
ボールバルブの弁体の製造方法
【課題】バルブシートとの間に隙間を生じ難いボールバルブの弁体を製造する方法を提供する。
【解決手段】球面からなる外表面と中央を貫通する貫通流路とを有するボールバルブの弁体を、外表面を形成し、貫通流路と直交する平面に対して傾斜した分割面21a,22aで2分割される1対のモールド21,22と、モールド21,22の少なくとも一方を貫通して、貫通流路を形成する流路コア24とで成型する。
【解決手段】球面からなる外表面と中央を貫通する貫通流路とを有するボールバルブの弁体を、外表面を形成し、貫通流路と直交する平面に対して傾斜した分割面21a,22aで2分割される1対のモールド21,22と、モールド21,22の少なくとも一方を貫通して、貫通流路を形成する流路コア24とで成型する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ボールバルブの弁体の製造方法に関する。
【背景技術】
【0002】
ボールバルブは、略球体に形成され、中央を貫通する流路が設けられ、前記流路に直交する回転軸を有する弁体を用いる。従来、ボールバルブの弁体は、流路に直交する分割面で2分割されるモールドによって成型されていた。モールドの半球形のキャビティの少なくとも一方の中央部には、弁体を貫通する流路を形成するための柱状の突起が設けられ、成型後には、流路方向にモールドを分割することで成型された弁体を取り出すことができた。
【0003】
成型した弁体の表面には、モールドの分割面の位置にバリができるため、成型後にバリを取るための研磨が必要であった。しかしながら、精密にバリだけを除去することは困難であり、バリの周囲の弁体表面を研磨してしまうため、弁体の真球度が低下してしまう。よって、従来の製造方法で成型した弁体を使用するボールバルブでは、流路を閉鎖したときに、真球度の低下した部分をバルブシートに密接して流路を封止することになり、弁体とバルブシートとの間に隙間を生じて漏れを発生させ易いという問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0004】
前記問題点に鑑みて、本発明は、バルブシートとの間に隙間を生じ難いボールバルブの弁体を製造する方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
前記課題を解決するために、本発明によれば、球面からなる外表面と中央を貫通する貫通流路とを有するボールバルブの弁体の製造方法は、前記外表面を形成し、前記貫通流路と直交する平面に対して傾斜した分割面で2分割される1対のモールドと、前記モールドの少なくとも一方を貫通して、前記貫通流路を形成する流路コアとで成型する。
【0006】
この方法によれば、モールド成型時に弁体の外表面にできるバリを、バルブシートに当接しない位置に発生させるようにできる。このため、バルブ開閉時に、弁体の外表面のバリを取るために真球度が低下した部分でバルブシートに当接することがなく、真球度の高い外表面で流路を封止できる。これによって、弁体とバルブシートとの間に隙間が生じ難く、ボールバルブは高い封止能力を得られる。
【0007】
また、本発明の製造方法において、前記分割面は、前記外表面のバルブシートに当接しない部分に位置するとよい。
【0008】
この方法によれば、バルブを閉鎖したときだけでなく、バルブを開放した状態やバルブの操作途中においても、弁体は、分割面によりバリの生じた部分をバルブシートに当接させない。このため、バルブは開放状態においても弁体とバルブシートとの間に漏れを生じさせない。さらに、バリを研磨しなくてもバリがバルブシートに当接することがないので、成型後の研磨工程を省略することも可能である。
【0009】
また、本発明の製造方法において、前記分割面は、前記弁体を駆動する駆動部材が設けられる位置を含んでもよい。
【0010】
この方法によれば、駆動部材が設けられる位置はバルブシートに当接しないので、弁体とバルブシートの間に隙間を生じさせない。さらに、駆動部材を弁体に一体成型したり、弁体に駆動部材との係合構造を形成することができる。
【0011】
また、本発明の製造方法において、前記一対のモールドは、前記分割面上に、駆動部材を挿入するための係合穴を形成するコアを挟み込むための溝が設けられてもよい。
