図4にボトルストッカー100の正面図を示す。図4において、排出口234の上端部には、整流部材233が設けられている。整流部材233は略J字状の湾曲板であり、取付部34を介して端壁部23に脱着可能に取り付けられている。なお、整流部材233を端壁23(または端壁24)から一体成形することも可能であり、例えば、排出誘導壁28と下傾斜壁部26との境界線上をおよその基準とする排出口234の上端部を捲れ上げるように湾曲させて形成してもよい。
【0043】
また、整流部材233の他方の先端には、縦方向に切り込みの入ったゴムシート製のカーテン33が取り付けられており、これにより、排出時に重なり合ったプラスチック製ボトル70がカーテン33を通過する際、各プラスチック製ボトル70がコンベア32上に分散した状態で排出可能となり、次工程での処理がなされやすくなっている。
【0044】
図5及び図6にボトルストッカー100の断面図、断面透視図を示す。
【0045】
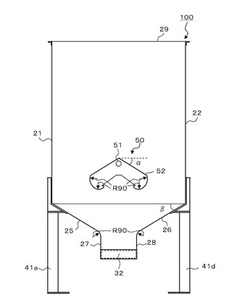
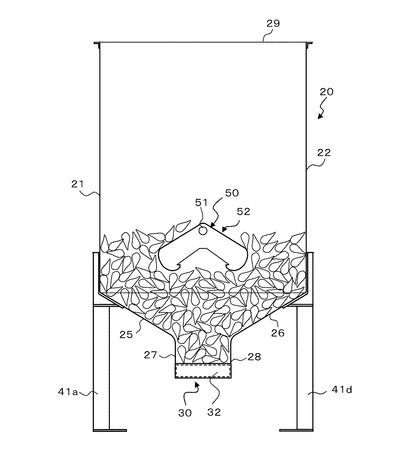
図5及び図6において、ボトルストッカー100の下傾斜壁部25と排出誘導壁27、下傾斜壁部26と排出誘導壁28との接合部分は、それぞれR加工(R=90mm)が施されて縦方向の断面が円弧状になるように形成されている。これにより、該接合部分にプラスチック製ボトル70が引っ掛かることなく排出誘導壁27、28に沿ってボトル排出機構30のコンベア32上に供給される。また、このようにプラスチック製ボトル70が積み上げられた際に、前述した下傾斜壁部25と排出誘導壁27、下傾斜壁部26と排出誘導壁28との接合部分に接するプラスチック製ボトル70は、該接合部分方向に押しつけられるが、前記接合部分にはR加工が施されているため、前記プラスチック製ボトル70の傷、凹み等の発生が防止される。
【0046】
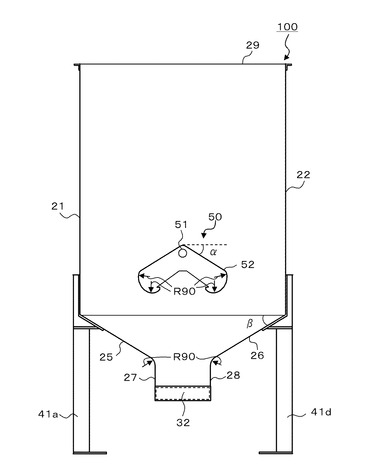
また、ボトルストッカー100のストック部20内には、縦方向の断面が切り妻屋根形状のバッフル体50(積圧抑止プレート)が、ボトル排出機構30のコンベア32に対向する位置に設けられており、また、その頂部520が天壁29(プラスチック製ボトル70の投入される方向)に向けられた状態、かつ頂部520の中心がコンベア32の中心線上に位置するように配置されている。すなわち、バッフル体50は、コンベア32の上方を覆うように配置されていることから、コンベア32上に位置するプラスチック製ボトル70に対して掛かる積圧を軽減する効果を呈する(詳しくは、後述する)。
【0047】
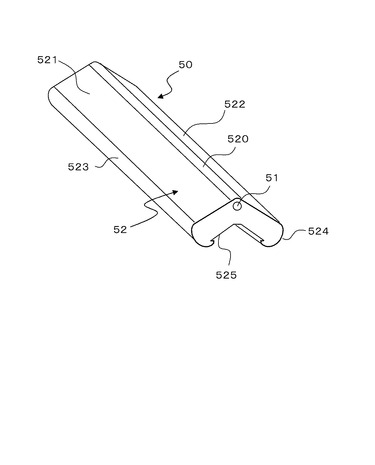
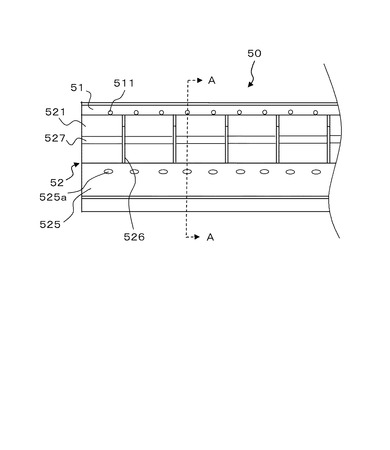
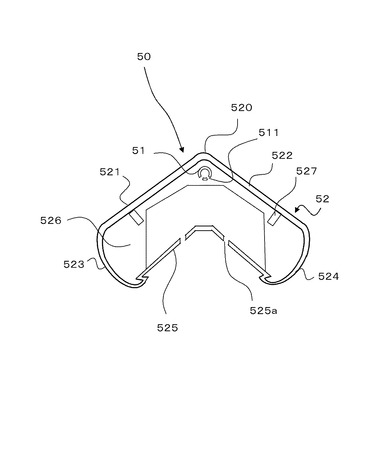
図7乃至図9に示されるバッフル体50は、バッフル体50内の頂部520近傍に配置され、端壁部23から端壁部24まで直線状に延びる軸部材51、および該頂部520から側壁部21、22に向けてそれぞれ下方に傾斜して延びる第1傾斜面521、第2傾斜面522と、縦方向の断面が円弧状であって第1及び第2傾斜面から連接する第1湾曲面523、第2湾曲面524、及び第1湾曲面523、第2湾曲面524の端部と連接する背面525とを備えたプレート部52を有している。また、第1湾曲面523、第2湾曲面524は、該端部とプラスチック製ボトル70の接触を避けるため、該端部を内方に巻き込むように形成されている。そして、枠部材526は、軸部材51、および背面525を除くプレート部52の各部材と連接されている。
【0048】
また、バッフル体50を支持する軸部材51が揺動自在となるよう端壁部23、24間で支持されているので、軸部材51の揺動に伴い、枠部材526を介してバッフル体50も揺動するよう構成されている。なお、図8及び図9に示すように、枠部材526間に補強材527を設けて、プレート部52の支持を強固にすることもできる。
【0049】
バッフル体50の第1傾斜面521、第2傾斜面522の傾斜角度αは、30°以上35°以下に設定されている。また、前述したストック部20を構成する下傾斜壁部26の傾斜角度βも同様に30°以上35°以下に設定されている。なお、傾斜角度α及び傾斜角度βは、より好ましくは、32°±1°が望ましい。
【0050】
また、第1湾曲面523、第2湾曲面524(バッフル体50のプレート部52の両端部)は、ボトルの胴径(長径、あるいは高さ)よりも大きいR加工(曲面加工:例えば、曲率半径R=90mm)がなされており、縦方向の断面が円弧状になるように形成されている。さらにバッフル体50の頂部520もR加工(曲面加工:例えば、曲率半径R=50mm)がなされ、縦方向の断面が円弧状になるように形成されている。このように第1湾曲面523、第2湾曲面524及び頂部520がR加工されることによって、バッフル体50の頂部520、或いは第1湾曲面523、第2湾曲面524に接触するプラスチック製ボトル70の傷及び凹み等の発生が防止される。なお、頂部520のR加工を、第1湾曲面523、第2湾曲面524の場合と同様に、プラスチック製ボトル70の胴径(長径、あるいは高さ)よりも大きいR加工を行うことで、頂部520と接触するプラスチック製ボトル70の傷及び凹み等の発生が一層防止される。
【0051】
図8及び図9において、枠部材526が複数等間隔にて配置され、この枠部材526がプレート部52に覆われて囲まれることで、バッフル体50は縦方向の断面が筒形状となって、所定空間が形成される。また、軸部材51は筒状軸であって、その表面には複数の孔部511が等間隔に形成されており、不図示の気体供給機構によって軸部材51内に流体(例えば、温風等)が供給されると、軸部材51内を通った温風が第1傾斜面521、第2傾斜面522に沿うようにして、孔部511からバッフル体50の所定空間に供給されるようになっている。
【0052】
加えて、プレート部52の第1傾斜面、第2傾斜面に対応する面、および頂部を有した屋根形状の背面525には、孔部523aが所定の間隔を空けて複数形成され、前述した軸部材51の孔部511から供給される温風等の流体が、バッフル体50内に滞留した後、背面525に形成された複数の孔部523aからストック部20内に吐出される。このため、バッフル体50のみならず、その背面525近傍、及びストック部20内の温度を上昇させ、或いは一定温度に保持することが可能となる。これにより、ストック部20内のプラスチック製ボトル70を加温膨張させて、ストック部20内の積圧に起因する凹みを防止する。
【0053】
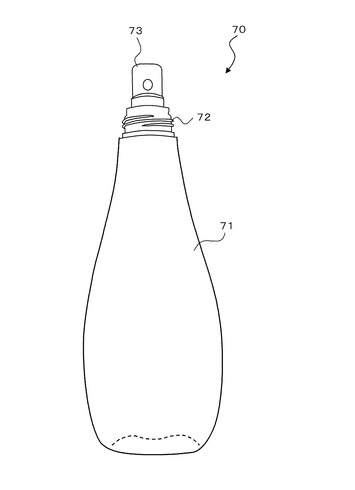
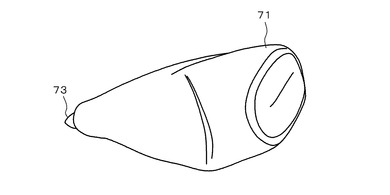
図10に本発明のボトルストッカー100に貯蔵および排出されるプラスチック製ボトル70を示す。図10において、プラスチック製ボトル70は、従来、公知のボトルであって、ボトル本体71と、該ボトル本体71の上端部に設けられ、不図示のキャップをねじ嵌合するねじ部72を有し、その上端部には封止部73が形成されている。このプラスチック製ボトル70は、具体的には、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレンなどの単層、或いは上記の各材料とエチレン・ビニルアルコール共重合体などの周知の気体バリア性を持つ材料との多層構造で形成されている。そして、ダイレクトブロー成形等によるプラスチック製ボトル成形後において、ボトル本体71内に封止部73が形成されている。なお、プラスチック製ボトル70に所定の製品(例えば、マヨネーズ等)を注入充填する時には、プラスチック製ボトル70の封止部73は切断される。
【0054】
このようなプラスチック製ボトル70は、図11に示すように、ボトル供給機構60によってボトルストッカー100のストック部20に供給される。具体的には、ボトル供給機構60は、第1供給部61と第2供給部62とを有している。第1供給部61は、回転軸611と、回転軸611の回転によって駆動するコンベア612とによって構成されている。そして、コンベア612は、ストック部20の上方に設けられており、天壁29に形成された供給口291、292との略中間地点にプラスチック製ボトル70を矢印B方向に供給するようになっている。また、同様に、第2供給部62も、正逆回転自在な回転軸621a、621bと、回転軸621a、621bの回転によって正逆回転に駆動するコンベア622とによって構成されている。
【0055】
第2供給部62のコンベア622は、その回転軸621がストック部20の供給口291の上方に、回転軸621bが供給口292の上方になるよう配置される。また、前述した第1供給部61によって、コンベア622の略中間地点に供給されたプラスチック製ボトル70は、回転軸621a、621bの回転方向に応じてコンベア622が矢印C方向或いは矢印D方向に駆動したときに、供給口291或いは供給口292の複数の供給口からストック部20に振り分け供給される。このため、プラスチック製ボトル70をボトルストッカー100のストック部20内へ供給する際に、該プラスチック製ボトル70を、ストック部20の複数の供給口291、292に対して容易に供給でき、該ストック部20内にプラスチック製ボトル70をより容易に分散させてムラ無く供給することが可能となり、ストック部20の収容効率を向上させるとともに、部分的な過荷重によるプラスチック製ボトル70の傷、凹み等が防止される。
【0056】