【0012】
この方法によれば、弁体と別部材からなる軸状の駆動部材を、弁体を機械加工することなく取り付けることができる。
【0013】
また、本発明の製造方法において、前記一対のモールドは、前記分割面上に、前記弁体の回転軸を形成する溝が設けられてもよい。
【0014】
この方法によれば、弁体の回転軸を一体成型できる。
【発明の効果】
【0015】
以上のように、本発明によれば、弁体の外表面を形成するための2分割のモールドと、弁体の流路を形成するためのモールドを貫通するコアとで、ボールバルブの弁体を成型するので、ボールバルブを閉鎖して流路を封止する際に、弁体は、真球度が高い外表面をバルブシートに当接させるので、弁体とバルブシートとの間に隙間が生じにくく、流体の漏れが発生し難い。
【発明を実施するための最良の形態】
【0016】
これより、本発明に実施形態について、図面を参照しながら説明する。
図1は、本発明の一実施形態の製造方法で製造した弁体を使用するボールバルブ内蔵型の管継手1を示す。管継手1は、ソケット2とプラグ3とからなり、ソケット2は、本体4と本体5の外周に摺動可能なスリーブ5とからなる。
【0017】
本体4は、内部に略球形の弁体6と、弁体6の両側に、本体4の内壁と弁体6の外表面との間に挟まれたバルブシート7とが収納されている。弁体6は、本体4に枢支される回転軸8を有し、偏芯位置に駆動部材9が取り付けられている。駆動部材9は、スリーブ5の内面に嵌合する駆動環10に係合しており、スリーブ5と共に移動することで弁体6を回転軸8周りに回動させることができる。
【0018】
スリーブ5は、スリーブ付勢ばね11によってプラグ3側に付勢されている。図示するように、プラグ3は、先端が本体4の内部に挿入可能である。本体4には、プラグ3と反対側に開口する流入路12が設けられている。弁体6には中央を貫通する貫通流路13が設けられ、図示するように、貫通流路13は、スリーブ5がプラグ3側に位置するとき、流入路12と同心に並び、バルブシート7を介して流入路12に連通する。プラグ3は、本体4に挿入されて導入路12と同心に並ぶ流出路14が設けられ、流出路14は、弁体6の貫通流路13およびバルブシート7を介して流入路12に連通可能である。
【0019】
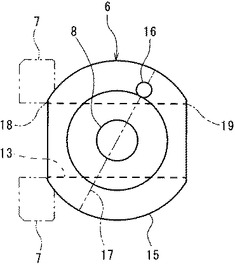
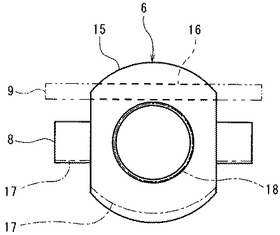
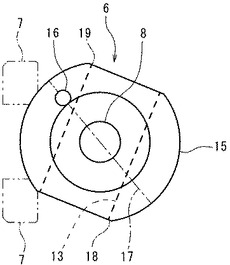
図2および図3に、弁体6を詳しく示す。弁体6は、球面に形成された外表面15を有し、駆動部材9が嵌入される係合穴16が設けられている。また、弁体6は貫通流路13の開口部の周囲に、僅かながら貫通流路13に直交する平面が形成されている。
【0020】
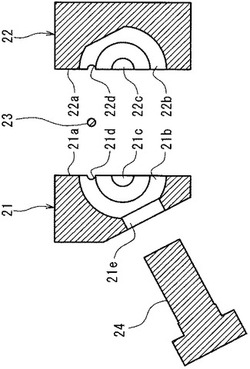
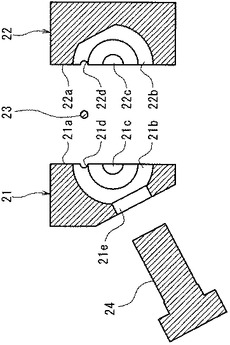
図4に、弁体6を成型するためのモールド構成を示す。弁体6の外表面15は、分割面21a,22aで接合、分離される2つ割りのモールド21,22で形成される。モールド21,22は、それぞれ、外表面15に対応するキャビティ21b,22bが形成されており、合わさって略球形の内部空間を形成する。また、モールド21,22は、キャビティ21b,22bから、それぞれ分割面21a,22a上に延伸し、弁体6の回転軸8を形成するハーフパイプ状の軸溝21c,22cが設けられている。さらに、モールド21,22は、弁体6の係合穴16を形成するために、キャビティ21b,22bが形成する内部空間に棒状の係合穴コア23を挿入できるように、分割面21a,22a上にハーフパイプ状のコア溝21d,22dが設けられている。また、モールド21には、キャビティ21bの奥に、モールド21を貫通するコア穴21eが開口しており、コア穴21eには弁体6の貫通流路13を形成する流路コア24が挿入される。流路コア24は、弁体6の貫通流路13の開口部の周囲の平面の内側を形成するように段差が設けられており、コア穴21eを貫通してモールド22のキャビティ22bの奥にまで達する。
【0021】