前述したボトル供給機構60によってストック部20に供給されるプラスチック製ボトル70は、図12乃至図14に示すようにストック部20に貯蔵されていく。以下に詳しく説明する。
【0057】
図12において、ストック部20に供給されたプラスチック製ボトル70は、バッフル体50の頂部520またはその近傍に接触するように供給され、次いで、プレート部52の第1傾斜面521、第2傾斜面522を滑り落ち振り分けられる。そして、下傾斜壁部25、26上に滑り落ちたプラスチック製ボトル70は、下傾斜壁部25、26に沿ってボトル排出機構30に向けて滑り落ちる。この際、下傾斜壁部25と排出誘導壁27、下傾斜壁部26と排出誘導壁28との接合部分は、それぞれR加工(R=90mm)が施されているため、該接合部分にプラスチック製ボトル70が引っ掛かることなく排出誘導壁27、28に沿ってボトル排出機構30のコンベア32上に供給される。このようにして供給されたプラスチック製ボトル70は、コンベア32を最下面として徐々に積み上げられ、図12に示すように、重ねられるようにして貯蔵されるようになっている。
【0058】
さらに、図12に示す状態のストック部20にプラスチック製ボトル70が供給されると、図13に示すように、バッフル体50の頂部520またはその近傍に接触するように供給されるプラスチック製ボトル70は、前述したようにプレート部52の第1傾斜面521、第2傾斜面522を滑り落ちる。このように滑り落ちたプラスチック製ボトル70は、下傾斜壁部25、26上に積み重ねられたプラスチック製ボトル70の上に順次供給されて、バッフル体50と側壁部21、22との間に積み重ねられ、図13に示す状態となる。なお、前述したように、第1湾曲面523、第2湾曲面524(バッフル体50のプレート部52の両端部)はR加工がなされて鋭利な凸部分がないため、プレート部52の両端部に接するプラスチック製ボトル70に傷及び凹みの発生等を抑えるようになっている。また、このようにプラスチック製ボトル70が積み上げられた際に、前述した下傾斜壁部25と排出誘導壁27、下傾斜壁部26と排出誘導壁28との接合部分に接するプラスチック製ボトル70は、該接合部分方向に押しつけられが、前記接合部分にはR加工が施されているため、前記プラスチック製ボトル70の傷、凹み等の発生が防止される。
【0059】
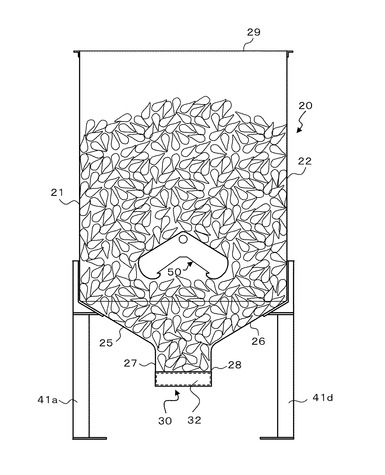
次いで、図13に示す状態のストック部20に、さらにプラスチック製ボトル70が供給されると、図14に示すような状態となる。即ち、図13に示す状態のストック部20においては、バッフル体50の頂部520またはその近傍に接触するように供給されるプラスチック製ボトル70は、プレート部52の第1傾斜面521、第2傾斜面522上に積み重なる。そして、この状態のストック部20に、さらにプラスチック製ボトル70が供給されると、該プラスチック製ボトル70は、第1傾斜面521、第2傾斜面522、或いはその近傍から両側壁部21、22側に満遍なく積み重ねられた状態で貯蔵されていく。この際、前述したようにバッフル体50を揺動すると、第1傾斜面521、第2傾斜面522上に積み重なったプラスチック製ボトル70を両側壁部21、22側に分散させて収容効率を向上させることができる。また、前記揺動のタイミングは任意であって、所定数のプラスチック製ボトル70が供給される毎に揺動すると好適である。なお、プレート部52の第1湾曲面523、第2湾曲面524の下方、または背面525に近接するプラスチック製ボトル70は、バッフル体50が揺動する際には、バッフル体50の背面525の下方の空間に寄せられるように移動するので、前記プラスチック製ボトル70への傷、凹み等の発生は防止されている。
【0060】
このようにして、順次供給されるプラスチック製ボトル70は、ストック部20内で積み重ねられ、図14に示す状態となる。このようにして、複数のプラスチック製ボトル70は、ボトル排出機構30によって排出されるまでストック部20内に貯蔵される。
【0061】
なお、貯蔵されたプラスチック製ボトル70を排出機構30にて排出する際、プレート部52の第1傾斜面521、第2傾斜面522上にプラスチック製ボトル70が残留する場合があるが、前述のようにバッフル体50の揺動させることで、残留したプラスチック製ボトル70を下傾斜壁部25、26側へ振り落として、効率よくプラスチック製ボトル70を排出することができる。
【0062】
なお、前述したプラスチック製ボトル70が接触するストック部20を構成する側壁部21、22、端壁部23、24、下傾斜壁部25、26、排出誘導壁27、28、及びバッフル体50の材料としてはステンレス鋼板(SUS304板)が好ましい。具体的なステンレス鋼板としては、その表面を冷間圧延後、熱処理、酸洗又はこれに順ずる処理を施したのち、適当な光沢が得られる程度に冷間圧延して仕上げが行われており、その表面粗さを、算術平均粗さ(Ra/μm)によれば0.05〜0.20(Ra/μm)、より好ましくは0.09〜0.16(Ra/μm)、また、最大高さ粗さ(Ry/μm)によれば0.10〜0.30(Ry/μm)、より好ましくは0.11〜0.26(Ry/μm)とした2B仕上げステンレス鋼板が好適である。さらに、前記ステンレス鋼板に、例えば、ドット加工、エンボス加工、及びコニカル加工等が施されているとさらに好適である。
【0063】
このように、ストック部20を構成する側壁部21、22、端壁部23、24、下傾斜壁部25、26、排出誘導壁27、28、及びバッフル体50に、前述した2B仕上げステンレス鋼板を用いることにより、プラスチック製ボトル70がストック部20の内表面に接触した際に密着することがなく、プラスチック製ボトル70がより一層、ボトル排出機構30に向けて容易に滑り落ちるように供給される。
【0064】
図15は、ボトルストッカーの排出機構30および排出口234を示している。
【0065】
図15に示すように、排出口234の上端部には、排出口234の上端部から矢印E方向(排出方向に沿った方向)に捲れ上がるように湾曲した整流部材233が取付部34を介して取り付けられている。これにより、ストック部20に貯蔵されるプラスチック製ボトル70がコンベア32によってストック部20外へと排出される際、矢印E方向に駆動するコンベア32上に載置された複数のプラスチック製ボトル70によって、ストック部20内の排出口234付近のプラスチック製ボトル70が加重されたとしても、整流部材233の湾曲形状に沿って排出されるため、排出口234の上端部に擦れたりすることがなく、ストック部20内の排出口234付近のプラスチック製ボトル70への傷、凹み等が防止される。また、整流部材233を用いることで、プラスチック製ボトル70が排出口234付近で詰まることがなく、排出数量のバラツキを低減することができる。
【0066】
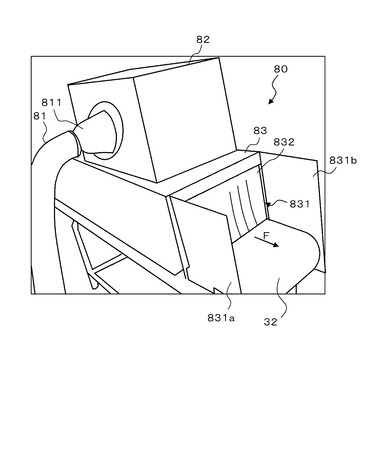
図16は、ストック部20から排出されたプラスチック製ボトル70の加熱機構80を示す。加熱機構80は、不図示の気体温度調節機能を有する気体供給機構と、前記気体供給機構より供給される温風を溜め置く第1温風槽82とが、供給パイプ81および接続部811によって接続されている。また、第1温風槽82の下端部には第2温風槽83が接続され、第2温風槽83は前述したコンベア32上を囲うように形成されている。さらに、第2温風槽83のコンベア32の駆動方向(矢印F方向)の端部には排出口831が形成され、加えて排出口831を蓋うように、縦方向に切り込みの入ったゴムシート製のカーテン832が、該排出口831の上端部から垂れ下がるように設置されている。また、排出口831の両側部には、コンベア32の駆動方向(矢印F方向)に沿って延びる矩形板状の側板831a、831bが設けられており、第2温風槽83の他の端部は、不図示の入力口が設けられている。この不図示の入力口には、該入力口の上端部から垂れ下がるように、不図示のゴムシート製のカーテンが設置されている。なお、加熱機構80は、前述したストック部20の端壁部23、24の外方のいずれか一方、或いは両方に設置される。
【0067】
まず、コンベア32が駆動すると、不図示の気体供給機構から温風が供給パイプ81を介して第1温風槽82に供給され、第1温風槽82の下端部に接続された第2温風槽83内に滞留する。そして、コンベア32上に載置されストック部20から排出されたプラスチック製ボトル70が、第2温風槽83内に供給される。このとき、例えば、図17及び図18に示すようにプラスチック製ボトル本体71の側部等に凹みが生じてしまったプラスチック製ボトル70が第2温風槽83内に供給されると、プラスチック製ボトル70の温度が上昇することでボトル内部の空気が膨張し、生じた凹みが修復されてもとの形態となるため、安定した形状のプラスチック製ボトル70を次工程へ供給することができる。
【0068】
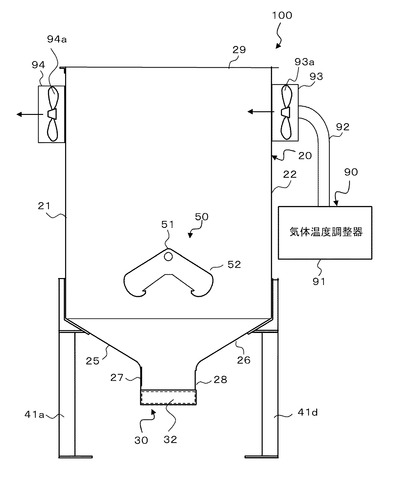
また、図19において、ボトルストッカー100は、ストック部20内の温度調整を行う温度調整機構90を備えている。温度調整機構90は、ストック部20に対して供給する気体の温度を調節可能な気体温度調整器91、ストック部20の側壁部22の上部近傍に設置される気体供給部93、気体温度調整器91と気体供給部93を接続するパイプ92、及びストック部20の側壁部21の上部近傍に設置される気体排出部94から構成される。
【0069】