弁体6の成型は、係合穴コア23をコア溝21d,22dに挟み込むように、モールド21とモールド22とを分割面21a,22aで合わせ、コア溝21d,22dに係合穴コア23を挟み込み、コア穴21eに流路コア24を挿入した状態で、不図示の湯口から溶解した金属材料を流し込んで成型する。金属材料が冷え固まったら、係合穴コア23をコア溝21d,22dに沿って引き抜き、流路コア24をコア穴21eから引き抜く。モールド21,22を分割面21a,22aで分割すれば、弁体6が取り出される。
【0022】
このようにして成型された弁体6は、図2および3に一点鎖線で示す位置に、モールド21,22の分割面21a,22aに対応して、回転軸8および係合穴16の中心を通り、外表面15を一周するように、バリ17が形成される。また、流路コア24とモールド21との接合部により、図3に示すように、弁体6の貫通流路13の開口部の周囲の平面上に環状のバリ18が形成される。同様に、流路コア24とモールド21との接合部によるバリ19は、貫通流路13の開口部の内縁に形成される。
【0023】
図2に示すように、バルブを開放した状態で、バリ17は、両バルブシート7の間に位置し、バルブシート7に当接しない。また、バリ18,19は、球形の外表面15から後退した平面部に形成されているので、バルブシート7に当接しない。
【0024】
図5に、管継手1のバルブを閉鎖した状態を示す。弁体6は、図2に示した状態から、反時計回りに約65°回動して、球形の外表面15を両側のバルブシート7に当接させる。これによって、弁体6は、流入路12と流出路14とを分離して流路を遮断する。
【0025】
弁体6の回動は、バリ17が両バルブシート7に当接しない範囲で行われるので、バリ17やバリ17を研磨する際に真球度の低下した外表面15がバルブシート7に当接して、弁体6との間に隙間を形成するおそれがない。また、バリ18,19は、外表面15よりも後退した位置に形成されているのでよほど大きくない限りバルブシート7と当接しないが、除去する場合も、可動流路13の開口部の平面を研磨すればよいので、外表面15の真球度を低下させることがない。
【0026】
以上のように、本発明によれば、成型した弁体6に形成されるバリ17,18,19を除去するための研磨を省略することができ、バリ17,18,19を除去したとしても、それによって外表面15のバルブシート7に当接する部分の真球度が低下することがないので高いシール性が確保できる。
【0027】
さらに、流路コア24および係合穴コア23で貫通流路13および係合穴16を、並びに、軸溝21c,22cで回転軸8を、弁体6の成型時に同時に形成することができるので、成型後に精度の要求される加工をする必要がない。
【図面の簡単な説明】
【0028】
【図1】本発明の実施形態で製造したボールバルブの弁体を有する管継手の断面図。
【図2】図1のボールバルブ解放時の弁体の側面図。
【図3】図2の弁体の正面図。
【図4】図2の弁体を成型するためのモールドの概略図。
【図5】図1のボールバルブ閉鎖時の弁体の側面図。
【符号の説明】
【0029】
1 管継手(ボールバルブ内蔵)
6 弁体
7 バルブシート
8 回転軸
9 駆動部材
12 導入路
13 可動流路
14 流出路
15 外表面
16 係合穴
17 バリ
18 バリ
19 バリ
21,22 モールド
21a,22a 分割面
21b,22b キャビティ
21c,22c 軸溝
21d,22d コア溝
21e コア穴
23 係合穴コア
24 流路コア
【技術分野】
【0001】
本発明は、ボールバルブの弁体の製造方法に関する。
【背景技術】
【0002】
ボールバルブは、略球体に形成され、中央を貫通する流路が設けられ、前記流路に直交する回転軸を有する弁体を用いる。従来、ボールバルブの弁体は、流路に直交する分割面で2分割されるモールドによって成型されていた。モールドの半球形のキャビティの少なくとも一方の中央部には、弁体を貫通する流路を形成するための柱状の突起が設けられ、成型後には、流路方向にモールドを分割することで成型された弁体を取り出すことができた。
【0003】