そして、気体温度調整器91によって気体を所望の温度とし、不図示の動力機構により回転する気体供給部93のプロペラ93aによって気体温度調整器91から気体を、パイプ92を介してストック部20内に供給し、同様に機構により回転する気体排出部94のプロペラ94aによってストック部20内の気体を気体排出部94から排出することで、ストック部20内の温度が調整される。なお、前述した気体供給部93のプロペラ93a、及び気体排出部94のプロペラ94aは、ストック部20内の温度の状態によって何れか一方、或いは両方を適宜回転させれば良い。例えば、気体供給部93のプロペラ93aのみ回転させてストック部20内を加温する、また、気体排出部94のプロペラ94aのみ回転させてストック部20内の空気を排出し、ストック部20内の空気の流通を促して、ストック部20内の温度差を均一にすることができる。
【0070】
また、ストック部20の側壁部21、22に設けられた気体供給部93、気体排出部94の高さ方向の設置位置は、側壁部21及び側壁部22の中央部近傍であっても、下部近傍であってもよく、さらに、場合によっては側壁部21、22に限定されず、端壁部23、24に設置してもよい。
【0071】
以上のように、温度調整機構90を用いることで、ストック部20内の温度を、温度調整機構90の気体温度調整器91によって調整された一定温度の気体によって容易に調整することが可能となる。このため、ストック部20の外気温が低温であった場合でも、ストック部20内を所望の一定温度にコントロールすることができ、プラスチック製ボトル70の膨張、収縮を防止し、その結果、ストック部20内におけるプラスチック製ボトル70の不用意な変形が防止される。
【0072】
なお、実施形態においては、軸部材51、加熱機構70、温度調整機構90の3種類の加温手段が記載されているが、軸部材51はバッフル体50の周辺を、温度調整機構90はストック部20内全体を、加熱機構70は排出機構30により排出されたプラスチック製ボトルを、それぞれ加温することで、供給および排出されるプラスチック製ボトル70の凹みおよび変形の防止に寄与している。
【0073】
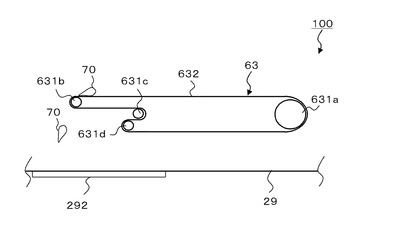
また、図20及び図21において示されるのは、ボトルストッカー100のストック部20内にプラスチック製ボトル70を供給するボトル供給機構60(図11)の第2供給部62に替えて、新たな構成(第3供給部63)としたものである。第3供給部63は供給位置可変機構を有するものであって、第1回転軸631a、第2回転軸631b、第3回転軸631c、第4回転軸631d、及びこれら回転軸631a、631b、631c、631dの回転に応じて駆動するコンベア632を有している。第1回転軸631aは最も大きい回転軸であり、該第1回転軸631aの回転方向に合わせて、他の第2回転軸631b、第4回転軸631dが回転する。また、第3回転軸631cは、第2回転軸631b及び第4回転軸631dとの間に設けられたコンベア632の外側に配置されているので、第1回転軸631aの回転方向と逆方向に回転するようになっている。さらに、第2回転軸631b、第3回転軸631c、第4回転軸631dは、適宜手段によって横方向に自在にスライド可能に設けられ、これにより、ストック部のプラスチック製ボトルの供給口292に対する供給位置を連続的に変えることができる。
【0074】
なお、前述した第3供給部63は、ボトル供給機構60の第1供給部61を中心に対称的に設けられており、以下の説明ではプラスチック製ボトル70を、ストック部20の端壁部24側の供給口292に供給する実施形態を説明し、該ストック部20の端壁部23側の供給口291に供給する実施形態は省略する。
【0075】
上記の第3供給部63によれば、ボトル供給機構60が駆動した際に、第3供給部63は、図11における第1供給部61からプラスチック製ボトル70がコンベア632によって移動し、第2回転軸631b近傍から落下する。このときプラスチック製ボトル70は、ストック部20の端壁部24側の供給口292に供給される。次いで、所定量のプラスチック製ボトル70がストック部20に供給されると、図21に示すように、第3供給部63の第2回転軸631bが矢印G方向に移動するとともに、第4回転軸631dが矢印G方向と逆方向に移動する。これによって、第1供給部61からプラスチック製ボトル70を受け取る第3供給部63のコンベア632の搬送部分の長さが短くなり、ストック部20の端壁部24側の供給口292に対する第3供給部63から供給するプラスチック製ボトル70の供給位置が変更される。このようにプラスチック製ボトル70の供給位置を自在に変更することで、供給するプラスチック製ボトル70をストック部20内により分散させて供給することが可能となるので、ストック部20の収容効率を向上させるとともに、プラスチック製ボトル70の部分的な過荷重による傷、凹み等が防止される。
【0076】
なお、本実施形態のボトルストッカー100において、プラスチック製ボトル70を供給する供給口291、292が2箇所であるが、特に第3供給部63のような供給位置可変機構を有するボトル供給機構を用いる場合には、第3供給部63の第2回転軸631b、第3回転軸631c、及び第4回転軸631dが供給口側となるように配置すればよく、その供給口の位置に応じて第1供給部61の配置についても適宜決定すればよい。
【産業上の利用可能性】
【0077】
以上、説明したように、本発明に係るボトルストッカーは、上方からストック部に供給されるプラスチック製ボトルに干渉するバッフル体が設けられ、該バッフル体が傾斜面、および縦方向の断面が円弧状であって傾斜面から連接する湾曲面を有するプレート部を有する。このため、プラスチック製ボトルがストック部に供給されるときに、該プラスチック製ボトルがバッフル体の端部に引っ掛かることがなく、また、バッフル体の上方まで該プラスチック製ボトルが積み上げられた場合に、前記ボトルの重量(圧力)によって、該プラスチック製ボトル70が前記湾曲面に対して押圧状態で接触していたとしても、前記ボトルの傷、凹み等を防止するという効果を奏し、供給される多数のプラスチック製ボトルをストックするボトルストッカーとして有用である。
【符号の説明】
【0078】
100 ボトルストッカー
20 ストック部
21 22 側壁部
23 24 端壁部
25 26 下傾斜壁部
27 28 排出誘導壁部
29 天壁
30 ボトル排出機構
31 回転軸
32 コンベア
41a、41b、41c、41d、41e、41f 支持部材
50 バッフル体
51 軸部材
52 プレート部
520 頂部
521 第1傾斜面
522 第2傾斜面
523 第1湾曲面
524 第2湾曲面
525 背面
526 枠部材
527 補強材
60 ボトル供給機構
61 第1供給部
62 第2供給部
63 第3供給部
70 プラスチック製ボトル(プラスチック中空成形品)
71 ボトル本体
72 ねじ部
73 封止部
80 加熱機構
81 供給パイプ
82 第1温風槽
83 第2温風槽
90 温度調整機構
91 気体温度調整器
92 パイプ
93 気体供給部
94 気体排出部
【技術分野】
【0001】
本発明は、供給された多数のプラスチック製ボトルを貯蔵すると共に、貯蔵されたプラスチック製ボトルを円滑に排出するボトルストッカーに関する。
【背景技術】
【0002】
従来、特許文献1記載のプラスチック中空成型品の貯蔵排出装置が提案されている(特許文献1参照)。このプラスチック中空成型品の貯蔵排出装置では、貯蔵スペースの上部から製品が投入され、投入された複数のプラスチック中空成型品が積み上げられた状態で貯蔵されるようになっている。また、プラスチック中空成型品の貯蔵スペースの下部には、排出口及びコンベアによるプラスチック中空成型品の搬送機構が設けられている。これによって、排出口から排出されたプラスチック中空成型品が搬送機構によって搬送され、貯蔵排出装置外に排出されるようになっている。また、プラスチック中空成型品を貯め置く貯蔵スペース内には、屋根型の積圧抑止プレートが設けられている。この屋根型の積圧抑止プレートによって、例えば、排出口近傍に位置するプラスチック中空成型品に対する荷重を分散させることが可能となっている。つまり、屋根型の積圧抑止プレートが貯蔵スペース内に設けられていることで、多量のプラスチック中空成型品を貯蔵できるようになっている。
【0003】
前述した特許文献1記載のプラスチック中空成型品の貯蔵排出装置と同じく、特許文献2記載の脆弱物品の貯蔵タンクが提案されている(特許文献2参照)。この脆弱物品(各種プラスチック容器、紙容器等)の貯蔵タンクにおいても、上部より製品を投入し、積み上げた状態で貯蔵し、下部より排出させる基本構造は、特許文献1記載の貯蔵排出装置と同様である。特に、脆弱物品の貯蔵タンクにおいては、積み上げた状態の製品の荷重を分散させるための傾斜板が複数用いられていることから、より多量の脆弱物品を貯蔵タンクに貯蔵することができるようになっている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭57−67429号公報
【特許文献2】特開昭59−152186号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、特許文献1記載のプラスチック中空成型品(プラスチック製ボトル)の貯蔵排出装置及び特許文献2記載の脆弱物品の貯蔵タンクには、積み上げた製品の荷重を分散させるための複数の積圧抑止プレート及び傾斜板が設けられているので、該積圧抑止プレート及び傾斜板の下側に位置するプラスチック中空成型品及び脆弱物品(以下、被供給製品)に対する荷重を低減させることができる。
【0006】
しかしながら、前記被供給製品が貯蔵スペース内に投入された際、これら貯蔵スペース内に設けられた積圧抑止プレート及び傾斜板と接触し、傷及び凹み等が発生する恐れがある。前記被供給製品に傷及び凹みが付いてしまうと、製品価値が下がるばかりでなく、後工程(例えば内容品充填工程)において作業効率を低下させる原因となっていた。
【0007】
本発明は、このような事情に鑑みてなされたもので、貯蔵されるプラスチック製ボトルの傷及び凹み等を防止するボトルストッカーを提供するものである。
【課題を解決するための手段】
【0008】
前記課題を解決する請求項1に記載される(本発明に係る)ボトルストッカーは、ボトル排出機構の上方に配置され、壁部に囲まれたストック部を有し、上方のボトル供給機構から供給されるプラスチック製ボトルを溜めつつ、該プラスチック製ボトルを順次前記ボトル排出機構に供給するボトルストッカーであって、前記ストック部内に上方から供給され、前記ボトル排出機構に向かうプラスチック製ボトルに干渉するバッフル体を備え、該バッフル体が傾斜面、および縦方向の断面が円弧状であって傾斜面から連接する湾曲面を有するプレート部を有することを特徴としたものである。
【0009】
請求項2に記載のボトルストッカーは、前記バッフル体が頂部を有するとともに、前記傾斜面が該頂部からそれぞれ下方に傾斜する第1傾斜面および第2傾斜面からなる屋根型形状であることを特徴としている。
【0010】
また、請求項3に記載のボトルストッカーは、前記頂部における縦方向の断面が円弧状であることを特徴としている。
【0011】
請求項4に記載のボトルストッカーは、前記壁部が一対の端壁部および側壁部を有し、前記バッフル体と連結する軸部材が、前記一対の端壁部に揺動可能に支持されていることを特徴とする。
【0012】
また、請求項5に記載のボトルストッカーは、前記軸部材が表面に孔部を形成した筒状軸であって、該筒状軸から前記ストック部内へ気体が流通可能であることを特徴とする。
【0013】
請求項6に記載のボトルストッカーは、前記プレート部の裏側に、孔部が形成された背面を前記湾曲面の端部に連接させ、前記バッフル体を縦方向の断面を筒形状としたことを特徴とする。
【0014】
また、請求項7に記載のボトルストッカーは、前記壁部が、前記側壁部の下端縁から続く下傾斜壁部、及び該下傾斜壁部の下端縁から続いて前記ボトル排出機構に向けて延びる排出誘導壁部を有し、前記下傾斜壁部と前記排出誘導壁部との接合部分が、縦方向の断面が円弧状に形成されていることを特徴とする。
【0015】
請求項8に記載のボトルストッカーは、前記端壁部の下方に設けられた排出口の上端部に、プラスチック製ボトルの搬送方向に湾曲した整流部材を設けることを特徴とする。
【0016】
また、請求項9に記載のボトルストッカーは、前記ボトル排出機構によって移動搬送されるプラスチック製ボトルを加熱する加熱機構を有することを特徴とする。
【0017】
請求項10に記載のボトルストッカーは、前記ボトル供給機構が、プラスチック製ボトルをストック部の複数箇所に振り分け供給する振り分け供給機構を有し、該振り分け供給機構が、正逆回転に駆動するコンベアであることを特徴とする。
【0018】
また、請求項11に記載のボトルストッカーは、前記ボトル供給機構が、ボトル供給位置を連続的に変える供給位置可変機構を有することを特徴とする。
【0019】
請求項12に記載のボトルストッカーは、前記ストック部に、該ストック部内の温度を調整する温度調整機構を有し、該温度調整機構が、前記ストック内に温度調整された気体を供給する気体供給部と、前記ストック内の気体を排出させる気体排出部を有することを特徴とする。
【0020】
また、請求項13に記載のボトルストッカーは、前記ボトル排出機構が、正逆回転するコンベアであることを特徴とする。
【発明の効果】
【0021】
本発明に係るボトルストッカーによれば、バッフル体のプレート部端部が湾曲しているので、ボトルストッカーのストック部内の空間にプラスチック製ボトルが供給されるときに前記ボトルが下方に移動する際に引っ掛かることがなく、前記ボトルの傷、凹み等が防止される。また、前記バッフル体の上方まで前記ボトルが積み上げられた場合において、前記ボトルの重量(圧力)によって、前記ボトルがプレート部端部に対して押圧状態で接触していたとしても、前記ボトルの傷、凹み等が防止される。
【0022】
また、本発明に係るボトルストッカーによれば、前記バッフル体が頂部を有するとともに、前記傾斜面が該頂部からそれぞれ下方に傾斜する第1傾斜面および第2傾斜面からなる屋根型形状であるので、前記ストック部内に上方から供給され、前記ボトル排出機構に向かうプラスチック製ボトルをそれぞれ振り分けることができ、ストック部の収容効率を向上させることができる。さらに、バッフル体形状を屋根型とすることで、積み上げられた前記ボトルへの積圧を効果的に低減することができ、積圧に起因する前記ボトルの傷、凹み等が防止される。
【0023】
また、本発明に係るボトルストッカーによれば、前記頂部における縦方向の断面を円弧状とすることにより、ボトルストッカーのストック部の上方から供給されるプラスチック製ボトルがバッフル体の頂部に接触する場合、あるいは、前記バッフル体上に前記ボトルが積み上げられた場合に、前記ボトルの傷、凹み等が防止される。
【0024】
また、本発明に係るボトルストッカーによれば、前記壁部が一対の端壁部および側壁部を有し、前記バッフル体と連結する軸部材が、前記一対の端壁部に揺動可能に支持されていることにより、前記軸部材が揺動するに伴って前記バッフル体も揺動し、ストック部内のプラスチック製ボトルの収容効率を向上させることができる。また、多量のプラスチック製ボトルがストック部内の空間に積み上げられた状態で前記バッフル体を揺動させることにより、該バッフル体上に積み上げられた前記ボトルの山を崩すことができ、ストック部内の収容効率を向上させることができる。さらに、前記軸部材によってバッフル体を支持する構成としているので、前記ボトルの傷、凹み等の原因となる不必要な支持部材を排除することができる。さらに、バッフル体を揺動させることで、プラスチック製ボトルの排出時に、プレート部上に残存したプラスチック製ボトルをボトル排出機構の方向に落下させることができる。
【0025】
また、本発明に係るボトルストッカーによれば、前記軸部材が表面に孔部を形成した筒状軸であって、該筒状軸から前記ストック部内へ気体が流通可能であることから、前記軸部材の孔部から温風等の気体をボトルストッカーのストック部内に供給することによって、該ストック部内の温度を適切に保つことが可能となり、該ストック部内のプラスチック製ボトルを膨張させて凹みを防止する。
【0026】
また、本発明に係るボトルストッカーによれば、前記プレート部の裏側に、孔部が形成された背面を前記湾曲面の端部に連接させ、前記バッフル体を縦方向の断面を筒形状としたことにより、前述の軸部材の孔部から供給される温風等の流体が、筒形状となった前記バッフル体の空間内に滞留し、前記バッフル体自体の温度を上昇させるのみならず、前記バッフル体の背面に設けられた孔部を通じて、その背面近傍、及びストック部内の温度を上昇させる、或いは一定温度に保持することが可能となり、これによりストック部内のプラスチック製ボトルを膨張させて凹みを防止する。
【0027】
また、本発明に係るボトルストッカーによれば、前記壁部が、前記側壁部の下端縁から続く下傾斜壁部、及び該下傾斜壁部の下端縁から続いて前記ボトル排出機構に向けて延びる排出誘導壁部を有し、前記下傾斜壁部と前記排出誘導壁部との接合部分が、縦方向の断面が円弧状に形成されていることにより、ボトルストッカーのストック部内のプラスチック製ボトルがボトル排出機構に供給される際に、前記ボトルが前記接合部分に引っ掛かることがなく、前記ボトルの傷、凹み等が防止される。また、ボトルストッカーのストック部内に多量のプラスチック製ボトルが積み重ねられているとき、前記ボトルの重量(圧力)によって、前記ボトルが前記接合部分に対して押圧状態で接触していたとしても、前記ボトルの傷、凹み等が防止される。
【0028】
また、本発明に係るボトルストッカーによれば、前記端壁部の下方に設けられた排出口の上端部に、プラスチック製ボトルの搬送方向に湾曲した整流部材を設けることにより、ボトルストッカーのストック部内のプラスチック製ボトルをボトル排出機構によって次工程へ排出する際に、前記ボトルの排出口の上端部における引っ掛かり、およびボトル詰まりを防止する。
【0029】
また、本発明に係るボトルストッカーによれば、前記ボトル排出機構によって移動搬送されるプラスチック製ボトルを加熱する加熱機構を有することにより、ボトルストッカーのストック部においてプラスチック製ボトル本体の胴部等に凹みが生じた場合でも、ボトルストッカーからボトル排出機構によって排出されるプラスチック製ボトル内の空気を膨張させて、その凹みを修復して次工程へ供給することが可能となる。
【0030】
また、本発明に係るボトルストッカーによれば、前記ボトル供給機構が、プラスチック製ボトルをストック部の複数箇所に振り分け供給する振り分け供給機構を有し、該振り分け供給機構を正逆回転に駆動するコンベアとすることにより、プラスチック製ボトルをボトルストッカーのストック部へ供給する際に、該プラスチック製ボトルを、ストック部の複数箇所(例えば複数の供給口)に対して容易に供給できる。このため、該ストック部内にプラスチック製ボトルをより容易に分散させてムラ無く供給することが可能となり、ストック部内のボトル収容効率を向上させ、またストック部内にて部分的な過荷重によるプラスチック製ボトルの傷、凹み等が防止される。
【0031】
また、本発明に係るボトルストッカーによれば、前記ボトル供給機構が、ボトル供給位置を連続的に変える供給位置可変機構を有することにより、プラスチック製ボトルをボトルストッカーのストック部へ供給する際に、該プラスチック製ボトルのストック部に対する供給位置の変更が可能となり、該ストック部内にプラスチック製ボトルをより分散させてムラ無く供給することが可能となる。これにより、ストック部内のボトル収容効率を向上させ、またストック部内にて部分的な過荷重によるプラスチック製ボトルの傷、凹み等が防止される。