成型した弁体の表面には、モールドの分割面の位置にバリができるため、成型後にバリを取るための研磨が必要であった。しかしながら、精密にバリだけを除去することは困難であり、バリの周囲の弁体表面を研磨してしまうため、弁体の真球度が低下してしまう。よって、従来の製造方法で成型した弁体を使用するボールバルブでは、流路を閉鎖したときに、真球度の低下した部分をバルブシートに密接して流路を封止することになり、弁体とバルブシートとの間に隙間を生じて漏れを発生させ易いという問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0004】
前記問題点に鑑みて、本発明は、バルブシートとの間に隙間を生じ難いボールバルブの弁体を製造する方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
前記課題を解決するために、本発明によれば、球面からなる外表面と中央を貫通する貫通流路とを有するボールバルブの弁体の製造方法は、前記外表面を形成し、前記貫通流路と直交する平面に対して傾斜した分割面で2分割される1対のモールドと、前記モールドの少なくとも一方を貫通して、前記貫通流路を形成する流路コアとで成型する。
【0006】
この方法によれば、モールド成型時に弁体の外表面にできるバリを、バルブシートに当接しない位置に発生させるようにできる。このため、バルブ開閉時に、弁体の外表面のバリを取るために真球度が低下した部分でバルブシートに当接することがなく、真球度の高い外表面で流路を封止できる。これによって、弁体とバルブシートとの間に隙間が生じ難く、ボールバルブは高い封止能力を得られる。
【0007】
また、本発明の製造方法において、前記分割面は、前記外表面のバルブシートに当接しない部分に位置するとよい。
【0008】
この方法によれば、バルブを閉鎖したときだけでなく、バルブを開放した状態やバルブの操作途中においても、弁体は、分割面によりバリの生じた部分をバルブシートに当接させない。このため、バルブは開放状態においても弁体とバルブシートとの間に漏れを生じさせない。さらに、バリを研磨しなくてもバリがバルブシートに当接することがないので、成型後の研磨工程を省略することも可能である。
【0009】
また、本発明の製造方法において、前記分割面は、前記弁体を駆動する駆動部材が設けられる位置を含んでもよい。
【0010】
この方法によれば、駆動部材が設けられる位置はバルブシートに当接しないので、弁体とバルブシートの間に隙間を生じさせない。さらに、駆動部材を弁体に一体成型したり、弁体に駆動部材との係合構造を形成することができる。
【0011】
また、本発明の製造方法において、前記一対のモールドは、前記分割面上に、駆動部材を挿入するための係合穴を形成するコアを挟み込むための溝が設けられてもよい。
【0012】
この方法によれば、弁体と別部材からなる軸状の駆動部材を、弁体を機械加工することなく取り付けることができる。
【0013】
また、本発明の製造方法において、前記一対のモールドは、前記分割面上に、前記弁体の回転軸を形成する溝が設けられてもよい。
【0014】
この方法によれば、弁体の回転軸を一体成型できる。
【発明の効果】
【0015】
以上のように、本発明によれば、弁体の外表面を形成するための2分割のモールドと、弁体の流路を形成するためのモールドを貫通するコアとで、ボールバルブの弁体を成型するので、ボールバルブを閉鎖して流路を封止する際に、弁体は、真球度が高い外表面をバルブシートに当接させるので、弁体とバルブシートとの間に隙間が生じにくく、流体の漏れが発生し難い。
【発明を実施するための最良の形態】
【0016】
これより、本発明に実施形態について、図面を参照しながら説明する。
図1は、本発明の一実施形態の製造方法で製造した弁体を使用するボールバルブ内蔵型の管継手1を示す。管継手1は、ソケット2とプラグ3とからなり、ソケット2は、本体4と本体5の外周に摺動可能なスリーブ5とからなる。
【0017】
本体4は、内部に略球形の弁体6と、弁体6の両側に、本体4の内壁と弁体6の外表面との間に挟まれたバルブシート7とが収納されている。弁体6は、本体4に枢支される回転軸8を有し、偏芯位置に駆動部材9が取り付けられている。駆動部材9は、スリーブ5の内面に嵌合する駆動環10に係合しており、スリーブ5と共に移動することで弁体6を回転軸8周りに回動させることができる。
【0018】