【0032】
また、本発明に係るボトルストッカーによれば、前記ストック部に、該ストック部内の温度を調整する温度調整機構を有し、該温度調整機構が、前記ストック内に温度調整された気体を供給する気体供給部と、前記ストック内の気体を排出させる気体排出部を有することにより、ボトルストッカーのストック部内を、容易に一定の温度に調整することが可能となり、ボトルストッカーのストック部内の温度とボトルストッカー外の外気温との温度差が生じないように容易にコントロールされ、プラスチック製ボトルの膨張、収縮を防止し、その結果、ストック部内におけるプラスチック製ボトルの不用意な変形が防止される。
【0033】
さらに、本発明に係るボトルストッカーによれば、前記ボトル排出機構を正逆回転するコンベアとすることにより、ボトルストッカーのストック部から排出されるプラスチック製ボトルが、コンベアによって複数の排出口の何れか一方から、適宜、円滑に排出される。また、排出口付近でプラスチック製ボトルが詰まった場合、コンベアを逆回転させることで、ボトル詰まりを解消することができる。
【図面の簡単な説明】
【0034】
【図1】本発明の第1の実施の形態に係るボトルストッカーを示す斜視図である。
【図2】図1に示すボトルストッカーを示す上面図である。
【図3】図1に示すボトルストッカーを示す側面図である。
【図4】図1に示すボトルストッカーを示す正面図である。
【図5】図1に示すボトルストッカーを示す断面図である。
【図6】図1に示すボトルストッカーを示す断面透視図である。
【図7】図1に示すボトルストッカーのバッフル体を示す斜視図である。
【図8】図7に示すバッフル体を示す縦断面図である。
【図9】図8に示すバッフル体を示す横断面図(A−A断面)である。
【図10】図1に示すボトルストッカーに貯蔵されるプラスチック製ボトルを示す正面図である。
【図11】図1に示すボトルストッカーに供給されるプラスチック製ボトルの供給機構の一例を示す斜視図である。
【図12】図1に示すボトルストッカーに貯蔵されるプラスチック製ボトルの充填状態を示す図(その1)である。
【図13】図1に示すボトルストッカーに貯蔵されるプラスチック製ボトルの充填状態を示す図(その2)である。
【図14】図1に示すボトルストッカーに貯蔵されるプラスチック製ボトルの充填状態を示す図(その3)である。
【図15】図1に示すボトルストッカーのプラスチック製ボトルの排出口及びボトル排出機構を示す斜視図である。
【図16】図15に示す排出口付近に設けられるプラスチック製ボトルを加熱するボトル加熱装置を示す斜視図である。
【図17】図10に示すプラスチック製ボトルの凹み例を示す正面図である。
【図18】図10に示すプラスチック製ボトルの凹み例を示す側面図である。
【図19】本発明の第2の実施の形態に係るボトルストッカーを示す断面図である。
【図20】図1及び図19に示すボトルストッカーに対して供給されるプラスチック製ボトルの供給機構の一例を示す平面図(その1)である。
【図21】図1及び図19に示すボトルストッカーに対して供給されるプラスチック製ボトルの供給機構の一例を示す平面図(その2)である。
【発明を実施するための形態】
【0035】
以下、本発明の実施の形態について図面を用いて説明する。
【0036】
本発明の第1の実施の形態に係るボトルストッカーは、図1、図2及び図3に示すように構成される。
【0037】
図1、図2及び図3において、ボトルストッカー100は、プラスチック製ボトル70(詳しくは後述する。)を複数貯蔵可能なストック部20を有し、ストック部20にて貯蔵されたプラスチック製ボトル70を円滑に排出するボトル排出機構30の上方に設置されている。ストック部20は、ボトル排出機構30のプラスチック製ボトル70の排出方向と平行に延びる矩形板状の一対の側壁部21、22を有している。また、ストック部20は、これら側壁部21、22の下端部からボトル排出機構30方向に傾斜して延びる矩形板状の一対の下傾斜壁部25、26、また、これらの下傾斜壁部25、26のそれぞれの下端部からボトル排出機構30に向けて垂直に延びる一対の排出誘導壁27、28を有している。さらにストック部20は、その前端及び後端に、側壁部21から側壁部22、下傾斜壁部25から下傾斜壁部26、及び排出誘導壁27から排出誘導壁28まで延びる一対の端壁部23、24を有し、ホッパ状の空間を形成している。
【0038】
そして、この端壁部23には、ストック部20内に人が進入可能な進入扉231と、ストック部20内のプラスチック製ボトル70の様子を確認可能な覗き窓232a、232bとが設けられている。さらには、ボトル排出機構30によって排出されるプラスチック製ボトル70をストック部20から排出させるための排出口234が設けられている。また、排出口234の上端部分には、プラスチック製ボトル70をよりスムーズに排出させるために設けられた整流部材233(詳しくは後述する。)が設けられている。一方、端壁部24にも端壁部23と同じく、不図示の進入扉、不図示の覗き窓、排出口244、及び整流部材243が設けられている。なお、ボトル排出を行わない等の排出口を使用しない場合には、図示しない封鎖板等が排出口234、244に取り付けられている。
【0039】
また、ストック部20は、側壁部21、22及び端壁部23、24の上端部を蓋う矩形板状の天壁29を有し、この天壁29には、プラスチック製ボトル70を供給するための供給口291、292が設けられ、この供給口291、292には、蓋部291a、蓋部292aが開閉自在に取り付けられている。これによって、プラスチック製ボトル70の供給時にのみ蓋部291a、292aのいずれか、もしくは両方を開放させて、ストック部20の2箇所の供給口291、292からプラスチック製ボトル70を供給する。なお、供給口の個数、開口部の大きさは適宜選択できる。
【0040】
一方、ボトル排出機構30は、ストック部20の側壁部21、22と平行に延び、排出誘導壁27、28との間に位置するコンベア32と、コンベア32を駆動させる回転軸31とを有している。この回転軸31は、不図示のモータ等を駆動源とし、正逆回転自在に取り付けられているので、回転軸31の回転速度及び回転方向に応じてコンベア32が正逆回転に駆動する。これにより、ストック部20の排出誘導壁27、28に囲まれた範囲に供給されるプラスチック製ボトル70は、コンベア32によって搬送され、複数の排出口234、244の何れか一方から適宜、円滑に排出される。
【0041】
さらに、ストック部20の下傾斜壁部25、26の上端部近傍には、それぞれ直線状に延びる支持部材41a、41b、41c、及び支持部材41d、41e、41fが接合され、これら支持部材によって、ストック部20が支持される。なお、ボトル排出機構30は不図示の支持部によって支持されている。
【0042】
図4にボトルストッカー100の正面図を示す。図4において、排出口234の上端部には、整流部材233が設けられている。整流部材233は略J字状の湾曲板であり、取付部34を介して端壁部23に脱着可能に取り付けられている。なお、整流部材233を端壁23(または端壁24)から一体成形することも可能であり、例えば、排出誘導壁28と下傾斜壁部26との境界線上をおよその基準とする排出口234の上端部を捲れ上げるように湾曲させて形成してもよい。
【0043】
また、整流部材233の他方の先端には、縦方向に切り込みの入ったゴムシート製のカーテン33が取り付けられており、これにより、排出時に重なり合ったプラスチック製ボトル70がカーテン33を通過する際、各プラスチック製ボトル70がコンベア32上に分散した状態で排出可能となり、次工程での処理がなされやすくなっている。
【0044】
図5及び図6にボトルストッカー100の断面図、断面透視図を示す。
【0045】
図5及び図6において、ボトルストッカー100の下傾斜壁部25と排出誘導壁27、下傾斜壁部26と排出誘導壁28との接合部分は、それぞれR加工(R=90mm)が施されて縦方向の断面が円弧状になるように形成されている。これにより、該接合部分にプラスチック製ボトル70が引っ掛かることなく排出誘導壁27、28に沿ってボトル排出機構30のコンベア32上に供給される。また、このようにプラスチック製ボトル70が積み上げられた際に、前述した下傾斜壁部25と排出誘導壁27、下傾斜壁部26と排出誘導壁28との接合部分に接するプラスチック製ボトル70は、該接合部分方向に押しつけられるが、前記接合部分にはR加工が施されているため、前記プラスチック製ボトル70の傷、凹み等の発生が防止される。
【0046】
また、ボトルストッカー100のストック部20内には、縦方向の断面が切り妻屋根形状のバッフル体50(積圧抑止プレート)が、ボトル排出機構30のコンベア32に対向する位置に設けられており、また、その頂部520が天壁29(プラスチック製ボトル70の投入される方向)に向けられた状態、かつ頂部520の中心がコンベア32の中心線上に位置するように配置されている。すなわち、バッフル体50は、コンベア32の上方を覆うように配置されていることから、コンベア32上に位置するプラスチック製ボトル70に対して掛かる積圧を軽減する効果を呈する(詳しくは、後述する)。
【0047】
図7乃至図9に示されるバッフル体50は、バッフル体50内の頂部520近傍に配置され、端壁部23から端壁部24まで直線状に延びる軸部材51、および該頂部520から側壁部21、22に向けてそれぞれ下方に傾斜して延びる第1傾斜面521、第2傾斜面522と、縦方向の断面が円弧状であって第1及び第2傾斜面から連接する第1湾曲面523、第2湾曲面524、及び第1湾曲面523、第2湾曲面524の端部と連接する背面525とを備えたプレート部52を有している。また、第1湾曲面523、第2湾曲面524は、該端部とプラスチック製ボトル70の接触を避けるため、該端部を内方に巻き込むように形成されている。そして、枠部材526は、軸部材51、および背面525を除くプレート部52の各部材と連接されている。
【0048】
また、バッフル体50を支持する軸部材51が揺動自在となるよう端壁部23、24間で支持されているので、軸部材51の揺動に伴い、枠部材526を介してバッフル体50も揺動するよう構成されている。なお、図8及び図9に示すように、枠部材526間に補強材527を設けて、プレート部52の支持を強固にすることもできる。
【0049】
バッフル体50の第1傾斜面521、第2傾斜面522の傾斜角度αは、30°以上35°以下に設定されている。また、前述したストック部20を構成する下傾斜壁部26の傾斜角度βも同様に30°以上35°以下に設定されている。なお、傾斜角度α及び傾斜角度βは、より好ましくは、32°±1°が望ましい。
【0050】
また、第1湾曲面523、第2湾曲面524(バッフル体50のプレート部52の両端部)は、ボトルの胴径(長径、あるいは高さ)よりも大きいR加工(曲面加工:例えば、曲率半径R=90mm)がなされており、縦方向の断面が円弧状になるように形成されている。さらにバッフル体50の頂部520もR加工(曲面加工:例えば、曲率半径R=50mm)がなされ、縦方向の断面が円弧状になるように形成されている。このように第1湾曲面523、第2湾曲面524及び頂部520がR加工されることによって、バッフル体50の頂部520、或いは第1湾曲面523、第2湾曲面524に接触するプラスチック製ボトル70の傷及び凹み等の発生が防止される。なお、頂部520のR加工を、第1湾曲面523、第2湾曲面524の場合と同様に、プラスチック製ボトル70の胴径(長径、あるいは高さ)よりも大きいR加工を行うことで、頂部520と接触するプラスチック製ボトル70の傷及び凹み等の発生が一層防止される。
【0051】
図8及び図9において、枠部材526が複数等間隔にて配置され、この枠部材526がプレート部52に覆われて囲まれることで、バッフル体50は縦方向の断面が筒形状となって、所定空間が形成される。また、軸部材51は筒状軸であって、その表面には複数の孔部511が等間隔に形成されており、不図示の気体供給機構によって軸部材51内に流体(例えば、温風等)が供給されると、軸部材51内を通った温風が第1傾斜面521、第2傾斜面522に沿うようにして、孔部511からバッフル体50の所定空間に供給されるようになっている。
【0052】
加えて、プレート部52の第1傾斜面、第2傾斜面に対応する面、および頂部を有した屋根形状の背面525には、孔部523aが所定の間隔を空けて複数形成され、前述した軸部材51の孔部511から供給される温風等の流体が、バッフル体50内に滞留した後、背面525に形成された複数の孔部523aからストック部20内に吐出される。このため、バッフル体50のみならず、その背面525近傍、及びストック部20内の温度を上昇させ、或いは一定温度に保持することが可能となる。これにより、ストック部20内のプラスチック製ボトル70を加温膨張させて、ストック部20内の積圧に起因する凹みを防止する。
【0053】
図10に本発明のボトルストッカー100に貯蔵および排出されるプラスチック製ボトル70を示す。図10において、プラスチック製ボトル70は、従来、公知のボトルであって、ボトル本体71と、該ボトル本体71の上端部に設けられ、不図示のキャップをねじ嵌合するねじ部72を有し、その上端部には封止部73が形成されている。このプラスチック製ボトル70は、具体的には、低密度ポリエチレン、高密度ポリエチレン、ポリプロピレンなどの単層、或いは上記の各材料とエチレン・ビニルアルコール共重合体などの周知の気体バリア性を持つ材料との多層構造で形成されている。そして、ダイレクトブロー成形等によるプラスチック製ボトル成形後において、ボトル本体71内に封止部73が形成されている。なお、プラスチック製ボトル70に所定の製品(例えば、マヨネーズ等)を注入充填する時には、プラスチック製ボトル70の封止部73は切断される。
【0054】
このようなプラスチック製ボトル70は、図11に示すように、ボトル供給機構60によってボトルストッカー100のストック部20に供給される。具体的には、ボトル供給機構60は、第1供給部61と第2供給部62とを有している。第1供給部61は、回転軸611と、回転軸611の回転によって駆動するコンベア612とによって構成されている。そして、コンベア612は、ストック部20の上方に設けられており、天壁29に形成された供給口291、292との略中間地点にプラスチック製ボトル70を矢印B方向に供給するようになっている。また、同様に、第2供給部62も、正逆回転自在な回転軸621a、621bと、回転軸621a、621bの回転によって正逆回転に駆動するコンベア622とによって構成されている。
【0055】
第2供給部62のコンベア622は、その回転軸621がストック部20の供給口291の上方に、回転軸621bが供給口292の上方になるよう配置される。また、前述した第1供給部61によって、コンベア622の略中間地点に供給されたプラスチック製ボトル70は、回転軸621a、621bの回転方向に応じてコンベア622が矢印C方向或いは矢印D方向に駆動したときに、供給口291或いは供給口292の複数の供給口からストック部20に振り分け供給される。このため、プラスチック製ボトル70をボトルストッカー100のストック部20内へ供給する際に、該プラスチック製ボトル70を、ストック部20の複数の供給口291、292に対して容易に供給でき、該ストック部20内にプラスチック製ボトル70をより容易に分散させてムラ無く供給することが可能となり、ストック部20の収容効率を向上させるとともに、部分的な過荷重によるプラスチック製ボトル70の傷、凹み等が防止される。
【0056】
前述したボトル供給機構60によってストック部20に供給されるプラスチック製ボトル70は、図12乃至図14に示すようにストック部20に貯蔵されていく。以下に詳しく説明する。
【0057】
図12において、ストック部20に供給されたプラスチック製ボトル70は、バッフル体50の頂部520またはその近傍に接触するように供給され、次いで、プレート部52の第1傾斜面521、第2傾斜面522を滑り落ち振り分けられる。そして、下傾斜壁部25、26上に滑り落ちたプラスチック製ボトル70は、下傾斜壁部25、26に沿ってボトル排出機構30に向けて滑り落ちる。この際、下傾斜壁部25と排出誘導壁27、下傾斜壁部26と排出誘導壁28との接合部分は、それぞれR加工(R=90mm)が施されているため、該接合部分にプラスチック製ボトル70が引っ掛かることなく排出誘導壁27、28に沿ってボトル排出機構30のコンベア32上に供給される。このようにして供給されたプラスチック製ボトル70は、コンベア32を最下面として徐々に積み上げられ、図12に示すように、重ねられるようにして貯蔵されるようになっている。
【0058】
さらに、図12に示す状態のストック部20にプラスチック製ボトル70が供給されると、図13に示すように、バッフル体50の頂部520またはその近傍に接触するように供給されるプラスチック製ボトル70は、前述したようにプレート部52の第1傾斜面521、第2傾斜面522を滑り落ちる。このように滑り落ちたプラスチック製ボトル70は、下傾斜壁部25、26上に積み重ねられたプラスチック製ボトル70の上に順次供給されて、バッフル体50と側壁部21、22との間に積み重ねられ、図13に示す状態となる。なお、前述したように、第1湾曲面523、第2湾曲面524(バッフル体50のプレート部52の両端部)はR加工がなされて鋭利な凸部分がないため、プレート部52の両端部に接するプラスチック製ボトル70に傷及び凹みの発生等を抑えるようになっている。また、このようにプラスチック製ボトル70が積み上げられた際に、前述した下傾斜壁部25と排出誘導壁27、下傾斜壁部26と排出誘導壁28との接合部分に接するプラスチック製ボトル70は、該接合部分方向に押しつけられが、前記接合部分にはR加工が施されているため、前記プラスチック製ボトル70の傷、凹み等の発生が防止される。
【0059】
次いで、図13に示す状態のストック部20に、さらにプラスチック製ボトル70が供給されると、図14に示すような状態となる。即ち、図13に示す状態のストック部20においては、バッフル体50の頂部520またはその近傍に接触するように供給されるプラスチック製ボトル70は、プレート部52の第1傾斜面521、第2傾斜面522上に積み重なる。そして、この状態のストック部20に、さらにプラスチック製ボトル70が供給されると、該プラスチック製ボトル70は、第1傾斜面521、第2傾斜面522、或いはその近傍から両側壁部21、22側に満遍なく積み重ねられた状態で貯蔵されていく。この際、前述したようにバッフル体50を揺動すると、第1傾斜面521、第2傾斜面522上に積み重なったプラスチック製ボトル70を両側壁部21、22側に分散させて収容効率を向上させることができる。また、前記揺動のタイミングは任意であって、所定数のプラスチック製ボトル70が供給される毎に揺動すると好適である。なお、プレート部52の第1湾曲面523、第2湾曲面524の下方、または背面525に近接するプラスチック製ボトル70は、バッフル体50が揺動する際には、バッフル体50の背面525の下方の空間に寄せられるように移動するので、前記プラスチック製ボトル70への傷、凹み等の発生は防止されている。
【0060】