スリーブ5は、スリーブ付勢ばね11によってプラグ3側に付勢されている。図示するように、プラグ3は、先端が本体4の内部に挿入可能である。本体4には、プラグ3と反対側に開口する流入路12が設けられている。弁体6には中央を貫通する貫通流路13が設けられ、図示するように、貫通流路13は、スリーブ5がプラグ3側に位置するとき、流入路12と同心に並び、バルブシート7を介して流入路12に連通する。プラグ3は、本体4に挿入されて導入路12と同心に並ぶ流出路14が設けられ、流出路14は、弁体6の貫通流路13およびバルブシート7を介して流入路12に連通可能である。
【0019】
図2および図3に、弁体6を詳しく示す。弁体6は、球面に形成された外表面15を有し、駆動部材9が嵌入される係合穴16が設けられている。また、弁体6は貫通流路13の開口部の周囲に、僅かながら貫通流路13に直交する平面が形成されている。
【0020】
図4に、弁体6を成型するためのモールド構成を示す。弁体6の外表面15は、分割面21a,22aで接合、分離される2つ割りのモールド21,22で形成される。モールド21,22は、それぞれ、外表面15に対応するキャビティ21b,22bが形成されており、合わさって略球形の内部空間を形成する。また、モールド21,22は、キャビティ21b,22bから、それぞれ分割面21a,22a上に延伸し、弁体6の回転軸8を形成するハーフパイプ状の軸溝21c,22cが設けられている。さらに、モールド21,22は、弁体6の係合穴16を形成するために、キャビティ21b,22bが形成する内部空間に棒状の係合穴コア23を挿入できるように、分割面21a,22a上にハーフパイプ状のコア溝21d,22dが設けられている。また、モールド21には、キャビティ21bの奥に、モールド21を貫通するコア穴21eが開口しており、コア穴21eには弁体6の貫通流路13を形成する流路コア24が挿入される。流路コア24は、弁体6の貫通流路13の開口部の周囲の平面の内側を形成するように段差が設けられており、コア穴21eを貫通してモールド22のキャビティ22bの奥にまで達する。
【0021】
弁体6の成型は、係合穴コア23をコア溝21d,22dに挟み込むように、モールド21とモールド22とを分割面21a,22aで合わせ、コア溝21d,22dに係合穴コア23を挟み込み、コア穴21eに流路コア24を挿入した状態で、不図示の湯口から溶解した金属材料を流し込んで成型する。金属材料が冷え固まったら、係合穴コア23をコア溝21d,22dに沿って引き抜き、流路コア24をコア穴21eから引き抜く。モールド21,22を分割面21a,22aで分割すれば、弁体6が取り出される。
【0022】
このようにして成型された弁体6は、図2および3に一点鎖線で示す位置に、モールド21,22の分割面21a,22aに対応して、回転軸8および係合穴16の中心を通り、外表面15を一周するように、バリ17が形成される。また、流路コア24とモールド21との接合部により、図3に示すように、弁体6の貫通流路13の開口部の周囲の平面上に環状のバリ18が形成される。同様に、流路コア24とモールド21との接合部によるバリ19は、貫通流路13の開口部の内縁に形成される。
【0023】
図2に示すように、バルブを開放した状態で、バリ17は、両バルブシート7の間に位置し、バルブシート7に当接しない。また、バリ18,19は、球形の外表面15から後退した平面部に形成されているので、バルブシート7に当接しない。
【0024】
図5に、管継手1のバルブを閉鎖した状態を示す。弁体6は、図2に示した状態から、反時計回りに約65°回動して、球形の外表面15を両側のバルブシート7に当接させる。これによって、弁体6は、流入路12と流出路14とを分離して流路を遮断する。
【0025】
弁体6の回動は、バリ17が両バルブシート7に当接しない範囲で行われるので、バリ17やバリ17を研磨する際に真球度の低下した外表面15がバルブシート7に当接して、弁体6との間に隙間を形成するおそれがない。また、バリ18,19は、外表面15よりも後退した位置に形成されているのでよほど大きくない限りバルブシート7と当接しないが、除去する場合も、可動流路13の開口部の平面を研磨すればよいので、外表面15の真球度を低下させることがない。
【0026】