このようにして、順次供給されるプラスチック製ボトル70は、ストック部20内で積み重ねられ、図14に示す状態となる。このようにして、複数のプラスチック製ボトル70は、ボトル排出機構30によって排出されるまでストック部20内に貯蔵される。
【0061】
なお、貯蔵されたプラスチック製ボトル70を排出機構30にて排出する際、プレート部52の第1傾斜面521、第2傾斜面522上にプラスチック製ボトル70が残留する場合があるが、前述のようにバッフル体50の揺動させることで、残留したプラスチック製ボトル70を下傾斜壁部25、26側へ振り落として、効率よくプラスチック製ボトル70を排出することができる。
【0062】
なお、前述したプラスチック製ボトル70が接触するストック部20を構成する側壁部21、22、端壁部23、24、下傾斜壁部25、26、排出誘導壁27、28、及びバッフル体50の材料としてはステンレス鋼板(SUS304板)が好ましい。具体的なステンレス鋼板としては、その表面を冷間圧延後、熱処理、酸洗又はこれに順ずる処理を施したのち、適当な光沢が得られる程度に冷間圧延して仕上げが行われており、その表面粗さを、算術平均粗さ(Ra/μm)によれば0.05〜0.20(Ra/μm)、より好ましくは0.09〜0.16(Ra/μm)、また、最大高さ粗さ(Ry/μm)によれば0.10〜0.30(Ry/μm)、より好ましくは0.11〜0.26(Ry/μm)とした2B仕上げステンレス鋼板が好適である。さらに、前記ステンレス鋼板に、例えば、ドット加工、エンボス加工、及びコニカル加工等が施されているとさらに好適である。
【0063】
このように、ストック部20を構成する側壁部21、22、端壁部23、24、下傾斜壁部25、26、排出誘導壁27、28、及びバッフル体50に、前述した2B仕上げステンレス鋼板を用いることにより、プラスチック製ボトル70がストック部20の内表面に接触した際に密着することがなく、プラスチック製ボトル70がより一層、ボトル排出機構30に向けて容易に滑り落ちるように供給される。
【0064】
図15は、ボトルストッカーの排出機構30および排出口234を示している。
【0065】
図15に示すように、排出口234の上端部には、排出口234の上端部から矢印E方向(排出方向に沿った方向)に捲れ上がるように湾曲した整流部材233が取付部34を介して取り付けられている。これにより、ストック部20に貯蔵されるプラスチック製ボトル70がコンベア32によってストック部20外へと排出される際、矢印E方向に駆動するコンベア32上に載置された複数のプラスチック製ボトル70によって、ストック部20内の排出口234付近のプラスチック製ボトル70が加重されたとしても、整流部材233の湾曲形状に沿って排出されるため、排出口234の上端部に擦れたりすることがなく、ストック部20内の排出口234付近のプラスチック製ボトル70への傷、凹み等が防止される。また、整流部材233を用いることで、プラスチック製ボトル70が排出口234付近で詰まることがなく、排出数量のバラツキを低減することができる。
【0066】
図16は、ストック部20から排出されたプラスチック製ボトル70の加熱機構80を示す。加熱機構80は、不図示の気体温度調節機能を有する気体供給機構と、前記気体供給機構より供給される温風を溜め置く第1温風槽82とが、供給パイプ81および接続部811によって接続されている。また、第1温風槽82の下端部には第2温風槽83が接続され、第2温風槽83は前述したコンベア32上を囲うように形成されている。さらに、第2温風槽83のコンベア32の駆動方向(矢印F方向)の端部には排出口831が形成され、加えて排出口831を蓋うように、縦方向に切り込みの入ったゴムシート製のカーテン832が、該排出口831の上端部から垂れ下がるように設置されている。また、排出口831の両側部には、コンベア32の駆動方向(矢印F方向)に沿って延びる矩形板状の側板831a、831bが設けられており、第2温風槽83の他の端部は、不図示の入力口が設けられている。この不図示の入力口には、該入力口の上端部から垂れ下がるように、不図示のゴムシート製のカーテンが設置されている。なお、加熱機構80は、前述したストック部20の端壁部23、24の外方のいずれか一方、或いは両方に設置される。
【0067】
まず、コンベア32が駆動すると、不図示の気体供給機構から温風が供給パイプ81を介して第1温風槽82に供給され、第1温風槽82の下端部に接続された第2温風槽83内に滞留する。そして、コンベア32上に載置されストック部20から排出されたプラスチック製ボトル70が、第2温風槽83内に供給される。このとき、例えば、図17及び図18に示すようにプラスチック製ボトル本体71の側部等に凹みが生じてしまったプラスチック製ボトル70が第2温風槽83内に供給されると、プラスチック製ボトル70の温度が上昇することでボトル内部の空気が膨張し、生じた凹みが修復されてもとの形態となるため、安定した形状のプラスチック製ボトル70を次工程へ供給することができる。
【0068】
また、図19において、ボトルストッカー100は、ストック部20内の温度調整を行う温度調整機構90を備えている。温度調整機構90は、ストック部20に対して供給する気体の温度を調節可能な気体温度調整器91、ストック部20の側壁部22の上部近傍に設置される気体供給部93、気体温度調整器91と気体供給部93を接続するパイプ92、及びストック部20の側壁部21の上部近傍に設置される気体排出部94から構成される。
【0069】
そして、気体温度調整器91によって気体を所望の温度とし、不図示の動力機構により回転する気体供給部93のプロペラ93aによって気体温度調整器91から気体を、パイプ92を介してストック部20内に供給し、同様に機構により回転する気体排出部94のプロペラ94aによってストック部20内の気体を気体排出部94から排出することで、ストック部20内の温度が調整される。なお、前述した気体供給部93のプロペラ93a、及び気体排出部94のプロペラ94aは、ストック部20内の温度の状態によって何れか一方、或いは両方を適宜回転させれば良い。例えば、気体供給部93のプロペラ93aのみ回転させてストック部20内を加温する、また、気体排出部94のプロペラ94aのみ回転させてストック部20内の空気を排出し、ストック部20内の空気の流通を促して、ストック部20内の温度差を均一にすることができる。
【0070】
また、ストック部20の側壁部21、22に設けられた気体供給部93、気体排出部94の高さ方向の設置位置は、側壁部21及び側壁部22の中央部近傍であっても、下部近傍であってもよく、さらに、場合によっては側壁部21、22に限定されず、端壁部23、24に設置してもよい。
【0071】
以上のように、温度調整機構90を用いることで、ストック部20内の温度を、温度調整機構90の気体温度調整器91によって調整された一定温度の気体によって容易に調整することが可能となる。このため、ストック部20の外気温が低温であった場合でも、ストック部20内を所望の一定温度にコントロールすることができ、プラスチック製ボトル70の膨張、収縮を防止し、その結果、ストック部20内におけるプラスチック製ボトル70の不用意な変形が防止される。
【0072】
なお、実施形態においては、軸部材51、加熱機構70、温度調整機構90の3種類の加温手段が記載されているが、軸部材51はバッフル体50の周辺を、温度調整機構90はストック部20内全体を、加熱機構70は排出機構30により排出されたプラスチック製ボトルを、それぞれ加温することで、供給および排出されるプラスチック製ボトル70の凹みおよび変形の防止に寄与している。
【0073】
また、図20及び図21において示されるのは、ボトルストッカー100のストック部20内にプラスチック製ボトル70を供給するボトル供給機構60(図11)の第2供給部62に替えて、新たな構成(第3供給部63)としたものである。第3供給部63は供給位置可変機構を有するものであって、第1回転軸631a、第2回転軸631b、第3回転軸631c、第4回転軸631d、及びこれら回転軸631a、631b、631c、631dの回転に応じて駆動するコンベア632を有している。第1回転軸631aは最も大きい回転軸であり、該第1回転軸631aの回転方向に合わせて、他の第2回転軸631b、第4回転軸631dが回転する。また、第3回転軸631cは、第2回転軸631b及び第4回転軸631dとの間に設けられたコンベア632の外側に配置されているので、第1回転軸631aの回転方向と逆方向に回転するようになっている。さらに、第2回転軸631b、第3回転軸631c、第4回転軸631dは、適宜手段によって横方向に自在にスライド可能に設けられ、これにより、ストック部のプラスチック製ボトルの供給口292に対する供給位置を連続的に変えることができる。
【0074】
なお、前述した第3供給部63は、ボトル供給機構60の第1供給部61を中心に対称的に設けられており、以下の説明ではプラスチック製ボトル70を、ストック部20の端壁部24側の供給口292に供給する実施形態を説明し、該ストック部20の端壁部23側の供給口291に供給する実施形態は省略する。
【0075】