以上のように、本発明によれば、成型した弁体6に形成されるバリ17,18,19を除去するための研磨を省略することができ、バリ17,18,19を除去したとしても、それによって外表面15のバルブシート7に当接する部分の真球度が低下することがないので高いシール性が確保できる。
【0027】
さらに、流路コア24および係合穴コア23で貫通流路13および係合穴16を、並びに、軸溝21c,22cで回転軸8を、弁体6の成型時に同時に形成することができるので、成型後に精度の要求される加工をする必要がない。
【図面の簡単な説明】
【0028】
【図1】本発明の実施形態で製造したボールバルブの弁体を有する管継手の断面図。
【図2】図1のボールバルブ解放時の弁体の側面図。
【図3】図2の弁体の正面図。
【図4】図2の弁体を成型するためのモールドの概略図。
【図5】図1のボールバルブ閉鎖時の弁体の側面図。
【符号の説明】
【0029】
1 管継手(ボールバルブ内蔵)
6 弁体
7 バルブシート
8 回転軸
9 駆動部材
12 導入路
13 可動流路
14 流出路
15 外表面
16 係合穴
17 バリ
18 バリ
19 バリ
21,22 モールド
21a,22a 分割面
21b,22b キャビティ
21c,22c 軸溝
21d,22d コア溝
21e コア穴
23 係合穴コア
24 流路コア
【特許請求の範囲】
【請求項1】
球面からなる外表面と中央を貫通する貫通流路とを有するボールバルブの弁体の製造方法であって、
前記外表面を形成し、前記貫通流路と直交する平面に対して傾斜した分割面で2分割される1対のモールドと、
前記モールドの少なくとも一方を貫通して、前記貫通流路を形成する流路コアとで成型することを特徴とするボールバルブの弁体の製造方法。
【請求項2】
前記分割面は、前記外表面のバルブシートに当接しない部分に位置することを特徴とする請求項1に記載のボールバルブの弁体の製造方法。
【請求項3】
前記分割面は、前記弁体を駆動する駆動部材が設けられる位置を含むことを特徴とする請求項2に記載の弁体の製造方法。
【請求項4】
前記一対のモールドは、前記分割面上に、駆動部材を挿入するための係合穴を形成する係合穴コアを挟み込むための溝が設けられていることを特徴とする請求項3に記載のボールバルブの弁体の製造方法。
【請求項5】
前記一対のモールドは、前記分割面上に、前記弁体の回転軸を形成する溝が設けられていることを特徴とする請求項1から4のいずれかに記載のボールバルブの弁体の製造方法。
【請求項1】
球面からなる外表面と中央を貫通する貫通流路とを有するボールバルブの弁体の製造方法であって、
前記外表面を形成し、前記貫通流路と直交する平面に対して傾斜した分割面で2分割される1対のモールドと、
前記モールドの少なくとも一方を貫通して、前記貫通流路を形成する流路コアとで成型することを特徴とするボールバルブの弁体の製造方法。
【請求項2】
前記分割面は、前記外表面のバルブシートに当接しない部分に位置することを特徴とする請求項1に記載のボールバルブの弁体の製造方法。
【請求項3】
前記分割面は、前記弁体を駆動する駆動部材が設けられる位置を含むことを特徴とする請求項2に記載の弁体の製造方法。
【請求項4】
前記一対のモールドは、前記分割面上に、駆動部材を挿入するための係合穴を形成する係合穴コアを挟み込むための溝が設けられていることを特徴とする請求項3に記載のボールバルブの弁体の製造方法。
【請求項5】
前記一対のモールドは、前記分割面上に、前記弁体の回転軸を形成する溝が設けられていることを特徴とする請求項1から4のいずれかに記載のボールバルブの弁体の製造方法。
【図1】



【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2007−182922(P2007−182922A)
【公開日】平成19年7月19日(2007.7.19)
【国際特許分類】
【出願番号】特願2006−736(P2006−736)
【出願日】平成18年1月5日(2006.1.5)
【出願人】(593097203)長堀工業株式会社 (8)
【Fターム(参考)】
【公開日】平成19年7月19日(2007.7.19)
【国際特許分類】
【出願日】平成18年1月5日(2006.1.5)
【出願人】(593097203)長堀工業株式会社 (8)
【Fターム(参考)】
[ Back to top ]