上記の第3供給部63によれば、ボトル供給機構60が駆動した際に、第3供給部63は、図11における第1供給部61からプラスチック製ボトル70がコンベア632によって移動し、第2回転軸631b近傍から落下する。このときプラスチック製ボトル70は、ストック部20の端壁部24側の供給口292に供給される。次いで、所定量のプラスチック製ボトル70がストック部20に供給されると、図21に示すように、第3供給部63の第2回転軸631bが矢印G方向に移動するとともに、第4回転軸631dが矢印G方向と逆方向に移動する。これによって、第1供給部61からプラスチック製ボトル70を受け取る第3供給部63のコンベア632の搬送部分の長さが短くなり、ストック部20の端壁部24側の供給口292に対する第3供給部63から供給するプラスチック製ボトル70の供給位置が変更される。このようにプラスチック製ボトル70の供給位置を自在に変更することで、供給するプラスチック製ボトル70をストック部20内により分散させて供給することが可能となるので、ストック部20の収容効率を向上させるとともに、プラスチック製ボトル70の部分的な過荷重による傷、凹み等が防止される。
【0076】
なお、本実施形態のボトルストッカー100において、プラスチック製ボトル70を供給する供給口291、292が2箇所であるが、特に第3供給部63のような供給位置可変機構を有するボトル供給機構を用いる場合には、第3供給部63の第2回転軸631b、第3回転軸631c、及び第4回転軸631dが供給口側となるように配置すればよく、その供給口の位置に応じて第1供給部61の配置についても適宜決定すればよい。
【産業上の利用可能性】
【0077】
以上、説明したように、本発明に係るボトルストッカーは、上方からストック部に供給されるプラスチック製ボトルに干渉するバッフル体が設けられ、該バッフル体が傾斜面、および縦方向の断面が円弧状であって傾斜面から連接する湾曲面を有するプレート部を有する。このため、プラスチック製ボトルがストック部に供給されるときに、該プラスチック製ボトルがバッフル体の端部に引っ掛かることがなく、また、バッフル体の上方まで該プラスチック製ボトルが積み上げられた場合に、前記ボトルの重量(圧力)によって、該プラスチック製ボトル70が前記湾曲面に対して押圧状態で接触していたとしても、前記ボトルの傷、凹み等を防止するという効果を奏し、供給される多数のプラスチック製ボトルをストックするボトルストッカーとして有用である。
【符号の説明】
【0078】
100 ボトルストッカー
20 ストック部
21 22 側壁部
23 24 端壁部
25 26 下傾斜壁部
27 28 排出誘導壁部
29 天壁
30 ボトル排出機構
31 回転軸
32 コンベア
41a、41b、41c、41d、41e、41f 支持部材
50 バッフル体
51 軸部材
52 プレート部
520 頂部
521 第1傾斜面
522 第2傾斜面
523 第1湾曲面
524 第2湾曲面
525 背面
526 枠部材
527 補強材
60 ボトル供給機構
61 第1供給部
62 第2供給部
63 第3供給部
70 プラスチック製ボトル(プラスチック中空成形品)
71 ボトル本体
72 ねじ部
73 封止部
80 加熱機構
81 供給パイプ
82 第1温風槽
83 第2温風槽
90 温度調整機構
91 気体温度調整器
92 パイプ
93 気体供給部
94 気体排出部
【特許請求の範囲】
【請求項1】
ボトル排出機構の上方に配置され、壁部に囲まれたストック部を有し、上方のボトル供給機構から供給されるプラスチック製ボトルを溜めつつ、該プラスチック製ボトルを順次前記ボトル排出機構に供給するボトルストッカーであって、
前記ストック部内に上方から供給され、前記ボトル排出機構に向かうプラスチック製ボトルに干渉するバッフル体を備え、
該バッフル体が傾斜面、および縦方向の断面が円弧状であって傾斜面から連接する湾曲面を有するプレート部を有することを特徴とするボトルストッカー。
【請求項2】
前記バッフル体が頂部を有するとともに、前記傾斜面が該頂部からそれぞれ下方に傾斜する第1傾斜面および第2傾斜面からなる屋根形状である請求項1のボトルストッカー。
【請求項3】
前記頂部の縦方向の断面が円弧状である請求項2のボトルストッカー。
【請求項4】
前記壁部が一対の端壁部および側壁部を有し、前記バッフル体と連結する軸部材が、前記一対の端壁部に揺動可能に支持されている請求項1乃至3のいずれかのボトルストッカー。
【請求項5】
前記軸部材が、その表面に孔部を形成した筒状軸であって、該筒状軸から前記ストック部内へ気体が流通可能である請求項4のボトルストッカー。
【請求項6】
前記プレート部の裏側に、孔部が形成された背面を前記湾曲面の端部に連接させ、前記バッフル体を縦方向の断面を筒形状とした請求項1乃至5のいずれかのボトルストッカー。
【請求項7】
前記壁部が、前記側壁部の下端縁から続く下傾斜壁部、及び該下傾斜壁部の下端縁から続いて前記ボトル排出機構に向けて延びる排出誘導壁部を有し、前記下傾斜壁部と前記排出誘導壁部との接合部分が、縦方向の断面が円弧状に形成されている請求項4乃至6のいずれかのボトルストッカー。
【請求項8】
前記端壁部の下方に設けられた排出口の上端部に、プラスチック製ボトルの搬送方向に湾曲した整流部材を設ける請求項4乃至7のいずれかのボトルストッカー。
【請求項9】
前記ボトル排出機構によって移動搬送されるプラスチック製ボトルを加熱する加熱機構を有する請求項1乃至8のいずれかのボトルストッカー。
【請求項10】
前記ボトル供給機構が、プラスチック製ボトルをストック部の複数箇所に振り分け供給する振り分け供給機構を有し、該振り分け供給機構が、正逆回転に駆動するコンベアである請求項1乃至9のいずれかのボトルストッカー。
【請求項11】
前記ボトル供給機構が、ボトル供給位置を連続的に変える供給位置可変機構を有する請求項1乃至10のいずれかのボトルストッカー。
【請求項12】
前記ストック部に、該ストック部内の温度を調整する温度調整機構を有し、該温度調整機構が、前記ストック内に温度調整された気体を供給する気体供給部と、前記ストック内の気体を排出させる気体排出部を有する請求項1乃至11のいずれかのボトルストッカー。
【請求項13】
前記ボトル排出機構が、正逆回転するコンベアである請求項1乃至12のいずれかのボトルストッカー。
【請求項1】
ボトル排出機構の上方に配置され、壁部に囲まれたストック部を有し、上方のボトル供給機構から供給されるプラスチック製ボトルを溜めつつ、該プラスチック製ボトルを順次前記ボトル排出機構に供給するボトルストッカーであって、
前記ストック部内に上方から供給され、前記ボトル排出機構に向かうプラスチック製ボトルに干渉するバッフル体を備え、
該バッフル体が傾斜面、および縦方向の断面が円弧状であって傾斜面から連接する湾曲面を有するプレート部を有することを特徴とするボトルストッカー。
【請求項2】
前記バッフル体が頂部を有するとともに、前記傾斜面が該頂部からそれぞれ下方に傾斜する第1傾斜面および第2傾斜面からなる屋根形状である請求項1のボトルストッカー。
【請求項3】
前記頂部の縦方向の断面が円弧状である請求項2のボトルストッカー。
【請求項4】
前記壁部が一対の端壁部および側壁部を有し、前記バッフル体と連結する軸部材が、前記一対の端壁部に揺動可能に支持されている請求項1乃至3のいずれかのボトルストッカー。
【請求項5】
前記軸部材が、その表面に孔部を形成した筒状軸であって、該筒状軸から前記ストック部内へ気体が流通可能である請求項4のボトルストッカー。
【請求項6】
前記プレート部の裏側に、孔部が形成された背面を前記湾曲面の端部に連接させ、前記バッフル体を縦方向の断面を筒形状とした請求項1乃至5のいずれかのボトルストッカー。
【請求項7】
前記壁部が、前記側壁部の下端縁から続く下傾斜壁部、及び該下傾斜壁部の下端縁から続いて前記ボトル排出機構に向けて延びる排出誘導壁部を有し、前記下傾斜壁部と前記排出誘導壁部との接合部分が、縦方向の断面が円弧状に形成されている請求項4乃至6のいずれかのボトルストッカー。
【請求項8】
前記端壁部の下方に設けられた排出口の上端部に、プラスチック製ボトルの搬送方向に湾曲した整流部材を設ける請求項4乃至7のいずれかのボトルストッカー。
【請求項9】
前記ボトル排出機構によって移動搬送されるプラスチック製ボトルを加熱する加熱機構を有する請求項1乃至8のいずれかのボトルストッカー。
【請求項10】
前記ボトル供給機構が、プラスチック製ボトルをストック部の複数箇所に振り分け供給する振り分け供給機構を有し、該振り分け供給機構が、正逆回転に駆動するコンベアである請求項1乃至9のいずれかのボトルストッカー。
【請求項11】
前記ボトル供給機構が、ボトル供給位置を連続的に変える供給位置可変機構を有する請求項1乃至10のいずれかのボトルストッカー。
【請求項12】
前記ストック部に、該ストック部内の温度を調整する温度調整機構を有し、該温度調整機構が、前記ストック内に温度調整された気体を供給する気体供給部と、前記ストック内の気体を排出させる気体排出部を有する請求項1乃至11のいずれかのボトルストッカー。
【請求項13】
前記ボトル排出機構が、正逆回転するコンベアである請求項1乃至12のいずれかのボトルストッカー。
【図1】


【図2】

【図3】

【図4】

【図5】
【図6】

【図7】
【図8】
【図9】
【図10】
【図11】

【図12】
【図13】
【図14】
【図15】
【図16】
【図17】

【図18】
【図19】
【図20】
【図21】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2013−10576(P2013−10576A)
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願番号】特願2011−142773(P2011−142773)
【出願日】平成23年6月28日(2011.6.28)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願日】平成23年6月28日(2011.6.28)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]